Область изобретения
Изобретение относится к наружной резьбе вводного трубопровода, выполненной с возможностью посадки с натягом, к способам и устройствам для ее образования, а также к паре фитингов с резьбой вводного трубопровода, выполненной с возможностью посадки с натягом.
Предшествующий уровень техники
Трубная резьба, используемая в качестве герметичного соединения в предшествующем уровне техники, должна соответствовать многочисленным строгим требованиям, см. описание критериев в статье «Описание и анализ критериев трубной резьбы» ("The understanding and analyzing of the criterion of the pipe thread"), опубликованной в журнале «Aerospace Standardization», выпуск 3, 2005 г. В этой статье трубная резьба стандарта США с углом профиля 60° делится на две категории - общая и т.н. «сухая», при этом трубная резьба общей категории является экономичным вариантом, который используется в парах фитингов вместе с герметичным уплотнением, тогда как сухая трубная резьба обеспечивает высокоточное герметичное трубное соединение, которое можно использовать без герметичного уплотнения. Распределение области допускаемых значений расстояния между делительной линией и вершиной профиля, и расстояния между делительной линией и впадиной профиля трубной резьбы сухого типа осуществляется в соответствии с величиной натяга, чтобы обеспечить первичный контакт впадины и вершины профиля резьбы с боковой стороной профиля резьбы в процессе сборки и таким образом исключить риск образования зазора у вершины и впадины. Распределение области допускаемых значений расстояния между делительной линией и вершиной профиля, и расстояния между делительной линией и впадиной профиля трубной резьбы общего типа осуществляется в соответствии с промежуточной посадкой, чтобы обеспечить первичный контакт впадины и вершины профиля резьбы с боковой стороной профиля резьбы, либо одновременный контакт, либо последующий контакт во время сборки, но не после сборки, что обеспечивает наличие зазора. Контакты между вершиной, впадиной и боковой стороной профиля резьбы являются линейными, поэтому для закрытия зазора у впадины и вершины трубной резьбы общего типа необходимо использовать герметичное уплотнение. Условие требуемого допуска для трубной резьбы сухого типа является более строгим, нежели условие для трубной резьбы общего типа.
В патенте CN 200310111695.2 описан резьбонакатный станок для накатывания осевой резьбы для трубопровода с наружной резьбой;
наружная резьба трубопровода для герметичного соединения изготавливается с помощью накатной техники штамповки, что позволяет получить гладкую, однородную и высокопрочную поверхность трубной резьбы, решая таким образом проблему протекания, выделений, капель и утечек на соединительном элементе используемого трубопровода, при этом изготовление трубопровода выполняется быстро и эффективно. Однако число витков рабочей резьбы у изготавливаемой данным станком трубной резьбы такое же, как и у трубной резьбы общего типа, и для соединения пары фитингов необходимо дополнительно использовать небольшое количество уплотнения.
Раскрытие изобретения
Задачей изобретения является получение наружной резьбы вводного трубопровода, выполненной с возможностью посадки с натягом, которая при использовании в совокупности с внутренней резьбой позволяла бы получить пару фитингов, при этом приемлемая герметичность соединения должна достигаться без использования уплотнений. Также задачей изобретения является получение способов и устройств для образования наружной резьбы вводного трубопровода, выполненной с возможностью посадки с натягом, а также получение пары фитингов, включающих фитинг с наружной резьбой вводного трубопровода, выполненной с возможностью посадки с натягом, и фитинг с внутренней резьбой.
В наружной резьбе вводного трубопровода, выполненной с возможностью посадки с натягом, с полезной резьбой в виде конической трубной резьбы, согласно первому изобретению, на полной длине полезной резьбы выполнено два или более витков полной вариационной выгнутой резьбы, у которой натяг по среднему диаметру витков на заданное значение натяга посадки больше, чем натяг по среднему диаметру витков соответствующей эталонной стандартной конической резьбы, а боковая сторона профиля вариационной выгнутой резьбы представляет собой выгнутую дугообразную поверхность; преимущественно, конусность эталонной стандартной конической резьбы может оставлять 1:16, а натяг может составлять 0,01-0,03 мм; число витков полезной резьбы может быть равно 8 или другому значению, при этом вариационная выгнутая резьба может занимать третий и четвертый витки, либо четвертый и пятый витки, считая с меньшего конца полезной резьбы, либо другие герметично сопрягаемые витки резьбы.
Согласно второму изобретению, предусмотрена пара фитингов, включающих фитинг с наружной конической трубной резьбой вводного трубопровода, выполненной с возможностью посадки с натягом, и фитинг с внутренней конической трубной резьбой, сопрягаемый с первым фитингом; на полной длине полезной резьбы имеется два или более витков вариационной выгнутой резьбы, у которой натяг по среднему диаметру витков на заданное значение натяга посадки больше, чем натяг по среднему диаметру витков соответствующей эталонной стандартной конической резьбы, причем боковая сторона профиля вариационной выгнутой резьбы представляет собой выгнутую дугообразную поверхность, при этом боковая сторона профиля наружной резьбы вводного трубопровода контактирует по поверхности с боковой стороной профиля внутренней резьбы так, что наружная резьба вводного трубопровода и внутренняя резьба соединяются с натягом; преимущественно, конусность эталонной стандартной конической резьбы может составлять 1:16, а натяг может составлять 0,01-0,03 мм; число витков полезной резьбы может быть равно 8 или другому меньшему или большему числу, а число витков полезной резьбы на внутренней резьбе может быть равно 6 или более, при этом вариационная выгнутая резьба занимает третий и четвертый витки, считая с меньшего конца полезной резьбы, либо четвертый и пятый витки.
Согласно третьему изобретению, резьбонакатный станок для образования наружной резьбы вводного трубопровода, выполненной с возможностью посадки с натягом, содержит станину, шпиндельную бабку, расположенную с одной стороны в верхней части станины, патрон, расположенной в передней части шпиндельной бабки, механизм перемещения, расположенный с другой стороны в верхней части станины, и резьбонакатный диск, расположенный на механизме перемещения, при этом резьбонакатный диск снабжен неподвижно закрепленным держателем, на котором расположено одно или более резьбонакатное колесо, а также снабжен регулятором положения для регулировки радиального положения резьбонакатного колеса на держателе, причем полезная резьба резьбонакатного колеса представляет собой коническую трубную резьбу, при этом на полной длине полезной резьбы выполнено два или более витков вариационной вогнутой резьбы, у которой натяг по среднему диаметру витков на заданное значение натяга посадки меньше, чем натяг по среднему диаметру остальных витков соответствующей эталонной стандартной конической резьбы, а боковая сторона профиля вариационной вогнутой резьбы представляет собой вогнутую дугообразную поверхность; преимущественно, конусность эталонной стандартной конической резьбы может составлять 1:16, а натяг может составлять 0,01-0,03 мм.
Согласно следующему изобретению, предусмотрен способ накатывания вышеупомянутой наружной резьбы вводного трубопровода, выполненной с возможностью посадки с натягом, в котором для нарезания заготовки используется вышеупомянутое резьбонакатное колесо, что позволяет получать на соединительном элементе заготовки наружную резьбу вводного трубопровода, выполненную с возможностью посадки с натягом.
В способе накатывания вышеупомянутой наружной резьбы вводного трубопровода, выполненной с возможностью посадки с натягом, сначала на резьбонарезной гребенке формируют впадины выгнутой наружной резьбы вводного трубопровода и боковые вогнутые дугообразные поверхности вариационной выгнутой резьбы, при этом размер впадин составляет 0,01-0,03 мм, после чего нарезают резьбу на заготовке для получения на соединительном элементе заготовки наружной резьбы вводного трубопровода, выполненной с возможностью посадки с натягом.
