Изобретение относится к способу получения частей литейных форм из медного сплава, содержащего кремний, никель, хром и цирконий, а также интерметаллические первичные фазы, согласно отличительным признакам пункта 1 формулы изобретения.
Кроме того, изобретение относится к частям литейных форм, полученных этим способом.
В документе EP 0 346 645 B1 описано применение дисперсионно-твердеющего медного сплава, состоящего из 1,6-2,4% никеля, 0,5-0,8% кремния, 0,01-0,20% циркония, остальное медь и обусловленные получением примеси и обычные добавки для обработки, в качестве материала для получения частей литейной формы, которые используются при разливке и повергаются постоянно изменяющимся температурным нагрузкам, в частности, в виде блоков для боковых перемычек двухполосных (валковых) установок непрерывной разливки. Производительность двухполосных установок непрерывной разливки зависит в решающей степени от безупречного функционирования образованной из блоков цепи боковых перемычек. Так, требуется, чтобы блоки имели как можно более высокую теплопроводность, чтобы теплоту плавления или затвердевания можно было отводить как можно быстрее. Чтобы избежать преждевременного износа боковых кромок блоков из-за механической нагрузки, который ведет к образованию зазора между блоками и затем к проникновению расплава в этот зазор, материал, помимо высокой твердости и прочности на растяжение, должен иметь также малый размер зерна. Наконец, чрезвычайно высокое значение имеют оптимальные характеристики усталостной прочности, которые гарантируют, что после выхода с участка разливки термические напряжения, возникшие при охлаждении блоков после нагревания, не приведут к растрескиванию блоков на углах Т-образных пазов, сделанных для приема стальной полосы. Если такие вызванные тепловым ударом трещины все же возникают, то через короткое время соответствующий блок выпадает из цепи, при этом жидкий металл может неконтролированно вытечь из внутреннего объема литейной формы и повредить детали установки. Для замены поврежденного блока нужно останавливать установку и прерывать процесс разливки.
Для проверки образования трещин оправдал себя метод испытаний, при котором блоки подвергаются двухчасовой термообработке при 500°C и затем закаливаются в воде при 25°C. У подходящего материала и при многократном повторении этого испытания тепловым ударом также не должно возникать никаких трещин в области Т-образного паза.
Описанный в EP 0 346 645 B1, содержащий цирконий отверждаемый сплав Cu-Ni-Si-Cr отлично подходит для блоков боковых перемычек двухполосных литейных установок. Благодаря добавлению хрома повышается проводимость материала. Добавка Fe ограничивает рост зерен при обработке на твердый раствор, не оказывая негативного влияния на другие свойства материала.
Известно, что в структуре материалов, содержащих хром и цирконий, имеются интерметаллические первичные фазы, которые при застывании расплава выкристаллизовываются доэвтектически, то есть с негомогенным распределением. Эти содержащие CrSi и NiZr фазы образуются, что обусловлено особенностями технологии, уже в отлитых круглых стрежнях, которые используются как исходный материал для получения блоков для боковых перемычек двухполосных литейных установок. Обычно для получения тонкозернистой структуры и для достижения требуемой твердости и электропроводности отлитый материал деформируют обычными способами обработки давлением, как горячее прессование, ковка или прокатка, затем обрабатывают на твердый раствор и подвергают дисперсионному твердению, причем состояние отливки с эвтектическим, негомогенным распределением интерметаллических первичных фаз более или менее разрушается, и при этом первичные фазы выстраиваются в направлении главной деформации в виде строк. При обычном получении блоков из прессованных или горячекатаных прутков в литейной поверхности блоков имеется относительно неравномерно распределенная, ориентированная четко по строкам структура первичных фаз. При ковке листов из литых заготовок состояние отливки с сетчатым распределением интерметаллических первичных фаз устраняется в недостаточной степени, так как степень полной деформации ограничена, и лист в продольном и поперечном направлении деформируется почти одинаково.
Исходя из этого, в основе изобретения стоит задача так оптимизировать способ получения частей литейных форм, в частности, для получения блоков для боковых перемычек двухполосных литейных установок, чтобы износ литейных поверхностей, контактирующих с расплавленным металлом, наступал позднее и шел медленнее, чтобы в течение более длительного периода производства, применяя части литейных форм, можно было бы получать отлитые металлические полосы с безупречным качеством поверхности. Кроме того, часть литейной формы должна отличаться улучшенными свойствами.
Относящаяся к способу часть этой задачи решена отличительными признаками пункта 1 формулы изобретения.
