Предложение относится к трубным коническим резьбовым соединениям, используемым преимущественно в буровой технике, точнее к резьбовым узлам соединения насосно-компрессорных или буровых труб в геологоразведочных, нефтяных или газовых скважинах.
Употребляемые ниже термины и выражения имеют следующее толкование:
«Соединение, или трубное соединение» - разборный узел, содержащий элемент с наружной резьбой, например трубу или переходник, иногда в нормативных материалах называемый «ниппелем», и элемент с внутренней резьбой, например муфту или переходник, далее называемый «муфта».
«Осевой натяг резьбы» или «натяг» - величина, измеряемая расстоянием между плоскостью, проходящей через конец сбега резьбы на ниппеле и плоскостью торца муфты (ГОСТ 633-80). Натяг имеет положительное значение, если конец резьбы находится вне муфты, нулевое - при совпадении конца резьбы и торца муфты, и отрицательное, если конец резьбы находится внутри муфты. Согласно тому же ГОСТу для целей проверки годности резьбы величина натяга измеряется в соединении, свинченном от усилия руки.
«Конец сбега резьбы» или «конец резьбы» (по ГОСТ 633-80) - точка пересечения образующей конуса сбега резьбы с образующей цилиндра, диаметр которого равен наружному диаметру ниппеля (трубы).
Другие употребляемые в настоящем описании термины: шаг резьбы, резьба и т.п. относятся к резьбовым соединениями насосно-компрессорных или буровых труб (далее: НКТ).
НКТ работают в тяжелых условиях ударных и знакопеременных нагрузок, под большим давлением, зачастую при повышенной температуре и в агрессивных средах. При этом резьбовые соединения таких труб должны быть очень надежны и герметичны при давлениях до тысяч атмосфер. Несмотря на применение различного рода герметизирующих и стопорящих составов, основным приемом обеспечения надежности и герметичности соединений является применение высоких усилий затяжки, близких по величине к пределу, за которым происходит срыв резьбы. Из-за этого ресурс резьбовых элементов не превышает буквально всего нескольких циклов свинчивание-развинчивание.
Известно коническое резьбовое соединение НКТ, содержащее соединительную муфту, имеющую входную цилиндрическую расточку и сопрягаемый с ней ниппель, например трубу или переходник (ГОСТ 633-80, черт.6). Согласно указанному ГОСТу резьба муфты должна иметь цинковое или фосфатное покрытие. Способ нанесения покрытия стандарт не нормирует, но во времена его разработки применялись только электролитические покрытия толщиной порядка 10 мкм, сравнительно мягкие и неизносостойкие, предназначенные для защиты резьбы от коррозии при хранении и транспортировке резьбовых элементов. Способ горячего цинкования опусканием муфты в ванну с расплавленным цинком не применяется из-за неравномерности получаемой на резьбе толщины покрытия и наплывов цинка на резьбе, препятствующих проверке калибрами. Цинковое электролитическое покрытие обладает низкой механической прочностью и подвержено водородному охрупчиванию в условиях агрессивной среды нефтяной или газовой скважины. Оно дороже, чем фосфатное, и потому в настоящее время применяется практически только на резьбах обсадных труб, где обычно производится только одно-два свинчивания с дальнейшим цементированием обсадной колонны. В настоящее время все российские трубные заводы применяют только фосфатное покрытие резьбы муфт насосно-компрессорных труб. В силу указанных выше свойств покрытий стандартные требования по обеспечению натягов резьбового соединения базируются на толщину наиболее распространенного фосфатного покрытия резьбы муфты порядка 10 мкм.
Недостатком известного соединения является его малая долговечность. Так, в «Инструкции по эксплуатации насосно-компрессорных труб» РД 39-136-95 в п.7.15 сказано: «При эксплуатации насосно-компрессорных труб необходимо вести учет количества циклов свинчивания-развинчивания резьбовых соединений. Работоспособность резьбовых соединений согласно проведенным исследованиям сохраняется до 6-8 циклов». Это очень небольшая величина, если учесть, что трубы даже на эксплуатируемых скважинах периодически поднимаются на поверхность для очистки или замены насосного оборудования. Поэтому повышение долговечности соединений НКТ является основной задачей разработчиков.