Согласно следующему изобретению, предусмотрено резьбонакатное колесо с полезной резьбой в виде конической трубной резьбы, в котором на полной длине полезной резьбы выполнено два или более витков полной вариационной вогнутой резьбы, у которой натяг по среднему диаметру витков на заданное значение натяга посадки меньше, чем натяг по среднему диаметру витков соответствующей эталонной стандартной конической резьбы, а боковая сторона профиля вариационной вогнутой резьбы представляет собой вогнутую дугообразную поверхность; преимущественно, конусность эталонной стандартной конической резьбы может составлять 1:16, а на полной длине полезной резьбы может быть выполнено два или более витков полной вариационной вогнутой резьбы, у которой натяг по среднему диаметру витков меньше, чем натяг по среднему диаметру витков соответствующей эталонной стандартной конической резьбы на 0,01-0,03 мм или на другое заданное значение натяга посадки, отвечающее определенным требованиям.
Достоинством предлагаемых изобретений является следующее: трубное резьбовое соединение получают способом посадки вводного трубопровода с натягом, в котором передний конец фитинга получают при стыковке наружной резьбы посредством нестандартной резьбы с переменным внешним диаметром на резьбонакатном колесе так, чтобы дугообразная поверхность наружной резьбы и наклонная поверхность внутренней резьбы стыковались с натягом при получении трубного соединения, при этом резьба на резьбонакатном колесе не является стандартной конической резьбой, а натяг по внешнему диаметру витков вариационной вогнутой резьбы на заданное значение натяга посадки меньше, чем натяг по внешнему диаметру витков исходной стандартной резьбы, для того чтобы в изготовленной наружной резьбе вводного трубопровода для посадки с натягом два или более витков вариационной выгнутой резьбы имели средний диаметр больше, чем у исходной стандартной резьбы. В результате этого в процессе соединения фитингов вариационная выгнутая резьба наружной резьбы вводного трубопровода для посадки с натягом и внутренняя резьба соединяются с натягом, что позволяет значительно увеличить герметичность и надежность соединения. Кроме того, благодаря применению технологии накатывания в соответствии с теорией пластической деформации металла, поверхность изготавливаемой наружной резьбы является гладкой, однородной и высокопрочной. Также, благодаря тому, что волокна внутреннего устройства металла не перерезаются, а сохраняются, с помощью экструзии образуется плотный и прочный слой металла, что позволяет значительно увеличить прочность и эксплуатационные характеристики наружной резьбы. Кроме того, боковая сторона профиля у обычной нарезаемой резьбы имеет линейный характер, тогда как боковая сторона профиля вариационной выгнутой резьбы вводного трубопровода для посадки с натягом, изготавливаемой с помощью предлагаемого способа, имеет выгнутую дугообразную поверхность, и поэтому такая наружная резьба вводного трубопровода для посадки с натягом будет плотно стыковаться с внутренней резьбой, что позволит увеличить надежность соединения. Также предлагаемый тип резьбы для посадки с натягом значительно увеличивает безопасность использования и герметичность трубного соединения, в соответствии с настоящим критерием (менее 1/2 дюйма) число витков внутренней резьбы составляет 4-5, однако оно может быть увеличено до 6 и более благодаря паре фитингов с резьбой вводного трубопровода, выполненной с возможностью посадки с натягом; при использовании предлагаемой пары фитингов не требуется применение уплотнения, при этом газонепроницаемость такого трубного соединения лучше текущего стандарта, что в итоге позволяет с помощью настоящего изобретения навсегда отказаться от использования уплотнения в трубных соединениях.
Краткое описание чертежей
Далее приводится описание особенностей и эксплуатационных характеристик изобретения на основе вариантов осуществления и приложенных чертежей.
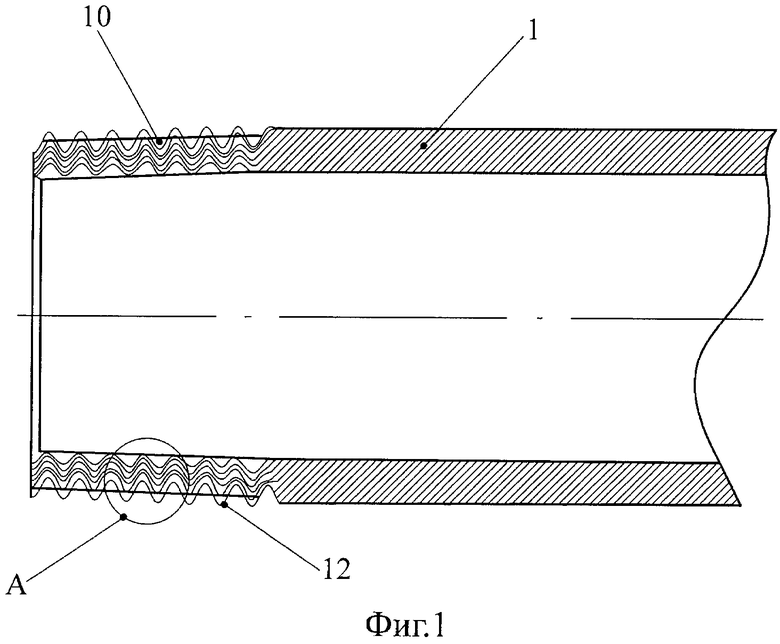
На Фиг.1 изображена половина поперечного сечения одного варианта осуществления предлагаемой наружной резьбы вводного трубопровода, выполненной с возможностью посадки с натягом.
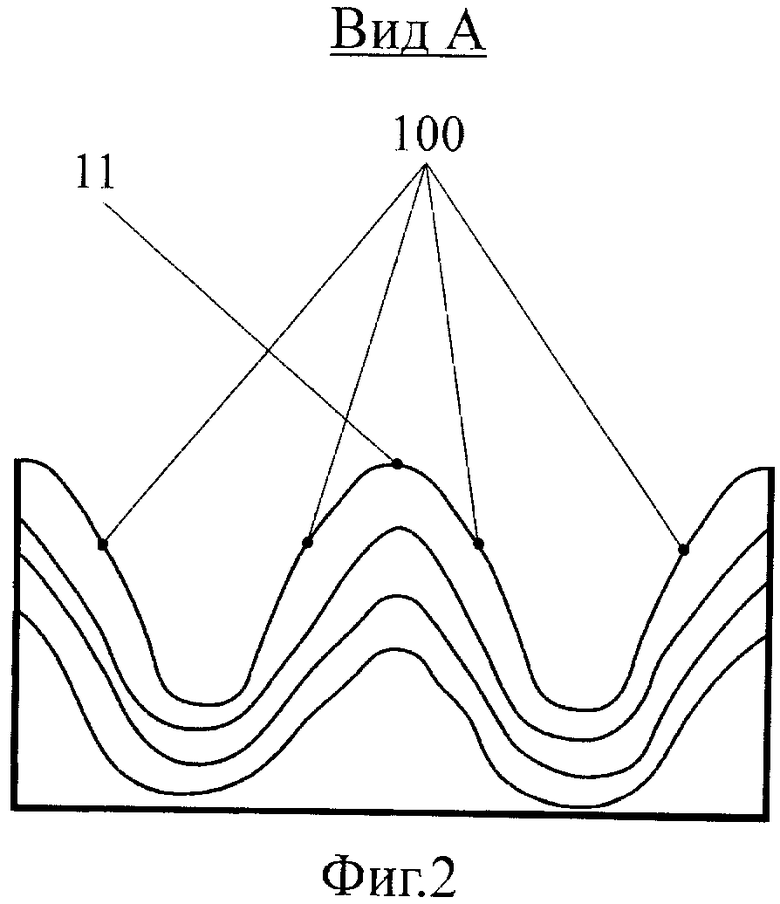
На Фиг.2 показано частично увеличенное изображение А из Фиг.1.
