Область техники, к которой относится изобретение
По заявке на патент испрашивается приоритет предварительной Заявки на патент США № 61/090794, поданной 21 августа 2008.
Определенные варианты осуществления относятся к моделированию виртуальной реальности. Более конкретно, определенные варианты осуществления относятся к системам и способам обучения обучение дуговой сварке в моделируемой среде виртуальной реальности или среде приближенной к реальности с использованием обратной связи в реальном времени сварочной ванны и к сварочному моделированию.
Предшествующий уровень техники
Изучение, как правильно осуществлять дуговую сварку обычно занимает много часов инструктирования, обучения и практики. Существует множество различных типов дуговой сварки и процессов дуговой сварки, которые могут быть изучены. Как правило, сварка изучается обучающимся с использованием реальной сварочной системы и выполняющим сварочные операции на реальных металлических частях. Такое реальное обучение может иметь недостаточно сварочных ресурсов и расходовать ограниченные сварочные материалы. Недавно, однако, идея обучения с использованием моделирований сварки стала более популярной. Некоторые моделирования сварки реализуются через персональные компьютеры и/или через Интернет. Однако, в настоящее время известные моделирования сварки имеют тенденцию быть ограниченными в их учебном применении. Например, некоторые моделирования сварки фокусируются на обучении только "мышечной памяти", просто студента, занимающегося сваркой, обучают как держать и располагать сварочный инструмент. Другие моделирования сварки сосредотачиваются на том, чтобы показывать визуальные и звуковые эффекты сварочного процесса, но только ограниченным и часто нереалистичным образом, который не предоставляет студенту требуемую обратную связь, являющуюся крайне важной для представления реальной сварки. Именно эта действительная обратная связь направляет студента, на внесение необходимых корректировок для хорошей сварки. Сварке обучают наблюдением дуги и/или ванны, а не мышечной памятью.
Дальнейшие ограничения и недостатки стандартных, традиционных и предложенных подходов станут очевидными для специалиста в данной области техники, через сравнение таких подходов с вариантами осуществления данного изобретения как показано в описании настояшей заявки со ссылкой на чертежи.
Краткое изложение существа изобретения
Было разработано моделирование дуговой сварки, которое обеспечивает моделирование сварной ванны в пространстве виртуальной реальности, имеющей характеристики текучести жидкого металла в реальном времени и характеристики теплопоглощения и рассеяния тепла.
В варианте осуществления настоящего изобретения сварочная система виртуальной реальности в реальном времени включает в себя программируемую подсистему, основанную на процессоре, пространственное устройство слежения, оперативно подключенное к программируемой подсистеме, основанной на процессоре, по меньшей мере, один имитационный сварочный инструмент, выполненный с возможностью пространственного отслеживания пространственным устройством слежения, и по меньшей мере, одно устройство отображения, оперативно подключенное к программируемой подсистеме, основанной на процессоре. Система выполнена с возможностью моделирования в пространстве виртуальной реальности сварочной ванны, имеющей характеристики текучести жидкого металла в реальном времени и рассеяния тепла. Система дополнительно выполнена с возможностью отображения моделированной сварочной ванны на устройстве отображения для изображения сварного шва в реальном времени. На основании действия обучающегося, система будет отображать оцененный сварной шов, который будет либо удовлетворительным, либо сварным швом с дефектами.
Эти и другие характеристики и варианты осуществления заявленного изобретения, так же как детали показанных его вариантов осуществления, будут более полно понятны из следующего описания, чертежей и формулы изобретения.
Краткое описание чертежей
В дальнейшем изобретение поясняется описанием предпочтительных вариантов воплощения со ссылками на сопроводительные чертежи, на которых:
Фиг.1 изображает примерный вариант осуществления блок-схемы системы, обеспечивающей обучение дуговой сварке в среде виртуальной реальности в реальном времени;
Фиг.2 изображает примерный вариант осуществления объединенной моделируемой сварочной консоли и устройства отображения наблюдателя (ODD) из системы по фиг.1;
Фиг.3 изображает примерный вариант осуществления устройства отображения наблюдателя по фиг.2;
Фиг.4 изображает примерный вариант осуществления передней части моделируемой сварочной консоли по фиг.2, показывая физический сварочный пользовательский интерфейс (WUI);
Фиг.5 изображает примерный вариант осуществления имитационного сварочного инструмента (MWT) системы по фиг.1;
Фиг.6 изображает примерный вариант осуществления стола/стенда (T/S) системы по фиг.1;
Фиг.7A изображает примерный вариант осуществления трубчатого образца для испытания сварного шва (WC) системы по фиг.1;
Фиг.7B изображает трубчатый образец для испытания сварного шва по Фиг.7A, установленный в плече стола/стенда (TS) по фиг.6;
Фиг.8 изображает различные элементы примерного варианта осуществления пространственного устройства отслеживания (ST) системы по Фиг.1;
Фиг.9A изображает примерный вариант осуществления установленного на голове устройства отображения (FMDD) системы по фиг.1;
Фиг.9B изображает то, как FMDD по фиг.9A закрепляется на голове пользователя;
Фиг.9C изображает примерный вариант осуществления FMDD по фиг.9A, установленного в пределах сварочного шлема;
Фиг.10 изображает примерный вариант осуществления блок-схемы программируемой подсистемы, основанной на процессоре (PPS) системы по фиг.1;
Фиг.11 изображает примерный вариант блок-схемы блока обработки графических данных (GPU) PPS по фиг.10;
Фиг.12 изображает примерный вариант осуществления схемы функционального блока системы по фиг.1;
Фиг.13 изображает блок-схему варианта осуществления способа обучения сварке с использованием системы обучения виртуальной реальности по фиг.1;
Фиг.14A-14B изображает концепцию карты смещения сварочного пикселя (вокселя), в соответствии с вариантом осуществления данного изобретения;
Фиг.15 изображает примерный вариант осуществления пространства образца и пространства сварки плоского образца для испытания сварного шва, моделируемого в системе по фиг.1;
Фиг.16 изображает примерный вариант осуществления пространства образца и пространства сварки угла (Т-образное соединение) образца для испытания сварного шва, моделируемого в системе по фиг.1;
Фиг.17 изображает примерный вариант осуществления пространства образца и пространства сварки образца для испытания сварного шва канала, моделируемого в системе по фиг.1;
Фиг.18 изображает примерный вариант осуществления образца для испытания сварного шва канала по фиг.17; и
Фиг.19A-19C изображает примерный вариант осуществления концепции модели ванны двойного смещения системы по фиг.1.
Описание предпочтительных вариантов воплощения изобретения
Вариант осуществления настоящего изобретения содержит систему дуговой сварки виртуальной реальности (VRAW), содержащую программируемую подсистему, основанную на процессоре, пространственное устройство отслеживания, оперативно соединенное с программируемой подсистемой, основанной на процессоре, по меньшей мере, один имитационный сварочный инструмент, выполненный с возможностью быть пространственно отслеженным пространственным устройством отслеживания, и, по меньшей мере, одно устройство отображения, оперативно соединенное с программируемой подсистемой, основанной на процессоре. Система выполнена с возможностью моделирования, в пространстве виртуальной реальности, сварочной ванны, имеющей характеристики текучести жидкого металла в реальном времени и рассеяния тепла. Система также выполнена с возможностью отображения моделируемой сварочной ванны на устройстве отображения в реальном времени. Характеристики текучести жидкого металла в реальном времени и рассеяния тепла моделируемой сварочной ванны предоставляют визуальную обратную связь в реальном времени пользователю имитационного сварочного инструмента при отображении, позволяя пользователю корректировать или поддерживать сварочную технику в реальном времени в ответ на визуальную обратную связь в реальном времени (то есть, помогает пользователю учиться сваривать правильно). Отображенная сварочная ванна является сварочной ванной, которая была бы сформирована в реальности на основании сварочной техники пользователя и выбранного сварочного процесса и параметров. Просматривая ванну (например, форма, цвет, окалина, размер, накопленный навар), пользователь может изменить свой метод (технику), чтобы сделать хороший сварной шов и определить тип выполненного сварного шва. Форма ванны является быстро реагирующей на перемещение сварочной горелки или рукоятки. Используемый здесь термин "в реальном времени" означает восприятие и испытание во времени в моделируемой среде того же, что пользователь чувствовал бы и испытал бы в реальном сценарии сварки. Кроме того, сварочная ванна является быстро реагирующей на эффекты физической среды, включающие в себя силу тяжести, таким образом, позволяя пользователю реалистично практиковаться в сварке в различных положениях включая верхнюю сварку и при различных углах сварки трубы (например, 1G, 2G, 5G, 6G).
Фиг.1 иллюстрирует примерный вариант осуществления блок-схемы системы 100, обеспечивающей обучение дуговой сварке в среде виртуальной реальности в реальном времени. Система 100 включает в себя программируемую подсистему 110, основанную на процессоре (PPS). Система 100 дополнительно включает в себя пространственное устройство 120 отслеживания (ST), оперативно соединенное с PPS 110. Система 100 дополнительно включает в себя физический сварочный пользовательский интерфейс (WUI) 130, оперативно соединенный с PPS 110 и устанавливаемым на голове устройством 140 отображения (FMDD), оперативно соединенным с PPS 110 и ST 120. Система 100 дополнительно включает в себя устройство 150 отображения наблюдателя (ODD), оперативно соединенное с PPS 110. Система 100 также включает в себя по меньшей мере один имитационный сварочный инструмент (MWT) 160, оперативно соединенный с ST 120 и PPS 110. Система 100 дополнительно включает в себя стол/стенд (T/S) 170 и по меньшей мере один образец 180 для испытания сварного шва (WC), выполненный с возможностью присоединения к T/S 170. В соответствии с альтернативным вариантом осуществления данного изобретения, обеспечивается имитационный газовый балон (не показан), моделирующий источник экранирующего газа и имеющий управляемый регулятор потока.
Фиг.2 иллюстрирует примерный вариант осуществления объединенной моделируемой сварочной консоли 135 (моделирующей сварочный пользовательский интерфейс источника энергии) и устройство отображения наблюдателя (ODD) 150 системы 100 по Фиг.1. Физический WUI 130 находится на передней части консоли 135 и обеспечивает ручки, кнопки и джойстик для выбора пользователем различных режимов и функций. ODD 150 присоединен к верхней части консоли 135. MWT 160 установлен в держателе, присоединенном к боковой части консоли 135. Внутри консоль 135 содержит PPS 110 и участок ST 120.
Фиг.3 иллюстрирует примерный вариант осуществления устройства 150 отображения наблюдателя (ODD) по Фиг.2. В соответствии с вариантом осуществления данного изобретения, ODD 150 является устройством жидкокристаллического дисплея (LCD). Возможны также другие устройства отображения. Например, ODD 150 может быть дисплеем с сенсорным экраном, в соответствии с другим вариантом осуществления данного изобретения. ODD 150 принимает видеосигнал (например, формата SVGA) и информацию отображения от PPS 110.
Как показано на Фиг.3, ODD 150 выполнен с возможностью отображения первой пользовательской сцены, показывающей различные сварочные параметры 151 включая положения, подсказки для работы, угол сварки, угол перемещения, и скорость перемещения. Эти параметры могут быть выбраны и выведены на экран в режиме реального времени в графической форме и используются, чтобы обучать правильному способу сварки. Кроме того, как показано на Фиг.3, ODD 150 выполнен с возможностью отображения моделируемых состояний 152 сварочного разрыва включая, например, неподходящий размер сварки, плохое размещение наплавленных валиков, вогнутый наплавленный валик, чрезмерную выпуклость, подрез, пористость, неполный сплав, включение шлака, избыточный разброс, переполнение, и перегорание (переплавление). Подрез является канавкой, расплавленной в основном компоненте сплава, смежным со сваркой или корнем сварки и оставленным незаполненным сварочным металлом. Подрез часто происходит из-за неправильного угла сварки. Пористость является разрывами полостного типа, сформированными газовой задержкой во время отвердевания, часто вызываемого перемещением дуги слишком далеко от образца.
