Изобретение относится к электродуговой сварке, в частности к тренажерам, предназначенным для обучения, самообучения и квалификационных испытаний сварщиков при выполнении ручной дуговой сварки плавящимся электродом
Известно имитационное устройство для обучения и оценки мастерства сварщика. Это устройство содержит четыре блока: имитатор ванны, электрододержатель с имитатором электрода, защитный шлем и пульт задания режима сварки и индикации. Имитатор ванны снабжен датчиками Холла, электрододержатель имеет привод перемещения электрода для имитации его выгорания и датчик углового положения электрода. В шлеме имеется телефон, сигнализирующий изменением xapaKiepa звука об ошибках оператора. Пульт имеет электрическую схему для оценки длины дуги и положения конца электрода относительно стыка, а также счетчики числа ошиб.ж, допущенных обучающимся, по отношению к заданным
значениям параметров режима сварки и цифровое табло для индикации таких ошибок.
Основными недостатками такого устройства являются следующие: невозможность оценки мастерства сварщика в условиях реальной, а не имитированной сварки, невозможность запоминания и последующего воспроизведения обучающимся режимов сварки. заданных технологической картой, учителем или специалистом экспертом, путем выполнения экспертной сварки,
необъективность выставляемых за контрольную сварку оценок, т.к. оценка определяется по показаниям табло, а не путем автоматического анализа ошибок обучающегося.
Известен имитационный тренажер сварщика, который содержит имитатор мишени с размещенной в нем нитью накала, соединенный через блок управления с имитатором шлема сварщика и имитатором
сл
С
Х| VJ
VI
.д
о
ON
электрода, подключенного к имитатору мишени Основным недостатком этого устройства является, как и в предыдущем случае, невозможность объективной оценки мас- герстпа сварщика R реальных, а не имитированных условиях сварки
11аи6олее близким по технической сущности и достигаемому результату является устройство для обучения и оценки мастерства сварщика, выбранное в качестве прототипа. Это устройство является тренажером для обучения сварщиков приемам ручной дуговой сварки преимущественно плавящимся электродом. Тренажер содержит электрододержатель, источник питания, электрический преобразователь сварочной дуги в звук различной частоты и головные телефоны. Такой тренажер упрощает процесс обучения сварщиков благодаря совместному участию органов чувств (зрения, слуха) в восприятии информации о длине д/ги протекающего реального процесса сварки, но не дает объективной оценки качества работы сварщика, не запоминает ошибок сварщика, допуи1енных в процессе сварки и не анализирует их,
Целью изобретения является повышение дидактических возможностей устройства.
Указанная цель достигается тем, что в устройство, содержащее источник питания, электрододержатель, преобразователь электрических параметров .дуги в звук, дополнительно введены блок датчиков тока и напряжения дуги и электрическая схема для оценки качества режима сварки и анализа ошибок обучающегося, включающая в себя блок задания режима сварки, блок компараторов тока сварки и напряжения дуги, блок анализа ошибок, счетчик числа ошибок, допущенных обучающимся, таймер, блок оперативной памяти, блок сравнения, дешифратор, цифровое табло. К сигнальным входам компараторов тока и напряжения дуги подключаются выходы датчиков тока и напряжения дуги, а к опорным входам этих же компараторов - выходы блока задания режимов сварки с эталонными значениями опорных напряжений, Для выделения зоны допустимых значений параметров режима сварки, определяемых учителем или специалистом-экспертом, компаратор сварочного тока выполнен трехпороговым, а компаратор напряжения дуги - четырех- пороговым. У компаратора тока один из порогов выбирается по величине тока дуги в момент гашения, а два других устанавливают при помощи блока задания режимов сварки в пределах заданных учителем или специалистом-экспертом при выполнении
сварки в экспертном режиме. У компаратора напряжения один из порогов выбирают по величине напряжения короткого замыкания дуги, второй - по величине напряжения
холостого хода, а два других устанавливают при помощи того же блока оперативной памяти, исходя из допусков на длину дуги так же, как для компаратора тока. Тем самым устанавливают границы и выделяют требуе0 мую зону допустимых значений параметров режима учебной сварки.
