Приоритет настоящей патентной заявки основан на предварительной патентной заявке US 61/090794, поданной 21 августа 2008 г., которая в порядке ссылки во всей полноте включена в настоящую заявку.
Область техники, к которой относится изобретение
Настоящее изобретение относится к системам имитации виртуальной среды сварки, более точно к виртуальным средам сварки, в которых в реальном времени имитируется сварка трубы и сварные соединения с зазором в вершине разделки, еще точнее к имитатору для осуществления виртуальной сварки.
Предпосылки создания изобретения
В течение десятилетий компании ведут обучение мастерству сварки. Сварке традиционно обучают в реальных условиях работы, иными словами, на куске металла с помощью электрода зажигают реальную дугу. За процессом обучения наблюдают опытные инструкторы, которые в некоторых случаях вносят коррективы по мере того, как ученик ведет сварку. В результате обучения и повторения новый ученик узнает, как вести сварку одним или несколькими способами. Тем не менее, каждая операция сварки связана с издержками, которые изменяются в зависимости от изучаемого способа сварки.
В последнее время применяются требующие меньших издержек системы обучения сварке. В некоторых системах применяется анализатор движения. Анализатор содержит физическую модель свариваемой детали, учебный электрод и сенсорные средства, которые следят за перемещением учебного электрода. Формируется отчет, в котором указывается, насколько рабочий конец электрода выходил за допустимые пределы перемещения. В более совершенных системах применяется виртуальная реальность, имитирующая манипуляцию учебным электродом в виртуальной среде. В этих системах также отслеживается положение и ориентация. Такие системы тренируют только мышечную память, но не способны обучать более сложным навыкам сварки, которые требуются от квалифицированного сварщика.
Краткое изложение сущности изобретения
В вариантах осуществления настоящего изобретения предложена система, позволяющая выполнять виртуальную сварку трубы и другие сварные соединения с зазором в вершине разделки. В систему может входить логическая процессорная система, способная выполнять закодированные команды формирования интерактивной среды сварки, которая имитирует процесс сварки на отрезке виртуальной трубы, содержащей по меньшей мере одно виртуальное сварное соединение. В нее также входит дисплей, соединенный с логической процессорной системой и служащий для наглядного отображения интерактивной среды сварки, при этом в устройстве отображения отображается отрезок виртуальной трубы. Предусмотрено устройство ввода для выполнения виртуальной сварки по меньшей мере одного сварного соединения в реальном времени, а также один или несколько датчиков, которые следят за перемещением устройства ввода в реальном времени и сообщают данные о перемещении устройства ввода логической процессорной системе. Дополнительные преимущества, признаки и неограничивающие варианты осуществления настоящего изобретения раскрыты в следующем далее описании, формуле изобретения и(или) на чертежах.
Краткое описание чертежей
На фиг.1 показан перспективный вид конечного пользователя-оператора, участвующего в процессе виртуальной сварки с помощью имитатора согласно вариантам осуществления настоящего изобретения,
на фиг.2 показан вид спереди имитатора согласно вариантам осуществления настоящего изобретения,
на фиг.3а показана схема, иллюстрирующая положения трубы при сварке согласно вариантам осуществления настоящего изобретения,
на фиг.3б показана схема, иллюстрирующая положения плиты при сварке согласно вариантам осуществления настоящего изобретения,
на фиг.4 показана блок-схема, иллюстрирующая один из вариантов осуществления имитатора,
на фиг.5 показан перспективный вид сбоку учебного сварочного аппарата согласно вариантам осуществления настоящего изобретения,
на фиг.6 показан вид вблизи интерфейса пользователя сварочного аппарата согласно вариантам осуществления настоящего изобретения,
на фиг.6а показан вид вблизи наблюдательного устройства отображения вариантам осуществления настоящего изобретения,
на фиг.7а показан перспективный вид индивидуального устройства отображения согласно вариантам осуществления настоящего изобретения,
на фиг.7б показан перспективный вид носимого конечным пользователем индивидуального устройства отображения согласно вариантам осуществления настоящего изобретения,
на фиг.7в показан перспективный вид установленного на защитном шлеме сварщика индивидуального устройства отображения согласно вариантам осуществления настоящего изобретения,
на фиг.8 показан перспективный вид устройства слежения за перемещением в пространстве согласно вариантам осуществления настоящего изобретения,
на фиг.9 показан перспективный вид подставки для крепления образцов для испытания сварного шва согласно вариантам осуществления настоящего изобретения,
на фиг.9а показан перспективный вид образца для испытания сварного шва на трубах согласно вариантам осуществления настоящего изобретения,
на фиг.9б показан перспективный вид установленного на подставке образца для испытания сварного шва на трубах согласно вариантам осуществления настоящего изобретения,
на фиг.10 проиллюстрирована блок-схема одного из примеров осуществления логической процессорной подсистемы согласно вариантам осуществления настоящего изобретения,
на фиг.11 проиллюстрирована блок-схема одного из примеров осуществления графического процессора (ГП) логической процессорной подсистемы согласно вариантам осуществления настоящего изобретения,
на фиг.12 проиллюстрирована функциональная блок-схема одного из примеров осуществления имитатора согласно вариантам осуществления настоящего изобретения,
на фиг.13 показана блок-схема одного из вариантов осуществления способа обучения с использованием системы обучения на основе виртуальной реальности согласно вариантам осуществления настоящего изобретения,
на фиг.14а-14б концептуально проиллюстрирована карта смещения элементов сварки согласно вариантам осуществления настоящего изобретения,
на фиг.15 проиллюстрирован один из примеров осуществления пространства образца и пространства сварки образца для испытания нижнего сварного шва, моделируемого в имитаторе, согласно вариантам осуществления настоящего изобретения,
на фиг.16 проиллюстрирован один из примеров осуществления пространства образца и пространства сварки образца для испытания углового сварного шва, моделируемого в имитаторе, согласно вариантам осуществления настоящего изобретения,
на фиг.17 проиллюстрирован один из примеров осуществления пространства образца и пространства сварки образца для испытания сварного шва на трубах, моделируемого в имитаторе, согласно вариантам осуществления настоящего изобретения,
на фиг.18 проиллюстрирован один из примеров осуществления образца для испытания сварного шва на трубах согласно вариантам осуществления настоящего изобретения,
на фиг.19а-19в проиллюстрирован один из примеров осуществления в имитаторе концепции модели сварочной ванны с двойным смещением согласно вариантам осуществления настоящего изобретения.
Подробное описание изобретения
Рассмотрим чертежи, которые представлены лишь в целях иллюстрации вариантов осуществления изобретения, а не его ограничения, и на фиг.1 и 2 которых позицией 10 в целом обозначена система имитации сварки, именуемая далее имитатором 10 или системой 10. Имитатор 10 способен формировать виртуальную среду 15, в которой могут отображаться условия сварки, аналогичные реальным условиям работы, и которая может именоваться дуговой сваркой в условиях виртуальной реальности (VRAW). Имитатор 10 обеспечивает взаимодействие с одним или несколькими конечными пользователями 12 в условиях виртуальной среды 15. Предусмотрено устройство 155 ввода, позволяющее конечному пользователю 12 выполнять реальные действия, которые отслеживаются имитатором 10, и преобразуются в виртуальные действия. Таким образом, виртуальная среда 15 представляет собой интерактивную виртуальную среду 15 сварки. Предусмотрено устройство 200 отображения, которое обеспечивает визуальный доступ к виртуальной среде 15 и действиям конечного пользователя 12. В одном из вариантов осуществления имитатор 10 может иметь дисплейный экран 150, видимый множеством конечных пользователей 12 или других наблюдателей. Кроме того, имитатор 10 может иметь индивидуальное устройство 140 отображения, предназначенное для использования отдельным конечным пользователем 12, которым может являться пользователь-ученик 12а или пользователь-инструктор 12b. Следует в прямой форме отметить, что действия конечного пользователя 12 в реальных условиях работы преобразуются в виртуальные сварочные действия и в реальном времени отображаются на одном или нескольких устройства отображениях 140, 150. Используемый в описании термин "в реальном времени" означает, что восприятие и ощущения во времени виртуальной среды являются для конечного пользователя 12 такими же, как восприятие и ощущения во времени условий реального мира.
При формировании интерактивной виртуальной среды 15 сварки имитатор 10 моделирует один или несколько способов сварки множества сварных соединений в различных сварочных положениях и дополнительно моделирует результаты применения различного рода электродов в соединениях множества конфигураций. В одном из частных вариантов осуществления имитатор 10 формирует интерактивную виртуальную среду 15 сварки, в которой моделируется сварка труб и(или) сварные соединения с зазором в вершине разделки. Система способна имитировать сварочную ванну с отображаемыми в реальном времени характеристиками текучести расплавленного металла и рассеяния тепла. Имитатор 10 также способен моделировать влияние виртуальных сварочных действий на сварное соединение, например нижележащий основной металл. В качестве иллюстрации имитатор 10 может моделировать проход при заварке корня шва и горячий проход, а также последующие заполняющий разделку проход и проход верхнего слоя, в каждом случае с характеристиками, аналогичными сценариям в реальных условиях работы. Каждый последующий проход может выполняться со значительными отличиями от предыдущего прохода вследствие изменений в основном металле, произошедших во время предыдущего прохода, и(или) в результате выбора отличающегося электрода. Обратная связь в реальном времени при моделировании ванны позволяет конечному пользователю 12 наблюдать процесс виртуальной сварки на устройстве 200 отображения и корректировать или оставлять без изменения свои действия по мере выполнения виртуальной сварки. Примеры различных наблюдаемых виртуальных индикаторов могут включать, в том числе, текучесть сварочной ванны, мерцание расплавленного металла в зоне сварочной дуги, изменение цвета во время отверждения ванны, скорость затвердевания ванны, градации цветов при рассеянии тепла, звук, наплавку валика, схему поперечных колебаний электрода, ошлакование, ослабление шва, пористость, разбрызгивание, захватывание шлака, переполнение, продув и включения. Следует учесть, что характеристики ванны зависят, иначе говоря, реагируют на перемещение конечным пользователем 12 устройства 155 ввода. Тем самым сварочная ванна отображает реальную сварочную ванну, формируемую в реальном времени с учетом выбранного способа сварки и техники сварки конечного пользователя 12. Кроме того, так называемые "следы колес" являются визуальным отображением дефектов сварки и шлака, остающегося на кромках лицевой поверхности шва после прохода при заварке корня шва во время сварки труб методом дуговой сварки металлическим покрытым электродом (SMAW). Второй проход при сварке труб, называемый горячим проходом, должен быть достаточно горячим для повторного плавления "следов колес", чтобы они отсутствовали на готовой свариваемой детали. Кроме того "следы колес" могут быть удалены путем шлифования. В одном из вариантов осуществления настоящего изобретения такие "следы колес" и их устранение соответствующим образом имитируется в описанном в изобретении имитаторе 10.
Как показано на фиг.1 и 2, а также на фиг.3а и 3б, имитатор 10 может моделировать сварку в различных сварочных положениях и реакцию сварочной ванны в каждом положении. Точнее говоря, имитатор 10 может моделировать сварку труб в вертикальном, горизонтальном и(или) наклонном положениях, которые обозначаются в технике, соответственно, как положения 5G, 2G и 6G. Кроме того, имитатор 10 может моделировать сварку в положении 1G, в котором труба вращается по горизонтальной оси, или в положении 4G, в котором ведут потолочную сварку, как в случае сварных швов с разделкой кромок на смежных плитах. Другие сварочные положения могут предусматривать выполнение сварных соединений с зазором в вершине разделки на плоских плитах различных конфигураций. Подразумевается, что имитатор 10, включая механизм анализа и моделирования, который подробно описан в следующих абзацах, учитывает влияние силы тяжести на сварочную ванну. Соответственно, сварочная ванна неодинаково реагирует, например, при сварке трубы в 5G и в положении 6G. Приведенные выше примеры следует считать не ограничивающими, а служащими целям иллюстрации. Специалисты в данной области техники легко поймут, что имитатор 10 применим к любому сварному соединению, сварочному положению или типу свариваемой детали, включая различного рода основной металл.
Как показано на фиг.2 и 4, имитатор 10 имеет логическую процессорную подсистему 110, которая может быть запрограммирована на выполнение закодированных команд формирования интерактивной виртуальной среды 15 сварки. Имитатор 10 дополнительно имеет датчики и(или) систему датчиков, в которую может входить устройство 120 слежения за перемещением в пространстве, оперативно связанное с логической процессорной подсистемой 110. Имитатор 10 также имеет интерфейс 130 пользователя сварочного аппарата, связанный с логической процессорной подсистемой 110 и служащий для настройки и регулирования имитатора 10. Как указано выше, предусмотрено устройство(-а) 200 отображения, которые могут включать устанавливаемое на голове устройство 140 отображения и наблюдательное устройство 150 отображения, каждое из которых соединено с логической процессорной подсистемой 110 и обеспечивает визуальный доступ к интерактивной виртуальной среде 15 сварки. Одно или несколько из устройств 200 отображения могут быть соединены с устройством 120 слежения за перемещением в пространстве для изменения изображений, отображаемых устройством, в ответ на изменение их положения и(или) их перемещение, как описано далее.