Кроме того, как показано на Фиг.3, ODD 50 выполнен с возможностью отображения пользовательского выбора 153 включая меню, действия, визуальные индикаторы, новый образец и конечное прохождение. Эти пользовательские выборы привязаны к пользовательским кнопкам на консоли 135. Поскольку пользователь делает различные выборы через, например, сенсорный экран ODD 150 или через физический WUI 130, отображенные характеристики могут изменяться, чтобы предоставить выбранную информацию и другие опции пользователю. Кроме того, ODD 150 может отображать вид, видимый сварщиком носящим FMDD 140 при том же самом угловом представлении сварщика или под всевозможными углами, например, выбранный инструктором. ODD 150 может быть просмотрен инструктором и/или обучающимися в различных учебных целях. Например, вид может быть повернут вокруг законченного сварного шва, обеспечивая визуальный осмотр инструктором. В соответствии с альтернативным вариантом осуществления данного изобретения, видеосигнал из системы 100 может быть отправлен удаленному пункту через, например, Интернет для удаленного просмотра и/или обсуждения. Кроме того, может быть обеспечен аудиосигнал, обеспечивающий аудиосвязь в реальном времени между обучающимся и удаленным инструктором.
Фиг.4 иллюстрирует примерный вариант осуществления передней части моделируемой сварочной консоли 135 по Фиг.2, показывающей физический сварочный пользовательский интерфейс (WUI) 130. WUI 130 включает в себя набор кнопок 131 соответствующих пользовательским выборам 153, отображенным на ODD 150. Кнопки 131 окрашиваются, чтобы соответствовать цветам пользовательских выборов 153, отображенных на ODD 150. Когда нажимают одну из кнопок 131, сигнал отправляется PPS 110, чтобы активировать соответствующую функцию. WUI 130 также включает в себя джойстик 132 выполненный с возможностью использования пользователем для выбора различных параметров и вариантов, отображенных на ODD 150. WUI 130 дополнительно включает в себя круговой регулятор или ручку 133 для того, чтобы регулировать проводную скорость/амперы канала и другие круговой регулятор или ручку 134 для того, чтобы скорректировать вольты/обрезку. WUI 130 также включает в себя круговой регулятор или ручку 136 для выбора процесса дуговой сварки. В соответствии с вариантом осуществления данного изобретения, три процесса дуговой сварки являются выбираемыми, включая дуговую сварку порошковой проволокой (FCAW), включающую газозащищенные и самозащищенные процессы; сварку металлическим электродом в газовой среде (GMAW), включающую короткую дугу, осевое разбрызгивание, STT и импульс; дуговую сварку вольфрамовым электродом в среде защитного газа (GTAW); и дуговую сварку металлическим покрытым электродом (SMAW), включающую электроды E6010 и E7010. WUI 130 дополнительно включает в себя круговой регулятор или ручку 137 для выбора сварочной полярности. В соответствии с вариантом осуществления данного изобретения, три полярности дуговой сварки являются выбираемыми, включая переменный ток (AC), положительный постоянный ток (DC+), и отрицательный постоянный ток (DC-).
Фиг.5 иллюстрирует примерный вариант осуществления имитационного сварочного инструмента (MWT) 160 из системы 100 по Фиг.1. MWT 160 по Фиг.5 моделирует стержневой сварочный инструмент для сварки пластины и трубы и включает в себя держатель 161 и стержневой моделируемый электрод 162. Триггер на MWD 160 используется, чтобы передавать сигнал к PPS 110, чтобы активировать выбранный моделируемый сварочный процесс. Моделируемый стержневой электрод 162 включает в себя тактильный резистивный наконечник 163, чтобы моделировать резистивную обратную связь, которая происходит во время, например, процесса сварки корневого прохождения при реальной сварке трубы или при сварке пластины. Если пользователь переместит моделируемый стержневой электрод 162 слишком далеко от корня, то пользователь будет в состоянии чувствовать или обнаружить более низкое сопротивление, таким образом получая обратную связь для использования при корректировке или поддержании текущего сварочного процесса.
Считается, что стержневой сварочный инструмент может включать в себя привод (не показан), который забирает моделируемый стержневой электрод 162 во время виртуального сварочного процесса. То есть, когда пользователь участвует в виртуальном сварочном действии, расстояние между держателем 161 и наконечником моделируемого стержневого электрода 162 уменьшается, чтобы моделировать потребление электрода. Скорость потребления, то есть уменьшение стержневого электрода 162, может управляться PPS 110 и более конкретно кодированными инструкциями, выполняемыми PPS 110. Моделируемая скорость потребления может также зависить от метода пользователя. Полезно упомянуть здесь, что, поскольку система 100 способствует виртуальной сварке с различными типами электродов, скорость потребления или сокращение стержневого электрода 162 может изменяться с используемой сварочной процедурой и/или установкой системы 100.
Другие имитационные сварочные инструменты также возможны, в соответствии с другими вариантами осуществления данного изобретения, включая MWD, который моделирует переносной полуавтоматический сварочный пистолет, подающий проводной электрод, например, через пистолет. Кроме того, в соответствии с другими определенными вариантами осуществления данного изобретения, заявленный сварочный инструмент может использоваться в качестве MWT 160, чтобы лучше моделировать действительное восприятие инструмента в руках пользователя, даже при том, что в системе 100 инструмент не будет использоваться, чтобы в действительности создавать реальную дугу. Кроме того, может быть обеспечен моделируемый инструмент шлифования, для использования в моделируемом режиме шлифования средства 100 моделирования. Точно так же может быть обеспечен моделируемый режущий инструмент, для использования в моделируемом режущем режиме средства 100 моделирования. Кроме того, горелка моделируемой дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) или материал заполнителя могут быть обеспечены для использования в средстве 100 моделирования.
Фиг.6 иллюстрирует примерный вариант осуществления стола/стенда (T/S) 170 системы 100 по Фиг.1. T/S 170 включает в себя регулируемый стол 171, стенд или основу 172, регулируемый рычаг 173 и вертикальную стойку 174. Стол 171, стенд 172 и рычаг 173 каждый присоединяется к вертикальной стойке 174. Стол 171 и рычаг 173 каждый способен к тому, чтобы быть вручную скорректированным вверх, вниз и с поворотом относительно вертикальной стойки 174. Рычаг 173 используется, чтобы удерживать различные образцы для испытания сварного шва (например, образец 175 для испытания сварного шва), и пользователь может положить свою руку на стол 171 при обучении. Вертикальная стойка 174 индексируется с информацией о положении так, чтобы пользователь мог знать точно, как рычаг 173 и стол 171 вертикально располагаются на стойке 171. Эта информация о вертикальном положении может быть введена в систему пользователем с использованием WUI 130 и ODD 150.
В соответствии с альтернативным вариантом осуществления данного изобретения, положения стола 171 и рычага 173 могут быть автоматически заданы PSS 110 через предварительно запрограммированные настройки, или через WUI 130 и/или ODD 150 как инструктируется пользователем. В таком альтернативном варианте осуществления T/S 170 включает в себя, например, двигатели и/или сервомеханизмы, и сигнальные команды от PPS 110 активируют двигатели и/или сервомеханизмы. В соответствии с дополнительным альтернативным вариантом осуществления данного изобретения, положения стола 171 и рычага 173 и тип образца детектируются системой 100. Таким образом, пользователь не должен вручную вводить информацию о положении через пользовательский интерфейс. В таком альтернативном варианте осуществления T/S 170 включает в себя положение и детекторы ориентации и отправляет сигнальные команды PPS 110, чтобы обеспечить положение и информацию об ориентации, и WC 175 включает в себя датчики детектирования положения (например, катушечные датчики для того, чтобы детектировать магнитные поля). Пользователь может видеть, что представление T/S 170 корректируется на ODD 150, поскольку изменяются параметры регулировки, в соответствии с вариантом осуществления данного изобретения.
Фиг.7A иллюстрирует примерный вариант осуществления образца 175 для испытания сварного шва (WC) трубы системы 100 по Фиг.1. WC 175 моделирует две трубы 175' и 175" с диаметром шесть дюймов, размещенных вместе, чтобы сформировать корень 176, который должен быть сварен. WC 175 включает в себя участок 177 соединения на одном конце WC 175, обеспечивая WC 175 присоединение точным и повторимым способом к рычагу 173. Фиг.7B иллюстрирует трубчатый WC 175 по Фиг.7A, смонтированный на рычаге 173 стола/стенда (TS) 170 по Фиг.6. Точный и повторимый способ, которым выполнен WC 175 для присоединения к рычагу 173, учитывает пространственную калибровку WC 175, которая должна быть выполнена единожды на фабрике. Затем, в поле, пока системе 100 задают позицию рычага 173, система 100 в состоянии отследить MWT 160 и FMDD 140 относительно WC 175 в виртуальной среде. Первый участок рычага 173, к которому присоединяется WC 175, выполнен с возможностью наклона относительно второго участка рычага 173, как показано на Фиг.6. Это позволяет пользователю практиковать процесс сварки трубы с трубой в любой из нескольких различных ориентаций и углов.
Фиг.8 иллюстрирует различные элементы примерного варианта осуществления пространственного устройства 120 отслеживания (ST) по Фиг.1. ST 120 является магнитным устройством отслеживания, которое выполнено с возможностью оперативного взаимодействия через интерфейс с PPS 110 системы 100. ST 120 включает в себя магнитный источник 121 и исходный кабель, по меньшей мере, один датчик 122 и связанный кабель, основное программное обеспечение на диске 123, источник 124 энергии и связанный кабель, кабели 125 USB и RS-232, и модуль 126 отслеживания процессора. Магнитный источник 121 выполнен с возможностью оперативного соединения с модулем отслеживания процессора 126 через кабель. Датчик 122 выполнен с возможностью оперативного соединения с модулем 126 отслеживания процессора через кабель. Источник 124 энергии выполнен с возможностью оперативного соединения с модулем 126 отслеживания процессора через кабель. Модуль 126 отслеживания процессора выполнен с возможностью оперативного соединения с PPS 110 через кабель 125 USB или RS-232. Основное программное обеспечение на диске 123 выполнено с возможностью быть загруженным на PPS 110 и обеспечивает функциональную передачу между ST 120 и PPS 110.
Со ссылкой на Фиг.6, магнитный источник 121 ST 120 установлен на первой части рычага 173. Магнитный источник 121 создает магнитное поле вокруг источника 121, включая пространство, охватывающее WC 175, присоединенный к рычагу 173, которое устанавливает трехмерную (3D) пространственную систему отсчета. T/S 170 является в значительной степени неметаллическим (нежелезный и непроводящий), чтобы не искажать магнитное поле, создаваемое магнитным источником 121. Датчик 122 включает три индуктивные катушки, ортогонально выровненные вдоль трех пространственных направлений. Индуктивные катушки датчика 122 каждая замеряет силу магнитного поля в каждом из этих трех направлений и предоставляют эту информацию блоку 126 отслеживания процессора. В результате система 100 может знать, где находится любая часть WC 175 относительно 3D пространственной системы отсчета, установленной магнитным полем, когда WC 175 устанавливается на рычаге 173. Датчик 122 может быть присоединен к MWT 160 или к FMDD 140, позволяя MWT 160 или FMDD 140 быть прослеженным ST 120 относительно 3D пространственной системы отсчета и в пространстве и в ориентации. Когда два датчика 122 обеспечиваются и оперативно соединяются с блоком 126 отслеживания процессора, и MWT 160 и FMDD 140 могут быть прослежены. Таким образом, система 100 выполнена с возможностью создания виртуального WC, виртуального MWT, и виртуального T/S в пространстве виртуальной реальности и отображения виртуального WC, виртуального MWT, и виртуального T/S на FMDD 140 и/или ODD 150, так как MWT 160, и FMDD 140 прослеживаются относительно 3D пространственной системы отсчета.
