Настоящее изобретение относится к устройствам, системам, способам и компьютерным программным продуктам, которые набивают или иным образом заполняют продукт в оболочки, которые заключают в себе этот продукт.
Уровень техники
Традиционно, при изготовлении таких потребительских продуктов, как мясные или другие пищевые продукты, эти продукты подают (обычно под давлением) или набивают в оболочку таким образом, чтобы заполнить оболочку требуемым количеством продукта. Как хорошо известно, оболочка может представлять собой натуральную или искусственную рукавную оболочку, которая разматывается, перемещается, натягивается и/или вытягивается для образования продолговатой оболочки поверх желаемого продукта. Другой тип оболочки представляет собой термосваренную трубчатую оболочку, свернутую из тонкого листа гибкого материала, обычно эластомерного и/или полимерного материала. Патенты США 5,085,036 и 5,203,760 описывают примеры автоматических устройств по существу с непрерывной подачей, подходящих для формования листового материала или плоского рулонного материала в трубчатые пленочные оболочки. Вращающиеся платформы со множеством клипсаторов (устройств для наложения клипс на набитые колбасные оболочки), такие как высокоскоростные упаковочные системы Rota-Clip® от Tipper Tie, Апекс, шт. Северная Каролина, использовались в уровне техники для изготовления больших количеств клипсованных продуктов. См., например, патенты США 4,821,485; 5,020,298; 5,259,168; 5,471,815 и 5,644,896. Содержание вышеуказанных патентов включено в настоящее описание путем ссылки, как если бы оно было изложено здесь полностью.
Сущность изобретения
Некоторые варианты изобретения направлены на упаковочные системы. Упаковочные системы включают вращающуюся платформу, имеющую вертикальную стойку, и множество разнесенных по окружности клипсаторов, установленных на вращающейся платформе. Платформа выполнена с возможностью одновременной установки множества клипсаторов на соответствующих, разнесенных по окружности местах клипсования.
В некоторых вариантах, платформа выполнена с возможностью разъемного взаимозаменяемого прикрепления двух клипсаторов разного размера на разных местах клипсования, при этом один из клипсаторов разных размеров выполнен для клипс большего размера, чем другой клипсатор.
В конкретных вариантах, клипсаторы разного размера включают встроенные магистрали подачи воздуха, которые соединены с магистралями подачи воздуха на каждом месте клипсования платформы таким образом, что установленные клипсаторы находятся в сообщении по текучей среде с общим источником сжатого воздуха для приведения в действие клипсаторов разного размера.
Стол или платформа может быть выполнена с возможностью одновременного размещения двенадцати клипсаторов, по одному на каждом из двенадцати пунктов клипсования.
Система может, если требуется, включать разъемную звездочку главного привода, расположенную под вращающейся платформой, окружая вертикальную стойку, и приводную систему с цепью во взаимодействии со звездочкой, которая вращает вращающуюся платформу с требуемой скоростью. Система также может, если требуется, включать первую и вторую вертикально расположенные друг над другом и разнесенные плиты, каждая из которых разделена на множество смежных частей с радиально продолжающейся линией разъема между смежными частями.
В некоторых вариантах выполнения, система может включать датчик положения во взаимодействии с вращающейся платформой и рамой, поддерживающей вращающуюся платформу. Система также может включать контроллер, который получает данные от датчика положения и автоматически перемещает вращающуюся платформу в требуемое продольное положение исходя из данных положения от датчика и ввода пользователя, выбирающего тип продукта и/или размер для изготовления.
В некоторых вариантах выполнения, система включает множество разнесенных по окружности держателей, которые поддерживают бобины с клипсами на платформе. Каждый держатель поддерживает соответствующую бобину с клипсами во взаимодействующем выравнивании с соответствующим клипсатором. Каждый держатель выполнен с возможностью обеспечения вставки бобины с клипсами в держатель, при этом соответствующий ближний клипсатор остается в своем положении.
Система может включать винты точной регулировки, по одному во взаимодействии с каждым из держателей, при этом винты точной регулировки выполнены таким образом, чтобы обеспечивать для оператора возможность радиального перемещения держателя в требуемое положение на платформе. Каждый держатель может разъемно поддерживать две бобины бок-о-бок.
В некоторых конкретных вариантах выполнения, система может включать автоматическую систему смазки, выполненную для автоматического распыления или разбрызгивания смазки на звездочку и/или цепь, взаимодействующую с ней во время работы.
В некоторых вариантах выполнения, система также может включать систему формования плоского рулонного материала в трубчатую упаковку с формующей втулкой, располагающегося по ходу перед вращающейся платформой, и систему адгезивного запечатывания во взаимодействии с системой формования, которая склеивает плоский материал в трубчатую конфигурацию. Система адгезивного запечатывания может включать автоматическое подъемное устройство, которое поднимает один длинный край упаковки с тем, чтобы позволить соплу нанести адгезив вблизи с поднятым длинным краем для склеивания упаковки в трубчатую конфигурацию.
Сопло может представлять собой самоочищающееся сопло с нагревателем. Нагреватель сопла находится во взаимодействии с контроллером, и контроллер выполнен с возможностью управления нагревателем для нагревания до достаточной температуры, чтобы удалить из сопла остатки адгезива.
Система адгезивного запечатывания может включать неподвижный по существу горизонтальный экструдер, который соединяется с криволинейным каналом протекания, который соединяется с соплом.
Система адгезивного запечатывания может включать четыре температурные зоны, которые могут отдельно регулироваться по температуре, включающие первую зону, связанную с экструдером, вторую зону, связанную с выходом из экструдера, третью зону, связанную с криволинейным каналом протекания, и четвертую зону, связанную с выходом из криволинейного канала протекания вблизи с соплом.
Подъемное устройство может быть выполнено с возможностью автоматического перемещения между начальным положением сбоку и сверху от осевой линии консоли, и рабочим положением, в соответствии с чем подъемное устройство перемещается вниз, чтобы располагаться над и вблизи консоли и внутрь к осевой линии консоли.
Система адгезивного запечатывания может включать поворотный поддон для стока, который расположен под соплом в нерабочем положении сопла и который синхронизирован для автоматического поворота из-под сопла, когда подъемное устройство перемещается в и/или находится в его рабочем положении.
Система может включать консоль, расположенную по ходу перед платформой, и систему привода пленки во взаимодействии с источником подачи плоской пленки из рулона. Система привода пленки может включать два вакуумных привода, каждый имеющий ремень, во взаимодействии с дисплеем и контроллером системы, в соответствии с чем дисплей выполнен с возможностью принимать ввод пользователя для побуждения вакуумных приводов автоматически перемещать вакуумные приводные ремни в рабочее положение для прижимания пленки к консоли.
Система может включать раму. Система также может включать технологическую консоль, расположенную по ходу перед платформой, систему привода пленки во взаимодействии с источником подачи плоской пленки из рулона и формующую втулку, расположенную на консоли во взаимодействии с источником подачи плоского материала из рулона. Система может включать узел безинструментального крепления формующей втулки и консоли, имеющий первый и второй рычаги, которые поворачиваются, чтобы заставить втулку перемещаться к плите, которая высвобождаемо удерживает консоль и втулку на месте, и узел безинструментального крепления консоли, который удерживает консоль по ходу перед формующей втулкой. Узел безинструментального крепления консоли может включать первый и второй узлы, которые образуют между ними по существу цилиндрическую полость. Первый и второй узлы могут быть выполнены таким образом, чтобы разъемно присоединяться друг к другу посредством рычага во взаимодействии со стержнем, который продолжается через первый и второй узлы и прижимает узлы к консоли.
Другие варианты выполнения направлены на узел адгезивного запечатывания для упаковочной системы. Узел включает в себя: (a) стационарно установленный по существу горизонтальный экструдер во взаимодействии с бункером с адгезивом; (b) криволинейный нагреваемый канал, имеющий противоположные верхнюю и нижнюю концевые части, при этом верхняя концевая часть находится в сообщении по текучей среде с выходной частью для адгезива по существу горизонтального экструдера; (c) выдающее адгезив сопло в сообщении по текучей среде с и вблизи с нижней концевой частью нагреваемого канала; (d) рулон плоского листового материала во взаимодействии с формующей втулкой и по существу горизонтально продолжающейся консолью для формования листового материала на месте в по существу трубчатую форму с открытыми наложенными длинными краями вокруг консоли; и (e) автоматический подъемный механизм во взаимодействии с рулоном плоского листового материала дальше по ходу относительно формующей втулки. При работе, подъемный механизм выполнен с возможностью автоматического перемещения для поднятия верхнего из наложенных длинных краев листового материала, посредством чего выдающее адгезив сопло автоматически выдает текучий адгезив между длинными краями сформированного листового материала.
Сопло может представлять собой самоочищающееся сопло, которое находится во взаимодействии с контроллером системы, который электронным образом управляет нагревателем, связанным с соплом, для нагревания до достаточно высокой температуры, чтобы расплавить и освободить остатки адгезива в сопле.
Другие варианты выполнения направлены на компьютерный программный продукт для управления упаковочной системой с вращающимся столом, имеющим множество разнесенных по окружности клипсаторов на нем, во взаимодействии с консолью и системой формования плоского материала, в по существу трубчатую пленку или упаковку. Компьютерный программный продукт включает машиночитаемую среду для хранения информации, содержащую машиночитаемую управляющую программу, заключенную в среду. Машиночитаемая управляющая программа, включающая в себя: (a) машиночитаемую управляющую программу, предназначенную для мониторинга и регулирования температур в четырех разных температурных зонах, связанных с каналом протекания адгезива, который оканчивается в выдающем адгезив сопле; и (b) машиночитаемую управляющую программу, предназначенную для увеличения, затем уменьшения температуры зоны нагрева рядом с выдающим соплом для побуждения выдающего элемента осуществлять процесс самоочистки или самопрочистки, тем самым препятствуя закупорке выдающего сопла.
Еще другие варианты выполнения направлены на компьютерный программный продукт для управления упаковочной системой с вращающимся столом, имеющим множество разнесенных по окружности клипсаторов на нем, во взаимодействии с консолью и системой формования плоского материала, в по существу трубчатую пленку или упаковку. Компьютерный программный продукт включает машиночитаемую среду для хранения информации, содержащую машиночитаемую управляющую программу, заключенную в среду. Машиночитаемая управляющая программа включает машиночитаемую управляющую программу, предназначенную для программного обеспечения рецептурно-специфичной регулировки положения стола, клипсаторов и отображения данных наладки для операторов.
Дополнительные варианты выполнения направлены на держатели бобин для клипс, выполненные с возможностью высвобождаемого удерживания и снятия, по меньшей мере, одной, обычно двух расположенных бок-о-бок бобин с клипсами.
Еще другие варианты выполнения направлены на упаковочную систему с консолью, имеющую на ней формующую втулку, и рулоном плоского листового материала во взаимодействии с формующей втулкой и консолью. Система выполнена с возможностью формования листового материала на месте в по существу трубчатую форму с открытыми наложенными длинными краями вокруг консоли. Система также включает источник подачи горячего адгезива во взаимодействии с соплом и автоматический подъемный механизм, выполненный с возможностью автоматического поднятия верхнего из наложенных длинных краев с тем, чтобы позволить соплу для адгезива переместиться под поднятый длинный край и нанести склеивающий состав между наложенными длинными краями.
Еще другие варианты выполнения направлены на вращающийся стол, размещающий множество разнесенных по окружности клипсаторов, при этом каждое соответствующий клипсатор имеет пару взаимодействующих направляющих для клипс с системой отверстий и направляющим пазом, которые прикрепляются к вращающемуся столу и взаимодействуют с направляющими клипсатора, которые поддерживают и фиксируют клипсатор в требуемом одном из многочисленных различных радиальных положений.
Еще другие варианты выполнения направлены на вращающийся опорный стол, размещающий множество разнесенных по окружности клипсаторов, при этом каждое соответствующий клипсатор имеет радиально выдвигающийся винт, образующий для клипсаторы элемент точной регулировки радиального положения.
Дополнительные варианты выполнения направлены на упаковочную систему, которая включает систему адгезивного запечатывания с экструдером, выдающим соплом и каналом протекания адгезивной текучей среды, содержащим, по меньшей мере, четыре отдельные зоны нагрева с автоматически регулируемой температурой.
Некоторые варианты выполнения направлены на упаковочную систему c вращающимся столом с вертикальной стойкой, при этом стол имеет множество разнесенных по окружности клипсаторов в сообщении по текучей среде с устройствами подачи сжатого воздуха и очистки воздуха, и разъемной звездочкой, окружающей вертикальную стойку, во взаимодействии с приводной системой для вращения стола с требуемой скоростью.
Стол может быть выполнен с возможностью разъемного прикрепления клипсаторов разного размера, причем одно из которых работает с большими клипсами, чем другое, и при этом устройства подачи воздуха и очистки воздуха системы обеспечивают возможность быстрого приведения в действие различных клипсаторов со скоростью приблизительно 300 кусков в минуту или 300 футов пленки в минуту, чтобы тем самым обеспечить по существу одинаковую эксплуатационную производительность независимо от используемого клипсатора.
Некоторые варианты выполнения направлены на упаковочную систему, которая включает консоль с формующей втулкой и фланец для поддерживания безинструментального узла формующей втулки, прикрепленный к раме упаковочной системы. Безинструментальный узел формующей втулки включает опорную плиту с полукруглой выемкой и, по меньшей мере, один доступный для пользователя рычаг, присоединенный к опорной плите, при этом указанный по меньшей мере один рычаг находится во взаимодействии с перемещающимся в боковом направлении элементом, который фиксирует консоль в по существу горизонтальной ориентации.
Еще другие варианты выполнения направлены на вращающийся стол с множеством разнесенных по окружности клипсаторов. Стол находится во взаимодействии со звездочкой и цепью. Стол дополнительно включает автоматическую систему смазки распылением для звездочки, которая выполнена для автоматического распыления или разбрызгивания смазки на звездочку и/или цепь через определенные промежутки времени и/или после заданного количества оборотов стола.
Дополнительные варианты выполнения направлены на упаковочные системы с множеством взаимодействующих различных приводных систем. Система включает в себя: (a) вращающийся стол, размещающий множество разнесенных по окружности клипсаторов, при этом вращающийся стол находится во взаимодействии с приводной системой стола с выбираемой скоростью; (b) узел привода пленки, имеющую систему привода пленки во взаимодействии с источником подачи плоской пленки из рулона, имеющую выбираемую скорость, при этом приводной узел пленки расположен по ходу перед вращающимся столом с клипсаторами; (c) систему адгезивного запечатывания во взаимодействии с системой привода пленки и расположенную по ходу перед столом с клипсаторами, при этом система адгезивного запечатывания имеет экструдер с приводной системой экструдера с выбираемой скоростью экструзии во взаимодействии с каналом протекания адгезива, который оканчивается в сопле для адгезива; и (d) автоматизированную систему управления во взаимодействии с приводной системой стола, системой привода пленки и приводной системой экструдера, предназначенную для синхронизации работы, регулирования приводной скорости одной или более приводных систем во время работы упаковочной системы и регулирования каждой приводной системы для работы с заданной скоростью для взаимодействия, чтобы изготовить требуемый продукт.
Система может включать консоль с выходной частью, которая выдает заполняющий материал в секции склеенной оболочки. Автоматизированная система управления предназначена для регулирования скорости, по меньшей мере, одной приводной системы в зависимости от усилия, приложенного к рычагу натяжного вала, расположенному между вращающимся столом и выходной частью консоли таким образом, чтобы находиться во взаимодействии с натянутой заполненной склеенной упаковкой.
Еще другие варианты выполнения направлены на упаковочную систему с консолью, оканчивающейся в концевой части рядом с соединительным элементом насоса во втулке консоли, и соединяющей насос с консолью посредством узла, который высвобождаемо удерживает консоль в герметичном сообщении по текучей среде с насосом.
Втулка консоли и консоль могут крепиться к раме системы посредством безинструментального узла крепления консоли с узлом, имеющим верхний и нижний элемент, которые фиксируют консоль между ними и соединяются и освобождаются с помощью доступного для пользователя рычага.
Дополнительные варианты выполнения направлены на способы упаковки участков продуктов, используя упаковочную систему с вращающимся столом с множеством клипсаторов, которые включают в себя, по меньшей мере, один из следующих этапов, обычно множество этапов, и могут быть осуществлены, используя все из следующих этапов:
(a) получение ввода пользователя на дисплее для выбора требуемого продукта и/или рецептуры для изготовления; (b) электронное определение требуемых рабочих параметров, используемых исходя из ввода пользователя; (c) электронное определение продольного положения вращающегося стола; (d) автоматическое перемещение вращающегося стола в требуемое продольное положение исходя из выбранного продукта или рецептуры; (e) получение ввода пользователя для автоматического сближения приводов пленки с консолью; (f) электронный мониторинг температур в канале протекания адгезива и регулирование температур зон нагрева для нахождения в пределах требуемых рабочих диапазонов; (g) электронное управление соплом для адгезива во взаимодействии с каналом протекания адгезива для выполнения процесса самоочистки; (h) электронное управление для распыления или разбрызгивания смазки на цепь или звездочку, связанную с приводной системой для вращающегося стола; (i) автоматическое поднятие верхнего длинного края перекрывающихся слоев пленки, затем электронное управление соплом для его продвижения с целью нанесения адгезива между перекрывающимися слоями пленки; (j) электронное подключение к операционной системе и/или контроллеру системы с удаленного пункта, используя компьютерную сеть; (k) электронная синхронизация различных приводов системы для взаимодействия на соответствующих скоростях, включая синхронизацию привода пленки, привода экструдера адгезива и привода вращающегося стола; и (l) замена одной или более бобин с клипсами на столе, используя держатель с забросом бобин, который разъемно поддерживает бобины с клипсами.