Пороги компарирования, устанавливаемые при помощи блока задания режимов, контролируют качество сварки и предотвра5 щают ложные срабатывания блока анализа ошибок. Если фактический режим сварки выходит за установленные границы зоны допустимых значений режима, запомненного блоком задания режимов сварки, то соот0 ветствующий компаратор тока или напряжения вырабатывает сигнал логической единицы и подает его на соответствующий вход блока анализа ошибок. Этот блок осуществляет классификацию наруше5 ний режима сварки и передает результирующий сигнал на табло для высвечивания типа нарушения и на вход счетчика числа ошибок.
Счетчик запускают при помощи тайме0 ра на заданное время, например, на время сгорания одного (штучного) сварочного электрода. Импульсы с выхода счетчика (их число совпадает с числом нарушений режима сварки, т.е. ошибок) в течение заданного
5 времени поступают на сигнальный вход цифрового компаратора блока сравнения. На опорный вход этого компаратора подается цифровой код заданного числа наруше- ний режима сварки. На выходе блока
0 сравнения формируется цифровой сигнал, определяющий качество выполненного обучающимся режима сварки. Дешифратор блока сравнения обрабатывает этот сигнал и по команде таймера подает на цифровое
5 табло, где высвечивается оценка за мастерство, например, цифрами 3, 4, 5. Кроме того, цифровое табло высвечивает число заданных учителем или специалистом-экспертом (в процессе экспертной сварки) ошибок
0 и число ошибок, допущенных обучающимся по любому из перечисленных выше параметров режима сварки, а также измрренные параметры режима сварки.
Наличие перечисленных отличительных
5 признаков, а именно, соответствующим образом соединенных датчиком тока сварки и напряжения дуги, блока задания режима сварки, блока компараторов тока сварки и напряжения дуги, блока логической обработки информации, счетчика числа ошибок
обучающегося, таймера, блока оперативной памяти, блока сравнения, дешифратора, табло, позволяет сделать вывод о новизне предложенного решения.