В соответствии с альтернативным вариантом осуществления данного изобретения, датчик(и) 122 может с помощью беспроводных технологий взаимодействовать через интерфейс с блоком 126 отслеживания процессора, и блок 126 отслеживания процессора может с помощью беспроводных технологий взаимодействовать через интерфейс с PPS 110. В соответствии с другими альтернативными вариантами осуществления данного изобретения, другие типы пространственных устройств 120 отслеживания могут использоваться в системе 100 включая, например, устройство отслеживания, основанное на акселерометре/гироскопе, оптическое устройство отслеживания (активное или пассивное), инфракрасное устройство отслеживания, акустическое устройство отслеживания, лазерное устройство отслеживания, радиочастотное устройство отслеживания, инерционное устройство отслеживания, и системы отслеживая, основанные на приближенной реальности. Другие типы устройств отслеживания могут также быть возможными.
Фиг.9A иллюстрирует примерный вариант осуществления устанавливаемого на голове устройства отображения 140 (FMDD) системы 100 по Фиг.1. Фиг.9B является иллюстрацией того, как FMDD 140 по Фиг.9A закрепляется на голове пользователя. Фиг.9C иллюстрирует примерный вариант осуществления FMDD 140 по Фиг.9A, который встроен в сварочный шлем 900. FMDD 140 оперативно подключается к PPS 110 и ST 120 или через проводные средства или с помощью беспроводных технологий. Датчик 122 из ST 120 могут быть присоединены к FMDD 140 или к сварочному шлему 900, в соответствии с различными вариантами осуществления данного изобретения, позволяя FMDD 140 и/или сварочному шлему 900 быть прослеженным относительно 3D пространственной системы отсчета, создаваемой ST 120.
В соответствии с вариантом осуществления данного изобретения, FMDD 140 включает в себя два высоко контрастных SVGA 3D OLED микродисплея, выполненных с возможностью предоставления двигающегося полно-движущегося видеоизображения в 2-D, и режимов видео последовательных кадров. Видео среды виртуальной реальности обеспечиваются и выводятся на экран на FMDD 140. Режим изменения масштаба (например, 2X) может быть обеспечен, позволяя пользователю моделировать, например, имитируемую линзу.
FMDD 140 дополнительно включает в себя два динамика 910 наушника, позволяя пользователю слышать моделируемые связанные со сваркой и окружающие звуки, произведенные системой 100. FMDD 140 может оперативно взаимодействовать через интерфейс с PPS 110 через проводные или беспроводные средства, в соответствии с различными вариантами осуществления данного изобретения. В соответствии с вариантом осуществления данного изобретения, PPS 110 обеспечивает стереоскопическое видео для FMDD 140, предоставляя улучшенное восприятие глубины пользователю. В соответствии с альтернативным вариантом осуществления данного изобретения, пользователь может использовать управление на MWT 160 (например, кнопку или переключатель) для вызова и выбора меню и опций отображения на FMDD 140. Это может позволить пользователю легко сбрасывать сварной шов, если он делает ошибку, изменять определенные параметры, или, например, возвращать восстановленную часть траектории ячеек сварки.
Фиг.10 иллюстрирует примерный вариант осуществления блок-схемы программируемой подсистемы 110, основанной на процессоре (PPS) системы 100 по Фиг.1. PPS 110 включает в себя центральный процессор (ЦП) 111 и два блока графической обработки (GPU) 115, в соответствии с вариантом осуществления данного изобретения. Два GPU 115 программируются, чтобы обеспечить моделирование виртуальной реальности сварочной ванны (так же известной как сварочная зона), имеющей характеристики текучести жидкого металла в реальном времени и теплопоглощения и рассеяния тепла, в соответствии с вариантом осуществления данного изобретения.
Фиг.11 иллюстрирует блок-схему блока графической обработки (GPU) 115 PPS 110 по Фиг.10. Каждый GPU 115 поддерживает реализацию алгоритмов параллельных данных. В соответствии с вариантом осуществления данного изобретения, каждый GPU 115 обеспечивает два видеовыхода 118 и 119 выполненных с возможностью обеспечения двух представлений виртуальной реальности. Два из видеовыходов могут быть направлены к FMDD 140, представляя точку зрения сварочного станка, и третий видеовыход может быть направлен к ODD 150, например, представляя либо точку зрения сварщика либо некоторую другую точку зрения. Остающийся четвертый видеовыход может быть направлен к проектору, например. Оба GPU 115 выполняют те же самые вычисления физики сварки, но могут представлять среду виртуальной реальности с тех же самых или различных точек зрения. GPU 115 включает в себя архитектуру 116 унифицированного устройства вычисления (CUDA) и программу 117 построения теней. CUDA 116 является вычислительным механизмом GPU 115, который доступен для разработчиков программного обеспечения через языки программирования промышленного стандарта. CUDA 116 включает в себя параллельные ядра и используется, чтобы выполнить модель физики моделирования сварочной ванны, описанную здесь. ЦП 111 обеспечивает входные данные сварки в реальном времени для CUDA 116 на GPU 115. Программа 117 построения теней ответственна за рисование и применение всех визуальных отображений моделирования. Визуальные отображения напайки и ванны управляются состоянием карты смещения пикселя сварки, которая будет здесь описана позже. В соответствии с вариантом осуществления данного изобретения, физическая модель выполняется и обновляется с частотой приблизительно 30 раз в секунду.
Фиг.12 иллюстрирует примерный вариант осуществления схемы функционального блока системы 100 по Фиг.1. Различные функциональные блоки системы 100 как показано на Фиг.12 реализуются в значительной степени через инструкции программного обеспечения и модули, работающие на PPS 110. Различные функциональные блоки системы 100 включают в себя физический интерфейс 1201, модели 1202 горелки и центратора, модели 1203 среды, функцию 1204 звукового контента, звуки 1205 сварки, модель 1206 стола/таблицы, функцию 1207 внутренней архитектуры, калибровочную функцию 1208, модели 1210 образца, физику 1211 сварки, внутренний инструмент 1212 корректировки физики, функцию 1213 графического интерфейса пользователя, функцию 1214 построения графика, функции 1215 доклада обучающегося, средство 1216 представления, представление 1217 напайки, 3D текстуры 1218, функцию 1219 визуальных индикаторов, функцию 1220 очков и допуска, редактор 1221 допуска, и спецэффекты 1222.
Функция 1207 внутренней архитектуры обеспечивает высокоуровневую логистику программного обеспечения процессов системы 100 включая, например, загрузку файлов, сохранение информации, управление потоками, включение физической модели, и инициирование меню. Функция 1207 внутренней архитектуры работает на ЦП 111, в соответствии с вариантом осуществления данного изобретения. Определенные вводы в реальном времени в PPS 110 включают в себя расположение дуги, положение пистолета, положения FMDD или шлема, состояние вкл/выкл пистолета, и состояние установленного контакта (да/нет).
Функция 1213 графического интерфейса пользователя позволяет пользователю, через ODD 150, с использованием джойстика 132 физического интерфейса 130 пользователя устанавливать сценарий сварки. В соответствии с вариантом осуществления данного изобретения, задание сценария сварки включает в себя выбор языка, ввод имени пользователя, выбор пластины для практики (то есть, образец для испытания сварного шва), выбор сварочного процесса (например, FCAW, GMAW, SMAW) и связанное осевое разбрызгивание, импульс или способы короткой дуги, выбор газового типа и расхода, выбор типа стержневого электрода (например, 6010 или 7018) и выбор типа провода с сердечником потока (например, самозащищенного, защищенного от газа). Задание сценария сварки также включает в себя выбор высоты стола, высоты рычага, позиции рычага, и вращения рычага T/S 170. Задание сценария сварки дополнительно включает в себя выбор среды (например, фоновой среды в пространстве виртуальной реальности), установку скорости проводного питания, установку уровня напряжения, установку силы тока, выбор полярности, и включение или выключение определенных визуальных индикаторов.
Во время моделируемого сценария сварки функция 1214 построения графика собирает пользовательские эксплуатационные параметры и обеспечивает пользовательские эксплуатационные параметры для функции 1213 графического интерфейса пользователя для отображения в графическом формате (например, на ODD 150). Отслеживание информации от ST 120 приводит к функции 1214 построения графика. Функция 1214 построения графика включает в себя простой аналитический модуль (SAM) и аналитический модуль нахлеста/колебания (WWAM). SAM анализирует сварочные параметры пользователя включая угол перемещения сварки, скорость перемещения, угол сварки, позиции, и расстояние наконечника для работы, сравнением сварочных параметров с данными, сохраненными в таблицах напайки. WWAM анализирует параметры нахлеста пользователя, включающие в себя интервал напаек, время нахлеста, и время ванны. WWAM также анализирует параметры колебания электрода пользователя, включающие ширину, колебания, интервал колебания, и время колебания. SAM и WWAM интерпретируют необработанные входные данные (например, положение и данные ориентации) в функционально применимые данные для изображения в виде графика. Для каждого параметра, проанализированного SAM и WWAM, окно допуска определяется пределами параметра вокруг оптимального или идеального ввода заданного значения в таблицы напайки с использованием редактора 1221 допуска, и выполняются функции 1220 подсчета и допуска.
Редактор 1221 допуска включает в себя устройство измерения сварки, которое усредняет использование материала, использование электричества, и время сварки. Кроме того, когда определенные параметры испытывают недостаток допуска, могут произойти сварочные разрывы (то есть, сварочные дефекты). Состояние любых сварочных разрывов обрабатывается функцией 1214 построения графика и представляется через функцию 1213 графического интерфейса пользователя в графическом формате. Такие сварочные разрывы включают в себя неподходящий размер сварного шва, плохое размещение напайки, вогнутую напайку, чрезмерную выпуклость, подрез, пористость, неполный сплав, захват шлака, переполнение, прожиг и чрезмерное разбрызгивание. В соответствии с вариантом осуществления данного изобретения, уровень или количество разрывов зависит от того, как далеко находится определенный пользовательский параметр от оптимального или идеального заданного значения.
Различные пределы параметра могут быть предварительно определены для различных типов пользователей таких как, например, новички в сварке, эксперты в сварке и люди на презентации. Функция 1220 подсчета и допуска обеспечивает множество подсчетов в зависимости от того, как близко к оптимальному (идеальному) значению находится пользователь для определенного параметра и в зависимости от уровня разрывов или дефектов, существующих в сварке. Оптимальные значения выводятся из реальных данных. Информация от функции 1220 очков и допуска и от графической функции 1214 могут использоваться функцией 1215 отчетов обучающихся для создания отчета об исполнении для инструктора и/или обучающегося.
Система 100 выполнена с возможностью анализа и отображения результатов виртуального сварочного действия. Анализируя результаты, считается, что система 100 способна к определению, когда во время сварочной передачи и где вдоль соединений сварки, пользователь отклонялся от приемлемых пределов сварочного процесса. Очки могут быть приписаны производительности пользователя. В одном варианте осуществления очки могут быть функцией отклонения положения, ориентации и скорости имитационного сварочного инструмента 160 через диапазоны допусков, которые могут расширяться от идеального сварочного перехода до крайнего или недопустимого сварочного действия. Любой градиент диапазонов может быть включен в систему 100 как выбрано для оценки очков производительности пользователя. Очки могут быть отображены в цифровой форме или алфавитно-цифровым образом. Дополнительно, производительность пользователя может быть отображена графически, показывая, по времени и/или позиции вдоль соединения сварки, как близко имитационный сварочный инструмент пересекал соединение сварки. Параметры, такие как угол перемещения, угол работы, скорость, и расстояние от соединения сварки являются примерами того, что может быть измерено, хотя любые параметры могут быть проанализированы в целях измерения очков. Диапазоны допуска параметров берутся из реальных сварочных данных, таким образом, обеспечивая точную обратную связь относительно того, как пользователь выполнит это в реальности. В другом варианте осуществления анализ дефектов, соответствующих производительности пользователя, может также быть включен и отображен на ODD 150. В этом варианте осуществления может быть изображен график, указывающий, какой разрыв произошел из измерений различных параметров, контролируемых во время виртуального сварочного действия. В то время как поглощение газов, возможно, не является видимым на ODD 150, дефекты, возможно, все еще могли произойти в результате выполнения пользователем, результаты которого могут все еще быть соответственно отображены, то есть изображены в виде графика.