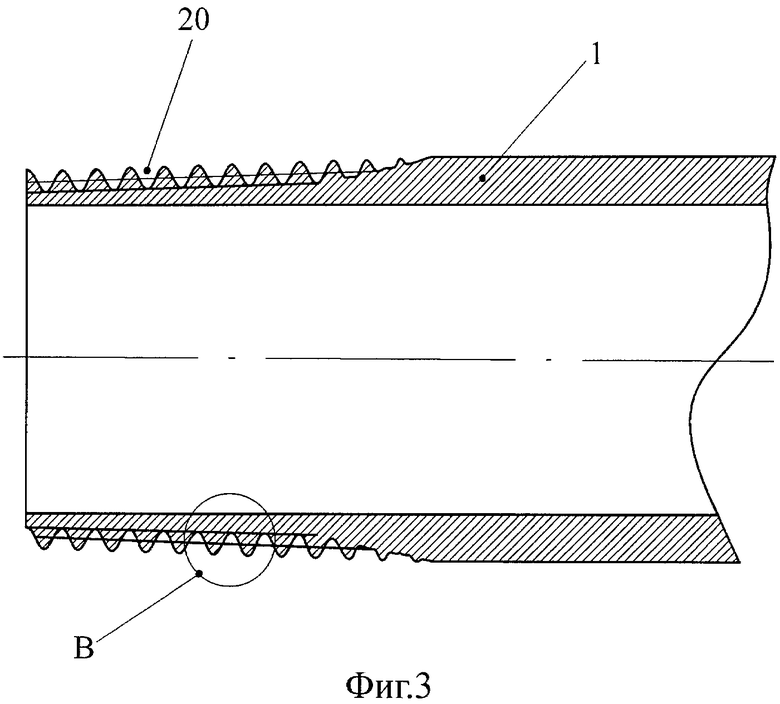
На Фиг.3 изображена половина поперечного сечения наружной резьбы вводного трубопровода для посадки с натягом, известной из предшествующего уровня техники.
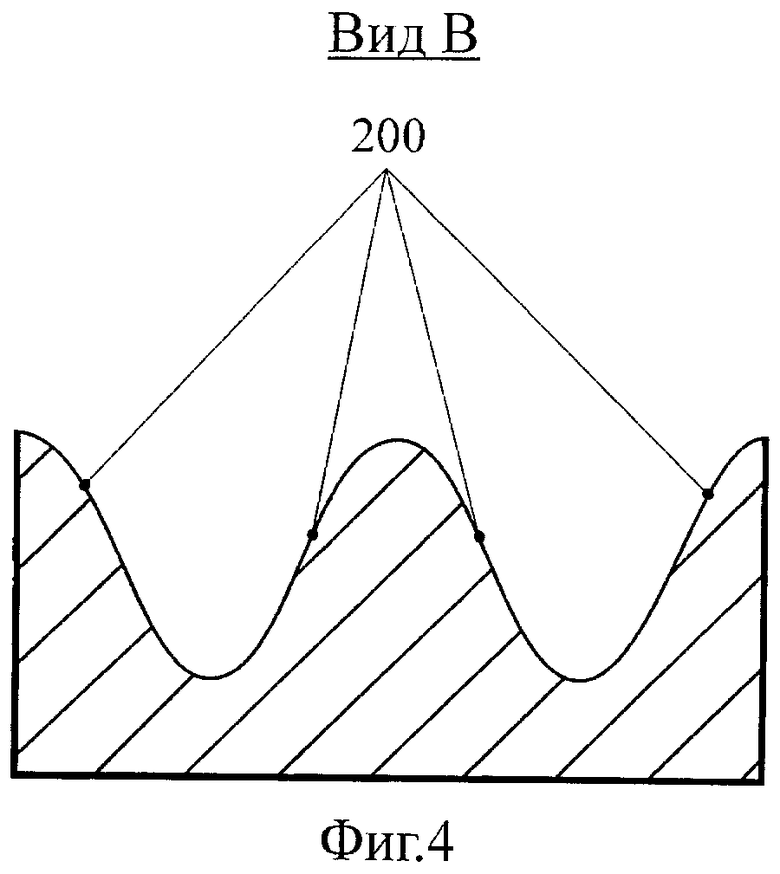
На Фиг.4 показано частично увеличенное изображение В из Фиг.3.
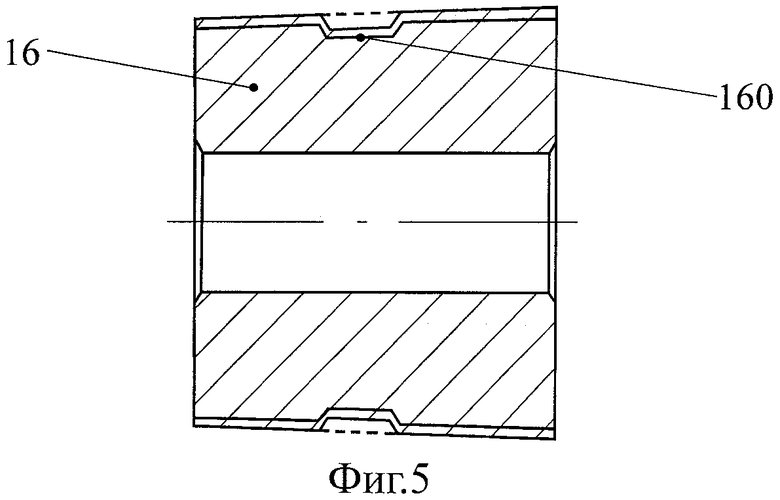
На Фиг.5 представлено схематичное изображение одного варианта осуществления предлагаемого резьбонакатного колеса резьбонакатного станка.
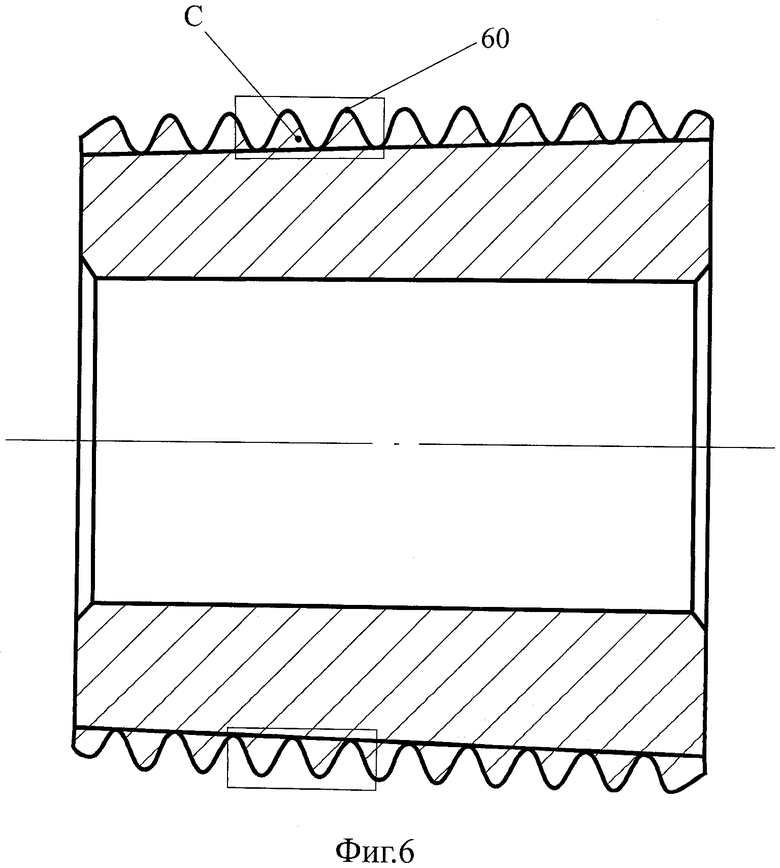
На Фиг.6 изображена половина поперечного сечения одного варианта осуществления предлагаемого резьбонакатного колеса.
