1. ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к сплаву на основе Cu-Zn-Si, обладающему высокими литейными качествами, механическими свойствами (прочностью, пластичностью и т.п.), коррозионной стойкостью, износостойкостью, механической обрабатываемостью и т.д.
2. УРОВЕНЬ ТЕХНИКИ
Известно, что предел текучести медных сплавов можно повысить, как и у обычных металлических материалов, путем измельчения зерна, и что согласно закону Холла-Петча прочность медных сплавов возрастает обратно пропорционально квадратному корню диаметра зерна.
Обычно медные сплавы подвергают двум основным типам измельчения зерна: (А) когда медные сплавы плавятся и затвердевают, и (В) когда медные сплавы (в виде слитков, таких как слябы, отливок, таких как полученные литьем под давлением отливки, выплавленные слитки и т.п.) подвергают после затвердевания расплава либо деформации, такой как прокатка, либо нагреву, и запасенная в результате энергия, такая как энергия деформации, действует как движущая сила. Известно, что в любом случае (А) или (В) измельчению зерна эффективно способствует цирконий.
Однако в случае (А) требуемая степень измельчения зерна не достигается, так как на воздействие Zr по измельчению зерна на этапе затвердевания расплава значительное влияние оказывают другие элементы и их содержания. По этой причине обычно широко применяется метод (В), при котором измельчению зерна способствуют путем осуществления термообработки слитков, отливок и т.п. после затвердевания расплава, а затем снова придают деформацию.
Согласно основным положениям публикации прошедшей экспертизу заявки на патент Японии № 38-20467, медный сплав, содержащий Zr, P и Ni, подвергают обработке плавлением, холодной обработке давлением со степенью деформации 75% и исследуют средний диаметр зерен в нем, при этом средний диаметр зерен уменьшается пропорционально увеличению содержания Zr, например, 280 мкм при отсутствии содержания Zr, 170 мкм при содержании Zr в 0,05 мас.%, 50 мкм при содержании Zr в 0,13 мас.%, 29 мкм при содержании Zr в 0,22 мас.% и 6 мкм при содержании Zr в 0,89 мас.%. В этом документе предложено обеспечивать содержание Zr в диапазоне 0,05-0,3 мас.% с тем, чтобы избежать отрицательного воздействия, вызванного избыточным содержанием Zr.
Кроме того, в публикации, не прошедшей экспертизу заявки на патент Японии № 2004-233952, сообщается, что если подвергнуть медный сплав, в который добавили 0,15-0,5 мас.% Zr, разливке, обработке плавлением и деформационной обработке для придания искажений, то средний диаметр зерен такого сплава уменьшится до уровня примерно 20 мкм или менее.
Однако, как и в методе (В), эти термообработка и обработка давлением после разливки для уменьшения диаметра зерна приводят к увеличению стоимости. Кроме того, некоторые отливки невозможно подвергать деформационной обработке для придания искажений из-за их формы. Поэтому предпочтительно осуществлять измельчение зерна методом (А), когда медный сплав плавят и кристаллизуют. Однако, как отмечалось выше, в случае метода (А) на Zr на этапе затвердевания расплава сильно влияют другие элементы и их содержания. Поэтому, несмотря на увеличение содержания Zr, не обязательно достигается измельчение зерна, соответствующее этому повышению. Кроме того, Zr имеет очень высокое сродство к кислороду. Следовательно, при плавке и добавлении его в окружающей атмосфере Zr легко образует оксид и имеет очень низкое содержание на выходе. Поэтому, несмотря на то, что в продукции после разливки содержится очень малое количество Zr, на этапе разливки требуется загружать значительное количество исходного материала. При этом при чрезмерном образовании оксида во время плавления этот оксид легко вовлекается в расплав, вызывая риск возникновения дефектов литья. Чтобы избежать образования оксида, плавку и разливку можно выполнять в вакууме или в атмосфере инертного газа, что вызывает повышение затраты. Кроме того, поскольку Zr является дорогим элементом, с экономической точки зрения предпочтительно ограничить добавляемое его количество минимально возможным.
По этой причине существует потребность в медном сплаве, имеющем как можно меньшее содержание Zr и одновременно средний диаметр зерен, измельчаемый на последующей стадии после затвердевания расплава в процессе разливки.
Кроме того, в случае сплава на основе Cu-Zn-Si, Si служит для улучшения механических свойств и т.п., но во время затвердевания расплава он вызывает проблемы, заключающиеся в том, что он легко образует трещины или пористость, что усадочные раковины являются большими, а также в том, что он легко образует дефекты литья, такие как газовые раковины. Основной причиной этого является то, что с увеличением содержания Si расширяется интервал температур затвердевания (разность между температурой ликвидуса и температурой солидуса), а также ухудшается теплопроводность. Кроме того, учитывая структуру затвердевания обычного сплава на основе Cu-Zn-Si, в нем образуется дендрит в виде древовидного разветвляющегося рисунка. Ветви этого дендрита затрудняют выход образующихся воздушных пузырьков в воздух, в результате чего остаются газовые раковины и происходит локальное образование больших усадочных раковин.
В основу настоящего изобретения положена задача получения сплава на основе Cu-Zn-Si, позволяющего существенно улучшить свойства медного сплава, такие как литейные качества, различные механические свойства, коррозионную стойкость, механическую обрабатываемость, обрабатываемость давлением и т.п., посредством измельчения зерна, а также способа получения такого сплава.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Для решения вышеупомянутой задачи в настоящем изобретении предложены медный сплав и способ его получения.
Во-первых, в настоящем изобретении предложен медный сплав (далее именуемый как «первый медный сплав»), состоящий по существу из Cu: 69-88 мас.% (предпочтительно - 70-84 мас.%, более предпочтительно - 71,5-79,5 мас.%, а наиболее предпочтительно - 73-79 мас.%), Si: 2-5 мас.% (предпочтительно - 2,2-4,8 мас.%, более предпочтительно - 2,5-4,5 мас.%, а наиболее предпочтительно - 2,7-3,7 мас.%), Zr: 0,0005-0,04 мас.% (предпочтительно - 0,0008-0,029 мас.%, более предпочтительно - 0,001-0,019 мас.%, еще предпочтительнее - 0,0025-0,014 мас.%, а наиболее предпочтительно - 0,004-0,0095 мас.%), Р: 0,01-0,25 мас.% (предпочтительно - 0,02-0,2 мас.%, более предпочтительно - 0,03-0,16 мас.%, а наиболее предпочтительно - 0,04-0,12 мас.%), Zn: остальное, и удовлетворяющий нижеследующим условиям (1)-(7). Предпочтительно, чтобы первый медный сплав дополнительно удовлетворял нижеследующим условиям (10)-(15), включая условия (1)-(7). Если первый медный сплав должен подвергаться резке, то предпочтительно, чтобы он дополнительно удовлетворял условию (17), включая условия (1)-(7) и (10)-(15).
Во-вторых, в настоящем изобретении предложен медный сплав (далее именуемый как «второй медный сплав»), содержащий по меньшей мере один элемент из Sn, As и Sb в дополнение к элементам, входящим в состав первого медного сплава, т.е. состоящий по существу из Cu: 69-88 мас.% (предпочтительно - 70-84 мас.%, более предпочтительно - 71,5-79,5 мас.%, а наиболее предпочтительно - 73-79 мас.%); Si: 2-5 мас.% (предпочтительно - 2,2-4,8 мас.%, более предпочтительно - 2,5-4,5 мас.%, а наиболее предпочтительно - 2,7-3,7 мас.%); Zr: 0,0005-0,04 мас.% (предпочтительно - 0,0008-0,029 мас.%, более предпочтительно - 0,001-0,019 мас.%, еще предпочтительнее - 0,0025-0,014 мас.%, а наиболее предпочтительно - 0,004-0,0095 мас.%); Р: 0,01-0,25 мас.% (предпочтительно - 0,02-0,2 мас.%, более предпочтительно - 0,03-0,16 мас.%, а наиболее предпочтительно - 0,04-0,12 мас.%); по меньшей мере одного элемента, выбранного из Sn: 0,05-1,5 мас.% (предпочтительно - 0,1-0,9 мас.%, более предпочтительно - 0,2-0,7 мас.%, а наиболее предпочтительно - 0,25-0,6 мас.%), As: 0,02-0,25 мас.% (предпочтительно - 0,03-0,15 мас.%) и Sb: 0,02-0,25 мас.% (предпочтительно - 0,03-0,15 мас.%); и Zn: остальное, и удовлетворяющий нижеследующим условиям (1)-(7). Предпочтительно, чтобы второй медный сплав дополнительно удовлетворял нижеследующим условиям (10)-(15), включая условия (1)-(7). Если второй медный сплав должен подвергаться резке, то предпочтительно, чтобы он дополнительно удовлетворял условию (17), включая условия (1)-(7) и (10)-(15).
В-третьих, в настоящем изобретении предложен медный сплав (далее именуемый как «третий медный сплав»), содержащий по меньшей мере один элемент, выбранный из Al, Mn и Mg, в дополнение к элементам, входящим в состав первого медного сплава, т.е. состоящий по существу из Cu: 69-88 мас.% (предпочтительно - 70-84 мас.%, более предпочтительно - 71,5-79,5 мас.%, а наиболее предпочтительно - 73-79 мас.%); Si: 2-5 мас.% (предпочтительно - 2,2-4,8 мас.%, более предпочтительно - 2,5-4,5 мас.%, а наиболее предпочтительно - 2,7-3,7 мас.%); Zr: 0,0005-0,04 мас.% (предпочтительно - 0,0008-0,029 мас.%, более предпочтительно - 0,001-0,019 мас.%, еще предпочтительнее - 0,0025-0,014 мас.%, а наиболее предпочтительно - 0,004-0,0095 мас.%); Р: 0,01-0,25 мас.% (предпочтительно - 0,02-0,2 мас.%, более предпочтительно - 0,03-0,16 мас.%, а наиболее предпочтительно - 0,04-0,12 мас.%); по меньшей мере одного элемента, выбранного из Al: 0,02-1,5 мас.% (предпочтительно - 0,1-1,2 мас.%), Mn: 0,2-4 мас.% (предпочтительно - 0,5-3,5 мас.%) и Mg: 0,001-0,2 мас.%; и Zn: остальное, и удовлетворяющий нижеследующим условиям (1)-(7). Предпочтительно, чтобы третий медный сплав дополнительно удовлетворял нижеследующим условиям (10)-(15), включая условия (1)-(7). Если второй медный сплав должен подвергаться резке, то предпочтительно, чтобы он дополнительно удовлетворял условию (17), включая условия (1)-(7) и (10)-(15).
В-четвертых, в настоящем изобретении предложен медный сплав (далее именуемый как «четвертый медный сплав»), содержащий по меньшей мере один элемент, выбранный из Sn, As и Sb, и по меньшей мере один элемент, выбранный из Al, Mn и Mg, в дополнение к элементам, входящим в состав первого медного сплава, т.е. состоящий по существу из Cu: 69-88 мас.% (предпочтительно - 70-84 мас.%, более предпочтительно - 71,5-79,5 мас.%, а наиболее предпочтительно - 73-79 мас.%); Si: 2-5 мас.% (предпочтительно - 2,2-4,8 мас.%, более предпочтительно - 2,5-4,5 мас.%, а наиболее предпочтительно - 2,7-3,7 мас.%); Zr: 0,0005-0,04 мас.% (предпочтительно - 0,0008-0,029 мас.%, более предпочтительно - 0,001-0,019 мас.%, еще предпочтительнее - 0,0025-0,014 мас.%, а наиболее предпочтительно - 0,004-0,0095 мас.%); Р: 0,01-0,25 мас.% (предпочтительно - 0,02-0,2 мас.%, более предпочтительно - 0,03-0,16 мас.%, а наиболее предпочтительно - 0,04-0,12 мас.%); по меньшей мере одного элемента, выбранного из Sn: 0,05-1,5 мас.% (предпочтительно - 0,1-0,9 мас.%, более предпочтительно - 0,2-0,7 мас.%, а наиболее предпочтительно - 0,25-0,6 мас.%), As: 0,02-0,25 мас.% (предпочтительно - 0,03-0,15 мас.%) и Sb: 0,02-0,25 мас.% (предпочтительно - 0,03-1,15 мас.%); по меньшей мере одного элемента, выбранного из Al: 0,02-1,5 мас.% (предпочтительно - 0,1-1,2 мас.%), Mn: 0,2-4 мас.% (предпочтительно - 0,5-3,5 мас.%) и Mg: 0,001-0,2 мас.%; и Zn остальное, и удовлетворяющий нижеследующим условиям (1)-(7). Предпочтительно, чтобы четвертый медный сплав дополнительно удовлетворял нижеследующим условиям (10)-(15), включая условия (1)-(7). Если четвертый медный сплав должен подвергаться резке, то предпочтительно, чтобы он дополнительно удовлетворял условию (17), включая условия (1)-(7) и (10)-(15).
В-пятых, в настоящем изобретении предложен медный сплав (далее именуемый как «пятый медный сплав»), содержащий по меньшей мере один элемент, выбранный из Pb, Bi, Se и Te, в дополнение к элементам, входящим в состав первого медного сплава, т.е. состоящий по существу из Cu: 69-88 мас.% (предпочтительно - 70-84 мас.%, более предпочтительно - 71,5-79,5 мас.%, а наиболее предпочтительно - 73-79 мас.%); Si: 2-5 мас.% (предпочтительно - 2,2-4,8 мас.%, более предпочтительно - 2,5-4,5 мас.%, а наиболее предпочтительно - 2,7-3,7 мас.%); Zr: 0,0005-0,04 мас.% (предпочтительно - 0,0008-0,029 мас.%, более предпочтительно - 0,001-0,019 мас.%, еще предпочтительнее - 0,0025-0,014 мас.%, а наиболее предпочтительно - 0,004-0,0095 мас.%); Р: 0,01-0,25 мас.% (предпочтительно - 0,02-0,2 мас.%, более предпочтительно - 0,03-0,16 мас.%, а наиболее предпочтительно - 0,04-0,12 мас.%); по меньшей мере одного элемента, выбранного из Pb: 0,005-0,45 мас.% (предпочтительно - 0,005-0,2 мас.%, а более предпочтительно - 0,005-0,1 мас.%), Bi: 0,005-0,45 мас.% (предпочтительно - 0,005-0,2 мас.%, а более предпочтительно - 0,005-0,1 мас.%), Se: 0,03-0,45 мас.% (предпочтительно - 0,05-0,2 мас.%, а более предпочтительно - 0,05-0,1 мас.%) и Te: 0,01-0,45 мас.% (предпочтительно - 0,03-0,2 мас.%, а более предпочтительно - 0,05-0,1 мас.%); и Zn: остальное, и удовлетворяющий нижеследующим условиям (1)-(8). Предпочтительно, чтобы пятый медный сплав дополнительно удовлетворял нижеследующим условиям (9)-(16), включая условия (1)-(8). Если пятый медный сплав должен подвергаться резке, то предпочтительно, чтобы он дополнительно удовлетворял условию (17), включая условия (1)-(8) и (9)-(16).
В-шестых, в настоящем изобретении предложен медный сплав (далее именуемый как «шестой медный сплав»), содержащий по меньшей мере один элемент, выбранный из Sn, As и Sb, в дополнение к элементам, входящим в состав пятого медного сплава, т.е. состоящий по существу из Cu: 69-88 мас.% (предпочтительно - 70-84 мас.%, более предпочтительно - 71,5-79,5 мас.%, а наиболее предпочтительно - 73-79 мас.%); Si: 2-5 мас.% (предпочтительно - 2,2-4,8 мас.%, более предпочтительно - 2,5-4,5 мас.%, а наиболее предпочтительно - 2,7-3,7 мас.%); Zr: 0,0005-0,04 мас.% (предпочтительно - 0,0008-0,029 мас.%, более предпочтительно - 0,001-0,019 мас.%, еще предпочтительнее - 0,0025-0,014 мас.%, а наиболее предпочтительно - 0,004-0,0095 мас.%); Р: 0,01-0,25 мас.% (предпочтительно - 0,02-0,2 мас.%, более предпочтительно - 0,03-0,16 мас.%, а наиболее предпочтительно - 0,04-0,12 мас.%); Pb: 0,005-0,45 мас.% (предпочтительно - 0,005-0,2 мас.%, а более предпочтительно - 0,005-0,1 мас.%); Bi: 0,005-0,45 мас.% (предпочтительно - 0,005-0,2 мас.%, а более предпочтительно - 0,005-0,1 мас.%); Se: 0,03-0,45 мас.% (предпочтительно - 0,05-0,2 мас.%, а более предпочтительно - 0,05-0,1 мас.%); Te: 0,01-0,45 мас.% (предпочтительно - 0,03-0,2 мас.%, а более предпочтительно - 0,05-0,1 мас.%); по меньшей мере одного элемента, выбранного из Sn: 0,05-1,5 мас.% (предпочтительно - 0,1-0,9 мас.%, более предпочтительно - 0,2-0,7 мас.%, а наиболее предпочтительно - 0,25-0,6 мас.%), As: 0,02-0,25 мас.% (предпочтительно - 0,03-0,15 мас.%) и Sb: 0,02-0,25 мас.% (предпочтительно - 0,03-0,15 мас.%); и Zn: остальное, и удовлетворяющий нижеследующим условиям (1)-(8). Предпочтительно, чтобы шестой медный сплав дополнительно удовлетворял нижеследующим условиям (9)-(16), включая условия (1)-(8). Если шестой медный сплав должен подвергаться резке, то предпочтительно, чтобы он дополнительно удовлетворял условию (17), включая условия (1)-(8) и (9)-(16).
В-седьмых, в настоящем изобретении предложен медный сплав (далее именуемый как «седьмой медный сплав»), содержащий по меньшей мере один элемент, выбранный из Al, Mn и Mg, в дополнение к элементам, входящим в состав пятого медного сплава, т.е. состоящий по существу из Cu: 69-88 мас.% (предпочтительно - 70-84 мас.%, более предпочтительно - 71,5-79,5 мас.%, а наиболее предпочтительно - 73-79 мас.%); Si: 2-5 мас.% (предпочтительно - 2,2-4,8 мас.%, более предпочтительно - 2,5-4,5 мас.%, а наиболее предпочтительно - 2,7-3,7 мас.%); Zr: 0,0005-0,04 мас.% (предпочтительно - 0,0008-0,029 мас.%, более предпочтительно - 0,001-0,019 мас.%, еще предпочтительнее - 0,0025-0,014 мас.%, а наиболее предпочтительно - 0,004-0,0095 мас.%); Р: 0,01-0,25 мас.% (предпочтительно - 0,02-0,2 мас.%, более предпочтительно - 0,03-0,16 мас.%, а наиболее предпочтительно - 0,04-0,12 мас.%); Pb: 0,005-0,45 мас.% (предпочтительно - 0,005-0,2 мас.%, а более предпочтительно - 0,005-0,1 мас.%); Bi: 0,005-0,45 мас.% (предпочтительно - 0,005-0,2 мас.%, а более предпочтительно - 0,005-0,1 мас.%); Se: 0,03-0,45 мас.% (предпочтительно - 0,05-0,2 мас.%, а более предпочтительно - 0,05-0,1 мас.%); Te: 0,01-0,45 мас.% (предпочтительно - 0,03-0,2 мас.%, а более предпочтительно - 0,05-0,1 мас.%); по меньшей мере одного элемента, выбранного из Al: 0,02-1,5 мас.% (предпочтительно - 0,1-1,2 мас.%), Mn: 0,2-4 мас.% (предпочтительно - 0,5-3,5 мас.%) и Mg: 0,001-0,2 мас.%, и Zn: остальное, и удовлетворяющий нижеследующим условиям (1)-(8). Предпочтительно, чтобы седьмой медный сплав дополнительно удовлетворял нижеследующим условиям (9)-(16), включая условия (1)-(8). Если седьмой медный сплав должен подвергаться резке, то предпочтительно, чтобы он дополнительно удовлетворял условию (17), включая условия (1)-(8) и (9)-(16).
В-восьмых, в настоящем изобретении предложен медный сплав (далее именуемый как «восьмой медный сплав»), содержащий по меньшей мере один элемент, выбранный из Sn, As и Sb, и по меньшей мере один элемент, выбранный из Al, Mn и Mg, в дополнение к элементам, входящим в состав пятого медного сплава, т.е. состоящий по существу из Cu: 69-88 мас.% (предпочтительно - 70-84 мас.%, более предпочтительно - 71,5-79,5 мас.%, а наиболее предпочтительно - 73-79 мас.%); Si: 2-5 мас.% (предпочтительно - 2,2-4,8 мас.%, более предпочтительно - 2,5-4,5 мас.%, а наиболее предпочтительно - 2,7-3,7 мас.%); Zr: 0,0005-0,04 мас.% (предпочтительно - 0,0008-0,029 мас.%, более предпочтительно - 0,001-0,019 мас.%, еще предпочтительнее - 0,0025-0,014 мас.%, а наиболее предпочтительно - 0,004-0,0095 мас.%); Р: 0,01-0,25 мас.% (предпочтительно - 0,02-0,2 мас.%, более предпочтительно - 0,03-0,16 мас.%, а наиболее предпочтительно - 0,04-0,12 мас.%); Pb: 0,005-0,45 мас.% (предпочтительно - 0,005-0,2 мас.%, а более предпочтительно - 0,005-0,1 мас.%); Bi: 0,005-0,45 мас.% (предпочтительно - 0,005-0,2 мас.%, а более предпочтительно - 0,005-0,1 мас.%); Se: 0,03-0,45 мас.% (предпочтительно - 0,05-0,2 мас.%, более предпочтительно - 0,05-0,1 мас.%); Te: 0,01-0,45 мас.% (предпочтительно - 0,03-0,2 мас.%, а более предпочтительно - 0,05-0,1 мас.%); по меньшей мере одного элемента, выбранного из Sn: 0,05-1,5 мас.% (предпочтительно - 0,1-0,9 мас.%, более предпочтительно - 0,2-0,7 мас.%, а наиболее предпочтительно - 0,25-0,6 мас.%), As: 0,02-0,25 мас.% (предпочтительно - 0,03-0,15 мас.%) и Sb: 0,02-0,25 мас.%, (предпочтительно - 0,03-0,15 мас.%); по меньшей мере одного элемента, выбранного из Al: 0,02-1,5 мас.% (предпочтительно - 0,1-1,2 мас.%), Mn: 0,2-4 мас.% (предпочтительно - 0,5-3,5 мас.%) и Mg: 0,001-0,2 мас.%, и Zn: остальное, и удовлетворяющий нижеследующим условиям (1)-(8). Предпочтительно, чтобы восьмой медный сплав дополнительно удовлетворял условиям нижеследующим (9)-(16), включая условия (1)-(8). Если восьмой медный сплав должен подвергаться резке, то предпочтительно, чтобы он дополнительно удовлетворял условию (17), включая условия (1)-(8) и (9)-(16).
В представленном ниже описании величина [а] обозначает содержание элемента а, при этом содержание элемента а выражено как [а] в мас.%. Например, содержание (Cu) выражено как [Cu] в мас.%. Далее, величина [b] обозначает содержание в единицах относительной площади фазы b, при этом содержание (относительная площадь) фазы b выражено как [b] в %. Например, содержание (относительная площадь) α-фазы выражено как [α] в %. При этом содержание или относительная площадь каждой фазы b измеряется посредством анализа изображения, в частности, полученного при преобразовании в двоичную форму с помощью программы обработки изображений WinROOF (доступной от компании TECH-JAM Co., Ltd), и представляет собой среднее значение относительных площадей, измеренных с использованием трех видов.
(1) f0 = [Cu] - 3,5[Si] - 3[P] + 0,5([Pb] + 0,8([Bi] + [Se]) + 0,6[Te]) - 0,5([Sn] + [As] + [Sb]) - 1,8[Al] + 2[Mn] + [Mg] = 61-71 (предпочтительно f0 = 62-69,5, более предпочтительно f0 = 62,5-68,5, а наиболее предпочтительно f0 = 64-67). Кроме того, в случае f0, [a] = 0 для несодержащегося элемента а.
(2) f1 = [P]/[Zr] = 0,7-200 (предпочтительно f1 = 1,2-100, более предпочтительно f1 = 2,3-50, а наиболее предпочтительно f1 = 3,5-30).
(3) f2 = [Si]/[Zr] = 75-5000 (предпочтительно f2 = 120-3000, более предпочтительно f2 = 180-1500, а наиболее предпочтительно f2 = 300-900).
(4) f3 = [Si]/[P] = 12-240 (предпочтительно f3 = 16-160, более предпочтительно f3 = 20-120, а наиболее предпочтительно f3 = 25-80).
(5) Содержатся α-фаза, а также κ-фаза и/или γ-фаза, и при этом f4 = [α] + [γ] + [κ] ≥ 85 (предпочтительно f4 ≥ 95). Кроме того, в случае f4, [b] = 0 для несодержащейся фазы b.
(6) f5 = [γ] + [κ] + 0,3[µ] - [β] = 5-95 (предпочтительно f5 = 10-70, более предпочтительно f5 = 15-60, а наиболее предпочтительно f5 = 20-45). Кроме того, в случае f5, [b] = 0 для несодержащейся фазы b.
(7) Наличие среднего диаметра зерен в 200 мкм или менее (предпочтительно - 150 мкм или менее, более предпочтительно - 100 мкм или менее, а наиболее предпочтительно - 50 мкм или менее) в макроструктуре во время затвердевания расплава. В данном случае под средним диаметром зерен в макроструктуре (или микроструктуре) во время затвердевания расплава подразумевается среднее значение диаметров зерен в макроструктуре (или микроструктуре) в состоянии, когда не осуществляли деформацию (экструзию, прокатку и т.п.) или нагрев после затвердевания расплава при разливке (включая традиционно известные различные методы разливки, такие как литье в кокиль, литье в песчаные формы, горизонтальная непрерывная разливка, вертикальная непрерывная разливка (вертикальное литье с вытягиванием непрерывной заготовки вверх), разливка полутвердого металла, ковка полутвердого металла, жидкая штамповка), сварки или резки расплавлением. Используемый здесь термин «отливка» или «литье» относятся к любому объекту, который полностью или частично плавится и отверждается, и включает в себя, например, отливки, полученные путем разливки в песчаную форму, разливки в металлическую форму, разливки под низким давлением, литья под давлением, литья по выплавляемым моделям, литья в полутвердом виде (например, тиксотропное литье, реолитье, разливка полутвердого металла, литье с подпрессовыванием, центробежное литье и непрерывное литье) (например, пруток, полый пруток, фасонный пруток, фасонный полый пруток, спираль, проволока и т.п., изготовленные путем непрерывной горизонтальной разливки, вертикальной непрерывной разливки или вертикального литья с вытягиванием непрерывной заготовки вверх) или отливки, полученные путем жидкой штамповки (прямой штамповки), металлизации, набрызгивания, облицовки или наложения, включая прокатанный или экструдированный слиток, сляб или сутунку. Кроме того, следует понимать, что в понятие разливки в широком смысле входит сварка, так как базовый металл частично плавится, затвердевает и связывается.
(8) f6 = [Cu] - 3,5[Si] - 3[P] + 3([Pb] + 0,8([Bi] + [Se]) + 0,6[Te])1/2 ≥ 62 (предпочтительно f6 ≥ 63,5), и f7 = [Cu] - 3,5[Si] - 3[P] + 3([Pb] + 0,8([Bi] + [Se]) +
0,6[Te])1/2 ≤ 68,5 (предпочтительно f7 ≤ 67). Кроме того, в случаях f6 и f7 [a] = 0 для несодержащегося элемента а.
(9) f8 = [γ] + [κ] + 0,3[µ] - [β] + 25([Pb] + 0,8([Bi] + [Se]) + 0,6[Te])1/2 ≥ 10 (предпочтительно f8 ≥ 20), и f9 = [γ] + [κ] + 0,3[µ] - [β] +25([Pb] + 0,8([Bi] + [Se]) +
0,6[Te])1/2 ≤ 70 (предпочтительно f9 ≤ 50). Кроме того, в случаях f7 и f8 [a] = 0 или [b] = 0 для несодержащегося элемента а или несодержащейся фазы b.
(10) Основным кристаллом, образующимся во время затвердевания расплава, является α-фаза.
(11) Во время затвердевания расплава протекает перитектическая реакция.
(12) Во время затвердевания расплава образуется кристаллическая структура, в которой дендритная сетка разделена и зерна которой имеют двумерную форму, представляющую собой круглую форму, некруглую форму, приближающуюся к круглой форме, эллиптическую форму, крестообразную форму, игольчатую форму или многоугольную форму.
(13) Наличие матрицы, в которой α-фаза мелко разделена и в которой равномерно распределена(ы) κ-фаза и/или γ-фаза.
(14) В полурасплавленном состоянии с долей твердой фазы 30-80% наличие кристаллической структуры, в которой дендритная сетка по меньшей мере разделена и твердая фаза которой имеет двумерную форму, представляющую собой круглую форму, некруглую форму, приближающуюся к круглой форме, эллиптическую форму, крестообразную форму или многоугольную форму.
(15) В полурасплавленном состоянии с долей твердой фазы 60% наличие твердой фазы со средним диаметром зерен 150 мкм или менее (предпочтительно - 100 мкм или менее, более предпочтительно - 50 мкм или менее, а наиболее предпочтительно - 40 мкм или менее) и/или средней максимальной длиной 200 мкм или менее (предпочтительно - 150 мкм или менее, более предпочтительно - 100 мкм или менее, а наиболее предпочтительно - 80 мкм или менее).
(16) В случае, когда содержатся Pb или Bi, наличие матрицы, в которой равномерно распределены частицы Pb или Bi мелкого и однородного размера, причем эти частицы Pb или Bi имеют средний диаметр зерен 1 мкм или менее (но предпочтительно они имеют максимальный диаметр зерен, не превышающий 3 мкм (предпочтительно - 2 мкм)).
(17) В случае выполнения резки в сухой атмосфере на токарном станке с режущим инструментом, имеющим главный передний угол -6° и радиус закругления вершины 0,4 мм, при режиме со скоростью резки 80-160 м/мин, глубиной резки 1,5 мм и скоростью подачи 0,11 мм/об, образуется стружка, принимающая форму маленьких сегментов (фиг.5А) трапециевидной или треугольной формы, форму ленты (фиг.5В), имеющей длину 25 мм или менее, или игольчатую форму (фиг.5С).
И при этом в медных сплавах с первого по восьмой медь (Cu) является основным элементом каждого сплава, и ее содержание должно составлять 69 мас.% или более с тем, чтобы гарантировать коррозионную стойкость (сопротивление коррозионному обесцинкованию и сопротивление коррозионному растрескиванию под напряжением) и механические свойства как промышленного материала. Однако, если содержание Cu превосходит 88 мас.%, то ухудшаются прочность и износостойкость, поэтому существует риск ухудшения эффекта измельчения зерна путем совместной добавки Zr и Р, как будет описано ниже. С учетом этого, содержание Cu должно составлять 69-88 мас.%, предпочтительно - 70-84 мас.%, более предпочтительно - 71,5-79,5 мас.%, а наиболее предпочтительно - 73-79 мас.%. Кроме того, чтобы способствовать измельчению зерна, необходимо учитывать соотношение с другими содержащимися элементами и удовлетворить условие (1). Иными словами, содержание Cu и других входящих в состав элементов должно находиться в соотношении f0 = [Cu] - 3,5[Si] - 3[P] + 0,5([Pb] + 0,8([Bi] + [Se]) + 0,6[Te]) - 0,5([Sn] + [As] + [Sb]) - 1,8[Al] + 2[Mn] + [Mg] = 61-71 (предпочтительно f0 = 62-69,5, более предпочтительно f0 = 62,5-68,5, а наиболее предпочтительно f0 = 64-67). Кроме того, нижний предел f0 является значением, указывающим на то, является ли основной кристалл α-фазой или нет, а верхний предел является значением, указывающим на то, протекает ли перитектическая реакция или нет.
В медных сплавах с первого по восьмой цинк (Zn) является основным элементом каждого медного сплава вместе с Cu и Si и служит для уменьшения энергии дефекта упаковки этого сплава, для протекания перитектической реакции и обеспечения измельчения зерен в расплавленном и затвердевшем материале, улучшения жидкотекучести и уменьшения температуры плавления расплавляемого металла, предотвращения потерь Zr на окисление, повышения коррозионной стойкости и улучшения механической обрабатываемости. Кроме того, Zn служит для улучшения механической прочности, такой как предел прочности на растяжение, предел текучести, ударная вязкость и усталостная прочность. С учетом этого содержание Zn установлено равным остатку после вычета содержания всех входящих в состав элементов.
В медных сплавах с первого по восьмой добавление Si вместе с Zr, P, Cu и Zn служит для снижения энергии дефекта упаковки сплава, расширения диапазона состава, участвующего в перитектической реакции, и оказывает существенный эффект по измельчению зерна. Действие Si проявляется, когда его добавка составляет 2% или более. Однако при добавке более 5% Si измельчение зерна, вызванное совместным добавлением с Cu и Zn, насыщается или, наоборот, ухудшается, и, кроме того, это может вызывать ухудшение пластичности. Кроме того, когда содержание Si превышает 5%, ухудшается теплопроводность и расширяется диапазон температур затвердевания, поэтому возникает вероятность ухудшения литейных качеств. При этом Si повышает жидкотекучесть расплавленного металла, препятствует окислению расплавленного металла и снижает температуру плавления. Кроме того, Si повышает коррозионную стойкость и особенно сопротивление коррозионному обесцинкованию и коррозионному растрескиванию под напряжением. Более того, Si также вносит свой вклад в улучшение механической обрабатываемости, а также механических свойств, таких как предел прочности на растяжение, предел текучести, ударная вязкость и т.п. Эти воздействия оказывают синергетический эффект на измельчение зерна в отливках. С целью обеспечения эффективности этой функции добавки Si, необходимо, чтобы содержание Si составляло в интервале 2-5 мас.%, предпочтительно - 2,2-4,8 мас.%, более предпочтительно - 2,5-4,5%, а наиболее предпочтительно - 2,7-3,7% мас.% при условии удовлетворения условия (1).
В медные сплавы с первого по восьмой Zr и Р добавляют совместно с тем, чтобы способствовать измельчению зерен в медных сплавах, а особенно - во время затвердевания расплава. Иными словами, Zr и Р по отдельности (индивидуально) в некоторой степени способствуют измельчению зерен медных сплавов, подобно другим обычно добавляемым элементам, но оказывают очень существенный эффект по измельчению зерна при условии их совместного присутствия.
Что касается Zr, то его функция по измельчению зерна реализуется при содержании 0,0005 мас.% или более, эффективно - при 0,0008 мас.% или более, существенно - при 0,001 мас.% или более, более существенно - при 0,0025 мас.% или более, а очень существенно - при 0,004 мас.% или более.
Что касается Р, то его функция по измельчению зерна реализуется при содержании 0,01 мас.% или более, эффективно - при 0,02 мас.% или более, более существенно - при 0,03 мас.% или более, и очень существенно - при 0,04 мас.% или более.
При этом, если добавка Zr составляет 0,04 мас.%, а добавка Р - 0,25 мас.%, то функция по измельчению зерна за счет совместного добавления Zr и Р насыщается независимо от видов и содержаний других входящих в состав элементов. Поэтому добавки Zr и Р, необходимые для эффективной реализации этой функции, составляют 0,04 мас.% или более для Zr и 0,25 мас.% или более для Р. Кроме того, при таких малых добавках Zr и Р, как указанные выше диапазоны, Zr и Р могут равномерно распределять высокую концентрацию Sn, которое выделяется в первую очередь в γ-фазу в матрице, без продолжения посредством измельчения зерна, например, даже когда медный сплав содержит Sn, без ухудшения свойств сплава, обусловленных другими входящими в состав элементами, так что возможно предотвратить образование литейной трещины, получить качественную отливку, имеющую низкую пористость, малые усадочные раковины, газовые раковины и микропористость, и улучшить характеристики обработки давлением, такой как растяжение или вытяжка в холодном состоянии, выполняемые после разливки, и, следовательно, возможно дополнительно улучшить свойства интересующего сплава. Кроме того, с промышленной точки зрения ввиду добавки очень малого количества Zr эффект измельчения зерна не столь сильно реализуется даже тогда, когда Zr добавляют свыше 0,019 мас.%. Эффект измельчения зерна может ухудшиться, когда содержание Zr превышает 0,029 мас.%, и он явно исчезает, когда содержание Zr превышает 0,04 мас.%.
Кроме того, поскольку Zr имеет очень сильное сродство к кислороду, он легко образует оксид и сульфид Zr, когда Zr плавится на воздухе или когда в качестве исходного материала используется скрап. При избыточной добавке Zr повышается вязкость расплавленного металла, что обуславливает возникновение дефектов литья из-за включения этих оксида и сульфида во время разливки, в результате чего легко образуются газовые раковины или микропористость. Чтобы избежать этого, можно рассмотреть осуществление плавки и разливки в вакууме или в атмосфере полностью инертного газа. Однако в этом случае исчезает универсальность, и значительно повышаются затраты в случае медного сплава, где Zr добавляется только в качестве измельчающего элемента. Поэтому добавку Zr, который не образует оксид и сульфид, предпочтительно задают на уровне 0,029 мас.% или менее, более предпочтительно - 0,019 мас.%, еще предпочтительнее - 0,014 мас.% или менее, а наиболее предпочтительно - 0,0095 мас.%. Кроме того, при таком диапазоне содержания Zr образование оксида или сульфида Zr уменьшается, даже когда соответствующий медный сплав плавят на воздухе как повторно используемый (рециркулируемый) материал без нового добавления первичного материала (или разливают с использованием исходного материала, состоящего только из соответствующих повторно используемых материалов). Таким образом, можно получить качественные медные сплавы с первого по восьмой, опять же образованные мелким зерном.
Поэтому добавка Zr должна быть в пределах 0,0005-0,04 мас.%, предпочтительно - 0,0008-0,029 мас.%, более предпочтительно - 0,001-0,019 мас.%, еще более предпочтительно - 0,0025-0,014 мас.%, а наиболее предпочтительно - 0,004-0,0095 мас.%.
Кроме того, Р добавляют с тем, чтобы реализовать функцию измельчения зерна при совместном добавлении с Zr и оказать влияние на коррозионную стойкость, литейные качества и т.п. Таким образом, учитывая влияние, оказываемое на коррозионную стойкость, литейные качества и т.п., в дополнение к функции измельчения зерна при совместном добавлении с Zr, добавка Р должна быть в пределах 0,01-0,25 мас.%, предпочтительно - 0,02-0,2 мас.%, более предпочтительно - 0,03-0,16 мас.%, а наиболее предпочтительно - 0,04-0,12 мас.%. Р находится в важной связи с Zr, но не является благоприятным в том смысле, что даже когда его добавляют в количестве свыше 0,25 мас.%, эффект измельчения является низким, и вместе с тем ухудшается пластичность.
И при этом эффект измельчения зерна при совместной добавке Zr и Р не реализуется только за счет индивидуального определения содержаний Zr и Р в упомянутом выше диапазоне, поэтому также требуется удовлетворить условие (2) по их взаимным содержаниям. Измельчение зерна достигается за счет обеспечения все еще более высокой скорости зарождения (зародышеобразования) α-фазы первичного кристалла, выкристаллизованного из жидкого расплава, чем скорость роста кристалла дендрита. Чтобы вызвать это явление, недостаточно только отдельно определить добавки Zr и Р, но необходимо также соблюсти отношение их совместного добавления (f1 = [P]/[Zr]). Установив содержания Zr и Р при соответствующем соотношении добавок в нужном диапазоне, можно заметно способствовать кристаллизации α-фазы первичного кристалла за счет эффекта совместного добавления или взаимодействия Zr и Р. В результате, зарождение соответствующей α-фазы превосходит рост кристалла дендрита. Когда содержания Zr и Р находятся в пределах соответствующего диапазона, и их соотношение ([P]/[Zr]) является стехиометрическим, добавка Zr, достигающая нескольких миллионных долей, позволяет образовываться интерметаллическим соединениям Zr и Р (например, ZrP, ZrP1-x и т.п.) в кристалле α-фазы, и скорость зарождения соответствующей α-фазы возрастает по мере того, как величина f1 = [P]/[Zr] достигает диапазона 0,7-200, еще больше возрастет при f1 = 1,2-100, значительно возрастает при f1 = 2,3-50, и резко возрастает при f1 = 3,5-30. Иными словами, соотношение совместного добавления Zr и Р является важным фактором, способствующим измельчению зерна, и когда f1 находится в этом интервале, зарождение центров кристаллизации во время затвердевания расплава существенно превосходит рост кристаллов. Кроме того, для измельчения зерна достаточную важность представляют отношения совместного добавления Zr и Si и Р и Si (f2 = [Si]/[Zr] и f3 = [Si]/[Р], и их необходимо учитывать.
Когда в процессе затвердевания расплава увеличивается доля твердой фазы, рост кристаллов начинает происходить часто. При этом начинает частично происходить слияние зерен. Это ведет к постепенному увеличению размера зерен α-фазы. Во время затвердевания расплава протекает перитектическая реакция. Затем возникает реакция твердое-жидкое между оставшейся незатвердевшей в расплаве жидкой фазой и твердой α-фазой, в результате чего возникает иная фаза, β-фаза, за счет расходования твердой α-фазы. В результате, α-фаза окружается β-фазой, и поэтому сами зерна α-фазы начинают не только уменьшаться в размере, но также принимать угловатую эллиптическую форму. Таким образом, когда твердая фаза принимает мелкодисперсную эллиптическую форму, газы выходят легко, и усадка происходит гладко, с устойчивостью к образованию трещин в результате усадки при затвердевании, а это положительно сказывается на различных свойствах, таких как прочность, коррозионная стойкость и т.п., при комнатной температуре. Конечно, когда твердая фаза принимает мелкодисперсную эллиптическую форму, улучшается жидкотекучесть, и поэтому оптимально использовать затвердевание полутвердого металла. Когда твердая фаза мелкодисперсной эллиптической формы и расплавленный расплав находятся на последней стадии затвердевания, твердая фаза и расплавленный расплав в достаточной степени проникают в каждый угол и удаленное место, даже если литейная форма имеет сложную форму, что позволяет получить отливку с хорошим соблюдением формы. То есть образуется отливка, близкая к заданной форме (БЗФ). Кроме того, участие или неучастие в перитектической реакции обычно обусловлено более широким составом, чем состав равновесного состояния, в отличие от состава равновесного состояния с практической точки зрения. При этом соотношение f0 играет важную роль, и верхний предел f0 в основном взаимосвязан с размером зерна после затвердевания расплава и является критерием способности участия в перитектической реакции. Нижний предел f0 в основном взаимосвязан с размером кристаллов после затвердевания расплава и является граничной величиной, определяющей, является ли первичный кристалл α-фазой или нет. Когда f0 попадает в упомянутый выше предпочтительный диапазон (f0 = 62-69,5), более предпочтительный диапазон (f0 = 62,5-68,5) и наиболее предпочтительный диапазон (f0 = 64-67), количество первичных кристаллов, α-фазы, возрастает, и поэтому перитектическая реакция, протекающая по неравновесной реакции, еще более активизируется. Следовательно, зерна, образующиеся при комнатной температуре, становятся меньше.
Конечно, эти последовательности явлений при затвердевании расплава зависят от скорости охлаждения. В частности, при быстром охлаждении, когда скорость охлаждения составляет примерно 105°С/с или более, нет времени на зарождение кристаллов, поэтому существует вероятность того, что зерно не будет измельчаться. При медленном охлаждении, когда скорость охлаждения составляет порядка 10-3°С/с или менее, напротив, облегчается рост зерен или их слияние, что также обуславливает вероятность того, что зерно не будет мелким. Кроме того, приближение к равновесному состоянию сужает диапазон состава, участвующего в перитектической реакции. Более предпочтительно, скорость охлаждения на этапе затвердевания расплава находится в интервале от 10-2 до 104°С/с, а наиболее предпочтительно - в интервале от 10-1 до 103°С/с. В этом интервале скоростей охлаждения: чем ближе верхний предел скорости охлаждения, тем шире диапазон состава, в котором происходит измельчение зерна, в результате чего зерно уменьшается еще больше. β-фаза, образующаяся по перитектической реакции, подавляет рост зерна. Однако когда β-фаза остается в структуре металла при высокой температуре и когда κ-фаза и/или γ-фаза образуются и выпадают в ходе твердофазной реакции, так что эти κ- и γ-фазы составляют большую долю общей структуры, рост кристаллов подавляется, и α-зерно становится мельче. Условные выражения этого явления таковы: f4 = [α] + [γ] + [κ] и f5 = [γ] + [κ] + 0,3[µ] - [β]. Если f5 попадает в вышеупомянутый предпочтительный диапазон (f5 = 10-70), более предпочтительный диапазон (f5 = 15-60) и наиболее предпочтительный диапазон (f5 = 20-45), то зерно становится мельче. В условии (8) f6 и f7 подобны f0, а в условии (9) f8 подобно f5. Следовательно, удовлетворение условий (8) и (9) ведет к удовлетворению условия (1) для f0 и условия (6) для f5. Кроме того, κ-фаза и γ-фаза, образующиеся в сплаве на основе Cu-Zn-Si, имеющем диапазон состава, указанный в настоящем изобретении, являются богатыми Si твердыми фазами. При резке эти κ- и γ-фазы действуют как источник концентрации механических напряжений и образуют тонкие срезанный стружки сдвигового типа, так что получаются разделенные срезанные стружки, и, следовательно, одновременно проявляется низкое сопротивление резке. Соответственно, когда κ- и γ-фазы распределены равномерно, даже при отсутствии мягких частиц Pb или Bi как улучшающих механическую обрабатываемость элементов (т.е. при отсутствии улучшающих механическую обрабатываемость элементов, таких как Pb, Bi и т.п.), обеспечивается механическая обрабатываемость, удовлетворительная с точки зрения промышленного производства. Условие обеспечения улучшающего механическую обрабатываемость эффекта, который не зависит от этих улучшающих механическую обрабатываемость элементов, таких как Pb и т.п., представляет собой условие (1) и условие (6) для f5. Однако в настоящее время существует потребность в высокоскоростном резании. Для этого твердые κ- и γ-фазы и мягкие частицы Pb и Bi должны быть равномерно распределены в матрице. Это сосуществование оказывает резкий синергетический эффект, в частности, в режиме высокоскоростного резания. Чтобы обеспечить этот эффект совместного добавления, необходимо удовлетворить условие (8), а предпочтительно - дополнительно удовлетворить условие (9).
Из вышесказанного следует, что в первом-восьмом медных сплавах при удовлетворении, по меньшей мере, условий (1)-(6) даже в выплавленном затвердевшем веществе можно обеспечить такое же измельчение зерна, как в материале, обработанном давлением в горячем состоянии, или рекристаллизованном материале, а при удовлетворении условия (10) можно способствовать еще большему измельчению зерна. Кроме того, в пятом-восьмом медных сплавах при удовлетворении условия (8) (а предпочтительно - и условия (9) дополнительно к условию (8)) можно обеспечить измельчение зерна вместе с улучшением механической обрабатываемости путем добавления ничтожно малого количества Pb и т.п. Также, когда κ- и γ-фазы имеют более высокую концентрацию Si, чем α-фаза, и когда эти три фазы не составляют все 100%, остаток обычно составляет по меньшей мере одна из β-, µ- и δ-фаз.
В пятом-восьмом медных сплавах, как хорошо известно, Pb, Bi, Se и Te улучшают механическую обрабатываемость и одновременно придают отличную износостойкость за счет улучшения конформности и способности к скольжению по другой детали узла с фрикционным соединением, например, подшипника или т.п. С целью обеспечения реализации этой функции требуется массовое добавление Pb и т.п., однако при удовлетворении условия (8) осуществляют добавление ничтожно малого количества Pb, без такого массового добавления Pb и т.п., в результате чего можно гарантировать механическую обрабатываемость, которая может быть удовлетворительной с промышленной точки зрения, вместе с измельчением зерна. Для способствования еще большему улучшению механической обрабатываемости при ничтожно малом добавлении Pb и т.п., предпочтительно удовлетворить условия (9) и (16) в дополнение к условию (8). При удовлетворении этих условий зерно становится мельче, а при распределении частиц Pb и т.п. в матрице с более мелким однородным размером можно улучшить механическую обрабатываемость без массового добавления Pb и т.п. Эти эффекты заметно проявляются, в частности, в режиме высокоскоростного резания при наличии твердых κ- и γ-фаз и нетвердых расплавленных мягких Pb и Bi, которые образуются в пределах эффективного для механической обрабатываемости диапазона состава. Обычно, Pb, Bi, Se и Те добавляют по отдельности или вместе в любой комбинации: Pb и Те, Bi и Se, или Bi и Те. В этом отношении при удовлетворении условия (8) и т.д. добавка Pb должна быть в пределах 0,005-0,45 мас.%, предпочтительно - 0,005-0,2 мас.%, а более предпочтительно - 0,005-0,1 мас.%. Кроме того, добавка Bi должна быть в пределах 0,005-0,45 мас.%, предпочтительно - 0,005-0,2 мас.%, а более предпочтительно - 0,005-0,1 мас.%. Кроме того, добавка Se должна быть в пределах 0,03-0,45 мас.%, предпочтительно - 0,05-0,2 мас.%, а более предпочтительно - 0,05-0,1 мас.%. В дополнение к этому добавка Те должна быть в пределах 0,01-0,45 мас.%, предпочтительно - 0,03-0,2 мас.%, а более предпочтительно - 0,05-0,1 мас.%.
Pb и Bi не входят в состав твердого раствора при комнатной температуре, существуют в виде частиц Pb и Bi, распределяются в зернистом виде в расплавленном состоянии на этапе затвердевания расплава и находятся между твердыми фазами. Чем больше частиц Pb и Bi, тем легче образуется трещина на этапе затвердевания расплава (из-за возникновения растягивающего напряжения в зависимости от усадки при затвердевании). Кроме того, Pb и Bi в основном находятся на границах зерен в расплавленном состоянии после затвердевания, поэтому при увеличении их частиц может легко возникнуть горячая трещина. Для того чтобы решить эту проблему, очень эффективно измельчать зерно для снятия напряжения (т.е. увеличивать площадь границ зерен) и вызывать уменьшение частиц Pb и Bi по размеру и их равномерное распределение. Кроме того, как отмечалось выше, Pb и Bi отрицательно влияют на свойства медного сплава, за исключением механической обрабатываемости. Что касается пластичности при комнатной температуре, то на частицах Pb и Bi концентрируется механические напряжения, поэтому пластичность ухудшается. (Ясно, что при большом размере зерен пластичность ухудшается в геометрической прогрессии). Необходимо принимать меры, чтобы эту проблему можно было решить путем измельчения зерна.
Во второй, четвертый, шестой и восьмой медные сплавы добавляют Sn, As и Sb для того, чтобы, в основном, повысить сопротивление кавитационной эрозии, коррозионную стойкость (в частности, сопротивление коррозионному обесцинкованию). Этот эффект достигается при добавления 0,05 мас.% или более Sn и 0,02 мас.% или более As и Sb. Однако даже при добавлении Sn, As и Sb с некоторым избытком невозможно получить эффект, подходящий для такой добавки, а пластичность при этом ухудшается. Одно лишь Sn мало влияет на эффект измельчения зерна, но может реализовать эту функцию при наличии Zr и Р. Sn служит для улучшения механических свойств (прочности и т.п.), коррозионной стойкости и износостойкости. Кроме того, Sn служит для более эффективного протекания перитектической реакции за счет расширения диапазона состава по Cu или Zn, что делит ветки дендрита, вызывая перитектическую реакцию, и уменьшает энергию дефекта упаковки сплава, таким образом более эффективно реализуя зернение и измельчение зерна. Sn является металлом с низкой температурой плавления, который образует фазу с высокой концентрацией Sn или концентрированную часть, которая отрицательно влияет на литейные качества, даже если оно добавляется в малом количестве. Однако, когда Sn добавляется вместе с добавлением Zr и Р, это оказывает эффект по измельчению зерна оловом, и одновременно это измельчение зерна вызывает равномерное распределение фаз с высокой концентрацией Sn, несмотря на образование части с концентрированным Sn, что обеспечивает отличное сопротивление кавитационной эрозии без существенного ухудшения литейных качеств или пластичности. Чтобы обеспечить эффект сопротивления кавитационной эрозии, добавка Sn должна составлять 0,05% или более, предпочтительно - 0,1% или более, а более предпочтительно - 0,25% или более. При этом при превышении 1,5% добавка Sn отрицательно влияет на литейные качества или пластичность при комнатной температуре независимо от того, насколько мелким может быть сделано зерно, и предпочтительно составляет 0,9% или менее, более предпочтительно - 0,7% или менее, а наиболее предпочтительно - 0,6% или менее. Добавка Sn должна быть в пределах от 0,05 до 1,5 мас.%, предпочтительно - 0,1-0,9 мас.%, более предпочтительно - 0,2-0,7 мас.%, а наиболее предпочтительно - 0,25-0,6 мас.%. Добавки As и Sb должны составлять 0,02-0,25 мас.%, предпочтительно - 0,03-0,15 мас.%, учитывая их токсичность, оказывающую вредное воздействие на организм человека.
В третий, четвертый, седьмой и восьмой медные сплавы добавляют Al, Mn и Mg для того, чтобы, в основном, способствовать улучшению прочности, улучшению жидкотекучести расплава, раскислению, эффекту десульфурации, улучшению стойкости к кавитационной эрозии при высокоскоростном потоке и улучшению износостойкости. Кроме того, Al образует на поверхности отливки твердую коррозионностойкую тонкую пленку Al-Sn, улучшающую износостойкость. Mn оказывает эффект по образованию коррозионностойкой тонкой пленки между ним и Sn. Помимо этого, Mn соединяется в сплаве с Si, образуя интерметаллическое соединение Mn-Si (атомное отношение 1:1 или 2:1) и имеет эффект по улучшению износостойкости сплава. Однако в качестве части исходного материала (сырья) для медного сплава часто используется скрап (например, отработавшие нагревательные трубы и т.п.), и в нем часто содержится компонент S (компонент серы). Если в расплавленном металле содержится компонент S, то Zr, элемент, предназначенный для измельчения зерна, образует сульфид. Тем самым, существует риск потери функции Zr как эффективного измельчителя зерна. Кроме того, ухудшается жидкотекучесть расплава, и поэтому могут легко возникать дефекты литья, такие как газовые раковины, трещины и т.д. Mg выполняет функцию улучшения жидкотекучести расплава при разливке, когда в качестве исходного материала для сплава используется скрап, содержащий этот компонент S, в дополнение к функции повышения коррозионной стойкости. Кроме того, Mg может удалять компонент S в форме соединения MgS, которое более безвредно, так как соединение MgS не оказывает вредного действия на коррозионную стойкость, если оно остается в сплаве, и может эффективно предотвратить уменьшение коррозионной стойкости, вызываемое компонентом S, содержащимся в исходном материале. Кроме того, когда в исходном материале содержится компонент S, существует возможность того, что из-за наличия S на границах зерен возникнет межзеренная коррозия. Однако межзеренную коррозию можно эффективно предотвратить путем добавления Mg. Кроме того, Al и Mn также содействуют удалению компонента S, входящего в состав расплавленного металла, хотя и в меньшей степени, чем Mg. При наличии большого количества кислорода в расплаве существует вероятность того, что Zr образует оксид и будет потеряна его функция измельчения зерна. Однако Mg, Al и Mn предотвращают образование оксида Zr. С учетом всего этого, были установлены указанные выше пределы содержания Al, Mn и Mg. Кроме того, существует вероятность того, что концентрация S в расплавленном металле возрастет, и поэтому Zr будет расходоваться на серу (S), однако когда содержание Mg в расплавленном металле перед загрузкой Zr составляет 0,001 мас.% или более, компонент S расплавленного металла удаляется или связывается в виде MgS, и эта проблема не возникает. Если же Mg добавляют свыше 0,2 мас.%, то он подвергается окислению так же, как Zr, возрастает вязкость расплавленного металла, и возникает вероятность образования дефектов литья, например включений оксида. Учитывая это и улучшение прочности, стойкости к кавитационной эрозии и износостойкости все вместе, добавка Al должна быть задана в пределах 0,02-1,5 мас.%, а предпочтительно - 0,1-1,2 мас.%. Также, учитывая все вместе эффекты улучшения износостойкости за счет образования Si и интерметаллического соединения MnSi (с атомным отношением 1:1 или 1:2) в сплаве, добавка Mn должна быть задана в пределах 0,2-4 мас.%, а предпочтительно - 0,5-3,5 мас.%. Mg необходимо добавлять в количестве от 0,001 до 0,2 мас.%.
В первом-восьмом медных сплавах измельчение зерна реализуется путем добавки Zr и Р. Удовлетворив условие (7), т.е. обеспечив средний размер зерен в макроструктуре во время затвердевания расплава на уровне 200 мкм или менее (предпочтительно - 150 мкм или менее, более предпочтительно - 100 мкм или менее, а наиболее предпочтительно - 50 мкм или менее в микроструктуре), можно практически получать высококачественные отливки, и при этом возможно предусмотреть и использовать на практике литье путем непрерывной разливки, такой как горизонтальная непрерывная разливка, вертикальная непрерывная разливка (вертикальное литье с вытягиванием непрерывной заготовки вверх) и т.п. Если зерно не измельчено, то требуется многократная термообработка с целью удаления дендритной структуры, характерной для отливки, или облегчения разделения κ-фазы и γ-фазы, и состояние ее поверхности становится плохим из-за укрупнения зерна. Если же зерно измельчено, как описано выше, то нет необходимости выполнять эту термообработку, так как сегрегация имеет чисто микроструктурный характер, и состояние поверхности становится удовлетворительным. Кроме того, κ-фаза и γ-фаза в основном присутствуют на границе зерна с α-фазой. Следовательно, чем мельче зерна и чем равномернее они распределены, тем меньше становится длина их фаз. По этой причине не требуются или могут быть минимизированы, если они требуются, специальные операции обработки для деления κ-фазы и γ-фазы. Таким образом, можно резко уменьшить количество технологических операций для максимально возможного снижения стоимости производства. Кроме того, при удовлетворении условия (7) не возникают следующие проблемы и обеспечиваются отличные свойства медного сплава. Иными словами, когда κ-фаза и γ-фаза не распределены равномерно, разность в прочности с α-фазой в матрице вызывает образование трещины и ухудшает пластичность при комнатной температуре. Кроме того, так как частицы Pb и Bi находятся на границе с α-фазой или на границе зерна, крупная фаза легко образует трещину затвердевания и ухудшает пластичность при комнатной температуре.
Кроме того, если κ- и γ-фазы или частицы Pb и Bi отвечают условию (13) (и дополнительно условию (16) в пятом-восьмом медных сплавах), равномерно распределены в матрице при однородном размере и мелкодисперсной форме, то это, естественно, улучшает обрабатываемость давлением в холодном состоянии. Поэтому отливки из первого-восьмого медных сплавов можно подходящим образом использовать для применений, требующих уплотнения соединений и стыков (например, уплотнение соединения часто выполняют при установке ниппеля шланга).
В отливках из первого-восьмого медных сплавов во многих случаях в качестве исходного материала используется скрап. В случае использования такого скрапового материала в нем часто неизбежно содержатся примеси, что допустимо с практической точки зрения. Однако в том случае, если скрап является материалом никелевого покрытия или т.п., когда как неизбежных примесей содержатся Fe и/или Ni, то необходимо ограничить их содержания. Основанием для этого служит то, что при высоких содержаниях этих примесей Zr и Р, полезные для измельчения зерна, расходуются на Fe и/или Ni. Например, это обусловлено тем, что несмотря на избыточную добавку Zr и Р, существует проблема ухудшения их эффекта измельчения зерна. Соответственно, когда содержится любой элемент из Fe и Ni, его содержание следует предпочтительно ограничить до уровня 0,3 мас.% или менее (предпочтительно - 0,2 мас.% или менее, более предпочтительно - 0,1 мас.% или менее, а наиболее предпочтительно - 0,05 мас.% или менее). Если Fe и Ni содержатся вместе, то их суммарное количество следует предпочтительно ограничить до уровня 0,35 мас.% или менее (предпочтительно - 0,25 мас.% или менее, более предпочтительно - 0,15 мас.% или менее, а наиболее предпочтительно - 0,07 мас.% или менее).
В данном примерном варианте осуществления изобретения предложены первый-восьмой медные сплавы, например, в виде отливки, полученной в процессе разливки, или обработанного давлением материала, который получен путем осуществления дополнительной обработки давлением этой отливки один или более раз.
Отливка может быть предусмотрена в виде проволоки, прутка или полого прутка, которые отлиты с помощью горизонтальной непрерывной разливки, вертикальной непрерывной разливки или вертикального литья с вытягиванием непрерывной заготовки вверх, а также которые отлиты с близкой к заданной форме. Кроме того, отливка может быть предусмотрена в виде слитка, отливки из полутвердого металла, формованного материала из полутвердого металла, полученного жидкой штамповкой материала или формованного литьем под давлением материала. В этом случае, предпочтительно удовлетворить условия (14) и (15). Если твердая фаза в полурасплавленном состоянии гранулирована, то естественно, что полутвердый металл имеет отличные литейные качества, и поэтому можно выполнять разливку такого полутвердого металла. Кроме того, жидкотекучесть расплава, содержащего твердую фазу, на последнем этапе затвердевания зависит главным образом от формы твердой фазы в полурасплавленном состоянии и вязкости или состава жидкой фазы. Однако, что касается требования хорошей или плохой (с точки зрения точности) формуемости или сложной формы при разливке, то первое (т.е. форма твердой фазы) оказывает большее влияние на то, будет ли отлита качественная отливка или нет. Иными словами, когда твердая фаза в полурасплавленном состоянии начинает образовывать сетку дендрита, расплав, включающий в себя твердую фазу, трудно распространить во все углы. При этом формуемость при разливке ухудшается, и поэтому трудно получить отливку, имеющую очень точную или сложную форму. Тем временем, твердая фаза в полурасплавленном состоянии гранулируется, и когда твердая фаза становится более сфероидальной (приобретает круглую форму в двух измерениях) и уменьшается диаметр зерна, литейные качества, включая литейные качества полутвердого металла, становятся отличными, и можно получить качественную отливку очень точной или сложной формы (конечно, с получением полурасплавленной отливки, имеющей высокую точность). Поэтому, зная форму твердой фазы в полурасплавленном состоянии, можно оценить литейные качества полутвердого металла. По хорошим или плохим литейным качествам полутвердого металла можно определить уровень других литейных качеств (возможность литья сложной формы, возможность прецизионной разливки и пригодность к жидкой штамповке). Обычно в полурасплавленном состоянии, имеющем долю твердой фазы в 30-80%, дендритная сетка, по меньшей мере, имеет разделенную кристаллическую структуру. Кроме того, когда твердая фаза имеет некруглую форму, приближающуюся к круглой форме, эллиптическую форму, крестовидную форму или многоугольную форму, литейные качества полутвердого материала являются хорошими. В частности, в полурасплавленном состоянии, имеющем долю твердой фазы в 60%, когда соответствующая твердая фаза удовлетворяет по меньшей мере одному условию из наличия среднего диаметра зерен 150 мкм или менее (предпочтительно - 100 мкм или менее, более предпочтительно - 50 мкм или менее, а наиболее предпочтительно - 40 мкм или менее) и наличия средней максимальной длины 300 мкм или менее (предпочтительно - 150 мкм или менее, более предпочтительно - 100 мкм или менее, а наиболее предпочтительно - 80 мкм или менее) (в частности, при эллиптической форме, когда среднее отношение большой стороны к малой стороне составляет 3:1 или менее, предпочтительно - 2:1 или менее), полутвердый металл имеет отличные литейные качества.
Кроме того, предусматривается обработанный давлением материал, например, горячепрессованный (т.е. полученный экструзией или выдавливанием в горячем состоянии) материал, горячекованный материал или горячекатаный материал. Кроме того, предусматривается обработанный давлением материал в виде проволоки, прутка или полого прутка, сформированного путем волочения отливки. Также, когда обработанный давлением материал получен посредством резки, т.е. обработанный резанием материал, предпочтительно, чтобы он удовлетворял условию (17), а именно, является предпочтительным, чтобы при выполнении резки в сухой атмосфере на токарном станке с использованием режущего инструмента, имеющего главный передний угол -6° и радиус закругления вершины 0,4 мм, в следующем режиме: скорость резки 80-160 м/мин, глубина резки 1,5 мм и скорость подачи 0,11 мм/об, образовывалась стружка в форме маленьких сегментов трапециевидной или треугольной формы, лентовидной или игольчатой формы, имеющей длину 25 мм или менее. Это обусловлено тем, что такую стружку можно легко обрабатывать (собирать или повторно использовать), а также можно выполнять качественную резку без создания проблем с прилипанием стружки к режущему инструменту, повреждения режущей поверхности или т.п.
Первый-восьмой медные сплавы могут быть предусмотрены в виде контактирующей с водой детали, которая используется в контакте с водой постоянно или временно. Например, контактирующая с водой деталь может быть выполнена в виде ниппеля, ниппеля шланга, патрубка, колена, цилиндра, пробки, втулки, муфты, соединения, фланца, запорного клапана, сетчатого фильтра, скользящего клапана, шиберного вентиля, плотного клапана, мембранного клапана, сжимающего клапана, шарового клапана, игольчатого клапана, миниатюрного клапана, перепускного клапана, главного крана, рулевого крана, сальникового крана, двухходового крана, трехходового крана, четырехходового крана, газового крана, шарового крана, крана безопасности, клапана сброса давления, электромагнитного клапана, конденсационного горшка, водомера, расходомера, гидранта, брызгального крана, вентиля перекрытия воды, поворотного крана, смешанного вентиля, вентиля ответвления, слива, отводного крана, обратного клапана, ответвленного клапана, пропускного клапана, переключающего клапана, душа, душевого крюка, затычки, переходника («zarubo»), поливочного сопла, разбрызгивателя, нагревательной трубы для водонагревателя, нагревательной трубы для теплообменника, нагревательной трубы для бойлера, сифона, пожарного гидранта, водопроводного канала, рабочего колеса, вала рабочего колеса, корпуса насоса или их конструктивного элемента. Кроме того, первый-восьмой медные сплавы могут быть выполнены в виде элемента (узла) фрикционного соединения, который постоянно или временно выполняет относительное перемещение в контакте с другим элементом. Например, элемент фрикционного соединения может быть выполнен в виде шестерни, скользящей втулки, цилиндра, опорной колодки поршня, подшипника, части подшипника, элемента подшипника, вала, ролика, вращающейся соединительной части, болта, гайки или винтового вала или их конструктивных элементов. Он может быть также предусмотрен в качестве датчика давления, датчика температуры, соединителя, детали компрессора, детали карбюратора, кабельного зажима, антенны мобильного телефона или электрического контакта.
В настоящем изобретении также предложен способ разливки медного сплава, имеющего отличную механическую обрабатываемость, прочность, коррозионную стойкость и износостойкость, отличающийся тем, что, в случае получения первого-восьмого медных сплавов, Zr (содержащийся с целью дополнительного измельчения зерна и стабильного измельчения зерна) добавляют в виде содержащего его медно-сплавного материала, непосредственно перед разливкой или на последнем этапе расплавления исходного материала в процессе разливки, тем самым предотвращая включение Zr в форме оксида и/или сульфида в отливку. В качестве такого содержащего Zr медно-сплавного материала предпочтительными являются сплав Cu-Zn, сплав Cu-Zn-Zr и сплавы, дополнительно содержащие по меньшей мере один элемент, выбранный из Р, Mg, Al, Sn, Mn и В.
Иными словами, в процессе разливки первого-восьмого медных сплавов или заготовок из них (материалов, подлежащих формовке) потеря Zr, возникающая в случае его добавления, уменьшается максимально возможным образом за счет добавления Zr в виде материала промежуточного сплава (медно-сплавного материала) в форме гранулированного материала, тонколистового материала, пруткового материала или проволочного материала сразу перед разливкой. При этом Zr не добавляется в форме оксида и/или сульфида во время разливки, и поэтому можно получить количество Zr, необходимое и достаточное для уменьшения зерна. В случае такого добавления Zr непосредственно перед разливкой, поскольку температура плавления Zr на 800-1000°С выше температуры плавления соответствующего медного сплава, предпочтительно использовать материал-сплав с низкой температурой плавления, который является материалом промежуточного сплава, находящегося в форме гранул (диаметр частиц от примерно 2 до 50 мм), тонкого листа (толщина от примерно 1 до 10 мм), прутка (диаметр от примерно 2 до 50 мм) или проволоки и имеющего температуру плавления, близкую к температуре плавления соответствующего медного сплава, и множеством необходимых компонентов (например, сплав Cu-Zn или сплав Cu-Zn-Zr, содержащий 0,5-65 мас.% Zr, или сплавы, дополнительно содержащие по меньшей мере один элемент (0,1-5 мас.% каждого), выбранный из Р, Mg, Al, Sn, Mn и В). В частности, для снижения температуры плавления с тем, чтобы облегчить плавку и одновременно предотвратить любую потерю Zr на окисление, предпочтительно используют материал-сплав на основе Cu-Zn-Zr, содержащий 0,5-35 мас.% Zr и 15-50 мас.% Zn (более предпочтительно - 1-15 мас.% Zr и 25-45 мас.% Zn). Хотя и имея зависимость от соотношения Zr с совместно добавляемым элементом Р, Zr является элементом, снижающим электро- и теплопроводность как присущие медному сплаву свойства. Однако, когда количество Zr, который не принимает форму оксида и/или сульфида, составляет менее 0,4 мас.% и, в частности, 0,019 мас.%, снижения электро- и теплопроводности из-за добавления Zr практически не происходит. Например, даже если электро- и теплопроводности снижаются, величина этого снижения достаточно низкая по сравнению со случаем, когда Zr не добавляется.
Кроме того, для получения первого-восьмого медных сплавов, отвечающих условию (7), предпочтительно соответствующим образом определить условия разливки, особенно температуру разливки и скорость охлаждения. В частности, в отношении температуры разливки предпочтительно, чтобы температура разливки была задана выше, чем температура ликвидуса соответствующего медного сплава на 20-250°С (более предпочтительно - на 25-150°С). Иными словами, температуру разливки предпочтительно задают в следующем диапазоне: (температура ликвидуса + 20°С) ≤ температура разливки ≤ (температура ликвидуса + 250°С), а более предпочтительно: (температура ликвидуса + 25°С) ≤ температура разливки ≤ (температура ликвидуса + 150°С). Обычно, хотя температура разливки и зависит от компонентов сплава, она меньше, чем 1150°С, и предпочтительно составляет 1100°С, а более предпочтительно - 1050°С. Нижний предел температуры разливки не имеет особых ограничений, если расплавленный металл заполняет все углы литейной формы. Однако, так как разливку осуществляют при более низкой температуре, проявляется тенденция к измельчению зерна. Понятно, что эти температурные условия изменяются в зависимости от количества каждого элемента, входящего в состав сплава.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 изображает фотоснимок протравленной поверхности (поверхности разреза) медного сплава № 79 согласно варианту изобретения, при этом на фиг.1А показана макроструктура, а на фиг.1В - микроструктура;
фиг.2 изображает фотоснимок протравленной поверхности (поверхности разреза) сравнительного медного сплава № 228, при этом на фиг.2А показана макроструктура, а на фиг.2В - микроструктура;
фиг.3 изображает микрофотоснимок полурасплавленного затвердевшего состояния при испытании литейных качеств полутвердого медного сплава № 4 согласно варианту изобретения;
фиг.4 изображает микрофотоснимок полурасплавленного затвердевшего состояния при испытании литейных качеств полутвердого сравнительного медного сплава № 202;
фиг.5 изображает вид в перспективе, показывающий форму стружки, полученной при испытании на резку;
фиг.6 изображает вид в перспективе, показывающий отливку С, D, C1 или D1 (корпус водопроводного водомера);
фиг.7 изображает вид сверху в разрезе, показывающий нижнюю часть отливки С, D, C1 или D1, показанной на фиг.6;
фиг.8 изображает увеличенный вид сверху внутренней важной части (усадочной части, которая соответствует части М на фиг.7) отливки С из медного сплава № 71 согласно варианту изобретения;
фиг.9 изображает вид поперечного сечения (соответствующий виду поперечного сечения по линии N-N на фиг.7) важной части отливки С из медного сплава № 72 согласно варианту изобретения;
фиг.10 изображает увеличенный вид сверху внутренней важной части (усадочной части, которая соответствует части М на фиг.7) отливки С из медного сплава № 73 согласно варианту изобретения;
фиг.11 изображает вид поперечного сечения (соответствующий виду поперечного сечения по линии N-N на фиг.7) важной части отливки С из медного сплава № 73 согласно варианту изобретения;
фиг.12 изображает увеличенный вид сверху внутренней важной части (усадочной части, которая соответствует части М на фиг.7) отливки С1 из медного сплава № 224 согласно сравнительному примеру; и
фиг.13 изображает вид поперечного сечения (соответствующий поперечному сечению по линии N-N на фиг.7) важной части отливки С1 из медного сплава № 224 согласно варианту изобретения.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Согласно одному варианту осуществления изобретения медные сплавы №№ 1-92, составы которых представлены в таблицах 1-8, были получены в виде отливок А, B, C, D, E и F и обработанного давлением материала G. Медные сплавы №№ 201-236, взятые в качестве сравнительных примеров и имеющие составы, показанные в таблицах 9-12, были получены в виде отливок A1, B1, C1, D1, E1, F1 и G1 и обработанного давлением материала G2.
Отливки А (медные сплавы №№ 1-46) и отливки А1 (медные сплавы №№ 201-214) представляли собой прутки диаметром 40 мм, которые были отлиты методом непрерывной разливки с низкой скоростью (0,3 м/мин) с использованием литейного устройства, в котором машина горизонтальной непрерывной разливки была подсоединена к плавильной печи (емкостью 60 кг расплава). Кроме того, отливки В (медные сплавы №№ 47-52) и отливки В1 (медные сплавы №№ 217 и 218) представляли собой прутки диаметром 8 мм, отлитые методом непрерывной разливки с низкой скоростью (1 м/мин) с использованием литейного устройства, в котором машина горизонтальной непрерывной разливки была подсоединена к плавильной печи (емкостью 60 кг расплава). В каждом случае разливку осуществляли непрерывно с использованием графитовой литейной формы (кристаллизатора), при этом состав при необходимости корректировался путем добавления присадочного элемента, который был заранее определен как компонент сплава. В процессе литья отливок А, В, А1 и В1 добавляли Zr в форме сплава Cu-Zn-Zr (содержащего 3 мас.% Zr) и одновременно устанавливали температуру разливки, превышающую температуру ликвидуса составляющего соответствующий слиток материала на 100°С. Кроме того, отливки А1 (медные сплавы №№ 215-216) представляли собой горизонтальные сплошные прутки диаметром 40 мм, которые поставлялись на рынок (№ 215 соответствует САС406С).
Любую из отливок С (медные сплавы №№ 53-73), отливок D (медные сплавы №№ 74-78), отливок С1 (медные сплавы №№ 219-224) и отливок D1 (медные сплавы №№ 225-226) получали путем разливки при низком давлении (температура расплавленного металла 1005°С ± 5°С, давление 390 мбар, время под давлением 4,5 секунды и время выдержки 8 секунд), и получали литой продукт, имевший форму корпуса спаренного счетчика водопроводной воды (водомера), показанного на фиг.6. Кроме того, отливки С и С1 отливали в металлическую литейную форму, а отливки D и D1 - в песочную литейную форму.
Отливки Е (медные сплавы №№ 79-90) и отливки Е1 (медные сплавы №№ 228-233) представляли собой слитки цилиндрической формы (диаметр 40 мм и длина 280 мм), каждый из которых был получен путем плавления сырья в электрической печи с последующей разливкой расплавленного металла в металлическую литейную форму, предварительно нагретую до температуры 200°С.
Отливка F (№ 91) и отливка F1 (№ 234) представляли собой отливки больших размеров (слитки с толщиной 190 мм, шириной 90 мм и длиной 3500 мм), полученные путем фактической операции разливки при низком давлении.
Обработанный давлением материал G (медный сплав № 92) имел форму прутка диаметром 100 мм, который был получен путем горячей экструзии слитка (сутунки диаметром 240 мм). Все обработанные давлением материалы G1 (медные сплавы №№ 235 и 236) имели форму экструдированных-тянутых прутков (имевших диаметр 40 мм), которые поставляли на рынок. Кроме того, сплав № 235 соответствовал Японскому промышленному стандарту JIS С3604, а сплав № 236 соответствовал JIS С3711. В следующем описании отливки А, В, С, D, Е и F и обработанный давлением материал G могут упоминаться как «предложенный материал», а отливки А1, В1, С1, D1, Е1, F1 и G1 и обработанный давлением материал G2 - как «сравнительный материал».
Опытные образцы № 10, охарактеризованные в JIS Z2201, были взяты из предложенных материалов А, В, С, D, Е, F и G и сравнительных материалов А1, В1, С1, D1, Е1, F1, G1 и G2. Опытные образцы испытывали на растяжение на универсальной испытательной машине "Амслер", и измеряли их прочность на растяжение (Н/мм2), 0,2%-ый условный предел текучести (Н/мм2), относительное удлинение (%) и усталостную прочность (Н/мм2). Были получены результаты, показанные в таблицах 13-18, и установлено, что предложенные материалы имели отличные механические свойства, такие как прочность на растяжение и т.п. Кроме того, опытные образцы из отливок С, D, С1, D1 брали из литниковой части К, показанной на фиг.6.
Для сравнения и определения механической обрабатываемости предложенных материалов и сравнительных материалов выполняли следующее испытание на резку с тем, чтобы измерить главную режущую компоненту силы N.
В частности, наружные окружные поверхности образцов, взятых из предложенных материалов А, В, Е и G и сравнительных материалов А1, В1, Е1 и G1, подвергали сухой резке на токарном станке, оборудованном прямым режущим инструментом с точечной вершиной (имевшим главный передний угол -6° и радиус закругления вершины 0,4 мм), в следующем режиме: скорость резки 80 м/мин, глубина резки 1,5 мм и скорость подачи 0,11 мм/об, а также в режиме: скорость резки от 160 м/мин, глубина резки 1,5 мм и скорость подачи 0,11 мм/об, измеряли динамометром трехкомпонентного усилия, присоединенным к режущему инструменту, и вычисляли в единицах главной режущей компоненты силы. Результаты представлены в таблицах 13-18.
Кроме того, изучали состояние стружки, полученной при резке. Стружку классифицировали на семь групп в зависимости от формы: (а) маленькие трапециевидные или треугольные сегменты (фиг.5(А)); (b) лента длиной 25 мм или менее (фиг.5(В)); (с) иголки (фиг.5(С)); (d) лента длиной 75 мм или менее (исключая b) (фиг.5(D)); (е) спираль с тремя витками (оборотами) или менее (фиг.5(Е)); (f) лента длиной более 75 мм (фиг.5(F)); и (g) спираль с более чем тремя витками (фиг.5(G)), и подвергали оценке механической обрабатываемости. Результаты представлены в таблицах 13-18. В этих таблицах стружка, форма которой соответствует пункту (а), обозначена символом « »; пункту (b) - символом «◯»; пункту (c) - символом «=»; пункту (d) - символом «□»; пункту (e) - символом «к»; пункту (f) - символом «×»; и пункту (g) - символом «××». Если стружка принимала формы (f) и (g), это затрудняло переработку (сбор или повторное использование) стружки, а также не могла быть выполнена качественная резка из-за прилипания стружки к режущему инструменту, повреждения режущей поверхности или т.п. Если стружка принимала формы (d) и (е), таких больших проблем, как при формах (f) и (g), не возникало, однако переработка стружки также затруднена, и если резка осуществляется непрерывно, образующаяся стружка может прилипать к режущему инструменту и повреждать режущие поверхность и т.п. Если же стружка принимала формы (а)-(с), то вышеуказанные проблемы не возникали, и переработка стружки была легкой, так как ее объем не увеличивается, как при (f) и (g) (т.е. потому что не увеличивается объем). Однако при форме (с) стружка часто соскальзывает на скользящую поверхность станка, такого как токарный станок, создавая механическое препятствие условиям резки и сопровождающие его опасности, например опасность травмирования пальцев или глаз оператора. Таким образом, механическая обрабатываемость была оценена как: (а) лучшая, (b) вторая по качеству; (с) хорошая; (d) достаточно хорошая, (е) приемлемая, (f) неудовлетворительная и (g) совершенно неудовлетворительная. На основании главной режущей компоненты силы и формы стружки было установлено, что предложенные материалы имели отличные характеристики.
»; пункту (b) - символом «◯»; пункту (c) - символом «=»; пункту (d) - символом «□»; пункту (e) - символом «к»; пункту (f) - символом «×»; и пункту (g) - символом «××». Если стружка принимала формы (f) и (g), это затрудняло переработку (сбор или повторное использование) стружки, а также не могла быть выполнена качественная резка из-за прилипания стружки к режущему инструменту, повреждения режущей поверхности или т.п. Если стружка принимала формы (d) и (е), таких больших проблем, как при формах (f) и (g), не возникало, однако переработка стружки также затруднена, и если резка осуществляется непрерывно, образующаяся стружка может прилипать к режущему инструменту и повреждать режущие поверхность и т.п. Если же стружка принимала формы (а)-(с), то вышеуказанные проблемы не возникали, и переработка стружки была легкой, так как ее объем не увеличивается, как при (f) и (g) (т.е. потому что не увеличивается объем). Однако при форме (с) стружка часто соскальзывает на скользящую поверхность станка, такого как токарный станок, создавая механическое препятствие условиям резки и сопровождающие его опасности, например опасность травмирования пальцев или глаз оператора. Таким образом, механическая обрабатываемость была оценена как: (а) лучшая, (b) вторая по качеству; (с) хорошая; (d) достаточно хорошая, (е) приемлемая, (f) неудовлетворительная и (g) совершенно неудовлетворительная. На основании главной режущей компоненты силы и формы стружки было установлено, что предложенные материалы имели отличные характеристики.
Кроме того, выполняли испытание на износ для сравнения и определения износостойкости предложенных материалов и сравнительных материалов.
Во-первых, получали круглые опытные образцы с наружным диаметром 32 мм и толщиной 10 мм (длина в осевом направлении) из предложенных материалов А и Е и сравнительных материалов А1, Е1 и G1 путем резки и сверления этих материалов. Затем каждый опытный образец вставляли во вращающийся вал и одновременно приводили ролик из нержавеющей стали SUS304 (имевший внешний диаметр 48 мм) во вращательный контакт с наружной окружной поверхностью круглого образца при нагрузке 50 кг, вращающийся вал вращали со скоростью 209 об/мин и капали масло на наружную окружную поверхность опытного образца. Когда число оборотов достигало 100000, вращение образца прекращали. Измеряли различие в массе до и после вращения, а именно потери на износ (мг). Если потери на износ были малы, признавалось, что медный сплав имеет отличную износостойкость. Результаты показаны в таблицах 19, 20, 22, 23 и 24. Было установлено, что предложенные материалы имели отличную износостойкость и способность к скольжению.
Кроме того, выполняли следующие испытания I-III на эрозионную коррозию, испытание на сопротивление коррозионному обесцинкованию согласно ISO 6509 и испытание на сопротивление коррозионному растрескиванию под напряжением согласно JIS Н3250, чтобы сравнить и определить коррозионную стойкость предложенных материалов и сравнительных материалов.
В испытаниях I-III на эрозионную коррозию такую эрозионную коррозию осуществляли, направляя на образцы, взятые из предложенных материалов А, С, D и Е и сравнительных материалов А1, Е1 и G1, струю испытательного раствора (30°С) со скоростью течения 11 м/с в направлении, перпендикулярном оси образцов, из сопла диаметром 1,9 мм. Затем измеряли потерю массы (мг/см2) после истечения заданного времени Т. В качестве испытательного раствора использовали 3%-ный солевой раствор для испытания I, смешанный солевой раствор смеси CuCl2·2H2O (0,13% г/л) с 3%-ным солевым раствором для испытания II, и смешанный раствор с добавлением очень малого количества соляной кислоты (HCl) к гипохлориту натрия (NaClO) для испытания III. Потерей массы считали количество на 1 см2 (мг/см2), полученное из разности массы образца после воздействия испытательным раствором в течение времени Т и массы образца до начала испытания, и при этом время воздействия было задано как Т=96 во всех испытаниях I-III. Результаты испытаний I-III на эрозионную коррозию показаны в таблицах 19-24.
Кроме того, при испытании на сопротивление коррозионному обесцинкованию согласно ISO 6509 образцы, взятые из предложенных материалов А, С, D и Е и сравнительных материалов А1, Е1 и G1, прикрепляли к фенольным смолам в состоянии, когда открытые поверхности образцов были перпендикулярны продольному направлению, а затем шлифовали поверхности образцов наждачной бумагой вплоть до №1200. Отшлифованные образцы сушили после ультразвуковой очистки в чистой воде. Образцы для коррозионного испытания, полученные таким образом, погружали в водный 1,0%-ный раствор дигидрата хлорида меди(II) (CuCl2·2H2O), выдерживали в течение 24 часов при температуре 75°С и извлекали из этого водного раствора. Затем измеряли максимальное значение глубины коррозионного обесцинкования (мкм). Результаты представлены в таблицах 19-24.
Кроме того, при испытании на коррозионное растрескивание под напряжением согласно JIS Н3250 пластинообразные образцы (ширина 10 мм, длина 60 мм и толщина 5 мм), взятые из отливок В и В1, изгибали до V-образной формы на 45° (радиус изогнутой части 5 мм) (чтобы приложить остаточное напряжение растяжения), обезжиривали и сушили. В этом состоянии образцы выдерживали в аммиачной атмосфере (25°С) в эксикаторе, в котором находилась 12,5%-ная аммиачная вода (аммиак, разбавленный таким же количеством воды). После истечения заданного времени выдержки (время воздействия) образцы извлекали из эксикатора и очищали 10%-ной серной кислотой. В этом состоянии наблюдали под микроскопом (10-кратным), имеются ли трещины в соответствующем образце, и таким образом оценивали эти образцы. Результаты представлены в таблицах 21 и 23. В соответствующей таблице образцы, не имевшие трещины по истечении времени выдержки в 8 часов в аммиачной атмосфере, но явно продемонстрировавшие трещину по истечении 24 часов, обозначены символом «к», а образцы, в которых трещина никогда не возникла даже после истечения 24 часов, обозначены символом «◯». На основании этих результатов было установлено, что предложенные материалы обладают отличной коррозионной стойкостью.
Кроме того, выполняли испытание на холодное сжатие с тем, чтобы сравнить и оценить способность предложенных материалов и сравнительных материалов к обработке давлением в холодном состоянии.
Из отливок А, В и А1 были вырезаны и обработаны на токарном станке цилиндрические образцы диаметром 5 мм и длиной 7,5 мм, которые подвергли сжатию в универсальной испытательной машине "Амслер", при этом способность к сжимающей обработке давлением в холодном состоянии определяли по наличию или отсутствию трещины в зависимости от обжатия (степени деформации). Результаты представлены в таблицах 19, 20, 21 и 23. В этих таблицах образцы, продемонстрировавшие трещину при обжатии на 30%, были признаны имеющими плохую способность к сжимающей обработке давлением в холодном состоянии и обозначены символом «×»; образцы, в которых не возникла трещина при обжатии на 40%, были признаны имеющими отличную способность к сжимающей обработке давлением в холодном состоянии и обозначены символом «◯», а образцы, в которых трещина не возникла при обжатии на 30%, но возникла при обжатии на 40%, были признаны имеющими хорошую способность к сжимающей обработке давлением в холодном состоянии и обозначены символом «к». Способность к сжимающей обработке давлением в холодном состоянии можно оценить по способности к деформации при уплотнении соединения. При оценке символом «◯» можно было выполнять уплотнение соединения легко и с высокой точностью. При оценке символом «к» было возможно простое уплотнение соединения. При оценке символом «×» удовлетворительное уплотнение соединения было невозможно. Было установлено, что среди предложенных материалов некоторые были оценены символом «к», а большинство из них было оценено символом «◯», и поэтому предложенные материалы имели отличную способность к сжимающей обработке давлением в холодном состоянии, т.е. к деформации при уплотнении соединения.
Кроме того, следующее испытание на сжатие при высокой температуре выполняли с тем, чтобы сравнить и оценить ковкость предложенных материалов и сравнительных материалов в горячем состоянии. Из отливок А, Е и Е1 и обработанного давлением материала G1 вырезали с использованием токарного станка цилиндрические образцы диаметром 15 мм и высотой 25 мм. Эти образцы выдерживали 30 минут при 700°С, а затем подвергали горячему сжатию при изменении степени деформации, и оценивали ковкость в горячем состоянии по отношению между степенью деформации и образованием трещины. Результаты показаны в таблицах 20, 22 и 24. Было обнаружено, что предложенные материалы имели отличную ковкость в горячем состоянии. В этих таблицах образцы, в которых не возникло трещины при степени деформации 80%, были признаны имеющими отличную ковкость в горячем состоянии и обозначены символом «◯»; образцы, в которых образовалась легкая трещина при степени деформации 80%, но отсутствовала при степени деформации 65%, были признаны имеющими хорошую ковкость в горячем состоянии и обозначены символом «к», а образцы, в которых образовалась заметная трещина при степени деформации 65%, были признаны имеющими плохую ковкость в горячем состоянии и обозначены символом «×».
Кроме того, для сравнения и определения способности к вытяжке в холодном состоянии предложенных материалов и сравнительных материалов, вытяжку в холодном состоянии оценивали следующим образом. Прутковые отливки В и В1 (диаметр 8 мм) подвергли холодной вытяжке. Образцы, способные к холодной вытяжке вплоть до диаметра 6,4 мм без образования трещины за одну операцию вытяжки (степень деформации 36%), оценили как имеющие отличную способность к вытяжке в холодном состоянии; образцы, способные к вытяжке до диаметра 7,0 мм без образования трещины за одну операцию вытяжки (степень деформации 23,4%), оценили как имеющие нормальную способность к вытяжке в холодном состоянии, а образцы, способные к однократной операции вытяжки до диаметра 7,0 мм с образованием трещины, были признаны имеющими плохую способность к вытяжке в холодном состоянии. Результаты показаны в таблицах 21 и 23. Образцы с отличной способностью к вытяжке в холодном состоянии обозначены символом «◯», образцы с нормальной способностью к вытяжке в холодном состоянии обозначены символом «к», и образцы с плохой способностью к вытяжке в холодном состоянии обозначены символом «×». Как видно из таблиц 21 и 23, было обнаружено, что предложенные материалы имели отличную способность к вытяжке в холодном состоянии по сравнению со сравнительными материалами.
Кроме того, оценивали литейные качества предложенных материалов и сравнительных материалов.
Сначала оценивали, являются ли литейные качества отливок В и В1 хорошими или плохими, путем выполнения следующего испытания. Когда отливку В отливали при разной скорости разливки на двух этапах, высокой и низкой (2 м/мин и 1 м/мин) (или когда получали отливку В1 в сравнительном примере), их литейные качества оценивали по той скорости разливки, при которой получали проволоку, не имеющую дефектов, путем непрерывной разливки проволоки (прутка) диаметром 8 мм при одинаковых условиях и устройстве, применяемых для получения отливки В согласно этому варианту изобретения (или отливки В1 в сравнительном примере). Результаты представлены в таблицах 21 и 23. Образцы, когда проволока без дефектов была получена при высокой скорости разливки (2 м/мин), были признаны имеющими отличные литейные качества и обозначены символом «◯». Образцы, когда проволока без дефектов не была получена при высокой скорости разливки, но была получена при низкой скорости разливки (1 м/мин), были признаны имеющими нормальным литейные качества и обозначены символом «к». Образцы В-1, когда проволока без дефектов не была получена даже при низкой скорости разливки (1 м/мин), были признаны имеющими плохие литейные качества и обозначены символом «×».
Во-вторых, отрезали нижнюю часть L (см. фиг.6) отливки С или С1 и изучали усадочную часть М (см. фиг.7) внутри отрезанной части. Литейные качества оценивали по наличию или отсутствию дефектов и глубине усадки. Результаты представлены в таблицах 21-23. В этих таблицах образцы, в которых не было дефектов в усадочной части М и усадка была мелкой, были признаны имеющими отличные литейные качества и обозначены символом «◯». Образцы, не имевшие явного дефекта в усадочной части М и имеющие не очень глубокую усадку, была признаны имеющими хорошие литейные качества и обозначены символом «к». Но образцы, имеющие явные дефекты в усадочной части М или глубокую усадку, были признаны имеющими плохие литейные качества и обозначены символом «×». Примеры усадочной части М показаны на фиг.8-13. На фиг.8 показан вид поперечного сечения усадочной части М в медном сплаве № 72 согласно варианту изобретения, а на фиг.9 показан увеличенный вид сверху соответствующей усадочной части М. На фиг.10 показан вид поперечного сечения усадочной части М в медном сплаве № 73 согласно варианту изобретения, а на фиг.11 - увеличенный вид сверху соответствующей усадочной части М. На фиг.12 показан вид поперечного сечения усадочной части М в сравнительном медном сплаве № 224, а на фиг.13 - увеличенный вид сверху соответствующей усадочной части М. Как видно на фиг.8-13, поверхности усадочных частей М в медных сплавах 72 и 73 являются очень гладкими и лишены дефектов, а в медном сплаве № 224 имеются явные дефекты в усадочной части М, и при этом усадка глубокая. Так как медный сплав № 224 имеет почти такой же состав, как медные сплавы № 72 и 73, за исключением того, что в нем не содержится Zr, из фиг.8-13 следует, что измельчению зерна способствует совместная добавка Zr и Р, и поэтому улучшаются литейные качества.
В-третьих, выполняли следующее испытание литейных качеств полутвердого металла для сравнения и оценки предложенных материалов и сравнительных материалов.
Исходные материалы (сырье), используемые для литья отливок А, А1 и Е1, загружали в тигель, нагревали до полурасплавленного состояния (доля твердой фазы составляла примерно 60%), выдерживали в течение 5 минут при этой температуре и подвергали закалке (охлаждали водой). Литейные качества полутвердого материала оценивали путем изучения формы твердой фазы в полурасплавленном состоянии. Полученные результаты представлены в таблицах 19, 23 и 24. Было установлено, что предложенные материалы отвечали условиям (14) и (15) и имели отличные литейные качества в виде полутвердого металла. В этих таблицах образцы, в которых средний диаметр зерен соответствующей твердой фазы составлял 150 мкм или менее, или средняя максимальная длина зерен была 300 мкм или менее, признаны имеющими отличные литейные качества в полутвердом состоянии и обозначены символом «◯». Образцы, в которых зерно соответствующей твердой фазы не соответствовало этим условиям, но не происходило образования заметной дендритной сетки, были признаны имеющими хорошие литейные качества, удовлетворительные с промышленной точки зрения, и обозначены символом «к». Образцы, в которых образовалась дендритная сетка, были признаны имеющими плохие литейные качества в полутвердом состоянии и обозначены символом «×». Показаны примеры, когда предложенные материалы отвечали условиям (14) и (15). То есть на фиг.3 представлен микрофотоснимок полурасплавленного затвердевшего состояния при испытании литейных качеств полутвердого медного сплава № 4, т.е. предложенного согласно изобретению материала, который явно удовлетворяет условиям (14) и (15). Кроме того, на фиг.4 представлен микрофотоснимок полурасплавленного затвердевшего состояния при испытании литейных качеств полутвердого медного сплава № 202, т.е. сравнительного материала, который не отвечает условиям (14) и (15).
Кроме того, у предложенных материалов А-G и сравнительных материалов А1-G1 измеряли средние диаметры зерен (мкм) при их плавлении и затвердевании. Иными словами, в состоянии после обработки резанием предложенных материалов и сравнительных материалов и травления поверхностей среза азотной кислотой измеряли средние диаметры зерен в макроструктурах, возникших на протравленных поверхностях. Для отливок С, D, C1 и D1 в состоянии после разрезания выпускной части J (см. фиг.6) корпуса водомера и травления поверхности среза азотной кислотой измеряли средний диаметр зерен на протравленной стороне также, как было описано выше. Это измерение было основано на сравнительном методе испытания среднего размера зерен тянутой медной продукции (JIS H0501). Поверхность среза протравили азотной кислотой. После этого поверхность с размером зерен более 0,5 мм наблюдали невооруженным глазом, с размером зерен менее 0,5 мм наблюдали с увеличением в 7,5 раза, а поверхность с зерном диаметром менее 0,1 мм протравили смешанным раствором перекиси водорода и аммиачной воды и наблюдали с увеличением в 75 раз под оптическим микроскопом. Результаты показаны в таблицах 13-18. Все предложенные материалы удовлетворяли условию (7). Что касается сравнительных материалов, то было определено, что все они содержали первичные кристаллы α-фазы при плавлении и затвердевании.
Также было определено, что предложенные материалы удовлетворяли условиям (12) и (13). Их примеры показаны на фиг.1 и 2. На фиг.1 показан фотоснимок макроструктуры (фиг.1А) и фотоснимок микроструктуры (фиг.1В) медного сплава № 79 согласно варианту изобретения. На фиг.2 показан фотоснимок макроструктуры (фиг.2А) и фотоснимок микроструктуры (фиг.2В) сравнительного медного сплава № 228. Как ясно видно из фиг.1 и 2, сравнительный материал № 228 не удовлетворяет условиям (12) и (13), а предложенный материал № 79 удовлетворяет условиям (12) и (13).
На основании всего вышесказанного было установлено, что предложенные материалы были значительно улучшенными по механической обрабатываемости, механическим свойствам (прочности, относительному удлинению и т.п.), износостойкости, литейным качествам, литейным качествам полутвердого металла, способности к сжимающей обработке давлением в холодном состоянии, ковкости в горячем состоянии и коррозионной стойкости за счет того, что содержание каждого входящего в состав элемента находится в вышеупомянутом диапазоне и удовлетворяются условия (1)-(7) (а для пятого-восьмого медных сплавов - дополнительно условие (8)), по сравнению со сравнительными материалами, которые не отвечают по меньшей мере некоторым из этих условий. Кроме того, было установлено, что можно эффективно способствовать улучшению этих свойств, удовлетворив условия (10)-(15) в дополнение к предыдущим условиям (а для пятого-восьмого медного сплава - дополнительно условия (9) и (16)). Было установлено, что эти факты в равной степени верны и для отливки F большого размера (№ 91), и эффект измельчения зерна в результате совместного добавления Zr и Р и результирующий эффект улучшения свойств также были гарантированы без повреждения. Что же касается отливки большого размера (№ 234), имеющего практически такой же состав, как медный сплав № 91, за исключением того, что она не содержит Zr, эти эффекты отсутствовали, и отличие от отливок малого размера было явным.
Кроме того, на отливках С, С1 и D1, содержащих Pb, выполняли испытание на выделение свинца согласно JIS S3200-7:2004 «Оборудование для водоснабжения - Проведение испытаний на выщелачиваемость». В этом испытании воду (качество: рН 7,0 ± 0,1, жесткость 45 ± 5 мг/л, щелочность 35 ± 5 мг/л, остаточный хлор 0,3 ± 0,1 мг/л) с рН, скорректированным раствором едкого натра, в которую добавили раствор гидрохлорита натрия, раствор гидрокарбоната натрия и раствор хлорида кальция в соответствующем количестве, использовали в качестве выщелачивающего раствора, и отливки С, С1 и D1 подвергали определенной очистке и подготовке, а затем полую часть соответствующих отливок С1, С1 или D1 (а именно, корпус водомера, см. фиг.1) заполняли выщелачивающим раствором при 23°С и закрывали, затем отливки оставляли в покое на 16 часов при температуре раствора, поддерживаемой на уровне 23°С, после чего измеряли выделившееся количество (мг/л) Pb, содержащееся в выщелачивающем растворе. Результаты показаны в таблицах 21, 23 и 24. Было установлено, что выделившееся количество Pb было чрезвычайно малым для предложенных материалов, и поэтому отливки можно было без каких-либо проблем использовать в качестве контактирующих с водой деталей водомера.
Кроме того, из отливки С из медного сплава № 54 брали образцы литниковой части К (см. фиг.6), и разливали медный сплав с использованием литниковой части в качестве сырья (Zr: 0,0063 мас.%). При этом соответствующую литниковую часть К переплавляли под древесным углем при 970°С, выдерживали в течение 5 минут и, предполагая, что величина потери Zr на окисление во время плавления составляет 0,001 мас.%, добавляли сплав Cu-Zn-Zr, содержащий 3 мас.% Zr, что равно потере Zr на окисление, и разливали в металлическую литейную форму. Полученный в результате слиток содержал количество Zr, практически равное его количеству в сырье (0,0061 мас.%), медном сплаве № 54, и измеренный средний размер зерен составлял 25 мкм, что было практически равно среднему размеру зерен первоначального медного сплава № 54. На основании этого факта было установлено, что медный сплав согласно настоящему изобретению позволяет эффективно использовать отходы или ненужные части, такие как литниковая часть К, образовавшаяся при его отливке, в качестве повторно используемого сырья без ущерба для эффекта измельчения зерна. Следовательно, можно использовать отходы или ненужные части, такие как литниковая часть К, в качестве рециркулируемого исходного материала, загружаемого при непрерывной разливке, и очень эффективно или экономично вести непрерывную разливку.
Медный сплав согласно настоящему изобретения подвергали измельчению зерна на этапе затвердевания расплава, так что он мог сопротивляться усадке при затвердевании и уменьшать образование литейных трещин. Что касается отверстий или пор, образующихся в процессе затвердевания, они легко выходили наружу, что позволяло получить качественную отливку, не содержащую дефектов литья (так как отсутствует такой дефект литья, как пористость, и не образуется дендритная сетка, отливка имеет гладкую поверхность и максимально мелкую усадочную раковину). Поэтому настоящее изобретение позволяет получить отливки или обработанный давлением материал посредством выполнения обработки давлением после литья, имеющие очень широкое практическое применение.
Более того, зерна, кристаллизующиеся в процессе затвердевания, принимают форму, где выделяется плечо, предпочтительно - такую как круглая форма, эллиптическая форма, многоугольная форма и крестовидная форма, а не разветвленную структуру, которая является типичной для литой структуры. При этом улучшается жидкотекучесть расплавленного металла, так что расплавленный металл может распространяться во все углы литейной формы, несмотря на то, что эта литейная форма имеет малую толщину и сложную конфигурацию.
Медный сплав согласно настоящему изобретению позволяет значительно улучшить механическую обрабатываемость, прочность, износостойкость и способность к скольжению, придаваемые входящими в состав элементами, благодаря измельчению зерна и равномерному распределению фаз (κ- и γ-фаз, образуемых кремнием (Si)), за исключением α-фазы или частиц Pb, и поэтому его можно надлежащим образом применять на практике в контактирующих с водой деталях арматуры (фитингах), постоянно или временно используемых в контакте с водопроводной водой (например, в фитингах водопроводных кранов напорного водоснабжения, клапанных кранах, соединениях, фланцах, деталях бытовых приборов и канализационных механизмах, соединительных фитингах, деталях водонагревателей и т.п.), в элементах фрикционного соединения, выполняющих относительное перемещение в контакте с другим элементом (вращательном вале и т.п.) постоянно или временно (например, в подшипнике, шестерне, цилиндре, сепараторе подшипника качения, рабочем колесе, клапане, двухпозиционном вентиле, деталях насоса и т.д.), или в датчике давления, датчике температуры, соединителе, деталях компрессора, деталях спирального компрессора, клапане высокого давления, клапане кондиционера, карбюраторе, кабельном зажиме, части антенны мобильного телефона, электрических контактах или их составных частях.
Кроме того, в соответствии со способом согласно настоящему изобретению можно реализовать измельчение зерна за счет эффекта совместного добавления Zr и Р, не создавая никаких проблем, вызванных добавлением Zr в форме оксида и/или сульфида, что позволяет разливать медный сплав в виде отливок эффективным, выгодным образом.
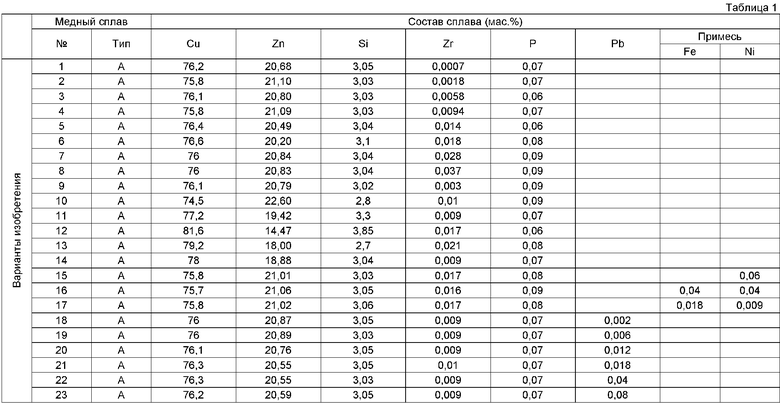

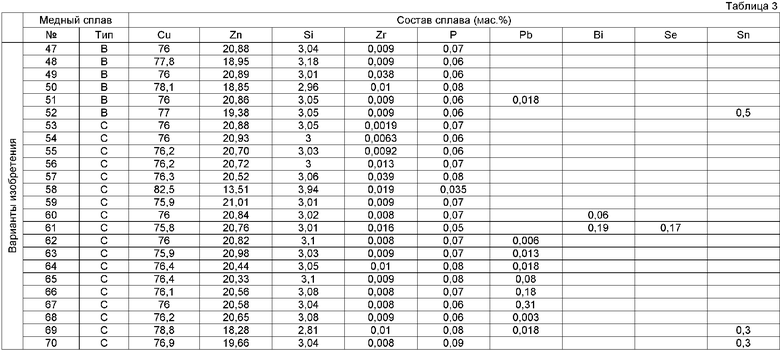
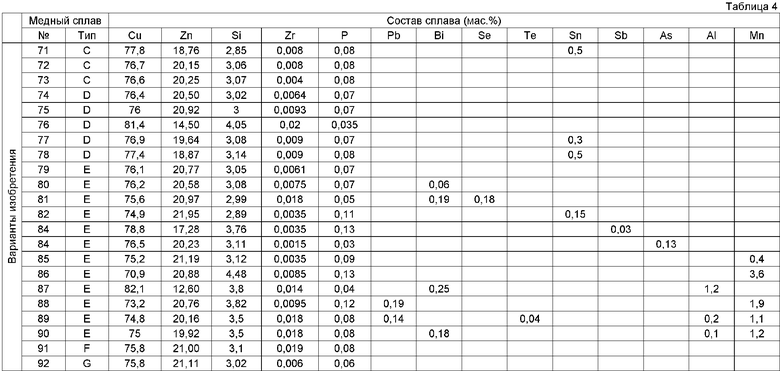
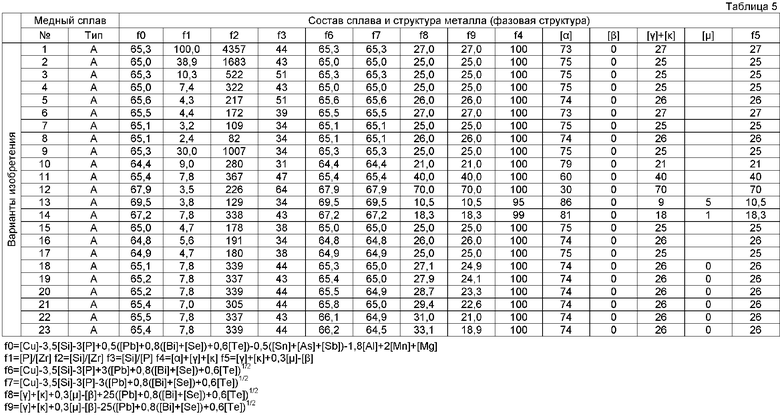
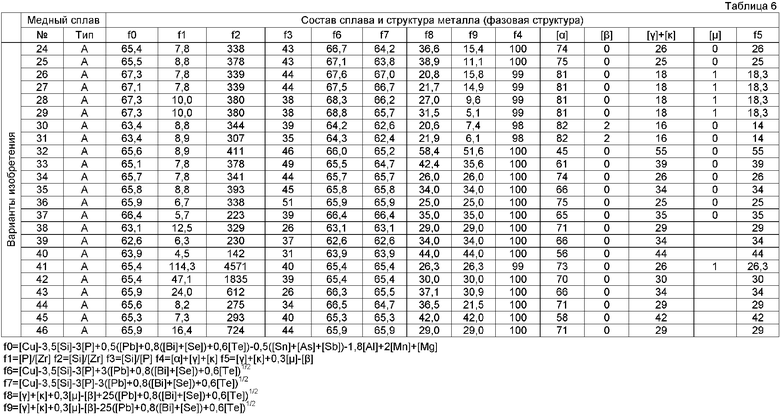
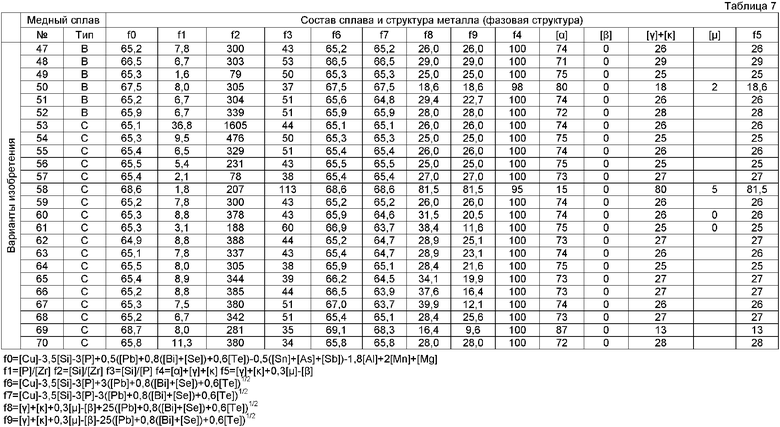
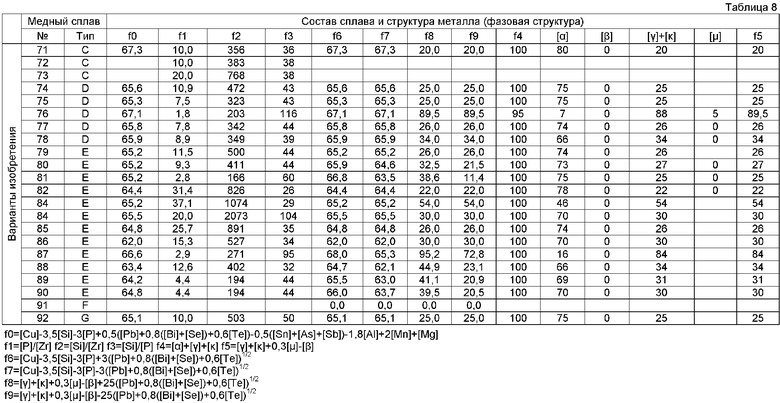
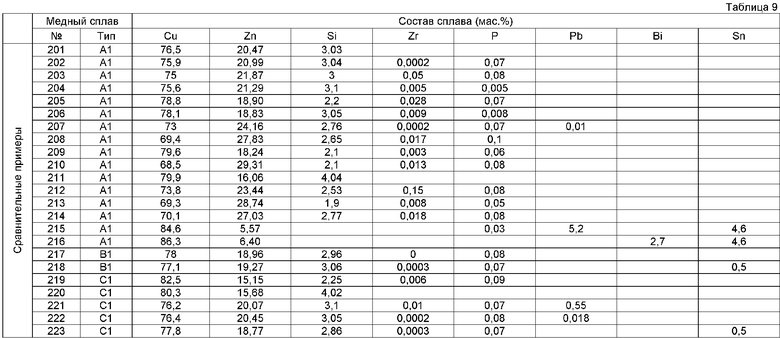
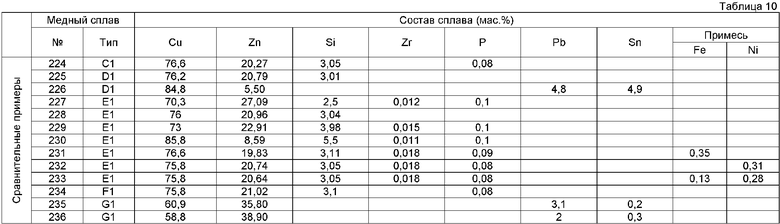
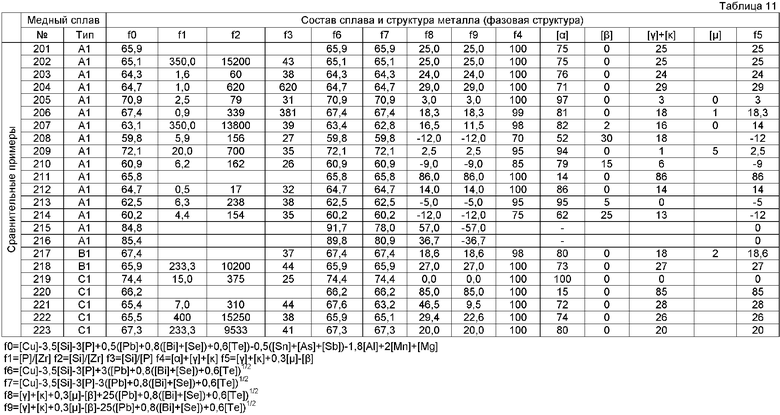

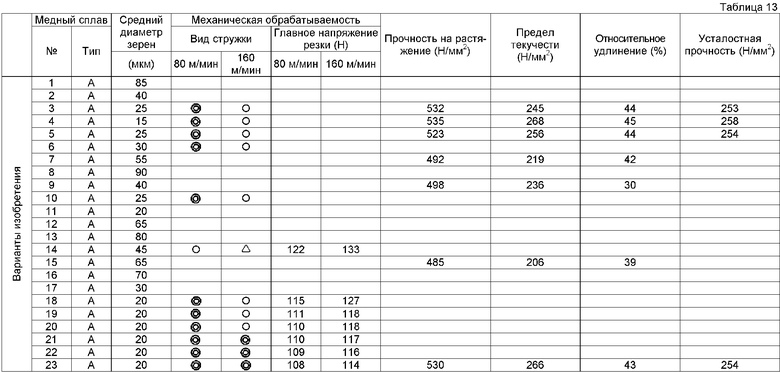
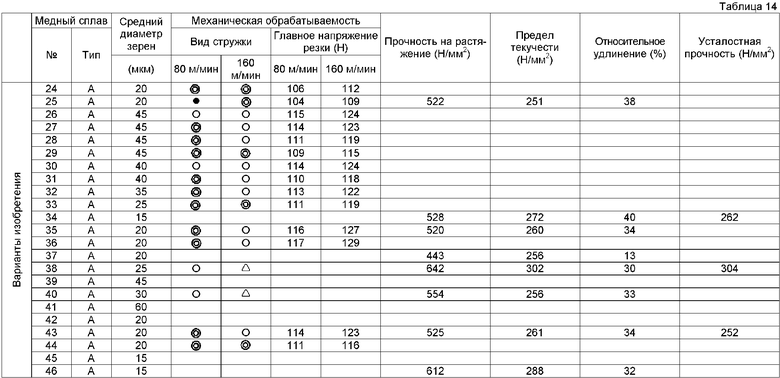
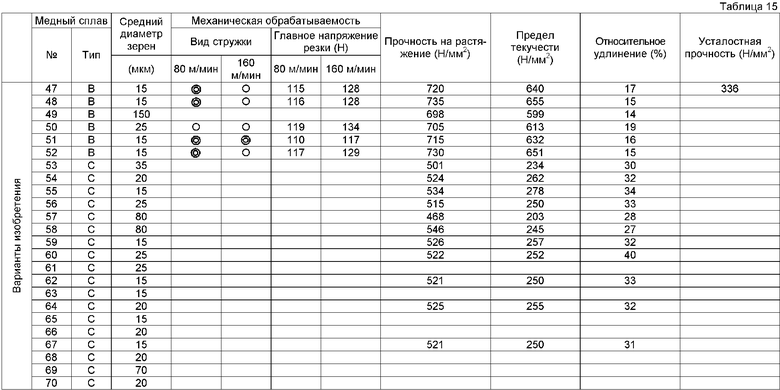
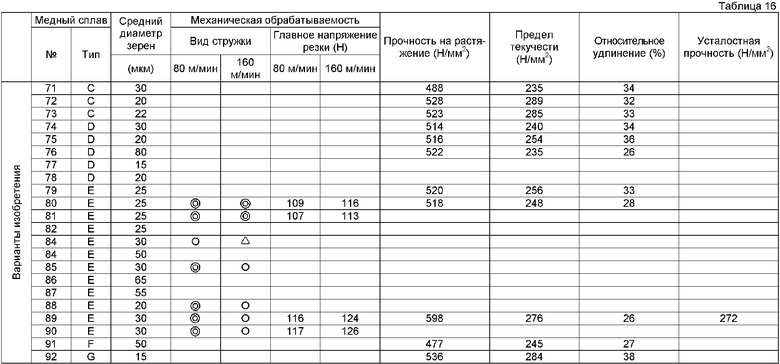
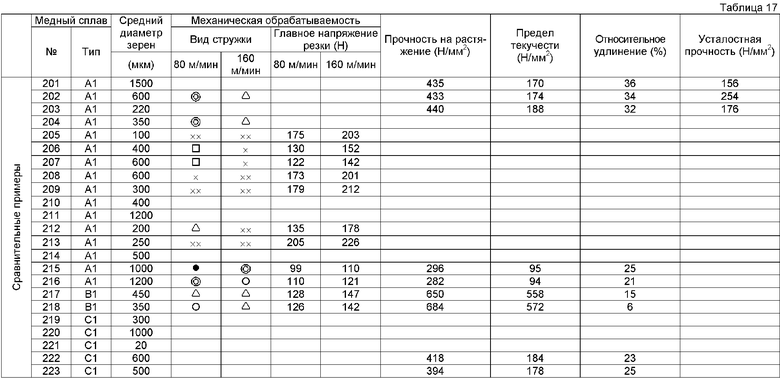
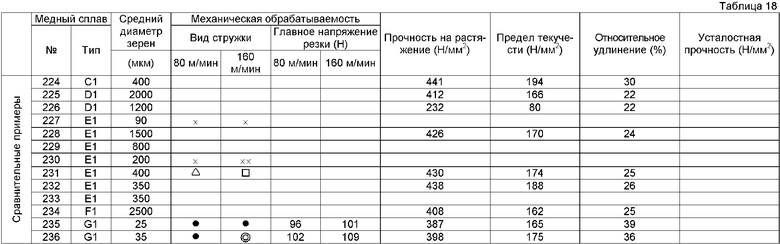
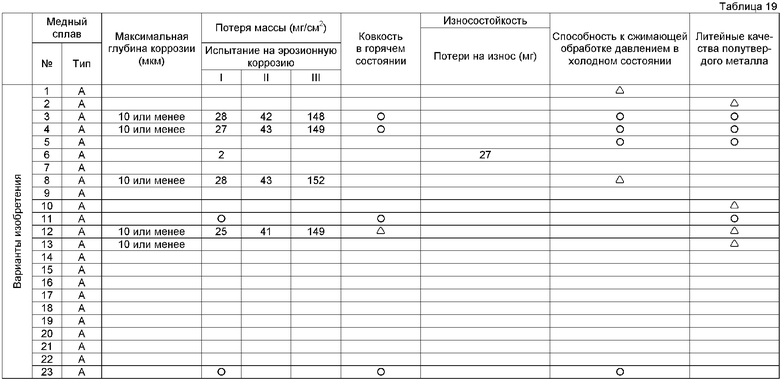
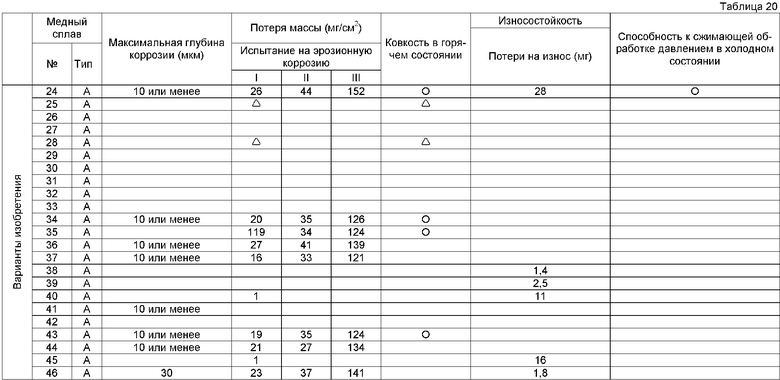
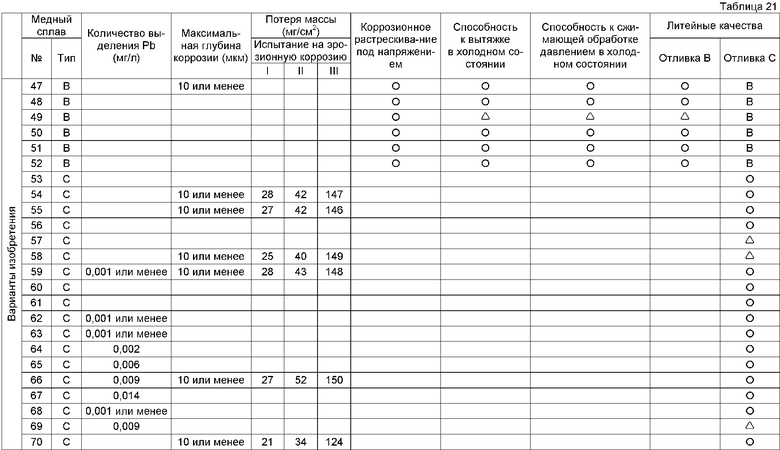
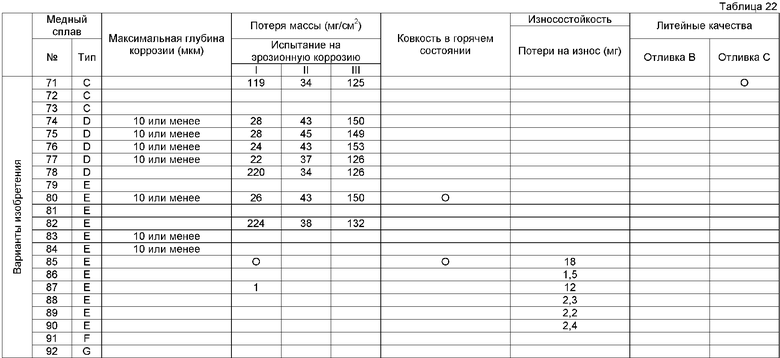
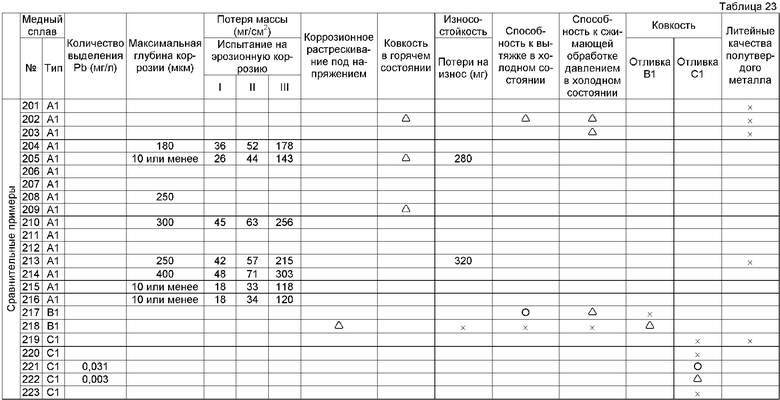
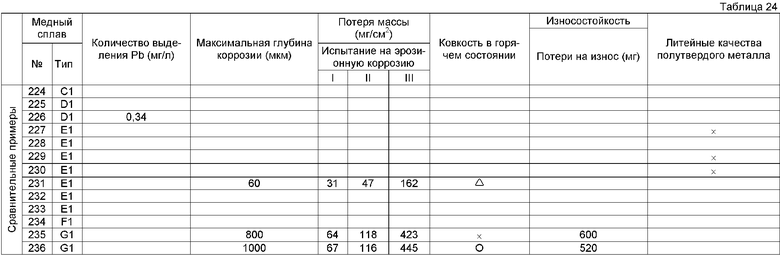
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Медный сплав согласно настоящему изобретению может найти применение, в частности, в следующих областях.
1. Общие механические детали, которые требуют высоких литейных качеств, электропроводности, теплопроводности и высоких механических свойств.
2. Электрические контакты, которые требуют высокой электропроводности и теплопроводности, соединители и электрические детали, на которых можно легко выполнять пайку и сварку.
3. Детали инструментов, которые требуют высоких литейных качеств.
4. Арматура системы водоснабжения, конструктивные фитинги и бытовые предметы, которые требуют высоких механических свойств.
5. Морские турбины, валы, подшипники, седла клапанов, штоки клапанов, крепежные детали, зажимы, соединительные детали, дверные ручки, зажимы для труб и кулачки, которые требуют высокой прочности и твердости, а также отличной коррозионной стойкости и ударной вязкости.
6. Клапаны, штоки, втулки, червячные передачи, рычаги, части цилиндров, седла клапанов, подшипники для валов из нержавеющей стали и рабочие колеса насосов, которые требуют высокой прочности, твердости и износостойкости.
7. Клапаны, корпуса насосов, рабочие колеса, гидранты, водопроводные краны, клапаны для водопроводной воды, соединения, разбрызгиватели, краны, водомеры, перекрывающие водопроводные краны, детали сенсоров, детали спирального компрессора, клапаны высокого давления и контейнеры муфт под давлением, которые требуют сопротивления давлению, износостойкости, механической обрабатываемости и литейных качеств.
8. Детали скольжения, гидравлические цилиндры, цилиндры, шестерни, рыболовные катушки и авиационные зажимы, которые требуют высокой твердости и износостойкости.
9. Болты, гайки и соединители для труб, которые требуют высокой прочности, коррозионной стойкости и износостойкости.
10. Механические детали для химического применения и промышленные клапаны, пригодные для литья большого размера простой формы и требующие высокой прочности и коррозионной стойкости и износостойкости.
11. Сварные трубы для опреснительной установки, трубы водоснабжения, трубы теплообменника, пластины теплообменника, газовые трубы, колена, элементы морских конструкций, сварные элементы и сварные материалы, которые требуют прочного соединения, напыления, футеровки, облицовки, коррозионной стойкости и литейных качеств.
12. Контактирующие с водой детали арматуры (соединительные фланцы), такие как ниппели, ниппели шланга, муфты, цилиндры, пробки, втулки, штуцеры, соединители и фланцы.
13. Контактирующие с водой детали арматуры (краны), такие как запорные клапаны, сетчатые фильтры, скользящие клапаны, шиберные вентили, плотные клапаны, мембранные клапаны, сжимающие клапаны, шаровые клапаны, игольчатые клапаны, миниатюрные клапаны, перепускные клапаны, главные краны, рулевые краны, сальниковые краны, двухходовые краны, трехходовые краны, четырехходовые краны, газовые краны, шаровые краны, предохранительные краны, клапаны сброса давления, электромагнитные клапаны, конденсационные горшки, водомеры (счетчики расхода водопроводной воды) и расходомеры.
14. Контактирующие с водой детали арматуры (фитинги водопроводных кранов), такие как водопроводные краны (гидранты, брызгальные краны, вентили перекрытия воды, поворотные краны, смешанные вентили и вентиля ответвления), сливы, отводные краны, обратные клапаны, ответвленные клапаны, пропускные клапаны, переключающие краны, души, душевые крюки, заглушки, переходники, поливочные сопла, разбрызгиватели.
15. Контактирующие с водой детали арматуры (бытовая арматура, канализационные механизмы), такие как сифоны, пожарные гидранты, водопроводные каналы.
16. Насосы - рабочие колеса (крыльчатки), корпуса насоса, соединительная арматура и скользящие втулки.
17. Оборудование автомобильного назначения, такие как клапаны и соединения, датчики переключения давления, датчики температуры и соединители, детали подшипников, детали компрессоров, детали карбюраторов и кабельные зажимы.
18. Бытовые приборы: детали антенны мобильного телефона, соединители электрических контактов, подающие винты, гидростатические подшипники, ролики копировального устройства, гайки для кондиционеров воздуха и детали датчиков.
19. Элементы фрикционного соединения, такие как опорные колодки гидравлических пневматических цилиндров, скользящие детали втулок, кабельная арматура, соединения клапанов высокого давления, валы зубчатой передачи, детали подшипников, подшипники насосов, клапанные колодки, шестигранные глухие гайки и детали коллекторного гидранта.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБРАБАТЫВАЕМЫЙ РЕЗАНИЕМ СПЛАВ НА ОСНОВЕ МЕДИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2508415C2 |
| АЛЮМИНИЙ-МЕДНЫЙ СПЛАВ ДЛЯ ЛИТЬЯ | 2011 |
|
RU2556247C2 |
| ТИТАНОВО-МЕДНЫЙ МАТЕРИАЛ, СПОСОБ ПРОИЗВОДСТВА ТИТАНОВО-МЕДНОГО МАТЕРИАЛА И ЭЛЕКТРОННЫЙ КОМПОНЕНТ | 2019 |
|
RU2795791C2 |
| Титаново-медный материал, способ производства титаново-медного материала и электронный компонент | 2019 |
|
RU2795584C2 |
| Спеченный магнит R-Fe-B и способ его изготовления | 2016 |
|
RU2697265C2 |
| СПЕЧЕННЫЙ МАГНИТ R-FE-B И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2697266C2 |
| СПЕЧЕННЫЙ МАГНИТ R-FE-B И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2704989C2 |
| МЕДНЫЙ СПЛАВ Cu-Ni-Si-Co ДЛЯ МАТЕРИАЛОВ ЭЛЕКТРОННОЙ ТЕХНИКИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2008 |
|
RU2413021C1 |
| АЛЮМИНИЕВАЯ БРОНЗА, СПОСОБ ИЗГОТОВЛЕНИЯ И ПРОДУКТ ИЗ АЛЮМИНИЕВОЙ БРОНЗЫ | 2015 |
|
RU2660543C2 |
| Конструкционная литейная аустенитная стареющая сталь с высокой удельной прочностью и способ ее обработки | 2015 |
|
RU2625512C2 |
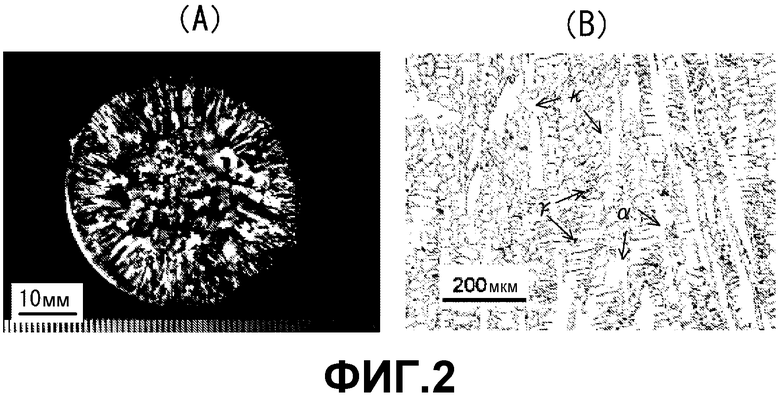
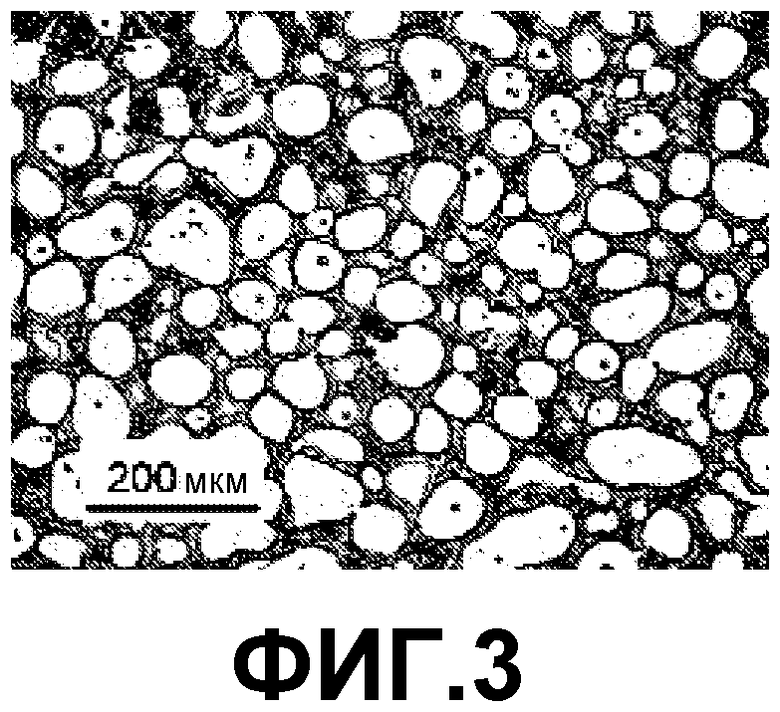
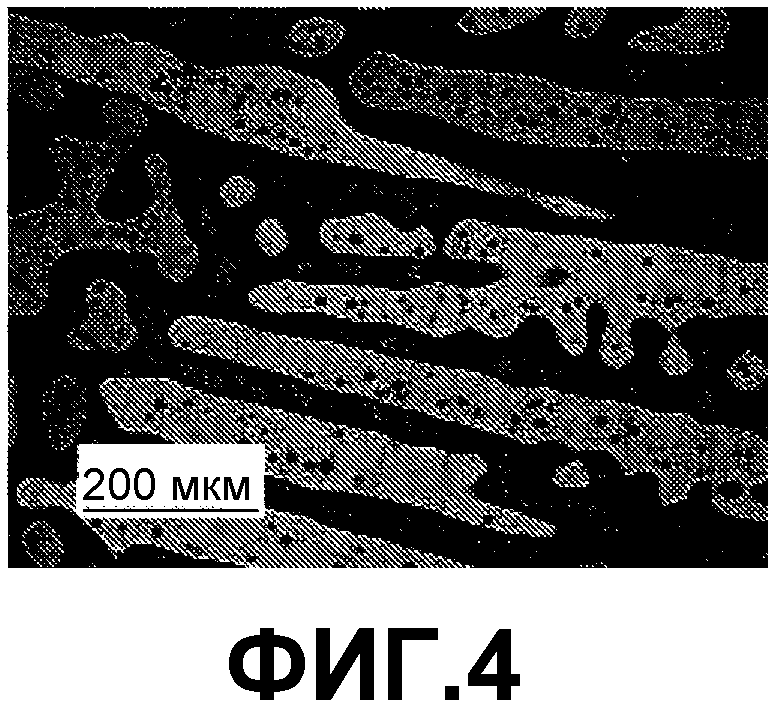
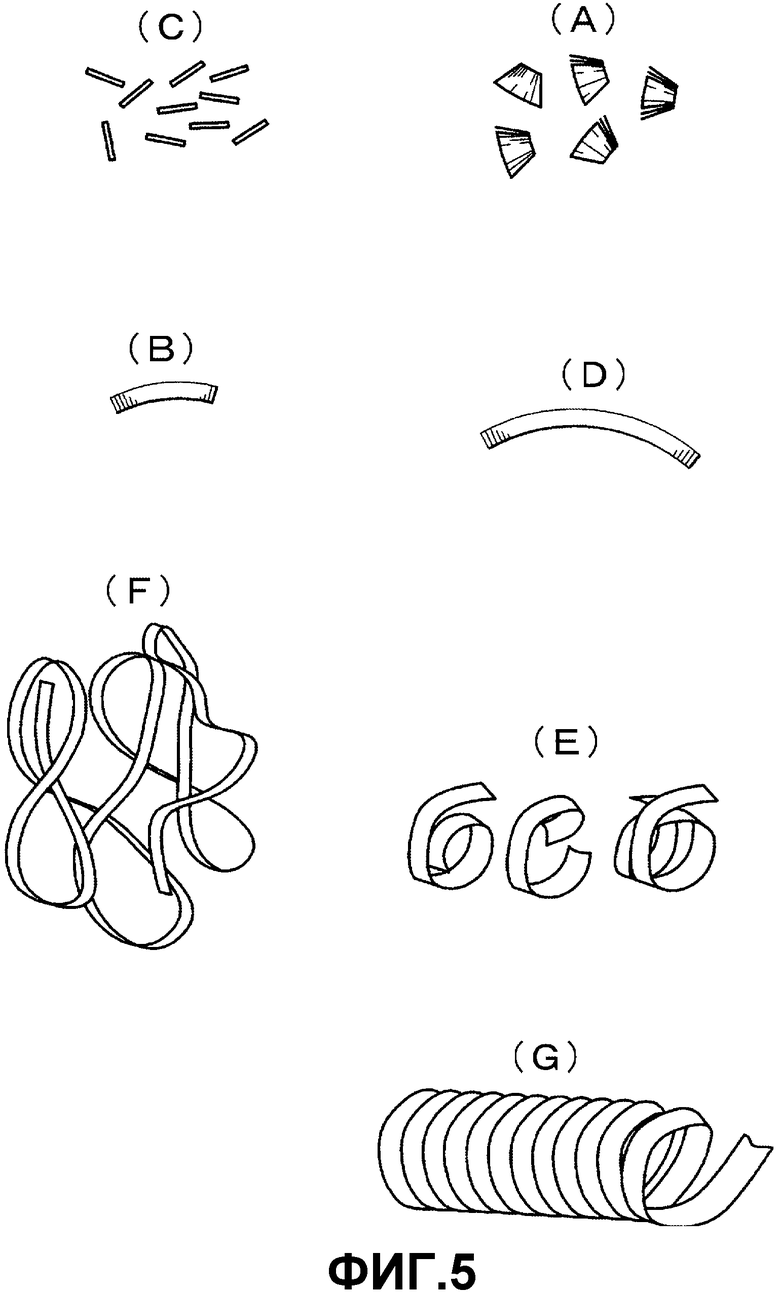
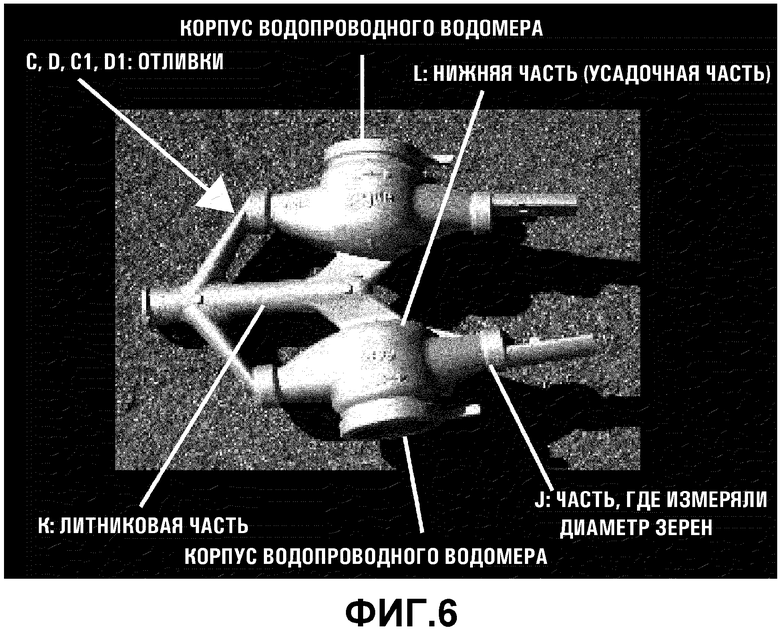
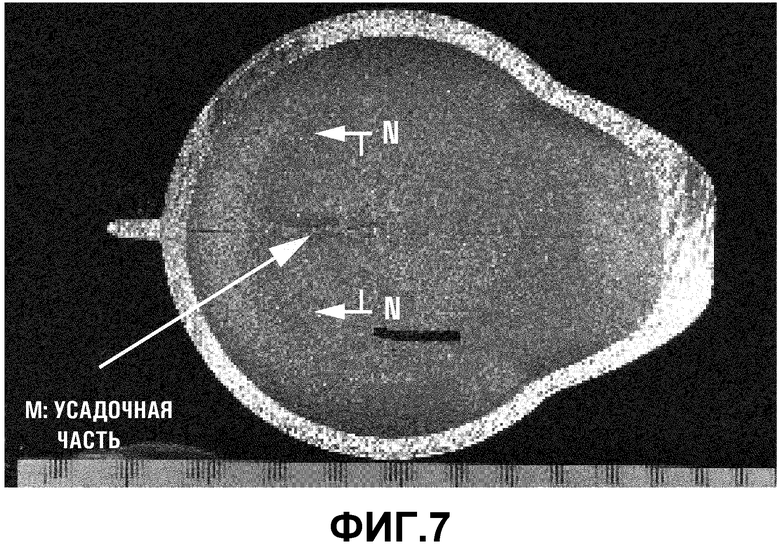
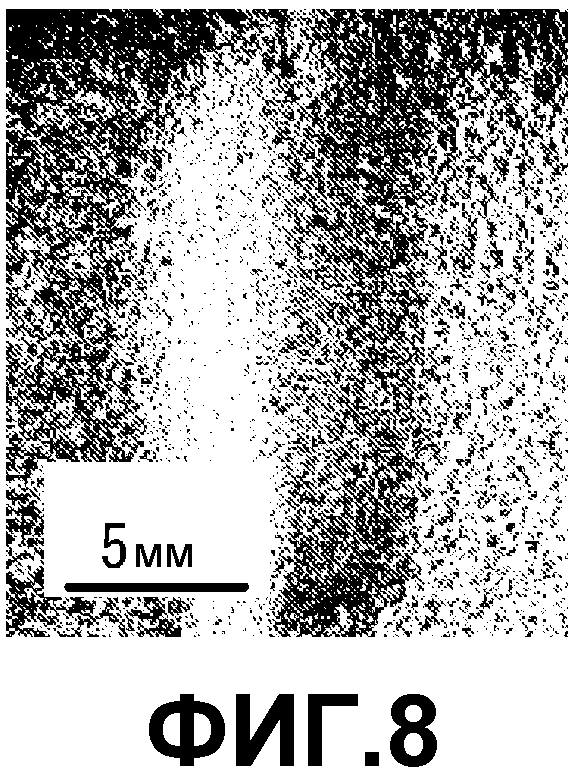
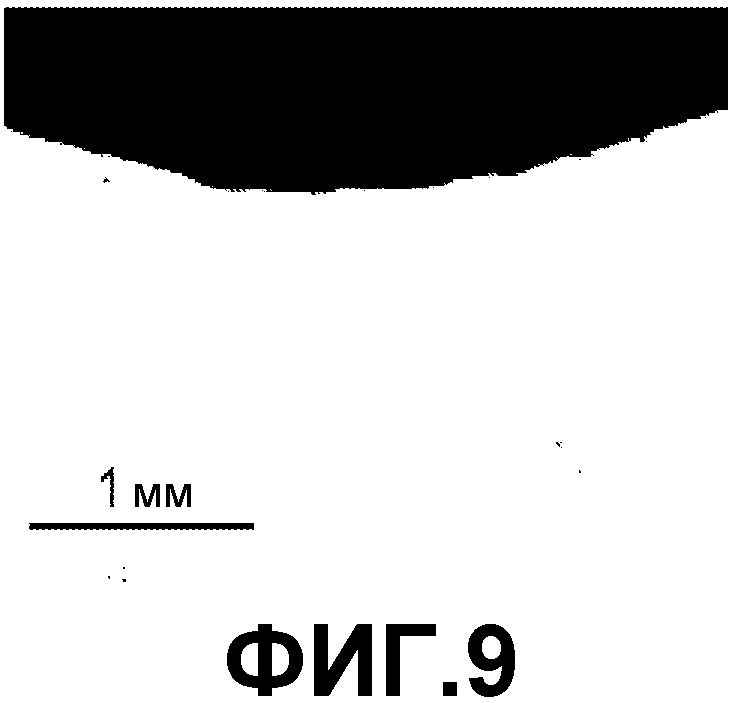

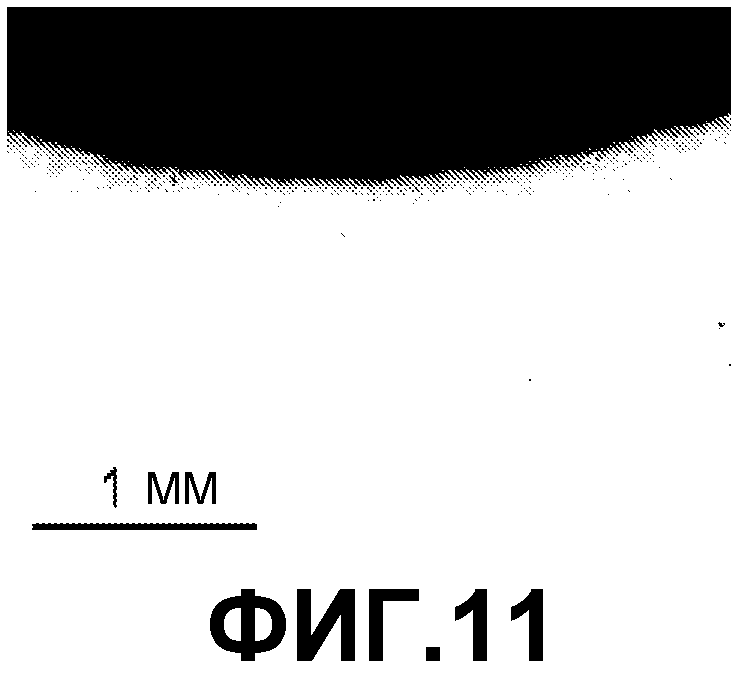
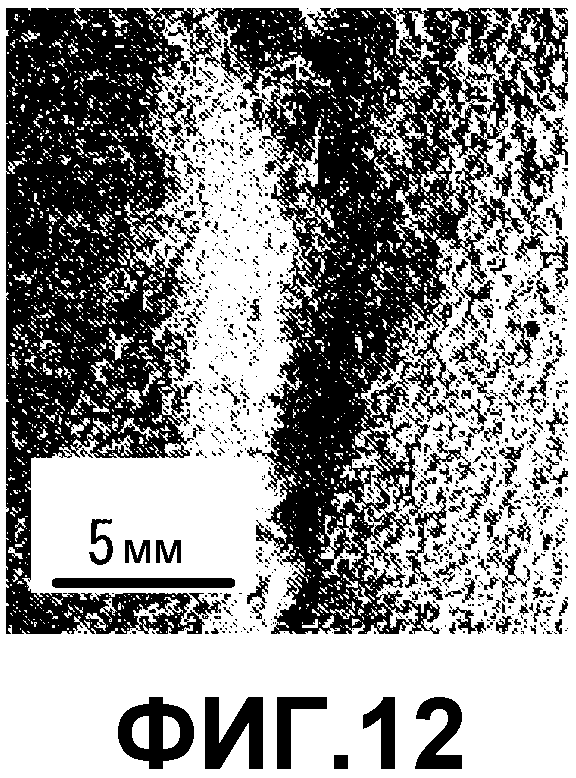
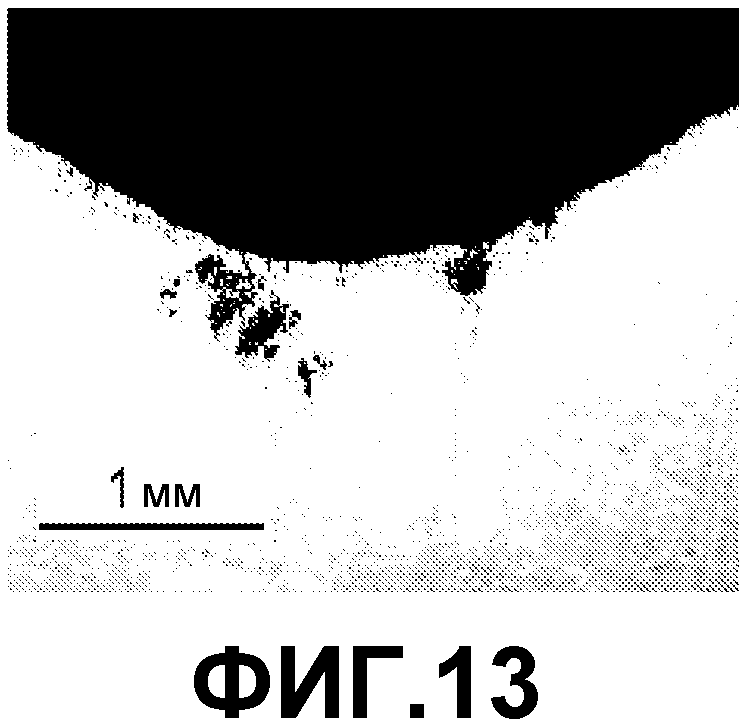
Изобретение относится к цветной металлургии и может быть использовано для изготовления механических деталей, которые требуют высоких литейных качеств, электропроводности, теплопроводности и высоких механических свойств, а именно электрических контактов, соединителей и электрических деталей, на которых можно легко выполнять сварку и пайку, а также других деталей. Сплав содержит, мас.%: Cu 69-88, Si 2-5, Zr 0,0005-0,04, Р 0,01-0,25, Zn - остальное, а также необязательно по меньшей мере один элемент, выбранный из группы Pb 0,005-0,45, Bi 0,005-0,45, Se 0,03-0,45, Те 0,01-0,45, и/или необязательно по меньшей мере один элемент, выбранный из группы Sn 0,05-1,5, As 0,02-0,25, Sb 0,02-0,25. Сплав имеет металлическую структуру, содержащую α-фазу и κ-фазу и/или γ-фазу, а средний диаметр зерен сплава в макроструктуре при затвердевании составляет 200 мкм или менее. Содержание элементов и фаз в сплаве удовлетворяет дополнительным условиям. Улучшаются свойства медного сплава - литейные качества, механические свойства, коррозионная стойкость, механическая обрабатываемость, обрабатываемость давлением. 2 н. и 22 з.п. ф-лы, 24 табл., 13 ил.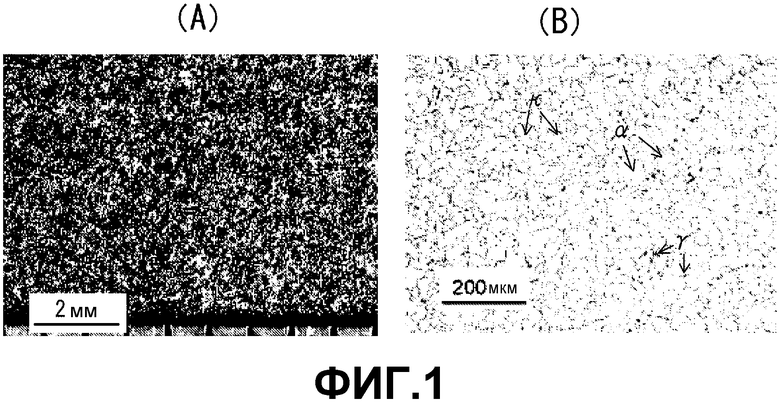
1. Медный сплав, включающий, мас.%:
и необязательно по меньшей мере один элемент, выбранный из группы
при выполнении следующих условий по соотношению содержания элемента [а] сплава:
[Cu]-3,5[Si]-3[Р]+3([Pb]+0,8([Bi]+[Se])+0,6[Te])1/2≥62, и
[Сu]-3,5[Si]-3[Р]-3([Pb]+0,8([Bi]+[Se])+0,6[Те])1/2≤68,5,
где для несодержащегося элемента [а]=0,
и/или необязательно по меньшей мере один элемент, выбранный из группы
при выполнении следующих условий по соотношению содержания элемента [а] сплава:
[Cu]-3,5[Si]-3[Р]+3([Pb]+0,8([Bi]+[Se])+0,6[Те])1/2≥62, и
[Cu]-3,5[Si]-3[Р]-3([Pb]+0,8([Bi]+[Se])+0,6[Te])1/2≤68,5,
где для несодержащегося элемента [а]=0,
и необязательно по меньшей мере один элемент, выбранный из группы
при этом компоненты сплава удовлетворяют следующим условиям:
[Cu]-3,5[Si]-3[Р]+0,5([Pb]+0,8([Bi]+[Se])+0,6[Те])-0,5([Sn]+[As]+[Sb])-1,8[Al]+2[Mn]+[Mg]=61-71,
где для несодержащегося элемента [а]=0,
[P]/[Zr]=0,7-200,
[Si]/[Zr]=75-5000,
[Si]/[P]=12-240,
и сплав имеет металлическую структуру, содержащую α-фазу и κ-фазу и/или γ-фазу, при этом содержание каждой из фаз по относительной площади [b],% удовлетворяет следующим условиям:
[α]+[γ]+[κ]≥85, и
[γ]+[κ]+0,3[µ]-[β]=5-95,
где для несодержащейся фазы [b]=0,
а средний диаметр зерен сплава в макроструктуре при затвердевании составляет 200 мкм или менее.
2. Медный сплав по п.1, удовлетворяющий соотношению между содержанием элемента, [а] мас.%, и содержанием фазы, [b] % по относительной площади
f8=[γ]+[κ]+0,3[µ]-[β]+25([Pb]+0,8([Bi]+[Se])+0,6[Те])1/2≥10 и
f9=[γ]+[κ]+0,3[µ]-[β]-25([Pb]+0,8([Bi]+[Se])+0,6[Te])1/2≤70,
где [a]=[b]=0 для несодержащихся элемента и фазы.
3. Медный сплав по п.1, в котором, когда любой из Fe и Ni содержится как неизбежная примесь, содержание любого элемента из Fe и Ni составляет менее 0,3 мас.%, а когда Fe и Ni содержатся как неизбежные примеси, суммарное содержание Fe и Ni составляет менее 0,35 мас.%.
4. Медный сплав по п.1, в котором при плавлении и затвердевании выделяется в основном α-фаза.
5. Медный сплав по п.1, в котором при плавлении и затвердевании протекает перитектическая реакция.
6. Медный сплав по п.1, в котором при плавлении и затвердевании дендритная сетка имеет разветвленную кристаллическую структуру, и двухмерная форма зерен представляет собой любую из круглой формы, некруглой формы, близкой к круглой форме, эллиптической формы, крестовидной формы, игольчатой формы и многоугольной формы.
7. Медный сплав по п.1, характеризующийся тем, что он имеет мелкодисперсную α-фазу в качестве матрицы и по меньшей мере одну из κ- и γ-фаз, равномерно распределенных в этой матрице.
8. Медный сплав по п.1, в котором, когда содержится любой из Pb и Bi, частицы любого из Pb и Bi, имеющие мелкий однородный размер, равномерно распределены в матрице.
9. Медный сплав по пп.1, 2 или 3, характеризующийся тем, что он получен в виде отливки или обработанного давлением материала, подвергнутого дополнительной обработке давлением по меньшей мере один раз.
10. Медный сплав по п.9, в котором, когда обработанный давлением материал обрабатывают резкой на токарном станке с использованием режущего инструмента, имеющего главный передний угол -6° и радиус закругления вершины 0,4 мм, в режиме со скоростью резки 80-160 м/мин, глубиной резки 1,5 мм и скоростью подачи 0,11 мм/об, образующаяся стружка представляет собой срезанный материал, принимающий форму маленьких сегментов трапециевидной или треугольной формы, или лентовидную или игольчатую форму с длиной 25 мм или менее.
11. Медный сплав по п.9, в котором отливка представляет собой проволоку, пруток или полый пруток, отлитые путем непрерывной горизонтальной разливки, вертикальной непрерывной разливки или вертикального литья с вытягиванием непрерывной заготовки вверх.
12. Медный сплав по п.9, в котором обработанный давлением материал представляет собой горячепрессованный материал, горячекованный материал или горячекатаный материал.
13. Медный сплав по п.11, характеризующийся тем, что он обработан давлением посредством вытягивания или холодного волочения отливки и представляет собой проволоку, пруток или полый пруток.
14. Медный сплав по п.9, в котором отливка представляет собой слиток, полутвердый слиток, полутвердый формованный материал, штампованный из расплавленного металла материал или формованный литьем под давлением материал, в котором, по меньшей мере, дендритная сетка имеет разветвленную кристаллическую структуру в полутвердом состоянии с долей твердой фазы 30-80%, а двумерная форма твердой фазы представляет собой любую из круглой формы, некруглой формы, близкой к круглой форме, эллиптической формы, крестовидной формы, игольчатой формы и многоугольной формы.
15. Медный сплав по п.14, в котором, при доле твердой фазы 60%, средний диаметр зерен твердой фазы составляет менее 150 мкм, и/или средняя максимальная длина соответствующей твердой фазы составляет менее 200 мкм.
16. Медный сплав по п.14, причем этот медный сплав отлит до близкой к заданной формы.
17. Медный сплав по п.15, причем этот медный сплав отлит до близкой к заданной формы.
18. Медный сплав по любому из пп.10-17, причем этот медный сплав представляет собой контактирующую с водой арматуру, используемую в контакте с водой постоянно или временно.
19. Медный сплав по п.18, причем этот медный сплав выполнен в виде, представляющем собой ниппель, ниппель шланга, патрубок, колено, цилиндр, пробку, втулку, муфту, соединение, фланец, запорный клапан, сетчатый фильтр, скользящий клапан, шиберный вентиль, плотный клапан, мембранный клапан, сжимающий клапан, шаровой клапан, игольчатый клапан, миниатюрный клапан, перепускной клапан, главный кран, рулевой кран, сальниковый кран, двухходовой кран, трехходовой кран, четырехходовой кран, газовый кран, шаровой кран, предохранительный клапан, клапана сброса давления, электромагнитный клапан, конденсационный горшок, водомер, расходомер, гидрант, брызгальный кран, вентиль перекрытия воды, поворотный кран, смешанный вентиль, вентиль ответвления, слив, отводной кран, обратный клапан, ответвленный клапан, пропускной клапан, переключающий клапан, душ, душевой крюк, затычку, переходник, поливочное сопло, разбрызгиватель, нагревательную трубу для водонагревателя, нагревательную трубу для теплообменника, нагревательную трубу для бойлера, сифон, пожарный гидрант, водопроводный канал, рабочее колесо, вал рабочего колеса, корпус насоса или их конструктивный элемент.
20. Медный сплав по любому из пп.10-15, причем этот медный сплав выполнен в виде элемента фрикционного соединения, выполняющего относительное перемещение в контакте с водой постоянно или временно.
21. Медный сплав по п.20, причем этот медный сплав выполнен в виде, представляющем собой шестерню, скользящую втулку, цилиндр, опорную колодку поршня, подшипник, деталь подшипника, несущий элемент, вал, ролик, вращающуюся соединительную деталь, болт, гайку или винтовой вал, или их конструктивный элемент.
22. Медный сплав по любому из пп.10-15, причем этот медный сплав выполнен в виде, представляющем собой датчик давления, датчик температуры, соединитель, деталь компрессора, деталь спирального компрессора, клапан высокого давления, клапан с состоянием открыто-закрыто для кондиционера воздуха, деталь карбюратора, кабельный зажим, деталь антенны мобильного телефона или электрический контакт.
23. Способ получения медного сплава по любому из пп.1-22, в котором Zr добавляют в процессе разливки в виде содержащего Zr медного сплава для предотвращения включения Zr в виде оксида и/или сульфида в отливку.
24. Способ по п.23, в котором в качестве содержащего Zr медного сплава используют сплав Cu-Zr, сплав Cu-Zn-Zr или медный сплав, дополнительно содержащий по меньшей мере один элемент, выбранный из Р, Mg, Al, Sn, Mn и В.
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| СПЛАВ НА ОСНОВЕ МЕДИ | 1998 |
|
RU2138573C1 |
| СОДЕРЖАЩИЙ МЕДЬ, КРЕМНИЙ, ЦИНК | 0 |
|
SU180350A1 |