При нулевом натяге, когда наружная резьба полностью ввинчивается от руки в муфту до последнего витка резьбы, соединение бракуется. Износ соединения часто проявляется не в виде уменьшения профиля витков резьбы, когда натяг уменьшается, а в виде увеличения натяга сверх указанного вследствие появления задиров на контактирующих поверхностях. Если натяг превосходит стандартный, соединение также бракуется.
Известен резьбовой элемент для трубного резьбового соединения с высоким пределом выносливости, в котором, по меньшей мере, часть ниток резьбы содержит спиралевидный желобок, выходящий на вершину профиля резьбы (патент РФ №2261395, кл. F16L 15/06). Благодаря податливости ниток резьбы, ослабленных по вершинам желобком, достигается более равномерное распределение нагрузки по виткам резьбы, то есть повышается надежность соединения. Недостаток известного соединения состоит том, что его элементы сложны в изготовлении. Кроме того, такая резьба легко сминается при неосторожном обращении. Восстановление изношенных резьбовых элементов возможно только в условиях специализированных ремонтных центров, которые из-за сложности оборудования не могут быть многочисленны. Еще одним недостатком известного резьбового элемента является его нестандартность. Насосно-компрессорные и буровые трубы, а также элементы для их соединения являются ответственными узлами буровой техники, имеют большой объем применения на обширнейших территориях. Поэтому они должны быть строго стандартизированы и унифицированы для обеспечения как надежности, так и взаимозаменяемости. Разработка новых видов соединений с улучшенными характеристиками, безусловно, необходима, но их проверка и внедрение потребуют многих лет. Поэтому технические решения, улучшающие долговечность стандартных резьбовых соединений без отхода от требований стандартов, более актуальны и востребованы.
Известно резьбовое соединение для труб, содержащее резьбовые участки и находящиеся в плотном контакте участки без резьбы, обеспечивающие герметичность при затяжке резьбы (патент РФ №2258171, кл. F16L 15/00). Разделение участков, обеспечивающих герметичность, и участков, обеспечивающих необходимое усилие уплотнения, является эффективным приемом, который широко применяется в вакуумной технике. Но применительно к буровой технике этот прием не решает задачи повышения долговечности резьбы, так как усилия затяжки остаются по-прежнему огромными и соединение не выдерживает без ремонта более нескольких циклов. Кроме того, его герметичность сильно зависит от чистоты сопрягаемых поверхностей, которую в полевых условиях не всегда удается обеспечить. Другим недостатком известного соединения является то, что оно требует повышенной точности изготовления, а это осложняется тем, что один из обеспечивающих герметичность участков без резьбы находится глубоко внутри элемента с внутренней резьбой (муфты). Еще одним недостатком известного соединения является то, что его геометрия не соответствует действующим стандартам.
Известно также резьбовое соединение для стальных труб, содержащее резьбовые участки и находящиеся в плотном контакте участки без резьбы, обеспечивающие герметичность при затяжке резьбы (патент РФ №2248495, кл. F16L 15/04). По меньшей мере, на один из участков без резьбы нанесено твердое смазочное покрытие с подслоем из пористого цинка или цинкового сплава, наносимое методом обдувки частицами, состоящими из железного сердечника и цинковой оболочки. Такое соединение надежнее обеспечивает герметичность соединения, чем предыдущий аналог, но это достигается значительным усложнением изготовления, тем более что один из обеспечивающих герметичность участков без резьбы находится глубоко внутри элемента с внутреней резьбой (муфты), что затрудняет его обработку. Остальные недостатки известного соединения те же, что и у предыдущего аналога.
Известны также резьбовые соединения для стальных труб, в которых для повышения надежности на резьбовой поверхности, по меньшей мере, одного из элементов нанесена твердая смазочная пленка из смеси смазочного порошка (например, дисульфида молибдена) и связующего вещества (патенты РФ №№2258170, 2258859 и 2262029, кл. F16L 15/00). Недостатком известных соединений является сложность приготовления и нанесения твердой смазочной пленки, требующая специальной подготовительной обработки резьбовой поверхности, включающей создание пористого подслоя. Несмотря на всю сложность, срок службы соединений не превышает 10...20 циклов свинчивание-развинчивание.