Хотя описаны выше по отношению к аспектам способа вариантов выполнения настоящего изобретения, следует понимать, что эти признаки также могут быть осуществлены в виде систем, подсистем, узлов и/или компьютерных программных продуктов.
Эти и другие цели и/или аспекты настоящего изобретения подробно объясняются в описании изобретения, изложенном ниже.
Краткое описание чертежей
Фиг.1 - перспективный вид спереди упаковочной системы с вращающейся платформой с множеством клипсаторов в соответствии с вариантами выполнения настоящего изобретения.
Фиг.2 - перспективный вид сбоку системы, показанной на Фиг.1.
Фиг.3 - перспективный вид сбоку системы рычага натяжного вала, выполненной с возможностью взаимодействия с натянутым продуктом для автоматического регулирования скорости выдачи устройства для нанесения адгезива/клея, в соответствии с вариантами выполнения настоящего изобретения.
Фиг.4A - вид с торца иллюстративного держателя для высвобождаемого удерживания бобин с клипсами в соответствии с вариантами выполнения настоящего изобретения.
Фиг.4B - перспективный вид сбоку другого иллюстративного держателя в соответствии с другими вариантами выполнения настоящего изобретения.
Фиг.4C - вид сбоку вращающегося стола, размещающего держатели на Фиг.4B в соответствии с вариантами выполнения настоящего изобретения.
Фиг.5 - местный перспективный вид сверху части платформы, показанной на Фиг.1, иллюстрирующий направляющие клипс с многопозиционной установкой и возможностью точной радиальной регулировки в соответствии с вариантами выполнения настоящего изобретения.
Фиг.6 - увеличенный вид сбоку части платформы, показанной на Фиг.1, (показанный, если смотреть внутрь), иллюстрирующий установочную плиту для направляющей клипс с возможностью точной радиальной регулировки, как показано на Фиг.5.
Фиг.7 - вид с торца держателя, показанного на Фиг.4A, иллюстрирующий фиксатор для бобин, поднятый для обеспечения легкого доступа к заряженным бобинам, в соответствии с вариантами выполнения настоящего изобретения.
Фиг.8 - перспективный вид сбоку держателя, показанного на Фиг.4A, иллюстрирующий, что одна бобина снята с держателя, при этом рычаг поднят, в соответствии с вариантами выполнения настоящего изобретения.
Фиг.9 - увеличенный вид держателя, показанного на Фиг.8.
Фиг.10 - местный вид снизу платформы, показанной на Фиг.1, иллюстрирующий автоматический распылитель масла для приводной звездочки вращения платформы и/или цепи в соответствии с вариантами выполнения настоящего изобретения.
Фиг.11 - местный вид снизу при рассмотрении с противоположной стороны относительно вида на Фиг.10, иллюстрирующий, в частности, автоматический распылитель масла, показанный на Фиг.10.
Фиг.12 - вид ниже уровня платформы системы, показанной на Фиг.1, иллюстрирующий вертикальную опору для вращающейся платформы, размещенную во взаимодействии с разъемной звездочкой и расположенными друг над другом, разъемными опорными пластинами, что обеспечивает удобство замены звездочки без необходимости разборки вертикальной опоры, в соответствии с вариантами выполнения настоящего изобретения.
На Фиг.13 показан узел/система подачи адгезива с каналом протекания адгезива с множеством зон нагрева с горизонтальным экструдером и криволинейной гибкой трубкой, которая подает горячий текучий адгезив к выходному отверстию или соплу, в соответствии с вариантами выполнения настоящего изобретения.
Фиг.14 - увеличенный местный вид спереди системы, показанной на Фиг.13.
Фиг.15 - увеличенный вид выпускной концевой части канала протекания адгезива, показанного на Фиг.13, в соответствии с вариантами выполнения настоящего изобретения.
Фиг.16 - увеличенный вид нагреваемого концевого узла, расположенного рядом с выпускным концом экструдера, в соответствии с вариантами выполнения настоящего изобретения.
Фиг.17A - местный перспективный вид сбоку формующей втулки и консоли с безинструментальным крепежным узлом в соответствии с вариантами выполнения настоящего изобретения.
Фиг.17B - вид безинструментального узла с формующей втулкой с разнесением деталей в соответствии с вариантами выполнения настоящего изобретения.
Фиг.18A - вид в перспективе сбоку конструкции для безинструментального разъемного крепления консоли в соответствии с вариантами выполнения настоящего изобретения.
Фиг.18B - вид безинструментального узла крепления консоли с разнесением деталей в соответствии с вариантами выполнения настоящего изобретения.
Фиг.19 - перспективный вид сбоку противоположной стороны узла крепления консоли по Фиг.18A, в соответствии с вариантами выполнения настоящего изобретения.
Фиг.20 - вид сбоку автоматического подъемного устройства для пленки/упаковки в соответствии с вариантами выполнения настоящего изобретения.
Фиг.21 - перспективный вид сбоку подъемного устройства, показанного на Фиг.20, иллюстрирующий подъемное устройство, перемещенное вертикально вниз и повернутое к продольной осевой линии консоли для перемещения под верхний слой пленки, синхронизированное с соплом с тем, чтобы позволить соплу перемещаться между перекрывающимися слоями в ответ на операцию поднятия, в соответствии с вариантами выполнения настоящего изобретения.
Фиг.22 - перспективный вид сбоку подъемного устройства, показанного на Фиг.20, иллюстрирующий подъемное устройство в поднятом вверх, исходном или начальном положении и с поддоном для стока адгезива, который может поворачиваться для расположения под выходным соплом для адгезива, в соответствии с вариантами выполнения настоящего изобретения.
Фиг.23A - вид с разнесением деталей узла привода пленки, которая включает главный ремень, который находится во взаимодействии с передним и задним вакуумными приводами, в соответствии с вариантами выполнения настоящего изобретения.
Фиг.23B - вид снизу узла привода пленки, показанной на Фиг.23A, в сборе.
Фиг.24 - блок-схему системы обработки данных в соответствии с вариантами выполнения настоящего изобретения.
Подробное описание вариантов выполнения изобретения
Настоящее изобретение теперь будет более подробно описано ниже со ссылкой на сопровождающие фигуры, на которых показаны варианты выполнения изобретения. Однако настоящее изобретение может быть осуществлено во многих различных формах и не следует рассматривать как ограниченное на вариантах выполнения, изложенных здесь. Аналогичные позиции относятся к аналогичным элементам по всему описанию изобретения. Признаки, описанные относительно одного варианта выполнения, могут быть использованы отдельно или с другим вариантом выполнения, хотя конкретно не описано относительно этого другого варианта выполнения.
На фигурах, определенные слои, элементы или признаки могут быть преувеличены для ясности, и пунктирные линии показывают дополнительные признаки или операции, если не указано иное. Кроме того, последовательность операций (или этапов) не ограничена на порядке, представленном в формуле изобретения, если конкретно не указано иное. Где использовано, термины «прикрепленный», «соединенный», «контактирующий», «сцепляющийся» и т.п. могут означать или непосредственно, или косвенно, если не обусловлено иное. Термин «одновременно» подразумевает, что операции выполняются по существу в то же самое время.
Если не задано иное, все термины (включая технические и научные термины), использующиеся здесь, имеют одно и то же значение, что, как правило, понятно для среднего специалиста в данной области техники, к которой относится настоящее изобретение. Более того, следует понимать, что термины, такие как определенные в широко применяемых справочниках, следует интерпретировать как имеющие значение, которое является согласующимся с их значением в контексте соответствующей области техники, и не следует интерпретировать в идеализированном или чрезмерно формальном смысле, если определенно так не задано здесь.
Термин «рама» означает, в общем смысле, каркасную конструкцию, использующуюся для поддерживания одного или более устройств, узлов и/или элементов. Рама может представлять собой устанавливаемую на пол раму. Термин «автоматический» подразумевает, что операции могут выполняться по существу без необходимости ручного труда, обычно используя программно управляемые системы управления и электрические и/или механические устройства. Термин полуавтоматический подразумевает, что может использоваться ввод или помощь оператора, но что большинство операций выполняется автоматически, используя электромеханические устройства и программно управляемые системы управления.
В описании вариантов выполнения настоящего изобретения, которое следует ниже, определенные термины используются для указания на взаимное расположение определенных конструкций относительно других конструкций. Как используется здесь, термин «передний» или «вперед» и их производные указывают на основное или главное направление, вдоль которого наполнитель или продукт перемещается на производственной линии для образования упакованного продукта; этот термин подразумевается быть синонимичным термину «расположенный дальше по ходу», который часто используется в контексте производства или потока материалов для обозначения того, что определенный материал, перемещающийся или подвергающийся обработке, находится дальше по ходу этого процесса, чем другой материал. Наоборот, термины «назад», «расположенный по ходу перед» чем-либо и их производные, напр. «расположенный ближе по ходу», указывают на направления, противоположные соответственно направлениям «вперед», «по ходу за» чем-либо и «дальше по ходу».
Термины «адгезив» или «клей» означают материал, который при нанесении на шов или перекрывающиеся краевые части материала упаковки или оболочки может склеивать края для герметизации продукта (обычно по существу в трубчатую или удлиненную форму). Склеивание обычно является прочным и способно выдерживать требуемые давления. Для пищевых продуктов, адгезив может быть биосовместимым. Примеры подходящих адгезивов включают, но не ограничены на, полимеры, такие как расплавленный ПЭВП (полиэтилен высокой плотности).
Варианты выполнения настоящего изобретения являются особенно подходящими для изготовления упаковывающихся продуктов, которые взаимодействуют с клипсаторами для применения клипс с тем, чтобы герметизировать продукты, размещенные в оболочках. Продукт может представлять собой соединенную цепь удлиненного экструдированного продукта, размещенного в оболочке. Оболочка или упаковка может представлять собой любой подходящий материал или материалы (пищевой или непищевой, природный или синтетический), например, но не ограничена на, коллагеновую, целлюлозную, эластомерную, полимерную и/или пластиковую оболочку. Термин «пленка» относится к тонкому гибкому листу упаковочного материала. Когда используется с пищевыми продуктами, пленка, оболочка или упаковка должна быть совместимой с продуктами питания.
Ссылаясь теперь на фигуры, система 10 (Фиг.1) включает вращающуюся платформу 20 с верхней частью 21 стола с разнесенными по окружности клипсаторами 22 (обычно двойными клипсаторами). Система также может включать канал 30 подачи текучей адгезивной среды, консоль 52 и формующую втулку 50. Как является хорошо известным для специалистов в данной области, формующая втулка 50 предназначена для образования склеенных (сваренных) по существу трубчатых оболочек из эластомерного и/или полимерного листа и/или плоского рулонного материала, который затем набивается или заполняется текучим продуктом. Более обычно, рулонный материал представляет собой эластомерный и/или полимерный лист, который является относительно тонким. Рулонный материал может представлять собой плоский листовой материал гибкой пленки, который может быть сформирован на месте в непрерывную длину термосваренной и/или иным образом соединенной или сваренной трубчатой оболочки. Формование может осуществляться по существу автоматически и непрерывно в течение требуемого промежутка времени (обычно, по меньшей мере, около 45-60 минут, в зависимости от величины длины рулонного материала). Сваривание может осуществляться, используя термоклеевой текучий материал, такой как полимер, в качестве адгезива, который склеивает два слоя друг с другом. Сваривание может использовать дополнительные и/или другие подходящие склеивающие средства, включающие, например, ультразвуковые, световые (ультрафиолетовое излучение или другая требуемая длина волны), химические и/или другие склеивающие средства. Шов может представлять собой шов впритык, сварной шов, соединяющий края материала, или другую форму нахлесточного и/или стыкового соединения, но обычно выполнен с одним длинным краем 62 оболочки 60, наложенным на другой, как показано, например, на Фиг.21.
Упаковывающийся удлиненный или трубчатый продукт может представлять собой удлиненный пищевой продукт, такой как мясной продукт. Иллюстративные мясные продукты включают, но не ограничены на, слои мяса (которое может включать острую копченую колбасу, домашнюю птицу и/или говядину или другое требуемое мясо) и обработанные мясные продукты, полностью или частично включающие мясные смеси, включающие колбасы, хот-доги и т.п.. Другие варианты выполнения настоящего изобретения могут быть направлены на герметизацию других типов продуктов питания (например сыра) или другого продукта в упаковочных материалах. Примеры других продуктов включают порошки, такие как сыпучие материалы, включающие крупу, сахар, песок, взрывчатые вещества и т.п., или другие текучие материалы, включающие консервированный в жидкой заливке корм для домашних животных (аналогичный традиционно хранящемуся в консервных банках), или другие порошковые, сыпучие, твердые, полутвердые или студенистые материалы. Продукт может упаковываться в любой подходящей отрасли промышленности, включая продукты питания, культивирование водных организмов, сельское хозяйство, окружающую среду, химикаты, взрывчатые вещества или другие применения.
Обращаясь к фиг. 1 и 2, показана иллюстративная система 10 вращающейся платформы с многочисленными клипсаторами. Хотя она показана включающей (обычно двойные) клипсаторы 22, не требуется, чтобы все работали в процессе упаковки (например, каждое второе может быть отключено), или стол 20 может включать другое количество клипсаторов 22, обычно 10-14. Традиционные системы Rota-Clip® являются доступными от Tipper Tie, Апекс, шт. Северная Каролина. Количество клипсаторов 22, используемых в сочетании с окружностью стола 20, и/или радиально регулируемое положение клипсаторов 22 на столе 20 могут обеспечить различные длины конечного продукта, подлежащего изготовлению. Например, для одинаковых радиальных положений клипсаторов, одна операция, использующая все 12 клипсаторов 22, может изготовить шестидюймовый продукт, и, если каждый второй клипсатор 22 отключен, может использоваться продукт до 36 дюймов в длину. Большие размеры могут быть достигнуты, используя альтернативные конструкции. Как показано на Фиг.1 и 2, система 10 может включать миниатюрные шаровые клапаны 22v, обычно один для каждого клипсаторы 22, во взаимодействии с пневматическим регулятором, который автоматически управляет включением и выключением соответствующего клипсатора 22 согласно с системным (ЧМИ/ПЛК) контроллером 10c. Как и в случае традиционных клипсаторов вращающейся платформы, при работе, склеенная заполненная трубчатая упаковка скрепляется металлическими клипсами под поверхностью стола платформы.
Как показано на Фиг.1 и 2, для каждого пункта 22s клипсования имеются две воздушные магистрали 22a, которые проходят вниз вдоль центральной стойки 12. Одна магистраль является главной воздушной магистралью для пускового клапана под звездочкой 83 (Фиг.10). Вторая воздушная магистраль обеспечивает возможность закрывания клапана соответствующего клипсатора 22. Она также имеет встроенный отсечной клапан 22v, установленный в трубопроводе. Если такой используется, он прерывает поток воздуха к цилиндру клапана на этом отдельном клипсаторе. Если клапан не закрывается, клипсатор не «выстрелит» (т.е. не опустит пробойник или нож). Причиной выключения клипсатора является необходимость прохождения продукта большей длины, нежели нормальная длина продукта (например, батона), которую может обрабатывать каждой клипсатор. Например, если клипсатор #1 включен, клипсатор #2 выключен и клипсатор #3 включен, клипсуемым участком продукта становится расстояние от клипсатора #1 до клипсатора #3.
Это состояние включения/выключения может основываться на «рецепте», выбираемом пользователем во время наладки. Термин «рецепт» означает, что система 10 может быть предварительно загружена, запрограммирована и/или выполнена с множеством различных режимов работы и/или конфигураций исходя из требуемой производительности. Система 10 может принимать пользовательские входные данные для выбора требуемого продукта, и система может автоматически реализовывать в электронном виде различные параметры, такие как различные приводные частоты вращения, положение стола, скорость экструдера, требуемая схема включения клипсаторов, такая как, например, клипсаторы №№ 1, 3, 5...11, клипсаторы №№ 2, 4, 6, 8, 10, 12 или клипсаторы №№ 1-12, и т.п., использующиеся исходя из заданного «рецептуры», который может обеспечить требуемую производительность.
Пользовательские входные данные могут представлять собой таблицу или блоки на дисплее с визуальным обозначением типов, наименований продукта и/или требуемой длины продукта. Система может задавать связанные эксплуатационные параметры для получения этой производительности исходя из рецептуры. Рецепт может быть конкретным для размеров и/или продуктов. Например, пользователь может выбрать требуемый заданный продукт и/или размер продукта, и система может быть сконфигурирована для выбора или определения надлежащего продольного положения платформы 20 относительно выходной подающей опорной поверхности 55 (показанной содержащей ролики) и/или выбора приводной частоты вращения определенных элементов, температуры зон (например, A-D) нагрева, правильного радиального положения отверстий под штифт для использования при прикреплении клипсаторов 22 к платформе 20 и т.п. исходя из определенной «рецептуры». Таким образом, например, рецептура может быть запрограммирована и включена в электронную библиотеку и/или таблицу соответствия положения клипсаторов (например, какой номер отверстия под штифт использовать на шине для скольжения клипс и на направляющих для клипс), которые могут визуально отображаться для оператора и также могут автоматически приводить в действие требуемые клипсаторы 22 и выбирать скорость платформы 20, скорость перемещения упаковки (например, пленки или оболочки), температуры для одной или более зон A-D и скорость экструдера адгезива.