В измерительной технике широко известно использование датчиков тока и напряжения дуги, оперативных запоминающих устройств (ОЗУ), аналоговых и цифровых компараторов, блоков логической обработки сигналов, счетчиков, таймеров, цифровых табло 4, где эти элементы позволяют получить устройства для измерения тока, напряжения, частоты, мощности и т.д. Однако в известных решениях мы не нашли ана- логичных соединений указанных отличительных признаков, которые дали бы данный положительный эффект. Это позволяет сделать вывод, что данное техническое решение соответствует критерию существенные отличия.
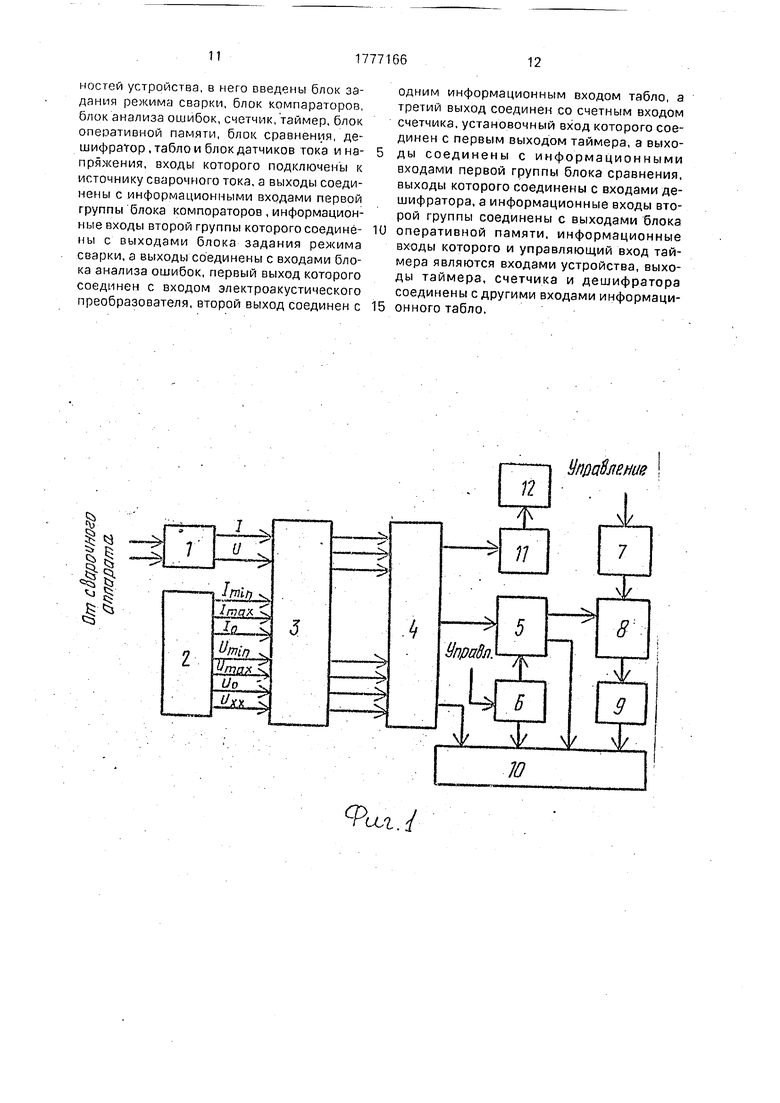
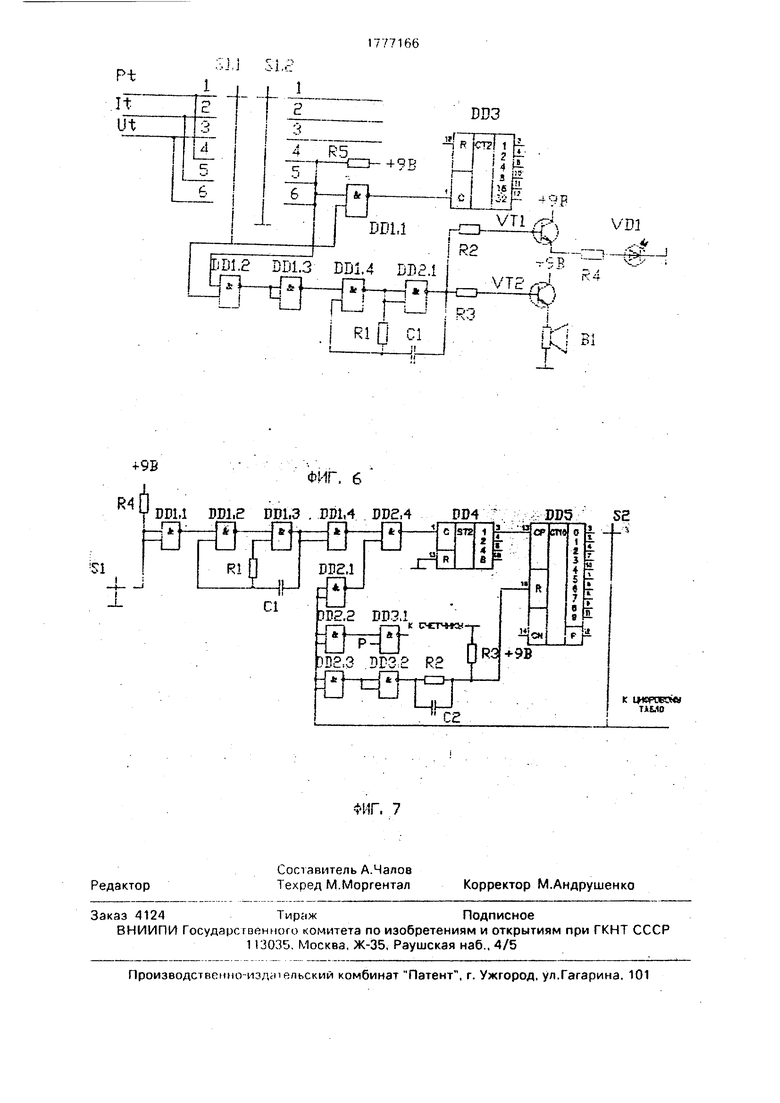
На фиг.1 изображена функциональная схема предлагаемого устройства; на фиг.2 - принципиальная схема блока, задания режимов сварки и блока компараторов тока и напряжения дуги; на фиг.З - принципиальная схема блока анализа ошибок; на фиг,4 - графики работы блока компараторов тока и напряжения дуги; принцип действия блока анализа ошибок иллюстрируется графиком его работы, представленным на фиг.5; на фиг.6 - упрощенная схема управления режимом работы устройства в процессе обучения или экзамена; на фиг.7 - схема таймера. , Функциональная схема устройства (фиг.1) включает в себя блок датчиков тока сварки и напряжения дуги 1, блок задания режима сварки 2, блок компараторов 3, блок анализа ошибок 4, счетчик 5, таймер 6, блок оперативной памяти 7, блок сравнения 8, дешифратор 9, табло 10, электроакустический преобразователь 11, маска сварщика 12. Принципиальная схема блока задания режима сварки, совмещенного с блоком компараторов (фиг.2), состоит из стандартного блока переменных резисторов R1.1- R1.7 и компараторов DA1-DA7, выполненных на стандартных микросхемах, Опорные напряжения (технологические уставки) на опорных входах компараторов обозначены через Imin, Imax и I0 для минимально допустимого, максимально допустимого тока сварки и тока в момент гашения сварочной дуги соответственно, и через Umin, Umax, Uo и UXx - для минимально допустимого, максимально допустимого напряжения дуги, напряжения источника сварочного тока в момент замыкания сварочного электрода на свариваемое изделие и напряжения холостого хода источника, соответственно. Текущие значения сварочного тока обозначены чеоез I, а текущие значения сварочного напряжения - через U. Выходные сигналы компараторов для удобства обозначены также, как и технологиче- 5 ские уставки.