Известен способ изготовления резьбового соединения с трапецеидальным профилем конической резьбы для трубы нефтяной скважины, состоящий в том, что вначале задают семь основных параметров (внешний диаметр трубы, толщина стенки трубы, размеры центрирующей заточки и т.п.), а затем по предложенным формулам определяют семь зависимых параметров резьбы (длина и конусность уплотнения, угол заплечика, угол наклона рабочей стороны профиля резьбы и т.п.) (заявка на изобретение РФ №2003130748, кл. F16L 15/04). В опубликованной формуле заявки не приводятся результаты практического осуществления предложенного способа, которые позволили бы судить о его эффективности. Кроме того, параметры, определенные расчетным путем, на практике всегда приходится корректировать по результатам испытаний, поскольку размеры готовых изделий неизбежно имеют отклонения от заданных на основании расчетов. Рассчитанное согласно известному способу соединение не будет соответствовать действующим стандартам, а потому его освоение потребует длительного времени.
Известна труба насосно-компрессорной или буровой колонны, содержащая соединительную муфту и переходник, на резьбовых поверхностях которых нанесено двухслойное защитное покрытие, состоящее из цинкового слоя толщиной 10...14 мкм, нанесенного способом термодиффузионного цинкования, и нанесенной на него фосфатной пленки толщиной 2...3 мкм (патент РФ на полезную модель, №38498, кл. F16L 15/08). Предложенное покрытие обеспечивает защиту элементов соединения от коррозии при хранении и транспортировке, но для надежной герметизации соединения и повышения его ресурса толщина покрытия недостаточна. Фосфатное покрытие непрочно и легко истирается. Поскольку при нарезании резьбы чистота поверхности назначается обычно Rz 20, заявленная толщина в 2...3 мкм, в несколько раз меньшая неровностей, никак не может заметным образом повысить долговечность резьбы. Технология термодиффузионного цинкования резьбовых поверхностей указанной чистоты обработки не обеспечивает гарантированной непрерывности покрытия толщиной менее 15 мкм.
Наиболее близким к предложенному по технической сущности и достигаемому результату является коническое резьбовое соединение труб насосно-компрессорной или буровой колонны, содержащее соединительную муфту, имеющую входную цилиндрическую выточку, и сопрягаемый с ней элемент с наружной резьбой (ниппель), например трубу или переходник, в котором на резьбовых поверхностях муфты и элемента с наружной резьбой выполнено термодиффузионное порошковое цинкование (патент РФ на полезную модель №30913, кл. F16L 15/08). Толщина покрытия на резьбовых поверхностях подобрана экспериментально таким образом, чтобы покрытие было сплошным и достаточно прочным, но в то же время не отслаивалось и не расслаивалось при свинчивании. Цель нанесения покрытия - повышение долговечности соединения, а не антикоррозийная защита, и оно значительно толще, чем обычно применяемые. Поэтому покрытие заметным образом увеличивает натяг соединения. Приблизительно у половины изготовленных муфт, отвечавших требованиям стандарта до нанесения покрытия, после нанесения покрытия натяг выходит из допустимых пределов. Это вынуждает рассортировывать изготовленные муфты перед нанесением покрытия так, чтобы на те из них, которые после цинкования не будут соответствовать требованиям стандарта, наносить только тонкое фосфатное покрытие, не обеспечивающее повышения ресурса соединения. Если потребитель заказал только оцинкованные муфты с повышенным ресурсом, то выход годных изделий, оцениваемых по величине натяга, составит около половины, что неприемлемо для производства, особенно если муфты должны быть изготовлены из дорогой стали со специальными свойствами.
В эксплуатационных условиях годность соединения оценивается по величине натяга в свинченном от руки соединении. Согласно упомянутой выше РД 39-136-95 «...если резьба ниппеля с моментом, меньше минимального, ввинчивается в муфту до последнего витка резьбы, или если после свинчивания с максимальным моментом остается более двух свободных, не вошедших в муфту витков, следует забраковать обе трубы...». Оценка натяга производится рабочими визуально, исходя из количества выступающих над краем муфты витков и момента свинчивания гидравлического ключа. При поступлении на скважины новых муфт с термодиффузионным цинковым покрытием, имеющих увеличенный натяг, рабочие, руководствуясь инструкциями и прежним опытом, будут либо браковать новые муфты, либо, пытаясь добиться требуемого натяга, превышать нормативный момент свинчивания, понижая тем самым надежность соединения. Поэтому известное решение, как показали испытания, вполне эффективное, оказывается неприменимым в широких масштабах на практике из-за необходимости замены рабочих инструкций, переучивания персонала, изготовления новых поверочных инструментов, ремонтной оснастки, - и все это на тысячах скважин, расположенных по всему миру.