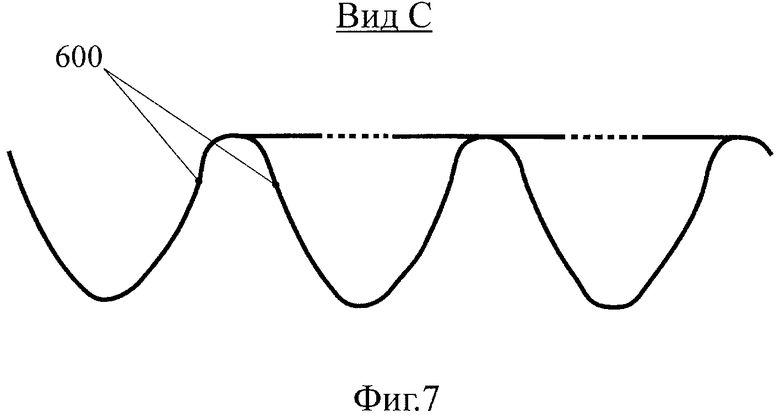
На Фиг.7 показано частично увеличенное изображение С из Фиг.6.
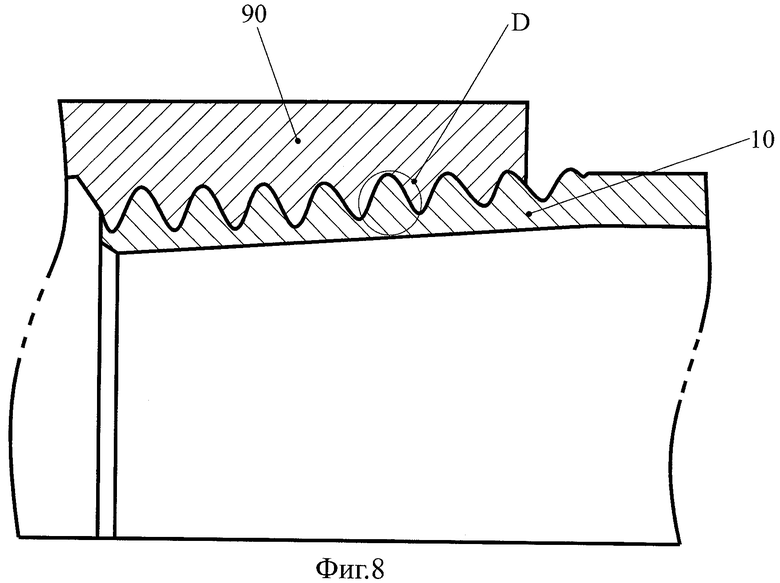
На Фиг.8 изображена половина поперечного сечения одного варианта осуществления предлагаемой пары фитингов с резьбой вводного трубопровода, выполненной с возможностью посадки с натягом.
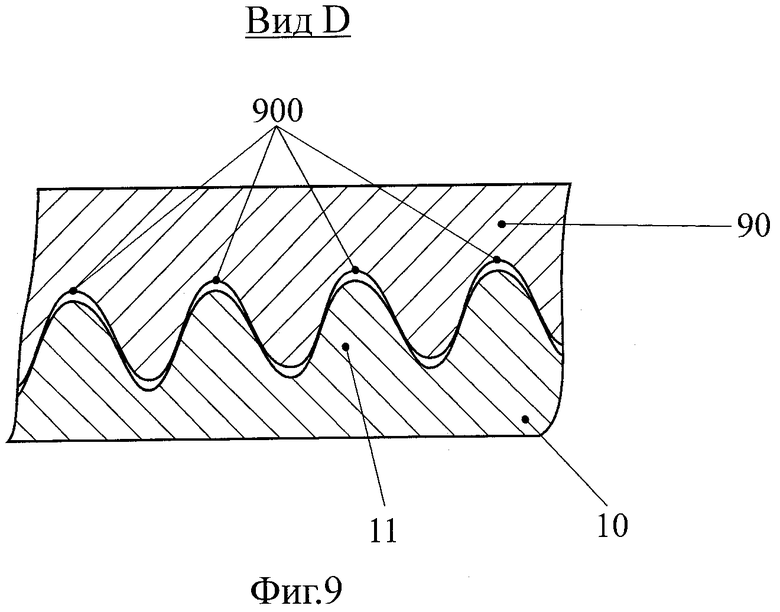
На Фиг.9 изображено частично увеличенное изображение D из Фиг.8, где внешняя резьба вводного трубопровода, выполненная с возможностью посадки с натягом, и внутренняя резьба контактируют по линии.
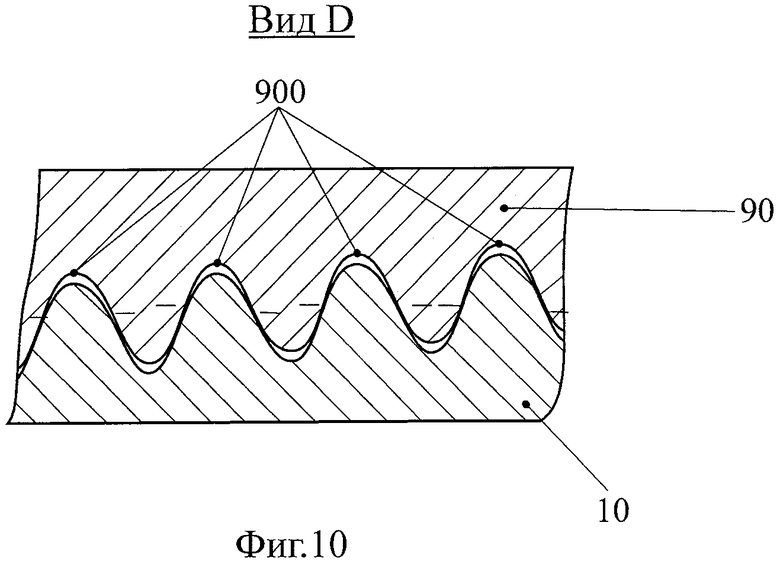
На Фиг.10 изображено частично увеличенное изображение D из Фиг.8, где наружная резьба вводного трубопровода, выполненная с возможностью посадки с натягом, и внутренняя резьба контактируют по поверхности, при этом между ними есть зазор.
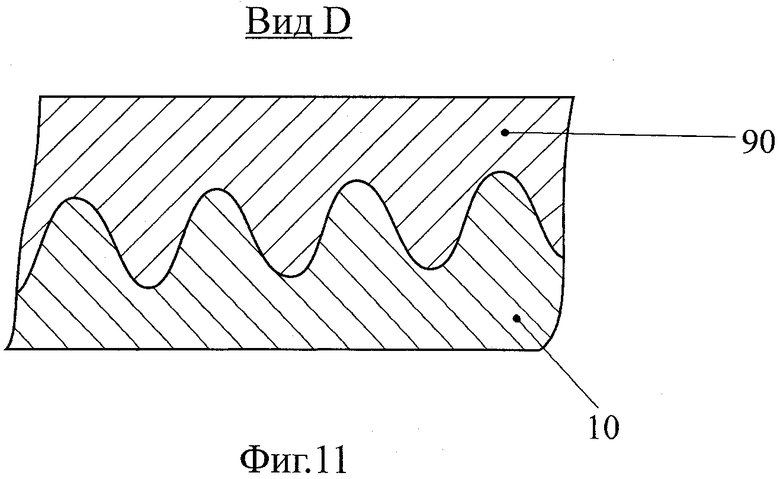
На Фиг.11 изображено частично увеличенное изображение D из Фиг.8, в котором наружная резьба вводного трубопровода, выполненная с возможностью посадки с натягом, и внутренняя резьба контактируют по поверхности, при этом между ними нет зазора.