Блок анализа ошибок выполнен на стандартных логических элементах, например, типа 2И-НЕ, DD1.1-DD1.3, DD2.1-DD2.4 и 003.1,,как показано на фиг.За, с использо- 10 ванием транзисторных ключей (фиг.Зб), собранных на транзисторах VT1, резисторах R и коммутирующих единичные индикаторы, например, сзетодиоды VD1.
Графики работы компараторов тока 15 представлены на фиг.4а, а графики работы компараторов напряжения сварочной дуги - на фиг.4б. На фиг.4а по горизонтальной оси каждого графика отложены возможные значения контролируемого сварочного тока 20 I, а по вертикальной оси - выходные напряжения компараторов соответственно тока 0 сварки в момент гашения дуги, минимально допустимого сварочного тока Imin и максимально допустимого сварочного тока Imax. 5 Нижний график (заштрихован) относится к сигналу тревоги It. На фиг.4б по горизонтальной оси каждого графика отложены возможные значения напряжения U источника сварочного тока I, а по вертикальной 0 оси - выходные напряжения компараторов соответственно напряжения дуги U0 в момент соприкосновения сварочного электрода с свариваемым изделием, т.е. в момент короткого замыкания источника сварочного 5 тока I. минимально допустимого значения напряжения дуги Umin, максимально допу- стимого значения напряжения дуги Umax и напряжения холостого хода Uxx источника сварочного тска I. Нижний график (заштри- 0 ХОРЯН) относится к сигналам тревоги устройства Ut.
График зоны допустимых значений параметров режима сварки (фиг.5) показан в координатах сварочный ток I - напряже- 5 ние источника дуги U. Технологически допустимая зона сварки заштрихована для наглядности.
Схема управления режимами обучения), показанная на фиг.6, содержит коммутатор 0 S1.1- S1.2 сигналов тревоги Pt, It, Ut, стандартную логику DD1.1-DD1.3, управляющую счетчиком числа ошибок DD3, генератором звука DD1.4-DD2.1, R1, С1, ключами VT1, VT2, R2, R3, нагрузкой R4, VD1 5 (например, светодиод)и В1 (например, головные телефоны).