Устройство ввода
Как упомянуто выше, на фиг.5 показано, что имитатор 10 имеет устройство 155 ввода, обеспечивающее взаимодействие с конечным пользователем 12. В одном из вариантов осуществления устройством 155 ввода является учебный сварочный аппарат 160. Учебный сварочный аппарат 160 может быть выполнен похожим на реальный сварочный аппарат, такой как, например, держатель электрода для ручной сварки или сварочный пистолет, обеспечивающий постоянную подачу электрода, т.е. на сварочный аппарат для дуговой сварки плавящимся электродом в среде инертного газа (MIG), дуговой сварки порошковой проволокой (FCAW) или дуговой сварки вольфрамовым электродом в защитном газе (GTAW). Вместе с тем, могут быть реализованы другие конфигурации учебного сварочного аппарата 160, не выходящие за предполагаемый объем притязаний согласно вариантам осуществления настоящего изобретения. Варианты осуществления настоящего изобретения, которые рассмотрены далее, будут описаны применительно к учебному сварочному аппарату 160, сходному с держателем 156 электрода для ручной сварки. Учебный сварочный аппарат 160 может иметь близкое сходство с реальным сварочным аппаратом. В одном из частных вариантов учебный сварочный аппарат 160 может иметь такую же форму, вес, и создавать такие же ощущения, как реальный сварочный аппарат. По существу, для создания ощущений работы с реальным аппаратом в качестве учебного сварочного аппарата 160 может использоваться реальный сварочный аппарат, хотя в имитаторе 10 не используется реальный сварочный аппарат для создания реальной дуги. Тем самым конечный пользователь 12, которым может являться пользователь-ученик 12а, привыкает к обращению с реальным сварочным аппаратом и приобретает опыт виртуальной сварки. Тем не менее, учебный сварочный аппарат 160 может быть сконструирован любым способом, выбранным путем здравого суждения.
Для наглядности учебный сварочный аппарат 160 имитирует стержневой сварочный аппарат для сварки труб и имеет держатель 161 и выходящий из него имитированный стержневой электрод 162. Имитированный стержневой электрод 162 может иметь создающий осязаемое сопротивление наконечник 163 для имитации резистивной обратной связи, которая возникает во время сварки в реальных условиях работы. Если при перемещении имитированного стержневого электрода 162 конечный пользователь 12 слишком далеко отклоняется от корня шва (что подробнее описано далее), конечный пользователь 12 сможет почувствовать или ощутить уменьшение сопротивления и тем самым сформировать ответную реакцию для корректировки или продолжении процесса сварки. Предусмотрено, что стержневой сварочный аппарат может иметь не показанный исполнительный механизм, который втягивает имитированный стержневой электрод 162 в процессе виртуальной сварки. Иными словами, по мере выполнения конечным пользователем 12 виртуальных сварочных действий расстояние между держателем 161 и наконечником имитированного стержневого электрода 162 сокращается, чтобы имитировать расход электрода. Скорость расхода, т.е. втягивания стержневого электрода 162 может регулироваться логической процессорной подсистемой 110, точнее говоря, закодированными командами, выполняемыми логической процессорной подсистемой 110. Имитированная скорость расхода также может зависеть от техники конечного пользователя 12. Следует упомянуть, что имитатор 10 позволяет осуществлять виртуальную сварку с использованием электродов различных типов, при этом скорость расхода или уменьшение стержневого электрода 162 может изменяться в зависимости от способа сварки и (или) настройки имитатора 10.
Исполнительный механизм учебного сварочного аппарата 160 может иметь электрический привод. Питание для работы исполнительного механизма может поступать из имитатора 10, из внешнего источника питания или встроенного аккумулятора. В одном из вариантов осуществления исполнительным механизмом может являться электродвижущее устройство, такое как электрический двигатель. Вместе с тем может использоваться исполнительный механизм любого типа или движущая сила в любой форме, включая без ограничения электромагнитные исполнительные механизмы, пневматические исполнительные механизмы, механические или подпружиненные исполнительные механизмы в любом сочетании.
Как указано выше, учебный сварочный аппарат 160 может действовать в сочетании с устройством слежения за перемещением в пространстве для взаимодействия с имитатором 10. В частности, устройство 120 слежения за перемещением в пространстве в реальном времени может контролировать и отслеживать положение и (или) ориентацию учебного сварочного аппарата 160. Соответственно, данные, отображающие положение и ориентацию, могут передаваться логической процессорной подсистеме 110 и видоизменяться или преобразовываться для использования согласно требованиям взаимодействия с виртуальной средой 15 сварки.
Устройство слежения за перемещением в пространстве
На фиг.8 проиллюстрирован один из примеров устройства 120 слежения за перемещением в пространстве. Устройство 120 слежения за перемещением в пространстве может взаимодействовать с логической процессорной подсистемой 110. В одном из вариантов осуществления устройство 120 слежения за перемещением в пространстве может отслеживать учебный сварочный аппарат 160 магнитным способом. Это означает, что устройство слежения за перемещением в пространстве генерирует магнитную оболочку, которая используется для определения положения и ориентации, а также скорости и (или) изменения скорости. Соответственно, устройство 120 слежения за перемещением в пространстве содержит источник 121 магнитного поля и кабель, один или несколько датчиков 122, программное обеспечение главного процессора на диске 123, источник 124 питания, кабели 125 USB и RS-232, процессорный блок 126 слежения и другие сопутствующие кабели. Источник 121 магнитного поля выполнен с возможностью оперативной связи посредством кабелей, таких как кабель датчика 122 с процессорным блоком 126 слежения. Источник 124 питания также выполнен с возможностью оперативной связи посредством кабеля с процессорным блоком 126 слежения. Процессорный блок 126 слежения выполнен с возможностью оперативной связи с логической процессорной подсистемой 110 посредством кабеля 125 USB или RS-232. Программное обеспечение 123 главного процессора на диске может быть загружено в логическую процессорную подсистему 110 и обеспечивает функциональную связь между устройством 120 слежения за перемещением в пространстве и логической процессорной подсистемой 110.
Источник 121 магнитного поля создает магнитное поле или оболочку, окружающую источник 121 и образующую трехмерное пространство, в котором могут отслеживаться действия конечного пользователя 12 для взаимодействия с имитатором 10. Оболочка устанавливает пространственную систему отсчета. Объекты, используемые внутри оболочки, например учебный сварочный аппарат 160 и подставка с образцами для испытания (описанная далее), могут быть выполнены из неметаллического, т.е. неферритного и непроводящего материала во избежание искажения магнитного поля, создаваемого источником 121 магнитного поля. Датчик 122 может иметь множество индукционных катушек, пространственно ориентированных в поперечных направлениях, преимущественно под прямым углом. Индукционные катушки измеряют силу магнитного поля в каждом из трех направлений и передают информацию процессорному блоку 126 слежения. В одном из вариантов осуществления датчик 122 может быть прикреплен к учебному сварочному аппарату 160, что позволяет отслеживать как положение, так и ориентацию учебного сварочного аппарата 160 относительно пространственной системы отсчета. Точнее говоря, индукционные катушки могут быть установлены на наконечнике электрода 162. За счет этого имитатор 10 способен определять положение учебного сварочного аппарата 160 внутри трехмерной оболочки. Могут быть предусмотрены дополнительные датчики 122, оперативно связанные с одним или несколькими устройствами 200 отображения. Соответственно, имитатор 10 может использовать данные датчиков для изменения изображения, видимого конечным пользователем 12, в ответ на движения конечного пользователя 12. Имитатор 10 как таковой регистрирует и отслеживает действия конечного пользователя 12 в реальных условиях работы для переноса в виртуальную среду 15 сварки.
В одном из альтернативных вариантов осуществления настоящего изобретения датчик (-и) 122 могут посредством беспроводной связи взаимодействовать с процессорным блоком 126 слежения, который может посредством беспроводной связи взаимодействовать с логической процессорной подсистемой 110. В другом альтернативном варианте осуществления настоящего изобретения в имитаторе 10 могут использоваться устройства 120 слежения за перемещением в пространстве других типов, включая, например, следящее устройство на основе акселерометра/гироскопа, оптическое следящее устройство, инфракрасное следящее устройство, акустическое следящее устройство, лазерное следящее устройство, радиочастотное следящее устройство, инерциальное следящее устройство, активное или пассивное оптическое следящее устройство и следящее устройство на основе дополненной реальности. Вместе с тем, могут использоваться следящие устройства других типов, не выходящие за пределы предполагаемого объема притязаний согласно варианту осуществления настоящего изобретения.
Устройство отображения
Далее со ссылкой на фиг.7а будет описан один из примеров устанавливаемого на голове устройства 140 отображения. Устанавливаемое на голове устройство 140 отображения может быть встроено в защитный шлем 900 сварщика, как показано на фиг.7в, или в качестве альтернативы может устанавливаться отдельно, как показано на фиг.7б. Устанавливаемое на голове устройство 140 отображения может иметь два высококонтрастных трехмерных SVGA микродисплея OLED (на органических светоизлучающих диодах), способных отображать видео с полноценным движением в двухмерном режиме и режиме с чередованием кадров. В устанавливаемое на голове устройство 140 отображения поступают для отображения виртуальные изображения, например видео виртуальной среды 15 сварки. В одном из вариантов осуществления настоящего изобретения логическая процессорная подсистема 110 подает стереоскопическое видео в устанавливаемое на голове устройство 140 отображения для усиления ощущения глубины пользователем. Стереоскопические изображения могут создаваться логическим процессором, которым может являться графический процессор, подробно описанный далее. Также может быть предусмотрен режим масштабирования, например 2Х, позволяющий имитировать увеличительное стекло. Устанавливаемое на голове устройство 140 отображения оперативно связано с логической процессорной подсистемой 110 и устройством 120 слежения за перемещением в пространстве проводными или беспроводными средствами. К устанавливаемому на голове устройству 140 отображения или защитному шлему 900 сварщика может быть прикреплен датчик 122 устройства 120 слежения за перемещением в пространстве, чтобы тем самым отслеживать устанавливаемое на голове устройство 140 отображения относительно трехмерной пространственной системы отсчета, созданной устройством 120 слежения за перемещением в пространстве. Соответственно, при перемещении защитного шлема 900 сварщика изменяется изображение, видимое конечным пользователем 12 в условиях трехмерной виртуальной реальности.
Устанавливаемое на голове устройство 140 отображения также может служить для вызова и отображения пунктов меню подобно наблюдательному устройству 150 отображения, как подробно описано далее. Тем самым конечный пользователь может с помощью органа управления на учебном сварочном аппарате 160 (например, кнопки или переключателя) активировать и выбирать набор функций из меню. Это может помогать пользователю, например, легко возвращаться в исходное положение, если он совершил ошибку при сварке, изменять определенные параметры или переделывать часть траектории наплавленного валика.
Устанавливаемое на голове устройство 140 отображения может дополнительно иметь громкоговорители 910, позволяющие пользователю слышать имитированные сопутствующие сварке звуки и звуки окружающей среды, создаваемые имитатором 10. Функциональные средства звукового контента и звуки сварки обеспечивают звуки определенных типов, которые изменяются в зависимости от того, находятся ли в пределах допуска определенные параметры сварки. Звуки специально приспосабливают к различным способам и параметрам сварки. Например, в случае сварки напылением металлическим электродом в инертном газе раздается потрескивающий звук, если пользователь неверно расположил учебный сварочный аппарат 160, и шипящий звук, когда учебный сварочный аппарат 160 расположен верно. В случае сварки короткой дугой раздается шипящий звук, если происходит ослабление шва. Эти звуки имитируют звуки в реальных условиях работы, соответствующие правильной и неправильной технике сварки.
Звуковой контент с высокой точностью воспроизведения может быть создан на основе записей звуков действительной сварки, сделанных в реальных условиях работы с использованием разнообразных электронных и механических средств. Воспринимаемые объем и направление звука изменяют в зависимости от положения, ориентации и расстояния до головы конечного пользователя, т.е. устанавливаемого на голове устройства 140 отображения относительно имитированной дуги между учебным сварочным аппаратом 160 и образцом 175 для испытания сварочного шва. Звук может поступать через громкоговорители 910, которыми могут являться наушники-пуговки или громкоговорители любого другого типа или генерирующее звук устройство, смонтированное на устанавливаемом на голове устройстве 140 отображения или в качестве альтернативы на пульте 135 и (или) подставке 170. Вместе с тем может быть выбран любой способ представления звуковой информации конечному пользователю 12, выполняющему виртуальные сварочные действия. Следует также отметить, что посредством громкоговорителей 910 может передаваться звуковая информация других типов. Ее примеры включают словесные указания пользователя-инструктора 12b, передаваемые в реальном времени или в форме предварительно записанных сообщений. Воспроизведение предварительно записанных сообщений может автоматически инициироваться конкретными виртуальными сварочными действиями. Указания в реальном времени могут отдаваться на месте или из удаленного пункта. Вместе с тем, конечному пользователю 12 могут передаваться сообщения или указания любого типа.