Функция 1219 визуальных индикаторов предоставляет непосредственную обратную связь пользователю, отображением наложенных цветов и индикаторов на FMDD 140 и/или ODD 150. Визуальные индикаторы обеспечиваются для каждого из сварочных параметров 151 включая положение, расстояние наконечника до работы, угол сварки, угол перемещения, скорость перемещения, и длина дуги (например, для стержневой сварки) и визуально указывают пользователю, если некоторый аспект способа сварки пользователя должен быть скорректирован на основе предварительно определенных пределов или допусков. Визуальные индикаторы могут также быть предусмотрены для метода нахлеста/колебания и для интервала сварки напайки "пайками", например. Визуальные индикаторы могут быть установлены независимо или в любой требуемой комбинации.
Калибровочная функция 1208 обеспечивает возможность подбора физических компонентов в пространстве реальности (3-D система отсчета) с визуальными компонентами в пространстве виртуальной реальности. Каждый различный тип образца для испытания сварного шва (WC) калибруется на фабрике, монтируя WC к рычагу 173 T/S 170 и соприкасаясь WC в предварительно определенных точках (обозначенных, например, тремя впадинами на WC) с калибровочным пером, оперативно соединенным с ST 120. ST 120 считывает интенсивность магнитного поля в предварительно определенных точках, предоставляет информацию о положении PPS 110 и PPS 110 использует информацию о положении, чтобы выполнить калибровку (то есть, преобразование от реального пространства до пространства виртуальной реальности).
Любой определенный тип WC прикладывается к рычагу 173 из T/S 170 в той же самой повторяемости в пределах очень жестких допусков. Поэтому, как только определенный тип WC калибруется, что тип WC не должен быть перекалиброван (то есть, калибровка определенного типа WC - одноразовое событие). WCs того же самого типа являются взаимозаменяемыми. Калибровка гарантирует, что физическая обратная связь, воспринятая пользователем во время сварочного процесса, совпадает с тем, что отображается пользователю в пространстве виртуальной реальности, таким образом, позволяя моделированию казаться более реальным. Например, если пользователь будет двигать наконечник MWT 160 вокруг угла фактического WC 180, то пользователь будет видеть, что наконечник скользит вокруг угла виртуального WC на FMDD 140, поскольку пользователь чувствует, что наконечник скользит вокруг фактического угла. В соответствии с вариантом осуществления данного изобретения, MWT 160 помещается в предварительно расположенное зажимное приспособление и калибруется также, на основании известного положения зажимного приспособления.
В соответствии с альтернативным вариантом осуществления данного изобретения, обеспечиваются "умные" образцы, имеющие датчики, например, на углах образцов. ST 120 может отследить углы "умного" образца так, что, система 100 непрерывно узнает, где находится "умный" образец в реальном 3-D пространстве. В соответствии с дальнейшим альтернативным вариантом осуществления данного изобретения, обеспечиваются лицензирующие ключи, чтобы "разблокировать" образцы для испытания сварного шва. Когда закупается определенный WC, ключ лицензирования обеспечивается, позволяя пользователю ввести ключ лицензирования в систему 100, разблокировав программное обеспечение, связанное с этим WC. В соответствии с другим вариантом осуществления данного изобретения, специальные нестандартные образцы для испытания сварного шва могут быть обеспечены на основании реальных CAD чертежей частей. Пользователи могут быть в состоянии обучаться при сварке CAD частей даже перед тем, как часть будет фактически произведена в реальности.
Функция звукового контента 1204 и сварочные звуки 1205, обеспечивает определенные типы звуков сварки, которые изменяются в зависимости от того, если определенные сварочные параметры находятся в пределах допуска или вне допуска. Звуки адаптируются в соответствии с различными сварочными процессами и параметрами. Например, в процессе дуговой сварки металлическим плавящимся электродом в среде инертного газа, обеспечивается потрескивающий звук, когда у пользователя нет правильно расположенного MWT 160, и обеспечивается шипящий звук, когда MWT 160 располагается правильно. В процессе короткой дуговой сварки, звук устойчивого треска или жарки обеспечивается для надлежащего способа сварки, и шипящий звук может быть обеспечен, когда происходит подрезание. Эти звуки подражают реальным звукам для соответствия правильной и неправильной сварочной технике.
Высококачественный контент звука может быть взят из реальных записей фактической сварки с использованием множества электронных и механических средств, в соответствии с различными вариантами осуществления данного изобретения. В соответствии с вариантом осуществления настоящего изобретения, воспринятая громкость и направленность звука изменяется в зависимости от положения, ориентации, и расстояния головы пользователя (считается, что пользователь носит FMDD 140, который отслеживается ST 120) относительно моделируемой дуги между MWT 160 и WC 180. Звук может быть предоставлен пользователю через динамики 910 наушника-вкладыша в FMDD 140 или через, например, динамики, сконфигурированные в консоли 135 или T/S 170.
Модели 1203 среды обеспечиваются, чтобы обеспечить различные фоновые сцены (фиксированные и двигающиеся) в пространстве виртуальной реальности. Такие фоновые среды могут включать в себя, например, сварочный цех в здании, гоночная трасса на улице, гараж и т.д. и могут включать в себя движущиеся автомобили, людей, птиц, облака и различные звуки окружающей среды. Фоновая окружающая среда может быть интерактивной, в соответствии с вариантом осуществления данного изобретения. Например, пользователю, вероятно, придется рассмотреть фоновую область, прежде, чем начать сваривать, чтобы убедиться, что среда является соответствующей (например, безопасной) для того, чтобы осуществлять сварку. Обеспечиваются модели 1202 горелки и зажима, которые моделируют различные модели MWT 160 включающие в себя, например, пистолеты, держатели с палочными электродами и т.д. в пространстве виртуальной реальности.
Обеспечиваются модели образца 1210, которые моделируют различные WC 180 включающие в себя, например, образцы плоской пластины, образцы T-образного соединения, образцы стыковочного соединения, образцы сварки канавки, и образцы труб (например, трубы диаметром 2 дюйма, и трубы диаметром 6 дюймов) в пространстве виртуальной реальности. Обеспечивается модель 1206 стенда/стола, которая моделирует различные части T/S 170 включающие в себя регулируемый стол 171, стенд 172, регулируемый рычаг 173 и вертикальную стойку 174 в пространстве виртуальной реальности. Обеспечивается физическая интерфейсная модель 1201, которая моделирует различные части сварочного пользовательского интерфейса 130, консоль 135 и ODD 150 в пространстве виртуальной реальности.
В соответствии с вариантом осуществления данного изобретения, выполняется моделирование сварочной ванны или зоны в пространстве виртуальной реальности, где моделируемая сварочная ванна имеет характеристики текучести жидкого металла в реальном времени и рассеяния тепла. В основе моделирования сварочной ванны находится функция 1211 физики сварки (также известная как, физическая модель), которая выполняется на GPU 115, в соответствии с вариантом осуществления данного изобретения. Функция физики сварки использует двойной метод уровня смещения, чтобы точно смоделировать динамическую текучесть/вязкость, твердость, градиент тепла (поглощение тепла и теплоотдачу), след ванны и форму наплавленного валика, и описывается более подробно здесь по отношению к Фиг.14A-14C.
Функция 1211 физики сварки связана с функцией 1217 представления наплавленного валика, чтобы представлять наплавленный валик сварки во всех состояниях от нагретого расплавленного состояния до охлажденного затвердевшего состояния. Функция 1217, представляющая наплавленный валик использует информацию от функции 1211 физики сварки (например, тепло, текучесть, смещение, интервал напайки) для точного и реалистичного представления наплавленного валика сварки в пространстве виртуальной реальности в реальном времени. Функция 1218 3-D текстур обеспечивает карты текстур функции 1217 представляющей наплавленный валик, чтобы наложить дополнительные текстуры (например, подгорания, шлака, мелких частиц) на моделируемый наплавленный валик сварки. Например, шлак может быть показан по наплавленному валику сварки во время и сразу после сварочного процесса, и затем удаляется, чтобы отобразить базовый наплавленный валик сварки. Функция 1216 средства представления используется, чтобы представить различные определенные характеристики не ванны с использованием информации от модуля 1222 спецэффектов включая искры, брызги, дым, свечение дуги, пары и газы, и определенные разрывы такие как, например, подрезание и пористость.
Инструмент 1212 внутренней корректировки физики является инструментом тонкой настройки, который позволяет различным сварочным параметрам физики быть определенными, обновленным, и измененным для различных сварочных процессов. В соответствии с вариантом осуществления данного изобретения, инструмент 1212 внутренней корректировки физики запускается на ЦП 111, и отрегулированные или обновленные параметры загружаются на GPU 115. Типы параметров, которые могут быть отрегулированы через инструмент 1212 внутренний корректировки физики, включают в себя параметры, относящиеся к образцам для испытания сварного шва, параметры обработки, позволяющие процессу быть измененным, без необходимости в сбросе образца для испытания сварного шва (что позволяет выполнять второе прохождение), различные глобальные параметры, которые могут быть изменены без сброса полного моделирования, и другие различные параметры.
Фиг.13 является блок-схемой варианта осуществления способа 1300 обучения с использованием системы 100 обучения виртуальной реальности по фиг.1. На этапе 1310, перемещают имитационный сварочный инструмент относительно образца для испытания сварного шва в соответствии со способом сварки. На этапе 1320, отслеживают положение и ориентацию имитационного сварочного инструмента в трехмерном пространстве с использованием системы виртуальной реальности. На этапе 1330, просматривают отображение сварочной системы виртуальной реальности, показывающей моделирование виртуальной реальности в реальном времени имитационного сварочного инструмента и образца для испытания сварного шва в пространстве виртуальной реальности, поскольку моделируемый имитационный сварочный инструмент наносит моделируемый материал наплавленного валика сварного шва по меньшей мере на одну моделируемую поверхность моделируемого образца для испытания сварного шва, формируя моделируемую сварочную ванну вблизи моделированной дуги, исходящей от моделируемого имитационного сварочного инструмента. На этапе 1340 просматривают на дисплее характеристики текучести жидкого металла в реальном времени и рассеяния тепла моделируемой сварочной ванны. На этапе 1350 изменяют в реальном времени по меньшей мере один аспект способа сварки в ответ на просмотр характеристик текучести жидкого металла в реальном времени и рассеяния тепла моделируемой сварочной ванны.
Способ 1300 иллюстрирует как пользователь может просмотреть сварочную ванну в пространстве виртуальной реальности и изменять свой способ сварки в ответ на просмотр различных характеристик моделируемой сварочной ванны, включая характеристики текучести жидкого металла в реальном времени (например, вязкость) и рассеяния тепла. Пользователь может также просмотреть и ответить на другие характеристики включая след ванны в реальном времени и интервал напайки. Просмотр и ответ на характеристики сварочной ванны заключаются в том, как большинство сварочных операций фактически выполняются в реальности. Моделирование уровня двойного смещения функции 1211 физики сварки работает на GPU 115 и позволяет точно моделировать и представлять пользователю характеристики текучести жидкого металла в реальном времени и рассеяния тепла моделируемой сварочной ванны. Например, теплоотдача определяет время затвердевания (то есть, сколько времени требуется для пикселя сварки, чтобы полностью затвердеть).