Таймер (фиг.7) содержит инверторы DD1.1, DD1.4, DD2.1, DD2.2, DD2.3. усилитель DD3.2, дифференцирующую цепь R2, R3, С2, логический элемент DD3.1, стандартный генератор секундных импульсов DD1.2-DD1.3, двоичный счетчик на микросхеме DD4, десятичный счетчик на микросхеме DD5 и переключатели включения таймера S1 и продолжительности экзамена S2.
Устройство для обучения и оценки мастерства сварщика (фиг.1) работает следующим образом. В режиме обучения сигналы с выходов блока датчиков 1 и блока задания режима сварки 2, т.е. контролируемые параметры и технологические уставки, поступают на входы сравнения (сигнальный и опорный) блока компараторов тока и напряжения дуги 3, где выполняется трехпорого- вое компарированиё сигналов датчика сварочного тока и четырехпороговое компарированиё сигналов датчика напряжения сварочной дуги. Такое компарированиё обеспечивается (фиг.2) соединением инвертирующего входа компаратора DA1 с неин- вертирующеми входами компараторов DA2 и DA3 и подачей на этот общий вход напряжения с датчика тока 1, а также соединением инвертирующего входа компаратора DA4 с ин сер тирующим входом компаратора DA7 и с неинвертирующими входами компараторов DA5, DA6 и подачей на этот общий вход напряжения с датчика напряжения U. В этом случае функции компараторов распределены следующим образом (фиг.4):
-компаратор DA1 выделяет ошибки типа I Imin,
-компаратор DA2 выделяет ошибки типа I Imax,
-компаратор DA3 выделяет все случаи типа I 10,
-компаратор DA4 выделяет ошибки типа U Imin,
-компаратор DA5 выделяет ошибки типа U Umax.
-компаратор DA6 выделяет все случаи типа U Do,
-компаратор DA7 выделяет все случаи типа U Uxx.
При выполнении любого из перечисленных неравенств соответствующий компаратор вырабатывает сигнал логической единицы, в противном случае на выходе такого компаратора присутствует сигнал логического нуля. Таким образом, компараторы тока и напряжения сварочной дуги преобразуют аналоговые ошибки обучения в цифровую форму. Сигналы с выходов компараторов поступают на соответствующие входы блока анализа ошибок 4, который относительно сигналов тревоги решает следующую систему логических уравнений (фиг.За):
It lo Imin Imax lo Imin Imax.
Ut Do Umln Umax Uxx + Uo Umin Umax Uxx, Pf lt+Ul.
Совместное решение этих уравнений блоком 4 выявляет зону допустимых значений режима сварки, как показано на фиг.5 (заштрихованная зона), Поэтому блок 4 осуще- ствляет классификацию ошибок обучающегося по характеру нарушений ре0 жима сварки, например, при нарушениях типа малый ток сварки, большой ток сварки, короткая дуга, длинная дуга, малая мощность сварочного тока, большая мощность сварочного тока. Этот же блок не
5 включает в число ошибок случаи, например, связанные с заменой электрода, когда ток сварки равен нулю, или с сваркой в режиме короткого замыкания, если этот режим предусмотрен технологией сварки. Ошибки лю0 бого класса из перечисленных могут быть выделены при помощи блока анализа ошибок на счетчик 5, включаемый таймером б в режиме экзамена на заданный промежуток времени при помощи переключателя S2, как
5 показано на фиг.7. В этом случае таймер работает как временной компаратор. Действительно, счетчик DD5 запирает элемент DD2.4 импульсом только с того из своих выходов, с которым вход этого элемента со0 единен через элемент DD2.1 и переключатель S2. Поэтому счет импульсов генератора, собранного на элементах DD1.2, DD1.3 прекращается после отсчета строго определенного их числа. Кроме
5 ,того, через развязку DD2.3, DD3.2, выделенный импульс счетчика DD5 дифферен- v цируется цепью R2, С2, R3 и сбрасывает его в исходное состояние. Счет ошибок учащегося It, Ut, Pt осуществляется через соответ0 ствующие элементы И, например, через элемент DD3.1 для ошибок типа Pt (фиг.7). На один из входов каждого такого элемента поступает выделенный и проинвертирован- ный, например, инвертором DD2.2 импульс