Часть литейной формы с выгодными свойствами является объектом пункта 6 формулы.
Соответствующие зависимые пункты формулы относятся к выгодным усовершенствованиям идей изобретения.
Стоящая в основе изобретения задача решена тем, что интерметаллические первичные фазы, которые имеются в медном сплаве, посредством направленного горячего формования ориентируются так, чтобы контактирующая с расплавом металла литейная поверхность части литейной формы, полученной из вытянутого слитка, выбиралась под углом 90±10°, то есть по существу перпендикулярно направлению вытягивания слитка. Далее под "по существу перпендикулярно" понимается угол 90±10° к направлению вытягивания слитка. Перпендикулярно означает угол 90°.
При таком образе действий существенно, что при горячей обработке давлением слитка наряду с тонкозернистой рекристаллизацией структуры первоначально крупнозернистой структуры отливки достигается выраженная ориентация волокон с измельчением и выстраиванием интерметаллических первичных фаз вдоль этих волокон. При этом важно, чтобы ориентация волокон включала в себя как можно более тонкие и равномерно распределенные первичные фазы, что в рамках изобретения достигается тем, что вытягивание проводится путем горячего формования только в одном направлении, причем слиток вытягивается с коэффициентом по меньшей мере 4:1, предпочтительно выше 7:1. При этом горячее формование может осуществляться таким способом, как ковка и/или горячая прокатка. Напротив, суммарный коэффициент деформации в разных направлениях по меньшей мере 4:1 или предпочтительно по меньшей мере 7:1 не приводит к желаемому, согласно изобретению, расположению волокон.
Следующим важным отличительным признаком способа является то, что полученные из тянутого слитка части литейных форм имеют входящую в контакт с жидким металлом литейную поверхность, которая выбирается по существу перпендикулярно (=90±10°), предпочтительно точно перпендикулярно направлению вытягивания. Только в этом случае износ литейных поверхностей существенно снижается, так что возможно в течение более длительного периода производства получать отлитые металлические полосы с безупречным качеством поверхности.
Благодаря ориентации волокон интерметаллические первичные фазы в литейной поверхности обнаруживаются по существу только как равномерно распределенные точки. Считается целесообразным, если количественное отношение между обнаруженными на снимке шлифа интерметаллическими первичными фазами на литейной поверхности и на стороне тянутого слитка, перпендикулярной литейной поверхности, устанавливается выше 1,5:1. Это означает, что на литейной поверхности или в плоскости, по существу перпендикулярной направлению вытягивания, обнаружено по меньшей мере на 50% больше интерметаллических первичных фаз, чем на стороне слитка или плоскости, перпендикулярной литейной поверхности.
Установленное таким образом количественное соотношение обнаруженных интерметаллических первичных фаз в комбинации с ориентацией литейной поверхности приводит к получению частей литейных форм с оптимальными технологическими характеристиками, так как в них образование трещин и рост трещин подавляются. Тем самым снижается износ частей литейных форм при использовании, так как рост трещин протекает медленнее, что способствует повышению срока службы. Стойкость к образованию усталостных трещин заметно выше по сравнению с частями литейных форм, у которых интерметаллические первичные фазы являются по существу неориентированными.
Часть литейной формы, полученная способом согласно изобретению, имеет расположение волокон, которое обусловливает то, что интерметаллические первичные фазы также расположены в виде волокон или строк. Среднюю длину лежащей в плоскости первичной фазы можно измерить. Считается выгодным, если соотношение между средней длиной строки, лежащей в плоскости литейной поверхности, к средней длине строки, которая идет по существу перпендикулярно (=90±10°), предпочтительно точно перпендикулярно литейной поверхности, меньше чем 3:10. Другими словами, на литейной поверхности находятся строки интерметаллических первичных фаз, длина которых соответствует максимум 30% длины строки интерметаллической первичной фазы, которая расположена по существу перпендикулярно или точно перпендикулярно литейной поверхности.
Часть литейной формы согласно изобретению состоит из дисперсионно-твердеющего медного сплава, который с этой целью содержит компоненты сплава, которые выделяются в виде интерметаллических фаз. Дисперсионно-твердеющий медный сплав предпочтительно содержит никель, который по меньшей мере частично может быть заменен кобальтом. Кроме того, сплав содержит по меньшей мере один из следующих легирующих элементов: хром, цирконий, бериллий, кремний.