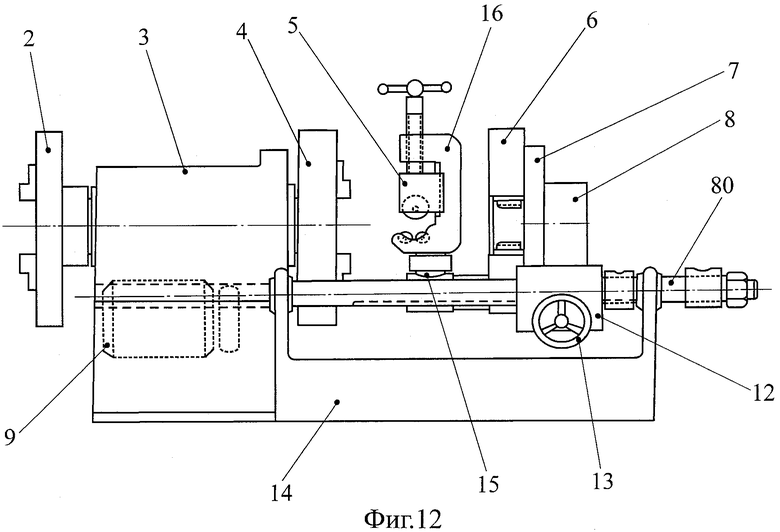
На Фиг.12 показано схематическое изображение конструкции резьбонакатного станка для изготовления предлагаемой наружной резьбы вводного трубопровода, выполненной с возможностью посадки с натягом.
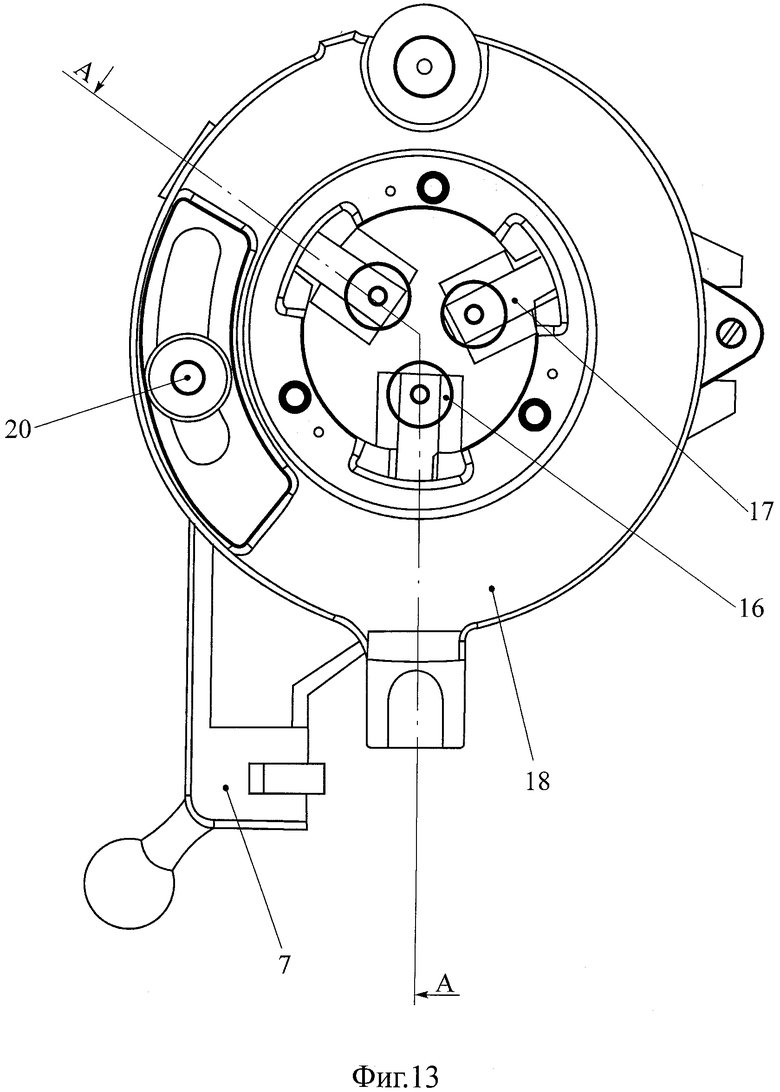
На Фиг.13 изображен вид спереди резьбонакатного диска из Фиг.12.
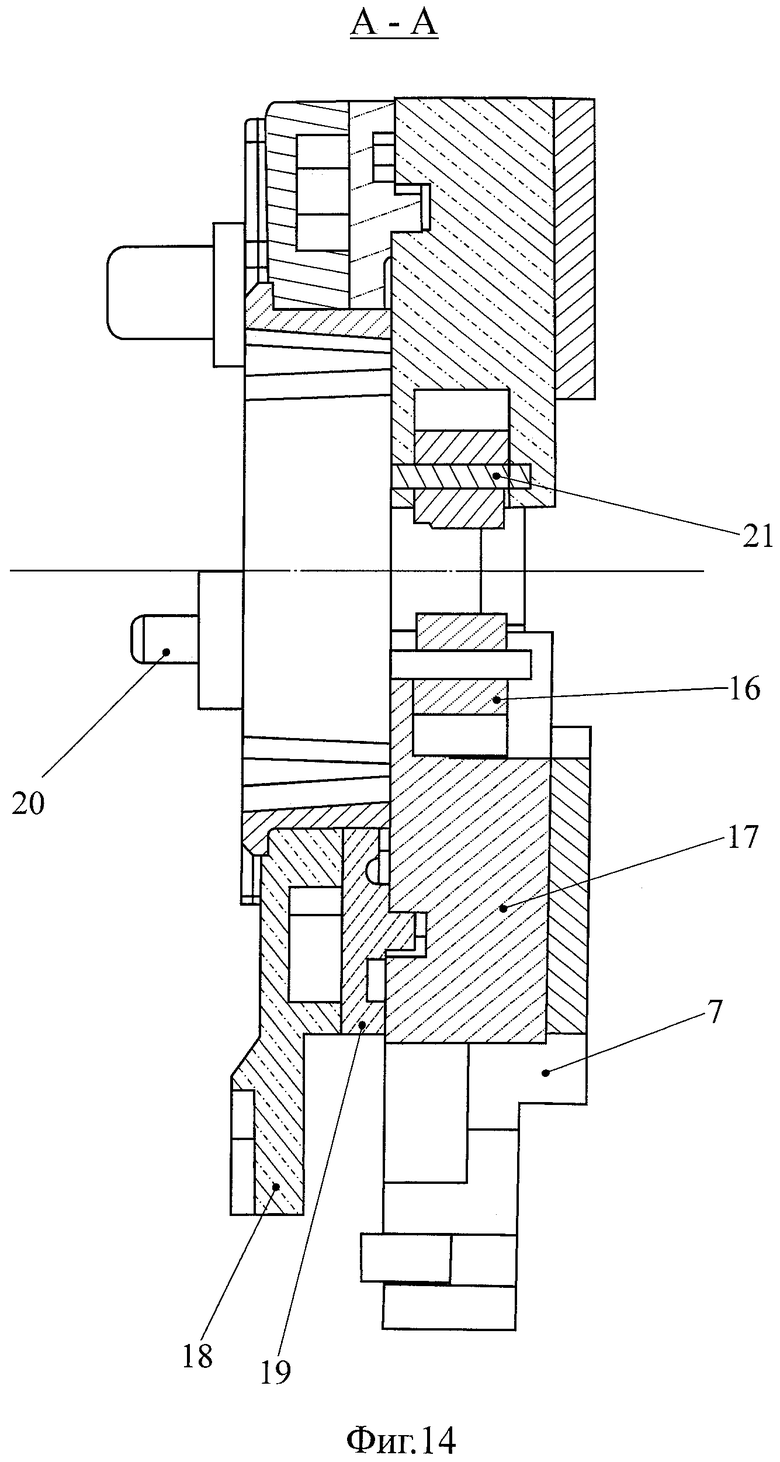
На Фиг.14 показано изображение из Фиг.13 в поперечном разрезе по линии А-А.
