Область техники, к которой относится изобретение
Настоящее изобретение относится к процессу сварки в целом, более конкретно - к сварке при помощи электричества, и еще более конкретно - к модулю согласно ограничительной части независимого пункта формулы изобретения, который касается модуля для управления сварочным аппаратом. Изобретение относится также к способу сварки, указанному, в частности, в ограничительной части независимого пункта формулы изобретения, который касается способа сварки. Изобретение относится также к способу предоставления рекомендаций для сварщика, в частности, как указано в ограничительной части независимого пункта формулы изобретения, который касается способа предоставления рекомендаций для сварщика. Кроме того, изобретение относится к сварочной системе, в частности, как указано в ограничительной части независимого пункта формулы изобретения, который касается сварочной системы. Изобретение относится также к сварочному аппарату, в частности, как указано в ограничительной части независимого пункта формулы изобретения, который касается сварочного аппарата. И, наконец, изобретение относится к программному продукту, в частности, как указано в ограничительной части независимого пункта формулы изобретения, который касается программного продукта.
Уровень техники
При выполнении сварочной операции с использованием известного способа MIG/MAG (Metal Inert Gas/Metal Active Gas, дуговая сварка плавящимся металлическим электродом (проволокой) в среде инертного/активного защитного газа с автоматической подачей присадочной проволоки), между проволочным электродом, который подается через сварочную горелку, и обрабатываемой деталью при помощи электрического тока, который поступает от источника тока, создается электрическая дуга. Такая электрическая дуга сплавляет свариваемый материал и проволочный электрод, образуя расплавленную зону сварки. В процессе сварки устройство подачи проволоки непрерывно подает проволочный электрод через сварочную горелку. Одновременно через сварочную горелку в зону сварки подается защитный газ.
Аппарат для сварки известным способом MIG/MAG обычно содержит источник тока, устройство подачи проволоки, заземляющий провод, сварочную горелку, устройство жидкостного охлаждения, не входящее в базовый комплект, и баллон с защитным газом или подключение к газораспределительной сети. При выполнении сварки управление аппаратом обычно осуществляется с пульта управления, встроенного в источник тока. При сварке на постоянном токе наиболее часто регулируемым параметром кроме сварочного тока и напряжения является скорость подачи проволоки.
При этом сварщик может устанавливать правильный порядок величины напряжения и подачи проволоки, однако, затем сварщик должен вручную произвести точную настройку напряжения, исходя из своих практических знаний и накопленного опыта, для того, чтобы учесть индивидуальные особенности выполнения операции.
Наряду с базовым процессом сварки разработаны различные варианты технологии MIG/MAG, которые способствуют получению оптимального сварного шва. По мере увеличения параметров, которые оказывают влияние на процесс сварки, удобство устройства в эксплуатации с точки зрения простого сварщика уменьшается, и в то же время усложняется понимание фактического влияния настроек параметров на сварной шов и его качество, которое получается в результате сварки. С другой стороны, использование значений параметров, отличных от оптимальных, в конкретной ситуации в худшем случае вызывает серьезные дефекты качества сварного шва. В некоторых новых способах сварки предполагается также, что сварщик освоит технологию выполнения ручной сварки, которая отличается от привычной для него, что иногда легко приводит к дефектам качества, особенно для неопытного сварщика, даже в том случае, если сварочная машина оптимально настроена в соответствии с известным уровнем техники. Выбор правильных параметров в каждой ситуации требует даже от опытного сварщика проведения опробования и поиск нужных значений параметров, что само по себе вызывает уменьшение производительности труда и увеличение расхода материала.
Другими способами сварки являются, в частности, плазменная дуговая сварка, дуговая сварка под флюсом и лазерная сварка. Способы резки выплавлением, в частности, плазменная резка, также представляют собой процессы сварки, в которых, вместо добавления материала, материал либо полностью переносится на другой элемент, либо форма элемента, который является объектом сварочной операции, и/или его целостность изменяются посредством удаления или иного перемещения материала.
Раскрытие изобретения
Эффективное, в известном смысле оптимальное использование сварочного аппарата предполагает настройку оптимальных значений важных параметров, специфических для конкретной обрабатываемой детали. При этом, используя типовые способы сварки известного уровня техники, можно очень далеко отойти от оптимума с точки зрения эксплуатационной пригодности сварочного аппарата, а также конечного результата. Таким образом, опасность появления дефектов качества увеличивается, возможно, даже у опытных профессиональных сварщиков, если в результате проблем с эксплуатационной пригодностью возникают проблемы качества.
Поэтому задача настоящего изобретения заключается в том, чтобы решить проблемы известного уровня техники или по меньшей мере уменьшить их недостатки. При этом одной из задач изобретения является обеспечение оптимального качества сварки путем предоставления рекомендаций для сварщика применительно к конкретному эпизоду сварки в соответствии со сварочной работой, с использованием графического пользовательского интерфейса и сравнимых способов представления. Эта задача решена при помощи оптимизации процесса сварки согласно изобретению.
Модуль управления сварочным аппаратом согласно изобретению отличается признаками, указанными в отличительной части независимого пункта формулы изобретения, который касается модуля управления сварочным аппаратом. Способ сварки согласно изобретению отличается признаками, указанными в отличительной части независимого пункта формулы изобретения, который касается способа сварки. Способ предоставления рекомендаций для сварщика согласно изобретению отличается признаками, указанными в отличительной части независимого пункта формулы изобретения, который касается способа предоставления рекомендаций для сварщика. Сварочная система согласно изобретению отличается признаками, указанными в отличительной части независимого пункта формулы изобретения, который касается сварочной системы. Сварочный аппарат согласно изобретению отличается признаками, указанными в отличительной части независимого пункта формулы изобретения, который касается сварочного аппарата. Программный продукт согласно изобретению отличается признаками, указанными в отличительной части независимого пункта формулы изобретения, который касается соответствующего программного продукта.
Примеры других предпочтительных вариантов осуществления изобретения представлены отдельно в зависимых пунктах формулы изобретения. Другие примеры предпочтительных вариантов осуществления изобретения представлены в более подробных описаниях вариантов осуществления изобретения, на прилагаемых чертежах и в примерах. В соответствующих случаях различные варианты осуществления изобретения можно комбинировать.
Модуль для управления сварочным аппаратом согласно одному варианту осуществления изобретения отличается тем, что для управления рабочей точкой сварочного аппарата графическим способом при помощи совокупности графиков, которая содержит по меньшей мере одну графическую кривую, построенную на основании соотношения между переменной х и переменной y, для отображения на экране в виде синергической характеристической кривой, специфической для выбранной сварочной операции, содержит по меньшей мере одно задающее устройство для установки рабочей точки с целью представления указанной рабочей точки в связи с указанной совокупностью графиков и ее отклонений от указанной синергической характеристической кривой.
В модуле согласно одному варианту осуществления изобретения указанное задающее устройство содержит по меньшей мере один из следующих компонентов: задающее устройство для нижнего предела, задающее устройство для верхнего предела, задающее устройство для рабочей точки, задающее устройство для предела подачи аварийного сигнала и задающее устройство для отклонения.
В модуле согласно одному варианту осуществления изобретения предусмотрен блок аппаратного обеспечения модуля, содержащий по меньшей мере один из следующих компонентов: дисплей, сенсорная панель, сенсорный экран, адаптер дисплея, средство для установки значений рабочей точки для сварочного аппарата в соответствии с задающим устройством, рукоятка управления, выключатель, набор клавишей, набор виртуальных клавишей, датчик для определения точек (х; y) характеристической кривой зависимости между переменной х и переменной y.
В модуле согласно одному варианту осуществления изобретения предусмотрен блок программного обеспечения модуля, содержащий по меньшей мере один из следующих компонентов: средство управления дисплеем, средство для считывания информации с сенсорной панели, средство управления и считывания данных с сенсорного экрана, средство для считывания значений, установленных для рабочей точки задающим устройством, и для преобразования их в сигналы, используемые для установки настроечных параметров сварочного аппарата, средство для считывания информации с сенсора и средство для определения характеристической кривой зависимости между переменной х и переменной y, средство управления базой данных для хранения/считывания характеристической кривой, установки и/или отклонения рабочей точки в соответствии со сварочной операцией, средство анализа методом Монте-Карло для хранения переменных значений переменных параметров, специфических для эпизода сварки, и для анализа их взаимозависимости, средство для считывания настройки рукоятки управления, средство для считывания состояний выключателя, набор клавишей и/или набор виртуальных клавишей.
В модуле согласно одному варианту осуществления изобретения переменная х представляет собой один из следующих параметров: скорость подачи проволоки, сварочный ток, сварочное напряжение, скорость подачи какого-либо иного сварочного материала, парциальное давление защитного газа в зоне сварочной операции, влажность воздуха, влажность поверхности свариваемой детали, производная величина на основе вышеуказанных параметров или комбинация вышеуказанных параметров.
В модуле согласно одному варианту осуществления изобретения указанная переменная у для указанной сварочной операции представляет собой один из следующих параметров: напряжение или какая-либо его производная величина, сварочный ток, сварочное напряжение, сварочная мощность, скорость подачи сварочного материала, парциальное давление защитного газа в зоне сварочной операции, влажность воздуха, влажность поверхности свариваемой детали, производная величина на основе вышеуказанных параметров или комбинация вышеуказанных параметров.
В модуле согласно одному варианту осуществления изобретения предусмотрен пользовательский интерфейс, который позволяет производить выбор для эпизода сварки по меньшей мере одного из следующих факторов, оказывающих влияние на сварочную операцию: геометрия сварочного шва, сварочный материал, защитный газ, скорость подачи защитного газа, синергическая кривая эпизода сварки.
В модуле согласно одному варианту осуществления изобретения указанный пользовательский интерфейс отображает демонстрационную версию выбранной сварочной операции, связанную с фактором, который оказывает влияние на эпизод сварки.
В модуле согласно одному варианту осуществления изобретения предусмотрено средство подачи аварийного сигнала, которое обеспечивает подачу аварийного сигнала, если значение переменной величины находится выше/ниже пределов оптимального диапазона для эпизода сварки и/или в случае угрозы безопасности.
В модуле согласно одному варианту осуществления изобретения предусмотрено средство отображения для представления аудиовизуальных рекомендаций для сварщика в соответствии с эпизодом сварки, при этом скорость отображения выбирается сварщиком.
В модуле согласно одному варианту осуществления изобретения предусмотрено средство анализа методом Монте-Карло, которое вместе со средством управления базой данных обеспечивает хранение в запоминающем устройстве специфических точек (х; y) для эпизода сварки с учетом определенного рабочего места сварщика.
В модуле согласно одному варианту осуществления изобретения указанное средство анализа методом Монте-Карло предназначено для формирования или точного подбора сварочной модели при помощи множества точек (х; y) с целью получения синергической кривой.
В модуле согласно одному варианту осуществления изобретения указанное средство анализа методом Монте-Карло используется на основании получения по меньшей мере одного отклонения между значениями переменной величины, измеренными во время выполнения сварочной операции, и базовыми значениями, сохраненными в запоминающем устройстве.
В модуле согласно одному варианту осуществления изобретения для его сварочной модели используется полиномиальная функция для подбора, применяемого с целью получения синергической кривой, при помощи по меньшей мере некоторой части (xi, yi) множества точек (х; y) сварочной модели.
Сварочный аппарат согласно одному варианту осуществления настоящего изобретения отличается тем, что содержит модуль согласно по меньшей мере одному варианту осуществления изобретения.
В сварочной системе согласно одному варианту осуществления изобретения предусмотрено множество сварочных аппаратов согласно одному варианту осуществления изобретения, которое содержит по меньшей мере один указанный сварочный аппарат, включающий модуль согласно по меньшей мере одному варианту осуществления изобретения для графического управления рабочей точкой по меньшей мере одного из указанного множества сварочных аппаратов.
В сварочной системе согласно одному варианту осуществления изобретения один из ее модулей предназначен для обеспечения дистанционного управления или получения информации о работе сварочного аппарата посредством подключения к сети передачи технологических данных.
В сварочной системе согласно одному варианту осуществления изобретения подключение к сети передачи технологических данных между одним из ее модулей и сварочным аппаратом осуществляется при помощи оптической линии связи.
Предлагается способ предоставления рекомендаций сварщику при помощи модуля для выполнения выбранного эпизода сварки согласно одному варианту осуществления изобретения, в котором синергическая характеристическая (х; y) кривая, полученная на основе множества переменных параметров сварки, и рабочая точка указанного эпизода сварки отображаются на экране дисплея, управляемого модулем, при этом указанное множество переменных параметров сварки в качестве атрибутов содержит по меньшей мере один из следующих параметров: скорость подачи сварочного материала, сварочный ток, сварочное напряжение, сварочная мощность, форма импульса, защитный газ, материал проволоки, размер проволоки, толщина листа, форма шва, и положение шва при сварке,
Способ отличается тем, что содержит этапы, на которых
- на основе множества или части множества атрибутов выдают рекомендации по выбору характеристической (х; y) кривой и/или рабочей точки для применения в процессе сварки,
- значения переменных параметров сварки в соответствии с атрибутами эпизода сварки получают из базы данных для того, чтобы установить рабочую точку согласно эпизоду сварки и использовать сварочный аппарат в заранее определенном режиме,
- пользователь получает в графической форме инструкции о влиянии параметров,
- пользователь принимает значения переменных параметров сварки и/или других атрибутов в рабочей точке или, альтернативно, корректирует значение переменного параметра сварки и/или атрибута для того, чтобы получить требуемую рабочую точку перед началом сварки,
- сварочное оборудование подготавливают для выполнения сварочной операции в соответствии с принятыми параметрами.