Вращающаяся платформа или стол 20 может находиться во взаимодействии с усовершенствованной системой 20a (Фиг.2) подачи воздуха и очистки воздуха для приведения в действие клипсаторов, таким образом системы 10 могут работать с клипсаторами 22 и связанными клипсами взаимозаменяемого размера для обеспечения улучшенной скорости, внедрения в производство и/или обеспечения одинаковой эксплуатационной производительности (например, 300 кусков в минуту) независимо от размера использующегося клипсаторы 22.
В некоторых вариантах выполнения, стол 20 может держать клипсаторы 22 разного размера, например клипсатор серии «100», доступное от Tipper Tie, Inc., Апекс, шт. Северная Каролина, и клипсатор серии «200», доступное от Tipper Tie, Inc., Апекс, шт. Северная Каролина. Серия 100 может иметь размер клипс 100T, и клипсатор серии 200 может работать с размером клипс Z200. Размеры клипс серии 100 (меньший клипсатор) обычно используются для продуктов, имеющих от приблизительно 0,75 дюйма в диаметре до приблизительно 1 1/2 дюйма в диаметре. Серия 200 (больший клипсатор) обычно используется для размеров продукта приблизительно до 3 1/2 дюйма в диаметре. Размер клипс для конкретного продукта может быть выбран исходя из толщины пленочного материала. В прошлом требовались две разные машины, по одной для каждого размера клипсатора. Больший клипсатор старой модели (серия 200) требовал больше воздуха для его работы с его максимальной скоростью. Машина могла перемещать 300 футов пленки в минуту, но вследствие расхода воздуха больших клапанов в клипсаторах серии 200 максимальное количество кусков уменьшалось до 140 кусков в минуту. Варианты выполнения настоящего изобретения используют большую систему подачи воздуха и обеспечивают возможность взаимозаменяемого использования клипсаторов разного размера таким образом, что не требуется, чтобы максимальная производительность машины уменьшалась с тем, чтобы приспособиться к большему клипсатору. Варианты выполнения системы 10 могут работать с любым множеством клипсаторов на одной машине со скоростью приблизительно 300 футов пленки в минуту.
Система 10 может иметь пневматическую систему, которая может приводить в действие большие клипсаторы (серия 200) с той же самой скоростью, что и предыдущие системы могли приводить в действие меньшие клипсаторы (серия 100). Т.е. система 10 может работать со скоростью, которая составляет или приблизительно 300 кусков/минуту, или максимально приблизительно 300 футов пленки/минуту, «в зависимости от того, что имеет место первым». Для дополнительного объяснения термина «в зависимости от того, что имеет место первым»: скорость всей машины может определяться футами изготавливаемой пленки в минуту. Продукты меньшей длины и меньшего диаметра иногда могут подаваться насосом быстрее, чем большие. Например, кусок или «батон» продукта 8 дюймов в длину х 1 дюйм в диаметре может подаваться насосом и изготавливаться быстрее, чем батон 18 дюймов в длину х 3 дюйма в диаметре. Варианты выполнения настоящего изобретения могут изготавливать 300 кусков/минуту, пока они 12 дюймов и меньше. Производительности насосов могут меняться для оборудования каждого клиента. Система может изготавливать приблизительно 300 футов пленки в минуту независимо от размера используемого клипсатора.
Вращающаяся платформа 20 имеет вертикальную опору 12 (также описанную как стойка), которая находится во взаимодействии с системой 20d главного привода, которая вращает платформу и клипсаторы с требуемой скоростью (и может автоматически изменять скорость в зависимости от потребностей в продукции/входных данных). Магистрали подачи воздуха, соединяемые с разными клипсаторами, могут продолжаться вниз вдоль стойки 12 к источнику подачи воздуха. Система 10 может включать один общий главный источник подачи воздуха, который может направлять воздух для питания всех клипсаторов. В качестве альтернативы, каждый или группы клипсаторов могут иметь специальный отдельный источник подачи воздуха. Каждый клипсатор 22 может включать встроенные каналы/магистрали подачи воздуха с клапанами, которые разъемно соединяются с магистралями подачи воздуха на стойке 12. Большие клипсаторы могут иметь большие клапаны относительно меньших клипсаторов, но могут прикрепляться к платформе 20, используя те же самые элементы крепления и/или крепежную конструкцию, что и для меньших клипсаторов, включая обеспечение возможности такой же точной и грубой регулировки положения, как будет дополнительно рассмотрено ниже. Подача воздуха может быть обеспечена с любым требуемым рабочим давлением, достаточным для приведения в действие клипсаторов с требуемой скоростью, обычно с давлением приблизительно 80-125 фунтов на квадратный дюйм. Большие и малые клипсаторы могут взаимозаменяемо присоединяться к магистралям подачи воздуха на каждом месте клипсования металлическими клипсами на платформе 20, и магистрали подачи воздуха к клипсаторам на платформе могут иметь стандартные соединительные элементы, соединяемые с каждым типом клипсатора.
На Фиг.2 показано, что система 10 также может включать датчик 27 положения, который может, если требуется, перемещаться 12d в продольном направлении c вертикальной опорой 12 стола на подвижной платформе 12p. Датчик 27 предназначен для определения и обеспечения данных касательно положения переднего края рамы 10e относительно положения стола 20 и/или опоры 12 стола и передачи данных о положении на системный контроллер 10c, который управляет продольным (механизированным) приводом для побуждения вертикальной опоры 12 стола перемещаться в продольном направлении для автоматического регулирования расстояния относительно выходной подающей опоры 55 и/или выходного конца консоли 52. Датчик 27 положения может представлять собой оптический(ие) датчик(и), который(ые) может(гут) быть выполнен(ы), чтобы визуально выступать по существу горизонтально от места дальше от края 10e рамы, как показано стрелками на Фиг.2. Размещение платформы 20 относительно консоли 52 может выполняться автоматически исходя из выбранного «рецептуры», который выбирается для изготовления, чтобы способствовать автоматической наладке системы для работы. Предшествующие системы использовали ручной маховичок для перемещения, который требовал труда оператора и обеспечивал ненадежную точность при позиционировании.
На Фиг.3 показано, что выходная подающая опорная поверхность 55 включает натягивающие элементы 70, 72 с обратной связью, которые взаимодействуют с заполненной натянутой оболочкой/продуктом (не показана). Элемент 72 выполнен с возможностью перемещения наружу от шарнира 71 в ответ на чрезмерное натяжение, которое прикладывает усилие к элементу 72, вызывая увеличение скорости пленки, скорости экструзии адгезива и/или подачи адгезива. При работе, расположенный дальше по ходу элемент 72 выполнен с возможностью взаимодействия с датчиком 73 положения для обеспечения обратной связи для контроллера, чтобы обеспечить для контроллера возможность регулирования эксплуатационных параметров.
На Фиг.4A показана направляющая 23 клипс, заданная парой разнесенных пластин 23p1, 23p2, при этом каждая имеет паз 23s, образованный в ней и прикрепленный к столу 20 вдоль радиально проходящего зазора 21g между ними. Каждая из пластин 23p направляющей клипс включает выровненные, радиально разнесенные отверстия 23a, которые разъемно размещают стопорный штифт 231 (Фиг.5) для фиксации клипсатора 22 в требуемом радиальном положении на столе 20. На Фиг.4A также показан держатель 25, который разъемно поддерживает бобины 28 для клипс на столе 20. На Фиг.4B и 4C показан альтернативный вариант выполнения держателя 25', что будет дополнительно рассмотрено ниже. Как показано на Фиг.5, клипсаторы 22, каждый, включает кронштейн 24 клипсатора, который продолжается вдоль зазора 21g и перемещается в пазах 23s. Кронштейн 24 клипсатора также включает отверстия 24a, которые размещают стопорный штифт 231. Оператор может выбрать различные отверстия 24a, 23a для задания требуемого радиального положения и фиксации клипсатора 22 на месте. Кронштейн 24 клипсатора может иметь меньше отверстий 24a, чем направляющие 23 клипс, например приблизительно 2-3 отверстия 24a, тогда как направляющие 23 клипс могут иметь от 5 до 10, обычно около 6, отверстий 23a.
В некоторых вариантах выполнения, как также показано на Фиг.5 и 6, система 10 может включать винт 26 «точной» радиальной регулировки. Винт «точной» радиальной регулировки может обеспечить для оператора возможность регулирования положения после того, как клипсатор 22 зафиксирован в «грубом» положении, используя выбранные отверстия 23a, 24a. Винт 26 «точной» регулировки может перемещать клипсатор 22 для еще более точного радиального позиционирования. Винт 26 точной регулировки может обеспечить от 0,1 дюйма до приблизительно 1 дюйма радиальной регулировки, но обычно меньше, чем грубая регулировка, которая получена, используя только установочные положения грубой регулировки. Грубая регулировка может быть обеспечена, используя выбранную пару взаимодействующих отверстий 23a, 24a (обычно позволяя изменения радиального положения приблизительно на 1/8 дюйма), тогда как точная регулировка может быть использована, чтобы «подрегулировать» такое положение, обычно радиально перемещая клипсатор 22 в зафиксированном положении меньше, чем при грубой регулировке, обычно меньше чем на 1/8 дюйма. Эта точная регулировка может помочь установить по существу точные расстояния между клипсаторами 22 и может обеспечить более точные или надежные длины продуктов. Системный контроллер 10c может находиться в ЧМИ устройстве с дисплеем 10d для сенсорного ввода. Могут использоваться другой пользовательский интерфейс и/или вводы.
На Фиг.7-9 показаны легко снимающиеся и устанавливающиеся держатели 25 бобин в соответствии с вариантами выполнения настоящего изобретения. Эта конструкция обеспечивает возможность быстрого перезаряжания клипсатора, так как клипсатор может оставаться на месте, тогда как бобина с клипсами может быть установлена в держатель 25. Держатель 25 выполнен с возможностью плотного поддерживания двух расположенных бок-о-бок бобин 281, 282 с клипсами. Как показано на Фиг.8, держатель 25 выровнен с и может быть прикреплен к клипсатору 22, а также располагаться на поверхности стола 21. Одна сторона держателя может перекрывать зазор 21g. Держатель 25 может включать растяжимую вверх пружину 126, предназначенную для смещения рычага 125 в отведенное назад положение, которая может быть поднята вверх для обеспечения легкого снятия бобины с клипсами и установки другой бобины, если требуется. Пружина 126 может быть выполнена в виде цилиндрической винтовой пружины или другого упруго выполненного устройства, которое может обеспечить требуемое удерживающее усилие и/или смещение. Держатель 25 может быть выполнен для задания двух полостей 25c для поддерживания бобин, которые плотно размещают соответствующую бобину 281, 282 и которые проходят радиально между верхним и нижним (жестким эластомерным) трубчатым стержнем 25u, 25l, как показано на Фиг.8. Держатель 25 может включать рычаг 125, который может поворачиваться между открытым и закрытым положениями с помощью шарнира 125p. Рычаг 125 может содержать два боковых выступа в верхней части (например, в форме «Т») для плотного прижимания к прилегающим стенкам разных бобин для клипс (Фиг.2), чтобы препятствовать «свободному вращению» бобин. Держатель 25 может быть выполнен с возможностью поддерживания клипс разного размера (например, клипсы размеров «100» и «200» и соответствующие клипсаторы являются доступными от Tipper Tie, Inc., Апекс, шт. Северная Каролина). Ширина бобины для каждого другого размера клипс может быть по существу одинаковой. Держатель 25 может быть выполнен так, чтобы радиально перемещаться, когда кронштейн 24 клипсатора перемещается в требуемое место крепления клипсатора на платформе или столе 20. Как показано, держатель 25 может включать внутренние колеса 25w снаружи нижних стержней 25l, которые располагаются на опорной поверхности стола 20.
На Фиг.4B и 4C показан другой вариант выполнения держателя 25'. В этом варианте выполнения, вместо колеса 25w, рассмотренного выше, держатель 25' монтируется на стол 20, используя блок 25b и внутренний кронштейн 25m, которые поддерживают передний и задний элементы 25i, 25o над столом 20 и с выравниванием относительно соседних соответствующих клипсаторов 22. Держатель 25' может перемещаться с регулированием клипсатора 22, как рассмотрено здесь. Блок 25b может сцепляться с пазами 23s, а передний кронштейн 25m может соединяться с клипсатором 22. Как и в случае варианта выполнения, показанного на Фиг.4A, держатель 25' имеет внутренний и внешний элементы 25i, 25o, которые могут быть радиально разнесены и взаимодействовать для поддерживания соответствующей бобины 28 с клипсами. Элементы 25i, 25o могут представлять собой ролики, которые могут быть смонтированы на внутреннем стержне, который продолжается между и прикреплен к внешним кронштейнам 127. Элементы 25i, 25o могут располагаться по существу на одном и том же уровне (нежели чем один расположен над другим).
На Фиг.10 и 11 показана звездочка 83 и цепная передача 84 в сообщении по текучей среде с автоматической системой 80 смазки распылением, которая продолжается от источника 85 подачи масла к соплу 80n, которое направлено так, чтобы распылять смазку на зубья звездочки 83 и/или цепь 84, когда цепь входит в контакт со звездочкой 83. Система 10 может быть выполнена с возможностью автоматического приведения в действие распыляющего сопла 80n периодически (например, каждые 10 минут или через каждое определенное количество оборотов стола 20) и побуждения распылителя 80n распылять или разбрызгивать смазку на весь периметр звездочки 83, по меньшей мере, раз за приведение в действие. Приведение в действие обычно является программно управляемым на основе информации от системного контроллера. Распыление смазки может обеспечиваться в виде мелкодисперсного тумана для предотвращения стекания смазки под систему 10. Между звездочкой и полом (не показан) может быть помещен собирающий поддон.
На Фиг.12 показано, что звездочка 83 может представлять собой разъемную звездочку. Разъемная звездочка 83 обычно имеет две равные части 83a, 83b, но может иметь больше чем две части и может быть разделена на части несимметрично. Звездочка 83 также может включать разнесенные отверстия 83h, которые направляют воздушные магистрали 22a от каждого пункта 22 скрепления под звездочку 83. (Вертикальная) опорная стойка 12 стола вращается в ответ на вращение звездочки 83, приводимой в движение цепной передачей 84 и приводной системой (например, электродвигателем). Расположенные друг над другом, вертикально разнесенные (опорные) пластины 86, 87 могут располагаться рядом со звездочкой 83 и также могут представлять собой разъемные пластины 87a, 87b, 86a, 86b, соответственно, для обеспечения удобства ремонта без необходимости разборки вертикальной стойки 12 для снятия звездочки 83. Линии разъема опорных пластин 86, 87 могут быть выровнены, как показано, или смещены. Линия разъема опорных пластин 86, 87 может быть смещена относительно линии разъема звездочки 83, как показано, или может быть выровнена с ней (не показано). Подходящая разъемная звездочка является доступной от Martin Sprocket and Gears, Inc., расположенной в Мансфилде, шт. Техас.
На Фиг.13 показана система 30 подачи текучего адгезива со связанным каналом 30f протекания адгезива. Канал 30f протекания имеет по существу горизонтальный первый участок, связанный с (горизонтальным) экструдером 33, который соединяется с криволинейным участком, связанным с каналом, трубкой или шлангом 36, который продолжается вверх, затем вниз к подающей головке или соплу 39 (Фиг.15). Экструдер 33 может быть неизменно и горизонтально ориентирован, что может улучшить подачу полимера из бункера 31 в экструдер 33 относительно традиционно использующегося, вертикального экструдера. Канал, трубка или шланг 36 имеет нижний конец, расположенный рядом с соплом 39, который способен перемещаться по существу вертикально приблизительно на 3-6 дюймов, обычно приблизительно на 4-5 дюймов (вниз для нанесения или выдачи адгезива из сопла 39 и вверх в исходное положение).
Узел или система термосклеивания с системой 30 подачи текучего адгезива могут включать в себя, по меньшей мере, четыре отдельно управляемые зоны нагрева, показанные как «A, B, C, D» на Фиг.13. Отдельное управление обеспечивает для системы 10 возможность электронного мониторинга и установки разных (или одинаковых) температур в каждой зоне A-D. Зона A связана с цилиндром 33b экструдера, который включает в себя, по меньшей мере, один внутренний нагреватель, обычно два внутренних нагревателя. Зона B связана с концевым соединительным элементом или выходным узлом 34, расположенным рядом с выпускным концом экструдера 33. Зона C связана с криволинейным каналом 36 (канал может представлять собой шланг и/или трубку). Зона D связана с концевым соединительным элементом 38, расположенным рядом с нижней частью канала 36. Концевые соединительные элементы 34, 38 могут включать нагревательные узлы 34b, 38b с соответствующим нагревательным элементом, прикрепленным к ним. Нагревательные узлы могут нагреваться благодаря теплопроводности с помощью теплоты, подводимой от тепловых элементов 34e, 38e, соответственно. Нагревательные узлы 34b, 38b могут быть металлическими, например из нержавеющей стали или латуни. Как также является известным, веревки или другие скрепляющие или изоляционные элементы могут быть обмотаны вокруг концевых частей канала 36 рядом с нагревающими узлами/концевыми соединительными элементами для дополнительного усиления конструкции и/или изоляции. Как показано, веревка обернута вокруг концевых соединительных элементов.