Кроме того, пользователь может сделать второй проход по материалу наплавленного валика сварного шва с использованием тех же самых или различных (например, секундных) имитационных сварочных инструментов и/или процессов сварки. В таком сценарии второго прохождения моделирование показывает моделируемый имитационный сварочный инструмент, образец для испытания сварного шва, и исходный материал моделируемого наплавленного валика сварного шва в пространстве виртуальной реальности, поскольку моделируемый имитационный сварочный инструмент наносит второй материал моделируемого наплавленного валика сварного шва, объединяющийся с первым моделируемым материалом наплавленного валика сварного шва сварки, формируя вторую моделируемую сварочную ванну вблизи моделированной дуги, исходящей от моделируемого имитационного сварочного инструмента. Дополнительные последующие переходы с использованием тех же самых или различных сварочных инструментов или процессов могут быть сделаны подобным образом. В любом втором или последующем переходе предыдущий материал наплавленного валика сварного шва объединяется с новым наносимым материалом наплавленного валика сварного шва, поскольку новая сварочная ванна формируется в пространстве виртуальной реальности комбинации любого предыдущего материала наплавленного валика сварного шва сварки, нового материала наплавленного валика сварного шва сварки и возможно базового материала образца в соответствии с определенными вариантами осуществления данного изобретения. Такие последующие проходы могут быть необходимы, чтобы сделать большое сопряжение или сварку канавки, выполняемую, чтобы восстановить, например, наплавленный валик сварного шва, сформированный предыдущим проходом или могут включать в себя горячий проход и одно или более заливочных или облицовочных проходов после корневого прохода, как делается при сварке трубы. В соответствии с различными вариантами осуществления данного изобретения, наплавленный валик сварного шва и основной материал могут включать в себя мягкую сталь, нержавеющую сталь, алюминий, сплавы, на основе никеля или другие материалы.
Фиг.14A-14B иллюстрируют концепцию карты 1420 смещения сварочного элемента, в соответствии с вариантом осуществления данного изобретения. Фиг.14A показывает вид сбоку плоского образца для испытания сварного шва (WC) 1400, имеющего плоскую верхнюю поверхность 1410. Образец 1400 для испытания сварного шва существует в реальности как, например, пластмассовая часть, и также существует в пространстве виртуальной реальности как моделируемый образец для испытания сварного шва. Фиг.14B показывает представление верхней поверхности 1410 моделируемого WC 1400, разбитого в сетку или массив сварочных элементов, формирующих пиксель сварки карты 1420. Каждый пиксель сварки (например, пиксель 1421 сварки) определяет небольшую часть поверхности 1410 образца для испытания сварного шва. Карта пикселя сварки определяет поверхностное разрешение. Изменяющиеся значения параметра канала присваиваются каждому пикселю сварки, позволяя значению каждого пикселя сварки динамически измениться в реальном времени в пространстве виртуальной реальности сварного шва во время моделируемого сварочного процесса. Изменяющиеся значения параметра канала соответствуют канальной Ванне (смещение текучести/вязкости жидкого металла), Теплу (поглощение/отдача), Смещению (твердое смещение) и Дополнительным значениям (различные дополнительные состояния, например, шлак, мелкая частица, обжиг, изначальный металл). Эти изменяющиеся каналы упоминаются здесь как PHED для Ванны, Тепла, Дополнительного значения и Смещения, соответственно.
Фиг.15 иллюстрирует примерный вариант осуществления пространства образца и пространства сварки плоского образца 1400 для испытания сварного шва (WC) по Фиг.14 моделируемого в системе 100 по Фиг.1. Точки O, X, Y, и Z определяют локальное 3-D пространство образца. Вообще, каждый тип образца определяет передачу отображения из 3-D пространства образца в 2-D пространство виртуальной реальности сварки. Карта 1420 пикселей сварки по Фиг.14 является двумерным массивом значений, которые отображаются пространством сварки в виртуальной реальности. Пользователь должен осуществить сварку от точки B до точки E как показано на Фиг.15. Линия траектории от точки B до точки E покана и в 3D пространстве образца и в 2D пространстве сварки на Фиг.15.
Каждый тип образца определяет направление смещения для каждого положения на карте пикселей сварки. Для плоского образца для испытания сварного шва по Фиг.15 направление смещения является одним во всех расположениях в карте пикселей сварки (то есть, в Z-направлении). Координаты текстуры карты пикселей сварки показывают как S, T (иногда называемыми U, V) и в 3D пространстве образца и в 2D пространстве сварки, чтобы разъяснить отображение. Карта пикселей сварки отображается и представляет прямоугольную поверхность 1410 образца 1400 для испытания сварного шва.
Фиг.16 иллюстрирует примерный вариант осуществления пространства образца и пространства сварки образца для испытания сварного шва (WC) 1600 угла (Т-образное соединение), моделируемого в системе 100 по Фиг.1. Угол WC 1600 имеет две поверхности 1610 и 1620 в 3-D пространстве образца, которые отображаются в 2D пространстве сварки как показано на Фиг.16. Снова, точки O, X, Y1 и Z определяют локальное 3D пространство образца. Координаты текстуры карты пикселей сварки показывают как S, T и в 3D пространстве образца и в 2D пространстве сварки, чтобы разъяснить отображение. Пользователь должен сваривать от точки B до точки E как показано на Фиг.16. Линию траектории от точки B, до точки E показывают и в 3D пространстве образца и в 2D пространстве сварки на Фиг.16. Однако, направление смещения находится по направлению к линии X'-O' как показано в 3D пространстве образца, к противоположному углу как показано на Фиг.16.
Фиг.17 иллюстрирует примерный вариант осуществления пространства образца и пространства сварки образца 1700 для испытания сварного шва канала (WC), моделируемого в системе 100 по Фиг.1. Трубчатый WC 1700 имеет кривую поверхность 1710 в 3D пространстве образца, которое отображается в 2D пространстве сварки как показано на Фиг.17. Снова, точки O, X, Y, и Z определяют локальное 3D пространство образца. Координаты текстуры карты пикселей сварки показывают как S, T и в 3D пространстве образца и в 2D пространстве сварки, чтобы уточнить отображение. Пользователь должен сваривать от точки B до точки E вдоль линии траектории как показано на фиг.17. Кривая траектории и линия от точки B до точки E показывают в 3D пространстве образца и 2D пространстве сварки, соответственно, на фиг.17. Направление смещения находится вдали от линии Y-O (то есть, далеко от центра канала). Фиг.18 иллюстрирует примерный вариант осуществления образца 1700 для испытания сварного шва канала (WC) по фиг.17. Трубчатый WC 1700 делается из нежелезной, непроводящей пластмассы и моделирует две части трубы 1701 и 1702, объединяющихся, чтобы сформировать корневое соединение 1703. Присоединяемая часть 1704 для присоединения к рычагу 173 из T/S 170 также показана.
Схожим образом как карта текстуры может быть отображена на зоне поверхности прямоугольной геометрии, так и карта пикселей сварки, способная к сварке, может быть отображена на прямоугольной поверхности образца для испытания сварного шва. Каждый элемент карты, способной к свариванию, называют пикселем сварки в том же самом смысле, что каждый элемент изображения называют пикселем (сокращение элемента изображения). Пиксель содержит источники информации, которые определяют цвет (например, красный, зеленый, синий и т.д.). Пиксель сварки содержит источники информации (например, P, H, E, D), которые определяют поверхность, способную к свариванию, в пространстве виртуальной реальности.
В соответствии с вариантом осуществления данного изобретения формат пикселя сварки получается в итоге как каналы PHED (Ванна, Тепло, Дополнительные значения, Смещение), которые содержат четыре числа с плавающей точкой. Дополнительный канал обрабатывается как ряд битов, которые хранят логическую информацию о пикселе сварки такую как, например, есть ли какой-либо шлак в положении пикселя сварки. Канал Ванны хранит значение смещения для любого сжижаемого металла в положении пикселя сварки. Канал Смещения хранит значение смещения для затвердевшего металла в положении пикселя сварки. Канал Тепла хранит значение, дающее величину тепла в положении пикселя сварки. Таким образом, свариваемая часть образца может показать смещение из-за спаянного наплавленного валика сварного шва, мерцающая поверхностная "ванна" из-за жидкого металла, цвет из-за нагрева и т.д. Все эти эффекты достигаются вертексными и пиксельными шейдерами, примененными к поверхности.
В соответствии с вариантом осуществления данного изобретения используются карта смещения и система частиц, в которых частицы могут взаимодействовать друг с другом и столкнуться с картой смещения. Частицы являются виртуальными динамическими жидкими частицами и обеспечивают жидкостный характер сварочной ванны, но не представляются непосредственно (то есть, непосредственно визуально не заметны). Вместо этого визуально заметны только эффекты частиц на карте смещения. Подвод тепла к пикселю сварки влияет на перемещение соседних частиц. Существует два типа смещения, включенного в моделирование сварочной ванны, которые включают Ванну и Смещение. Ванна является "временной" и длится только, пока существуют частицы и тепло. Смещение является "постоянным". Смещение ванны является жидким металлом сварки, который изменяется быстро (например, мерцает), и может быть рассмотрен как являющийся "наивысшим" в Смещении. Частицы накладывают часть виртуальной поверхностной карты смещения (то есть карты пикселя сварки). Смещение представляет постоянный твердый металл, включающий как начальный основной компонент сплава и наплавленный валик сварного шва, который затвердел.
В соответствии с вариантом осуществления данного изобретения, моделируемый сварочный процесс в пространстве виртуальной реальности работает следующим образом. Частицы направляются от эмиттера (эмиттер моделируемого MWT 160) в тонком конусе. Частицы устанавливают первый контакт с поверхностью моделируемого образца для испытания сварного шва, где поверхность определяется картой пикселя сварки. Частицы взаимодействуют друг с другом и с картой пикселя сварки и подстраиваются в реальном времени. Добавляется больше тепла, чем ближе пиксель сварки к эмиттеру. Тепло моделируется в зависимости от расстояния от точки дуги и количества времени, которое тепло подводится от дуги. Определенные визуальные отображения (например, цвет и т.д.) управляются теплом. Сварочная ванна смещается или представляется в пространстве виртуальной реальности для пикселей сварки, имеющих достаточное тепло. Везде, где достаточно жарко, карта пикселей сварки сжижает, вызывая "подъем" смещения Ванны для этих положений пикселя сварки. Смещение Ванны определяется выбором "самых высоких" частиц в каждом положении пикселя сварки. Поскольку эмиттер идет дальше вдоль траектории сварки, положения пикселя сварки, оставленные позади, охлаждаются. Тепло удаляется из положения пикселя сварки на определенной скорости. Когда достигается охлаждающийся порог, карта пикселей сварки затвердевает. Также, смещение Ванны постепенно преобразуется в Смещение (то есть, отвердевший наплавленный валик сварного шва). Добавленное смещение эквивалентно Ванне, удаленной так, что полная высота не изменяется. Время жизни частицы настраивается или корректируется, чтобы сохраниться, пока отвердевание является неполным. Определенные свойства частиц, которые моделируются в системе 100, включают в себя притяжение/отталкивание, скорость (связанная с теплом), ослабление (связанное с рассеянием тепла), направление (связанное с силой тяжести).
Фиг.19A-19C иллюстрируют примерный вариант осуществления концепции модели ванны двойного смещения (смещение и частицы) системы 100 по фиг.1. Образцы для испытания сварного шва моделируются в пространстве виртуальной реальности, имеющем по меньшей мере одну поверхность. Поверхности образца для испытания сварного шва моделируются в пространстве виртуальной реальности как двойной уровень смещения, включая твердый уровень смещения и уровень смещения ванны. Уровень смещения ванны выполнен с возможностью изменения твердого уровня смещения.
Как описано здесь, "ванна" определяется областью карты пикселей сварки, где значение Ванны было определено присутствием частиц. Процесс выборки представлен в фиг.19A-19C. Секция карты пикселей сварки показана семью смежными пикселями сварки. Текущие значения Смещения представляются незаштрихованными прямоугольными панелями 1910 заданной высоты (то есть, данное смещение для каждого пикселя сварки). На фиг.19A частицы 1920 показаны как круглые незаштрихованные точки, сталкивающиеся с текущими уровнями Смещения, и они накапливаются. На фиг.19B "самые высокие" высоты 1930 частицы выбираются в каждом положении пикселя сварки. На фиг.19C затемненные прямоугольники 1940 показывают как много Ванны было добавлено сверху Смещения в результате действия частиц. Высота сварочной ванны не устанавливается сразу в выбранные значения, так как Ванна добавляется на определенном уровне сжижения, основанном на Тепле. Хотя не показано на фиг.19A-19C, возможно визуализировать процесс затвердевания, поскольку Ванна (заштрихованные прямоугольники) постепенно уменьшается, и Смещение (незаштрихованные прямоугольники) постепенно растут снизу, чтобы точно занять место Ванны. Таким образом, характеристики текучести жидкого металла в реальном времени точно моделируются. Так как пользователь практикуется в определенном сварочном процессе, пользователь может наблюдать характеристики текучести жидкого металла, и характеристики рассеяния тепла сварочной ванны в реальном времени в пространстве виртуальной реальности и использовать эту информацию, чтобы скорректировать или поддерживать свою сварочную технику.