В способе предоставления рекомендаций сварщику согласно одному варианту осуществления изобретения предусмотрен этап, на котором выдают рекомендацию о порядке выполнения сварочной работы в ответ на выбор пользователем запроса о рекомендации.
Способ сварки согласно изобретению отличается тем, что он содержит по меньшей мере
- подготовительную операцию для определения переменных параметров сварки,
- операцию, на которой синергическая характеристическая кривая на основе множества переменных параметров сварки, и/или рабочая точка указанной сварочной операции отображается на дисплее, управляемом модулем, при этом указанное множество переменных параметров сварки содержит в качестве атрибутов по меньшей мере один из следующих параметров: скорость подачи сварочного материала, сварочный ток, сварочное напряжение, сварочная мощность, форма импульса, защитный газ, материал проволоки, размер проволоки, толщина листа, форма шва и положение шва при сварке, частота появления коротких замыканий, длительность коротких замыканий и/или число коротких замыканий в течение определенного интервала времени,
- выдачу рекомендаций по выбору характеристической кривой и/или рабочей точки на основе множества атрибутов, подлежащих использованию в процессе сварки,
- извлечение из базы данных значений переменных параметров сварки в соответствии с атрибутами эпизода сварки для установки рабочей точки согласно эпизоду сварки для использования сварочного аппарата в заранее определенном режиме,
- выдача пользователю в графической форме рекомендаций о влиянии параметров,
- принятие пользователем значений переменных параметров сварки и/или других атрибутов в рабочей точке или, альтернативно, корректировка им значений переменного параметра сварки и/или атрибута для того, чтобы получить требуемую рабочую точку перед началом сварки,
- начала операции сварки и выполнение процесса сварки согласно принятым параметрам,
- регулировка сварочной мощности во время выполнения эпизода сварки, и
- выполнение эпизода сварки до его завершения в соответствии с рабочей точкой, выбранной согласно значениям переменных параметров сварки, рекомендациям и/или другим атрибутам, которые приняты пользователем.
В способе согласно одному варианту осуществления изобретения на этапе выдачи рекомендации в графической форме отображают отклонения между значениями, измеренными при выполнении сварочной работы, и базовыми значениями, сохраненными в запоминающем устройстве.
В способе согласно одному варианту осуществления изобретения измеренные значения представляют собой значения тока, напряжения, мощности, частоты коротких замыканий, числа коротких замыканий в единицу времени и/или длительности коротких замыканий.
В способе согласно одному варианту осуществления изобретения на основе указанных отклонений выдают рекомендации для сварщика о выполнении корректирующих действий.
В способе согласно одному варианту осуществления изобретения предусмотрена операция выдачи рекомендации в графической форме, представляющей действия сварщика после выполнения эпизода сварки.
В способе согласно одному варианту осуществления изобретения предусмотрена операция выдачи рекомендации в графической форме, представляющей сварщику сварочную операцию перед началом сварки, после окончания сварки и/или во время выполнения эпизода сварки.
Программный продукт согласно одному варианту осуществления изобретения представлен на носителе в машиночитаемой форме для выполнения в микропроцессоре с целью установки элементов блока программного обеспечения модуля и/или для использования с целью обеспечения функционирования сварочного модуля.
Программный продукт согласно одному варианту осуществления изобретения представлен на каком-либо носителе в машиночитаемой форме для исполнения в микропроцессоре с целью выдачи рекомендации сварщику и/или осуществления способа сварки.
Отклонение рабочей точки от синергической кривой можно наблюдать в виде информационной иллюстрации (например, при помощи установочного шара наглядно представляемого задающим устройством пользовательского интерфейса, при этом указанный шар может перемещаться вдоль оси у по мере выполнения точной настройки переменной у, используемой при сварке). Значение, соответствующее отклонению, для переменной у является фактически требуемым значением для такой рабочей точки, в которой предполагается производить сварку с установками, соответствующими значениям атрибутов переменных параметров сварки. Соответственно, точно такая же процедура может быть реализована для переменной х с использованием задающего устройства, изображающего ее точные настройки.
Кроме того, точную настройку, специфическую для эпизода сварки, можно использовать в том случае, когда простая синергическая настройка не может полностью обеспечить требуемого конечного результата, например, путем управления напряжением, когда в случае необходимости его можно регулировать независимо от скорости подачи проволоки. Согласно одному варианту осуществления изобретения влияние точной настройки можно наглядно представить путем изображения длины проволоки, однако, эффективно регулируемым параметром на самом деле является напряжение. Одним из следствий такой настройки является изменение длины электрической дуги, что может быть отображено при помощи регулировочной шкалы. Таким образом, пользователь видит результат того значения, которое он использовал во время первого эпизода сварки, оценивая при этом соответствующие значения во втором эпизоде сварки, где один из параметров отличается от соответствующего параметра в указанном первом эпизоде сварки, и которое в соответствии с указанным первым эпизодом сварки, если требуется, не ограничивается только указанным фактом. Если требуется, значения переменных также могут быть наглядно представлены при помощи позиции задающего устройства по отношению к синергической кривой на экране дисплея модуля, управляющего сварочным аппаратом.
В модуле согласно одному варианту осуществления изобретения предусмотрено средство для получения множество точек (х; y), состоящее из рабочих точек, указанных параметром сварки, соответствующим переменной х, и параметром сварки, соответствующим переменной y, и/или для выбора такой синергической кривой, которая образует множество рабочих точек, в котором в каждой рабочей точке при помощи сварочной модели устанавливается определенная зависимость между переменной х и переменной y, которая используется для регулирования параметра, выраженного переменной х, и для регулирования параметра, выраженного переменной y, на основе их взаимозависимости всегда, когда один из них изменяется таким образом, что каждая измененная рабочая точка все-таки остается рабочей точкой, определяемой синергической кривой. Согласно одному варианту осуществления изобретения, синергическую кривую, которая соответствует переменным параметрам сварки системы координат (х; y), можно получить при помощи сварочной модели, если известна по меньшей мере одна рабочая точка. Типичными переменными параметрами сварки являются, например, скорость подачи сварочного материала, например, проволоки, (переменная х) и напряжение сварки или его производная величина (переменная y). Согласно одному варианту осуществления изобретения сварочная модель выполнена с возможностью усовершенствования, при этом ее можно оптимизировать даже для каждого рабочего места.
Согласно одному варианту осуществления изобретения можно использовать отклонение от стандартной синергической кривой для того, чтобы получить точную настройку с учетом типа шва, позиции шва и/или выбора материала. Другие данные, которые требуется получить от пользователя для переменных (х; y), касающихся эпизода сварки, обычно представляют собой такие параметры сварки, как толщина (размер) проволоки дополнительного материала, материал проволоки дополнительного материала, состав защитного газа и толщина материала свариваемой детали, при этом указанные параметры являются только примерами известных переменных параметров сварки и не имеют ограничительного характера. Используемые значения переменных параметров сварки можно ввести в сварочный аппарат в виде множества атрибутов.
Указанный датчик может содержать по меньшей мере средство измерения одного переменного параметра сварки при выполнении эпизода сварки. Если требуется, датчик может также содержать, например, датчик положения и/или измеритель расстояния для измерения расстояния с целью оптимизации переменных параметров сварки. Если требуется, датчик может контролировать процесс сварки и/или оказывать помощь сварщику путем наглядного представления влияния значений переменных параметров сварки.
Одним из типичных параметров сварки и, следовательно, атрибутом, по существу, определяющим эпизод сварки, предпочтительно является скорость подачи проволоки. Некоторые другие типичные параметры сварки предпочтительно представляют собой мощность и/или напряжение сварки и другие соответствующие возможные параметры, производные из указанных. При выборе настроек в соответствии с парой переменных (х; y), выбранной в качестве основной, согласно одному варианту осуществления изобретения, отклонения, которые связаны с типом и/или расположением шва, можно включить в настройки рабочей точки. При этом отклонение от синергической кривой можно получить путем настройки модуля согласно одному варианту осуществления изобретения в режиме, который позволяет производить не синергическую настройку. Однако затем кривые, соответствующие синергической зависимости значений переменных, можно показать пользователю для того, чтобы визуализировать отклонение. Этим отображением можно управлять при помощи настроек блока программного обеспечения модуля. При этом модуль может выдавать рекомендацию, которая может быть либо принята пользователем, либо пользователь может откорректировать соответствующие значения по своему усмотрению. Учитывая права сварщика, действующего в эпизоде сварки в качестве пользователя, некоторые настройки можно исключить из прав пользователя.
Ниже под эпизодом сварки в общем случае понимается событие, в котором при помощи сварки с тепловым эффектом по меньшей мере первая часть объекта и вторая часть объекта соединяются друг с другом. В этом случае эпизод сварки является соединительным эпизодом. Однако эпизодом сварки считается также такой эпизод, когда при помощи сварочного аппарата и создаваемого им теплового эффекта изменяется форма и/или целостность определенного объекта. Такой эпизод сварки является разделительным эпизодом. Согласно одному варианту осуществления изобретения можно также считать, что эпизод сварки включает подготовительные операции и/или события, которые следуют после получения шва, т.е. заключительные операции. Эпизод сварки может быть описан при помощи множества атрибутов, некоторые из которых согласно одному варианту осуществления изобретения непосредственно связаны со сварочной работой. Согласно одному варианту осуществления изобретения некоторые атрибуты связаны с регулировкой и/или настройкой переменных параметров сварки, которые могут быть установлены заранее и/или во время процесса сварки, при этом переменные параметры сварки могут также представлять собой переменные х и/или переменные y. Согласно одному варианту осуществления изобретения некоторые атрибуты связаны с геометрией по меньшей мере одного свариваемого объекта и/или с его позицией относительно силы поля тяжести. Согласно одному варианту осуществления некоторые атрибуты связаны с визуализацией эпизода сварки для сварщика.
При выполнении эпизода сварки в общем случае объекты или части объекта соединяются, деформируются и/или элемент, который является объектом эпизода сварки, разделяется путем резки при помощи теплового эффекта сварки на множество фрагментов, которое содержит по меньшей мере два фрагмента. Таким образом, эпизоды сварки можно примерно разделить на соединительные эпизоды, разделительные эпизоды и деформирующие эпизоды.
Для специалиста в данной области техники на основе изобретения очевидно, что некоторые эпизоды сварки могут содержать разделительный эпизод, деформирующий эпизод и/или соединительный эпизод, выполненные в каком-либо порядке в соответствии с выполнением каждого эпизода сварки.
Согласно некоторым вариантам осуществления изобретения соединение объектов в эпизоде сварки происходит посредством сварного шва. Для специалистов в данной области техники сварной шов является, по существу, известным, однако, в соответствующих случаях можно указать на точки шва между свариваемыми объектами в соединительном эпизоде, которые образуют форму, отличную от линейной, а также на следы резки, которые остаются на фрагментах в вариантах осуществления изобретения, связанных с отделением фрагментов в разделительном эпизоде. Параметры сварки оказывают влияние на структуру сварного шва. Как правило, требуется получить сварной шов с максимально возможной прочностью и долговечностью, при этом требуемыми характеристиками являются, например, прочность на разрыв, твердость в сочетании с исходным однородным качеством, повторяемость в продуктах, содержащих сварные швы, аккуратный внешний вид, в некоторых случаях - незаметность, а также соответствующие комбинации вышеуказанных характеристик. Чем лучше структура сварного шва соответствует структуре соединяемых объектов, тем лучше сварной шов в целом.
Состав сварного шва или некоторой его части может быть основан на составе соединяемых объектов или их частей, или в некоторых случаях состав может дополнительно содержать некоторый другой материал, отличный от материала любого из соединяемых объектов, при условии, что соединяемые объекты и указанный другой материал являются пригодными для соединения согласно эпизоду сварки, который также является, по существу, известным. При этом различие, например, между сваркой и пайкой остается условным. Так, согласно одному варианту осуществления изобретения в случае необходимости можно также оптимизировать процесс пайки.
Согласно одному варианту осуществления способа согласно изобретению сварочная мощность устанавливается при помощи, по существу, известного способа синергической настройки. При синергической настройке скорость подачи проволоки и напряжение являются взаимосвязанными соотношением, заданным так называемой кривой синергической сварки. Можно создать специальные синергические кривые для различных материалов, диаметров проволоки дополнительного материала и защитных газов. Величину мощности, полученную в результате синергической регулировки, можно точно отрегулировать при помощи другого регулировочного элемента, который позволяет регулировать только напряжение, а затем при его помощи создать некоторое "отклонение" в определенных пределах от баланса между напряжением и подачей проволоки, заданной синергической кривой сварки. В одном варианте осуществления изобретения регулировка мощности наглядно представляется пользователю путем отображения синергической настройки мощности и отображения регулировочного элемента для настройки мощности, т.е. элемента регулирования скорости подачи проволоки, в виде графической характеристической кривой, изображающей синергическую кривую, на которой может быть расположена требуемая рабочая точка, если отклонение от синергической кривой является нежелательным. В одном варианте осуществления изобретения задача состоит в том, чтобы наглядно представить пользователю отклонение от напряжения, заданного синергической кривой, построенной, по возможности, при помощи точной настройки элемента, путем изображения регулировочного элемента для синергического регулирования мощности при помощи графической характеристической кривой, и в то же время иллюстративно показать пользователю отклонение напряжения от синергической кривой в связи с этим.
Слабость синергической регулировки известного уровня техники заключается в том, что специфические особенности рабочего объекта не принимаются во внимание. Согласно одному варианту осуществления изобретения сварочный аппарат получает более подробное описание рабочего объекта, чем это происходит на известном уровне техники путем опроса пользователя, в частности, сварщика, о типе шва и/или позиции шва на рабочем объекте, и, по существу, не ограничивается указанными атрибутами. Так, например, швы в случае двух объектов (при грубой классификации каждый из них может иметь, например, 8 степеней свободы, при этом указанную классификацию и ее основу можно представить сварщику) можно описать в виде базисной матрицы 8×8 их типа шва и расположения шва, не ограничиваясь при этом числом эпизодов сварки и/или указанной классификацией. Затем синергические кривые, которые хранятся в запоминающем устройстве, доступном для сварочного аппарата, можно обновлять для всех задач сварки, таким образом, чтобы в соответствующих эпизодах сварки они учитывали также указанные переменные параметры. Синергические кривые можно сохранять в форме, специфической для задач сварки, согласно одному варианту осуществления - на основе параметров сварки, которые оказались хорошими на практике, или согласно другому варианту осуществления - на основании пробных сварок, выполненных заранее перед каждой комбинацией. Кроме того, при создании синергических кривых можно также учитывать выбор материалов на синергической кривой в эпизоде сварки с конкретным материалом. Согласно одному варианту осуществления изобретения при получении варианта синергической кривой используется, по существу, известный способ на основе модели, объединяющей переменные параметры сварки для получения синергической кривой, при этом, благодаря модели, можно получить соотношение между переменными х и переменными y, которые являются переменными параметрами сварки.
Согласно одному варианту осуществления изобретения регулирующие элементы модуля, которые оказывают влияние на переменные параметры сварки, являются индивидуальными для конкретной сварочной работы. Согласно одному варианту осуществления изобретения синергическую кривую, полученную заранее согласно эпизоду сварки для конкретной задачи сварки, можно наглядно предоставить пользователю, в частности сварщику, для того, чтобы графически продемонстрировать влияние переменных, связанных с синергической кривой. При этом график воздействия регулировочного элемента, например, согласно одному варианту осуществления, на определенной части экрана дисплея модуля, является специфическим для конкретного эпизода сварки в соответствии со сварочной работой. Таким образом, график воздействия регулировочного элемента, как, например, график характеристической кривой регулировочного элемента настройки скорости подачи проволоки при синергической настройке, является специфическим для эпизода сварки в соответствии с задачей сварки и, следовательно, может быть различным для первого и второго эпизода сварки. Точную настройку и/или соответствующее отклонение переменного параметра сварки от синергической кривой можно наглядно показывать пользователю при помощи функций соответствующего регулировочного элемента.
Так, например, точную настройку напряжения можно отобразить на экране дисплея модуля в виде анимации, иллюстрирующей влияние точной настройки (изменения длины проволоки), а отклонение от синергической кривой, специфической для данной операции, которое вызвано выполнением точной настройки, представить графике регулировки мощности, таким образом, сварщик получит информацию о влиянии регулировки. В пользовательском интерфейсе предпочтительно используется один и тот же символ для одного переменного параметра.
Согласно одному варианту осуществления изобретения технологическая инструкция и описание выполнения операции в зависимости от выбранных параметров предоставляются сварщику в виде рекомендации. При этом в зависимости от типа шва и его расположения можно выбирать различные параметры для рекомендации. Сварщик может учитывать характерные особенности при подготовке к сварочному эпизоду, во время эпизода и/или в качестве заключительных задач, которые могут быть связаны с эпизодом сварки в соответствии с замечаниями и предупреждениями, которые относятся именно к данному рабочему объекту и/или к выбранной настройке, касающейся эпизода сварки и его осуществления. В этом случае рекомендация для конкретного эпизода сварки может показать сварщику, например, анимацию направления перемещения горелки, отличного от традиционного направления, не ограничиваясь, по существу, только указанным представлением. При этом сварщик может также сделать выбор: принять рекомендацию об отклонении от синергической кривой в определенной степени, кроме того, он может посмотреть, какое влияние может оказать такое отклонение, перед тем, как начать выполнение своей реальной сварочной работы.
Согласно одному варианту осуществления изобретения выполнение эпизода сварки можно контролировать и управлять при помощи видео-, анимационного и/или аудиосигнала, при этом в поле зрения сварщика появляется иллюстративный материал, который связан с текущим эпизодом сварки/свариваемым элементом. Согласно одному варианту осуществления изобретения в качестве вспомогательного средства для сварщика можно использовать, например, световое пятно, которое перемещается вдоль предполагаемой линии сварного шва, при этом скорость перемещения указанного светового пятна вдоль сварного шва соответствует оптимальной скорости в конкретных условиях эпизода сварки для того, чтобы обеспечить оптимальный режим. В этом случае согласно одному варианту осуществления изобретения можно измерять расстояние между световым пятном, которое получается, например, при помощи лазерной точки, и определенной частью сварочной дуги. При этом сварщик может получать предупреждения об изменениях этого расстояния в иллюстративной форме, при помощи речевого или какого-либо иного аудиосигнала, или при помощи изменения какой-либо из его характеристик. В качестве примера иного аудиосигнала можно указать сигнал звуковой частоты, обычно приятной для слуха, передаваемый сварщику. Частота этого сигнала изменяется в зависимости от изменения указанного расстояния: например, она становится выше при уменьшении расстояния и ниже при увеличении расстояния. При этом данные примеры, по существу, не имеют ограничительного характера.
В качестве второго примера можно указать применение звуковых импульсов с определенной частотой повторения для того, чтобы сохранять оптимальное расстояние в соответствии с предварительно заданным значением, при этом частота звуковых импульсов может изменяться в зависимости от отклонения расстояния от оптимальной величины: например, частота импульсов увеличивается по мере уменьшения расстояния или интервал между импульсами увеличивается по мере увеличения расстояния, однако, при этом данные примеры, по существу, не имеют ограничительного характера.
Согласно одному варианту осуществления изобретения используется комбинация аудиосигнала и светового пятна, однако, согласно другому варианту осуществления, эпизод сварки может быть также представлен заранее для того, чтобы продемонстрировать сварщику варианты выбора, связанные с этим эпизодом сварки, и, кроме того, для сигналов сварщику могут быть также предусмотрены другие аудиовизуальные (audio-visual, AV) средства и их функции. В этом случае при помощи модуля согласно одному варианту осуществления изобретения можно оказывать влияние на вышеуказанное расстояние и/или на особые характеристики звука. Согласно одному варианту осуществления изобретения источник света и/или источник звука стационарно установлены с соответствующей настройкой и предназначены для руководства работой сварщика при выполнении эпизода сварки. Согласно одному варианту осуществления изобретения одно из AV устройств встроено в рабочее оборудование и/или в защитную маску сварщика. Согласно одному варианту осуществления изобретения в модуле предусмотрен режим, при котором сварщик может виртуально выполнять процесс сварки без подачи напряжения и проволоки, но при всех остальных аутентичных условиях. Для руководства сварщика согласно одному варианту осуществления изобретения можно использовать так называемую технологию сварки в дополненной реальности (Augmented Reality Welding, ARW), при которой виртуальные объекты, локализованные в реальном мире, создаются в поле обзора в качестве дополнения для выполнения сварочной работы. Виртуальный объект может представлять собой, в частности, требуемый сварной шов или изображение скорости его получения с точки зрения основы эпизода сварки и атрибутов, связанных с этим эпизодом. В этом случае согласно одному варианту осуществления изобретения прецессия светового пятна и скорость его перемещения вдоль сварного шва во время эпизода сварки сопровождаются вспомогательными AV средствами.
В некоторых вариантах осуществления изобретения, связанных с автоматизацией, указанное расстояние и/или аудиосигнал в акустической форме (и/или в виде электрического сигнала) можно использовать для получения сигнала обратной связи с целью управления перемещением пятна сварки, производимым сварочным аппаратом, со скоростью, по возможности, приближенной к оптимальной скорости перемещения. В то же время, согласно другому варианту осуществления можно специально управлять подачей газа и/или скоростью подачи проволоки, а также подачей любых других химикатов или присадок в пятно сварки и/или зону сварки при выполнении конкретного эпизода сварки.
Краткое описание чертежей
Ниже приведено более подробное описание некоторых предпочтительных вариантов осуществления изобретения со ссылками на прилагаемые чертежи, на которых представлены:
фигура 1 - вид модуля согласно одному варианту осуществления изобретения,
фигура 2 - блок-схема модуля согласно одному варианту осуществления изобретения,
фигура 3 - устройства согласно одному варианту осуществления изобретения,
фигура 4 - порядок выполнения эпизода сварки модулем согласно одному варианту осуществления изобретения,
фигура 5 - влияние модуля согласно одному варианту осуществления изобретения на оптимизацию выполнения эпизода сварки,
фигура 6 - определение эпизода сварки посредством его параметров согласно одному варианту осуществления изобретения,
фигура 7 - модуль согласно одному варианту осуществления изобретения, и
фигура 8 - вид дисплея модуля согласно одному варианту осуществления изобретения.
Размеры изображений на чертежах не обязательно показаны в определенном масштабе по отношению друг к другу и/или к другим размерам. На разных чертежах одни и те же детали обозначены одинаковыми ссылочными номерами. Относительно использования одного и того же ссылочного номера в другом объекте, на который производится ссылка, следует отметить, что объекты, хотя и не обязательно являются точно идентичными, однако, для специалиста в данной области техники будут понятными возможные отличия между указанными объектами, упомянутые в описании.
Осуществление изобретения
На фигуре 1 показан схематический вид модуля согласно одному варианту осуществления изобретения и связанный с ним пример эпизода сварки. На фигуре 1 показан, в частности, дисплей 100 модуля согласно одному варианту осуществления изобретения. При этом на фигуре 1 в качестве примера показан дисплей, размер которого соответствует одной стороне модуля, однако, изобретение не ограничено указанным соотношением, поскольку дисплей может иметь меньший или, как в одном варианте осуществления, даже больший размер, особенно, если дисплей, связанный с модулем согласно этому варианту осуществления, отделен от модуля. Как показано на фигуре 1, в части 109 графического дисплея представлена характеристическая кривая 111, иллюстрирующая синергическую кривую. Характеристическая кривая, показанная на чертеже, представляет собой прямую линию или, по существу, прямую линию, однако, можно применять и некоторые другие виды характеристических кривых, если сварочная модель, отличная от линейной, используется для того, чтобы представить взаимозависимость переменных на синергической кривой, полученной при помощи соответствующего множества рабочих точек. Характеристическая кривая может быть также частью треугольного графического символа, при этом гипотенузу или ее часть можно использовать в качестве иллюстрации прямолинейной синергической кривой согласно одному варианту осуществления. Изобретение не предполагает ограничения прямолинейной формой синергической кривой. Наоборот, исходя из описания изобретения, специалист в данной области техники понимает, что форма синергической кривой определяется множеством точек (х; y) согласно переменным параметрам сварки, а также кривой, которая подобрана или должна быть подобрана при помощи указанного множества, и сварочная модель, подбор и/или ее форма не зависят от того, является ли подбор, по существу, аналитической функцией, ее аппроксимацией или подбор произведен при помощи численных методов.
Часть 109 дисплея согласно одному варианту осуществления можно также использовать для показа сварщику иллюстраций, графиков и/или видеоизображений, а также - согласно одному варианту осуществления - в качестве множества экранов при помощи секционного дисплея, при этом различные виды эпизодов сварки и/или кривых можно выбирать для различных экранов.
Как показано на фигуре 1, согласно одному варианту осуществления изобретения справа от части 109 дисплея расположены группы кнопочных переключателей 117, предназначенных для выбора эпизода сварки (НТ, hitsaustapahtuma), для выбора положения элементов во время эпизода сварки (As, asento) и/или для выполнения специальной точной настройки (HS, hienosaato) в эпизоде сварки. Согласно одному варианту осуществления изобретения предусмотрено несколько других переключателей F1, F2, F3, F4, F5 модуля для выполнения некоторых функций, определяемых пользователем. Такие функции могут представлять собой конкретную рекомендацию для эпизода сварки, рекомендацию, анимацию, контроль и/или предупреждение. Эти функции можно изменять путем обновления программного обеспечения модуля, а затем это обновление можно оптимизировать для определенного эпизода сварки или для множества эпизодов сварки.
Согласно одному варианту осуществления изобретения, если по оси х части 109 графического дисплея модуля 100 откладывать переменные параметры сварки, связанные с определенным эпизодом сварки, то для оси х можно выбрать определенный масштаб для представления характеристической кривой 111 для конкретного эпизода сварки при помощи одного из переключателей 121 из группы 118 переключателей, связанной с осью х. Согласно одному варианту осуществления изобретения, если по оси y части 109 графического дисплея, соответственно, откладывать переменные параметры сварки, связанные с определенным эпизодом сварки, то для оси y можно выбрать определенный масштаб для представления характеристической кривой 111 для конкретного эпизода сварки, при помощи одного из переключателей из группы 119 переключателей, связанной с осью у.
На чертеже в каждой группе 117, 118, 119 переключателей в качестве переключателей показано по четыре нажимных кнопки прямоугольной формы, однако, изобретение не предполагает ограничения только одним представленным примером формы, числа или расположения переключателей, которыми может пользоваться сварщик.
Согласно одному варианту осуществления изобретения выбор рабочей точки и ее соответствующие настройки могут быть произведены заранее, до начала той части эпизода сварки, во время которой фактически производится сварка. При этом согласно одному варианту осуществления изобретения дисплей, связанный с модулем или его частью 109, в процессе выполнения эпизода сварки обеспечивает отображение демонстрационной версии технологической операции, выполняемой в это время, или, предварительно, определенной технологической операции эпизода сварки.
Изобретение не предусматривает какого-либо ограничения числа, формы или расположения переключателей 121 в определенной группе переключателей только представленными примерами. Согласно одному варианту осуществления изобретения кнопочные переключатели могут иметь круглую или некоторую другую форму, оптимизированную с точки зрения удобства эксплуатации для сварщика, работающего в перчатках. В примере, показанном на фигуре 1, дисплей представляет собой сенсорный экран, однако, изобретение не предусматривает ограничения представленным примером, а нажимные кнопки и дисплей, если требуется, могут быть разделены. Согласно одному варианту осуществления изобретения электромеханические роликовые устройства или другие ручки или ползунки или их комбинации, которые по существу известны, можно использовать для того, чтобы обеспечить функционирование переключателей, показанных в качестве примера. Согласно одному варианту осуществления изобретения модуль содержит как механические, так и сенсорные переключатели.
На фигуре 1 показан пример характеристической кривой, где по оси х отложена скорость подачи проволоки, выраженная в единицах измерения параметра сварки, пригодных для эпизода сварки, а по оси y - сварочное напряжение, связанное с эпизодом сварки.
Согласно одному варианту осуществления изобретения значения параметров по оси y и оси х представлены вместе со значениями этих параметров сварки, соответствующими рабочей точке, на дисплее модуля и/или на некотором другом дисплее, принадлежащем сварочной системе.
Согласно одному варианту осуществления изобретения сенсорный экран модуля 100 выполнен таким образом, чтобы характеристическую кривую 111 и/или ее форму можно было регулировать, перемещая ее на экране. Эту функцию можно использовать, например, при нахождении оптимальной рабочей точки для того, чтобы заранее задать значения параметров для определенного эпизода сварки. Такой вариант осуществления может быть также предпочтительным, если сварной шов в случае специальной сварки отличается от традиционного шва, когда требуется настроить/установить параметры сварки для нестандартной операции. Согласно одному варианту осуществления изобретения характеристическую кривую можно сохранить в запоминающем устройстве и/или зафиксировать для определенного эпизода сварки. Фиксирующие и регулирующий элементы 111, 113, 116 расположены таким образом, чтобы они, например, показывали пределы 116, изменение в которых позволяет выполнять эпизод сварки определенным образом. Фиксирующие элементы 116 спроектированы на ось х, однако, согласно изобретению, очевидно, что, благодаря характеристической кривой 111, эти точки с координатами по оси х также соответствуют некоторым точкам на оси y, т.е. напряжениям в примере, показанном на чертеже. Согласно одному варианту осуществления изобретения указатель 113 установлен с возможностью перемещения по определенной части характеристической кривой, например, в диапазоне, указанном на оси х фиксирующими и регулирующим элементами 116.
Соответствующие пределы регулировки показаны светлыми кругами, расположенными на расстояниях Δ1 и Δ2 в направлении оси у от черного круга, который в примере на фигуре 1 показывает рабочую точку для эпизода сварки на синергической кривой, отображающей соотношение между напряжением и скоростью подачи проволоки. Фиксирующие и регулирующие элементы 116 можно выполнить таким образом, чтобы фиксацию и/или ее снятие можно было выполнить, например, при помощи функциональной клавиши или какого-либо другого переключающего элемента или их комбинации. Согласно одному варианту осуществления изобретения круговой регулирующий элемент и регулирующий элемент по вертикальной оси можно зафиксировать друг с другом или освободить их от взаимной фиксации. При фиксации можно также выбрать один из альтернативных вариантов, когда круг перемещается либо вдоль некоторой отображаемой синергической кривой, либо по некоторому другому подмножеству рабочих точек, которые являются частью указанного множества рабочих точек.
Согласно одному варианту осуществления изобретения дисплей модуля выполнен таким образом, что позволяет одновременно отображать множество различных характеристических кривых аналогично тому, как показано на части 109 экрана. Если требуется, характеристические кривые можно расположить в одной и той же части экрана или изобразить в различных системах координат. Благодаря этому, сварщик может проще оценить влияние параметра, который он выбрал для регулирования, на другие параметры, связанные с эпизодом сварки. Так, например, сварщик может узнать среднюю мощность и напряжение, соответствующее пульсации напряжения, и/или ток, связанные с определенным эпизодом сварки. Согласно одному варианту осуществления изобретения в качестве другого отображения можно выбрать точную настройку напряжения (или некоторой величины отклонения от напряжения), которая представлена как изменение длины свободной проволоки/электрической дуги (VLPHS) в зависимости от величины настраиваемого напряжения. Тогда при помощи настроек в соответствии с задающим устройством можно показать влияние каждой настройки на длину свободной проволоки, а также одновременно, например, на температуру электрической дуги. Согласно одному варианту осуществления изобретения модуль в соответствии с моделью обеспечивает отображение на одной части экрана оценки температуры электрической дуги и/или другие переменные параметры сварки в эпизоде сварки. Отклонение точной настройки напряжения от синергической кривой показано сварщику при помощи черного круга на фигуре 1, изображенного на графике характеристической кривой 111, однако, не ограничивается только этой позицией. Если напряжение точной настройки равно 0, круг расположен на характеристической кривой. Соответственно, если напряжение уменьшается или увеличивается, черный круг перемещается вдоль оси y. Если модуль переключается в синергический режим, черный круг перемещается вдоль синергической характеристической кривой 111, однако, если модуль не переключен в синергический режим, круг свободно перемещается в направлении оси y, иллюстрируя, таким образом, настройку. При этом, что касается напряжения, рабочая точка сварочного аппарата будет требуемым образом отклоняться от рекомендуемого значения на синергической кривой. После этой точной настройки синергическая регулировка скорости подачи проволоки, выполняемая по мере необходимости, приведет к перемещению указателя 113 в направлении оси х и, соответственно, черного круга - в направлении характеристической кривой 111. Однако в одном варианте осуществления это зависит от того, какие регулирующие элементы взаимно зафиксированы. В одном варианте осуществления изобретения регулировка скорости подачи проволоки может отклоняться, соответственно, от синергической регулировки, и это отклонение может быть показано на характеристической кривой в виде перемещения черного круга в направлении оси х либо вдоль синергической кривой, либо в направлении к ней, в зависимости от установок фиксации.
На фигуре 1 показана сварочная горелка 106, в которой может быть установлен покрытый электрод 107 для выполнения эпизода сварки (эпизод дуговой сварки вольфрамовым электродом в среде инертного газа, TIG, gas tungsten arc welding) или сварочная проволока, которую можно подавать при помощи о устройства 107 подачи сварочной проволоки (не показано отдельно на чертеже) в другом эпизоде сварки (эпизод дуговой сварки металлическим плавящимся электродом в среде инертного газа, MIG, или эпизод дуговой сварки металлическим плавящимся электродом в среде активного газа, MAG). Объект 105 показывает линию подачи электрической мощности и/или подачу проволоки, а объект 102 показывает линию подачи сварочного газа из газового резервуара 101 к соответствующему месту выполнения эпизода сварки, при этом каждый из указанных объектов оснащен задающим устройством и средством выбора, однако, не ограничивается только представленным устройством или какой-либо его частью.
На фигуре 1 показано, что модуль 100 согласно одному варианту осуществления изобретения объединен со сварочным аппаратом 104. При этом модуль 100 согласно одному варианту осуществления может быть стационарно установлен в устройстве 104, однако, согласно другому варианту осуществления его можно снимать при помощи быстроразъемного крепления без дальнейшей разборки аппарата 104 и/или модуля 100. Согласно одному варианту осуществления изобретения аппарат 104, показанный на фигуре 1, содержит устройство 103 ввода-вывода для обмена внешней информацией и/или настройками между сварочным аппаратом 104 и некоторой другой частью сварочной системы или для обеспечения дистанционного управления. Устройство 103 ввода-вывода может содержать передающее устройство для сообщения настроек для конкретного эпизода сварки, приемное устройство для приема настроек и управляющее или приемопередающее устройство для двухстороннего прохождения информации, касающейся сварки, по сети передачи данных между аппаратом 104 и управляющей им частью сварочной системы. На чертеже схематически показан пример устройства ввода-вывода, пригодного для применения с беспроводной связью согласно одному варианту осуществления изобретения. Устройство ввода-вывода может быть также, например, оптическим, акустическим или проводным. В примере, показанном на фигуре 1, устройство 103 ввода-вывода предназначено для работы в диапазоне радиочастот с целью обмена данными, связанными с эпизодом сварки, со сварочным аппаратом 104 и представления их сварщику, который пользуется ими. На чертеже показана также дополнительная опора 108 для сварочной горелки, при этом изобретение не ограничивается ее представленной механической конструкцией, расположением или формой. Согласно одному варианту осуществления изобретения такая опора может быть также частью сварочной системы, предназначенной для присоединения и/или позиционирования аудиовизуального средства согласно эпизоду сварки для руководства работой сварщика.
На фигуре 2 показана блок-схема модуля 100 согласно одному варианту осуществления изобретения. На чертеже, по существу, не показаны механическая конструкция и/или позиции переключателей, экран или другие части в структурах модуля. Не включает чертеж и инфраструктуру, необходимую для поддержки функционирования блоков, изображенных на чертеже, при этом указанная инфраструктура может содержать, если требуется, элементы и/или средства и устройства, известные, по существу. Согласно примеру, показанному на фигуре 2, модуль 100 согласно одному варианту осуществления изобретения для оптимизации сварки при выполнении эпизода сварки содержит, как показано, блок 200 аппаратного обеспечения модуля и блок 210 программного обеспечения модуля. Блок аппаратного обеспечения модуля может содержать в соответствующих случаях механические части, переключатели, реле, электронные и другие физические элементы модуля, предназначенные для обеспечения функционирования и/или удобства эксплуатации модуля.
При этом модуль согласно одному варианту осуществления изобретения включает по меньшей мере один из следующих компонентов: микропроцессор 201, энергонезависимое запоминающее устройство 202, еще одно запоминающее устройство 203, дисплей 204, адаптер 206 ввода-вывода для обмена сигналами низкой мощности с устройством, присоединенным к модулю 100 (например, к датчику температуры и влажности или к какому-либо другому датчику), адаптер 7 ввода-вывода для коммуникационного управления модулем 100 при помощи сигналов высокой мощности, блок управления 209 для управления, например, подачей проволоки или подачей газа, однако, согласно одному варианту осуществления изобретения один из блоков 209 управления может быть использован в качестве блока управления для пользовательского порта. При этом модуль может быть запрограммирован таким образом, чтобы использовать сигнал, определяемый пользователем в качестве входного сигнала и/или выходного сигнала. Сигналы обратной связи и/или другие управляющие сигналы/сигналы датчика, связанные с автоматизацией определенных технологических операций, можно, например, объединить с функциями модуля и, таким образом, использовать для оптимизации эпизода сварки. Согласно одному варианту осуществления адаптеры 206 и 207 ввода-вывода объединены вместе, при этом, благодаря кодированию сигналов, их адресацию можно разделять в соответствии с задачей управления. Так, например, при помощи цифрового сигнала можно выполнять управление несколькими устройствами даже в различных объектах сварочной системы, и, кроме того, обеспечить помехоустойчивость, пригодную для промышленного оборудования.
Согласно одному варианту осуществления изобретения модуль 100 содержит блок 210 программного обеспечения модуля с множеством программных средств для поддержки/обеспечения функционирования блока 200 аппаратного обеспечения модуля. Блок программного обеспечения модуля согласно одному варианту осуществления изобретения включает по меньшей мере один из следующих компонентов: контрольный дисплей 214, устройство 211 для считывания с сенсорной панелью, контрольный сенсорный экран 214 и устройство 211 для считывания, устройство 211 для считывания значений рабочей точки, определяемых задающим устройством, и для преобразования указанных значений в сигнал, который используется блоком 213 настроек сварочного аппарата, устройство 216 для считывания данных с датчика и устройство 217 для определения характеристической кривой зависимости между переменной х и переменной y, устройство управления базой данных 212 для хранения/считывания в запоминающем устройстве характеристической кривой согласно эпизоду сварки, настройки и/или отклонения рабочей точки, и устройство 219 для выполнения обновления через порт блока аппаратного обеспечения модуля и/или интерфейс ввода-вывода. Одно из устройств 219 может быть также предназначено для установки настроек модуля и/или изменения их данных в случаях, не связанных с обновлением. Это показано на чертеже на фигуре 2, где представлены два устройства 219. Устройство управления базой данных можно использовать в соответствующих случаях для просмотра, хранения и/или изменения демонстрационных программ или других данных, связанных с работой сварочного аппарата, а также для хранения обновлений. Блок программного обеспечения модуля также можно использовать в соответствующих случаях для обработки значений переменных параметров сварки и для определения и/или хранения подборов сварочной модели.
Типы или количество устройств, представленных в блоке программного обеспечения модуля и/или в блоке аппаратного обеспечения модуля, не являются ограничительными и показаны только в качестве примеров.
На фигуре 3 в качестве примера показана сварочная система 300 согласно одному варианту осуществления изобретения. Здесь показано, что модуль 100 согласно одному варианту осуществления изобретения обеспечивает управление множеством сварочных аппаратов, в котором по меньшей мере один сварочный аппарат содержит модуль согласно одному варианту осуществления изобретения. Сварочные аппараты согласно одному варианту осуществления изобретения обозначены ссылочным номером 104, за которым следует буквенное обозначение А, В, С, D или Е для того, чтобы отличать определенную характеристику сварочного аппарата. Ссылочным номером 104 обозначен также сварочный аппарат на фигуре 1, который использован только в качестве неограничительного примера. На фигуре 3 в графической форме показано, что модуль 100 согласно одному варианту осуществления изобретения может быть использован во множестве различных эпизодов сварки для того, чтобы управлять функциями присоединенного сварочного аппарата в соответствии с установленной рабочей точкой, в частности, при помощи синергической кривой для конкретного эпизода сварки и настроек для рабочей точки, которые могут быть показаны сварщику.
Согласно одному варианту осуществления изобретения модуль 100 сварочной системы (в верхней части чертежа) при помощи функционального устройства 103 ввода-вывода имеет двухстороннюю или одностороннюю беспроводную связь со сварочным аппаратом 104А, которая в одном варианте осуществления зависит от того, сохраняется ли информация сварочного аппарата о рабочей точке перед операцией сварки или во время ее, и от того, где происходит сохранение - в самом аппарате и/или во внешней части управляющего устройства. Согласно одному варианту осуществления изобретения указанный сварочный аппарат может также включать второй модуль 100, однако, в примере, показанном на чертеже, символ молнии указывает, что согласно одному варианту осуществления изобретения аппаратом активно управляет именно модуль 100, при этом в модуле также предусмотрено пользовательское соединение с сетью передачи данных (NET) для передачи по сети конкретной информации об эпизоде сварки или настройках. Для аппарата 104А не показан газовый баллон 101, обеспечивающий применение защитного газа, однако, по существу, защитный газ можно использовать. Поэтому согласно одному варианту осуществления изобретения аппарат 104А может использовать стационарный источник газа в эпизодах сварки, которые требуют применения защитного газа, а в тех эпизодах сварки, где газ не требуется, этот источник не используется.
Согласно одному варианту осуществления изобретения управление сварочным аппаратом 104В, который показан на фигуре 3, осуществляется при помощи внешнего модуля 100 согласно одному варианту осуществления изобретения. Для того чтобы показать, что управление является функциональным, изображена беспроводная связь сварочного аппарата 104В, однако, при помощи соединительной линии между модулем 100 и аппаратом 104В показаны такие варианты осуществления, в которых управление сварочным аппаратом производится, по существу, по проводам, или, если требуется, параллельно при помощи беспроводного управления. Согласно одному варианту осуществления изобретения сварочный аппарат 304 представляет собой аппарат для точечной сварки.
Сварочный аппарат 104С согласно одному варианту осуществления изобретения изображен без колес и опорной стойки. Это показывает, что такой аппарат согласно одному варианту осуществления изобретения не обязательно является передвижным, но вместо этого при определенных обстоятельствах его можно использовать в виде стационарной установки на рабочем месте. Для аппарата 104С не показано беспроводное управление со стороны модуля 100, однако, управление/связь может осуществляться по проводной линии 103, которая соединяется с внешним модулем 100, или, в соответствующих случаях, при помощи собственного модуля, расположенного в аппарате 104С.
Сварочный аппарат 104Е представляет собой сварочный аппарат известного уровня техники, который согласно одному варианту осуществления изобретения присоединен как часть системы, однако, также соединяется для осуществления управления с модулем 100 согласно одному варианту осуществления изобретения при помощи функционального соединения. Соединение с сетью NET передачи данных в соответствующих случаях можно обеспечить при помощи оптической линии связи, линии радиосвязи или проводной связи. Протокол передачи данных может представлять собой, по существу, известный протокол, пригодный для обеспечения связи между некоторыми широко используемыми, по существу, известными устройствами ввода-вывода для управления, обновления и/или изменения настроек функций модуля 100 согласно одному варианту осуществления изобретения.
На фигуре 4 показан принцип работы модуля согласно одному варианту осуществления изобретения, однако, изобретение не ограничивается только представленным примером и/или установленной в нем последовательностью. В то же время он иллюстрирует способ сварки, который следует применить для осуществления эпизода сварки, при этом согласно одному варианту осуществления изобретения с указанным способом связана настройка мощности в соответствии с предварительно заданным значением подаваемого тока и напряжения или некоторой переменной, производной от одного из этих параметров, при иллюстрации процесса сварки во время проведения сварочной работы, а также рекомендации для пользователя, в частности, сварщика, при помощи связанного способа.
Для того чтобы настроить сварочную мощность, во-первых, выбирается эпизод 401 сварки, после того, как сварочный аппарат присоединен к разъему электропитания или к другому пригодному источнику мощности и приведен в действие по меньшей мере сварочный модуль 100. На операции предварительного выбора производится выбор типа эпизода сварки. Согласно одному варианту осуществления эпизоды сварки можно выбрать на основании иерархической классификации, начиная с того, является ли данный эпизод соединительным или разделительным эпизодом. Классификацию можно продолжить, если требуется, до эпизодов MIG/MAG/TIG, включая их иерархические детали. Согласно одному варианту осуществления изобретения классификация эпизода сварки отображается в векторной форме, при этом ее компоненты в качестве атрибутов выражают детали эпизода сварки. Согласно одному варианту осуществления изобретения этот вектор отображается сварщику, который при помощи настроек и параметров, выбранных из доступных частей, может составить управляющий вектор, который считывает блок управления программным обеспечением модуля 100 и трансформирует в детали эпизода сварки. Затем осуществляется быстрая передача вектора, например, по сети передачи данных. При этом в указанном векторе можно поместить специфический сегмент адреса сварочного аппарата для идентификации определенного сварочного аппарата/модуля или векторы, специфические для аппаратов, можно использовать для управления их функциями. Согласно одному варианту осуществления изобретения модуль может предлагать, например, на основе предшествующей истории информации, определенный вектор, значения параметров и другие атрибуты которого находятся в базе данных, доступной для модуля.
В способе согласно одному варианту осуществления изобретения сварщик или некоторые другие пользователи выбирают параметры 402, связанные с эпизодом сварки. Они могут быть введены через пользовательский интерфейс модуля 100 или вызваны из запоминающего устройства 410 модуля или, в соответствующих случаях, из некоторой другой базы данных в некоторой части сварочной системы. Согласно одному варианту осуществления можно также использовать датчик, например, для определения расположения свариваемых деталей в поле тяжести.
Согласно одному варианту осуществления изобретения рекомендация 403 представляется пользователю/сварщику в виде графических изображений, звуковой информации, при помощи видео и/или анимации в части 109 экрана дисплея модуля 100. Согласно одному варианту осуществления изобретения демонстрационная версия может продолжаться, если требуется, также непосредственно во время сварки по мере ее выполнения, особенно, если эпизод сварки является критичным с точки зрения скорости перемещения электрической дуги.
В способе согласно одному варианту осуществления изобретения пользователь/сварщик может контролировать настройки 404, связанные с рекомендациями, выданными модулем для эпизода сварки, и перед началом фактического выполнения сварки вносить любые корректировки, которые могут потребоваться, а также производить точные настройки при помощи пользовательского интерфейса модуля 100. Согласно одному варианту осуществления изобретения пользователь/сварщик, если требуется, может также через пользовательский порт модуля программировать/выбирать управляющий сигнал, передаваемый для управления внешним устройством. После выполнения регулировок, конкретного выбора рабочей точки и ее точной настройки для каждого эпизода сварки, включая возможные поправки, вызванные расположением свариваемых деталей, в способе согласно одному варианту осуществления изобретения пользователь может в случае необходимости сохранить настройки в базе данных и/или в запоминающем устройстве сварочного аппарата или модуля. Согласно одному варианту осуществления изобретения модуль обеспечивает измерение значений переменной х и переменной y для того, чтобы определять корреляцию между указанными переменными применительно к эпизоду сварки и сохранять в запоминающем устройстве модуля и/или направлять в сварочную систему или в центр управления через соединение с сетью передачи данных. Таким образом, значения переменных величин компонентов вектора можно специально сохранять для эпизода сварки, например, с целью моделирования синергии между некоторыми переменными.
Согласно одному варианту осуществления изобретения предусмотрена операция, на которой после или во время выполнения указанных настроек, связанных с регулировкой мощности, модуль задает пользователю вопрос об обеспечении безопасности и/или представляет демонстрационную версию, которая касается вопросов обеспечения безопасности, например, необходимости защиты глаз и/или обеспечения защиты от выплесков металла. После этого и после проверки того, что эпизод сварки правильно и обоснованно определен, согласно одному варианту осуществления информация о представлении демонстрационной версии о безопасности присоединяется к протоколу, отправляемому после фактического выполнения эпизода сварки, сварщик может начать сварку, поскольку подготовительные операции 407 закончены. В противном случае выполнение настроек эпизода сварки может быть начато сначала. Это может иметь место, например, в том случае, если не соблюдаются требования к безопасности выполнения процесса.
Согласно одному варианту осуществления изобретения через пользовательский порт модуля в модуль можно также передавать информацию о том, не закрыт ли защитный щиток маски сварщика, или некоторую другую информацию, связанную с работой и безопасностью сварщика, при помощи датчика положения или другого датчика. Согласно одному варианту осуществления изобретения устройство считывания радиочастотной метки (RFID reader) встраивается в модуль 100 или соединяется с ним при помощи его порта для идентификации сварщика и/или эпизода сварки. При этом может быть проведена проверка работы сварщиков с различной квалификацией, и, если необходимо, также степени распространения или ограничения их прав для определенных эпизодов сварки, например, в соответствии с профессиональным мастерством сварщика. Так, например, если устройство RFID reader идентифицирует ученика сварщика, сварочный аппарат, управляемый своим модулем, может заблокировать выполнение определенного эпизода сварки при отсутствии опытного сварщика, который должен контролировать работу ученика. При этом на основании идентификации RFID может быть подан предупредительный сигнал и согласно одному варианту осуществления произведена соответствующая отметка в протоколе в качестве одного из его атрибутов.
Согласно одному варианту осуществления изобретения сварочная операция 408 эпизода сварки выполняется в соответствии с настройками 404 мощности и/или рабочей точки. Согласно одному варианту осуществления изобретения способ сварки включает операцию 409, во время которой выполняются заключительные действия. Такие заключительные действия могут содержать действия, связанные с очисткой сваренных объектов, закалкой, отпуском, а также могут содержать действия, связанные с техническим обслуживанием или работой самого сварочного аппарата. Такими действиями являются, например, выполнение итоговой оценки и/или представление отчета о потреблении на рабочем месте проволоки или покрытых электродов, выключение подачи газа, составление протокола или некоторые другие действия. Согласно одному варианту осуществления сварочный аппарат может прогнозировать вырабатывание определенного материала, связанного с эпизодом сварки, покрытых электродов, проволоки и/или газа, а затем при помощи протокола направлять запрос об их пополнении. В условиях непрерывного производства такое прогнозирование является полезным, особенно в сварочных системах, состоящих из множества идентичных аппаратов, выполняющих работы, которые связаны с вариантами эпизодов сварки, отличающимися в некоторой степени друг от друга, при этом потребление материала различными сварочными аппаратами специфически изменяется, а также в системах, содержащих множество различных сварочных аппаратов, некоторые из которых предназначены для выполнения эпизодов сварки, совершенно отличных от эпизодов сварки, выполняемых другой группой сварочных аппаратов системы.
На фигуре 5 показано влияние различных рекомендаций, выдаваемых при помощи модуля согласно одному варианту осуществления изобретения, на оптимизацию эпизода сварки. На фигуре 5 в качестве примера показано соотношение между переменной х и переменной y при помощи синергической кривой, соответствующей сварочной модели. При этом влияние различных функций модуля 100 (не показанного на фигуре 5) можно проиллюстрировать при помощи итерации переходов 501-504. Участок 500 иллюстрирует выполнение работы сварщиком средней квалификации на основе его практического опыта. Если модуль обеспечивает рекомендации по выбору параметров, участок 501 приближает процесс к оптимальному выполнению X. Первая часть участка 501 соответствует синергической настройке согласно известному уровню техники. Если модуль оказывает дополнительную помощь сварщику, предоставляя рекомендации о предпочтительных режимах, касающихся конкретного эпизода сварки, и о деталях, которые оказывают на них влияние, процесс на участке 502 еще более приближается к оптимальному выполнению. Модуль, обеспечивающий демонстрацию сварщику влияния точной настройки согласно графику характеристической кривой, связанной с конкретным эпизодом сварки, дополнительно приближает процесс на участке 503 к оптимальному выполнению. Однако если аппарат максимально оптимизирован для выполнения эпизода сварки, работа 504 сварщика оптимизируется при помощи, например, вспомогательной аудио-видео функции модуля (варианты осуществления, связанные с перемещением светового пятна перед сварной точкой), при этом процесс оказывается очень близким к оптимальному выполнению X.
ПРИМЕР 1
В блоке программного обеспечения модуля согласно одному варианту осуществления изобретения предусмотрены программные средства, обеспечивающие непосредственное управление и контроль работы сварочного аппарата согласно эпизоду сварки (фигура 6, фигура 8). Некоторые из программных средств установлены в программном обеспечении сварочной работы в соответствии с классификацией эпизода сварки. Элементы программного обеспечения сварочной работы согласно классификации эпизодов сварки представляют собой, например, программное обеспечение для сварочных операций MIG/MAG, программное обеспечение для сварочной операции TIG, и программное обеспечение для сварочной операции ММА (Manual Metal Arc, ручная дуговая сварка покрытым электродом), т.е. для каждой из основных категорий процессов сварки.
В процессе выполнения программы сварочной работы сварщик должен незамедлительно определять наиболее важные настройки, которые касаются сварки, и уметь легко изменять их. При этом на традиционных пультах управления в распоряжении сварщика постоянно находится множество различных органов управления, что создает проблему, поскольку для пользователя трудно определить, когда и при каких обстоятельствах следует использовать каждый орган управления, и как различные органы управления будут влиять друг на друга. В элементах программы сварочной работы, выполняемой модулем, согласно одному варианту осуществления изобретения эпизод сварки разделяется в соответствии с органами управления и функциями на группы, показывающие настройки сварочного аппарата и процесс выполнения работы, связанной с эпизодом сварки, в его реальном отображении, а при помощи предоставления рекомендаций пользователю обеспечивается выполнение операций в определенном порядке. На фигуре 6 показан экран дисплея, соединенного с модулем 100, или части 109 экрана (фигура 1) согласно одному варианту осуществления изобретения. Параметры, представленные в виде текста, доступны для просмотра при помощи средства просмотра для того, чтобы обеспечить более точную/прецизионную установку указанных параметров. Согласно одному варианту осуществления изобретения вектор, связанный с эпизодом сварки, также может быть представлен для просмотра значений настроек.
В способе сварки согласно одному варианту осуществления изобретения выбирается способ сварки (601), пригодный для эпизода сварки. На операции выбора материалов и настроек способа также осуществляется выбор дополнительного материала, связанного с эпизодом сварки, толщины дополнительного материала и защитного газа. Выбор этих параметров в одном варианте осуществления изобретения может быть произведен автоматически и представлен пользователю в виде рекомендации, которую пользователь в случае необходимости может изменять.
В частности, для эпизода сварки выбран шов 602 согласно этому эпизоду. Модуль обеспечивает отображение типа указанного шва, его позицию и направление, в частности, в случае вертикального шва, толщину листа, количество проходов при наложении шва, их нумерацию и/или порядок и отображение рекомендаций для скорости перемещения в виде анимации и/или при помощи аудиовизуальных рекомендаций. Дополнительно в качестве подтипа шва можно выбрать угловой шов, а затем - оптимизировать подачу тока в соответствии с углом шва.
Для эпизода сварки выбирается настройка 603 сварочной мощности. При этом можно выбирать номинальную мощность, которая будет использоваться, длину электрической дуги и возможное применение автоматического режима. Кроме того, можно выбрать настройку пускового устройства синхронизации 2Т/4Т сварочной горелки, а также включение или выключение дистанционного управления.
Согласно одному варианту осуществления изобретения модуль имеет экспериментальный режим, который дает возможность пользователю испытать настройки, при этом можно опробовать сварку в соответствии с установленными настройками, что является полезным, в особенности при получении новой синергической кривой или при использовании другого набора установочных параметров, например, для новых видов свариваемых объектов. Вектор настроек, полученный при помощи настроек, которые окажутся предпочтительными, может быть затем сохранен в запоминающем устройстве, при этом впоследствии можно просматривать настройки эпизода сварки, определяемые вектором настроек. В случае необходимости при помощи применяемой сварочной модели можно получить синергическую кривую в соответствии с основными параметрами сварки и впоследствии использовать значения синергически зависимых переменных.
Согласно одному варианту осуществления изобретения в способе сварки выбираются настройки 604, связанные с автоматическим режимом сварки. К ним относятся, например, настройка запуска, настройка точности, настройка остановки и/или параметров импульсов. Согласно одному варианту осуществления изобретения достоинства как горячей, так и холодной дуги реализуются за счет пульсации, когда энергия подается в пятно сварки в виде импульсов. При этом согласно одному варианту осуществления изобретения специально для каждого эпизода сварки можно настроить время между импульсами, а также длительность импульсов. Подачу мощности можно оптимизировать в соответствии с выбором материала, если пользователь не хочет придерживаться рекомендованных значений. Поля, которые можно найти под полями, следующими за тире, как показано на фигуре 6, можно раскрыть при помощи средства просмотра для того, чтобы обеспечить получение более точно градуированных настроек. Наиболее точно градуированные настройки могут быть скрыты и могут открываться, например, только в соответствии с правами, предоставленными сварщику согласно его профессиональному мастерству. Эти настройки, а также другие известные параметры сварки, применимые к эпизоду сварки, могут быть также введены в сохраняемый/применяемый вектор настроек, специфический для эпизода сварки. Термин "вектор настроек" означает упорядоченное множество таких параметров сварки и/или атрибутов, которые описывают эпизод сварки для сварочного аппарата с целью осуществления его функционирования при выполнении эпизода сварки. При этом конкретный эпизод сварки можно рассматривать как множество параметров сварки, которое, в соответствующих случаях, может включать известные параметры сварки, и при этом параметры могут иметь определенную иерархию, а эпизод сварки может быть классифицирован/проанализирован при помощи множества параметров сварки и атрибутов, представленных в компонентах вектора настроек.
ПРИМЕР 2
На фигуре 7 показан модуль согласно одному варианту осуществления изобретения. Он включает пользовательский интерфейс, снабженный механическими ручками 701, 702, которые используются в качестве регулировочных элементов и задающих устройств. С учетом фигуры 1 настройку можно произвести, например, регулируя левой поворотной ручкой синергическую мощность и перемещая при этом регулирующий элемент 113 в горизонтальном направлении между фиксирующими элементами 116, а правой поворотной ручкой регулируя точную настройку напряжения, изменяя длину электрической дуги (VLPHS) с фигуры 109 В. Согласно одному варианту осуществления изобретения соединение между указанными регулирующими элементами может быть заблокировано и/или разъединено, таким образом, точная настройка напряжения изменяется, при этом черный круг будет перемещаться вдоль регулирующего элемента 113 в вертикальном направлении в точку на оси х, соответствующую позиции, которая иллюстрирует отклонение напряжения, вызванное точной настройкой, от величины, соответствующей синергической настройке.
Настройки согласно пользовательскому интерфейсу будут сохраняться в запоминающем устройстве для эпизода сварки, во время которого управление сварочным аппаратом осуществляется в соответствии с множеством значений переменных величин. Согласно одному варианту осуществления изобретения регулировочные ручки можно также снабдить степенью свободы, которая позволит выполнять их перемещение в направлении их оси вращения для того, чтобы получить дополнительные функции в новом диапазоне настройки/эксплуатации путем вытягивания и/или вталкивания регулировочной ручки в осевом направлении. Изобретение не предусматривает ограничения числа регулировочных ручек или их расположения только представленным примером, напротив, их число и конструктивное исполнение может изменяться, например, для того, чтобы обеспечить выполнение функций, показанных на фигуре 1, без ограничения вариантов осуществления только представленными примерами.
ПРИМЕР 3
На фигуре 8 показана часть 109 дисплея модуля согласно одному варианту осуществления изобретения. При рассмотрении чертежа слева направо вначале показан запуск модуля, при этом сварщик может войти в сварочную систему и/или он идентифицируется в соответствии с его функциональностью/профессиональным мастерством, на основе, например, идентификаторов RFID, и получает соответствующие права на участие в эпизодах сварки. В зависимости от профессионального мастерства сварщика его действиями можно управлять для обеспечения оптимального решения соответствующих задач. Такое управление можно реализовать путем регулирования прав сварщика на использование сварочного аппарата. Элементы, используемые для управления, естественно, могут быть расположены в блоке программного обеспечения модуля.
В центре фигуры 8 показана предварительно выбранная программа сварки на рабочем месте, при этом последний эпизод сварки сохранен, например, в запоминающем устройстве. Если требуется, пользователь может легко продолжить дальнейшее выполнение с этого места. Однако пользователь решает изменить рабочую точку (х; y), таким образом, точка (7,5 м/мин; 22 В) заменяется точкой (8,0; 29 В). Это эквивалентно изменению в установке рабочей точки на другой синергической кривой с (7,5 м/мин; 260 А) на (8,0 м/мин, 265 А). Ссылочным номером 410 показан вариант осуществления способа сварки, в котором можно выбрать новый эпизод сварки. Ссылочный номер 801 показывает часть экрана, ограниченную штриховой линией, и одновременно иллюстрирует вариант осуществления изобретения, согласно которому модуль снабжен таким пользовательским интерфейсом, который изображает на сенсорном экране переключатели для выбора типа шва и других параметров сварки.
ПРИМЕР 4
Используя модуль согласно одному варианту осуществления изобретения, сварщик управляет сварочным аппаратом при выполнении эпизода сварки. При помощи пользовательского интерфейса сварщик может установить множество параметров сварки, которые оказывают влияние на эпизод сварки, его классификационную позицию в иерархии эпизодов сварки, а также более подробную классификацию в соответствии с атрибутами. Графическое приложение позволяет сварщику просматривать влияние выбранных им настроек при помощи демонстрационной версии, которая может быть представлена на части дисплея модуля. В то же время другие эффекты, касающиеся сварки, требующие точного управления процессом сварки, могут быть представлены на другой части.
Графический пользовательский интерфейс открывает совершенно новые возможности для пользовательского интерфейса сварочного аппарата: благодаря такому интерфейсу, можно лучше управлять информацией, содержащейся в сварочном аппарате, в частности, предоставляя пользователю конкретные права на выполнение сварки, а также основанные на его профессиональном мастерстве права изменять определенные настройки и определять, кто производил сварку и какими средствами. Это полезно также в том случае, если впоследствии возникнет необходимость идентифицировать исполнителя работы. Так, например, варианты осуществления, связанные с RFID в сочетании с вариантами осуществления, использующими сети передачи данных и/или базы данных, обеспечивают подходящее средство для этого, и кроме того, если требуется, можно использовать возможности блока программного обеспечения модуля. В модуле согласно одному варианту осуществления изобретения предусмотрены защелкивающиеся фиксаторы для присоединения модуля к сварочному аппарату и съема модуля со сварочного аппарата.
Согласно одному варианту осуществления изобретения почти любой, по существу, известный параметр, который оказывает влияние на определенную сварочную работу, можно в качестве атрибута ввести как параметр сварки в эпизод сварки, и, таким образом, в объем настройки, которая производится при помощи графического пользовательского интерфейса. При этом эпизоды сварки могут отличаться друг от друга, и, в конечном счете, своими атрибутами. Таким образом, один отличный атрибут в первом эпизоде сварки в иерархии эпизодов сварки согласно одному варианту осуществления будет классифицировать этот эпизод как второй эпизод сварки. В этом случае может иметь место, например, несколько эпизодов сварки MIG, и их число может изменяться даже в зависимости от рабочего места для сварочного аппарата, управляемого при помощи модуля. Однако доступ к некоторым настройкам должен быть исключен для рядового пользователя, что можно сделать известным способом управления правами, например, при помощи блока программного обеспечения модуля. Если требуется, средство управления правами может представлять собой устройство низшего уровня для блока программного обеспечения модуля или соответствующего устройства дистанционного управления.
ПРИМЕР 5
Модуль согласно одному варианту осуществления изобретения используется для сварки в комплекте со сварочным аппаратом. Сварщик является опытным профессионалом и выбирает соотношение между сварочной проволокой и напряжением, несколько отличное от того, что указывается в виде синергической кривой в эксперименте на основе модели, представленной блоком программного обеспечения модуля. Довольно часто сварщику приходится неоднократно повторять выполнение сварочной работы, соответствующей определенному эпизоду сварки. В этом случае сварщик может сохранить в запоминающем устройстве значения параметров сварки (х; y), которые он использует в рабочих точках по своему выбору. При помощи средства анализа методом Монте-Карло блока программного обеспечения модуля можно итерически подобрать синергическую кривую для конкретного эпизода сварки применительно к рабочему месту сварщика, проверить ее точность, точка за точкой, при помощи значений рабочих точек (х; y), использованных сварщиком. Независимо от названия, выбранного для средства подбора, изобретение не ограничивает алгоритм подбора только алгоритмом Монте-Карло, напротив, в соответствующих случаях могут быть использованы другие алгоритмы подбора.
Хотя подбор кривой, проходящей через множество точек (х; y) или некоторое его подмножество, при помощи алгоритма на основе любого известного способа подбора является известным, некоторые варианты осуществления изобретения могут использовать подбор в модуле согласно одному варианту осуществления изобретения для того, чтобы аппроксимировать отношение между переменными параметрами сварки с известной точностью, по существу, определенной на основе некоторого множества точек, для получения синергической кривой, соответствующей сварочной модели, специфической для конкретного эпизода сварки и/или конкретного сварщика. Согласно одному варианту осуществления сварщик может делать следующий выбор: использовать рабочие точки, определенные им самим, частично определенные им самим, а частично изготовителем, или в сварочной модели будут использованы данные, заданные поставщиком сварочного аппарата, участвующим в создании синергической кривой. Эти данные могут быть поставлены пользователю и/или в его сварочный аппарат вместе с блоком программного обеспечения модуля или могут представлять собой обновленные версии.
Указанный сварщик имеет ученика, который выполняет работы, требующие меньшей точности. Сварщик дает указания ученику использовать обычный набор синергических кривых и вносить в него изменения, только связанные с позиционированием, выбором материала и/или типом шва. При этом модуль может быть использован для сохранения ряда значений переменных (х; y). Модуль может также сообщать сварщику значения рабочих точек, которые его ученик использовал по меньшей мере в некоторых эпизодах сварки. База данных блока программного обеспечения модуля может обеспечивать расчет отклонений от заданных значений, сохраненных в запоминающем устройстве, и других известных статистических данных, которые сообщаются сварщику. Сварочный эпизод можно классифицировать таким образом, что выбор позиции, материала и/или типа шва будет рассматриваться как различные эпизоды сварки, и в протоколе переменные, определяемые атрибутами эпизодов сварки, будут учитываться таким образом, что согласно одному варианту осуществления модуля при помощи блока программного обеспечения модуля можно выбрать значения атрибутов и/или эпизод сварки, которые требуется контролировать по общим правилам или со специфическими требованиями пользователя. Согласно одному варианту осуществления изобретения классификация эпизода сварки производится на основе атрибутов с возможным включением также других переменных, характерных для эпизода сварки, точно определенных в случае необходимости в диапазоне значений для определенного эпизода сварки, и их соответствующих значений. Кроме того, в протоколе на основании рассчитанных отклонений формулируется рекомендация о заменяющих действиях. Измеряемые переменные обычно включают, в частности, но без ограничения ток, напряжение, мощность, частоту импульсов, длительность коротких замыканий, частоту коротких замыканий и ток двигателя. Основные заменяющие действия вытекают из отклонений между измеренными и базовыми значениями переменных и сообщаются сварщику. Так, например, поступает извещение о слишком большой/слишком малой длине свободной проволоки. При определении замещающих действий в качестве источника информации можно использовать типичные характеристики работы сварщика, полученные, например, на основании пробных сварок, произведенных сварщиком, и/или его предшествующих выполненных работ.
ПРИМЕР 6
В модуле согласно одному варианту осуществления изобретения в блоке программного обеспечения модуля расположено средство анализа методом Монте-Карло для сохранения в базе данных значений параметров сварки, соответствующих парам (х; y). Согласно одному варианту осуществления изобретения модуль включает также средство подбора для обеспечения подбора с использованием множества точек, образованных определенными переменными (х; y). Подбор можно осуществлять, используя некоторые известные способы подбора. Согласно одному варианту осуществления изобретения подбор, используемый блоком программного обеспечения модуля, представляет собой подбор многочлена порядка i-1, содержащего по меньшей мере одну часть, которую можно преобразовать в форму

или

для того чтобы аппроксимировать зависимость между переменными х и y на основании части указанного множества точек. Согласно ряду вариантов осуществления указанный многочлен представляет собой многочлен первой, второй или третьей степени, однако, без ограничения только указанными степенями. При этом указанная степень представляет собой старшую степень х. Специалистам в данной области техники известен, например, способ наименьших квадратов, который может быть использован в соответствующих случаях при аппроксимации подбора для множества точек (х; y). Согласно одному варианту осуществления подбор можно производить при помощи аналитической базовой функции или комбинации таких функций, что, однако, не исключает численного подбора.
Согласно одному варианту осуществления изобретения отдельный сварочный модуль можно заменить компьютером, если в нем установлен блок программного обеспечения модуля согласно одному варианту осуществления изобретения и необходимые узлы в устройстве связаны с компьютером для управления сварочным аппаратом и/или для управления функционированием соответствующих частей блоком аппаратного обеспечения модуля.
Согласно одному варианту осуществления изобретения один атрибут, оказывающий влияние на настройку сварочной мощности, или некоторая переменная, выведенная из него, представляет собой позицию сварного шва по отношению к полю силы тяжести. Согласно одному варианту осуществления изобретения мощность или некоторую переменную, выведенную из нее, можно регулировать в соответствии с тем, является ли позиция сварного шва параллельной направлению поля силы тяжести, перпендикулярной ему, или сварной шов образует плоскость, расположенную под определенным углом к направлению поля силы тяжести. При этом можно оказывать влияние на настройку мощности сварки или переменной, выведенной из нее, при помощи указанного атрибута и, таким образом, учитывать структуру, материал и/или толщину материала объекта при выполнении сварки.
ПРИМЕР 7
Согласно одному варианту осуществления изобретения блок программного обеспечения модуля содержит средство отбора данных для измерения и/или сохранения в базе данных значений по меньшей мере некоторых переменных (х; y), характерных для эпизода сварки. В этом случае в процессе выполнения эпизода сварки можно произвести отбор данных, включая значения переменных, при помощи известного программного средства. Согласно одному варианту осуществления изобретения указанное средство отбора данных для пар (х; y) взаимодействует со средством анализа методом Монте-Карло, указанным в предыдущем примере. Согласно одному варианту осуществления средство отбора данных может быть также отделено от указанного средства анализа методом Монте-Карло, но в соответствующих случаях они могут использовать одинаковые стандартные программы, связанные с функциями базы данных.
Согласно одному варианту осуществления изобретения средство отбора данных обеспечивает сохранение в запоминающем устройстве измеренных значений всех доступных переменных параметров сварки и/или атрибутов, связанных с эпизодом сварки, значения которых получены на основании показаний датчика, ответственного за измерение соответствующих величин, и/или расчетных производных переменных, однако, не все переменные параметры сварки выбираются в качестве таких переменных, касающихся эпизода сварки, из которого требуется сформировать пары (х; y).
Согласно одному варианту осуществления имеется более чем две переменных, но менее чем все количество существующих переменных, из которых формируются переменные значения переменных величин, которые подлежат сохранению в запоминающем устройстве. В одном варианте осуществления изобретения требуемые переменные параметры сварки и/или их число может быть установлено пользователем при помощи пользовательского интерфейса. Согласно одному варианту осуществления изобретения отбор требуемых и/или предварительно выбранных переменных может быть выполнен в соответствии с настройками на равномерно градуированной временной шкале, а согласно другому варианту осуществления - на логарифмической временной шкале. Согласно одному варианту осуществления изобретения средство отбора данных снабжено устройством определения изменений, предназначенным для проведения мониторинга изменений значений переменных параметров сварки, при этом переменные, которые, по существу, остаются постоянными, сохраняются в запоминающем устройстве через определенные интервалы времени в соответствии с настройками, если не происходят изменения. Если устройство определения изменений функционирует и обнаруживает значимое изменение в объеме временной шкалы, устройство сужает интервал отбора для отбираемой переменной. В этом случае для отбора можно использовать, по существу, известную адаптивную матрицу, при этом отбор переменных параметров сварки при помощи устройства определения изменений через определенные интервалы времени можно сделать более или менее частым независимо от того, используется ли для определения значений времени или временных точек линейная или логарифмическая шкала.
Согласно одному варианту осуществления изобретения модуль обеспечивает обратную связь на основе значений переменных параметров сварки, информируя сварщика или другого пользователя о том, соответствует ли эпизод сварки определенному набору критериев в пределах требуемых допусков и/или выполняется согласно другим заданным значениям, сохраненным в запоминающем устройстве. Допуски могут быть определены для конкретного эпизода сварки по значениям определенных переменных, выходящих за допустимые пределы, а затем при помощи допусков можно также произвести качественную классификацию на основе иерархических допусков.
Согласно одному варианту осуществления изобретения обратная связь, которая обеспечивается при помощи блока программного обеспечения модуля, может содержать световую сигнализацию в режиме реального времени при выполнении сварки, звуковую сигнализацию при изменении значения переменных параметров сварки во время эпизода сварки и/или протокол изменений, в котором переменные параметры сварки представляются в виде графика и/или по отношению к среднему значению/допускам на основании данных, предварительно полученных из эпизода сварки. Согласно одному варианту осуществления иллюстрация при помощи графика также может отображаться в режиме реального времени. Согласно одному варианту осуществления изобретения блок программного обеспечения модуля может быть реализован полностью или в соответствующей степени при помощи компьютера, подключенного к сварочному аппарату для сбора данных, касающихся переменных параметров (х; y) режима сварки, других параметров и/или других данных. Протокол может быть выполнен либо в виде распечатки и/или в цифровой форме в файле данных, а также, если требуется, при помощи подключенного дисплея модуля, по сети передачи данных или некоторыми другими, также, по существу, известными способами. Кроме того, в соответствующих случаях протокол может быть выполнен в текстовой форме, а также может содержать графики и может быть представлен в целях иллюстрации.
Для специалистов в данной области техники очевидно, что при техническом усовершенствовании основная идея изобретения может быть реализована множеством различных путей. Поэтому изобретение и варианты его осуществления не ограничены вышеописанными примерами и могут изменяться в пределах прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ АППАРАТОМ | 2009 |
|
RU2484931C2 |
| ИМИТАТОР СВАРКИ ТРУБ В ВИРТУАЛЬНОЙ СРЕДЕ | 2009 |
|
RU2492526C2 |
| СПОСОБ ПЕРЕМЕНЫ СВАРОЧНОГО ПРОЦЕССА ВО ВРЕМЯ СВАРКИ (ВАРИАНТЫ) И СПОСОБ ВВЕДЕНИЯ ТЕПЛА ПЕРЕД СВАРОЧНЫМ ПРОЦЕССОМ | 2010 |
|
RU2500510C2 |
| СПОСОБ АВТОМАТИЗАЦИИ СВАРОЧНЫХ ПРОЦЕССОВ НА ПРЕДПРИЯТИИ | 2016 |
|
RU2681589C2 |
| СПОСОБ РУЧНОЙ СВАРКИ | 2013 |
|
RU2636216C2 |
| СПОСОБ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ИСТОЧНИКОМ ТОКА, А ТАКЖЕ СВАРОЧНЫЙ ШЛЕМ ДЛЯ ПОЛЬЗОВАТЕЛЯ ИСТОЧНИКОМ ТОКА | 2010 |
|
RU2498886C2 |
| СПОСОБ И СИСТЕМА СВАРКИ | 2015 |
|
RU2695694C2 |
| СИСТЕМА И СПОСОБ, ОБЕСПЕЧИВАЮЩИЕ ОБУЧЕНИЕ ДУГОВОЙ СВАРКЕ В МОДЕЛИРУЕМОЙ СРЕДЕ ВИРТУАЛЬНОЙ РЕАЛЬНОСТИ В РЕАЛЬНОМ ВРЕМЕНИ С ИСПОЛЬЗОВАНИЕМ ОБРАТНОЙ СВЯЗИ СВАРОЧНОЙ ВАННЫ В РЕАЛЬНОМ ВРЕМЕНИ | 2009 |
|
RU2491649C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ВЫХОДНОГО СИГНАЛА СВАРОЧНОГО АППАРАТА С ЭЛЕКТРОПРИВОДОМ (ВАРИАНТЫ) И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2107596C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ЭЛЕКТРОДУГОВОЙ СВАРКИ В РЕЖИМЕ РЕАЛЬНОГО ВРЕМЕНИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2802922C2 |




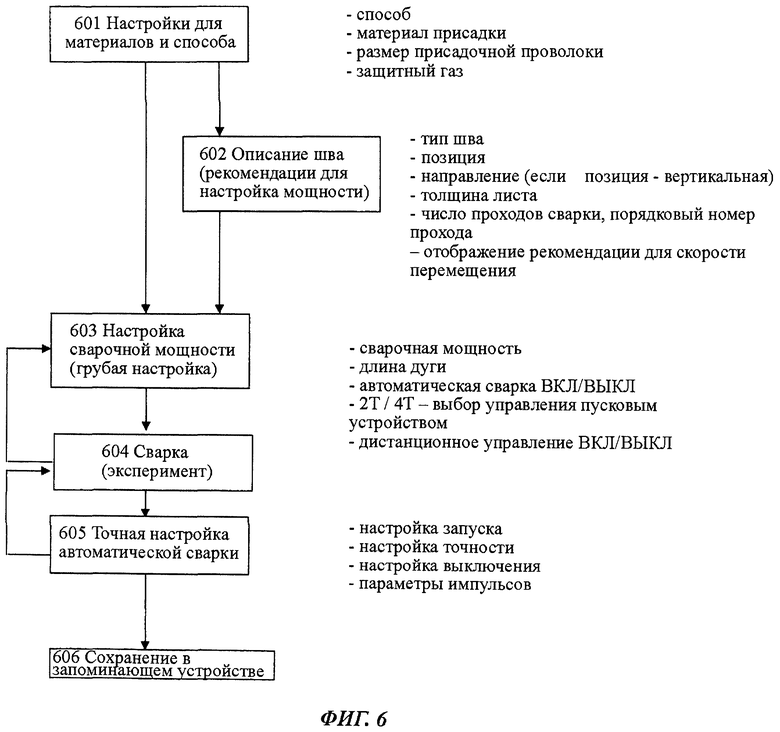


Изобретение относится к модулю управления сварочным аппаратом, способу сварки методом MIG/MAG и сварочной системе. Модуль (100) предназначен для управления сварочным аппаратом с использованием рабочей точки на синергической характеристической кривой, представляемой на дисплее, характеризующей выбранный способ сварки, построенной при помощи совокупности графиков изменения параметров сварки, содержащих по меньшей мере одну характеристическую кривую (111), построенную на основании соотношения между переменной x параметров сварки и переменной y параметров сварки. Модуль (100) снабжен по меньшей мере одним задающим устройством (113) для настройки упомянутой рабочей точки, выполненным с возможностью представления рабочей точки и ее отклонения (Δ1, Δ2 ) от указанной синергической характеристической кривой на основе указанной совокупности графиков, и имеет средство отображения аудио-видео рекомендаций (502, 503, 504), соответствующих способу сварки. 8 н. и 20 з.п. ф-лы, 8 ил.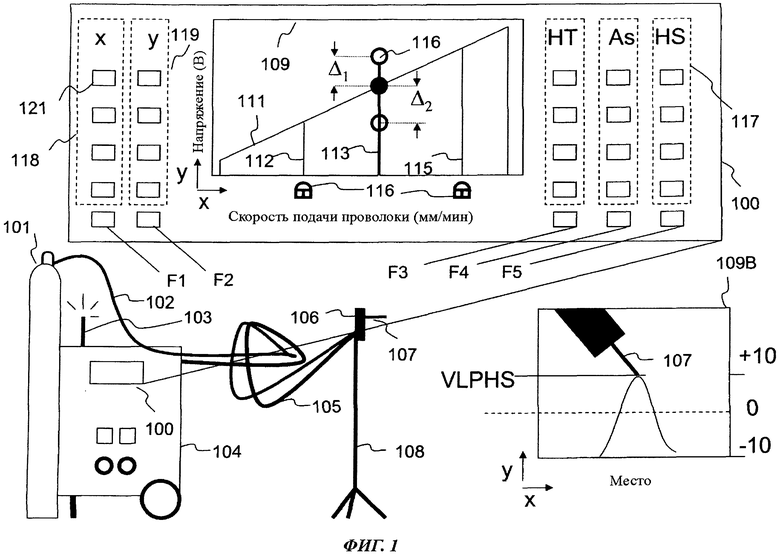
1. Модуль (100) управления сварочным аппаратом для сварки методом MIG/MAG с использованием рабочей точки на синергической характеристической кривой, представляемой на дисплее, характеризующей выбранный способ сварки сварочным аппаратом (104, 104В, 104С, 104D, 104Е), построенной при помощи совокупности графиков изменения параметров сварки, содержащих по меньшей мере одну характеристической кривую (111), построенную на основании соотношения между переменной х, представляющей собой один из следующих переменных параметров: скорость подачи проволоки, сварочный ток, сварочное напряжение, скорость подачи другого сварочного материала, парциальное давление защитного газа для выбранного способа сварки, влажность воздуха, влажность поверхности свариваемого объекта, и переменной y, представляющей собой один из следующих переменных параметров: напряжение или производную от него, сварочный ток, сварочное напряжение, сварочную мощность, скорость подачи сварочного материала, парциальное давление защитного газа для выбранного способа сварки, влажность воздуха, влажность поверхности свариваемого объекта, при этом модуль (100) снабжен по меньшей мере одним задающим устройством (113) для настройки упомянутой рабочей точки, выполненным с возможностью представления рабочей точки и ее отклонения (Δ1, Δ2 ) от указанной синергической характеристической кривой на основе указанной совокупности графиков, и снабжен средством отображения аудио-видео рекомендаций (502, 503, 504), соответствующих способу сварки.
2. Модуль по п. 1, отличающийся тем, что указанное задающее устройство модуля (100) содержит по меньшей мере один из следующих компонентов: задающее устройство для нижнего предела (112) упомянутых параметров сварки, задающее устройство для верхнего предела (115) упомянутых параметров сварки, задающее устройство для рабочей точки, задающее устройство для предела подачи аварийного сигнала и задающее устройство (113) для отклонения (Δ1, Δ2 ) от указанной синергической характеристической кривой.
3. Модуль по п. 1, отличающийся тем, что он содержит аппаратный блок (200), содержащий по меньшей мере один из следующих компонентов: дисплей (109), сенсорную панель, сенсорный экран (109), адаптер дисплея (204), средство (117, 118, 121, 701, 702) для установки на сварочном аппарате значений рабочей точки согласно задающему устройству, рукоятку (701, 702) управления, выключатель, набор клавишей (117, 118, 121), набор виртуальных клавишей, датчик для определения точек (х; у) на характеристической кривой зависимости между переменной х и переменной у.
4. Модуль по п. 1, отличающийся тем, что он содержит блок (210) программного обеспечения модуля, содержащий по меньшей мере один из следующих компонентов: средство для управления дисплеем (214), средство для считывания информации с сенсорной панели, средство для управления (214) сенсорным экраном и для считывания информации (211) с него, средство (211) для считывания значений рабочей точки, определяемых задающим устройством, и для преобразования их в сигнал, используемый для установки настроек (213) на сварочном аппарате (104), средство (217) для считывания информации датчика и средство для определения характеристической кривой зависимости между переменной x и переменной y, средство (212) управления базой данных для хранения/считывания характеристической кривой, установки и/или отклонения рабочей точки согласно эпизоду сварки, средство анализа методом Монте-Карло для хранения значений переменных параметров сварки, характеризующих способ сварки, и для анализа их взаимозависимости, средство для считывания настройки рукоятки (701, 702) управления, средство (117, 118, 121) для считывания состояний переключателей, набор клавишей и/или набор виртуальных клавишей.
5. Модуль по п. 1, отличающийся тем, что переменная x, представляющая собой один из следующих переменных параметров: скорость подачи проволоки, сварочный ток, сварочное напряжение, скорость подачи другого сварочного материала, парциальное давление защитного газа для способа сварки, влажность воздуха, влажность поверхности свариваемого объекта является производной от одного из вышеуказанных параметров, или комбинации вышеуказанных параметров.
6. Модуль по п. 1, отличающийся тем, что переменная y для выбранного способа сварки, представляющая собой один из следующих переменных параметров: напряжение, сварочный ток, сварочное напряжение, сварочную мощность, скорость подачи сварочного материала, парциальное давление защитного газа в зоне эпизода сварки, влажность воздуха, влажность поверхности свариваемого объекта, является производной от одного из вышеуказанных параметров или комбинацией вышеуказанных параметров.
7. Модуль по п. 1, отличающийся тем, что он снабжен пользовательским интерфейсом (109, 112, 113, 115, 116, 117, 118, 119, 121, 701, 702) для выбора применительно к способу сварки (HT) по меньшей мере одного фактора, оказывающего влияние на способ сварки (HT), из следующей группы: геометрия сварочного шва (As), сварочный материал, защитный газ, скорость подачи защитного газа, синергическая кривая способа сварки.
8. Модуль по п. 7, отличающийся тем, что пользовательский интерфейс (109, 112, 113, 115, 116,117,118,119,121, 701, 702) обеспечивает демонстрационную версию согласно выбранному способу сварки (HT) применительно к фактору, который оказывает влияние на способ сварки.
9. Модуль по п. 1, отличающийся тем, что он снабжен сигнальным средством, которое обеспечивает предупреждение о том, что значение переменной находится выше и/или ниже оптимального диапазона, связанного с выбранным способом сварки, и/или о возникновении угрозы безопасности.
10. Модуль по одному из предшествующих пунктов, отличающийся тем, что он снабжен средством анализа методом Монте-Карло, связанным со средством управления базой данных для сохранения в запоминающем устройстве, характеризующих выбранный способ сварки точек (х; у).
11.Модуль по п. 10, отличающийся тем, что средство анализа методом Монте-Карло позволяет точно произвести и/или определить подбор в соответствии со сварочной моделью при помощи множества точек (х; у) для получения синергической кривой.
12. Модуль по п. 10, отличающийся тем, что средство анализа методом Монте-Карло обеспечивает получение по меньшей мере одного отклонения между значениями переменных, измеренными во время сварочной работы, и опорными значениями, сохраненными в запоминающем устройстве.
13. Модуль по п. 11, отличающийся тем, что в указанной сварочной модели модуль (100) позволяет использовать полиномиальную функцию для подбора, адаптированного к сварочной модели, при помощи по меньшей мере одной части (xi ; уi) множества точек (х; у) для получения синергической кривой.
14. Сварочный аппарат (104, 104В, 104С, 104D, 104Е) для сварки методом MlG/MAG, содержащий модуль (100) управления сварочным аппаратом по одному из пп. 1-13.
15. Сварочная система, содержащая группу сварочных аппаратов для сварки методом MIG/MAG, по меньшей мере один из которых содержит модуль (100) управления сварочным аппаратом по одному из пп. 1-13.
16. Сварочная система по п. 15, отличающаяся тем, что модуль (100) обеспечивает дистанционное управление и/или протоколирование работы сварочного аппарата (104, 104В, 104С, 104D, 104Е) посредством сетевого соединения для передачи технологических данных.
17. Сварочная система по п. 16, отличающаяся тем, что сетевое соединение между модулем (100) и сварочным аппаратом реализовано при помощи оптической линии связи.
18. Способ сварки, включающий использование модуля (100) управления сварочным аппаратом по п. 1 и содержащий этапы, на которых
- отображают на дисплее (109), управляемом упомянутым модулем (100), синергическую характеристическую кривую, полученную на основе множества переменных параметров сварки, и/или рабочую точку сварки, причем в качестве атрибутов в указанном множестве переменных параметров сварки используют по меньшей мере один из следующих параметров: скорость подачи сварочного материала, сварочный ток, сварочное напряжение, сварочную мощность, форму импульса, защитный газ, материал проволоки, размер проволоки, толщину листа, форму шва и положение шва при сварке, выдают рекомендации при помощи модуля (100), имеющего средство отображения аудио- видео рекомендаций для сварки в соответствии с выбранным способом сварки (HT, 408) с выбранной пользователем скоростью отображения, рекомендуют, на основе множества атрибутов, характеристическую кривую и/или рабочую точку для применения в процессе сварки, извлекают из базы данных (402) значения переменных параметров сварки в соответствии с атрибутами выбранного способа сварки (HT, 408) для установки рабочей точки согласно выбранному способу сварки и для использования сварочного аппарата (104, 104В, 104С, 104D, 104Е) в заранее определенном режиме, инструктируют графическим образом пользователя о влиянии параметров,
- обеспечивают принятие пользователем значений переменных параметров сварки и/или других атрибутов в рабочей точке, или обеспечивают регулирование пользователем значения переменного параметра сварки и/или атрибута для того, чтобы получить требуемую рабочую точку перед началом сварки,
- начинают процесс сварки, который выполняют в соответствии с принятыми параметрами.
19. Способ по п. 18, отличающийся тем, что в ответ на запрос о рекомендации, выбираемый пользователем, обеспечивают рекомендацию о порядке выполнения сварочной работы.
20. Способ сварки, включающий, по меньшей мере, этапы, на которых осуществляют: подготовительный этап для определения параметров сварки,
отображают на дисплее, управляемом модулем (100) управления сварочным аппаратом по п. 1, синергическую характеристическую кривую, полученную на основе множества переменных параметров сварки, и/или рабочую точку сварки, при этом указанное множество переменных параметров сварки в качестве атрибутов содержит по меньшей мере один из следующих параметров: скорость подачи сварочного материала, сварочный ток, сварочное напряжение, сварочную мощность, форму импульса, защитный газ, материал проволоки, размер проволоки, толщину листа, форму шва и положение шва при сварке, частоту появления коротких замыканий, длительность коротких замыканий и/или число коротких замыканий в течение определенного интервала времени,
выдают рекомендации модулем (100), который снабжен средством отображения аудио-видео рекомендаций в соответствии со способом сварки со скоростью отображения, выбранной пользователем,
выдают рекомендацию, на основании множества атрибутов, характеристической кривой и/или рабочей точки для использования в процессе сварки,
- вызывают из базы данных значения переменных параметров сварки в соответствии с атрибутами способа сварки для установки рабочей точки согласно способу сварки и для использования сварочного аппарата (104, 104В, 104С, 104D, 104Е) в заранее определенном режиме,
- выдают пользователю инструкции в графической форме о влиянии параметров, а также
- этап принятия пользователем значений переменных параметров сварки и/или других атрибутов в рабочей точке или регулирования пользователем значения переменного параметра сварки и/или атрибута, чтобы получить требуемую рабочую точку перед началом сварки, начинают процесс сварки, который выполняют в соответствии с принятыми параметрами, регулируют сварочную мощность во время выбранного способа сварки, и
- выполняют сварку до ее завершения согласно рабочей точки, установленной в соответствии с принятыми пользователем значениями переменных параметров сварки, с инструкцией и/или с другими атрибутами.
21. Способ по п. 20, отличающийся тем, что во время выдачи инструкций в графической форме представляют отклонения между значениями, измеренными во время выполнения сварочной работы, и базовыми значениями, сохраненными в запоминающем устройстве.
22. Способ по п. 20, отличающийся тем, что измеренные значения представляют собой ток, напряжение, мощность, частоту коротких замыканий, число коротких замыканий в единицу времени и/или длительность коротких замыканий.
23. Способ по п. 21, отличающийся тем, что на основании указанных отклонений выдают рекомендации по выполнению корректирующих действий.
24. Способ по п. 21, отличающийся тем, что он включает операцию выдачи инструкций в графической форме для выполнения действий, подлежащих выполнению после окончания сварки.
25. Способ по одному из пп. 20-24, отличающийся тем, что содержит операцию выдачи инструкций в графической форме для выбранного способа сварки перед началом сварки, после сварки и/или во время сварки.
26. Машиночитаемый носитель данных с записанным на нем программным продуктом, исполнение которого в микропроцессоре вызывает настройку и/или использование элементов блока программного обеспечения модуля с обеспечением функционирования модуля (100) по одному из пп. 1-13 для управления сварочным аппаратом (104, 104А, 104В, 104С, 104D, 104Е).
27. Машиночитаемый носитель данных с записанным на нем программным продуктом, исполнение которого в микропроцессоре обеспечивает осуществление способа сварки по п. 18 или 19.
28. Машиночитаемый носитель данных с записанным на нем программным продуктом, исполнение которого в микропроцессоре обеспечивает осуществление способа сварки по одному из пп. 20-25.
| US6479793B1,12.11.2002 | |||
| УСТРОЙСТВО УПРАВЛЕНИЯ СВАРОЧНОГО АППАРАТА | 1999 |
|
RU2218251C2 |
| Протяжка для рифления валиков | 1939 |
|
SU63278A1 |
| СИСТЕМА И СПОСОБ, ОБЕСПЕЧИВАЮЩИЕ РАСПРЕДЕЛЕННУЮ АРХИТЕКТУРУ СВАРКИ | 2002 |
|
RU2284885C2 |
| Устройство для автоматического пуска в ход и остановки асинхронного трехфазного двигателя | 1926 |
|
SU4071A1 |
| EP0615808A2,21.09.1994 | |||
| US2007262065A1,15.11.2007 | |||