Канал 36 может содержать поверхностный нагреватель 36h, который выполнен с возможностью обеспечения требуемой мощности и обернут, по меньшей мере, одним изоляционным слоем, обычно содержащим волокна Nomex®-fiberglass, но могут использоваться другие изоляционные материалы. Как показано, канал 36 может включать внешний эластомерный чехол. Канал 36 также может включать внутреннюю трубку из стали или нержавеющей стали или другой материал, который образует внутреннюю стенку, которая контактирует с текучим адгезивом, который может быть окружен сеткой из нержавеющей стали для повышения давления разрыва (сетка из нержавеющей стали может располагаться под изоляционным(и) слоем(ями)). Примеры подходящих гибких нагреваемых шлангов включают шланги, доступные от Diebolt and Company, расположенной в Олд Лайме, шт. Коннектикут, или Conrad Company, расположенной в Колумбусе, шт. Огайо. Канал 36 может иметь длину приблизительно 10-80 дюймов. В показанном варианте выполнения, канал 36 имеет длину приблизительно 48 дюймов.
Каждый из нагревателей может быть предназначен для нагревания адгезива до или выше температуры плавления, обычно приблизительно 200-300 градусов Цельсия. Все зоны могут быть нагреты до одной и той же температуры (обычно приблизительно 200-300 градусов Цельсия), или каждая зона может быть нагрета до другой температуры, чтобы способствовать протеканию адгезива. В некоторых вариантах выполнения, узлы 34b, 38b могут иметь более высокую выходную температуру, чем экструдер 33.
Нагреватель 38e, расположенный рядом с соплом 39, может быть выполнен для работы при более высокой температуре, в частности, при запуске (и/или остановке) для обеспечения самопрочищающегося или самоочищающегося сопла. Это является отличием от традиционных систем, где требовалось, чтобы операторы использовали паяльную лампу или другой способ очистки после снятия сопла с устройства для переналадки сопла для обеспечения готовности к последующей эксплуатации. Температура очистки или прочистки может быть установлена приблизительно на 225-300 градусов Цельсия. Процесс очистки или прочистки может запускаться автоматически при запуске системы 10, при включении экструдера 33 и/или выбираемым оператором вводом на контроллере или другим подходящим выключателем. Температура нижней нагревающей зоны D может быть уменьшена с температуры очистки или прочистки, как только адгезив протекает надлежащим образом из сопла 39. Снижение температуры может быть автоматическим через определенное время или период самоочистки.
Как показано, система 10 включает вертикально ориентированный бункер 31, который размещает сыпучий адгезивный материал, обычно в виде твердых шариков, кристаллов или гранул. Шарики адгезива могут представлять собой полимер, например, такой как ПЭВП. Бункер 31 подает сырьевой материал в расположенный горизонтально шнековый экструдер 33, который включает цилиндр 33b во взаимодействии с винтовым шнеком. Как показано, экструдер 33 является неподвижным и закрепленным на месте. Как рассмотрено выше, цилиндр 33b включает в себя, по меньшей мере, один нагреватель, обычно два внутренних нагревателя, для расплавления шариков или другого исходного адгезивного материала в текучее состояние.
Система для протекания текучей среды может содержать датчик давления, который определяет давление в цилиндре 33b экструдера. Предельное давление может быть предназначено для обеспечения того, что расположенная дальше по ходу трубка или шланг не находится под избыточным давлением; обычно предельное давление устанавливается приблизительно на 1500 фунтов на квадратный дюйм, и система 10 и/или система 30 подачи адгезива могут автоматически отключаться, если это давление превышается. Подходящим, доступным для приобретения экструдером является шнековый экструдер ¾ дюйма от Killion Extruders, расположенной в Сидар Гроув, шт. Нью-Джерси. Во внутреннем диаметре загрузочной зоны экструдера может быть высверлена или образована канавка или углубление (приблизительно в области «6:00 по часовому циферблату» напротив места подачи из бункера), чтобы повысить способность шариков перемещаться в экструдер 33 без перегрузки электродвигателя.
Сопло 39 может быть выполнено с возможностью выдачи множества полос адгезива на поверхность пленки/упаковки (60, Фиг.21), обычно трех полос.
На Фиг.17A и 17B показано, что система 10 может включать фланцевый поддерживающий узел 153 для разъемного соединения формующей втулки 50 и консоли 52 с рамой 10f. Как показано, два поворотных рычага 53 могут использоваться как для фиксации, так и для освобождения по существу плоской, вертикально ориентированной, крепежной плиты 54 в осевом положении на формующей фланцевой плите 111, прикрепленной к раме 10f системы и поддерживающей два лентопроводящих направляющих неприводных ролика 125. Как только консоль 52 расположена на месте в выемке 111c фланцевой плиты, консоль 52 и элемент 50 могут быть легко зафиксированы на месте посредством поворота рычагов 53, чтобы заставить сжимающие элементы 56 перемещаться по направлению друг к другу и к плите 54. Для освобождения, рычаги 53 могут поворачиваться в другую сторону для снятия усилия зажима элементов 56, обеспечивая для пользователя возможность снятия консоли/втулки 52/50 без использования каких-либо инструментов. Сжимающие элементы 56 могут быть выполнены таким образом, что сжимающий элемент расположен с каждой стороны выемки 111c. Сжимающие элементы 56 могут содержать зажимную планку формующей втулки, которая взаимодействует с соответствующим рычагом 53.
Как рассмотрено выше, система 10 включает консоль 52, который взаимодействует с формующими и склеивающими механизмами для преобразования плоского рулонного материала 60 в по существу трубчатую сваренную упаковку/оболочку, когда материал перемещается по формующему элементу 50. Консоль 52 включает внутренний проток, который продолжается через консоль 52. При работе, проток направляет поток продукта через него (герметично относительно окружающей среды). Когда продукт выходит из выпускного конца консоли 52, он набивается в или заполняет склеенный упаковочный материал 60, который размещен вокруг внешней поверхности консоли 52. Консоль 52 может быть размещена в устройстве 10 на опорных конструкциях 10f таким образом, что она является по существу горизонтальной, при этом осевая линия выровнена с расположенными ближе по ходу и расположенными дальше по ходу элементами во время работы.
Ссылаясь на Фиг.18A, 18B и 19, консоль 52 находится в сообщении по текучей среде с насосом и источником 150 наполнителя/продукта, расположенным по ходу перед ним, как схематично показано на Фиг.19. Консоль 52 может оканчиваться в металлической установочной втулке 57, которая сцепляется с безинструментальным крепежным узлом 154, расположенным по ходу перед формующей втулкой рядом с выходным узлом 54 насоса, выполненным с возможностью герметичного соединения втулки 57 с соединительным элементом 58i трубки 58 насоса. Безинструментальный (не требующий инструментов) узел 154 крепления консоли может включать рычаг 59 на верхней части узла 54, который может быть легко повернут для фиксации или освобождения консоли 52 от рамы системы. Узел 54 может быть выполнен в виде двух взаимодействующих элементов, верхний узел 54t и нижний узел 54b, которые образуют цилиндрическую полость 54c, которая сцепляется с консолью 52. Верхний и нижний узлы 54t, 54b могут включать вертикальный паз 54s, который размещает зажимной винт 159, который соединен с рычагом 59. Узел также может включать плоскую шайбу 118 и упорную шайбу 115, которые располагаются в или рядом с углублением 54r в верхнем узле 54t. Безинструментальный узел 154 крепления консоли может включать два установочных штифта 116, по одному с каждой стороны узла 54, обычно располагающихся в верхней части нижнего узла 54b. Узел 154 также может включать шпонку 117.
На Фиг.20-22 показан автоматический подъемный механизм для поднятия одной длинной краевой части упаковки (например, пленки) с тем, чтобы позволить подающему адгезив соплу 39 (Фиг.15) продвигаться между верхним и нижним слоями перекрывающейся упаковки 60, в частности, чтобы подбросить или поднять верхний слой 62 вверх приблизительно в момент, когда канал 36 и сопло 39 опускаются в рабочее положение выдачи, и собирающий поддон 99 для адгезива (Фиг.17A) также автоматически поворачивается из-под сопла 39 во взаимодействии с опусканием подъемного механизма и/или опусканием канала 36 в режим выдачи. Как показано, подъемный механизм 90 включает поворотный палец 90f, который соединен с возможностью поворота с поперечно проходящим монтажным элементом 92 посредством шарнира 90p и соединен с линейным исполнительным механизмом 90a. Монтажный элемент 92 может быть выполнен с возможностью перемещения по вертикальному опорному элементу (например, трубке) 93 между выдвинутым и отведенным положениями. Как показано, монтажный элемент 92 также соединен с вертикально проходящим исполнительным механизмом 96, который побуждает элемент перемещаться вверх в исходное или начальное положение и вниз в рабочее положение по элементу 93.
При работе, монтажный элемент 92 перемещается вниз по вертикальному опорному элементу 93, когда исполнительный механизм 96 втягивается, и исполнительный механизм 90a выдвигается, вызывая поворачивание пальца 90f вниз и внутрь к упаковке 60, затем поднятие упаковки и отвод назад в течение времени короткого цикла. Обычно, палец 90f поворачивается вперед и поднимает и/или подбрасывает верхнюю упаковку 62, затем поворачивается назад менее чем приблизительно через 5 секунд, обычно менее чем приблизительно через 1-2 секунды. Когда исполнительный механизм 90a втягивается, палец поворачивается в сторону от упаковки 60. Элемент 92 может оставаться опущенным во время выдачи, но палец 90f отведен назад. На Фиг.20 и 22 показан подъемный механизм 90 в исходном положении, тогда как на Фиг.21 показан опущенный подъемный механизм 90 и повернутый поддон 99, но палец 90f уже был приведен в действие и отведен назад, при этом сопло 39 находится между слоями 60, 62. Система 10 может включать кнопку пользовательского ввода (например, сенсорный экран на дисплее управления оператора, или кнопку, или выключатель), чтобы позволить оператору «повторно привести в действие» или выдвинуть палец 90f, если необходимо.
Система 10 может включать частотно-регулируемый электропривод и встроенную систему обеспечения защиты Siemens, включая, например, процессор Siemens Step7 300 со встроенными системами обеспечения защиты, включающий сенсорный экран, вращательные электроприводы и предохранительные узлы Siemens. Сенсорный экран может содержать множество пиктограммных и/или графических изображений активированных пользователем или показывающих состояние функций для различных элементов, например, опускание сопла для адгезива, «включение или выключение» насоса и т.п. Электродвигатели могут представлять собой взрывобезопасные двигатели TECO, которые могут быть установлены снаружи распределительного шкафа для уменьшения или исключения проблем охлаждения. Система может включать автоматическое позиционирование вакуумных ременных приводов. Система 10 может быть приготовлена к работе в сети Ethernet для удаленного доступа через VPN и также может быть приготовлена к работе в сети PROFIBUS, иностранный язык поддерживается.
В некоторых вариантах выполнения, система 10 может быть выполнена для работы с автоматизированной системой управления синхронизированного привода, которая может использовать единую виртуальную координатную ось для вывода оборудования на режим работы с максимальной рабочей скоростью, которая синхронизирует привод упаковки (например, пленки), привод экструдера адгезива и привод вращающегося стола (используя частотно-регулируемую приводную систему Siemens или аналогичную). Каждая приводная система может работать с выбранной (регулируемой или постоянной) скоростью. Привод пленки и экструзии может работать для обеспечения склеенной трубчатой упаковки с любой требуемой скоростью, включая приблизительно 10-300 футов в минуту, обычно приблизительно 150-300 футов/минуту; более обычно, машина может работать с рабочей скоростью приблизительно 300 футов/минуту.
На Фиг.23A и 23B показан пример узла 200 привода пленки, которая приводит в движение пленку 60 (или другую упаковку), которая образует трубчатую оболочку или упаковку. Как показано, имеется ремень 210, который приводится в движение электродвигателем 215, который приводит в действие оба вакуумных ременных привода 221, 222.
В обычной последовательности событий, формующая втулка 50 устанавливается на место на консоль 52 посредством перемещения консоли 52 через формующую втулку 50. Затем формующую втулку 50 и консоль 52 помещают на место во фланцевый поддерживающий узел 153 (Фиг.17A, 17B). Как только формующая втулка 50 установлена, консоль 52 может быть зажата на месте, используя безинструментальный узел 154 крепления консоли (Фиг.18A, 18B). Консоль 52 зажимается, выравниваясь в своем положении посредством вертикального штифта 159 в узле 154 (Фиг.18B).
Снова ссылаясь на Фиг.23A и 23B, узел 200 привода пленки имеет регулировочное колесо 225, которое перемещает оба блока вакуумных ременных приводов 221, 222 (вместе) к передней стороне или задней стороне машины. Это воздействие обеспечивает возможность выравнивания переднего и заднего вакуумных ременных приводов по существу равноудаленным образом от консоли 52. Как только они имеют равное расстояние до консоли 52, ввод на сенсорном экране 10d (Фиг.2) может использоваться для электронного открывания или закрывания вакуумных приводов 221, 222. Открывание и закрывание обычно являются одновременными.
В этот момент, оператор готов загрузить пленку 60. Плоская рулонная пленка 60 протягивается через формующий элемент 50 (который образует трубку вокруг консоли 52). Она протягивается за пределы открытых вакуумных ремней 221, 222 вдоль по длине консоли 52.
Система 10 может быть выполнена с автоматическим позиционированием, используя сенсорный ввод на ЧМИ (человеко-машинный интерфейс) дисплее 10d. Этот выбираемый пользователем ввод указывает заднему и переднему вакуумным ременным приводам 221, 222 узла 200 привода пленки на необходимость открывания или закрывания. После того как пленка 60 установлена на место, машина/система 10 приведена в рабочее положение, в соответствии с чем вакуумные приводы 221, 222 должны быть закрыты, таким образом вакуумные ремни 221b, 222b прилегают к пленке 60, зажимая пленку 60 между консолью 52 и ремнями 221b, 222b. Это может осуществляться пневматически с помощью пневматических цилиндров, которые связаны с узлами 221, 222 вакуумных ременных приводов.
Фиг.24 представляет собой блок-схему иллюстративных вариантов выполнения систем обработки данных, которая иллюстрирует системы, способы и компьютерные программные продукты в соответствии с вариантами выполнения настоящего изобретения. Процессор 410 взаимодействует с запоминающим устройством 414 через посредство адресной/информационной шины 448. Процессор 410 может представлять собой любой доступный для приобретения или заказной микропроцессор. Запоминающее устройство 414 является представителем всей иерархии запоминающих устройств, содержащих программное обеспечение и данные, использующиеся для реализации функциональных возможностей системы обработки данных. Запоминающее устройство 414 может включать, но не ограничено на, следующие типы устройств: кэш-память, ПЗУ, ППЗУ, СППЗУ, ЭСППЗУ, флэш-память, статическое ОЗУ и динамическое ОЗУ.
Как показано на Фиг.24, запоминающее устройство 414 может содержать несколько видов программного обеспечения и данных, используемых в системе 405 обработки данных: операционную систему 452; прикладные программы 454; драйверы 458 устройств ввода-вывода (I/O); модуль 450 автоматизированного управления и привода и/или рецептурный модуль 449; и данные 456.
Данные 456 могут включать справочную таблицу различных «рецептов», а также связанные приводные частоты вращения, данные наладки положения клипсатора и стола и т.п., соответствующих конкретным или целевым продуктам для одного или более производителей. Данные 456 могут включать данные мониторинга температуры зон для автоматического управления температурой в каждой зоне и модулем синхронизированного привода для синхронизации приводных скоростей различных взаимодействующих систем, например системы привода пленки, приводной системы вращения стола, скорости экструзии, частоты вращения вала насоса и т.п. Скорость пленки/упаковки 60 или скорость вращения стола 20 и т.п. могут регулироваться на основе обратной связи в реальном времени рабочего состояния машины, например обратной связи по натяжению/усилию от рычага натяжного вала, рассмотренного выше по отношению к Фиг.3. Выбор всех, групп и/или отдельных клипсаторов 22 может быть автоматическим исходя из «рецептуры» для включения или выключения определенных клипсаторов на разных (обычно чередующихся) местах клипсования, например пункты 1-12.