Известное соединение имеет еще один недостаток. Согласно действующим стандартам после силового свинчивания вне муфты должно остаться не более двух витков ниппеля. В известном же соединении при силовом свинчивании с установленным моментом вне муфты оказываются более двух витков резьбы. При стендовых испытаниях на долговечность, оцениваемую по числу циклов свинчивание-развинчивание, это не имеет значения, но в эксплуатационных условиях незащищенные выточкой муфты витки повреждаются механическим воздействием среды скважины и могут быть изношены или повреждены еще до первого подъема из скважины. По мере износа величина натяга уменьшается, витки погружаются глубже в муфту и, когда поврежденные витки ниппеля доходят до витков муфты, соединение приходится браковать, хотя и оно не выработало определенного стендовыми испытаниями ресурса. Для обычных соединений, выдерживающих 6-8 циклов, износ или повреждение выступающих за муфту витков не так вероятен и велик, как для соединений с покрытием, выдерживающих свыше 50 циклов. Поэтому увеличение срока службы известного соединения не может быть гарантировано, если бы даже удалось преодолеть вышеописанные препятствия организационного характера.
Техническая задача, решаемые настоящим предложением, состоит в повышении эксплуатационной надежности резьбового соединения, муфта которого имеет на резьбовой части покрытие, нанесенное методом диффузионного цинкования, за счет обеспечения правильного стандартного натяга.
Указанная задача решается тем, что в известном трубном муфтовом соединении насосно-компрессорной или буровой колонны, содержащем резьбовой элемент с наружной конической треугольной резьбой, например трубу или переходник, и резьбовой элемент с внутренней резьбой, например муфту или переходник, имеющий входную цилиндрическую выточку и резьбовую часть с покрытием, нанесенным методом термодиффузионного порошкового цинкования, длина входной цилиндрической выточки муфты увеличена на величину вызванного цинкованием приращения натяга резьбы ΔА, вычисляемого по формуле ΔА=kδmin÷kδmax, где k - эмпирический коэффициент, равный 70, a δmin и δmax - соответственно минимальная и максимальная толщина покрытия.
Указанная задача решается также тем, что в известном трубном муфтовом соединении насосно-компрессорной или буровой колонны, содержащем резьбовой элемент с наружной конической трапецеидальной резьбой, например трубу или переходник, и резьбовой элемент с внутренней резьбой, например муфту или переходник, имеющий входную цилиндрическую выточку и резьбовую часть с покрытием, нанесенным методом термодиффузионного порошкового цинкования, длина входной цилиндрической выточки муфты увеличена на величину вызванного цинкованием приращения натяга резьбы ΔА, вычисляемого по формуле ΔА=kδmin÷kδmax, где k - эмпирический коэффициент, равный 30, a δmin и δmax - соответственно минимальная и максимальная толщина покрытия.
Технический результат от увеличения длины входной цилиндрической выточки резьбового элемента с внутренней резьбой на величину вызванного цинкованием приращения натяга резьбы, определяемого по заявленной эмпирической формуле, состоит в повышении надежности соединения в эксплуатационных условиях, поскольку исключается вероятность перетягивания соединения в стремлении достичь номинального натяга, а также повреждение выступающих из муфты крайних витков резьбы в ходе эксплуатации. Этот результат достигается без затрат времени и средств на переобучение персонала, издание и доведение до каждой буровой новых нормативных материалов, изготовление новых поверочных инструментов и ремонтной оснастки. В свою очередь, это позволяет немедленно начать поставку на скважины предложенных соединений и повысить срок службы стандартных резьбовых соединений НКТ с 6÷8 циклов свинчивание-развинчивание до 50 и более.
Кроме того, надежность соединения повышается еще и за счет того, что благодаря увеличению длины выточки при силовом свинчивании стандартным крутящим моментом резьбовая часть элемента с наружной резьбой оказывается почти целиком скрыта внутри выточки и таким образом защищена от механического воздействия среды скважины.
Существо предложения поясняется чертежами.