Пульт
Как показано на фиг.2, 6 и 7, имитатор 10 может иметь пульт 135, содержащий один или несколько компонентов имитатора 10. В одном из вариантов осуществления пульт 135 может быть сконструирован наподобие источника питания сварочного аппарата. Это означает, что форма и размер пульта 135 могут соответствовать форме и размеру реального устройства. Управление имитатором 10 может осуществляться с помощью интерфейса пользователя 130 сварочного аппарата, который может быть выполнен похожим на рукоятки, циферблаты и (или) переключатели 133, 134 источника питания сварочного аппарата. Имитатор 10 может дополнительно иметь дисплей, которым может являться устройство 200 отображения. Закодированные команды, т.е. программное обеспечение, установленное в имитаторе 10, может направлять взаимодействие конечного пользователя 12 с имитатором 10 путем отображения команд и (или) пунктов меню на экране устройства 200. Взаимодействие с имитатором 10 может включать функции, касающиеся вопросов управления или настройки и активации имитатора. Они могут включать выбор конкретного способа сварки и типа электрода, а также настройку деталей, включая сварочное положение. Выбор, осуществляемый посредством интерфейса пользователя 130 сварочного аппарата, отображается устройством 200 отображения.
На фиг.6 проиллюстрирован один из примеров осуществления пульта 135 и интерфейса пользователя 130 сварочного аппарата. Интерфейс 130 пользователя сварочного аппарата может иметь набок кнопок 131, соответствующих вариантам 153 выбора пользователя, используемым при настройке и управлении имитатором 10. Кнопки 131 могут быть окрашены в соответствии с цветами вариантов 153 выбора пользователя, которые отображаются устройством 200 отображения. При нажатии на одну из кнопок 131 логической процессорной подсистеме 110 передается сигнал активации соответствующим функциональным средствам. Интерфейс 130 пользователя сварочного аппарата также может иметь джойстик 132, который пользователь может использовать для выбора различных параметров и вариантов, отображаемых устройством 200 отображения. Интерфейс 130 пользователя сварочного аппарата дополнительно имеет циферблат или рукоятку 133, которая в качестве примера может использоваться для регулировки скорости подачи сварочной проволоки/силы тока в амперах, и другой циферблат или рукоятку 134 для регулировки напряжения/балансировки. Интерфейс 130 пользователя сварочного аппарата также имеет циферблат или рукоятку 136 для выбора процесса дуговой сварки. В одном из вариантов осуществления настоящего изобретения могут выбираться три способа сварки, включающие дуговую сварку порошковой проволокой (FCAW), дуговую сварку плавящимся электродом (GMAW) и сварку металлическим покрытым электродом (SMAW). Интерфейс 130 пользователя сварочного аппарата дополнительно имеет циферблат или рукоятку 137 для выбора полярности сварки. В одном из вариантов осуществления настоящего изобретения могут выбираться три полярности дуговой сварки, включающие сварку переменным током (АС), положительным постоянным током (DC+) и отрицательным постоянным током (DC-). Вместе с тем, в имитаторе 10 могут быть предусмотрены другие способы сварки и функции настройки, не выходящие за пределы предполагаемого объема притязаний согласно варианту осуществления настоящего изобретения и включающие без ограничения дуговую сварку вольфрамовым электродом в среде инертного газа (TIG). Из вышесказанного легко понять, что настройка имитатора 10 соответствует настройке реального сварочного аппарата.
Функциональные средства 1213 графического интерфейса пользователя (смотри фиг.12) позволяют пользователю, действия которого отображаются наблюдательным устройством 150 отображения, с помощью джойстика 132 физического интерфейса 130 пользователя создавать сценарий сварки. Создание сценария сварки может включать выбор языка, ввод имени конечного пользователя, выбор учебной плиты (например, образца для испытания сварочного шва, Т-образной плиты, плоской плиты), выбор способа сварки (например, FCAW, GMAW, SMAW, TIG) и соответствующего режима переноса осевым напылением, пульсацией или короткой дугой, выбор типа газа и интенсивности подачи, выбор типа стержневого электрода (например, Е6010 или Е7018) и выбор типа порошковой электродной проволоки (например, самозащитной, с газообразующим покрытием). Создание сценария сварки также может включать настройку подставки 170 с образцами для испытания, что подробно описано далее. Создание сценария сварки дополнительно включает выбор среды (например, фоновой среды в пространстве виртуальной реальности), установку скорости подачи сварочной проволоки, установку уровня напряжения, выбор полярности и включение или выключение конкретных визуальных подсказок. Следует отметить, что в одном из вариантов осуществления в имитаторе 10 могут быть заложены ограничения, которыми могут являться налагаемые программным обеспечением ограничения, препятствующие реализации заданного сценария сварки, пока не будут надлежащим образом осуществлены соответствующие настройки выбранного процесса. Тем самым путем создания сценариев виртуальной сварки пользователи-ученики 12а изучают соответствующий диапазон настроек реальной сварки.
Соответственно, устройство 200 отображения отображает действия, соответствующие вариантам 153 выбора конечного пользователя, включая меню, операции, визуальные подсказки, настройка нового образца и количественная оценка. Эти варианты выбора пользователя могут быть привязаны к клавишам на пульте 135. По мере выбора различных вариантов посредством устройства 200 отображения отображаемые характеристики могут изменяться для предоставления пользователю выбранной информацией и других опций. Тем не менее, устройство 200 отображения, которым может являться наблюдательное устройство 150 отображения, может иметь другую функцию, состоящую в отображении виртуальных изображений, видимых конечным пользователем 12 во время работы имитатора 10, т.е. во время выполнения виртуальных сварочных действий. Устройство 200 отображения может быть настроено на отображение тех же изображений, которые видит конечный пользователь 12. В качестве альтернативы, устройство 200 отображения также может использоваться для отображения другого изображения или другой проекции виртуальных сварочных действий.
В одном из вариантов осуществления устройство 150, 200 отображения может использоваться для воспроизведения виртуальных сварочных действий, в электронном виде хранящихся в запоминающих устройствах 300, показанных на фиг.10. Данные, представляющие виртуальные сварочные действия конечного пользователя, могут сохраняться для воспроизведения и просмотра, загружаться в целях архивирования и (или) передаваться удаленные пункты для просмотра и разбора в реальном времени. При воспроизведении виртуальных сварочных действий могут отображаться такие подробности, как текучесть сварочной ванны, скорость перемещения, а также состояния 152 нарушения непрерывности, включая, например, неправильный катет углового шва, неправильное размещение валика, вогнутый валик, излишнюю выпуклость, ослабление, пористость, неполное проплавление, захватывание шлака, чрезмерное разбрызгивание и проплавление насквозь. Также может отображаться ослабление в результате находящегося вне допуска угла. Кроме того, может отображаться пористость, вызываемая перемещением дуги на слишком большое расстояние от свариваемой детали. Таким образом, имитатор 10 способен воспроизводить часть или все конкретные виртуальные сварочные действия и моделировать все особенности сценария виртуальной сварки, включая окклюзии и дефекты, непосредственно связанные с действиями конечного пользователя.
Как показано на фиг.6а, имитатор 10 также способен анализировать и отображать результаты виртуальных сварочных действий. Под анализом результатов подразумевается, что имитатор 10 способен определять, когда во время прохода при сварке и где на протяжении сварных соединений конечный пользователь 12 отклонился от допустимых пределов процесса сварки. Эффективности действий конечного пользователя 12 может даваться оценка. В одном из вариантов осуществления оценка может зависеть от отклонения от положения, ориентации и скорости учебного сварочного аппарата 160 в области допустимых значений в интервале от идеального прохода при сварке до предельно допустимой или неприемлемой сварки. Для количественной оценки эффективности действий конечного пользователя 12 в имитаторе 10 может использоваться любая градуированная шкала. Количественная оценка может отображаться в цифровой или буквенно-цифровой форме. Кроме того, эффективность действий конечного пользователя 12 может отображаться графически с привязкой ко времени и (или) положению на протяжении сварного соединения, чтобы показать, насколько точно учебный сварочный аппарат проходил через сварное соединение. Примерами параметров, которые могут измеряться, являются угол подачи электрода, угол между электродом и изделием, скорость и расстояние от сварного соединения, хотя в целях количественной оценки могут анализироваться любые параметры. Области допустимых значений параметров формируют на основе данных реальной сварки и тем самым обеспечивают точные данные обратной связи относительно того, насколько эффективно конечный пользователь будет действовать в реальных условиях работы. В другом варианте осуществления может быть предусмотрен анализ дефектов в результате действий конечного пользователя 12, который выводится на устройство отображения 150, 200. В этом варианте осуществления может отображаться диаграмма с указанием типа нарушений непрерывности, обнаруженного в результате измерения различных параметров, контролируемых во время виртуальных сварочных действий. Хотя окклюзии могут быть не видны на устройстве 200 отображения, тем не менее, в результате действий конечного пользователя 12 могут возникать дефекты, последствия которых могут отображаться соответствующим образом, т.е. в виде диаграмм.
Устройство 200 отображения также может использоваться для отображения учебных пособий, которые используется для обучения конечного пользователя 12. Примеры учебных пособий могут включать инструкции, которые могут наглядно отображаться в форме видео или изображений. Кроме того, инструкции могут записываться или представляться в упомянутом выше звуковом формате. Такие данные могут сохраняться и вестись в запоминающем устройстве 300. В одном из вариантов осуществления имитатор 10 способен отображать операции виртуальной сварки с представлением различных параметров 151 сварки, включая положение, расстояние от электрода до изделия, угол сварки, угол подачи электрода и скорость перемещения, которые именуются в изобретении визуальными подсказками.
В одном из вариантов осуществления может использоваться дистанционная связь для передачи виртуального указания находящимся на удалении персоналом, т.е. удаленными пользователями, использующими устройства сходной или отличающейся конструкции, т.е. имитаторы. Отображение процесса виртуальной сварки может осуществляться посредством подключения к сети, включая без ограничения Интернет, локальные сети и другие средства передачи данных. Данные, отображающие конкретное сварное соединение (включая переменные характеристики эффективности), могут передаваться другой системе, способной отображать виртуальное изображение и (или) данные. Следует отметить, что передаваемые данные являются достаточно подробными, чтобы удаленный пользователь (-и) мог проанализировать эффективность действий сварщика. Данные, передаваемые удаленной системе, могут использоваться для формирования виртуальной среды сварки и тем самым воссоздания конкретного процесса сварки. Вместе с тем, для передачи данных эффективности или виртуальных сварочных действий другому устройству может использоваться любой способ, не выходящий за пределы предполагаемого объема притязаний согласно вариантам осуществления настоящего изобретения.
Образец для испытания сварочного шва
Как показано на фиг.1, 9а и 9б, имитатор 10 может содержать образец 175 для испытания сварочного шва, сходный с помещенными бок о бок отрезками труб для формирования сварного соединения 176. Образец 175 для испытания сварочного шва может использоваться в сочетании с имитатором 10, который инструктирует конечного пользователя 12 во время выполнения виртуальных сварочных действий. Может использоваться множество образцов 175 для испытания сварного шва, иными словами, с возможностью чередования в ходе заданного цикла виртуальных сварочных действий. Типы образцов для испытания сварного шва могут включать, в том числе, цилиндрические отрезки труб, дугообразные отрезки труб, сварные соединения плоских плит и Т-образных плит. В одном из вариантов осуществления каждый из образцов для испытания сварного шва может содержать сварные соединения с зазором в вершине разделки или сварные соединение с разделкой кромок. Тем не менее, образец для испытания сварочного шва может содержать сварные соединения любых конфигураций, не выходящих за пределы предполагаемого объема притязаний согласно вариантам осуществления настоящего изобретения.
Размеры образцов 175 для испытания сварного шва могут варьировать. В случае цилиндрической трубы диапазон внутренних диаметров может составлять от 1,5 дюймов (внутренний диаметр) до 18 дюймов (внутренний диаметр). В одном из частных вариантов диапазон внутренних диаметров может превышать 18 дюймов. В другом варианте осуществления дугообразные отрезки труб могут иметь характеристический радиус в диапазоне от 1,5 дюймов (внутренний диаметр) до 18 дюймов и более (внутренний диаметр). Кроме того, подразумевается, что может использоваться образец 175 для испытания сварочного шва, имеющий любой внутренний диаметр как менее 1,5 дюймов, так и более 18 дюймов. В практическом смысле может использоваться образец 175 для испытания сварочного шва любого размера при условии, что образец 175 для испытания сварочного шва или часть образца 175 для испытания сварочного шва вписывается в оболочку, формируемую устройством 120 слежения за перемещением в пространстве. Плоская плита также может иметь протяженность до 18 дюймов и более в длину. Вместе с тем, подразумевается, что верхний предел размеров образца 175 для испытания сварочного шва ограничен только размером и силой чувствительного поля, формируемого устройством 120 слежения за перемещением в пространстве, и его способностью перемещаться относительно образца 175 для испытания сварочного шва. Все такие варианты считаются входящими в объем притязаний согласно вариантам осуществления настоящего изобретения.
Как упоминалось выше, образец 175 для испытания сварочного шва может быть выполнен из материала, не создающего помех для устройства 120 слежения за перемещением в пространстве. В случае устройств слежения за перемещением в пространстве, формирующих магнитное поле, образец 175 для испытания сварочного шва может быть выполнен из неферритного и непроводящего материала. Вместе с тем, может быть выбран материал любого типа, применимый в устройстве 120 слежения за перемещением в пространстве или других датчиках выбранного типа.