Лучший вариант осуществления изобретения
Далее приводится подробное описание изобретения со ссылками на предпочтительные варианты его осуществления; используемые в описании термины взяты из совокупности общепринятых терминов, однако некоторые термины использованы по решению заявителя и подробные их значения следует понимать в соответствии с предметом изобретения.
Как видно из Фиг.1, на соединительном элементе трубопровода 1 формируется предлагаемая наружная резьба 10 вводного трубопровода, выполненная с возможностью посадки с натягом, которая представляет собой коническую трубную резьбу и состоит из 8 витков полезной резьбы, при этом изображенный на Фиг.1 вариант осуществления изобретения предназначен для трубных соединений в общих условиях, тогда как в условиях астронавтики и т.п., в которых требуется повышенная прочность соединения, число витков полезной резьбы у наружной резьбы 10 вводного трубопровода, выполненной с возможностью посадки с натягом, может равняться 20. Следует отметить, что количество витков полезной резьбы у предлагаемой наружной резьбы вводного трубопровода, выполненной с возможностью посадки с натягом, не ограничено конкретным числом.
При этом, как видно из Фиг.2, на полной длине восьми витков полезной резьбы имеется два витка полной вариационной выгнутой резьбы, которая отличается от прочей резьбы (далее «обычной резьбы»); данная вариационная выгнутая резьба показана с увеличением на Фиг.2 и обозначена номером 11, обычная же резьба обозначена на Фиг.1 номером 12. Обычная резьба 12 представляет собой стандартную коническую резьбу, например резьбу, формируемую на соединительном элементе трубопровода с конусностью 1:16. Точка вариации вариационной выгнутой резьбы 11 заключается в то, что данная резьба не формируется на поверхности трубопровода со стандартной конусностью, подобно обычной резьбе 12; для упрощения описания, эталонная стандартная коническая резьба определяется как обычная резьба, соответствующая вариационной выгнутой резьбе 11 (или вариационной вогнутой резьбе 60, описанной ниже), т.е. воображаемая обычная резьба, расположенная в том же месте, где и вариационная выгнутая резьба 11, и формируется она на той же поверхности трубопровода со стандартной конусностью, что и обычная резьба 12, см. например Фиг.1, при этом наружная резьба вводного трубопровода, выполненная с возможностью посадки с натягом, которая получается после замены вариационной выгнутой резьбы 11 на эталонную стандартную коническую резьбу, соответствует наружной резьбе вводного трубопровода, выполненной с возможностью посадки с натягом, известной из предшествующего уровня техники. Отличие между вариационной выгнутой резьбой 11 и обычной резьбой 12 можно показать на примере отличия между вариационной выгнутой резьбой 11 и эталонной стандартной конической резьбой: натяг по большему диаметру вариационной выгнутой резьбы 11 больше, чем натяг по большему диаметру эталонной стандартной конической резьбы, на заданное значение натяга посадки, а натяг по меньшему диаметру вариационной выгнутой резьбы 11 меньше, чем натяг по меньшему диаметру эталонной стандартной конической резьбы, на заданное значение натяга посадки, либо натяг по среднему диаметру вариационной выгнутой резьбы 11 больше, чем натяг по среднему диаметру эталонной стандартной конической резьбы, на заданное значение натяга посадки; также боковая сторона профиля 100 вариационной выгнутой резьбы 11 представляет собой выгнутую дугообразную поверхность.
В конкретном варианте осуществления изобретения стандартная конусность равна 1:16, заданное значение натяга посадки составляет 0,01-0,03 мм, вариационная выгнутая резьба занимает третий и четвертый витки, считая с меньшего конца полезной резьбы, либо четвертый и пятый витки. Однако осуществление изобретения не ограничивается данными конкретными числами, и в соответствии с практическими условиями значение натяга посадки может быть увеличено, например, до 0,05 мм, либо если число витков полезной резьбы равно 20, то число витков вариационной выгнутой резьбы может составлять 5-6, так как это число составляет около 20-30% от числа витков полезной резьбы. Значение термина «полная длина полезной резьбы», используемого в описании ранее и далее, следует понимать так: вся полезная резьба, за исключением двух ее концов (больший и меньший).
На Фиг.3 и 4 изображена наружная резьба вводного трубопровода для посадки с натягом, известная из предшествующего уровня техники, в которой поперечное сечение боковой стороны профиля 200 каждого витка резьбы формируется линейно. Со ссылкой на Фиг.2 и 4, отличие предлагаемой наружной резьбы вводного трубопровода для посадки с натягом от наружной резьбы, известной из предшествующего уровня техники, становится очевидным после сравнения вышеупомянутых двух фигур, а получаемые при этом преимущества будут подробно описаны ниже.
На Фиг.5 схематично изображено резьбонакатное колесо 16, используемое для изготовления предлагаемой наружной резьбы вводного трубопровода для посадки с натягом, при этом посередине резьбонакатного колеса 16 формируется углубление 160 размером 0,01-0,03 мм (см. пунктир), которое на Фиг.5 показано преувеличенным образом, т.к. наличие углубления неочевидно. Как видно из Фиг.6, вариационная вогнутая резьба 60 углубления 160 из Фиг.5 обозначена символом С и имеет следующие характеристики, соответствующие вышеупомянутой вариационной выгнутой резьбе 11: натяг по большему диаметру вариационной вогнутой резьбы 60 меньше, чем натяг по большему диаметру эталонной стандартной конической резьбы, на вышеупомянутое заданное значение натяга посадки (для получения значения натяга посадки вариационной выгнутой резьбы 11), натяг по меньшему диаметру вариационной вогнутой резьбы 60 также меньше, чем натяг по меньшему диаметру эталонной стандартной конической резьбы, на вышеупомянутое заданное значение натяга посадки, либо натяг по среднему диаметру вариационной вогнутой резьбы 60 меньше, чем натяг по среднему диаметру эталонной стандартной конической резьбы, на вышеупомянутое заданное значение натяга посадки; предпочтительно, чтобы вышеупомянутая стандартная конусность равнялась 1:16, а вышеупомянутое заданное значение натяга посадки составляло 0,01-0,03 мм; как видно из Фиг.7, боковая сторона профиля 600 вариационной вогнутой резьбы 60 представляет собой вогнутую дугообразную поверхность. Таким образом, можно формировать вышеупомянутую наружную резьбу 10 вводного трубопровода для посадки с натягом на соединительном элементе вышеупомянутой заготовки с помощью резьбонакатного колеса 16 при прокатке заготовки.
На Фиг.12 и 14 изображен вариант осуществления предлагаемого резьбонакатного станка, в котором для изготовления вышеупомянутой наружной резьбы 10 вводного трубопровода для посадки с натягом используется вышеупомянутое резьбонакатное колесо 16. Далее со ссылками на Фиг.12, 13 и 14 описывается предлагаемый резьбонакатный станок и предлагаемый способ изготовления наружной резьбы вводного трубопровода, выполненной с возможностью посадки с натягом, с помощью предлагаемого резьбонакатного колеса.