Готовая часть литейной формы характеризуется рассчитанными на особые области применения свойствами материала, а именно, в частности, прочностью на растяжение по меньшей мере 600 МПа при комнатной температуре (20°C), а также прочностью на растяжение по меньшей мере 350 МПа при температуре 500°C.
Медный сплав, подвергнутый дисперсионному упрочнению, при 20°C имеет условный предел текучести при удлинении 0,2% по меньшей мере 470 МПа, предельное удлинение A5 по меньшей мере 15%, твердость по меньшей мере 190 единиц HV10, а также электропроводность при 20°C по меньшей мере 40% IACS (IACS = International Annealed Copper Standard, электропроводность по сравнению с медью, принимаемой за 100%). Предпочтительно, электропроводность составляет по меньшей мере 45%.
Дисперсионно-твердеющий медный сплав должен иметь размер зерна, измеренный согласно ASTM E112, максимум 130 мкм. Стандарт США ASTM E112 (American Society for Testing Materials - Американское общество по испытанию материалов) является стандартным методом испытаний для определения среднего размера зерна.
Далее изобретение поясняется на нескольких примерах.
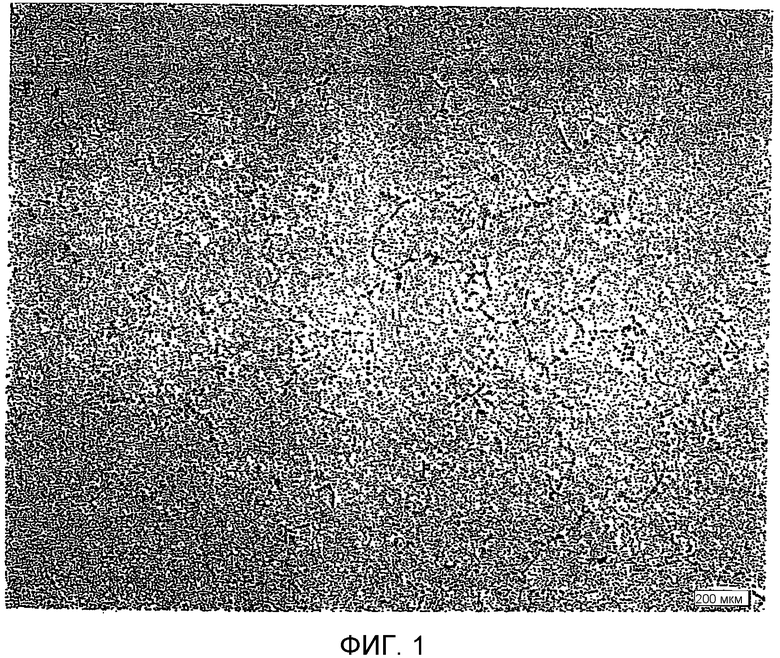
Фиг. 1 показывает снимок шлифованной поверхности литого круглого стержня, который применяется как исходный материал для получения частей литейной формы, в частности боковых перемычек двухполосной литейной установки. Речь идет о типичной структуре отливки из сплава CuNiSiCrZr с содержащими CrSi или NiZr интерметаллическими первичными фазами в эвтектической конфигурации. Затем материал для образования тонкозернистой структуры и для достижения требуемых твердости и электропроводности деформируют способом обработки давлением, таким, как горячее прессование, ковка или прокатка, затем обрабатывают на твердый раствор и подвергают дисперсионному твердению, так что эвтектическое негомогенное распределение интерметаллических первичных фаз изменяется.
Если показанная на фиг. 1 литая заготовка с распределением интерметаллических первичных фаз в виде решетки формуется равномерно как в продольном, так и в поперечном направлении, то ориентация фаз не будет изменяться желаемым образом.