Число пикселей сварки, представляющих поверхности образца для испытания сварного шва фиксируется. Кроме того, частицы ванны, которые сгенерированы моделированием, для моделирования текучести, являются временными, как описано здесь. Поэтому, как только начальная ванна сгенерирована в пространстве виртуальной реальности во время моделируемого сварочного процесса с использованием системы 100, число пикселей сварки плюс частицы ванны имеет тенденцию оставаться относительно постоянным. Это так, потому что число пикселей сварки, которые обрабатываются, фиксируется и число частиц ванны, которые существуют и обрабатываются во время сварочного процесса, имеют тенденцию оставаться относительно постоянными, потому что частицы ванны создаются и "уничтожаются" при схожей скорости (то есть, частицы ванны являются временными). Поэтому, загрузка обработки PPS 110 остается относительно постоянной во время моделируемого сварочного сеанса.
В соответствии с альтернативным вариантом осуществления данного изобретения, частицы ванны могут быть сгенерированы в пределах или ниже поверхности образца для испытания сварного шва. В таком варианте осуществления смещение может быть смоделировано как являющееся положительным или отрицательным относительно исходного поверхностного смещения нетронутого (то есть, несваренного) образца. Таким образом, частицы ванны могут не только расти на поверхности образца для испытания сварного шва, но могут также проникнуть через образец для испытания сварного шва. Однако, число пикселей сварки все еще фиксируется и создаваемые частицы ванны и уничтожаемые, все еще является относительно постоянным.
В соответствии с альтернативными вариантами осуществления данного изобретения, вместо того, чтобы моделировать частицы, карта смещения пикселей сварки может быть обеспечена с большим числом каналов, чтобы смоделировать текучесть ванны. Или, вместо того, чтобы моделировать частицы, может быть смоделирована плотная карта пикселей сварки. Или, вместо карты пикселей сварки, могут быть смоделированы только частицы, которые выбираются и никогда не исчезают. Как бы то ни было, такие альтернативные варианты осуществления, возможно, не обеспечивают относительно постоянную загрузку обработки для системы.
Кроме того, в соответствии с вариантом осуществления данного изобретения, прожиг или скважина моделируется отбором материала. Например, если бы пользователь сохранял дугу в том же самом положении слишком долго, в реальности, материал бы прогорел, приводя к появлению дыры. Такой реальный прожиг моделируется в системе 100 методами уменьшения пикселя сварки. Если количество тепла, поглощенное пикселем сварки, определяется системой 100 как слишком высокое, что пиксель сварки может быть отмечен или определен как сжигаемый и представлен как таковой (например, представлен в качестве дыры). Впоследствии, однако, может произойти воссоздание пикселя сварки для определенного процесса сварки (например, сварка трубы), в котором вновь добавляется материал, после первоначального прожигания. Вообще, система 100 моделирует уменьшение пикселя сварки (отбором материала) и воссоздание пикселя сварки (то есть, обратным добавлением материала). Кроме того, удаление материала в сварке корневого прохождения должным образом моделируется в системе 100.
Кроме того, удаление материала в сварке корневого прохождения должным образом моделируется в системе 100. Например, в реальности, шлифование корневого прохождения может быть выполнено до последующих сварочных прохождений. Точно так же система 100 может моделировать стачивающееся прохождение, которое удаляет материал из виртуального соединения сварки. Нужно понимать, что удаленный материал может быть смоделирован как отрицательное смещение на карте пикселей сварки. То есть то, что стачившийся переход удаляет материал, который моделируется системой 100 приводя к контуру измененного наплавленного валика сварного шва. Моделирование стачивающегося прохождения может быть автоматическим, причем надо заметить, что система 100 удаляет предварительно определенную толщину материала, которая может относиться к поверхности наплавленного валика сварного шва корневого прохождения.
В альтернативном варианте осуществления фактический инструмент шлифования, или шлифовальный станок, могут быть смоделированы, как включающие и выключающие активацию имитационного сварочного инструмента 160 или другого устройства ввода данных. Отмечается, что инструмент шлифования может быть моделирован, чтобы напомнить шлифовальный станок в реальности. В этом варианте осуществления пользователь выводит инструмент шлифования вдоль корневого прохождения, чтобы удалить материал, быстро реагирующий на его перемещение. Нужно понимать, что пользователь может разрешенно удалять слишком много материала. Образом, подобным описанному выше, дыры или другие дефекты (описанные выше) могут пропасть, если пользователь шлифует слишком много материала. Однако, жесткие пределы или остановки могут быть реализованы, то есть запрограммированы, чтобы препятствовать тому, чтобы пользователь удалял слишком много материала или указывал, когда удаляется слишком много материала.
В дополнение к невидимым частицам "ванны", описанным здесь, система 100 также использует три других типа видимых частиц для представления Дуги, Пламени и эффектов Искры, в соответствии с вариантом осуществления данного изобретения. Эти типы частиц не взаимодействуют с другими частицами любого типа, но взаимодействуют только с картой смещения. В то время как эти частицы действительно сталкиваются с моделируемой поверхностью сварки, они не взаимодействуют друг с другом. Только частицы Ванны взаимодействуют с друг другом, в соответствии с вариантом осуществления данного изобретения. Физика частиц Искры устанавливается так, что частицы Искры отскакивают и представляются как светящиеся точки в пространстве виртуальной реальности.
Физика частиц Дуги устанавливается так, что частицы Дуги ударяются о поверхность моделируемого образца или сваривают наплавленный валик сварного шва и остаются некоторое время. Частицы Дуги представляются как большие темные синевато-белые пятна в пространстве виртуальной реальности. Необходимо большое число таких наложенных пятен, чтобы сформировать любой вид визуального изображения. Конечный результат - белый светящийся нимб с синими краями.
Физика частиц Пламени моделируется, чтобы медленно подниматься вверх. Частицы Пламени представляются как темные красно-желтые пятна среднего размера. Необходимо большое количество таких наложенных пятен, чтобы сформировать любой вид визуального изображения. Конечный результат - пятна оранжево-красных язычков с красными краями, поднимающимися вверх и постепенно исчезающими. Другие типы частиц «не ванны» могут быть реализованы в системе 100, в соответствии с другими вариантами осуществления настоящего изобретения. Например, частицы дыма могут быть смоделированы и выполнены образом, схожим с язычками пламени.
Заключительные этапы в моделируемой визуализации обрабатываются вертексными и пиксельными шейдерами (подпрограмма создания эффектов), обеспеченными программами 117 построения теней GPU 115. Вертексные и пиксельные шейдеры применяют Ванну и Смещение, так же как поверхностные цвета и отражения изменяются из-за нагрева и т.д. Дополнительный (E) канал формата PHED пикселя сварки, как обсуждено ранее здесь, содержит всю дополнительную информацию, используемую в пикселе сварки. В соответствии с вариантом осуществления данного изобретения, дополнительная информация включает в себя нечистый бит (правда=капля, ложь=изначальная сталь), бит шлака, значение подреза (количество подреза в этом пикселе сварки, где нуль не равняется никакому подрезу), значение пористости (количество пористости в этом пикселе сварки, где нуль не равняется никакой пористости) и значение следа наплавленного валика сварного шва, которое кодирует время, в которое затвердевает наплавленный валик сварного шва. Существует ряд карт изображения, связанных с различным образцом визуального отображения включая в себя исходную (нетронутую) сталь, шлак, наплавленный валик сварного шва и пористость. Эти карты изображения используются и для отображения рельефа и отображения текстур. Количеством смешивания этих карт изображений, управляют различными флагами и значениями описанными здесь.
Эффект следа наплавленного валика достигается с использованием 1D карты изображения и значения на единицу следа пикселя сварки наплавленного валика, которым кодируют время, за которое затвердевает данный бит наплавленного валика. Как только положение пикселя сварки горячей ванны больше не достаточно, чтобы она была названной "ванной", время сохранения в этом положении и называется "следом наплавленного валика". Конечный результат заключается в том, что код программы построения теней может использовать 1D отображение текстуры, чтобы нарисовать "пульсации", которые дают наплавленному валику его уникальный внешний вид, которое изображает направление, в котором был уложен наплавленный валик. В соответствии с альтернативным вариантом осуществления данного изобретения система 100 способна к моделированию в пространстве виртуальной реальности и отображения наплавленного валика сварного шва, имеющего характеристику тени наплавленного валика сварного шва в реальном времени, следующую из перехода текучести к затвердеванию моделируемой в реальном времени сварочной ванны, поскольку моделируемая сварочная ванна перемещается вдоль траектории сварки.
В соответствии с альтернативным вариантом осуществления данного изобретения, система 100 выполнена с возможностью обучения пользователя, как диагностировать сварочную машину. Например, режим поиска и устранения неисправностей системы может обучить пользователя удостоверяться, что он устанавливает систему правильно (например, правильный уровень потока газа, правильный соединенный шнур питания и т.д.). В соответствии с другим альтернативным вариантом осуществления данного изобретения, система 100 выполнена с возможностью записи и воспроизведения сварочного сеанса (или по меньшей мере части сварочного сеанса, например, N кадры). Шаровой манипулятор (устройство ввода) может быть обеспечен, чтобы просмотреть кадры путем прокрутки видео, позволяя пользователю или инструктору критиковать сварочный сеанс. Воспроизведение может быть обеспечено на выбираемых скоростях также (например, максимальная скорость, половина скорости, четверть скорости). В соответствии с вариантом осуществления данного изобретения, воспроизведение на разделенном экране может быть обеспечено, предоставляя возможность двум сварочным сеансам быть просмотренным рядом, например, на ODD 150. Например, "хороший" сварочный сеанс может быть просмотрен рядом с "плохим" сварочным сеансом в целях сравнения.
Таким образом раскрыта сварочная система виртуальной реальности в реальном времени содержащая программируемую подсистему, основанную на процессоре, пространственное устройство слежения, оперативно подключенное к программируемой подсистеме, основанной на процессоре, по меньшей мере, один имитационный сварочный инструмент, выполненный с возможностью пространственного отслеживания пространственным устройством слежения, и по меньшей мере, одно устройство отображения, оперативно подключенное к программируемой подсистеме, основанной на процессоре. Система выполнена с возможностью моделирования в пространстве виртуальной реальности сварочной ванны, имеющей характеристики текучести жидкого металла в реальном времени и рассеяния тепла. Система дополнительно выполнена с возможностью отображения моделированной сварочной ванны на устройстве отображения в реальном времени.
В то время как изобретение было описано в отношении определенных вариантов осуществления, будет понятно специалистам в данной области техники, что различные изменения могут быть произведены, и можно произвести замену эквивалентами, не отступая от идеи изобретения. Кроме того, множество модификаций может быть сделано для того, чтобы адаптировать определенную ситуацию или материал к пониманию изобретения, не отступая от его идеи. Поэтому, считается, что изобретение не ограничивается определенным раскрытым вариантом осуществления, и что изобретение будет включать в себя все варианты осуществления, находящиеся в пределах контекста приложенной формулы изобретения.