Как показано на фиг.9а и 9б, образец 175 для испытания сварочного шва может быть сконструирован таким образом, чтобы помещаться на столе или подставке 170, которая служит (по меньшей мере частично) для постоянной фиксации образца 175 для испытания сварочного шва относительно устройства 120 слежения за перемещением в пространстве. Соответственно, образец 175 для испытания сварочного шва может иметь соединительный участок 177 или соединитель 177. Соединительный участок 177 может проходить от одной стороны образца 175 для испытания сварочного шва, которой, как показано, может являться нижняя сторона, и может входить в механическое блокировочное устройство, которым снабжена подставка 170. Следует учесть, что ориентация образца 175 для испытания сварочного шва, когда его помещают на подставку 170, должна быть постоянной, т.е. воспроизводимой для обеспечения точного соответствия виртуальной свариваемой детали, т.е. трубе, созданной в виртуальной среде 15 сварки. За счет этого при условии, что имитатору 10 известно, как изменилось положение образца 175 для испытания сварочного шва, на виртуальном аналоге могут осуществляться соответствующие корректировки. Например, во время настройки конечный пользователь 12 может выбирать размер трубы для сварки. Затем конечный пользователь 12 может помещать соответствующий образец 175 для испытания сварочного шва на подставку 170 и фиксировать его в требуемом положении. После этого конечный пользователь 12 может выбирать желаемое сварочное положение посредством интерфейса 130 пользователя сварочного аппарата. Как описано далее, затем подставка 170 может быть наклонена или отрегулирована, чтобы установить образец 175 для испытания сварочного шва в любом сварочном положении, распознаваемом имитатором 10. Разумеется, следует учесть, что при регулировке положения образца 175 для испытания сварочного шва также регулируется положение устройства 120 слежения за перемещением в пространстве и тем самым сохраняется относительное положение образца 175 для испытания сварочного шва в пределах поля слежения датчиков.
На фиг.9 проиллюстрирован один из вариантов осуществления подставки 170. Подставка 170 может иметь переставляемый стол 171, основание 172, регулируемый кронштейн 173 и стойку 174. Стол 171 и кронштейн 173 соответствующим образом прикреплены к стойке 174. Стол 171 и кронштейн 173 выполнены с возможностью регулирования каждого из них по высоте стойки 174 путем перемещения вверх, вниз и (или) поворота относительно стойки 174. Кронштейн 173 служит для фиксации образца 175 для испытания сварочного шва аналогично тому, как это описано в изобретении. Стол 171 может использоваться конечным пользователем 12, чтобы опираться на него руками в процессе работы. В одном из частных вариантов стойка 174 снабжена указателями положения, чтобы пользователь точно знал, как расположены кронштейн 173 и стол 171. Эта информация также может вводиться в имитатор 10 во время настройки посредством интерфейса 130 пользователя сварочного аппарата и устройства 150 отображения 150.
Предусмотрен альтернативный вариант осуществления настоящего изобретения, в котором положения стола 171 и кронштейн 173 автоматически регулируются в ответ на выбор вариантов во время настройки имитатора 10. В этом варианте осуществления варианты, выбранные посредством интерфейса 130 пользователя сварочного аппарата, могут сообщаться логической процессорной подсистеме 110. Логическая процессорная подсистема 110 может управлять исполнительными механизмами и датчиками обратной связи, реализованными в подставке 170, с целью установки образца 175 для испытания сварочного шва без физического перемещения кронштейна 173 или стола 171. В одном из вариантов осуществления исполнительные механизмы и датчики обратной связи могут представлять собой серводвигатели с электрическим приводом. Тем не менее, для автоматической регулировки положения подставки 170 может использоваться любое двигательное приспособление, выбранное, исходя из здравогоинженерного суждения. За счет этого процесс настройки образца 175 для испытания сварочного шва автоматизируется и не требует ручного регулировки со стороны конечного пользователя 12.
В другом варианте осуществления настоящего изобретения предусмотрены интеллектуальные устройства, используемые в сочетании с образцами 175 для испытания сварочного шва, которые именуются в изобретении "интеллектуальными" образцами 175. В этом варианте осуществления образец 175 для испытания сварочного шва оснащен устройством, содержащим информацию об этом конкретном образце 175 для испытания сварочного шва с возможностью ее считывания подставкой 170. В частности, кронштейн 173 может быть оснащен детекторами, считывающими данные, хранящиеся в устройстве, установленном на образце 175 для испытания сварочного шва. Например, могут использоваться цифровые данные, закодированные в датчике, например, микроэлектронном устройстве, которые могут считываться в беспроводном режиме при приближении к детекторам. Другие примеры могут включать использование пассивных устройств наподобие штрихового кодирования. Вместе с тем, для интеллектуальной передачи информации об образце 175 для испытания сварочного шва логической процессорной подсистеме 110 может использоваться любой способ, выбранный, исходя из здравого инженерного суждения.
Данные, хранящиеся в образце 175 для испытания сварочного шва, могут автоматически указывать имитатору 10 тип образца 175 для испытания сварочного шва, который помещен на подставку 170. Например, в случае образца 2-дюймовой трубы может указываться информация о диаметре. В качестве альтернативы, образец плоской плиты может содержать информацию, указывающую тип сварного соединения, предусмотренный в образце, например, сварное соединение с разделкой кромок или стыковое сварное соединение, а также его физические размеры. Тем самым информация об образце 175 для испытания сварочного шва может использоваться для автоматизации части настройки имитатора 10, связанной с выбором и установкой образца 175 для испытания сварочного шва.
Функциональные средства 1208 калибровки (смотри фиг.12) обеспечивают возможности соотносить физические компоненты в условиях реального пространства (трехмерной системы отсчета) с визуальными компонентами в виртуальной среде 15 сварки. Образец 175 для испытания сварочного шва каждого отличающегося типа калибруют на заводе, для чего устанавливают его кронштейн 173 подставки 170 и прикасаются к нему в заданных точках 179 (обозначенных, например, тремя ямками 179 на образце 175 для испытания сварочного шва) наконечником калибровочного устройства, оперативно связанным с подставкой 170. Имитатор 10 считывает показатели интенсивности магнитного поля в заданных точках 179, предоставляет информацию о положении логической процессорной подсистеме 110, которая использует ее для калибровки (т.е. переноса из реального пространства в виртуальное пространство).
Соответственно, любая часть образца 175 для испытания сварочного шва одного и того же типа помещается на кронштейне 173 подставки 170 одинаковым воспроизводимым способом в пределах очень жестких допусков. Таким образом, после калибровки образца 175 для испытания сварочного шва конкретного типа не требуется многократная калибровка сходных образцов, т.е. калибровка образца 175 для испытания сварочного шва конкретного типа является разовым событием. Иными словами, образцы 175 для испытания сварного шва одного и того же типа являются взаимозаменяемыми. Калибровка обеспечивает соответствие физической обратной связи, воспринимаемой пользователем в процессе сварки, отображению в виртуальном пространстве, благодаря чему имитации выглядит более реальной. Например, если пользователь перемещает наконечник учебного сварочного аппарата 160 вокруг угла реального образца 175 для испытания сварочного шва, пользователь увидит перемещение наконечника вокруг угла виртуального образца на устройстве 200 отображения по мере того, как будет он ощущать перемещение наконечника вокруг реального угла. В одном из вариантов осуществления настоящего изобретения учебный сварочный аппарат 160 также может быть смонтирован на предварительно установленном держателе, калиброванном аналогичным образом с учетом известного положения держателя.
Согласно другому варианту осуществления настоящего изобретения "интеллектуальные" образцы могут быть снабжены датчиками, которые позволяют имитатору 10 отслеживать предварительно заданную точку калибровки или углы "интеллектуального" образца. Датчики могут быть установлены на образце 175 для испытания сварочного шва точно по месту нахождения заданных точек калибровки. Тем не менее, может быть выбран любой способ передачи имитатору 10 данных калибровки. Соответственно, имитатору 10 постоянно известно местонахождение "интеллектуального" образца в реальном трехмерном пространстве. Кроме того, могут быть предусмотрены лицензионные ключи для "отпирания" образцов 175 для испытания сварного шва. При приобретении конкретного образца 175 для испытания сварочного шва может предоставляться лицензионный ключ, который конечный пользователь 12а, 12b вводит в имитатор 10, чтобы разблокировать программное обеспечение, связанное с этим конкретным образцом 175 для испытания сварочного шва. В одном из альтернативных вариантов осуществления могут предоставляться особые нестандартные образцы для испытания сварного шва на основе реальных подготовленных САПР чертежей деталей.
Процессорная система
Как показано на фиг.2, 4 и 10 и упоминалось выше, имитатор 10 содержит логическую процессорную подсистему 110, которая может иметь программируемые электронные схемы 200 для выполнения закодированных команд, используемых для формирования виртуальной среды 15 сварки. Программируемые электронные схемы 200 могут содержать один или несколько логических процессоров 203 или логических систем 203 на основе процессоров, которые могут состоять из одного или нескольких микропроцессоров 204. В одном из частных вариантов осуществления программируемые электронные схемы 200 могут содержать центральный процессор (-ы) (ЦП) и графический процессор (-ы) (ГП), которые дополнительно рассмотрены далее. Могут быть предусмотрены дополнительные схемы, такие как, например, электронная память, т.е. ОЗУ, ПЗУ, а также другие периферийные вспомогательные схемы. Следует отметить, что электронную память может иметь как в ЦП, так и ГП, каждый из которых может быть по отдельности запрограммирован на представление особенностей описанной в изобретении виртуальной среды 15 сварки. Кроме того, программируемые электронные схемы 200 могут содержать и использовать запоминающие устройства 300, такие как накопители на жестком диске, оптические запоминающие устройства, флэш-память и т.п. Могут быть предусмотрены электронные схемы других типов, обеспечивающие обмен данными между устройствами внутри имитатора 10 или между различными имитаторами 10. Они могут включать, например, схемы для приема данных от одного или нескольких устройств 155 ввода, например, устройства слежения за перемещением в пространстве или датчика или для передачи данных по одной или нескольким сетям, которыми могут являться локальная вычислительная сеть (ЛВС), глобальная вычислительная сеть (ГВС) и (или) Интернет. Подразумевается, что упомянутые устройства и процессы являются иллюстративными по своему характеру и не должны считаться ограничивающими. По существу, в вариантах осуществления настоящего изобретения могут быть включены программируемые схемы, вспомогательные схемы, схемы связи и (или) запоминающие устройства для данных любого типа, выбранные, исходя из здравого инженерного суждения.
На фиг.10 проиллюстрирована блок-схема одного из примеров осуществления логической процессорной подсистемы 110 имитатора 10. В логическую процессорную подсистему 110 может входить центральный процессор (ЦП) 111 и два графических процессора (ГП) 115. Оба ГП 115 могут быть запрограммированы на имитацию в виртуальной реальности сварочной ванны с отображаемыми в реальном времени характеристиками текучести расплавленного металла и рассеяния тепла.
На фиг.11 показана блок-схема графического процессора (ГП) 115. Каждый ГП 115 поддерживает реализацию алгоритмов параллельной передачи данных. В одном из вариантов осуществления настоящего изобретения каждый ГП 115 обеспечивает по два выходных видеосигнала 118 и 119, способных формировать два изображения виртуальной реальности. Два из выходных видеосигналов могут поступать в устанавливаемое на голове устройство 140 отображения для визуализации точки обзора сварщика, а третий выходной видеосигнал может поступать в наблюдательное устройство 150 отображения, например, для визуализации точки обзора сварщика или какой-либо иной точки обзора. Четвертый выходной видеосигнал может поступать, например, в проектор или использоваться в каких-либо иных целях, применимых для имитации виртуальной среды 15 сварки. Оба ГП 115 могут выполнять одни и те же вычисления физических параметров сварки, но могут визуализировать виртуальную среду 15 сварки с одной и той же или различных точек обзора. ГП 115 имеет вычислительную архитектуру 116 на основе унифицированных модулей (CUDA, от английского - computed unified device architecture) и шейдер 117. CUDA 116 является вычислительным средством ГП 115, доступным для разработчиков программного обеспечения посредством стандартных языков программирования. CUDA 116 имеет параллельные ядра и используется для реализации модели физических параметров имитируемой сварочной ванны, описанной в изобретении. ЦП 111 посредством CUDA 116 передает ГП 115 поступающие в реальном времени входные данные сварки. В одном из частных вариантов шейдер 117 отвечает за формирование и применение изобразительных элементов имитации. Изобразительные элементы наплавленного валика и сварочной ванны приводятся в действие в зависимости от состояния карты смещения элементов сварки, которая описана далее. В одном из вариантов осуществления настоящего изобретения реализация и обновление модели физических параметров происходит с частотой около 30 раз в секунду.
На фиг.12 проиллюстрирована функциональная блок-схема одного из примеров осуществления имитатора 10. Различные функциональные блоки имитатора 10 могут быть реализованы преимущественно посредством команд программного обеспечения и модулей, действующих в логической процессорной подсистеме 110. Различные функциональные блоки имитатора 10 включают физический интерфейс 1201, модели 1202 сварочной горелки и зажимного устройства, модели 1203 среды, функциональные средства 1204 звукового контента, сопровождающие сварку звуки 1205, модель 1206 подставки/стола, внутренние функциональные средства 1207 архитектуры, функциональные средства 1208 калибровки, модели 1210 образцов, функциональные средства 1211 имитации физических параметров сварки, устройство 1212 внутренней регулировки физических параметров (блок подстройки), функциональные средства 1213 графического пользовательского интерфейса, функциональные средства 1214 отображения графической информации, функциональные средства 1215 генерации отчетов, функциональные средства 1216 визуализации, функциональные средства 1217 визуализации наплавленного валика, функциональные средства 1218 отображения текстур объемных объектов, функциональные средства 1219 визуальных подсказок, функциональные средства 1220 количественной оценки и допусков, редактор 1221 по допускам и специальные эффекты 1222.
Внутренние функциональные средства 1207 архитектуры обеспечивают более высокий уровень логистики программного обеспечения процессов, выполняемых имитатором 10, включая, например, загрузку файлов, хранение информации, управление потоками, включение модели физических параметров и запуск меню. В одном из вариантов осуществления настоящего изобретения внутренние функциональные средства 1207 архитектуры выполняются в ЦП 111. Некоторые данные, вводимые в реальном времени в логическую процессорную подсистему 110, включают положение сварочной дуги, положение сварочного пистолета, положение устанавливаемого на голове устройства отображения или шлема, состояние включения/выключения сварочного пистолета и состояние контакта (да/нет).
В процессе выполнения сценария имитации сварки функциональные средства 1214 отображения графической информации осуществляют сбор параметров качества действий пользователя, и предоставляет их функциональным средствам 1213 графического интерфейса пользователя для отображения в наглядной форме (например, на наблюдательном устройстве 150 отображения). Данные слежения из устройства 120 слежения за перемещением в пространстве поступают в функциональные средства 1214 отображения графической информации. Функциональные средства 1214 отображения графической информации включают модуль простого анализа (SAM, от английского -simple analysis module) и модуль анализа продольных/поперечных колебаний (WWAM, от английского - whip/weave analysis module). SAM анализирует параметры выполняемой пользователем сварки, включающие угол подачи электрода, скорость перемещения, угол сварки, положение и расстояние от электрода до изделия, путем сравнения параметров сварки с данными, хранящимися в таблицах сварных швов. WWAM анализирует параметры продольных колебаний, включающие шаг сварных точек, частоту колебаний и тепловую постоянную времени сварочной ванны. WWAM также анализирует параметры поперечных колебаний, включая размах, шаг и частоту поперечных колебаний. SAM и WWAM интерпретируют исходные входные данные (например, данные положения и ориентации) и преобразуют их в функционально применимые данные для отображения графической информации. Для каждого параметра, анализируемого SAM и WWAM, определяют область допустимых значений, ограниченную предельными значениями, приближенными к оптимальному или идеальному заданному значению, введенному в таблицы сварных швов с использованием редактора 1221 по допускам, и приводят в действие функциональные средства 1220 количественной оценки и допусков.
Редактор 1221 по допускам имеет сварочный шаблон с указанием приблизительного расхода материалов, потребления электроэнергии и времени сварки. Кроме того, при выходе определенных параметров за пределы допусков могут возникать нарушения непрерывности сварки (т.е. дефекты сварки). Нарушения непрерывности сварки обрабатываются функциональными средствами 1214 отображения графической информации и в наглядной форме представляются с помощью функциональных средств 1213 графического интерфейса пользователя. Такие нарушения непрерывности сварки включают неправильный катет углового шва, неправильное размещение валика, вогнутый валик, излишнюю выпуклость, ослабление, пористость, неполное проплавление, захватывание шлака и чрезмерное разбрызгивание. В одном из вариантов осуществления настоящего изобретения степень или величина нарушений непрерывности зависит от того, насколько далек конкретный параметр действий пользователя от оптимального или идеального заданного значения.
Для пользователей различных типов, таких как, например, новички, опытные сварщики и участники демонстраций могут устанавливаться различные предельные значения параметров. Функциональные средства 1220 количественной оценки и допусков генерируют числовые оценки в зависимости от того, насколько близок к оптимуму (идеалу) конкретный параметр действий пользователя, и в зависимости от степени имеющихся нарушений непрерывности или дефектов сварки. Информация от функциональных средств 1220 количественной оценки и допусков и от функциональных средств 1214 отображения графической информации может использоваться функциональными средствами 1215 генерации отчетов для создания отчета, предназначенного для инструктора и (или) ученика.
Функциональные средства 1219 визуальных подсказок обеспечивают пользователя немедленной обратной связью путем отображения накладываемых цветом и индикаторов на устанавливаемом на голове устройстве 140 отображения и (или) наблюдательном устройстве 150 отображения. Визуальные подсказки предоставляются для каждого из параметров 151 сварки, включая положение, расстояние от электрода до изделия, угол сварки, угол подачи электрода и скорость перемещения, и наглядно указывают пользователю, требуют ли корректировки некоторые особенности техники пользователя с учетом заданных пределов или допусков. Также могут предоставляться визуальные подсказки, касающиеся, например, метода сварки с продольными/поперечными колебаниями электрода и шага сварных точек.
В одном из вариантов осуществления настоящего изобретения предусмотрена имитация в виртуальном пространстве сварочной ванны с отображаемыми в реальном времени характеристиками текучести расплавленного металла и рассеяния тепла. В основе имитации сварочной ванны лежат функциональные средства 1211 имитации физических параметров сварки (иначе - модель физических параметров), которые в одном из вариантов осуществления настоящего изобретения могут быть реализованы в ГП 115. В функциональных средствах имитации физических параметров сварки применяется метод двойных слоев смещения для точного моделирования динамической текучести/вязкости, цельности, теплового градиента (поглощения и рассеяния тепла), следа сварочной ванной и формы валика, который подробнее описан со ссылкой на фиг.14а-14в.
Функциональные средства 1211 имитации физических параметров сварки поддерживают связь с функциональными средствами 1217 визуализации наплавленного валика для визуализации наплавленного валика во всех состояниях от нагретого расплавленного состояния до охлажденного затвердевшего состояния. Функциональные средства 1217 визуализации наплавленного валика используют информацию, поступающую от функциональных средств 1211 имитации физических параметров сварки (например, нагрева, текучести, деформации и шага), точной и реалистичной визуализации в реальном времени наплавленного валика в виртуальном пространстве. Функциональные средства 1218 отображения текстур объемных объектов предоставляют карты отображения текстуры функциональным средствам 1217 визуализации наплавленного валика для наложения дополнительных текстур (например, пригорание, шлак, зерно) на имитированный наплавленный валик.
Функциональные средства 1216 визуализации используются для визуализации различных не специфических для сварочной ванны характеристик с использованием поступающей от модуля 1222 специальных эффектов информации, включая искры, брызги, дым, тление дуги, пары и некоторые нарушения непрерывности, такие как, например, ослабление и пористость.
Устройство 1212 внутренней регулировки физических параметров является устройством для тонкой подстройки, позволяющим уточнять, обновлять и изменять различные физические параметры сварки применительно к различным способам сварки. В одном из вариантов осуществления настоящего изобретения устройство 1212 внутренней регулировки физических параметров реализовано в ЦП 111, a скорректированные или обновленные параметры загружают в ГП 115. Параметры, которые могут корректироваться посредством устройства 1212 внутренней регулировки физических параметров, включают параметры образцов для испытания сварного шва, технологические параметры, позволяющие изменять процесс без необходимости перенастройки образца для испытания сварочного шва (для выполнения второго прохода), различные глобальные параметры, которые могут быть изменены без перенастройки всей имитации, и другие различные параметры.
На фиг.13 показана блок-схема одного из вариантов осуществления способа 1300 обучения с использование имитатора 10. На шаге 1310 перемещают учебный сварочный аппарат относительно образца для испытания сварочного шва в соответствии с методом сварки. На шаге 1320 отслеживают положение и ориентацию учебного сварочного аппарата в трехмерном пространстве с использованием системы сварки в виртуальной реальности. На шаге 1330 просматривают дисплей системы сварки в виртуальной реальности, на котором в реальном времени отображаются имитируемые в виртуальном пространстве учебный сварочный аппарат и образец для испытания сварочного шва по мере того, как имитированный учебный сварочный аппарат наносит материал имитированного наплавленного валика по меньшей мере на одну имитированную поверхность имитированного образца для испытания сварочного шва путем формирования имитированной сварочной ванны вблизи имитированной дуги, которую генерирует упомянутый имитированный учебный сварочный аппарат. На шаге 1340 просматривают на дисплее отображаемые в реальном времени характеристики текучести расплавленного металла и рассеяния тепла имитированной сварочной ванны. На шаге 1350 изменяют в реальном времени по меньшей мере одну особенность метода сварки, исходя из просмотра отображаемых в реальном времени характеристик текучести расплавленного металла и рассеяния тепла имитированной сварочной ванны.
Способ 1300 иллюстрирует, как пользователь может видеть сварочную ванну в виртуальном пространстве и изменять используемый им метод сварки, исходя из просмотра различных характеристик имитированной сварочной ванны, включая отображаемые в реальном времени текучесть расплавленного металла (например, вязкость) и рассеяние тепла. Пользователь также может просматривать и реагировать на другие характеристики, включая след сварочной ванной и шаг сварки в реальном времени. Просмотр и реакция на характеристики сварочной ванны зависит от числа операций сварки, в действительности выполняемых в реальных условиях работы. Моделирование путем двойных слоев смещения, которое осуществляют функциональные средства 1211 имитации физических параметров, реализованные в ГП 115, позволяет точно моделировать и представлять пользователю такие отображаемые в реальном времени характеристики текучести расплавленного металла и рассеяния тепла. Например, рассеяние тепла определяет время затвердения (т.е. сколько времени требуется для полного затвердения элемента сварки).
Кроме того, пользователь может выполнить второй проход поверх наплавленного валика с использованием того же самого или другого (например, второго) учебного сварочного аппарата, сварочного электрода и (или) способа сварки. Согласно сценарию такого второго прохода в виртуальном пространстве отображается имитированный учебный сварочный аппарат, образец для испытания сварочного шва и первоначальный имитированный наплавленный валик по мере того, как имитированный учебный сварочный аппарат наносит материал второго имитированного наплавленного валика, сливающийся с материалом первого имитированного наплавленного валика, путем формирования второй имитированной сварочной ванны вблизи имитированной дуги, генерируемой имитированным учебным сварочным аппаратом. Аналогичным способом могут выполняться дополнительные последующие проходы с использованием того же самого или других сварочных аппаратов или способов. В некоторых вариантах осуществления настоящего изобретения при выполнении второго или последующего прохода материал ранее наплавленного валика сливается с материалом нового наплавленного валика, наносимого по мере формирования в виртуальном пространстве новой сварочной ванны из сочетания материала любого ранее наплавленного валика, материала нового наплавленного валика и, возможно, нижележащего материала образца. Такие последующие проходы могут выполняться, например, для исправления наплавленного валика, сформированного при предыдущем проходе, или могут включать тепловой проход и один или несколько перекрывающих зазор проходов после выполнения прохода при заварке корня шва во время сварки труб. В различных вариантах осуществления настоящего изобретения может имитироваться материал наплавленного валика из мягкой стали, нержавеющей стали и алюминия.
Механизм моделирования
На фиг.14а-14б концептуально проиллюстрирована карта смещения 1420 элементов сварки согласно одному из вариантов осуществления настоящего изобретения. На фиг.14а показан вид сбоку образца 1400 для испытания нижнего сварного шва, имеющего плоскую верхнюю поверхность 1410. Реальный образец 1400 для испытания сварочного шва представляет собой, например, деталь из пластмассы, которая также представлена в виртуальном пространстве в виде имитированного образца для испытания сварочного шва. На фиг.14б показана верхняя поверхность 1410 имитированного образца для испытания сварочного шва 1400, разбитая на сетку или массив элементов сварки ("wexels"), образующих карту 1420 элементов сварки. Каждый элемент сварки (например, элемент 1421 сварки) занимает небольшую часть поверхности 1410 образца для испытания сварочного шва. Карта элементов сварки определяет разрешение поверхности. Каждому элементу сварки присваивают значения параметров переменных каналов, позволяющие динамически изменять в реальном времени значения каждого элемента сварки в виртуальном пространстве в процесс имитированной сварки. Значения параметров переменных каналов соответствуют каналам "сварочная ванна" (смещение текучести/вязкости расплавленного металла), "тепло" (поглощение/рассеяние тепла), "смещение" (пространственное смещение), и "экстра" (различные дополнительные состояния, например, шлак, зерно, пригорание, металл в исходном состоянии). Эти переменные каналы именуют в изобретении PHED для обозначения каналов "сварочная ванна", "тепло", "экстра" и "смещение", соответственно.
На фиг.15 проиллюстрирован один из примеров осуществления пространства образца и пространства сварки показанного на фиг.14 образца 1400 для испытания нижнего сварного шва, имитированного в имитаторе 10, показанном на фиг.1 и 2. Точки О, X, Y и Z ограничивают локальное трехмерное пространство образца. В целом образец каждого типа определяет отображение трехмерного пространства образца в двухмерном виртуальном пространстве сварки. Показанная на фиг.14 карта 1420 элементов сварки представляет собой двумерный массив значений, которые отображаются в виртуальном пространстве сварки. Как показано на фиг.15, пользователь должен выполнить сварку от точки В до точки Е. На фиг.15 показана траектория от точки В до точки Е как в трехмерном пространстве образца, так и в двухмерном пространстве сварки.
Образец каждого типа определяет направление смещения для каждого местоположения на карте элементов сварки. В случае образца для испытания нижнего сварного шва, показанного на фиг.15, направление смещения является одинаковым во всех местоположениях на карте элементов сварки (т.е. по оси Z). Для ясности координаты текстуры на карте элементов сварки обозначены как S, Т (иногда U, V) как в трехмерном пространстве образца, так и двухмерном пространстве сварки. Карта элементов сварки представляет прямоугольную поверхность 1410 образца для испытания сварочного шва 1400.
На фиг.16 проиллюстрирован один из примеров осуществления пространства образца и пространства сварки образца для испытания углового сварного шва 1600, имитированного в имитаторе 10. Образец для испытания углового сварного шва 1600 имеет две поверхности 1610 и 1620 в трехмерном пространстве, которые отображены в двухмерном пространстве сварки, как показано на фиг.16. И в этом случае точки О, X, Y и Z ограничивают локальное трехмерное пространство образца. Для ясности координаты текстуры на карте элементов сварки обозначены как S, Т как в трехмерном пространстве образца, так и двухмерном пространстве сварки. Как показано на фиг.16, пользователь должен выполнить сварку от точки В до точки Е. На фиг.16 показана траектория от точки В до точки Е как в трехмерном пространстве образца, так и в двухмерном пространстве сварки. Вместе с тем, как показано в трехмерном пространстве образца, смещение направлено в сторону линии Х′-O′, т.е. противоположного угла.
На фиг.17 проиллюстрирован один из примеров осуществления пространства образца и пространства сварки образец 1700 для испытания сварного шва на трубах, имитированного в имитаторе 10. Образец 1700 для испытания сварного шва на трубах имеет криволинейную поверхность 1710 в трехмерном пространстве образца, которые отображены в двухмерном пространстве сварки. Точки О, X, Y и Z и в этом случае ограничивают локальное трехмерное пространство образца. Для ясности координаты текстуры на карте элементов сварки обозначены как S, Т как в трехмерном пространстве образца, так и двухмерном пространстве сварки. Как показано на фиг.17, пользователь должен выполнить сварку от точки В до точки Е. Показана криволинейная траектория и прямая линия от точки В до точки Е в трехмерном пространстве образца и в двухмерном пространстве сварки, соответственно. Смещение направлено в противоположную сторону от линии Y-O (т.е. от центра трубы). На фиг.18 проиллюстрирован один из примеров осуществления образца 1700 для испытания сварного шва на трубах, показанного на фиг.17. Образец 1700 для испытания сварного шва на трубах изготовлен из неферритной, непроводящей пластмассы и имитирует два отрезка 1701 и 1702 трубы, которые соединены корневым сварным швом 1703. Также показана установочная часть 1704 для крепления к кронштейну 173 подставки 170.
Аналогично тому, как карта отображения текстуры может быть наложена на прямоугольную поверхность рельефа, карта элементов сварки может быть наложена на прямоугольную поверхность образца для испытания сварочного шва. Каждый элементы карты именуется элементом сварки ("wexel") по аналогии с тем, что каждый элемент изображения именуется пикселем (сокращение от элемента изображения). Пиксел содержит каналы информации, характеризующие цвет (например, красный, зеленый, синий и т.д.). Элемент сварки содержит каналы информации (например, Р, Н, Е, D), характеризующие свариваемую поверхность в виртуальном пространстве.
В одном из вариантов осуществления настоящего изобретения формат элемента сварки в сумме отображают каналы PHED (сварочная ванна, тепло, экстра, смещение) в форме четырех чисел с плавающей запятой. Канал "эстра" содержит множество битов для хранения логической информации об элементе сварки, такой как, например, присутствует ли шлак в местонахождении элемента сварки. Канал "сварочная ванна" служит для хранения значения смещения для сжиженного металла в местонахождении элемента сварки. Канал "смещение" служит для хранения значения смещения для затвердевшего металла в местонахождении элемента сварки. Канал "тепло" служит для хранения значения, отображающего количество тепла в местонахождении элемента сварки. За счет этого свариваемая часть образца способна отображать смещение под действием наплавленного валика, мерцание поверхности сварочной ванны под действием жидкого металла, цвет под действием тепла и т.д. Все эти эффекты достигаются с помощью шейдеров вершин и пикселов, которые применяют к свариваемой поверхность.
В одном из вариантов осуществления настоящего изобретения используют карту смещения и систему частиц, в которой частицы способны взаимодействовать друг с другом и накладываются на карту смещения. Частицы представляют собой частицы виртуальной динамической текучей среды и обеспечивают текучесть сварочной ванны, но непосредственно не визуализируются (т.е. непосредственно не видны). Вместо этого можно видеть только влияние частиц на карту смещения. Тепло, подводимое к элементу сварки, влияет на перемещение соседних частиц. При имитации сварочной ванны происходит смещение двух типов, а именно, смещение сварочной ванны и смещение. Смещение сварочной ванны является "временным" и длится только, пока присутствуют частицы и тепло. Смещение является "постоянным". Смещение сварочной ванны отображает быстрое изменение жидкого металла во время сварки (например, мерцание) и может считаться происходящим "поверх" смещения. Частицы перекрывают часть виртуальной карты смещения поверхность (т.е. карты элементов сварки). Смещение отображает твердый цельный металл, включая как исходный основной металл, так и наплавленный валик, который затвердел.
В одном из вариантов осуществления настоящего изобретения имитированный способ сварки в виртуальном пространстве осуществляют следующим образом:
излучатель имитированного учебного сварочного аппарата 160 испускает поток частиц в виде тонкого конуса. Частицы сначала соприкасаются с поверхностью имитированного образца для испытания сварочного шва, которая охарактеризована картой элементов сварки. Частицы взаимодействуют друг с другом и с картой элементов сварки и накаливаются в реальном времени. Чем ближе элемент сварки к излучателю, тем больше тепла подается. Тепло моделируют в зависимости от расстояния до дуги и от того, как долго поступает тепло от дуги. Некоторые изобразительные элементы (например, цвет и т.д.) приводятся в действие теплом. Отображение или визуализация сварочной ванны в виртуальном пространстве осуществляется на основании достаточно нагретых элементов сварки. Как только нагрев становится достаточным, карта элементов сварки переходит в жидкое состояние, что вызывает "подъем" значения смещения сварочной ванны в соответствующих местоположениях элементов сварки. Смещение сварочной ванны определяют путем дискретизации "наивысших" частиц в каждом местоположении элементов сварки. По мере перемещения излучателя по траектории сварки, остающиеся сзади элементы сварки, остывают. Тепло отводится из местоположения элемента сварки с определенной скоростью. Когда достигается порог остывания, карта элементов сварки затвердевает. По существу, смещение сварочной ванны постепенно преобразуется в смещение (т.е. затвердевший валик). Поскольку добавочное смещение эквивалентно убыванию сварочной ванны, общая высота не изменяется. Продолжительность существования частиц корректируется или регулируется с целью их сохранение до завершения затвердения. В имитаторе 10 моделируются некоторые свойства частиц, включающие притяжение/отталкивание, скорость (обусловленную теплом), затухание (обусловленное рассеянием тепла), направление (обусловленное силой тяжести).
На фиг.19а-19в проиллюстрирован один из примеров осуществления концепции модели сварочной ванны с двойным смещением (смещение и частицы) в имитаторе 10. Образцы для испытания сварного шва имитированы в виртуальном пространстве, имеющем по меньшей мере одну поверхность. Поверхности образца для испытания сварочного шва имитированы в виртуальном пространстве в виде двойного слоя смещения, включающего слой пространственного смещения и слой смещения сварочной ванны. Слой смещения сварочной ванны способен изменять слой пространственного смещения.
Описанная в изобретении "сварочная ванна" ограничена областью карты элементов сварки, в которой сварочная ванна имеет значение смещения, увеличенное за счет присутствия частиц. На фиг.19а-19в представлен процесс дискретизации. Показан участок карты элементов сварки, содержащий семь соседних элементов сварки. Текущие значения смещения представлены незаштрихованными столбиками 1910 заданной высоты (т.е. каждому элементу сварки соответствует заданное смещение). На фиг.19а показаны частицы 1920, представленные в виде круглых незаштрихованных точек, которые накладываются на текущие уровни смещения и накапливаются. На фиг.19б представлена дискретизация частиц 1930 с "наибольшей" высотой в каждом местоположении элементов сварки. На фиг.19в заштрихованными прямоугольниками 1940 показано, насколько прибавилось сварочной ванны поверх уровня смещения за счет частиц. Высота сварочной ванны не устанавливается немедленно на уровне дискретных значений, поскольку сварочная ванна добавляется с определенной скоростью сжижения в зависимости от тепла. Хотя это не показано на фиг.19а-19в, процесс затвердения можно визуализировать по мере того, как сварочная ванна (заштрихованные прямоугольники) постепенно сжимаются, а смещение (незаштрихованные прямоугольники) постепенно растет и точно заменяет собой сварочную ванну. За счет этого характеристики текучести расплавленного металла точно имитируются в реальном времени. В ходе осуществления сварки определенным способом пользователь имеет возможность в реальном времени наблюдать в виртуальном пространстве характеристики текучести расплавленного металла и характеристики рассеяния тепла в сварочной ванне и использовать эту информацию для корректировки или сохранения применяемого способа сварки.
Число элементов сварки, отображающих поверхность образца для испытания сварочного шва, является фиксированным. Кроме того, как указано в изобретении, отображающие сварочную ванну частицы, генерируемые путем имитации с целью моделирования текучести, имеют определенную продолжительность существования. Соответственно, после формирования исходной сварочной ванны в виртуальном пространстве во время имитирования способа сварки с использованием имитатора 10 число элементов сварки плюс отображающие сварочную ванну частицы имеет тенденцию оставаться относительно постоянным. Это объясняется тем, что число обрабатываемых элементов сварки является фиксированным, а число существующих отображающих сварочную ванну частиц, обрабатываемых в процессе сварки, имеет тенденцию оставаться относительно постоянным, поскольку создание и "разрушение" отображающих сварочную ванну частиц происходит с одинаковой скоростью (т.е., отображающие сварочную ванну частицы являются временными). Таким образом, на протяжении имитированного сеанса сварки связанная с обработкой нагрузка на логическую процессорную подсистему 110 остается относительно постоянной.
В одном из альтернативных вариантов осуществления настоящего изобретения отображающие сварочную ванну частицы могут генерироваться в пределах поверхности образца для испытания сварочного шва или ниже нее. В таком варианте осуществления смещение может моделироваться как положительное или отрицательное по отношению к первоначальной поверхности смещения образца в исходном состоянии (т.е. не сваренного). За счет этого, отображающие сварочную ванну частицы могут не только накапливаться на поверхности образца для испытания сварочного шва, но также могут проникать в образец для испытания сварочного шва. Тем не менее, число элементов сварки остается фиксированным, а число создаваемых и разрушаемых отображающих сварочную ванну частиц остается относительно постоянным.
В альтернативных вариантах осуществления настоящего изобретения вместо моделирования частицы может быть предусмотрена карта смещения элементов сварки с большим числом каналов для моделирования текучести сварочной ванны. В качестве альтернативы, вместо моделирования частиц может моделироваться плотное отображение вокселов. В качестве альтернативы, вместо карты элементов сварки могут моделироваться только частицы, которые дискретизированы и никогда не исчезают. Тем не менее, в таких альтернативных вариантах осуществления может быть не предусмотрена относительно постоянная связанная с обработкой нагрузка на систему.
Кроме того, в одном из вариантов осуществления настоящего изобретения путем удаления материала имитируется проплавление насквозь. Например, если в реальных условиях работы пользователь слишком долго держит дугу в одном и том же положении, материал выгорит и образуется отверстие. Такое реальное проплавление насквозь имитируют в имитаторе 10 методами прореживания элементов сварки. Если имитатором 10 установлено, что количество тепла, поглощаемого элементом сварки, является слишком большим, такой элемент сварки может быть помечен или обозначен как выгоревший и визуализироваться соответствующим образом (например, как отверстие). Тем не менее, впоследствии в некоторых случаях (например, при сварке труб) может осуществляться восстановление элемента сварки путем возврата материала, который первоначально выгорел. Как правило, имитатор 10 имитирует прореживание элементов сварки (удаление материала) и восстановление элементов сварки (т.е. возврат материала).
Кроме того, в имитаторе 10 соответствующим образом имитируется удаление материала во время прохода при заварке корня шва. Например, в реальных условиях работы шлифование прохода при заварке корня шва может осуществляться до выполнения последующих проходов. Соответственно, имитатор 10 может имитировать шлифование прохода и удаление материала из виртуального сварного соединения. Следует учесть, что удаляемые материал моделируется как отрицательное смещение на карте элементов сварки. Это означает, что при шлифовании прохода удаляют материал, моделируемый имитатором 10, в результате чего изменяется форма валика. Имитация шлифования прохода может быть автоматической, то есть имитатор 10 удаляет материал заданной толщины относительно поверхности наплавленного валика корневого сварного шов. В одном из альтернативных вариантов осуществления может имитироваться реальный шлифовальный инструмент или приспособление, которое включается и выключается путем приведения в действие учебного сварочного аппарата 160 или другого устройства ввода. Следует отметить, что шлифовальный инструмент может быть имитирован таким образом, чтобы иметь сходство с реальным шлифовальным приспособлением. В этом варианте осуществления пользователь перемещает шлифовальный инструмент вдоль прохода при заварке корня шва с целью удаления материала по мере перемещения инструмента. Подразумевается, что пользователь может удалить слишком много материала. Аналогично тому, что описано выше, если пользователь "сошлифует" слишком много материала, могут образовываться отверстия или скважины или другие дефекты (описанные выше). Вместе с тем, могут быть реализованы, т.е. запрограммированы жесткие ограничения или запреты, чтобы не давать пользователю удалять слишком много материала или указывать, что удаляется слишком много материала.
Помимо описанных невидимых частиц "сварочной ванны" в одном из вариантов осуществления настоящего изобретения в имитаторе 10 также используются видимые частицы трех других типов для отображения эффектов дуги, пламени и искр. Частицы этих типов не взаимодействуют с другими частицами какого-либо типа, и взаимодействуют только с картой смещения. Хотя эти частицы все же накладываются на имитированную поверхность сварки, они не взаимодействуют друг с другом. В одном из вариантов осуществления настоящего изобретения друг с другом взаимодействуют только отображающие сварочную ванну частицы. Физические параметры частиц, отображающих искры, настраивают таким образом, чтобы частицы дрожали и визуализировались в виртуальном пространстве как светящиеся точки.
Физические параметры частиц, отображающих дугу, настраивают таким образом, чтобы частицы ударялись о поверхность имитированного образца или наплавленного валика и задерживались на определенное время. Отображающие дугу частицы визуализируются в виртуальном пространстве как более крупные тусклые голубовато-белые пятна. Для получения какого-либо рода наглядного отображения требуется наложение множества таких пятен. Конечным результатом является белое светящееся облако с голубыми краями.
Физические параметры частиц, отображающих пламя, моделируют таким образом, чтобы они медленно увеличивались. Отображающие пламя частицы визуализируют как тусклые красно-желтые пятна среднего размера. Для получения какого-либо рода наглядного отображения требуется наложение множества таких пятен. Конечным результатом являются поднимающиеся вверх и постепенно исчезающие пятна оранжево-красного пламени с красными краями. В других вариантах осуществления в имитаторе 10 могут быть реализованы не отображающие сварочную ванну частицы других типов. Например, аналогично отображающим пламя частицам могут моделироваться и имитироваться отображающие дым частицы.
Завершающими шагами имитированной визуализации управляют шейдеры вершин и пикселов, которыми являются шейдеры 117 ГП 115. Шейдеры вершин и пикселов используют каналы "сварочная ванна" и "смещение", а также цвета и отражательную способность поверхности, измененные под действием тепла, и т.д. Как указано выше, канал "экстра" (Е) формата PHED элементов сварки содержит всю дополнительную информацию, используемую в каждом элементе сварки. В одном из вариантов осуществления настоящего изобретения дополнительная информация содержит бит отсутствия исходного состояния (истина=валик, ложь=сталь в исходном состоянии), бит шлака, значение ослабления (степень ослабления элемента сварки, при этом ноль означает отсутствие ослабления), значение пористости (степень пористость элемента сварки, при этом ноль означает отсутствие пористости) и величину следа за валиком, в которой закодировано время затвердевания валика. Существует набор карт ссылок, связанных с различными изобразительными элементами образцов, включая сталь в исходном состоянии, шлак, валик и пористость. Эти карты ссылок используются как для отображения шероховатости поверхности, так и для отображения текстуры. Степень сопряжения этих карт ссылок регулируется различными описанными в изобретении признаками и значениями.
Эффект следа за валиком достигается с использованием одномерной карты ссылок и величины следа за валиком для каждого элемента сварки, в которой закодировано время затвердевания валика, которому соответствует заданный бит. Как только элементы горячей сварочной ванны в каком-либо местоположении перестают быть достаточно горячими, чтобы считаться "сварочной ванной", с целью экономии времени это местоположение считается "следом за валиком". Конечным результатом является то, что код шейдера способен использовать карту одномерного отображения текстуры для формирования "волнистости", которая придает валику его индивидуальный внешний вид, отображающий направление, в котором был сформирован валик. В одном из альтернативных вариантов осуществления настоящего изобретения имитатор 10 способен имитировать в виртуальном пространстве и в реальном времени отображать наплавленный валик с характеристиками следа за наплавленным валиком, получаемыми в результате происходящего в реальном времени перехода от состояния текучести к затвердению имитированной сварочной ванны по мере ее перемещения по траектории сварки.
В одном из альтернативных вариантов осуществления настоящего изобретения имитатор 10 способен обучать пользователь поиску и устранению неисправностей сварочного аппарата. Например, в режиме поиска и устранения неисправностей система может обучать пользователя удостоверяться в том, что он правильно настраивает систему (например, устанавливает правильную интенсивность подачи газа, правильно подключает шнур питания и т.д.). Согласно другому альтернативному варианту осуществления настоящего изобретения имитатор 10 способен записывать и воспроизводить сеанс сварки (или по меньшей мере часть сеанса сварки, например, энное число кадров). Может быть предусмотрен шаровой манипулятор для прокрутки видеокадров, чтобы пользователь или инструктор мог разобрать сеанс сварки. Воспроизведение также может осуществляться с возможностью выбора скоростей (например, полной скорости, половинной скорости, четверти скорости). В одном из вариантов осуществления настоящего изобретения может быть предусмотрено воспроизведение на полиэкране, позволяющее одновременно просматривать два сеанса сварки, например, на наблюдательном устройстве 150 отображения. Например, в целях сравнения "успешный" сеанс сварки может просматриваться одновременно с "неудачным" сеансом сварки.
Таким образом, в изобретении описана виртуальная система сварки в реальном времени, в которую входит программируемая процессорная подсистема, устройство слежения за перемещением в пространстве, оперативно связанное с программируемой процессорной подсистемой, по меньшей мере один учебный сварочный аппарат, за перемещением в пространстве которого способно следить устройство слежения за перемещением в пространстве, и по меньшей мере одно устройство отображения, оперативно связанное с программируемой процессорной подсистемой. Система способна имитировать в виртуальном пространстве сварочную ванну с отображаемыми в реальном времени характеристиками текучести расплавленного металла и рассеяния тепла. Система дополнительно способна в реальном времени отображать имитированную сварочную ванну на устройстве отображения.
Изобретение было описано со ссылкой на раскрытые варианты осуществления. Очевидно, что после ознакомления настоящим изобретением и уяснения его сути специалистами в данной области техники могут быть предложены усовершенствования и изменения. В частности, компоненты (устройство ввода, устройство слежения за перемещением в пространстве, устройство отображения, пульт и т.д.), описанные со ссылкой на примеры осуществления, могут сочетаться любым способом, и подразумевается, что каждый такой компонент и пример осуществления сам по себе обладает достоинством изобретения вне зависимости от других компонентов или вариантов осуществления, подразумевается, что все такие усовершенствования и изменения предусмотрены настоящим изобретением, если они входят в пределы существа и объема прилагаемой формулы изобретения или ее эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА И СПОСОБ, ОБЕСПЕЧИВАЮЩИЕ ОБУЧЕНИЕ ДУГОВОЙ СВАРКЕ В МОДЕЛИРУЕМОЙ СРЕДЕ ВИРТУАЛЬНОЙ РЕАЛЬНОСТИ В РЕАЛЬНОМ ВРЕМЕНИ С ИСПОЛЬЗОВАНИЕМ ОБРАТНОЙ СВЯЗИ СВАРОЧНОЙ ВАННЫ В РЕАЛЬНОМ ВРЕМЕНИ | 2009 |
|
RU2491649C2 |
| УСТРОЙСТВО И СПОСОБ МОДЕЛИРОВАНИЯ ПРОЦЕССА СВАРКИ | 2009 |
|
RU2487420C2 |
| КАЛИБРУЕМЫЙ АНАЛИЗАТОР ДЫХАНИЯ | 2012 |
|
RU2557922C1 |
| Тренажер самоспасателя для горнодобывающей промышленности | 2023 |
|
RU2827078C1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |
| УСТРОЙСТВО ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ | 2010 |
|
RU2548545C2 |
| УНИВЕРСАЛЬНЫЙ ТРЕНАЖЕР СУРДОЛОГА, АУДИОЛОГА | 2015 |
|
RU2615686C2 |
| УНИВЕРСАЛЬНЫЙ ТРЕНАЖЕР, МОДЕЛИРУЮЩИЙ РАБОТУ ЧЕЛОВЕКА В ИЗОЛИРУЮЩИХ ДЫХАТЕЛЬНЫХ АППАРАТАХ | 2013 |
|
RU2597574C2 |
| СПОСОБЫ ДЛЯ МОДИФИКАЦИИ ДОКУМЕНТА С ИСПОЛЬЗОВАНИЕМ СКРЫТОЙ ПОВЕРХНОСТИ ПЕРЕНОСА | 2009 |
|
RU2507573C2 |
| БЕЗГАЗОВЫЙ СПОСОБ И СИСТЕМА ДЛЯ СВАРКИ КОЛЬЦЕВЫМ ШВОМ ДЛЯ ВЫСОКОПРОЧНЫХ ПРИМЕНЕНИЙ | 2006 |
|
RU2353483C2 |




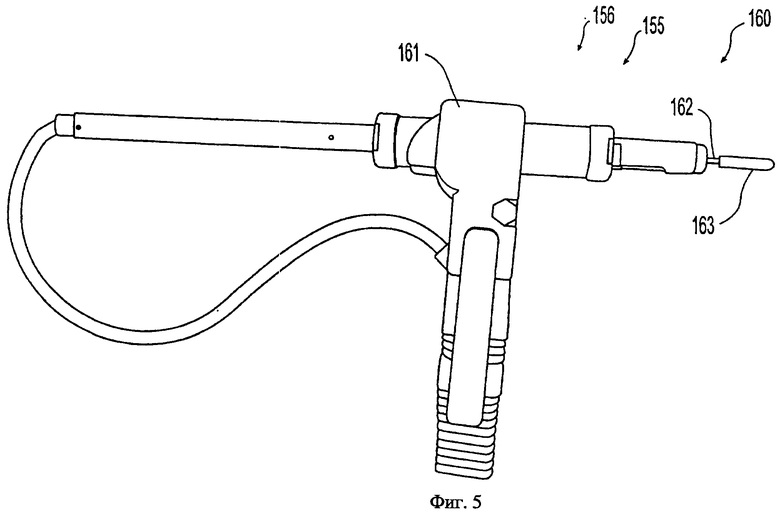















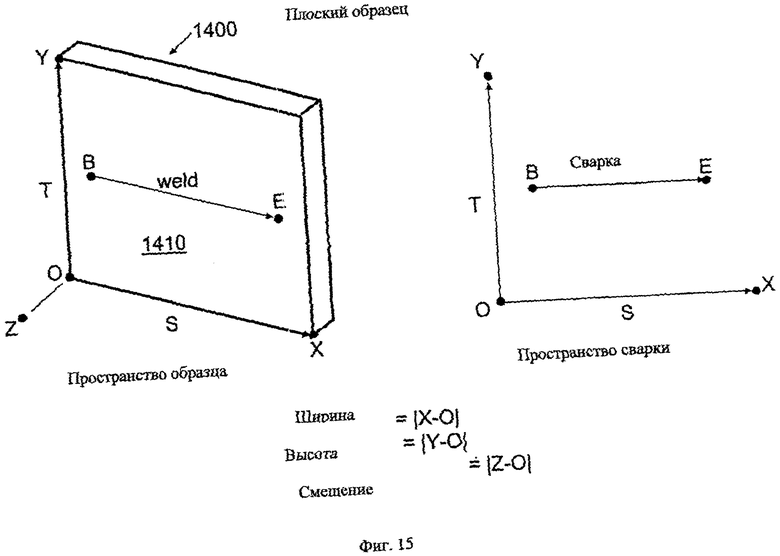

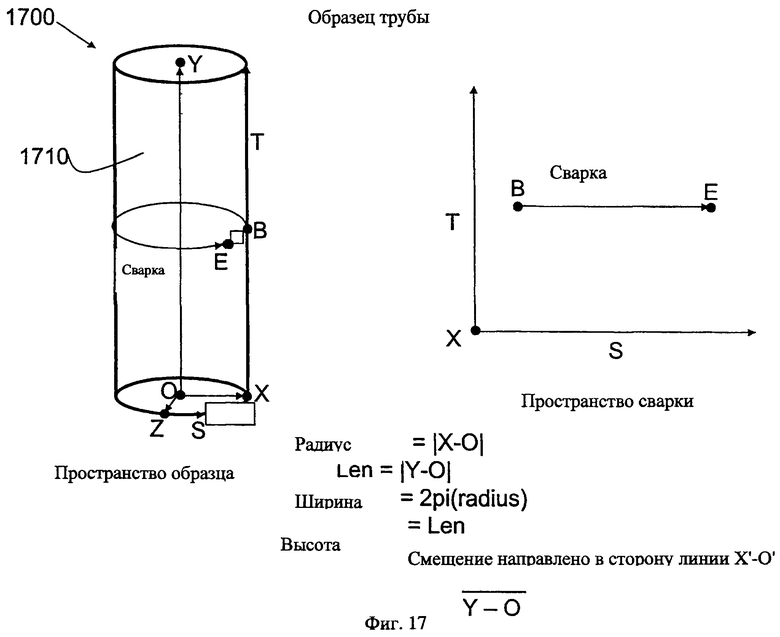
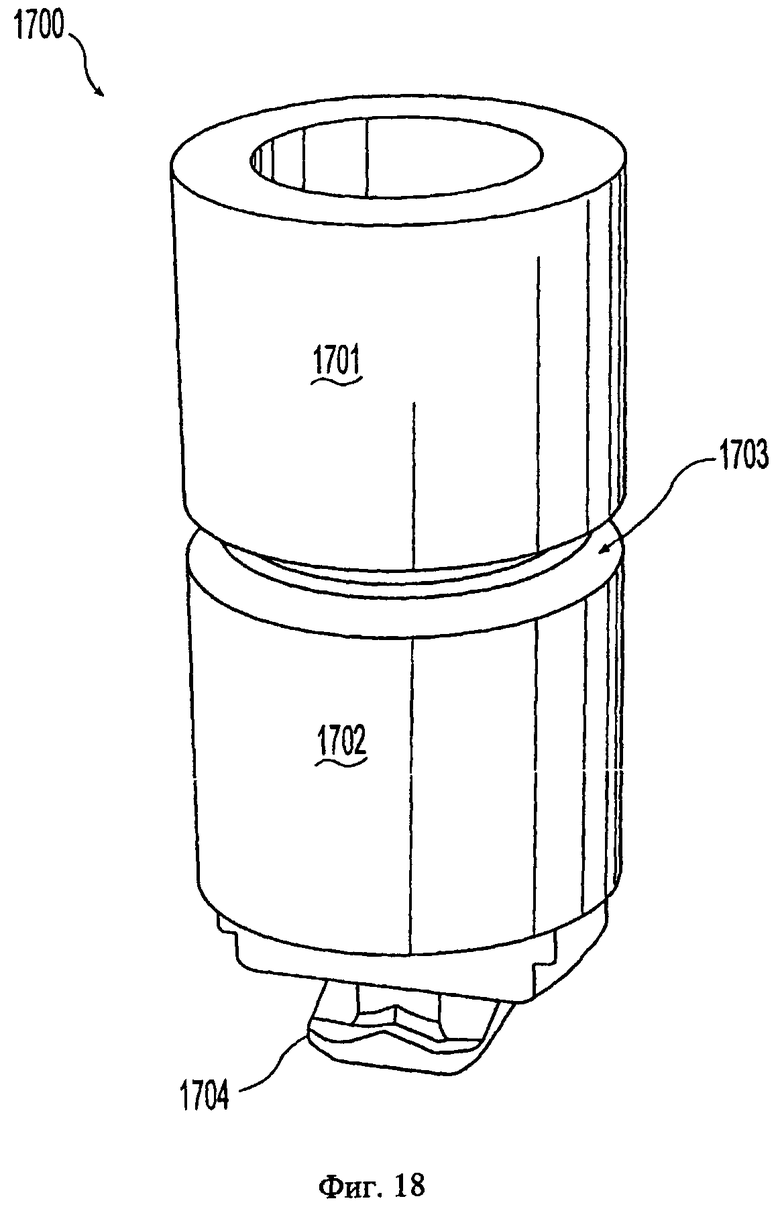



Изобретение относится к системам имитации виртуальной среды сварки. Имитатор содержит логическую процессорную систему, способную выполнять закодированные команды формирования интерактивной среды сварки, которая имитирует процесс сварки на отрезке виртуальной трубы, содержащей по меньшей мере одно виртуальное сварное соединение. Дисплей соединен с логической процессорной системой и служит для наглядного отображения интерактивной среды сварки. На устройстве отображения отображается отрезок виртуальной трубы. Предусмотрен учебный сварочный аппарат для выполнения виртуальной сварки по меньшей мере одного сварного соединения в реальном времени, а также один или несколько датчиков, которые следят за перемещением устройства ввода в реальном времени и сообщают данные о перемещении устройства ввода логической процессорной системе. Техническим результатом изобретения является выработка навыков сложной сварки в реальном времени. 2 н. и 24 з.п. ф-лы, 28 ил.
1. Имитатор (10) виртуальных сварочных действий, содержащий:
логическую процессорную подсистему (110), способную выполнять закодированные команды формирования интерактивной среды (15) сварки, которая имитирует процесс сварки на отрезке виртуальной трубы, содержащей по меньшей мере одно виртуальное сварное соединение, при этом интерактивная среда сварки моделирует текучесть сварочной ванны в ответ на выполнение виртуальных сварочных действий в реальном времени;
средство (140, 150) отображения, оперативно связанное с логической процессорной подсистемой (110) для наглядного отображения интерактивной среды (15) сварки, при этом в упомянутом средстве (140, 150) отображается отрезок виртуальной трубы, также упомянутое средство отображения в реальном времени отображает текучесть сварочной ванны;
устройство (155) ввода для выполнения виртуальной сварки по меньшей мере одного сварного соединения в реальном времени и
один или несколько датчиков (122), служащих для слежения за перемещением устройства ввода (155) в реальном времени и передачи данных о перемещении устройства ввода (155) логической процессорной подсистеме.
2. Имитатор по п.1, в котором логическая процессорная подсистема (110) моделирует процесс сварки на отрезке виртуальной трубы в первом сварочном положении и по меньшей мере втором, преимущественно отличающемся сварочном положении.
3. Имитатор по п.1 или 2, в котором логическая процессорная подсистема (110) моделирует процесс сварки на отрезке виртуальной трубы в положениях 2G, 5G и 6G.
4. Имитатор по п.1, который дополнительно содержит образец (175) для испытания сварочного шва, имеющий наружную поверхность, содержащую сварное соединение (176), при этом образец для испытания сварочного шва соответствует очертаниям отрезка виртуальной трубы, и в котором устройство ввода (155) содержит держатель (161) учебного электрода с наконечником (163), входящим в контакт с наружной поверхностью образца для испытания сварочного шва, который служит направляющей при выполнении виртуальных сварочных действий.
5. Имитатор по п.4, в котором наконечник (163) учебного электрода перемещается относительно держателя (161) учебного электрода для моделирования расхода электрода во время виртуальных сварочных действий.
6. Имитатор по п.4 или 5, в котором наконечник (163) учебного электрода изготовлен из материала, имитирующего осязаемое сопротивление в процессе сварки при вхождении в контакт со сварным соединением образца для испытания сварочного шва.
7. Имитатор по п.1, в котором интерактивная среда (15) сварки генерирует окклюзии, образующиеся в виртуальной сварочной ванне, в ответ на выполнение виртуальных сварочных действий.
8. Имитатор по п.1, в котором логическая процессорная подсистема (110) моделирует влияние силы тяжести на сварочную ванну.
9. Имитатор по п.2, в котором влияние силы тяжести моделируется в интерактивной среде сварки в первом сварочном положении различно, чем по меньшей мере во втором, преимущественно отличающемся сварочном положении.
10. Имитатор по п.1, в котором интерактивная среда (15) сварки имитирует процесс сварки виртуальной свариваемой детали в первом вертикальном положении и втором, преимущественно горизонтальном положении.
11. Имитатор по п.1, который дополнительно содержит образец для испытания сварочного шва, который соответствует виртуальной свариваемой детали, подставку (170) для образца для испытания сварочного шва с возможностью регулирования между первым положением и по меньшей мере вторым, преимущественно отличающимся положением.
12. Имитатор по п.1, который дополнительно содержит образец (175) для испытания сварочного шва, который соответствует виртуальной свариваемой детали, подставку (170) для образца (175) для испытания сварочного шва с возможностью регулирования между первым положением и по меньшей мере вторым, преимущественно отличающимся положением, и в котором интерактивная среда (15) сварки имитирует процесс сварки виртуальной свариваемой детали в потолочном положении.
13. Имитатор по п.1, в котором интерактивная среда (15) сварки имитирует сварку сварочными электродами (1) первого типа и второго, отличающегося типа, и в котором интерактивная среда сварки имитирует сварочную ванну, вязкость которой при использовании первого сварочного электрода преимущественно отличается от вязкости при использовании второго сварочного электрода.
14. Имитатор по п.13, в котором интерактивная среда сварки динамически моделирует текучесть расплавленной виртуальной сварочной ванны в сочетании с характеристиками рассеяния тепла виртуальной сварочной ванны.
15. Имитатор по п.1, в котором средство отображения отображает стереоскопические изображения виртуальных сварочных действий для имитации ощущения глубины.
16. Имитатор по п.1, который дополнительно содержит интерфейс пользователя сварочного аппарата, оперативно связанный с логической процессорной подсистемой (110) для управления имитатором (10), при этом интерфейс пользователя сварочного аппарата имеет сходство с пультом управления реального источника питания.
17. Имитатор (10) виртуальных сварочных действий по любому из пп.1-10, содержащий:
логическую процессорную подсистему (110), способную выполнять закодированные команды формирования интерактивной среды (15) сварки, которая имитирует процесс сварки на отрезке виртуальной трубы, имеющей по меньшей мере одно сварное соединение с зазором в вершине разделки, при этом интерактивная среда сварки моделирует текучесть сварочной ванны в ответ на выполнение виртуальных сварочных действий в реальном времени;
средство (140, 150) отображения, оперативно связанное с логической процессорной подсистемой (110) для наглядного отображения виртуальных сварочных действий в интерактивной среде (15) сварки, также упомянутое средство отображения в реальном времени отображает текучесть сварочной ванны;
учебный сварочный аппарат (160) для выполнения в реальном времени виртуальной сварки по меньшей мере одного сварного соединения с зазором в вершине разделки; и
устройство слежения (120), служащее для слежения за перемещением в реальном времени учебного сварочного аппарата (160).
18. Имитатор по п.17, в котором интерактивная среда (15) сварки имитирует процесс сварки виртуальной свариваемой детали в первом вертикальном положении и втором, преимущественно горизонтальном положении.
19. Имитатор по п.17, который дополнительно содержит образец для испытания сварочного шва, который соответствует виртуальной свариваемой детали, подставку (170) для образца для испытания сварочного шва с возможностью регулирования между первым положением и по меньшей мере вторым, преимущественно отличающимся положением.
20. Имитатор по п.17, который дополнительно содержит образец (175) для испытания сварочного шва, который соответствует виртуальной свариваемой детали, подставку (170) для образца (175) для испытания сварочного шва с возможностью регулирования между первым положением и по меньшей мере вторым, преимущественно отличающимся положением, и в котором интерактивная среда (15) сварки имитирует процесс сварки виртуальной свариваемой детали в потолочном положении.
21. Имитатор по п.19 или 20, в котором интерактивная среда (15) сварки имитирует сварочную ванну, вязкость которой изменяется в ответ на перемещение учебного сварочного аппарата (160).
22. Имитатор по п.21, в котором интерактивная среда (15) сварки имитирует сварку сварочными электродами (1) первого типа и второго, отличающегося типа, и в котором интерактивная среда сварки имитирует сварочную ванну, вязкость которой при использовании первого сварочного электрода преимущественно отличается от вязкости при использовании второго сварочного электрода.
23. Имитатор по п.22, в котором интерактивная среда сварки динамически моделирует текучесть расплавленной виртуальной сварочной ванны в сочетании с характеристиками рассеяния тепла виртуальной сварочной ванны.
24. Имитатор по п.17, в котором средство отображения отображает стереоскопические изображения виртуальных сварочных действий для имитации ощущения глубины.
25. Имитатор по п.17, в котором учебный сварочный аппарат (160) имеет сходство с держателем (156) электрода для ручной сварки.
26. Имитатор по п.17, который дополнительно содержит интерфейс пользователя сварочного аппарата, оперативно связанный с логической процессорной подсистемой (110) для управления имитатором (10), при этом интерфейс пользователя сварочного аппарата имеет сходство с пультом управления реального источника питания.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Virtual reality Welder Training, CRP Cooperative Research Program, Summary Report SR0512, July 2005 (47253GDE), EWI | |||
| US 3904845 A, 09.09.1975 | |||
| Устройство для обучения и оценки мастерства сварщика | 1990 |
|
SU1777166A1 |