Как видно из Фиг.12, резьбонакатный станок содержит станину 14, шпиндельную бабку 3, расположенную с одной стороны в верхней части станины, внутри которой установлен мотор 9, который осуществляет вращение главного шпинделя посредством механизма изменения передач. В передней части шпиндельной бабки 3 расположен патрон 4, используемый для захвата обрабатываемых трубных изделий (заготовок), а в задней части шпиндельной бабки 3 расположен задний патрон 2, используемый для захвата длинных трубных изделий; с другой стороны в верхней части станины 14 установлены две осевых направляющих стойки 80 с возможностью перемещения вперед и назад вдоль прямой, параллельной центральной оси главного шпинделя, на направляющих стойках 80 установлены инструментальные салазки 12, на которых установлена передача и ручной маховик 13, при этом передача стыкуется с рейкой, расположенной на передней осевой направляющей стойке 80, для получения ручных передвижных инструментальных салазок; со стороны, противоположной шпиндельной бабке 3, на инструментальных салазках 12 расположен резьбонакатный диск 6, совмещенный с главным шпинделем, который состоит из опорной плиты 7, связанной с кронштейном инструментальных салазок 8, на торцевой поверхности опорной плиты 7 по окружности расположены три регулируемых кронштейна, состоящих из неподвижного основания 18 и салазок 17, при этом желобки салазок 17 стыкуются с кулачковой шайбой 9 с регулируемым диаметром, на которой равномерно размещены три одинаковых кривых кулачка, каждая из которых взаимодействует с желобками трех салазок, на кулачковой шайбе с регулируемым диаметром установлена рукоятка 20, смещение которой позволяет регулировать диаметр. В передней части салазок с помощью штифта 21 установлено резьбонакатное колесо 16, при этом устанавливается оно в отверстии салазок для получения определенного осевого зазора, при этом салазки и резьбонакатное колесо могут перемещаться вдоль радиального направления при перемещении кулачковой шайбы с регулируемым диаметром для регулировки различных рабочих диаметров для накатки наружной трубной резьбы для труб с различным диаметром, что позволяет получить регулируемый резьбонакатный диск. Также на задней осевой направляющей стойке установлены инструментальные салазки 15, на которых установлен поворотный кронштейн 16, на котором установлен на 180° нож для ручной резки 5, который используется для нарезки фитингов.
Схема, позволяющая заменить вышеупомянутый способ накатки, заключается в том, что на резьбонарезной гребенке формируется углубление, соответствующее полной резьбе вышеупомянутой наружной резьбы вводного трубопровода, выполненной с возможностью посадки с натягом, а также вогнутая дугообразная поверхность, соответствующая боковой стороне профиля вышеупомянутой полной резьбы, при этом размер углубления составляет 0,01-0,03 мм, после чего выполняют нарезание резьбы на заготовках для получения на соединительных элементах этих заготовок наружной резьбы вводного трубопровода, выполненной с возможностью посадки с натягом. Вышеупомянутой процесс нарезания может дополняться известным процессом нарезания, поэтому нет необходимости приводить здесь ненужные подробности.
Еще одна схема, позволяющая заменить вышеупомянутый способ накатки, заключается в том, что вышеупомянутая наружная резьба вводного трубопровода, выполненная с возможностью посадки с натягом, изготавливается с помощью токарного или точильного станка с числовым программным управлением, в данном случае направление подачи ножа необходимо изменять на соответствующих участках заготовок, у которых с помощью резки или затачивания формируют вариационную выгнутую резьбу, поэтому данный способ особенно хорошо подходит для заготовок с большими диаметрами.
На Фиг.8 изображена пара фитингов с резьбой вводного трубопровода, выполненной с возможностью посадки с натягом с типом соединения «конус к конусу», включающих в себя наружную резьбу 10 вводного трубопровода для посадки с натягом с описанными выше характеристиками и внутреннюю резьбу 90, соединяемую с наружной резьбой, здесь для иллюстрации внутренней резьбы 90 использована коническая трубная резьба, однако внутренняя резьба 90 не ограничивается конической трубной резьбой и может представлять собой цилиндрическую внутреннюю резьбу, а также любую другую стандартную внутреннюю резьбу, при этом желательно, чтобы число витков полезной резьбы у внутренней резьбы 10 составляет 6 и более. Следует отметить, что предлагаемая наружная резьба вводного трубопровода для посадки с натягом может использоваться в паре фитингов с резьбой вводного трубопровода для посадки с натягом без изменения внутренней резьбы, известной из предшествующего уровня техники.
На Фиг.9-11 показана предшествующая стадия, последующая стадия и финальная стадия процесса монтажа вариационной выгнутой резьбы 11 наружной резьбы 10 вводного трубопровода для посадки с натягом и внутренней резьбы 90. Как видно из Фиг.9, на предшествующей стадии процесса монтажа боковая сторона профиля вариационной выгнутой резьбы 11 наружной резьбы 10 вводного трубопровода для посадки с натягом контактирует с боковой стороной профиля внутренней резьбы 90 для получения контакта по линии до осуществления контакта впадины с вершиной, при этом между впадиной и вершиной образуется зазор 900, а также между двумя боковыми сторонами профиля. Как видно из Фиг.10, при увеличении внешнего крутящего момента на выгнутой дугообразной поверхности боковой стороны профиля вариационной выгнутой резьбы 11 образуется «растекающееся» давление, в результате чего контактные поверхности прижимаются друг к другу и площадь контакта поступательно растет, в результате чего получается поверхностный контакт. Как видно из Фиг.11, при дальнейшем увеличении внешнего крутящего момента между вариационной выгнутой резьбой 11 наружной резьбы 10 вводного трубопровода для посадки с натягом и внутренней резьбой 90 зазора не будет, и поэтому исчезает потребность в использовании уплотнения для получения требуемого соединения наружной резьбы 10 вводного трубопровода для посадки с натягом и внутренней резьбы 90. Кроме того, если гальваническое покрытие заготовок сохраняется после накатывания наружной резьбы 10 вводного трубопровода для посадки с натягом, то в процессе соединения наружной резьбы 10 вводного трубопровода для посадки с натягом с внутренней резьбой 90 гальваническое покрытие превращается в смазку, и со временем из-за пластической деформации металла образуется жесткий отскок, и объем гальванического покрытия дополнительно увеличивается в связи с окислением, что в итоге дополнительно усиливает герметичность.