Обозначение номеров позиций
100 система
110 подсистема, основанная на процессоре
111 центральный процессор
115 блоки обработки графических данных
116 архитектура унифицированного устройства вычисления
117 шейдер
118 видеовыход
119 видеовыход
120 пространственное усторойство отслеживания
121 магнитный источник
122 датчик
123 диск
124 источник энергии
125 кабель
126 блок отслеживания процессора
130 пользовательский интерфейс сварки
131 кнопки
132 джойстик
133 ручки
134 ручка
135 сварочная консоль
136 ручка
137 ручка
140 установленное на лицо устройство отображения
150 устройство отображения наблюдателя
151 параметры сварки
152 состояния сварочного разрыва
153 выборы пользовательского отображения
160 имитационный сварочный инструмент
161 держатель
162 моделируемый стержневой электрод
163 резистивный наконечник корневого прохождения
170 стол/стенд
171 регулируемый стол
172 стенд или основа
173 регулируемый рычаг
174 вертикальная стойка
175 образец для испытания сварного шва
176 корень
177 участок соединения
180 образец для испытания сварного шва
900 сварочный шлем
910 динамики наушника
1201 физический интерфейс
1202 модели горелки и зажимающего устройства
1203 модели среды
1204 функция звукового контента
1205 сварочные звуки
1206 модель стенда/стола
1207 функция внутренней архитектуры
1208 калибровочная функция
1210 модель образца для испытания сварного шва канала
1211 сварочная физика
1212 инструмент внутренней корректировки физики
1213 функция графического интерфейса пользователя
1214 функция построения графика
1215 функции доклада обучаемого
1216 средство представления
1217 представление наплавленного валика
1218 3D текстуры
1219 функция визуальных индикаторов
1220 функция очков и допуска
1221 редактор допуска
1222 спецэффекты
1300 способ
Этап 1310
Этап 1320
Этап 1330
Этап 1340
Этап 1350
1400 плоский образец для испытания сварного шва
1410 плоская верхняя поверхность
1420 карта смещения
1421 пиксель сварки
1600 образец для испытания сварного шва
1610 поверхность
1620 поверхность
1700 образец сварки трубы
1701 часть трубы
1702 часть трубы
1703 корневое соединение
1704 присоединяемая часть
1710 изогнутая поверхность
1910 незаштрихованная прямоугольная панель
1920 частицы
1930 высоты частиц
1940 затемненные прямоугольники
6010 выбор типа газа/скорости потока
7018 выбор типа палочного электрода
| название | год | авторы | номер документа |
|---|---|---|---|
| ИМИТАТОР СВАРКИ ТРУБ В ВИРТУАЛЬНОЙ СРЕДЕ | 2009 |
|
RU2492526C2 |
| УСТРОЙСТВО И СПОСОБ МОДЕЛИРОВАНИЯ ПРОЦЕССА СВАРКИ | 2009 |
|
RU2487420C2 |
| Способ моделирования термического цикла сварки и устройство для его осуществления | 1990 |
|
SU1698023A1 |
| СИСТЕМА ПРОЕКТИРОВАНИЯ ОБЪЕКТОВ В СРЕДЕ ВИРТУАЛЬНОЙ РЕАЛЬНОСТИ В РЕАЛЬНОМ ВРЕМЕНИ | 2017 |
|
RU2656584C1 |
| СПОСОБ НАПЛАВЛЕНИЯ И СВАРКИ ПЛАВЛЕНИЕМ СВЕРХПРОЧНЫХ СПЛАВОВ | 2012 |
|
RU2610198C2 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ СВАРОЧНЫЙ МАТЕРИАЛ НА ОСНОВЕ НИКЕЛЯ ДЛЯ СВАРКИ ПЛАВЛЕНИЕМ ЖАРОПРОЧНЫХ СПЛАВОВ | 2013 |
|
RU2679503C2 |
| СПОСОБ И СИСТЕМА СБОРА ИНФОРМАЦИИ ДЛЯ УСТРОЙСТВА СОВМЕЩЕННОЙ РЕАЛЬНОСТИ В РЕЖИМЕ РЕАЛЬНОГО ВРЕМЕНИ | 2019 |
|
RU2702495C1 |
| СПОСОБ ИМИТАЦИОННОГО МОДЕЛИРОВАНИЯ И УПРАВЛЕНИЯ ВИРТУАЛЬНОЙ СФЕРОЙ В МОБИЛЬНОМ УСТРОЙСТВЕ | 2015 |
|
RU2667720C1 |
| СИСТЕМА ОТОБРАЖЕНИЯ РЕАЛЬНОЙ ИЛИ ВИРТУАЛЬНОЙ СЦЕНЫ И СПОСОБ ЕЕ ФУНКЦИОНИРОВАНИЯ | 2017 |
|
RU2665289C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ НАПЛАВКИ | 2020 |
|
RU2750994C1 |



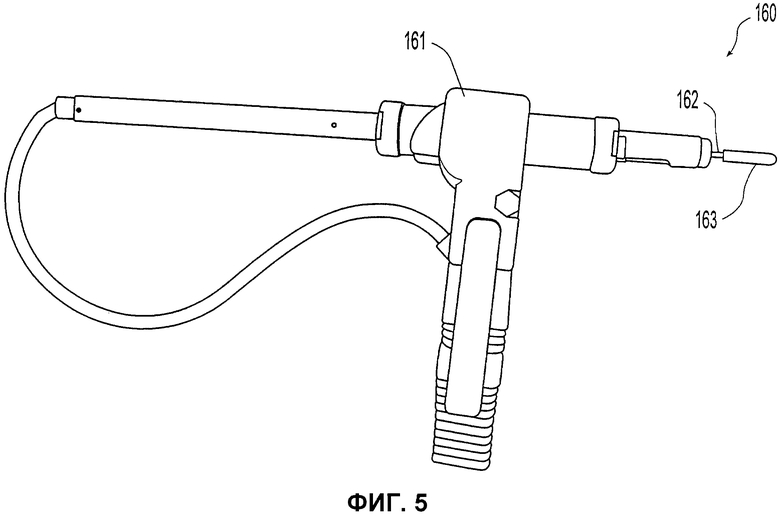



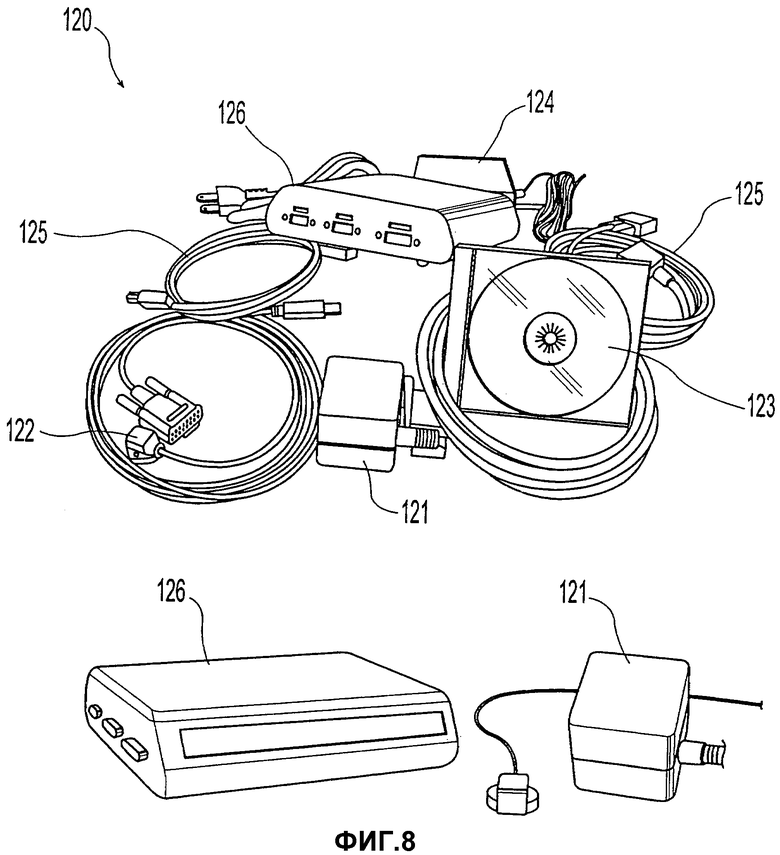

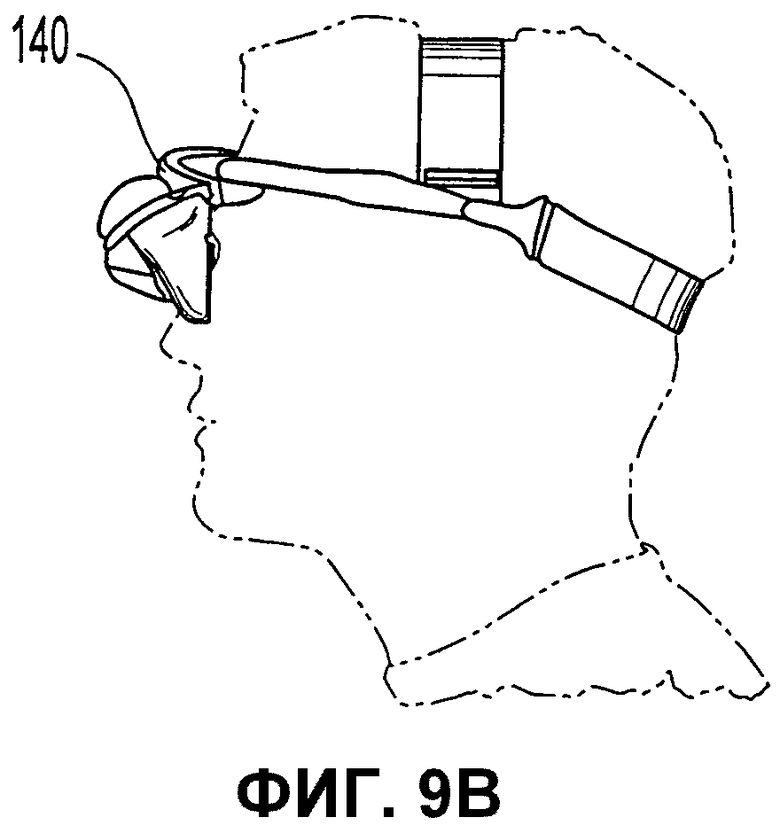


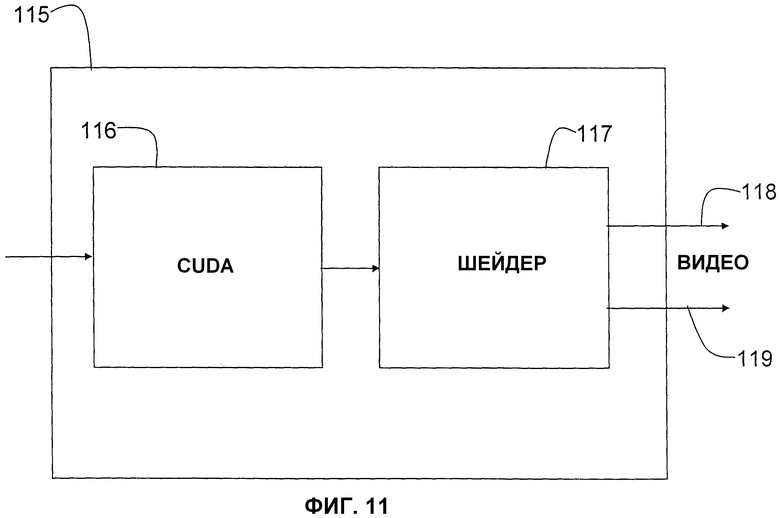









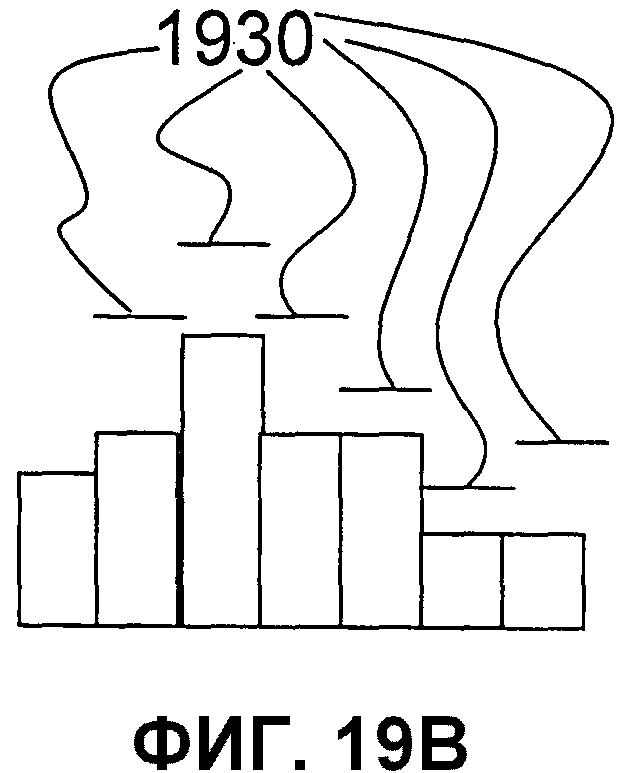

Изобретение относится к средствам обучения дуговой сварке в виртуальной реальности. Техническим результатом является повышение качества обучения сварке пользователя имитационного сварочного инструмента за счет предоставления ему визуальной обратной связи характеристик текучести жидкого металла и рассеяния тепла модулируемой сварочной ванны в реальном времени. Система содержит основанную на процессоре подсистему; устройство пространственного слежения; имитационный сварочный инструмент; и устройство отображения; при этом система моделирует в пространстве виртуальной реальности сварочную ванну, имеющую характеристики текучести жидкого металла в реальном времени и рассеяния тепла, и отображает моделированную сварочную ванну на по меньшей мере одном устройстве отображения в реальном времени. 3 н. и 16 з.п. ф-лы, 25 ил.