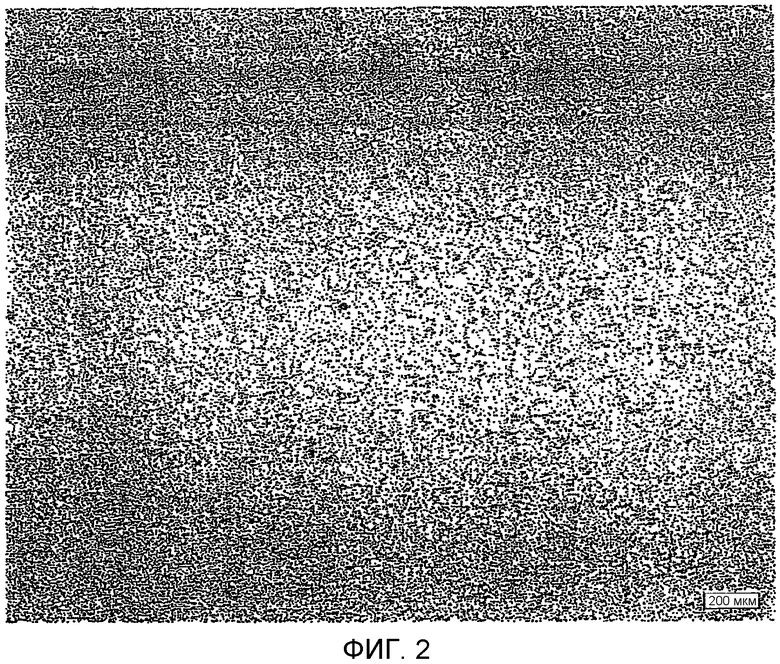
Напротив, фиг. 2 показывает распределение интерметаллических первичных фаз уже обработанного горячим формованием слитка и, таким образом, снимок шлифованной поверхности отлитой позднее детали в области литейной поверхности. Отчетливо видно, что интерметаллические первичные фазы распределены очень тонко и равномерно. Направление волокон или ориентация интерметаллических первичных фаз идет перпендикулярно литейной поверхности, из-за чего обнаруживаемые частицы первичных фаз на этой фигуре видны как точки.
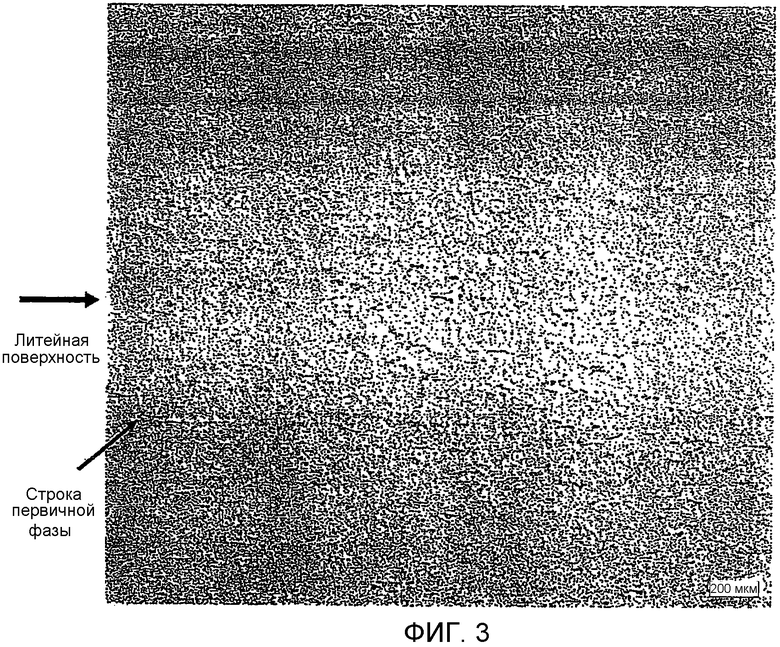
Число обнаруживаемых первичных фаз примерно в 1,7 раз выше, чем на фиг. 3, которая показывает снимок шлифа перпендикулярно литейной поверхности и тем самым перпендикулярно поверхности, показанной на фиг. 2. Тогда как на фиг. 2 строки фаз видны лишь частично и имеют в длину максимум 100 мкм, на фиг. 3 видно существенно больше строк первичных фаз, причем длина строк фаз лежит в интервале от 100 до 400 мкм и частично в области выше 400 мкм. Следующая таблица показывает механические свойства, а также усталостную прочность частей литейных форм из сплавов CuNiSiCrZr, полученных способом по изобретению.
МПа
МПа
%
HV10
% IACS
МПа
% срока службы
Волокна перпендикулярно литейной поверхности
(по изобретению)
(не по изобретению)
Жилы перпендикулярно литейной поверхности
(по изобретению)
(не по изобретению)
В основе примера осуществления A лежит сплав следующего состава (в вес.%):
2,1% Ni
0,62% Si
0,30% Cr
0,15% Fe
остальное = Cu и неизбежные примеси.