Как будет понятным для специалистов в данной области, операционная система 452 может представлять собой любую операционную систему, подходящую для применения с системой обработки данных, такую как OS/2, AIX, DOS, OS/390 или System390 от Интернэшнл Бизнес Машинс Корпорейшн, Армонк, шт. Нью-Йорк, Windows CE, Windows NT, Windows95, Windows98 или Windows2000 от корпорации Майкрософт, Редмонд, шт. Вашингтон, Unix или Linux или FreeBSD, Palm OS от корпорации Palm, Mac OS от Эппл компьютер, LabView или собственные операционные системы. Драйверы 458 устройств ввода-вывода обычно включают программы системы программного обеспечения, к которым обращаются прикладные программы 454 через операционную систему 452 для взаимодействия с устройствами, такими как порт(ы) ввода-вывода данных, память 456 для хранения данных и определенные элементы запоминающего устройства 414 и/или выдающая система 420. Прикладные программы 454 представляют собой программы, которые реализуют различные функции системы 405 обработки данных и предпочтительно включают, по меньшей мере, одно приложение, которое обеспечивает выполнение операций в соответствии с вариантами выполнения настоящего изобретения. В заключение, данные 456 представляют собой статические и динамические данные, использующиеся прикладными программами 454, операционной системой 452, драйверами 458 устройств ввода-вывода и другими программами системы программного обеспечения, которые могут находиться в запоминающем устройстве 414.
Хотя настоящее изобретение показано, например, со ссылкой на модули 449, 450, являющиеся прикладной программой на Фиг.24, как будет понятным для специалистов в данной области, другие конфигурации также могут использоваться, при этом по-прежнему извлекая пользу из идей настоящего изобретения. Например, модули 449, 450 также могут быть встроены в операционную систему 452, драйверы 458 устройств ввода-вывода или другой такой логический раздел системы 405 обработки данных. Таким образом, настоящее изобретение не следует рассматривать как ограниченное на конфигурации Фиг.24, которая предназначена охватывать любую конфигурацию, способную осуществлять операции, описанные здесь.
Порт ввода-вывода данных может использоваться для передачи информации между системой 405 обработки данных и расположенными дальше по ходу клипсаторами или другой вычислительной системой или сетью (например, Интернет или Ethernet) или к другим устройствам, управляемым процессором. Эти элементы могут представлять собой традиционные элементы, такие как использующиеся во многих традиционных системах обработки данных, которые могут быть выполнены в соответствии с настоящим изобретением для работы, как описано здесь.
Хотя настоящее изобретение показано, например, со ссылкой на конкретные разделы программ, функции и запоминающие устройства, настоящее изобретение не следует рассматривать как ограниченное на таких логических разделах. Таким образом, настоящее изобретение не следует рассматривать как ограниченное на конфигурации Фиг.24, а оно предназначено охватывать любую конфигурацию, способную осуществлять операции, описанные здесь.
Работа и последовательность событий могут управляться программируемым логическим контроллером (ПЛК). Режим работы и определенные входные параметры или регулировки машины могут выбираться или управляться вводом оператора, используя человеко-машинный интерфейс (ЧМИ) для взаимодействия с контроллером, как является хорошо известным для специалистов в данной области.
Блок-схема иллюстрирует архитектуру, функциональные возможности и работу возможных реализаций вариантов выполнения настоящего изобретения. С этой точки зрения, каждый блок в структурных схемах или блок-схемах представляет собой модуль, сегмент или часть кода, который содержит одну или более выполняемых команд для реализации конкретной(ых) логической(их) функции(й). Также следует отметить, что, в некоторых альтернативных реализациях, функции, указанные в блоках, могут иметь место в порядке, отличном от указанного на фигурах. Например, два блока, показанные последовательно, могут в действительности выполняться по существу одновременно, или блоки могут иногда выполняться в обратном порядке, в зависимости от выполняемой функции.