5 таймера DD5, а на другие входы таких элементов - импульсы с блока анализа ошибок. Блок анализа ошибок выдает также сигналы на цифровое табло для высвечивания типа ошибки и на генератор 11 для подачи звуко0 вого и светового сигнала о нарушении режима сварки учащемуся вмаску 12 на головные телефоны и световой индикатор (фиг.6). В положении 4, 5, 6 переключателя S1.1-S1.2 импульсы ошибок Pt, It, Ut с блока логиче5 ской обработки информации поступают на один из входов элемента DD1.2 и открывают его. После инвертирования элементом DD1.3 импульс ошибки открывает звуковой генератор DD1.4-DD2.1, выход которого соединен с ключами VT1, VT2, управляющими
включением индикатора VD1 и телефонов VD2 на время действия импульса ошибки. Кроме того импульс ошибки открывает элемент DD1.1, выход которого управляет счетным входом счетчика числа ошибок DD3. В положениях 1,2,3 переключателя S1.1-S1.2 обеспечивается режим экзамена (Pt, It, Ut). В режиме экзамена (фиг. 1) сигналы с одного из выходов счетчика ошибок 5 поступают на цифровое табло 1U, где высвечиваются в виде двухразрядной десятичной ци фры. С другого выхода счетчика 5 сигналы ошибок поступают на сигнальный вход цифрового компаратора блока сравнения 8. На опорный вход этого же компаратора с выхода блока оперативной памяти 7 поступает сигнал в цифровом коде о допустимом числе ошибок при данном режиме сварки в заданном временном интервале, который выбирают таймером 6. Предварительную запись данных в блок оперативной памяти 7 осуществляет учитель до начала экзамена. Цифровой компаратор блока 8 сравнивает данные из счетчика 5 и блока 7 и выдает результат сравнения на вход дешифратора 9. Дешифратор,9 анализирует выходные сигналы цифрового компаратора блока 8 и результат анализа выдает на табло 10, где высвечивается оценка, например, 3, 4, 5 по окончании интервала времени, заданного таймером 6.
В режиме работы с учителем необходимые для обучения данные в блок задания режимов сварки 2 и в блок оперативной памяти 7 учитель вводит вручную в соответствии с технологической картой на сварку. После этого устройство используют в режиме обучения или экзамена, как указано выше, например, при квалификационных испытаниях сварщика. Самообучение осуществляется без учителя на основе масочной сигнализации нарушений заданного учителем режима сварки.
В экспертном режиме исходные данные записываются в блок 2 и блок 7 после выполнения сварки специалистом-экспертом, Соответствующие границы зоны допустимых значений режима сварки (фиг.5) выявляют при помощи блока задания режимов сварки 2. Затем включают таймер на заданное время и эксперт проводит контрольную сварку. Выявленное при этом число ошибок эксперта вводят в оперативную память 7, а затем используют устройство в режиме обучения или экзамена.
Таким образом, введение в устройство для обучения и оценки мастерства сварщика блока задания режимов сварки, блока компараторов в составе трехуровневого компаратора тока и четырехуровневого компаратора напряжения сварочной дуги, блока анализа ошибок, блока сравнения, блока оперативной памяти, а также счетчика числа ошибок и таймера выгодно отличает предла- 5 гаемое устройство от указанного прототипа:
1.Введение в устройство блока задания . режима сварки позволяет записывать и сохранять в памяти обучающие режимы сварки - „с технологической карты на
10 свариваемое изделие, экспертный или заданный учителем.
2.Введение трехуровневого компаратора тока и четырехуровневого компаратора напряжения позволяет преобразовать.не15 прерывно изменяющиеся сигналы датчиков тока и напряжения дуги в логические переменные, соответствующие ошибкам обучающегося.
3.Введение блока анализа ошибок по- 0 зволяет выявить нарушения заданного режима сварки обучающимся на основе логического анализа соответствующих логических переменных и логических ограничений.
5 4. Введение блока сравнения, блока оперативной памяти и счетчика числа ошибок позволяет автоматически и непрерывно сравнивать число ошибок, допущенных обучающимся в процессе сварки, с числом оши0 бок, заданных учителем или экспертом,
5.Введение таймера позволяет осуществить режим экзамена путем разрешения счетчику подсчитывать только те ошибки, которые обучающийся допускает за задан5 ное учителем время.
6.В совокупности введенные элементы устройства обеспечивают следующие его возможности:
-обучение с учителем и без учителя, 0 - обучение по данным экспертной сварки,
-отработка режима сварки по известной технологической карте,
-отработка режима сварки по току, на- 5 пряжению или мощности сварочного тока,
-распознавание экспертного режима сварки,
-подсчет числа ошибок по любому из параметров режима сварки,
0 - экзамен или квалификационные испытания сварщиков,
-инспекционный контроль сварщиков в трассовых условиях.
Формула изобретения 5Устройство для обучения и оценки магтерства сварщика, содержащее источник сварочного тока, подключенный к электро- додержателю электроакустический преобразователь, отличающееся тем, что. с целью повышения дидактических возможностей устройства, в него сведены блок задания режима сварки, блок компараторов, блок анализа ошибок, счетчик, таймер, блок оперативной памяти, блок сравнения, дешифратор, табло и блок датчиков тока и напряжения, входы которого подключены к источнику сварочного тока, а выходы соединены с информационными входами первой группы блока компораторов , информационные входы второй группы которого соединены с выходами блока задания режима сварки, а выходы соединены с входами блока анализа ошибок, первый выход которого соединен с входом электроакустического преобразователя, второй выход соединен с
5
одним информационным входом табло, а третий выход соединен со счетным входом счетчика, установочный вход которого соединен с первым выходом таймера, а выходы соединены с информационными входами первой группы блока сравнения, выходы которого соединены с входами дешифратора, а информационные входы второй группы соединены с выходами блока оперативной памяти, информационные входы которого и управляющий вход таймера являются входами устройства, выходы таймера, счетчика и дешифратора соединены с другими входами информационного табло.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пост контроля и обучения при дуговой сварке | 1986 |
|
SU1784422A1 |
| Тренажер сварщика | 1985 |
|
SU1302313A1 |
| Тренажер сварщика | 1989 |
|
SU1663619A1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
| Тренажер сварщика | 1988 |
|
SU1550571A1 |
| Тренажер сварщика | 1988 |
|
SU1594588A1 |
| ТРЕНАЖЕР ДЛЯ ОБУЧЕНИЯ СВАРЩИКА РУЧНОЙ ДУГОВОЙ СВАРКЕ ПЛАВЯЩИМСЯ И НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2008 |
|
RU2373040C1 |
| Тренажер сварщика | 1984 |
|
SU1374271A1 |
| Тренажер для обучения навыкам ведения сварки | 1985 |
|
SU1295434A1 |
| Тренажер сварщика | 1984 |
|
SU1217151A1 |


Изобретение относится к электродуговой сварке, в частности к тренажерам, предназначенным для обучения, самообучения и квалификационных испытаний сварщиков при выполнении ручной дуговой сварки плавящимся электродом. Цель изобретения - повышение дидактических возможностей устройства. Устройство содержит блок 1 датчиков тока и напряжения, блок 2 задания режима сварки, блок 3 компараторов, блок 4 анализа ошибок, счетчик 5, таймер 6, блок 7 оперативной памяти, блок 8 сравнения, дешифратор 9, табло 10, электроакустический преобразователь 11.7 ил.
I 3
И J8
-
ЦпрцЫние
V
Фи.г.1
ftfvDl VT1 +Un0
фиг.З
Id
Фиг, 4
I max
фиг.5
| Тренажер для обучения сварщиков приемам ручной дуговой сварки | 1975 |
|
SU556908A1 |