Этот сплав расплавляли в тигельной индукционной печи и отливали способом непрерывной разливки в круглую заготовку. Круглую заготовку предварительно расковывали на ковочном прессе в диапазоне температур между 950°C до 750°C и затем формовали в прямоугольный параллелепипед. Затем параллелепипед расковывали в продольном направлении до листа. Этот черновой раскованный лист прокатывали затем в стане горячей прокатки при температурах от 950°C до 800°C до конечных размеров. Суммарный коэффициент деформации V в продольном направлении составлял, считая от черновой длины раскованного листа до длины готового прокатанного листа, 5,3:1. Затем лист обрабатывали на твердый раствор и подвергали дисперсионному твердению. Охлаждение после дисперсионного твердения проводили в печи с определенной скоростью охлаждения. Затем лист разрезали на поперечные полосы и из этих полос готовили части литейной формы, так называемые боковые перемычки размерами 70 мм × 50 мм × 40 мм.
Альтернативно можно таким же путем подготовить части литейной формы с размерами 60 мм × 50 мм × 40 мм или 50 мм × 50 мм × 40 мм. При этом литейные поверхности частей литейной формы по существу перпендикулярны, предпочтительно точно перпендикулярны продольному направлению листа и, тем самым, также лежат по существу перпендикулярно, предпочтительно точно перпендикулярно направлению вытягивания деформированных слитков или направлению волокон.
В таблице приведены механические/технологические свойства, а также усталостная прочность подготовленных таким образом частей литейной формы в сравнении с частями литейной формы, у которых волокна расположены параллельно литейной поверхности, или которые не подвергались предпочтительной деформации с коэффициентом по меньшей мере 4:1. Полученные способом по изобретению части литейных форм, с направлением интерметаллических первичных фаз перпендикулярно литейной поверхности, показывают в лабораторном испытании на 17% более высокую усталостную прочность, чем части литейных форм, у которых направление волокон идет параллельно литейной поверхности.
Пример осуществления B базируется на сплаве с составом:
2,2% Ni
0,60% Si
0,33% Cr
0,12% Fe
остальное = Cu и неизбежные примеси.
Этот сплав также расплавляли в тигельной индукционной печи и отливали в процессе непрерывной разливки в круглую заготовку. Затем круглую заготовку прокатывали в стане горячей прокатки при температурах от 950°C до 800°C в лист. Полный коэффициент деформации V в продольном направлении составляет, относительно начальной длины слитка, 7,4:1, и соответствует тем самым предпочтительным предписаниям настоящего изобретения по меньшей мере 7:1.
Дальнейшая обработка горячекатаных листов и подготовка частей литейных форм проводится как в примере осуществления A.
В таблице 1 показаны также прочностные свойства формованных отливок с первичными фазами, идущими перпендикулярно направлению вытягивания, в сравнении с частями литейных форм, у которых интерметаллические первичные фазы расположены параллельно направлению литья.
Части литейных форм, полученные согласно изобретению в соответствии с примером осуществления B, обнаруживает в лабораторном испытании при сравнимых механических свойствах улучшение усталостной прочности даже на 26% в сравнении с частями литейных форм с направлением волокон параллельно литейной поверхности.
Эти примеры осуществления показывают, что полученные согласно изобретению части литейных форм имеют улучшенные на 17-26% характеристики усталостной прочности литейной поверхности, чем сравнимые части литейных форм с направлением волокон и фаз параллельно литейной поверхности или без предпочтительной ориентации.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНАЯ ФОРМА | 1995 |
|
RU2160648C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МОНОТЕКТИЧЕСКОГО СПЛАВА | 2016 |
|
RU2723343C2 |
| ЛИТЕЙНАЯ ФОРМА | 2010 |
|
RU2544978C2 |
| МЕДНЫЙ СПЛАВ | 2005 |
|
RU2383641C2 |
| Высокопрочный провод и способ его изготовления | 2016 |
|
RU2666752C1 |
| МЕДНЫЙ СПЛАВ Cu-Ni-Si-Co ДЛЯ МАТЕРИАЛОВ ЭЛЕКТРОННОЙ ТЕХНИКИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2008 |
|
RU2413021C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО СЛИТКА (ВАРИАНТЫ) | 2011 |
|
RU2486026C2 |
| ДИСПЕРСИОННО-ТВЕРДЕЮЩИЙ МЕДНЫЙ СПЛАВ В КАЧЕСТВЕ МАТЕРИАЛА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 2002 |
|
RU2307000C2 |
| ПРИМЕНЕНИЕ МЕДНОГО СПЛАВА | 2019 |
|
RU2760444C1 |
Изобретение относится к металлургии. Блок боковой перемычки двухполосной установки непрерывной разливки получают путем вытягивания слитка горячим формованием в одном направлении с коэффициентом вытяжки, по меньшей мере, 4:1. Литейную поверхность, входящую в контакт с расплавом металла, выбирают так, чтобы она составляла угол 90±10° к направлению вытягивания слитка. Блок выполняют из медного сплава, содержащего кремний, никель, хром и цирконий, а также интерметаллические первичные фазы. Обеспечивается получение блока боковой перемычки, обладающего высокой износостойкостью и повышенным сроком службы. 2 н. и 13 з.п. ф-лы, 3 ил., 1 табл., 2 пр.
1. Способ получения блока боковой перемычки двухполосной установки непрерывной разливки, выполненного из медного сплава, отличающийся тем, что осуществляют вытягивание слитка из медного сплава путем горячего формования в одном направлении с коэффициентом вытяжки, по меньшей мере, 4:1, при этом формируют литейную поверхность, предназначенную для вхождения в контакт с расплавом металла так, чтобы она составляла угол 90±10° с направлением вытягивания слитка, причем медный сплав содержит по меньшей мере один легирующий элемент, выбранный из одной из групп, включающей: а) никель и кобальт, b) хром, цирконий, бериллий и кремний, а также содержит интерметаллические первичные фазы.
2. Способ по п.1, отличающийся тем, что количественное соотношение между обнаруженными на снимке шлифа интерметаллическими первичными фазами для литейной поверхности и для сторон вытянутого слитка, расположенных под углом 90±10° к литейной поверхности, устанавливают выше 1,5:1.
3. Способ по п.1, отличающийся тем, что слиток вытягивают путем горячего формования в одном направлении с коэффициентом вытяжки, по меньшей мере, 7:1.
4. Способ по п.1, отличающийся тем, что слиток вытягивают путем горячей ковки.
5. Способ по п.1, отличающийся тем, что слиток вытягивают путем горячей прокатки.
6. Блок боковой перемычки двухполосной установки непрерывной разливки, полученный способом по любому из пп.1-5, при этом входящая в контакт с расплавом металла литейная поверхность, полученная из вытянутого слитка, расположена под углом 90±10° к направлению вытягивания слитка.
7. Блок по п.6, отличающийся тем, что количественное соотношение между обнаруживаемыми на снимке шлифа интерметаллическими первичными фазами для литейной поверхности и для сторон вытянутого слитка, расположенных под углом 90±10° к литейной поверхности, устанавливается выше 1,5:1.
8. Блок по п.6 или 7, отличающийся тем, что интерметаллические первичные фазы расположены строчками, причем отношение средней длины строки, лежащей в плоскости литейной поверхности, к средней длине строки, расположенной под углом 90±10° к литейной поверхности, меньше 3:10.
9. Блок по п.6, отличающийся тем, что медный сплав в подвергнутом дисперсионному твердению состоянии при 20°C имеет прочность на растяжение, по меньшей мере, 600 МПа и при 500°C прочность на растяжение, по меньшей мере, 350 МПа.
10. Блок по п.6, отличающийся тем, что медный сплав в подвергнутом дисперсионному твердению состоянии при 20°C имеет условный предел текучести при удлинении 0,2%, по меньшей мере, 470 MПa.
11. Блок по п.6, отличающийся тем, что медный сплав в подвергнутом дисперсионному твердению состоянии при 20°C имеет предельное удлинение А5, по меньшей мере, 15%.
12. Блок по п.6, отличающийся тем, что медный сплав при 20°С имеет твердость, по меньшей мере, 190 единиц HV10.
13. Блок по п.6, отличающийся тем, что медный сплав при 20°С имеет электропроводность, по меньшей мере, 40% IACS.
14. Блок по п.6, отличающийся тем, что медный сплав при 20°C имеет электропроводность, по меньшей мере, 45% IACS.
15. Блок по п.6, отличающийся тем, что в подвергнутом дисперсионному твердению состоянии медный сплав имеет размер зерна, измеренный согласно ASTM E 112, максимум 130 мкм.
| ПРИБОР ДЛЯ КОНТРОЛЯ КЛЕЕПРОНИЦАЕМОСТИ БУМАЖНОЙ | 0 |
|
SU346645A1 |
| ЕР 1340564 A2, 03.09.2003 | |||
| ЕР 1314789 A1, 28.05.2003 | |||
| Способ пуска асинхронной машины, снабженной компенсированным преобразователем частоты | 1926 |
|
SU7495A1 |