1. Система сварки в виртуальной реальности, содержащая: программируемую подсистему, основанную на процессоре; устройство пространственного слежения, подключенное к программируемой подсистеме, основанной на процессоре; по меньшей мере один имитационный сварочный инструмент, приспособленный для пространственного отслеживания устройством пространственного слежения, причем устройство пространственного слежения содержит тактильный резистивный наконечник, чтобы моделировать резистивную обратную связь, которая происходит во время процесса сварки, таким образом получая обратную связь для использования при корректировке или поддержании текущего сварочного процесса; и по меньшей мере одно устройство отображения, подключенное к программируемой подсистеме, основанной на процессоре, причем устройство отображения обеспечивает визуальные индикаторы в течение процесса сварки для предоставления непосредственной обратной связи посредством отображения наложенных цветов и индикаторов для каждого отслеживаемого параметра на основании заранее определенных пределов или допусков для каждого отслеживаемого параметра; причем система моделирует в пространстве виртуальной реальности сварочную ванну, имеющую характеристики текучести жидкого металла в реальном времени и рассеяния тепла, и отображает моделированную сварочную ванну на по меньшей мере одном устройстве отображения в реальном времени, при этом пространство виртуальной реальности содержит сетку карты смещения сварочного элемента, причем сетка карты определяет поверхностное разрешение с изменяющимися значениями параметра канала, присваиваемыми каждому участку сетки, причем упомянутые значения динамически изменяются в реальном времени во время моделируемого сварочного процесса; причем характеристики текучести жидкого металла в реальном времени и рассеяния тепла моделированной сварочной ванны обеспечивают визуальную обратную связь в реальном времени пользователю имитационного сварочного инструмента, при отображении на по меньшей мере одном устройстве отображения, причем по меньшей мере одно устройство отображения содержит устанавливаемое на голове устройство отображения, позволяя пользователю настраивать или поддерживать сварочную технику в реальном времени в ответ на визуальную обратную связь в реальном времени.
2. Система по п.1, в которой по меньшей мере одно устройство отображения включает в себя по меньшей мере одно устанавливаемое на голове устройство отображения, приспособленное для пространственного отслеживания устройством пространственного слежения.
3. Система по п.1, в которой программируемая подсистема, основанная на процессоре, включает в себя по меньшей мере один блок обработки графических данных (GPU).
4. Система по п.1, в которой моделируемая сварочная ванна содержит в пространстве виртуальной реальности множество временных виртуальных динамических частиц жидкости, покрывающих участок виртуальной карты смещения поверхности.
5. Система по п.1, в которой программируемая подсистема, основанная на процессоре, поддерживает выполнение параллельных алгоритмов данных.
6. Система по п.1, дополнительно содержащая пользовательский интерфейс для сварки, моделирующий реальный пользовательский интерфейс источника питания в реальном времени.
7. Система по п.3, в которой характеристики текучести жидкого металла в реальном времени и рассеяния тепла моделированной сварочной ванны сформированы физической моделью, действующей в по меньшей мере одном GPU.
8. Система по п.1, в которой система выполнена с возможностью моделирования в пространстве виртуальной реальности наплавленного валика сварного шва, имеющего характеристику следа наплавленного валика сварного шва в реальном времени, получающуюся при переходе из жидкого состояния в твердое в реальном времени моделированной сварочной ванны ввиду перемещения моделированной сварочной ванны и с возможностью отображения моделированного наплавленного валика сварного шва по меньшей мере на одном устройстве отображения.
9. Система по п.1, дополнительно содержащая образец для испытания сварного шва, имеющий по меньшей мере одну поверхность и моделирующий реальную свариваемую часть, причем по меньшей мере одна поверхность образца для испытания сварного шва моделируется в пространстве виртуальной реальности как двойной слой смещения, включающий в себя твердый слой смещения и слой смещения ванны, причем слой смещения ванны выполнен с возможностью изменения твердого слоя смещения.
10. Способ обучения сварке с использованием сварочной системы виртуальной реальности, в частности, по любому из пп.1-9, содержащий этапы, на которых: перемещают первый имитационный сварочный инструмент относительно образца для испытания сварного шва в соответствии с первой сварочной техникой; отслеживают первый имитационный сварочный инструмент в трехмерном пространстве с использованием сварочной системы виртуальной реальности; просматривают отображение сварочной системы виртуальной реальности, показывающее моделирование виртуальной реальности в реальном времени первого имитационного сварочного инструмента и образец для испытания сварного шва в пространстве виртуальной реальности, по мере того как смоделированный первый имитационный сварочный инструмент осуществляет наложение первого материала моделированного наплавленного валика сварного шва на по меньшей мере одну моделированную поверхность моделированного образца для испытания сварного шва путем формирования моделированной сварочной ванны вблизи моделированной дуги, исходящей от первого имитационного сварочного инструмента, причем отображение обеспечивает визуальные индикаторы в течении процесса сварки для предоставления непосредственной обратной связи посредством отображения наложенных цветов и индикаторов для каждого отслеживаемого параметра на основании заранее определенных пределов или допусков для каждого отслеживаемого параметра;
просматривают на отображении первые характеристики текучести жидкого металла в реальном времени и рассеяния тепла первой моделированной сварочной ванны, причем моделированная сварочная ванна содержит сетку карты смещения сварочного элемента, причем сетка карты определяет поверхностное разрешение с изменяющимися значениями параметра канала, присваиваемыми каждому участку сетки, причем упомянутые значения динамически изменяются в реальном времени во время моделируемого сварочного процесса; и
используют тактильный резистивный наконечник на первом имитационном сварочном инструменте, чтобы моделировать резистивную обратную связь, которая происходит во время процесса сварки, таким образом получая обратную связь для использования при корректировке или поддержании текущего сварочного процесса; и
изменяют в реальном времени по меньшей мере один аспект первой сварочной техники в ответ на просмотр первых характеристик текучести жидкого металла в реальном времени и рассеяния тепла первой моделированной сварочной ванны.
11. Способ по п.10, дополнительно содержащий этапы, на которых:
перемещают второй имитационный сварочный инструмент относительно образца для испытания сварного шва в соответствии со второй сварочной техникой;
отслеживают второй имитационный сварочный инструмент в трехмерном пространстве с использованием сварочной системы виртуальной реальности;
просматривают отображение системы обучения виртуальной реальности, показывающее моделирование виртуальной реальности в реальном времени второго имитационного сварочного инструмента, образец для испытания сварного шва и первый моделированный материал наплавленного валика сварного шва в пространстве виртуальной реальности, по мере того как смоделированный второй имитационный сварочный инструмент накладывает второй материал моделированного наплавленного валика сварного шва, соединяющийся с первым материалом смоделированного наплавленного валика сварного шва путем формирования моделированной сварочной ванны вблизи моделированной дуги, исходящей от второго имитационного сварочного инструмента;
просматривают на отображении вторые характеристики текучести жидкого металла в реальном времени и рассеяния тепла второй моделированной сварочной ванны; и
изменяют в реальном времени по меньшей мере один аспект второй сварочной техники в ответ на просмотр вторых характеристик текучести жидкого металла в реальном времени и рассеяния тепла второй моделированной сварочной ванны.
12. Способ по п.10, дополнительно содержащий этапы, на которых:
перемещают первый имитационный сварочный инструмент относительно образца для испытания сварного шва в соответствии со второй сварочной техникой;
продолжают отслеживать первый имитационный сварочный инструмент в трехмерном пространстве с использованием сварочной системы виртуальной реальности;
просматривают отображение системы обучения виртуальной реальности, показывающее моделирование виртуальной реальности в реальном времени первого имитационного сварочного инструмента, образец для испытания сварного шва и первый смоделированный материал наплавленного валика сварного шва в пространстве виртуальной реальности, по мере того как смоделированный первый имитационный сварочный инструмент накладывает второй материал моделированного наплавленного валика сварного шва, соединяющийся с первым материалом моделированного наплавленного валика сварного шва путем формирования второй моделированной сварочной ванны вблизи моделированной дуги, исходящей от первого имитационного сварочного инструмента;
просматривают на отображении вторые характеристики текучести жидкого металла в реальном времени и рассеяния тепла второй моделированной сварочной ванны; и
изменяют в реальном времени по меньшей мере один аспект второй сварочной техники в ответ на просмотр вторых характеристик текучести жидкого металла в реальном времени и рассеяния тепла второй смоделированной сварочной ванны.
13. Способ по п.10, в котором отображение представляют на устанавливаемом на голове устройстве отображения.
14. Способ по п.10, в котором отображение представляют на устройстве отображения наблюдателя.
15. Система моделирования сварки для обучения сварке, содержащая: средство создания смоделированной в реальном времени сварочной ванны; средство моделирования характеристики текучести жидкого металла в реальном времени смоделированной сварочной ванны; средство моделирования характеристики рассеяния тепла в реальном времени смоделированной сварочной ванны; средство отображения смоделированной сварочной ванны с характеристиками текучести жидкого металла и рассеяния тепла на устанавливаемом на голове устройстве отображения; средство обеспечения тактильной резистивной обратной связи, которая происходит во время процесса сварки, таким образом получая обратную связь для использования при корректировке или поддержании текущего сварочного процесса; средство обеспечения визуальных индикаторов в течение процесса сварки для предоставления непосредственной обратной связи посредством отображения наложенных цветов и индикаторов для каждого отслеживаемого параметра на основании заранее определенных пределов или допусков для каждого отслеживаемого параметра.
16. Система моделирования по п.15, дополнительно содержащая средство моделирования характеристики следа наплавленного валика сварного шва в реальном времени смоделированного сварного шва, полученного техникой сварки пользователя.
17. Система моделирования по п.15, дополнительно содержащая средство моделирования состояния среза смоделированного сварного шва, полученного техникой сварки пользователя.
18. Система моделирования по п.15, дополнительно содержащая средство моделирования состояние пористости смоделированного сварного шва, полученного техникой сварки пользователя.
19. Система моделирования по п.15, дополнительно содержащая средство моделирования состояния прогорания смоделированного сварного шва, полученного техникой сварки пользователя.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| RU 21271777 С1, 10.03.1999 | |||
| СПОСОБ И УСТРОЙСТВО ДИАГНОСТИКИ И УПРАВЛЕНИЯ КАЧЕСТВОМ ЛАЗЕРНОЙ СВАРКИ | 2004 |
|
RU2258589C1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |

