Изобретение относится к литейной форме с признаками ограничительной части пункта 1 формулы изобретения.
При разливке, в частности при непрерывной разливке металлов, в частности стали, литейные формы из медного материала испытывают значительную термическую нагрузку, которая особенно в области зеркала ванны при разливке и, в частности, в быстродействующих установках непрерывной разливки со скоростями разливки более 2 м/мин является очень высокой. Эта термическая нагрузка ведет к изменениям в медном материале или к трещинам, вследствие чего срок службы литейной формы сильно сокращается.
В быстродействующих установках непрерывной разливки, например в установках для литья тонких слябов, в настоящее время в качестве медного материала почти исключительно используется сплав меди с серебром CuAg. В частности, при первичном использовании новых плит кристаллизатора их через относительно небольшое время приходится изымать из производственного процесса и заменять, поскольку в области зеркала ванны при разливке образуются выпучивания. Из-за выпучиваний дело может дойти до пластического течения материала, находящегося за ними, так что выпучивание в конечном счете становится устойчивым и соответствующую литейную форму приходится подвергать обработке.
Медные материалы на основе сплавов CuCrZr, CuCoBe или CuNiBe имеют меньшую величину выпучивания, но они в результате термоциклической нагрузки склонны к более раннему трещинообразованию, чем медные материалы на основе CuAg. Поэтому медные материалы на основе CuCrZr, CuCoBe или CuNiBe, в частности, при ускоренном процессе непрерывного литья слябов используются лишь в исключительных случаях.
В основу изобретения положена задача предложить литейную форму, в которой как выпучивания, так и трещинообразование в зоне зеркала ванны могут быть предотвращены, благодаря чему сроки службы литейных форм могут быть увеличены, при этом медные материалы из сплавов CuCrZr, CuCoBe или CuNiBe могут быть использованы при высокоскоростной разливке.
Изобретение реализуется посредством кристаллизатора с признаками пункта 1 формулы изобретения.
Зависимые пункты формулы изобретения относятся к предпочтительным усовершенствованным вариантам выполнения.
Существенно, чтобы в литейной поверхности располагался по меньшей мере один компенсационный шов, причем этот компенсационный шов имел настолько малую ширину, чтобы во время процесса разливки расплав металла не проникал в компенсационный шов. Посредством компенсационных швов медный материал в соответствии с термическими нагрузками может свободно распространяться в нескольких направлениях. Благодаря этому предотвращаются односторонние выпучивания кристаллизатора. Вредные внутренние напряжения могут быть сокращены или предотвращены полностью. Кроме того, возможно ускоренное охлаждение литейных форм без трещинообразования.
Особым признаком является то, что ширина компенсационного шва выбрана очень малой, а именно, настолько малой, что расплав металла благодаря своим свойствам поверхностного натяжения не может проникнуть в компенсационный шов. С помощью литейной формы согласно изобретению могут разливаться различные расплавы металла и, в частности, стальные, алюминиевые и медные сплавы.
Функция компенсационных швов заключается в компенсации термического расширения участков материала, расположенных между компенсационными швами, и в предотвращении трещинообразования при ускоренном охлаждении. В соответствии со стандартом литейные формы в месте своего контакта с расплавом металла выполняются плоскими или с очень небольшими текстурами поверхности, причем в целом поверхность все еще остается почти плоской. Эти текстуры имеют относительно малое влияния на характеристики в зоне зеркала ванны расплавленного металла. Компенсационный шов не следует понимать как текстуру поверхности, поскольку в принципе его глубина существенно больше ширины. Соотношение между шириной и глубиной составляет предпочтительно 10:1, в частности 20:1-50:1. Компенсационные швы предпочтительно должны иметь очень малую ширину в диапазоне от 0,1 до максимум 0,4 мм. Ширина со стороны входного отверстия должна составлять во время процесса разливки, т.е. при максимальной термической нагрузке на кристаллизатор не более 0,4 мм. Предпочтительно уже при комнатной температуре она не больше 0,4 мм.
Ширина компенсационных швов зависит не только от поверхностного натяжения расплава металла, но и от расстояния между компенсационными швами. В первую очередь необходимо добиться, чтобы расплав металла не проникал в компенсационные швы. Но, с другой стороны, компенсационный шов должен быть достаточно широким, чтобы компенсировать термическое расширение прилегающих областей материала. Считается предпочтительным, чтобы ширина по меньшей мере в области входного отверстия, т.е. в близкой к литейной поверхности области компенсационного шва, во время процесса разливки сокращалась по сравнению с шириной, измеренной при комнатной температуре, по меньшей мере на 90%.
Предпочтительно компенсационные швы расположены друг от друга на расстоянии, выбранном таким образом, чтобы компенсационные швы вследствие термического расширения во время процесса разливки в максимуме закрывались со стороны входного отверстия. Это означает, что при комнатной температуре компенсационные швы открыты, однако они расположены и рассчитаны таким образом, чтобы в результате термического расширения они большей частью или полностью закрывались.
Компенсационные швы могут быть расположены параллельно и/или поперек направления литья. Компенсационные швы могут быть расположены также в виде определенных узоров, например сотообразно или ромбически. Компенсационные швы по своей форме могут быть прямыми или кривыми. Компенсационные швы не обязательно все должны иметь одинаковое поперечное сечение или одинаковую длину. Форма и расположение компенсационных швов зависят от конкретного случая применения.
В зависимости от расположения компенсационных швов они могут находиться на разных расстояниях друг от друга. Однако в принципе стремятся к такому расположению компенсационных швов, чтобы они во время процесса разливки закрывались со стороны входного отверстия.
По обусловленным технологией изготовления причинам боковые стенки компенсационных швов при комнатной температуре могут проходить параллельно друг другу. В принципе компенсационные швы можно также выполнять как поднутрения или такой ширины, которая в направлении входного отверстия несколько больше, чем в направлении их основания. Выбор геометрии швов ставится в зависимость от градиента температуры в соответствующей области литейной формы.
Компенсационные швы должны способствовать отсутствию напряжений внутри литейной формы. Поэтому основание шва во избежание пиков напряжения может или располагаться под углом к боковым стенкам компенсационных швов, т.е. быть угловатым, или же быть закругленным.
Для выполнения функции компенсации напряжений существенно, чтобы компенсационные швы имели определенную минимальную глубину. В частности, глубина компенсационных швов должна быть рассчитана таким образом, чтобы максимальная глубина, т.е., самая глубокая точка компенсационных швов, при охлаждении была по возможности свободна от внутренних термических напряжений. Литейная форма обычно охлаждается. Для этого в виде пазов и отверстий для охлаждения выполнены каналы охлаждения. Компенсационные швы должны простираться на такую глубину литейной формы, при которой в результате охлаждения задней стороны во время процесса разливки не создается обусловленных температурой напряжений, ведущих к выпучиваниям литейной формы. С этой целью самое глубокое место компенсационного шва может иметь глубину, составляющую по меньшей мере 8 мм.
Глубина компенсационных швов может убывать по направлению вниз, то есть в направлении литья, поскольку термическая нагрузка по мере удаления от зеркала расплавленного металла непрерывно убывает. Компенсационный шов выполняется такой длины, чтобы основание шва постоянно оставалось достаточно свободным от термических напряжений. Поэтому основание шва в направлении сверху вниз с уменьшением глубины может проходить под пологим углом именно к литейной поверхности.
Для варианта с низкими внутренними напряжениями, в частности, предусмотрено, чтобы глубина компенсационного шва убывала в направлении концов компенсационных швов. Основание шва в продольном сечении может проходить дугообразно. Это, в частности, относится к переходу от большей глубины к литейной поверхности литейной формы.
В предпочтительном варианте выполнения компенсационные швы для начала разливки могут быть временно закрыты. Для этого может быть предусмотрен наполнитель, который в процессе разливки выделяется из компенсационных швов. Таким образом можно предусмотреть компенсационные швы относительно большой ширины, закрывающиеся лишь при повышенных температурах, т.е. сокращающиеся по ширине настолько, что расплав металла не может проникнуть в компенсационный шов. В качестве наполнителя можно назвать, например, графитовую пасту.
В качестве альтернативы температурным швам, открытым в направлении литейной поверхности, предусмотрено, чтобы компенсационные швы были закрыты со стороны своих входных отверстий. Это может оказать в начале разливки такую же помощь, что и заполнение графитовой пастой. Закрытие компенсационных швов может быть осуществлено, например, путем нанесения на литейную форму покрытия, уменьшающего износ, которое может снашиваться по мере износа литейной формы. Однако независимо от нанесенного покрытия компенсационные швы, закрытые со стороны входных отверстий, также способствуют сокращению или предотвращению образования выпучиваний, а также сокращению или предотвращению трещинообразования при ускоренном охлаждении. Поэтому в принципе компенсационные швы можно закрывать также со стороны входных отверстий способом плавки, например сваркой трением.
В случае литейных форм согласно изобретению речь может идти о плите кристаллизатора, трубе для изготовления кристаллизатора, литьевом барабане, одновалковом охлаждаемом кристаллизаторе или о тигле. Основная идея изобретения, заключающаяся в формировании компенсационных швов такой малой ширины, чтобы даже при износе покрытия со стороны входного отверстия расплав металла не мог проникнуть в компенсационный шов, в принципе относится ко всем видам литейных форм, контактирующих с расплавом металла, и не ограничена определенной геометрией литейной формы.
Компенсационные швы расположены в области максимальной термической нагрузки при разливке. Возможно, чтобы компенсационные швы начинались над зеркалом расплава металла, т.е. чтобы верхний конец компенсационных швов находился над зеркалом расплава металла. Возможно также, чтобы компенсационные швы полностью располагались ниже зеркала расплава металла.
Особенным преимуществом литейной формы согласно изобретению является то, что с использованием геометрического выполнения могут быть использованы также медные материалы сплавов CuCrZr, CuCoBe или CuNiBe. Оказалось, что при разливке со сплавами CuAg в качестве медного вещества для литейной формы, в частности при разливке с высокой скоростью, не удается помешать тому, чтобы в области зеркала ванны приповерхностные слои плит кристаллизатора в ванне нагревались до температуры свыше 350°С, из-за чего начинается рекристаллизация медного материала. Вследствие этого медный материал становится крупнозернистым и мягким и утрачивает сопротивляемость эрозии и коррозий. Особенным эффектом, констатируемым в случае материалов с CuAg, является сильное выпучивание при первичном использовании. Локальное выпучивание в области зеркала ванны препятствует перестановке узких сторон кристаллизатора во время разливки. В начале новой разливки рядом с выпучиванием могут возникнуть большие трещины между узкой и широкой сторонами.
Медные материалы на основе CuCrZr, CuCoBe и CuNiBe не изменяют своих свойств при температурах, имеющих место во время разливки, или изменяют их только очень медленно. Однако даже эти медные материалы испытывают в результате получения тепла в процессе разливки внутренние термические напряжения. Неожиданно возникающие температурные колебания в результате неожиданных изменений уровня зеркала ванны или в конце процесса разливки очень быстро приводят к появлению трещин в этих упомянутых сплавах меди, нежелательным образом ограничивающих спектр использования этого медного сплава. Однако благодаря изобретению все же удается использовать, в частности, сплавы CuCrZr с содержанием хрома 0,65% и содержанием циркония 0,1% и сплавы CuCoBe с содержанием кобальта 1,0% и содержанием бериллия 0,1%, а также сплавы CuNiBe с содержанием никеля 1,5% и содержанием бериллия 0,2%, даже в ускоренных процессах разливки, в частности в кристаллизаторах непрерывной разливки.
Компенсационные швы благодаря своей малой ширине могут выполняться, в частности, резанием, например, с применением очень тонких пильных полотен. Компенсационные швы могут также выжигаться лазером или выполняться с помощью соответствующих эрозионных способов. Не исключены другие способы обработки, а также комбинация технологических методов, указанных в качестве примера.
Ниже изобретение более подробно поясняется на примерах выполнения, изображенных на чертежах, на которых:
на фиг. 1 изображено поперечное сечение части литейной формы при комнатной температуре;
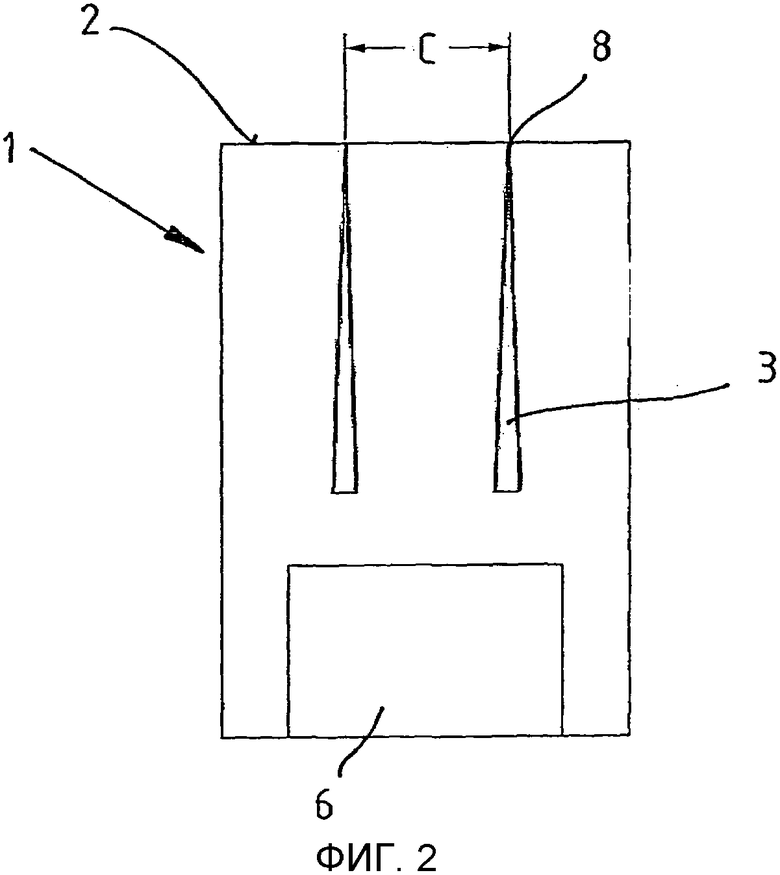
на фиг. 2 поперечное сечение по фиг. 1 во время разливки;
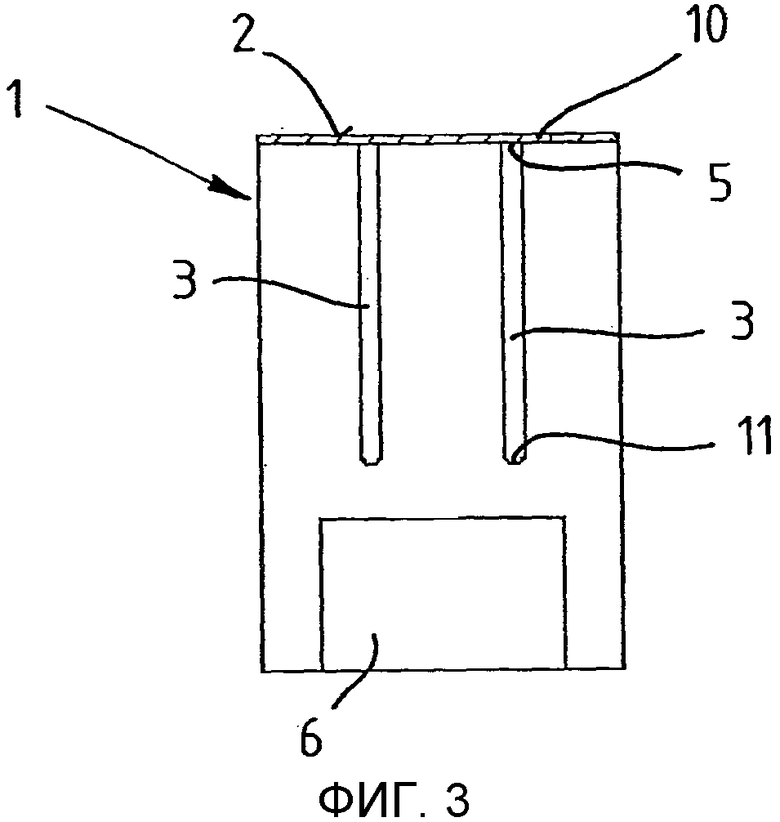
на фиг. 3 изображен вариант выполнения литейной формы с покрытием литейной поверхности;
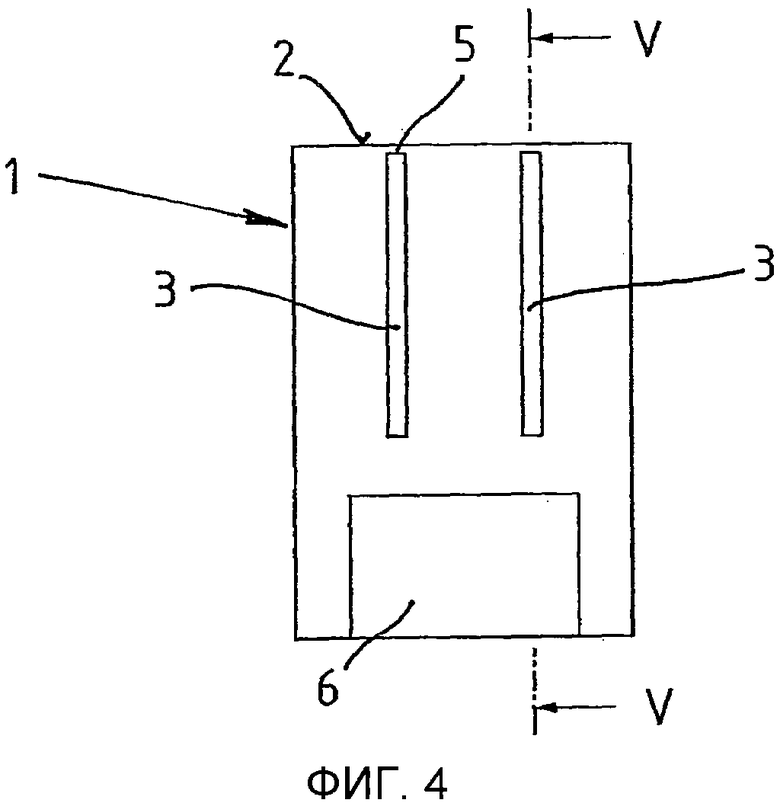
на фиг. 4 изображен вариант выполнения литейной формы с компенсационными швами, закрытыми способом плавки;
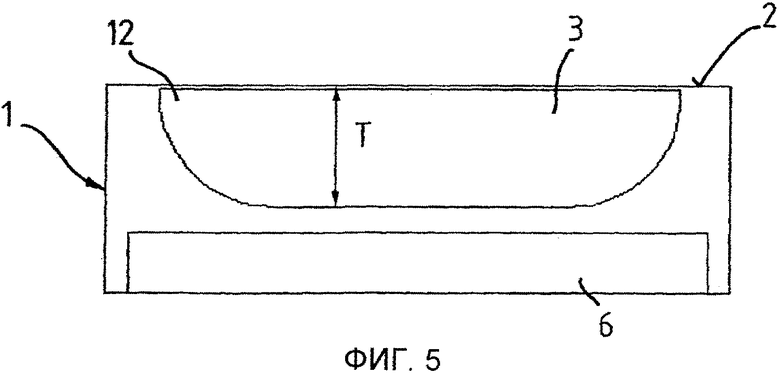
на фиг. 5 изображен продольный разрез по линии V-V на фиг. 4;
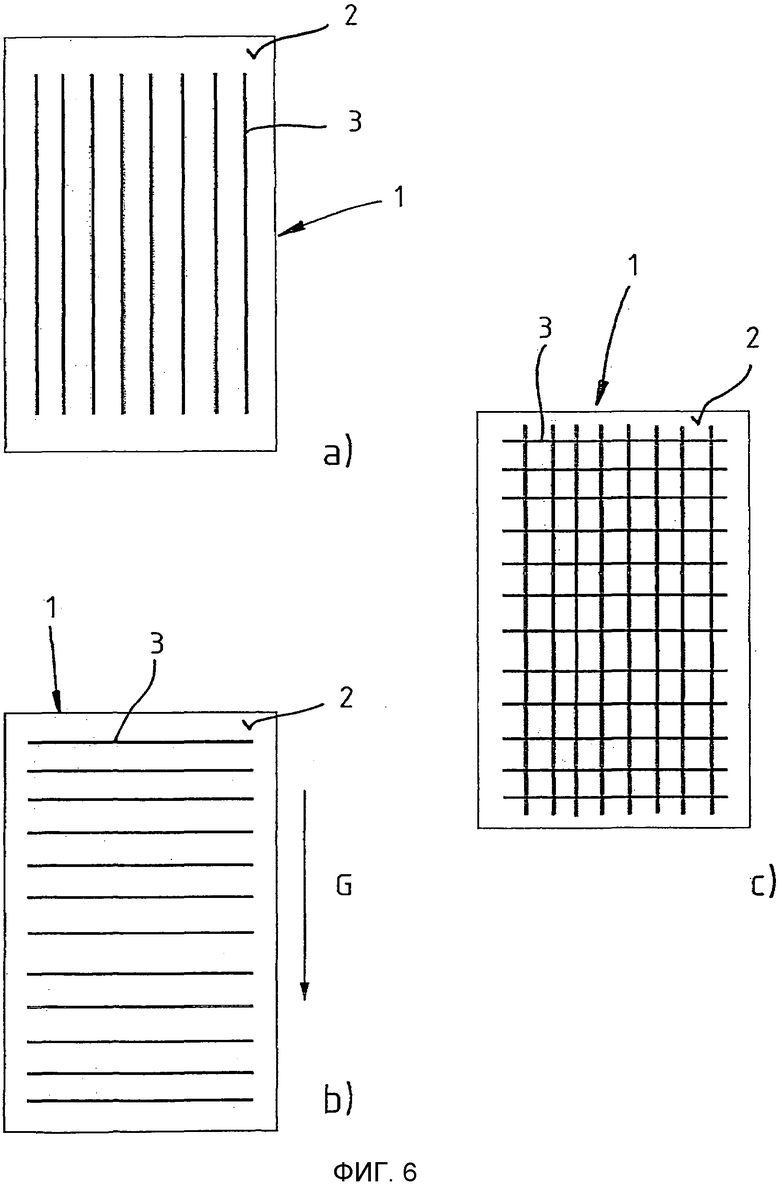
на фиг. 6а-6с изображена литейная поверхность литейной формы с компенсационными швами различной ориентации.
На фиг. 1 изображен небольшой участок литейной формы из медного материала, в частности, в виде плиты кристаллизатора непрерывной разливки.
На фиг. 1 изображен небольшой фрагмент кристаллизатора в виде плиты кристаллизатора. Кристаллизатор 1 содержит литейную поверхность 2, обращенную к подробно не показанному расплаву металла. В литейной поверхности 2 выполнены несколько компенсационных швов 3, проходящих параллельно друг другу и перпендикулярно литейной поверхности 2. Компенсационные швы 3 сконфигурированы идентично и имеют ширину В настолько малую, что во время процесса разливки расплав металла не проникает в компенсационный шов 3. В этом примере выполнения ширина В составляет 0,4 мм. Компенсационные швы 3 заполнены наполнителем 4 в виде графитовой пасты. Во время процесса разливки этот наполнитель 4 выделяется из компенсационных швов 3. В начале разливки он препятствует проникновению расплава металла в компенсационные швы 3.
Изображенные компенсационные швы 3 открыты со стороны своих входных отверстий 5. Они имеют глубину Т, значительно большую ширины В и предпочтительно составляющую 8 мм. Компенсационные швы 3 уходят в глубинную область кристаллизатора 1, расположенную вблизи охлаждающих выемок, вдающихся в кристаллизатор 1 с его задней стороны 7. Через охлаждающие выемки 6 протекает охлаждающая вода. Глубина Т компенсационных швов 3 рассчитана таким образом, что самое глубокое место компенсационных швов благодаря охлаждению в области охлаждающих выемок 6 свободно от термических напряжений. Однако термическое расширение медного материала кристаллизатора вблизи области литейной поверхности 2, как видно на фиг. 2, неизбежно. Поскольку температура в области литейной поверхности 2 является максимальной, входное отверстие 8 компенсационных швов 3 в процессе разливки закрывается, так что расплав металла в компенсационный шов проникнуть не может. Поэтому компенсационные швы 3 имеют во время процесса разливки поперечное сечение, конически сужающееся в направлении вверх от основания шва.
Компенсационные швы 3 в идеале расположены на расстоянии А друг от друга, которое рассчитано таким образом, чтобы оно, будучи измерено при комнатной температуре, в сумме с шириной В, измеренной при комнатной температуре, соответствовало расстоянию С между входными отверстиями 8 компенсационных швов во время процесса разливки. Другими словами, действует условие А + В = С. В этом состоянии никаких термических напряжений в области входного отверстия 8 и тем самым выпучиваний кристаллизатора 1 в направлении расплава металла не происходит. При охлаждении расстояние С между входными отверстиями 8 снова сокращается до расстояния А при комнатной температуре. Компенсационные швы 3 со стороны входных отверстий снова открываются, так что до трещинообразования внутри литейной поверхности 2, или кристаллизатора, дело не доходит. Боковые стенки 9 компенсационного шва 3 в этом случае снова проходят параллельно друг другу, как это показано на фиг. 1, и они больше не располагаются под углом друг к другу, как это показано на фиг. 2.
На фиг. 3 изображен вариант, при котором сторона 5 входного отверстия компенсационного шва 3 защищена покрытием 10, уменьшающим износ. Компенсационные швы 3 и в этом варианте препятствуют трещинообразованию медного материала, то есть способствуют предотвращению выпучиваний. Это функционирует, в частности, даже тогда, когда покрытие 10 изнашивается в результате прогрессирующего износа кристаллизатора 1.
В дополнение к этому варианту выполнения на фиг. 3 следует заметить, что основание 11 шва в качестве примера для всех других вариантов выполнения выполнено закругленным. Основание 11 шва может быть также угловатым, как это видно из примеров выполнения на фиг. 1 и 2.
Вариант выполнения на фиг. 4 отличается от варианта по фиг. 3 тем, что компенсационные швы 3 со стороны входных отверстий защищены не покрытием 10, а с использованием способа плавки, как, например, сварки трением.
На фиг. 5 изображен разрез по линии V-V на фиг. 4. Видно, что глубина Т компенсационного шва 3 убывает в направлении его концов. В частности, основание 11 шва в продольном направлении компенсационного шва 3 в некотором роде закруглено. Таким образом, переход от самого глубокого места компенсационного шва 3 к литейной поверхности 2 происходит не скачкообразно, а плавно.
На фиг. 6а-6с изображены три различных варианта выполнения возможного прохождения компенсационных швов 3. Речь идет, соответственно, о видах литейной поверхности 2 в кристаллизаторе 1. В варианте на фиг. 6а компенсационные швы 3 проходят на расстоянии параллельно друг другу в направлении G разливки расплава металла, протекающего по кристаллизатору в плоскости фигуры сверху вниз. В альтернативном варианте выполнения на фиг. 6b изображены компенсационные швы, направленные поперек направления G разливки. В варианте на фиг. 6с изображены пересекающиеся компенсационные швы 3, так что получается узор в шахматном порядке или сотообразный узор. Возможно любое другое направление компенсационных швов 3. Прохождение компенсационных швов необязательно является прямолинейным, глубину, ширину и расстояние между компенсационными швами 3 также можно варьировать.
Перечень позиций
1 кристаллизатор
2 литейная поверхность
3 компенсационный шов
4 наполнитель
5 сторона входного отверстия
6 охлаждающая выемка
7 задняя сторона
8 входное отверстие
9 боковая стенка
10 покрытие
11 основание шва
А расстояние
В ширина
С расстояние
G направление разливки
Т глубина
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИРОКИХ БОКОВЫХ СТЕНОК КРИСТАЛЛИЗАТОРОВ ДЛЯ ОТЛИВКИ ТОНКИХ СЛЯБОВ | 2001 |
|
RU2260493C2 |
| ТЕРМИЧЕСКИ УПРОЧНЯЕМЫЙ МЕДНЫЙ СПЛАВ | 1992 |
|
RU2102515C1 |
| ДИСПЕРСИОННО-ТВЕРДЕЮЩИЙ МЕДНЫЙ СПЛАВ В КАЧЕСТВЕ МАТЕРИАЛА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 2002 |
|
RU2307000C2 |
| ПРИМЕНЕНИЕ МЕДНОГО СПЛАВА | 2019 |
|
RU2760444C1 |
| СОГЛАСОВАНИЕ ТЕПЛОПЕРЕДАЧИ У КРИСТАЛЛИЗАТОРОВ, В ЧАСТНОСТИ, В ЗОНЕ ЗЕРКАЛА РАСПЛАВА | 2003 |
|
RU2310543C2 |
| КРИСТАЛЛИЗАТОР ЖИДКОСТНОГО ОХЛАЖДЕНИЯ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2008 |
|
RU2477194C2 |
| ОХЛАЖДАЕМЫЙ ЖИДКОСТЬЮ КРИСТАЛЛИЗАТОР | 1999 |
|
RU2240892C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМООБРАЗУЮЩЕГО КОРПУСА КРИСТАЛЛИЗАТОРА И КОРПУС КРИСТАЛЛИЗАТОРА | 1998 |
|
RU2211111C2 |
| КОМПОНЕНТ КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2417858C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ ДЛЯ ПОЛУЧЕНИЯ БОЛВАНОК И СЛИТКОВ | 2000 |
|
RU2243849C2 |
Изобретение относится к металлургии. Литейная форма выполнена из медного материала и содержит литейную поверхность (2), обращенную к расплаву металла. В литейной поверхности (2) выполнены компенсационные швы (3) шириной (В). Во время процесса разливки расплав металла не проникает в компенсационный шов (3). Расстояние (А) компенсационных швов (3) друг от друга и ширина (В) рассчитаны так, что во время процесса разливки компенсационные швы (3) в максимуме закрыты со стороны входных отверстий. Обеспечивается предотвращение выпучивания и трещинообразования в зоне зеркала ванны металла. 10 з.п. ф-лы, 8 ил. 
1. Литейная форма из медного материала с литейной поверхностью (2), обращенной к расплаву металла, причем в литейной поверхности (2) имеются компенсационные швы (3), выполненные с шириной (В), при которой во время процесса разливки расплав металла не проникает в компенсационный шов (3), отличающаяся тем, что расстояние (А) компенсационных швов (3) друг от друга и ширина (В) рассчитаны так, что во время процесса разливки компенсационные швы (3) максимально закрыты со стороны входных отверстий.
2. Литейная форма по п.1, отличающаяся тем, что ширина (В) составляет 0,1-0,4 мм.
3. Литейная форма по п.1 или 2, отличающаяся тем, что глубина (Т) компенсационных швов (3) рассчитана таким образом, что самое глубокое место компенсационных швов (3) в результате охлаждения свободно от термических напряжений.
4. Литейная форма по п.1, отличающаяся тем, что глубина (Т) компенсационных швов (3) в направлении концов (12) компенсационных швов (3) убывает.
5. Литейная форма по п.1, отличающаяся тем, что боковые стенки (9) компенсационных швов (3) при комнатной температуре располагаются параллельно или под углом друг к другу.
6. Литейная форма по п.1, отличающаяся тем, что литейная форма является плитой кристаллизатора, трубой кристаллизатора, литьевым барабаном, одновалковым охлаждаемым кристаллизатором или тиглем.
7. Литейная форма по п.1, отличающаяся тем, что компенсационные швы (3) расположены в области максимальной термической нагрузки литейной формы (1).
8. Литейная форма по п.1, отличающаяся тем, что медным материалом являются сплавы CuCrZr, CuCoBe или CuNiBe.
9. Литейная форма по п.1, отличающаяся тем, что основание шва имеет переходный радиус.
10. Литейная форма по п.1, отличающаяся тем, что компенсационные швы заполнены наполнителем.
11. Литейная форма по п.1, отличающаяся тем, что компенсационные швы в горизонтальном направлении направления литья выполнены с увеличивающейся шириной.
| Устройство для позиционирования | 1983 |
|
SU1124253A1 |
| ДИСПЕРСИОННО-ТВЕРДЕЮЩИЙ МЕДНЫЙ СПЛАВ В КАЧЕСТВЕ МАТЕРИАЛА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 2002 |
|
RU2307000C2 |
| Способ эпимеризации гиббереллин-7-альдегидов | 1979 |
|
SU1109399A1 |
| JP 2004195517 A, 15.07.2004 | |||