Хотя для описания изобретения использованы предпочтительные варианты его осуществления, не следует рассматривать их как ограничение объема изобретения, и специалистам должно быть ясно, что можно выполнять другие эквивалентные вариации или замены в пределах сущности и объема изобретения, например, вышеупомянутая наружная резьба 10 вводного трубопровода для посадки с натягом может являться не только вариацией герметичной трубной резьбы с углом профиля 60° (разница заключается в вариационной выгнутой резьбе), но также и вариацией герметичной трубной резьбы с углом профиля 55° (разница заключается в вариационной выгнутой резьбе). Объем правовой охраны изобретения основывается на его объеме, обозначенном в приложенной формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОВОЕ ТРУБНОЕ СОЕДИНЕНИЕ | 2009 |
|
RU2437021C2 |
| Насосно-компрессорная труба для добывающих скважин | 2016 |
|
RU2665663C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2006 |
|
RU2324857C1 |
| ФИТИНГ, СИСТЕМА, СОДЕРЖАЩАЯ ТАКОЙ ФИТИНГ, И ГЕРМЕТИЧНОЕ СОЕДИНЕНИЕ С ТАКИМ ФИТИНГОМ | 2013 |
|
RU2589974C1 |
| СПОСОБ И СИСТЕМЫ ДЛЯ СОЕДИНЕНИЯ СТЕКЛОВОЛОКОННОЙ ТРУБЫ | 2012 |
|
RU2625393C2 |
| СПОСОБ ИСПРАВЛЕНИЯ ОСЕВОГО РАССОГЛАСОВАНИЯ МЕЖДУ ОХВАТЫВАЮЩИМ И ОХВАТЫВАЕМЫМ КРЕПЕЖНЫМИ ЭЛЕМЕНТАМИ | 2016 |
|
RU2700017C2 |
| РЕЗЬБОВОЙ ОХВАТЫВАЕМЫЙ КРЕПЕЖНЫЙ ЭЛЕМЕНТ, ПРЕПЯТСТВУЮЩИЙ НЕПРАВИЛЬНОМУ СВИНЧИВАНИЮ | 2016 |
|
RU2709907C2 |
| СИСТЕМА РЕЗЬБОВЫХ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ, ПРЕДОТВРАЩАЮЩАЯ НЕПРАВИЛЬНОЕ СВИНЧИВАНИЕ | 2016 |
|
RU2714871C2 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ ДЕТЕКТИРОВАНИЯ И ГЕРМЕТИЗАЦИИ СУХИХ НАДВИЖНЫХ СОЕДИНЕНИЙ В СОЕДИНИТЕЛЬНОМ УЗЛЕ ТРУБОПРОВОДА | 2008 |
|
RU2451910C2 |
| ВИБРОУСТОЙЧИВОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ (ВАРИАНТЫ) | 2014 |
|
RU2567353C1 |
Группа изобретений относится к наружной резьбе вводного трубопровода, выполненной с возможностью посадки с натягом, которая может образовывать герметичное соединение без использования уплотнения, и полезная резьба которой выполнена в виде конической трубной резьбы. На полной длине полезной резьбы выполнено два или более витков полной вариационной выгнутой резьбы, у которой натяг по среднему диаметру витков на заданное значение натяга посадки больше, чем натяг по среднему диаметру витков соответствующей эталонной стандартной конической резьбы. Боковая сторона профиля вариационной выгнутой резьбы представляет собой выгнутую дугообразную поверхность. Изобретение также относится к способам и устройствам для изготовления наружной резьбы вводного трубопровода, выполненной с возможностью посадки с натягом, а также к паре фитингов с резьбой вводного трубопровода, выполненной с возможностью посадки с натягом. Технический результат заключается в получении герметичного резьбового соединения без использования уплотнений. 6 н. и 6 з.п. ф-лы, 14 ил.
1. Наружная резьба вводного трубопровода, выполненная с возможностью посадки с натягом, с полезной резьбой в виде конической трубной резьбы, отличающаяся тем, что на полной длине полезной резьбы выполнено два или более витков полной вариационной выгнутой резьбы, у которой натяг по среднему диаметру витков на заданное значение натяга посадки больше, чем натяг по среднему диаметру витков соответствующей эталонной стандартной конической резьбы, а боковая сторона профиля вариационной выгнутой резьбы представляет собой выгнутую дугообразную поверхность.
2. Наружная резьба вводного трубопровода по п.1, отличающаяся тем, что конусность эталонной стандартной конической резьбы составляет 1:16, а натяг составляет 0,01-0,03 мм.
3. Наружная резьба вводного трубопровода по п.1, отличающаяся тем, что число витков полезной резьбы равно 8 или другому значению, при этом вариационная выгнутая резьба занимает третий и четвертый витки, либо четвертый и пятый витки, считая с меньшего конца полезной резьбы, либо другие герметично сопрягаемые витки резьбы.
4. Пара фитингов, включающих фитинг с наружной конической трубной резьбой вводного трубопровода, выполненной с возможностью посадки с натягом, и фитинг с внутренней конической трубной резьбой, сопрягаемый с первым фитингом, отличающаяся тем, что на полной длине полезной резьбы имеется два или более витков вариационной выгнутой резьбы, у которой натяг по среднему диаметру витков на заданное значение натяга посадки больше, чем натяг по среднему диаметру витков соответствующей эталонной стандартной конической резьбы, причем боковая сторона профиля вариационной выгнутой резьбы представляет собой выгнутую дугообразную поверхность, при этом боковая сторона профиля наружной резьбы вводного трубопровода контактирует по поверхности с боковой стороной профиля внутренней резьбы так, что наружная резьба вводного трубопровода и внутренняя резьба соединяются с натягом.
5. Пара фитингов по п.4, отличающаяся тем, что конусность эталонной стандартной конической резьбы составляет 1:16, а натяг составляет 0,01-0,03 мм.
6. Пара фитингов по п.4, отличающаяся тем, что число витков полезной резьбы равно 8 или другому меньшему или большему числу, а число витков полезной резьбы на внутренней резьбе равно 6 или более, при этом вариационная выгнутая резьба занимает третий и четвертый витки, считая с меньшего конца полезной резьбы, либо четвертый и пятый витки.
7. Резьбонакатный станок для образования наружной резьбы вводного трубопровода, выполненной с возможностью посадки с натягом, по п.1, содержащий станину, шпиндельную бабку, расположенную с одной стороны в верхней части станины, патрон, расположенной в передней части шпиндельной бабки, механизм перемещения, расположенный с другой стороны в верхней части станины, и резьбонакатный диск, расположенный на механизме перемещения, при этом резьбонакатный диск снабжен неподвижно закрепленным держателем, на котором расположено одно или более резьбонакатное колесо, а также снабжен регулятором положения для регулировки радиального положения резьбонакатного колеса на держателе, причем полезная резьба резьбонакатного колеса представляет собой коническую трубную резьбу, при этом на полной длине полезной резьбы выполнено два или более витков вариационной вогнутой резьбы, у которой натяг по среднему диаметру витков на заданное значение натяга посадки меньше, чем натяг по среднему диаметру остальных витков соответствующей эталонной стандартной конической резьбы, а боковая сторона профиля вариационной вогнутой резьбы представляет собой вогнутую дугообразную поверхность.
8. Резьбонакатный станок по п.7, отличающийся тем, что конусность эталонной стандартной конической резьбы составляет 1:16, а натяг составляет 0,01-0,03 мм.
9. Способ накатывания наружной резьбы вводного трубопровода, выполненной с возможностью посадки с натягом, по п.1, отличающийся тем, что для нарезания заготовки используется резьбонакатное колесо по п.7, что позволяет получать на соединительном элементе заготовки наружную резьбу вводного трубопровода, выполненную с возможностью посадки с натягом.
10. Способ накатывания наружной резьбы вводного трубопровода, выполненной с возможностью посадки с натягом, по п.1, отличающийся тем, что сначала на резьбонарезной гребенке формируют впадины выгнутой наружной резьбы вводного трубопровода и боковые вогнутые дугообразные поверхности вариационной выгнутой резьбы, при этом размер впадин составляет 0,01-0,03 мм, после чего нарезают резьбу на заготовке для получения на соединительном элементе заготовки наружной резьбы вводного трубопровода, выполненной с возможностью посадки с натягом.
11. Резьбонакатное колесо с полезной резьбой в виде конической трубной резьбы, отличающееся тем, что на полной длине полезной резьбы выполнено два или более витков полной вариационной вогнутой резьбы, у которой натяг по среднему диаметру витков на заданное значение натяга посадки меньше, чем натяг по среднему диаметру витков соответствующей эталонной стандартной конической резьбы, а боковая сторона профиля вариационной вогнутой резьбы представляет собой вогнутую дугообразную поверхность.
12. Резьбонакатное колесо по п.11, отличающееся тем, что конусность эталонной стандартной конической резьбы составляет 1:16, а на полной длине полезной резьбы выполнено два или более витков полной вариационной вогнутой резьбы, у которой натяг по среднему диаметру витков меньше, чем натяг по среднему диаметру витков соответствующей эталонной стандартной конической резьбы, на 0,01-0,03 мм или на другое заданное значение натяга посадки, отвечающее определенным требованиям.
| Плавучий док | 1972 |
|
SU489680A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| RU 93032121 A, 20.08.1995 | |||
| СПОСОБ ПРОФИЛАКТИКИ ПОСЛЕОПЕРАЦИОННОГО АСТИГМАТИЗМА ПРИ ЭКСТРАКЦИИ КАТАРАКТЫ | 1993 |
|
RU2074685C1 |
| CN 1555938 A, 22.12.2004. | |||