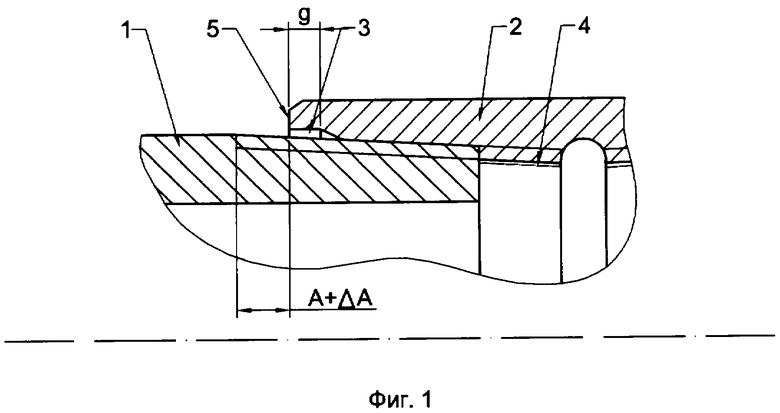
На фиг.1 изображено известное резьбовое соединение, муфта которого имеет на резьбовой части покрытие, свинченное усилием руки.
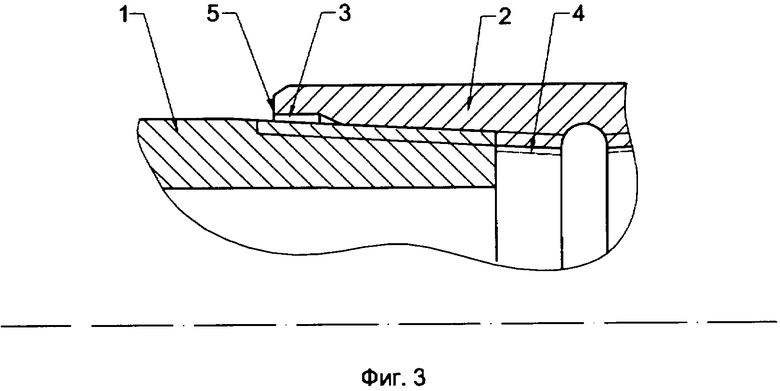
На фиг.2 изображено предложенное резьбовое соединение, свинченное усилием руки.
На фиг.3 изображено предложенное резьбовое соединение, свинченное установленным рабочим моментом.
Предложенное резьбовое соединение состоит из элемента с наружной резьбой 1, например буровой трубы или переходника, далее для краткости, называемого ниппелем, и сопряженного с ним элемента с внутренней резьбой 2, например муфты или переходника, далее, для краткости, называемого муфтой. Входная часть муфты 2 имеет цилиндрическую выточку 3. Диаметр выточки немного больше диаметра свободной от резьбы части ниппеля 1. На резьбовой части муфты имеется покрытие 4, нанесенное методом диффузионного порошкового цинкования. Толщина покрытия 4 обычно лежит в пределах 15... 30 мкм, но может быть и толще - до 50 мкм. Поверх цинкового покрытия может быть нанесено антикоррозийное фосфатное покрытие толщиной несколько микрон. На резьбовой поверхности ниппеля 1 покрытия нет, или нанесено стандартное антикоррозийное фосфатное покрытие толщиной 2...3 мкм.
Глубина G выточки 3, измеряемая расстоянием от торца 5 муфты 2 до начала резьбы, равна сумме стандартной глубины g выточки, нормированной для соединений без цинкового покрытия, и величины вызванного цинкованием приращения натяга резьбы ΔА, то есть G=g+ΔА. При этом величина ΔА, определенная опытным путем, не зависит от шага или диаметра резьбы и вычисляется по формуле ΔА=kδmin÷kδmax, где k - эмпирический коэффициент, равный 70 для резьбы с треугольным профилем и равный 30 для резьбы с трапецеидальным профилем для толщин покрытия в диапазоне 15÷50 мкм. При определении формулы для ΔА было учтено, что величину натяга персонал скважин оценивает на глаз по числу выступающих над краем муфты витков. Точность такого определения составляет приблизительно 1/4÷/3 витка, и потому предложенные муфты, натяг который лежит в пределах стандартного поля допусков, в эксплуатационных условиях признаются годными, независимо от того, увеличена ли глубина выточки на kδmin либо на kδmax.
