Изобретение относится к обработке металлов давлением, в частности к оборудованию для получения накатыванием мелких резьб роликами при обработке малыми партиями, например, на авторемонтных (АРП), автотранспортных (АТЦ) и тому подобных предприятиях, включая станции технического обслуживания (СТО).
Известен резьбонакатной станок с двумя роликами, содержащий два шпинделя, один из которых смонтирован с возможностью радиального перемещения от привода, выполненного в виде системы рычагов, связанных с источником сжатого воздуха (А.с. СССР N 90448).
В качестве прототипа принят резьбонакатной станок, у которого опорные поверхности для обоих роликов расположены в одной плоскости, шпонки для передачи крутящего момента на накатные ролики на обоих шпинделях выполнены с одной стороны и расположены в одной плоскости с осями шпинделей, при этом заход резьбы на обоих роликах выполнен в идентичных положениях относительно шпоночных пазов, а привод радиального перемещения шпинделя соединен с последним шарнирно (Патент РФ N 2013176, МПК В 21 Н 3/02).
К недостаткам известного устройства (станка) следует отнести следующее:
- привод радиального перемещения шпинделя подвижной шпиндельной головки, включающей шпиндель подвижного ролика, связан со шпинделем подвижного ролика шарнирно, при этом подача этого ролика обеспечивается за счет поворота подвижной шпиндельной головки по радиусу (вокруг оси 5 - см. фиг.1 прототипа). Это приводит к дополнительным погрешностям взаиморасположения начальных ниток резьбы на накатных роликах, что в результате влияет на точности резьбы на деталях;
- использование для осуществления процесса накатывания воздушной магистрали с соответствующей сложной системой, связанной, кроме всего, с непостоянным давлением воздуха в воздушной магистрали производства, что отрицательно влияет на стабильность качества изготавливаемых деталей;
- нерациональность изготовления специализированного и дорогостоящего резьбонакатного станка в АРП, АТП или СТО для изготовления деталей малыми партиями, когда все это оборудование будет простаивать значительное (более 70%) время.
Задачей данного изобретения является повышение точности накатываемой резьбы, упрощение и удешевление устройства для накатывания.
Поставленная задача достигается за счет следующих мер:
во-первых, в предлагаемом устройстве исключены шарниры и обеспечивается плоскопараллельное перемещение подвижного шпинделя с роликом, за счет того, что неподвижная и подвижная шпиндельные головки базируются на одном и том же валу, вдоль которого производится относительное перемещение подвижного шпинделя, а вращение шпинделей осуществляется посредством двух идентичных конических парных шестерен;
во-вторых, для создания необходимого усилия для накатывания резьбы используется не воздух от воздушной сети, а кинематическая схема металлорежущего, в частности токарного станка, от которого используется, наряду с энергией для вращения резьбонакатных роликов, силовое воздействие суппорта станка на подвижную шпиндельную головку;
в-третьих, устройство для накатывания выполнено быстросъемным, за счет того, что оно базируется в переднем (жестком) и заднем (вращающемся) центрах, с передачей крутящего момента путем зажатия оси центрального вала в трехкулачковом патроне.
В целом поставленная задача решается посредством того, что резьбонакатный станок состоит из силовой части, включающей механический привод для синхронного вращения двух валов с накатными роликами и устройство для встречного перемещения этих валов при накатывании резьбы, и накатной части, включающей две шпиндельные головки, одна из которых неподвижна, а вторая установлена с возможностью перемещения, расположенные в одной плоскости и имеющие в зоне установки накатных роликов шпоночные пазы, расположенные в одной фазе, и опорные поверхности для продольного базирования накатных роликов, расположенные в одной плоскости, при этом заход резьбы на обоих роликах выполнен в одинаковых положениях относительно шпоночных пазов, и опорного ножа для детали, на которую должна накатываться резьба.
Механический привод выполнен в виде центрального вала, предназначенного для установки в переднем жестком и заднем вращающемся центрах токарного станка с зажимом в трехкулачковом патроне, и предназначенных для соединения центрального вала с валами, имеющими накатные ролики, двух идентичных конических передач, одна из которых установлена на центральном валу по подвижной посадке. Накатная часть выполнена в виде быстросменной приставки, при этом ее подвижная и неподвижная шпиндельные головки установлены на центральный вал и подпружинены между собой на отжим, причем подвижная шпиндельная головка расположена со стороны заднего центра и предназначена для взаимодействия с суппортом токарного станка для прижима установленного на ней накатного ролика к детали.
Изобретение представлено на следующих чертежах: на фиг.1 представлен резьбонакатной станок, выполненный на базе, в частности, токарного станка - вид спереди; на фиг.2 - то же, план.
Резьбонакатной станок состоит из накатной части 1 (фиг.1) и силовой части, в качестве которой принят, например, токарный станок 2.
Накатная часть 1 включает в себя центральный вал 3, на котором расположены две идентичные шпиндельные головки 4 и 5, из которых головка 4 - неподвижная относительно базовой плиты 6 (в головке 4 вал 3 зафиксирован в осевом направлении), а головка 5 - подвижная, так как имеет возможность перемещаться вдоль оси центрального вала 3 и базовой плиты 6, с которой она связана подвижным соединением в виде, например, ласточкиного хвоста 7, расположенного посредине плиты 6 вдоль оси 3 (показано условно).
Шпиндельные головки 4 и 5 содержат две идентичные конические передачи 8 и 9 (фиг.2), которые обеспечивают передачу синхронного вращения от центрального вала 3 к накатным роликам 10 и 11, имеющим соединительные шпонки 12 и 13, расположенные с одной стороны валов 14 и 15 в одной плоскости.
Подвижная шпиндельная головка 5 при перемещении вдоль оси вала 3 находится в постоянном отжиме от неподвижной шпиндельной головки 4 пружиной 16 с упором в ограничительный уступ 17.
Для соединения накатной части 1 с силовой частью 2 центральный вал 3, имеющий центровые фаски, устанавливается передней частью в жесткий центр 18, установленный в шпинделе токарного станка 2, и задней частью (со стороны подвижной головки 5) поджимается вращающимся центром 19 задней бабкой токарного станка 2. Для передачи крутящего момента, необходимого для накатывания резьбы, на центральный вал 3 он зажимается трехкулачковым патроном 20.
Базовая плита 6 имеет в нижней части откидной регулируемый пластинчатый упор 21, исключающий возможность проворачивания накатной части вокруг оси станка 2, и в передней части - регулируемый упор 22, который упирается в корпус передней бабки токарного станка 2. В резцедержательную головку 23 суппорта токарного станка 2 установлен толкатель 24 (фиг.1), который служит для передачи давления на подвижную шпиндельную головку 5 при продольном перемещении суппорта 23 токарного станка 2.
На фиг. 2 приведен второй вариант передачи давления суппортом 23 на подвижную шпиндельную головку 5, а именно через клин 25 и роликовый толкатель 26, закрепленный в резцедержательной головке суппорта 23, за счет поперечного перемещения каретки суппорта токарного станка 2.
Между подвижной 5 и неподвижной 4 шпиндельными головками установлены регулируемый упор, настраиваемый на заданный размер накатываемой резьбы, и концевой выключатель, обеспечивающий автоматическое отключение привода токарного станка 2 при достижении заданного размера (на чертеже не показано). В качестве последнего может быть использован концевой выключатель токарного станка 2.
Резьбонакатной станок работает следующим образом.
Накатная часть 1 устанавливается своим центральным валом 3 в центры 18 и 19 токарного станка 2, после чего вал 3 зажимается трехкулачковым патроном 20, далее пластинчатый упор 21 откидывается вниз и регулируется на исключение зазора между его нижней плоскостью и опорной плоскостью станины токарного станка 2, обеспечивая положение осей 14 и 15 в горизонтальной плоскости. Далее, регулируемый упор 22 выворачивается до упора в корпус передней бабки токарного станка 2, после чего контрится. Затем в резцедержательную головку суппорта 23 устанавливается толкатель 24 до касания им торца подвижной шпиндельной головки 5, после чего резьбонакатной ролик 11 подводится за счет ручного перемещения суппорта 23 к резьбонакатному ролику 10 на необходимое расстояние. После этого станок готов для накатки резьбы.
В рабочее пространство между резьбонакатными роликами 10 и 11 на нож 27 устанавливается заготовка болта 28. Включается вращение шпинделя токарного станка 2, после чего включается механическая подача суппорта 23, обеспечивающая давление на подвижную шпиндельную головку 5, производя накатку резьбы на детали 28 до срабатывания концевых выключателей, которые настраиваются на требуемый размер по пробной детали.
После изготовления партии деталей 28, например от одной до необходимого количества, токарный станок 2 отключается и накатная часть 1 снимается при действиях в обратном порядке относительно процесса ее установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОНАКАТНОЙ СТАНОК | 1991 |
|
RU2013176C1 |
| Головка для накатывания резьбыНА МНОгОгРАННыХ МЕТчиКАХ | 1979 |
|
SU795674A1 |
| СПОСОБ НАКАТЫВАНИЯ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2012 |
|
RU2505373C2 |
| Тангенциальная резьбонакатная головка | 1982 |
|
SU1072967A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| Головка для накатывания резьбы | 1977 |
|
SU660761A1 |
| Радиальная резьбонакатная головка | 1981 |
|
SU958022A1 |
| СТАНОК для НАКАТЫВАНИЯ РЕЗЬБЫ | 1973 |
|
SU394146A1 |

Изобретение относится к обработке металлов давлением, к оборудованию для получения накатыванием роликами мелких резьб при обработке малыми партиями, например на авторемонтных, автотранспортных предприятиях и станциях технического обслуживания. Резьбонакатной станок состоит из силовой части, включающей механический привод для синхронного вращения двух валов с накатными роликами и устройство для встречного перемещения этих валов при накатывании резьбы, и накатной части, включающей две шпиндельные головки, одна из которых неподвижна, а вторая установлена с возможностью перемещения, расположенные в одной плоскости и имеющие в зоне установки накатных роликов шпоночные пазы, расположенные в одной фазе, и опорные поверхности для продольного базирования накатных роликов, расположенные в одной плоскости, при этом заход резьбы на обоих роликах выполнен в одинаковых положениях относительно шпоночных пазов, и опорного ножа для детали, на которую должна накатываться резьба. Для повышения точности накатываемой резьбы, упрощения и удешевления устройства для накатывания механический привод выполнен в виде центрального вала, предназначенного для установки в переднем жестком и заднем вращающемся центрах токарного станка с зажимом в трехкулачковом патроне, и предназначенных для соединения центрального вала с валами, имеющими накатные ролики, двух идентичных конических передач, одна из которых установлена на центральном валу по подвижной посадке. Накатная часть выполнена в виде быстросменной приставки, при этом ее подвижная и неподвижная шпиндельные головки установлены на центральный вал и подпружинены между собой на отжим, причем подвижная шпиндельная головка расположена со стороны заднего центра и предназначена для взаимодействия с суппортом токарного станка для прижима установленного на ней накатного ролика к детали. 2 ил.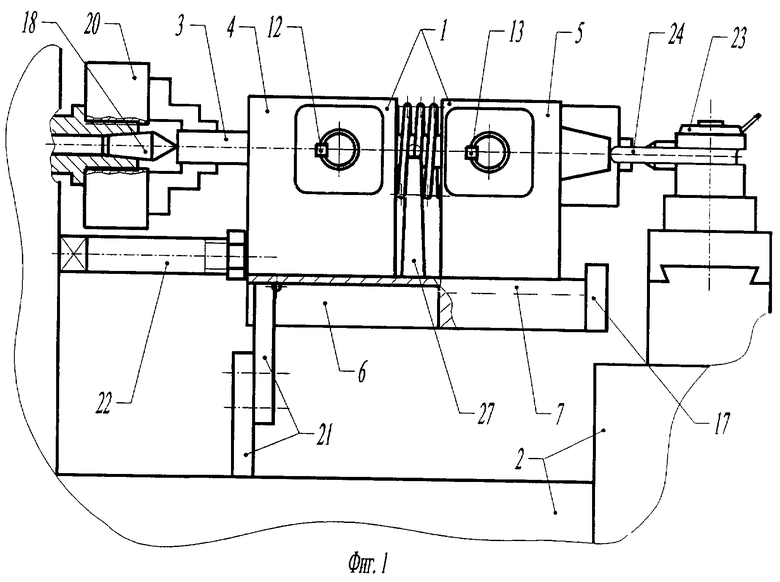
Резьбонакатной станок, состоящий из силовой части, включающей механический привод для синхронного вращения двух валов с накатными роликами и устройство для встречного перемещения этих валов при накатывании резьбы, и накатной части, включающей две шпиндельные головки, одна из которых неподвижна, а вторая установлена с возможностью перемещения, расположенные в одной плоскости и имеющие в зоне установки накатных роликов шпоночные пазы, расположенные в одной фазе, и опорные поверхности для продольного базирования накатных роликов, расположенных в одной плоскости, при этом заход резьбы на обоих роликах выполнен в одинаковых положениях относительно шпоночных пазов, и опорного ножа для детали, на которую должна накатываться резьба, отличающийся тем, что механический привод выполнен в виде центрального вала, предназначенного для установки в переднем жестком и заднем вращающемся центрах токарного станка с зажимом в трехкулачковом патроне, и предназначенных для соединения центрального вала с валами, имеющими накатные ролики, двух идентичных конических передач, одна из которых установлена на центральном валу по подвижной посадке, а накатная часть выполнена в виде быстросменной приставки, при этом ее подвижная и неподвижная шпиндельные головки установлены на центральный вал и подпружинены между собой на отжим, причем подвижная шпиндельная головка расположена со стороны заднего центра и предназначена для взаимодействия с суппортом токарного станка для прижима установленного на ней накатного ролика к детали.
| РЕЗЬБОНАКАТНОЙ СТАНОК | 1991 |
|
RU2013176C1 |
| Приспособление для накатки резьбы на токарном станке | 1948 |
|
SU80404A1 |
| Резъбонакатный станок | 1976 |
|
SU590057A1 |
| Устройство для обкатывания внутренних конических резьб к токарным станкам | 1988 |
|
SU1606246A1 |
| GB 1021158, 02.03.1966 | |||
| СЕМЕНЧЕНКО И.И | |||
| и др | |||
| Проектирование металлорежущих инструментов | |||
| - М.: Машгиз, 1962, с.643-646, фиг.375 и 376 | |||
| СУЛТАНОВ Т.А | |||
| Резьбонакатные головки | |||
| - М.: Машиностроение, 1966, с.68 и 69, рис.29. | |||