Таким образом, варианты выполнения настоящего изобретения предлагают машины, системы, устройства, способы и компьютерные программные продукты, выполненные для обеспечения одного или более из следующих признаков или элементов: вращающиеся столы с множеством клипсаторов, обычно, по меньшей мере, 10 и более обычно около 12, разнесенных по окружности (обеспечивающих соответствие стандартизованным в промышленности длинам продуктов с минимальными или уменьшенными отходами); усовершенствованные системы склеивания текучим адгезивом; держатели бобин с клипсами с системами легкого заряжания и снятия; горизонтальные (обычно неподвижные) экструдеры во взаимодействии с криволинейными каналами протекания и горизонтальными заполняющими конструкциями; автоматические подъемные элементы для оболочки (например, пленки) для вставки сопла между наложенными слоями оболочки; автоматическое выдвигающее и отводящее устройство регулировки продольного положения стола; вращающиеся опорные столы с точными регулировками радиального положения клипсаторов; системы самоочистки или самопрочистки для подающих адгезив сопел; автоматическая параметрическая (конкретно для рецептуры) регулировка положения и отображенные данные наладки для операторов; взаимодействующие направляющие клипс с системами отверстий и направляющим пазом, которые прикрепляются к вращающемуся столу и взаимодействуют с направляющими клипсаторов, которые поддерживают двойные клипсаторы для фиксации и размещения клипсаторов в многочисленных различных радиальных положениях; по меньшей мере, четыре отдельные зоны нагрева с регулируемой температурой в канале протекания адгезивной текучей среды; вращающийся стол с усовершенствованными устройствами подачи воздуха и очистки воздуха для приведения в действие, которые могут работать с клипсаторами и связанными клипсами взаимозаменяемого размера для обеспечения улучшенной скорости или одинаковой эксплуатационной производительности (например, 300 кусков в минуту) независимо от используемого клипсатора; не требующее инструментов разъемное скрепление консоли и формующей втулки; автоматическая система смазки распылением для звездочки; автоматические регулировки для синхронизации различных приводных систем всей системы для взаимодействия на соответствующих скоростях, включая синхронизацию привода пленки, экструдера адгезива и привода вращающегося стола; автоматическая регулировка скорости приводной системы исходя из усилия, приложенного к рычагу натяжного вала, расположенному между столом или платформой и дальше по ходу относительно консоли и во взаимодействии с натянутой заполненной пленкой; разъемная звездочка и разъемные вышележащие опоры, размещенные вокруг вертикальной стойки для крепления стола, для более легкой замены звездочки без необходимости разборки стола/платформы; безинструментальные разъемные втулка консоли и узел, который образует крепежную конструкцию соединительного элемента насоса, и автоматическое позиционирование вакуумных ременных приводов.
Вышеприведенное является иллюстрацией настоящего изобретения и не следует рассматривать как его ограничение. Хотя были описаны несколько иллюстративных вариантов выполнения настоящего изобретения, специалисты в данной области легко поймут, что многие модификации являются возможными в иллюстративных вариантах выполнения по существу не отступая от новых идей и преимуществ настоящего изобретения. Следовательно, все такие модификации подразумеваются включаться в объем настоящего изобретения, как определено в формуле изобретения. В формуле изобретения, пункты «средство плюс функция», где используются, подразумеваются охватывать конструкции, описанные здесь как выполняющие указанную функцию, и не только конструктивные эквиваленты, но и также эквивалентные конструкции. Следовательно, следует понимать, что вышеприведенное является иллюстрацией настоящего изобретения и не следует рассматривать как ограниченное на конкретных раскрытых вариантах выполнения и что модификации раскрытых вариантов выполнения, а также другие варианты выполнения, подразумеваются включаться в объем приложенной формулы изобретения. Изобретение определено нижеследующей формулой изобретения, причем эквиваленты формулы изобретения подлежат включению в нее.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВРАЩАЮЩИЕСЯ МНОГОКЛИПСАТОРНЫЕ ПЛАТФОРМЕННЫЕ СИСТЕМЫ, РАБОТАЮЩИЕ СОВМЕСТНО С МОДУЛЯМИ АДГЕЗИВНОГО ЗАПЕЧАТЫВАНИЯ, СИСТЕМЫ АДГЕЗИВНОГО ЗАПЕЧАТЫВАНИЯ И СООТВЕТСТВУЮЩИЕ УСТРОЙСТВА И СПОСОБЫ | 2013 |
|
RU2629968C2 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ УПАКОВКИ КЛИПСОВАНИЕМ И СВЯЗАННЫЕ С НИМ УСТРОЙСТВА, СПОСОБЫ, СИСТЕМЫ И КОМПЬЮТЕРНЫЕ ПРОГРАММНЫЕ ПРОДУКТЫ, ПРИГОДНЫЕ ДЛЯ УПАКОВЫВАНИЯ ЦЕЛЬНОЙ МЫШЕЧНОЙ ТКАНИ | 2010 |
|
RU2531003C2 |
| КАТУШКА КЛИПС И СИСТЕМА РАЗМАТЫВАНИЯ КАТУШКИ КЛИПС | 2006 |
|
RU2387587C2 |
| СИСТЕМА ИЗ КЛИПСАТОРА И МАГАЗИНА КЛИПС И СПОСОБ ЭКСПЛУАТАЦИИ ТАКОГО КЛИПСАТОРА | 2006 |
|
RU2429999C2 |
| КЛИПСАТОР И СПОСОБ НАСТРОЙКИ КЛИПСАТОРА | 2006 |
|
RU2399565C2 |
| Обнаружение клипс | 2020 |
|
RU2725815C1 |
| МОБИЛЬНАЯ УСТАНОВКА ПРОИЗВОДСТВА ВЗРЫВЧАТЫХ ВЕЩЕСТВ (ВАРИАНТЫ) | 2008 |
|
RU2373172C1 |
| Адгезивные ленты | 2018 |
|
RU2735526C1 |
| УСТРОЙСТВО СТОЛА ДЛЯ 3D-ПЕЧАТИ С АВТОМАТИЧЕСКОЙ КОНВЕЙЕРНОЙ СИСТЕМОЙ СЪЕМА ДЕТАЛЕЙ | 2022 |
|
RU2786718C1 |
| МАГАЗИН ПОДВЕСНЫХ ЭЛЕМЕНТОВ | 2011 |
|
RU2546195C2 |
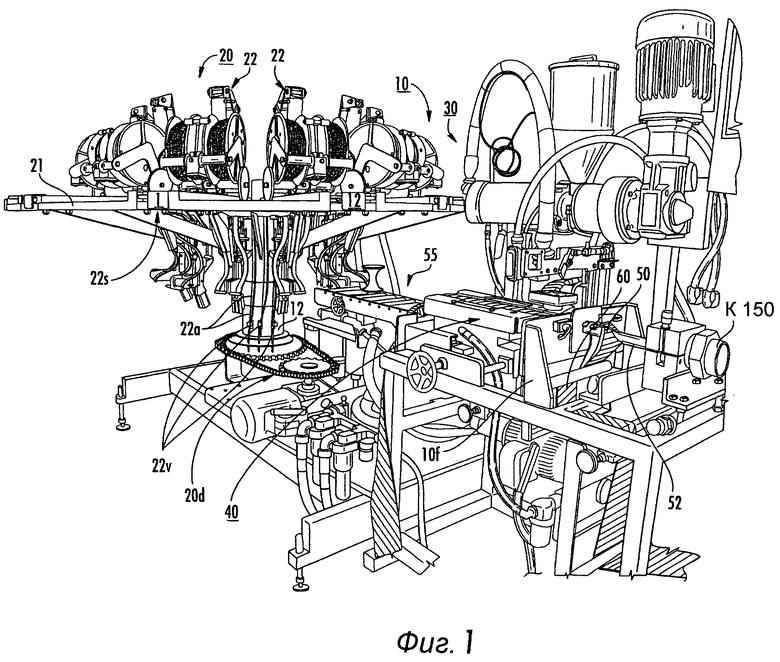
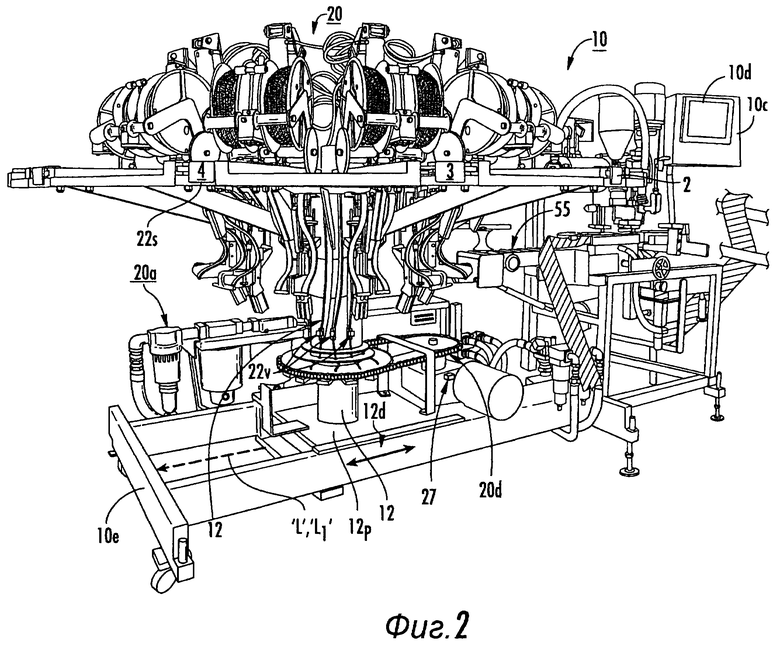
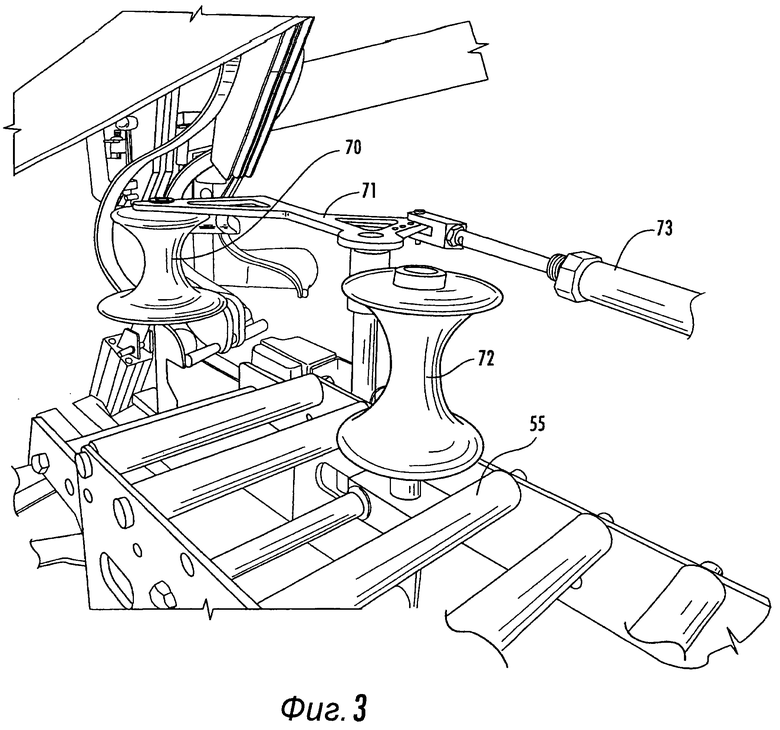
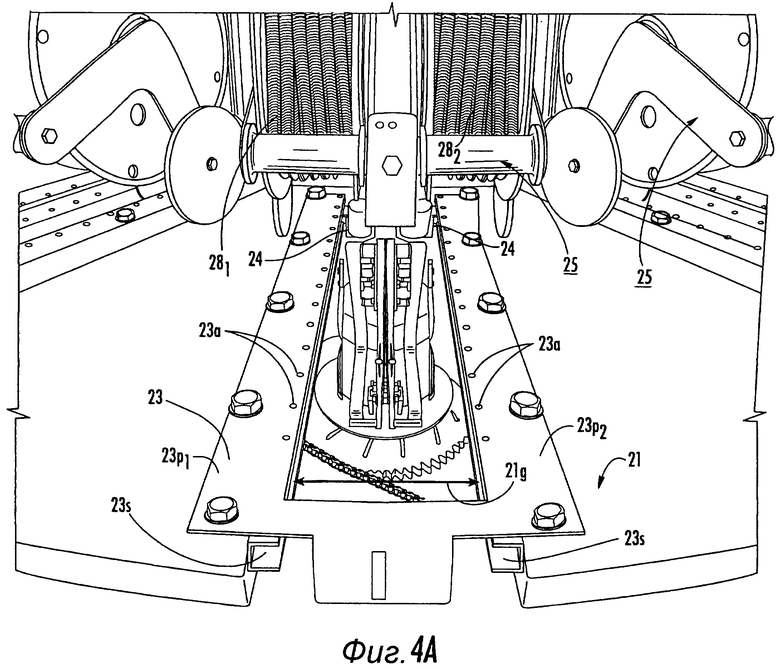
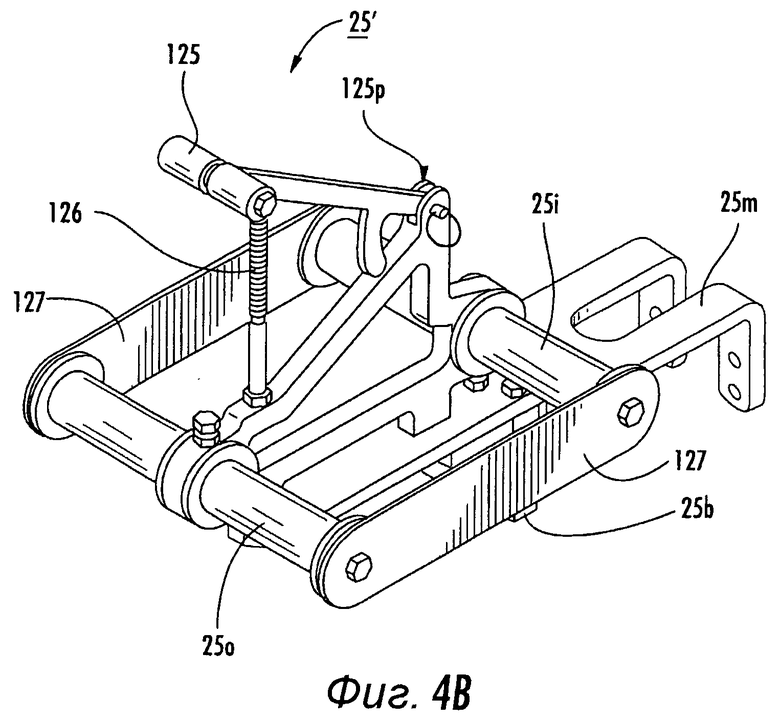
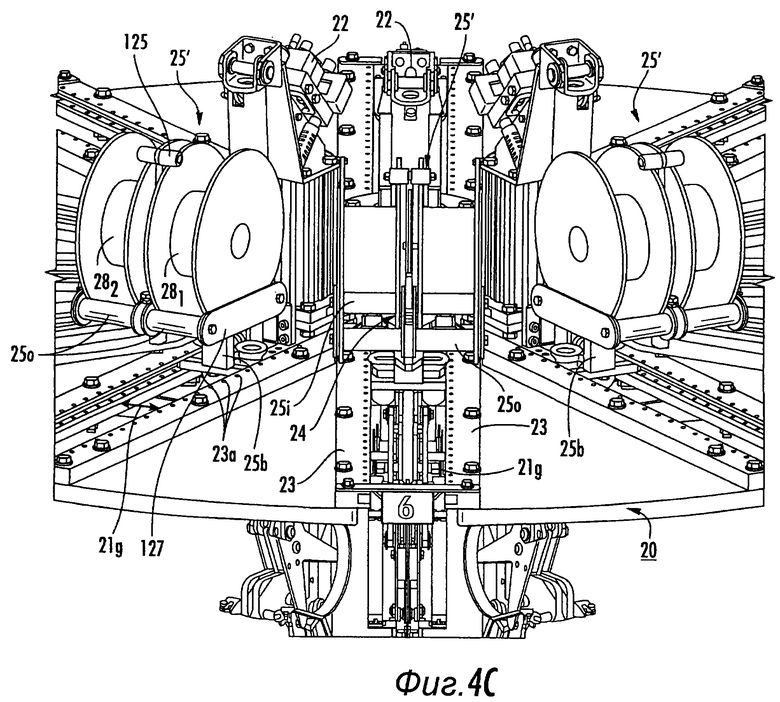
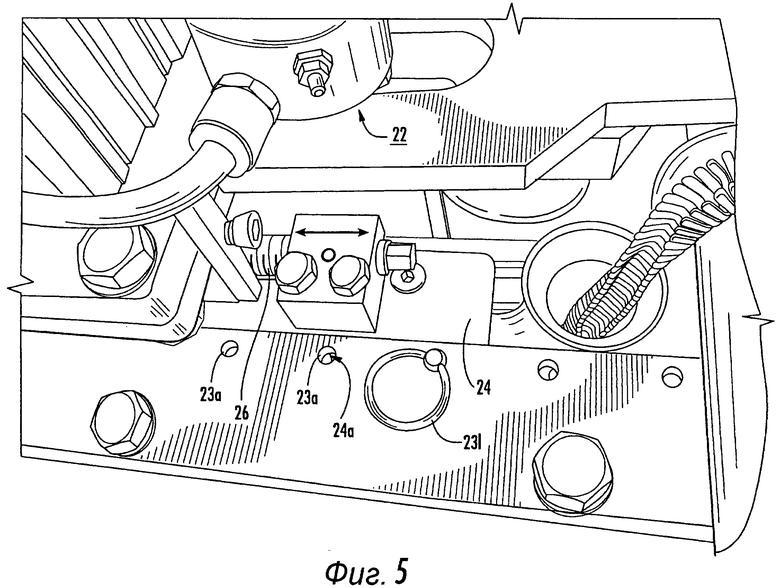
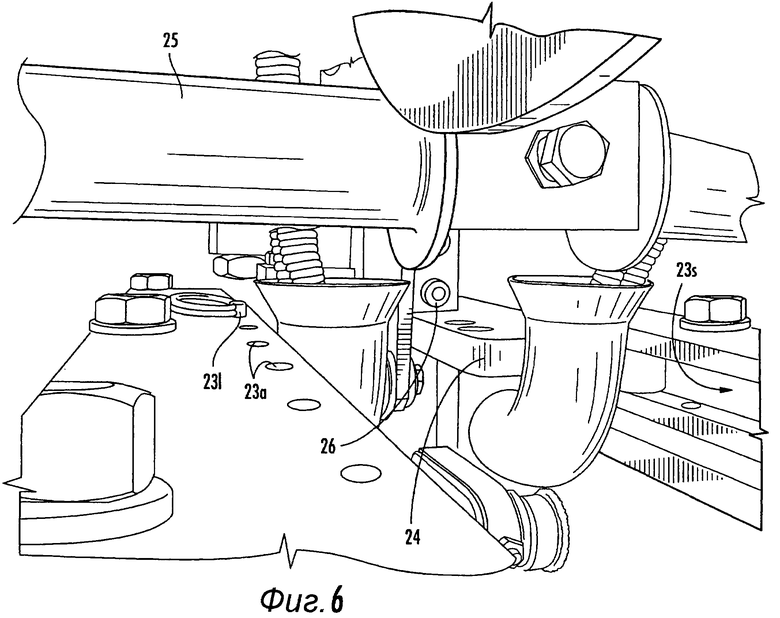
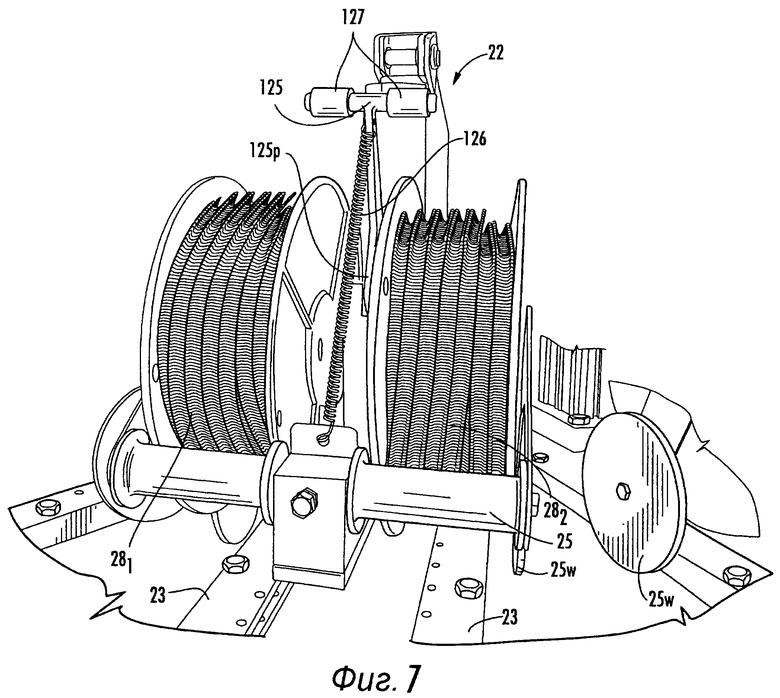
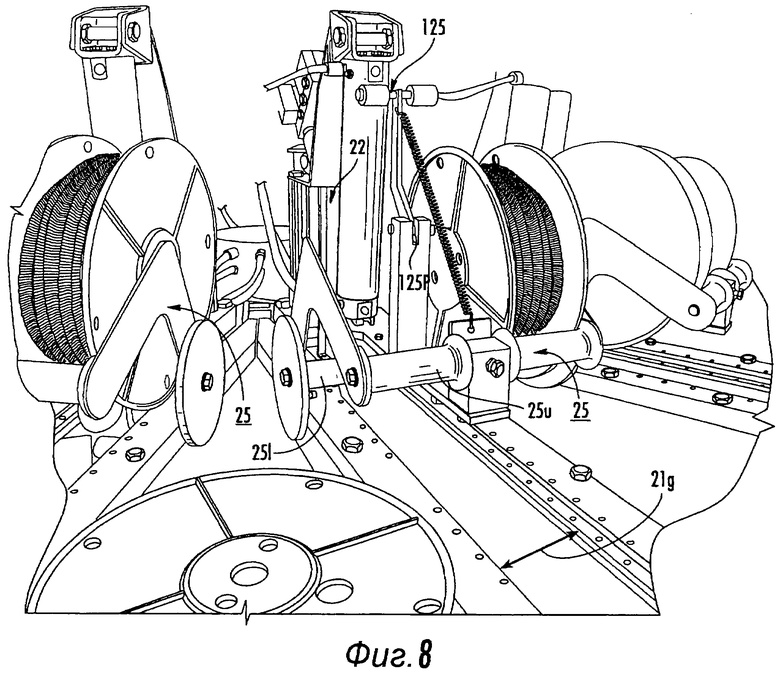
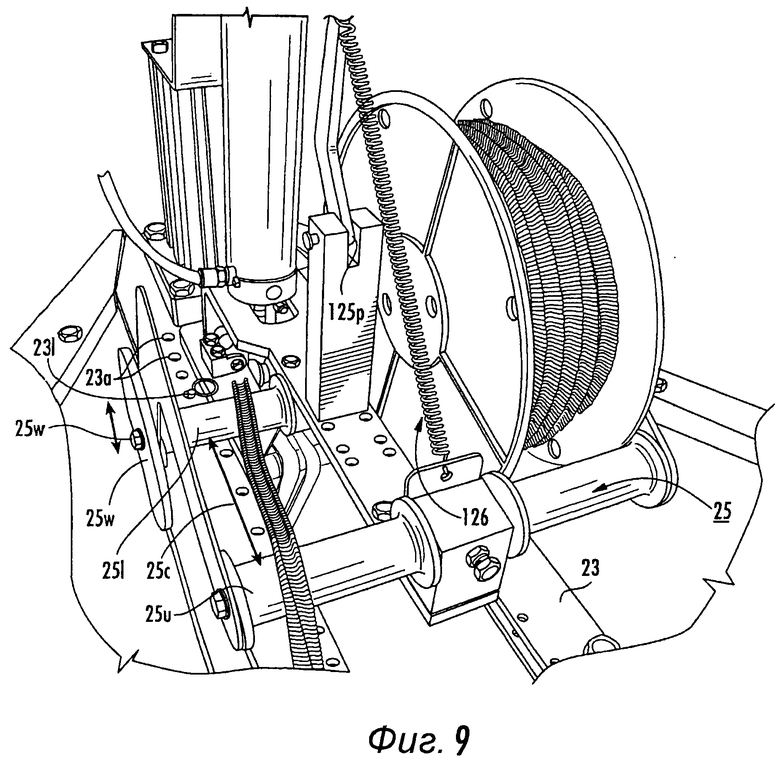
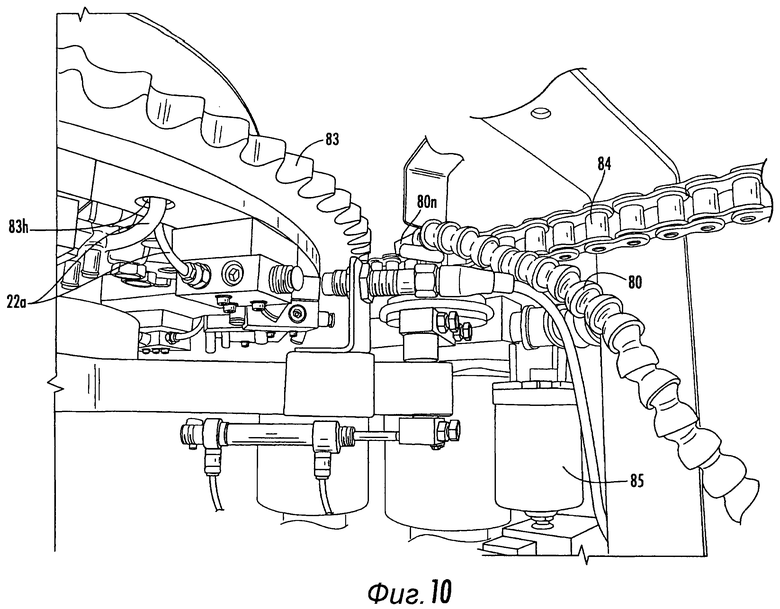
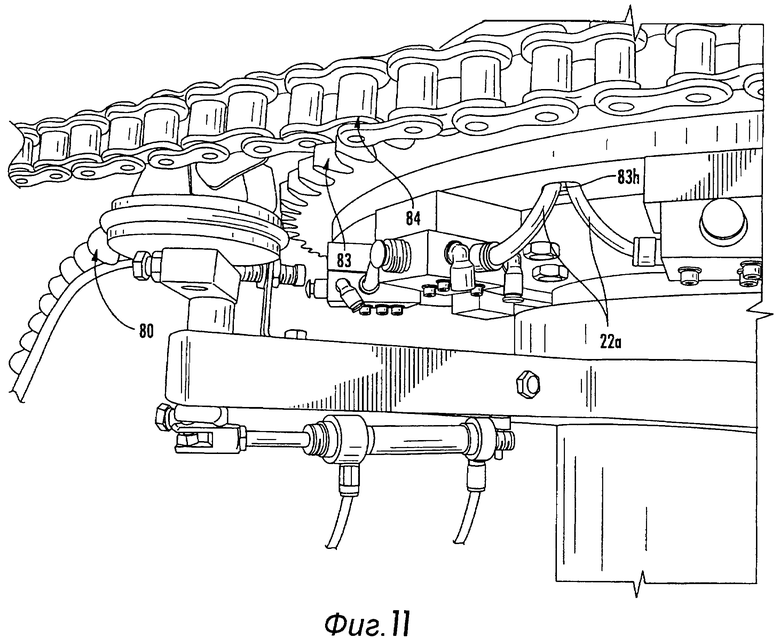
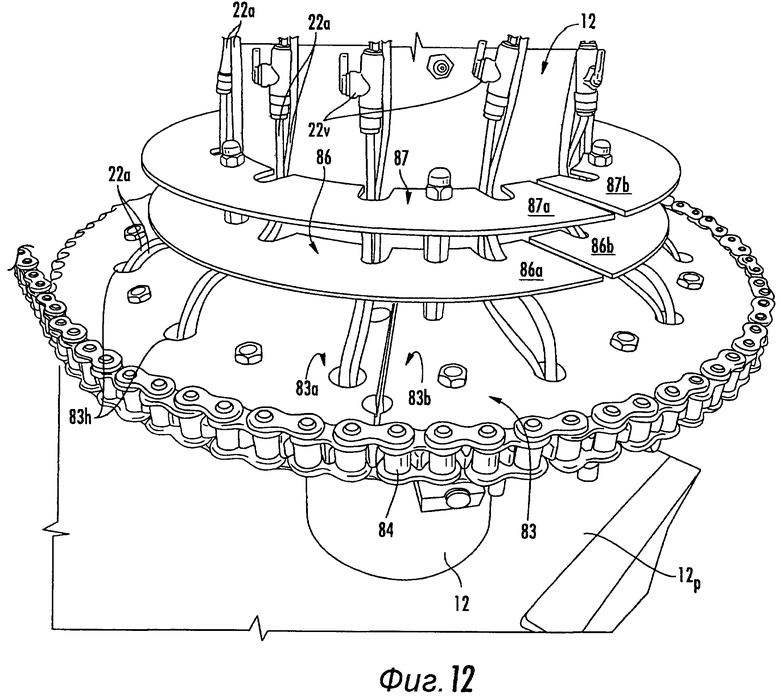
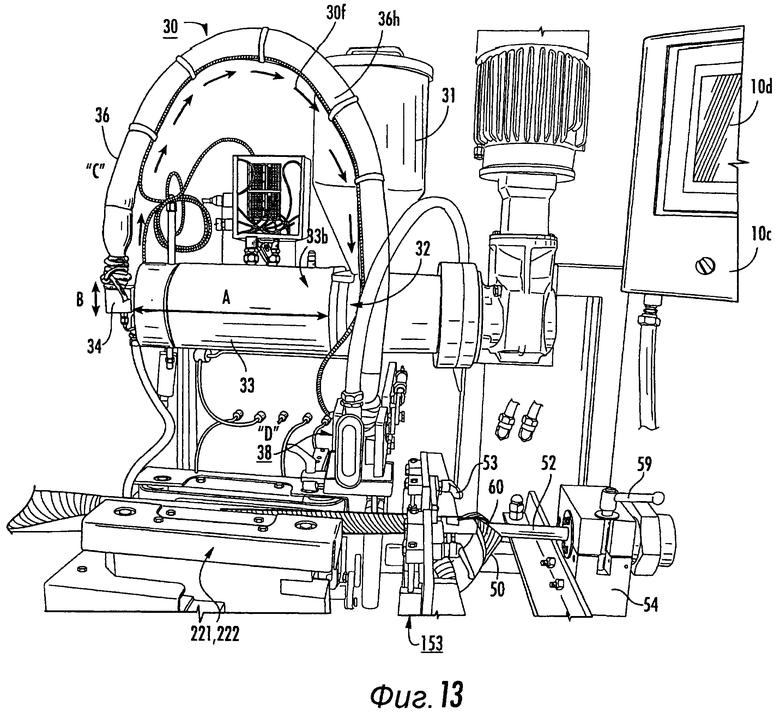
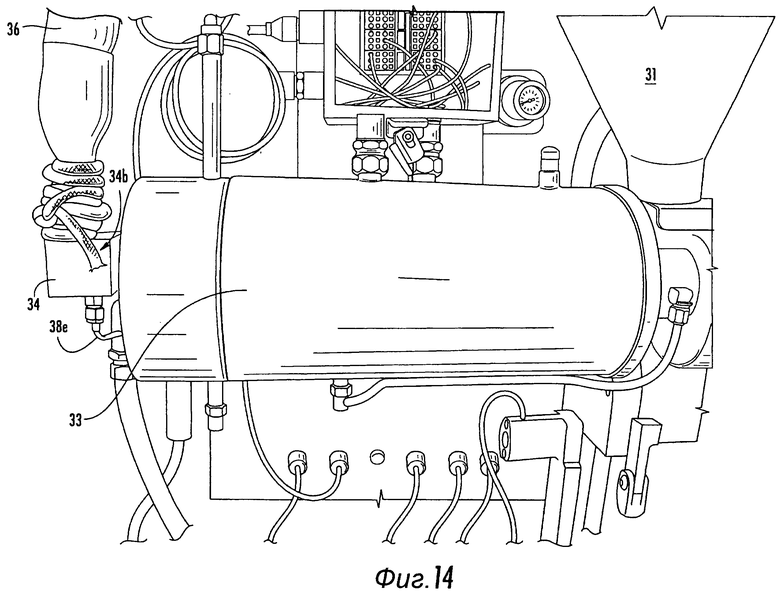
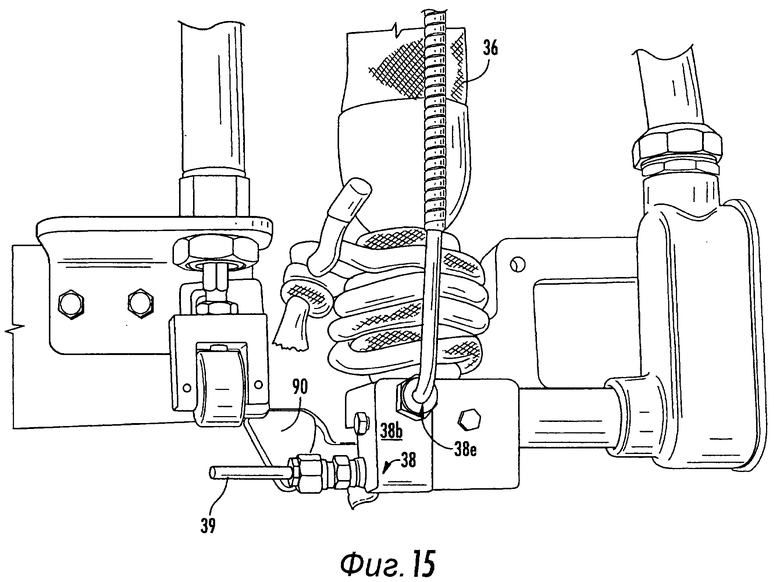
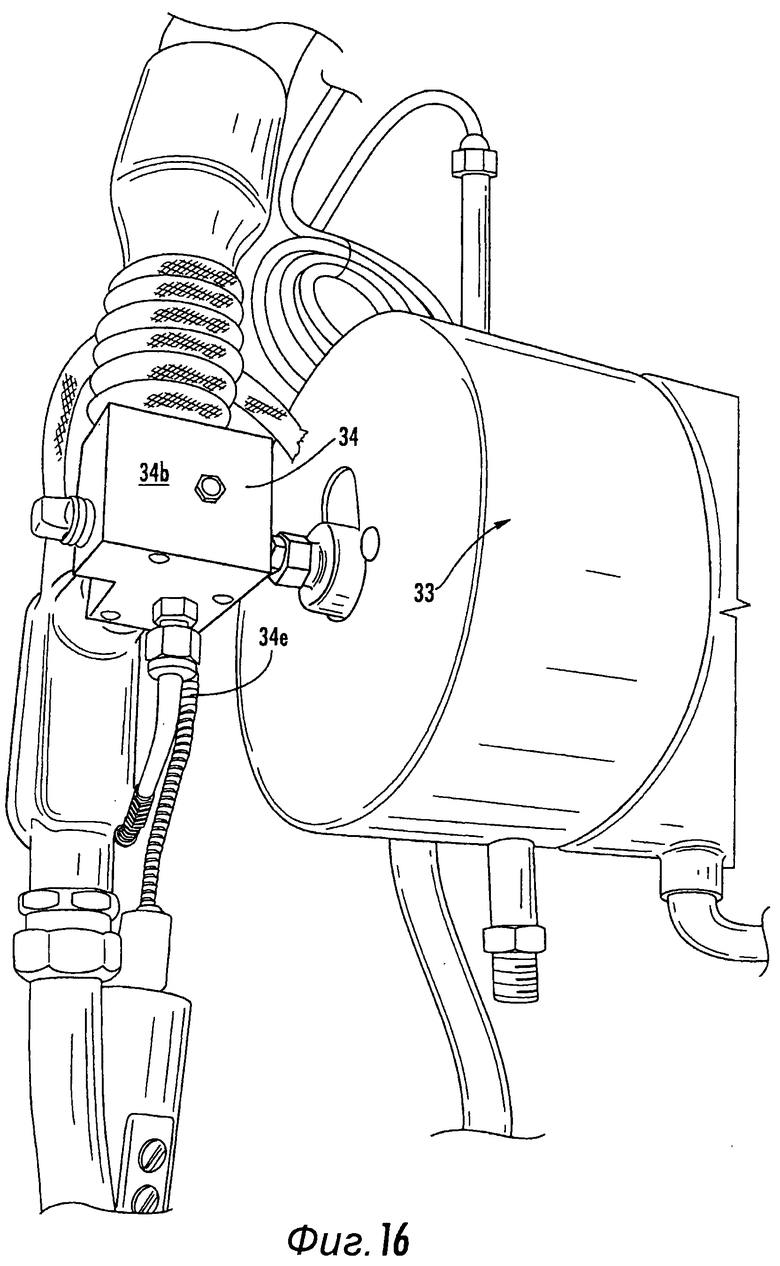
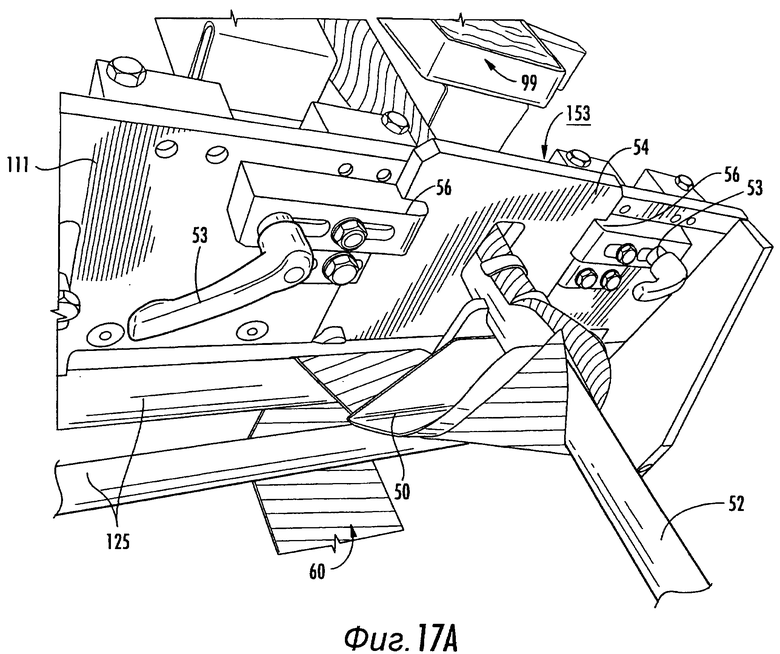
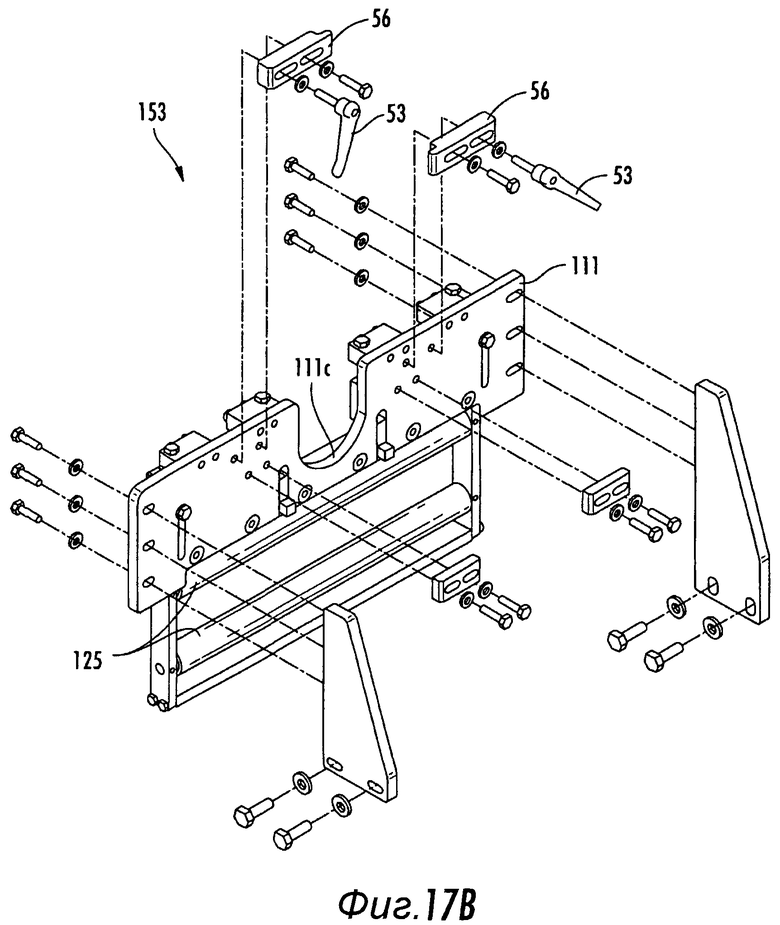
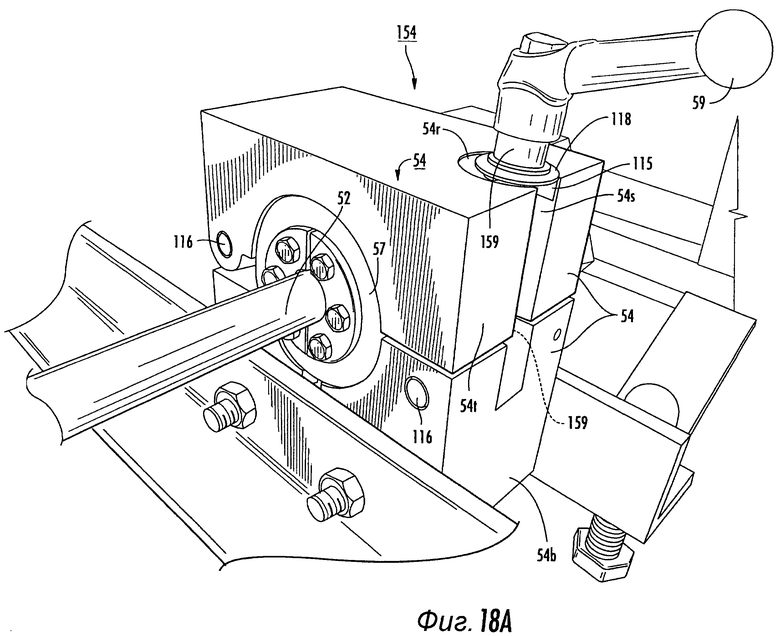
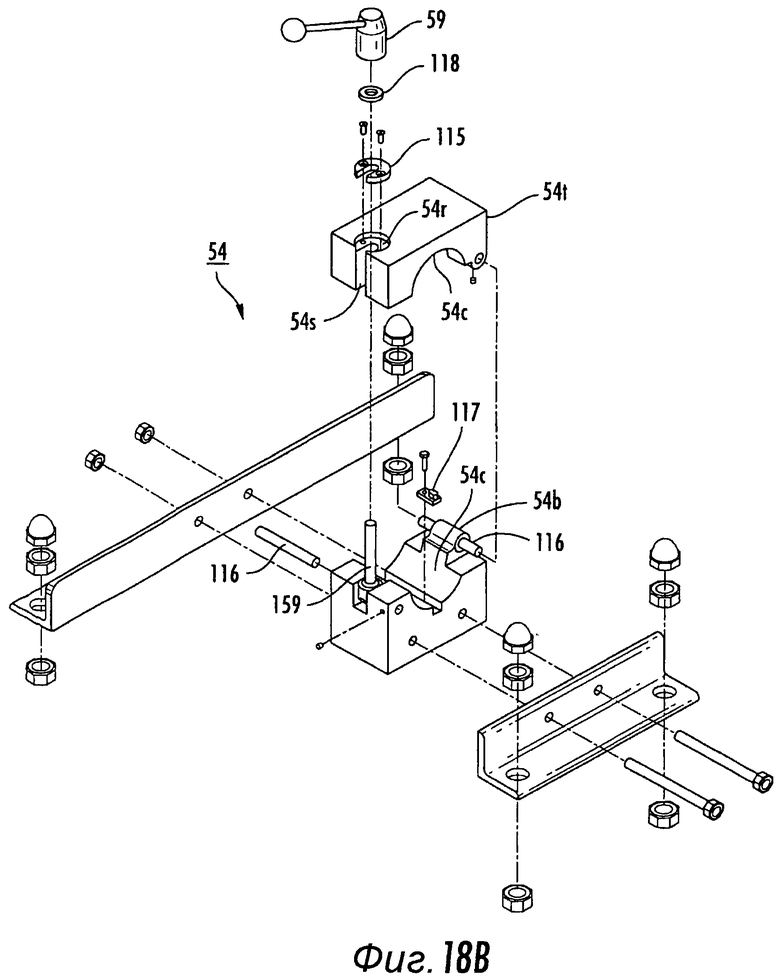
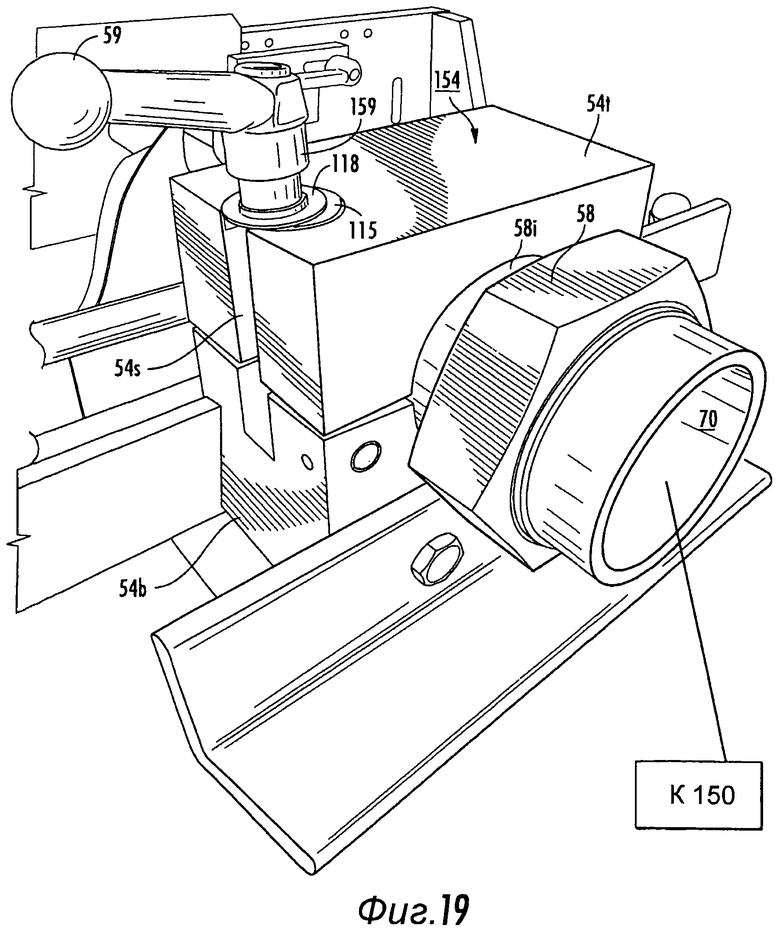
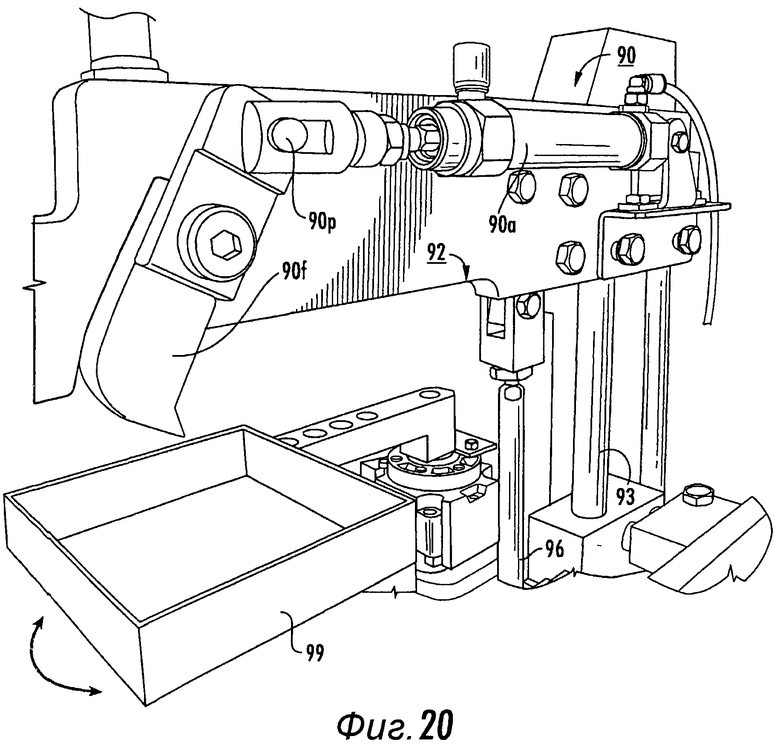
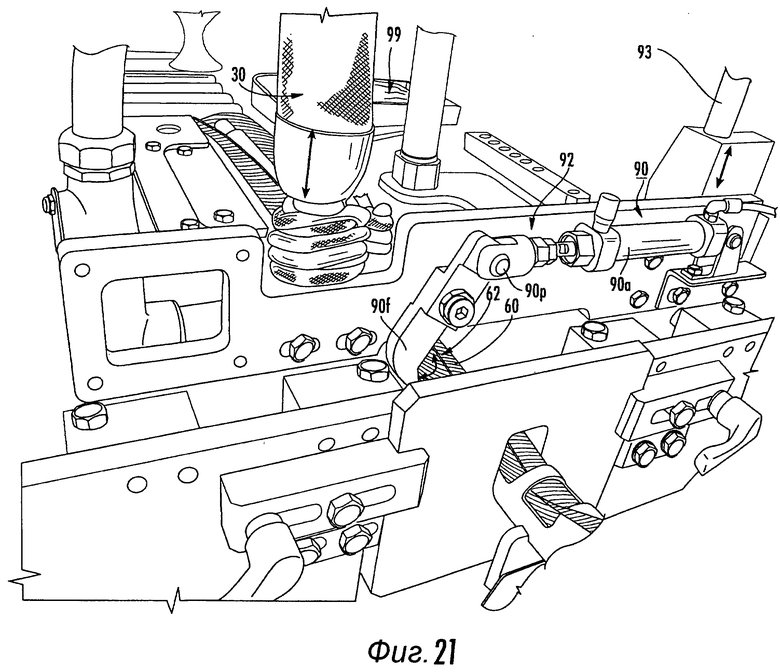
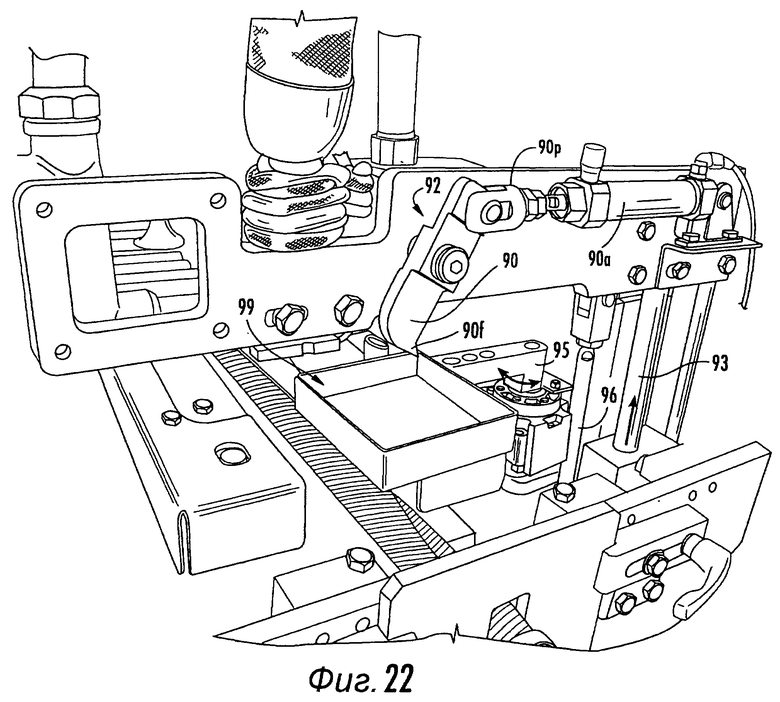
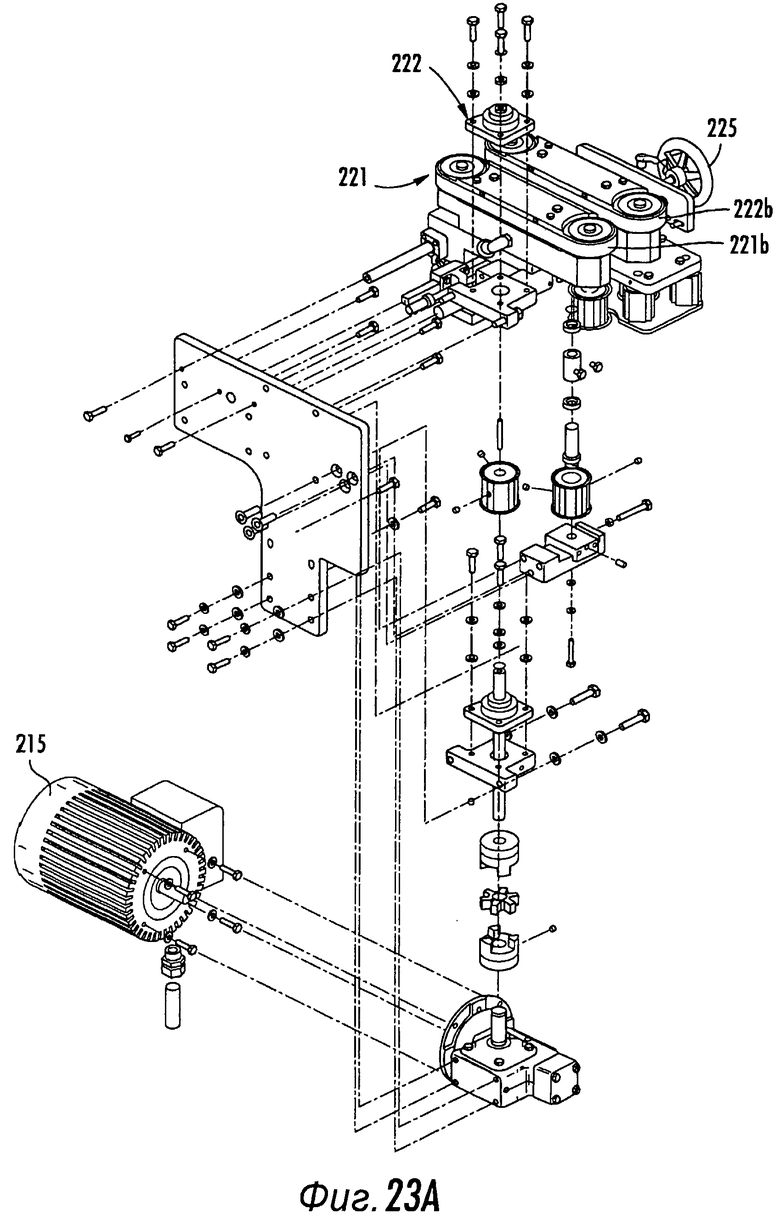
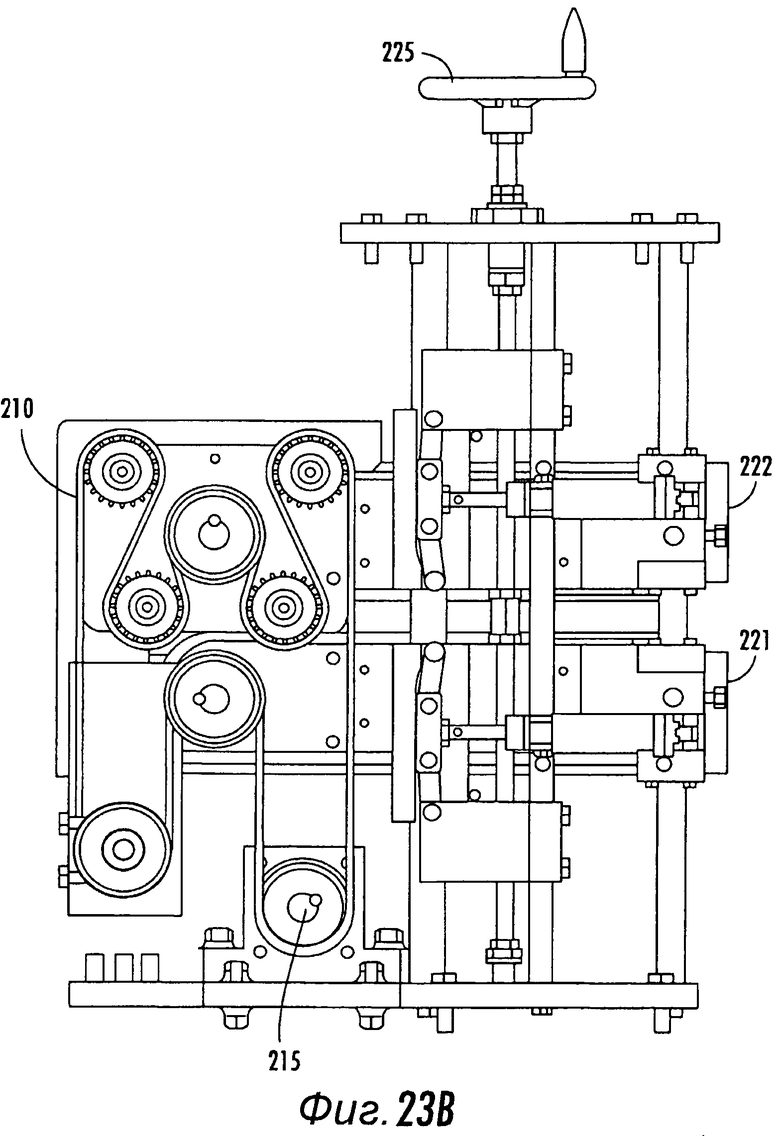
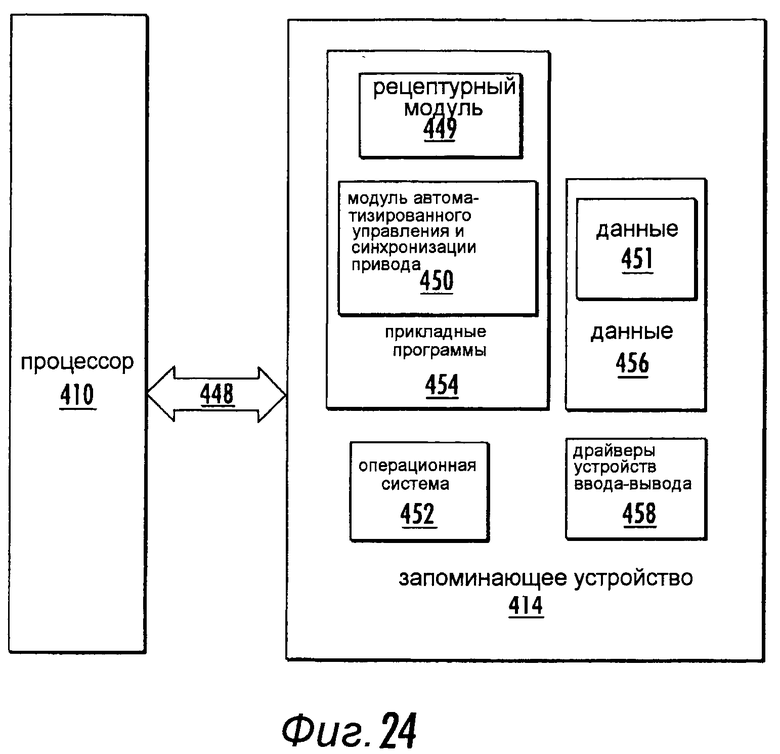
Упаковочная система содержит вращающуюся платформу с множеством разнесенных по окружности клипсаторов, приводимых в действие сжатым воздухом. Платформа выполнена с возможностью высвобождаемой, взаимозаменяемой установки двух клипсаторов разного размера. Каждое место клипсования содержит первую и вторую магистрали подачи воздуха, сообщенные с источником сжатого воздуха для приведения в действие соответствующих клипсаторов и выполненные высвобождаемо соединяемыми с соответствующим клипсатором. Причем, по меньшей мере, одна из магистралей содержит отсечной клапан. Способ упаковки продуктов с использованием вышеописанной упаковочной системы содержит получение ввода пользователя на дисплее для выбора требуемого продукта и/или рецептуры, электронное определение рабочих параметров и продольного положения платформы, автоматическое перемещение платформы в требуемое продольное положение исходя из выбранного продукта и/или рецептуры, получение ввода пользователя для автоматического сближения приводов пленки с консолью. Способ содержит также электронные мониторинг температур в канале протекания адгезива и регулирование температур зон нагрева, управление соплом для адгезива во взаимодействии с каналом его протекания для самоочистки и управление распылением или разбрызгиванием смазки на цепь или звездочку приводной системы платформы. В способе осуществляют также автоматическое поднятие верхнего длинного