Выражение для ΔА справедливо для любых стандартных конических резьб независимо от диаметра и шага резьбы. Значение k определено экспериментально при испытаниях муфт с покрытием. Предпочтительным является назначение величины ΔА исходя из средней толщины покрытия δmed, устанавливаемой по технологическим соображениям как оптимальной для долговечности соединения и прочности покрытия. В этом случае величина ΔА будет равна kδmed. Величина δmed не обязательно должна являться средним арифметическим между δmin и δmax. Так, опытным путем установлено, что хотя повышение срока службы соединения обеспечивается при толщинах покрытия, лежащих в диапазоне 15...30 мкм, наилучшие результаты достигаются, если параметры технологического процесса нанесения покрытия ориентированы на получение δmed=25 мкм. Но если в одной из партий муфт, например, из-за отклонения технологического режима средняя толщина покрытия окажется меньше δmed, хотя и в пределах поля допусков, целесообразно для этой партии рассчитать соответствующее ей новое значение ΔА и соответственно уменьшить длину выточки. Поскольку муфта имеет резьбу и выточки с двух сторон, то в результате применения предложенного решения длина муфты увеличивается на 2ΔА. Длина же переходников, имеющих внутреннюю резьбу только с одной стороны, увеличивается на ΔА.
Разные значения коэффициентов k для треугольной и трапецеидальной резьб объясняются тем, что в резьбе треугольного профиля контакт витков ниппеля и муфты происходит по средней линии резьбы, то есть по боковым поверхностям профиля, а в соединения с резьбой трапецеидального профиля посадка осуществляется по внутреннему или по внутреннему и наружному диаметру резьбы.
Предложенное соединение изготавливается и используется следующим образом.
Заготовка муфты изготавливается с увеличенной на величину ΔА глубиной выточки. Предпочтительным является увеличение длины элемента с наружной резьбой на величину ΔА для переходников и 2ΔА для муфт. В муфтонарезном станке вводится коррекция на величину ΔА так, чтобы основная плоскость резьбы сместилась на это же расстояние в сторону малого диаметра резьбового конуса. После нарезки резьбы на муфте производится проверка осевого натяга стандартным резьбовым калибром (фиг.2). При этом годными считаются муфты, у которых натяг равен натягу А, заданному в стандартах на резьбовое соединение, за вычетом величины ΔА, то есть муфты с натягом (А-ΔА). Таким образом реализуется все поле допуска по натягам, заданное в стандартах. Поскольку отход от стандартного метода проверки производится на промежуточной стадии изготовления, на него не требуется получать согласований или разрешений. Для освоения производства предложенных муфт потребуется внести изменения только в технологическую инструкцию производителя.
Муфты, прошедшие испытание, подвергаются диффузионному порошковому цинкованию. Толщина нанесенного покрытия может составлять 15...50 мкм. Изготовленные муфты подвергаются выходному контролю стандартными калибрами по стандартной методике, то есть натяг муфты, проверяемой с помощью калибра-пробки, должен составлять стандартную величину А с учетом предельных отклонений. Таким образом и входной контроль муфт у потребителя покажет стандартную величину А, то есть какие-либо изменения в эксплуатационных инструкциях потребителя не потребуются.
При первом силовом свинчивании предложенного соединения величина натяга уменьшается на 0,5...0,8 мм. В дальнейшем уменьшение натяга резьбы оцинкованной муфты происходит со средней скоростью 0,05 мм за один цикл свинчивание-развинчивание.
Опыт стендовых и промысловых испытаний НКТ с муфтами, резьба которых оцинкована методом термодиффузии, а длина выточки увеличена согласно настоящему предложению, показывает, что данные соединения собираются с моментами кручения, аналогичными обычным НКТ. Осевые и диаметральные натяги соединения также соответствуют обычным НКТ. При сборке соединений использовались обычные в практике нефтяников смазки. Сборка предложенных соединений не требует никакого специального оборудования. Случаев отбраковки годных соединений персоналом скважин не было.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНЕНИЕ КОРРОЗИОННОСТОЙКИХ ОБСАДНЫХ ИЛИ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2384789C1 |
| Насосно-компрессорная труба для добывающих скважин | 2016 |
|
RU2665663C2 |
| БУРИЛЬНАЯ ТРУБА С СОЕДИНИТЕЛЬНЫМИ ЗАМКАМИ | 2007 |
|
RU2334156C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ТРУБ (ВАРИАНТЫ), ПРИСОЕДИНЯЕМАЯ ТРУБА И ПЕРЕВОДНИК | 2017 |
|
RU2735053C2 |
| Резьбовое соединение "ниппель-муфта с термодиффузионным цинковым покрытием" | 2017 |
|
RU2676340C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ ТРУБЫ И СТАЛЬНАЯ ТРУБА С УКАЗАННЫМ ПОКРЫТИЕМ | 2022 |
|
RU2785211C1 |
| ТРУБНОЕ СОЕДИНЕНИЕ С КОНИЧЕСКОЙ УДЛИНЕННОЙ РЕЗЬБОЙ ТРЕУГОЛЬНОГО ПРОФИЛЯ | 2008 |
|
RU2386072C1 |
| МОДИФИЦИРОВАННЫЙ ПОРОШОК ЦИНКА ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ, СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И МУФТА С ТЕРМОДИФФУЗИОННЫМ ЦИНКОВЫМ ПОКРЫТИЕМ | 2008 |
|
RU2383413C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВОГО ПОКРЫТИЯ И МУФТА С ТЕРМОДИФФУЗИОННЫМ ЦИНКОВЫМ ПОКРЫТИЕМ | 2012 |
|
RU2507300C2 |
| СПОСОБ ОБРАБОТКИ КОНИЧЕСКИХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ТРУБ | 2005 |
|
RU2294475C1 |
Изобретение относится к трубным коническим резьбовым соединения. Муфта резьбового соединения имеет на резьбовой части покрытие, нанесенное методом диффузионного цинкования. Технический результат от увеличения длины входной цилиндрической выточки резьбового элемента с внутренней резьбой на величину вызванного цинкованием приращения натяга резьбы, определяемого по заявленной эмпирической формуле, состоит в повышении надежности соединения в эксплуатационных условиях, поскольку исключается вероятность перетягивания соединения в стремлении достичь номинального натяга, а также повреждение выступающих из муфты крайних витков резьбы в ходе эксплуатации. Благодаря увеличению длины выточки при силовом свинчивании стандартным крутящимся моментом резьбовая часть элемента с наружной резьбой оказывается почти целиком скрыта внутри выточки и таким образом защищена от механического воздействия среды скважины. 2 н.п. ф-лы, 3 ил.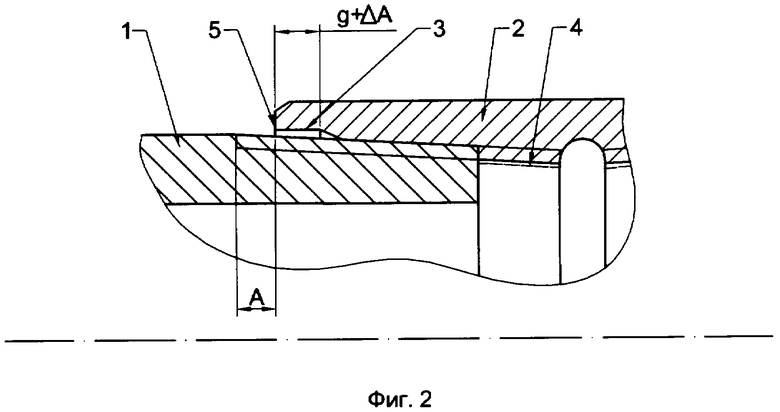
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ ТРУБ | 2002 |
|
RU2258171C2 |
| РЕЗЬБОВОЙ ЭЛЕМЕНТ ДЛЯ ТРУБНОГО РЕЗЬБОВОГО СОЕДИНЕНИЯ С ВЫСОКИМ ПРЕДЕЛОМ ВЫНОСЛИВОСТИ | 2002 |
|
RU2261395C2 |
| КОНИЧЕСКОЕ ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2001 |
|
RU2205320C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРЕВРАЩЕНИЯ КИНЕТИЧЕСКОЙ ЭНЕРГИИ КАПЕЛЬНЫХ, ПАРООБРАЗНЫХ И ГАЗООБРАЗНЫХ ЖИДКОСТЕЙ В ЭНЕРГИЮ ДАВЛЕНИЯ | 1923 |
|
SU633A1 |
| ТРУБНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1998 |
|
RU2200820C2 |
| Соединение труб вертикальной колонны | 1987 |
|
SU1446268A1 |
| US 5163714 A, 17.11.1992 | |||
| US 5687999 А, 18.11.1997. | |||