края перекрывающихся слоев пленки подъемным механизмом, электронное управление соплом для продвижения и выдачи адгезива между слоями пленки, электронное подключение к операционной системе и/или контроллеру системы с удаленного пункта, используя компьютерную сеть, электронную синхронизацию приводов системы, включая синхронизацию приводов пленки, экструдера и платформы, а также осуществляют замену одной или более бобин с клипсами на платформе, используя держатель для вставки бобин, разъемно удерживающий бобины с клипсами так, что соответствующие бобины находятся во взаимодействующем выравнивании с соответствующим клипсатором на платформе. Группа изобретений обеспечивает повышение производительности при использовании различных по размеру клипсаторов. 2 н. и 30 з.п. ф-лы, 29 ил.
1. Упаковочная система, содержащая:
вращающуюся платформу, имеющую вертикальную стойку; и
множество разнесенных по окружности клипсаторов, приводимых в действие сжатым воздухом и установленных на вращающейся платформе;
причем платформа выполнена с возможностью одновременной установки множества указанных клипсаторов на соответствующих, разнесенных по окружности местах клипсования, и при этом платформа выполнена с возможностью высвобождаемой, взаимозаменяемой установки двух клипсаторов разного размера на соответствующих местах клипсования, при этом один из клипсаторов разного размера выполнен для выдачи клипс большего размера, чем другой клипсатор,
при этом каждое место клипсования включает первую и вторую магистрали подачи воздуха, сообщенные с источником сжатого воздуха, для приведения в действие соответствующих клипсаторов, причем указанные первая и вторая магистрали подачи воздуха выполнены высвобождаемо соединяемыми с соответствующим клипсатором, установленным на месте клипсования, и при этом по меньшей мере одна из первой и второй магистралей подачи воздуха содержит отсечной клапан.
2. Система по п.1, в которой клипсаторы разного размера включают встроенные магистрали подачи воздуха, высвобождаемо соединенные с первой и второй магистралями подачи воздуха соответствующего места клипсования платформы так, что установленные клипсаторы находятся в сообщении по текучей среде с общим источником подачи сжатого воздуха для приведения в действие указанных клипсаторов разного размера, при этом первая магистраль подачи воздуха содержит встроенный отсечной клапан для селективного прекращения подачи воздуха к цилиндру клипсатора, а вторая магистраль подачи воздуха сообщена с пусковым клапаном.
3. Система по п.1, в которой платформа может одновременно держать двенадцать клипсаторов, по одному на каждом из двенадцати разнесенных по окружности пунктов клипсования.
4. Система по п.1, дополнительно содержащая:
разъемную звездочку главного привода, имеющую по меньшей мере две смежные выровненные горизонтальные части с по меньшей мере двумя разнесенными, радиально продолжающимися линиями разъема, расположенные под вращающейся платформой, окружающей вертикальную стойку; и
приводную систему с цепью во взаимодействии со звездочкой, которая вращает вращающуюся платформу с требуемой скоростью.
5. Система по п.4, дополнительно содержащая первую и вторую горизонтальные пластины, расположенные вертикально на расстоянии друг от друга над и смежно звездочке под платформой, так что они окружают вертикальную стойку, при этом каждая из пластин разделена на множество смежных частей с радиально продолжающейся линией разъема, продолжающейся между смежными частями.
6. Система по п.1, дополнительно содержащая датчик положения во взаимодействии с вращающейся платформой и рамой, поддерживающей вращающуюся платформу, причем система содержит контроллер, который получает данные от датчика положения и автоматически перемещает вращающуюся платформу в требуемое продольное положение, исходя из данных положения от датчика и ввода пользователя, выбирающего тип продукта и/или размер для изготовления.
7. Система по п.6, дополнительно содержащая скользящую платформу, установленную на раме, которая удерживает вертикальную стойку и позволяет автоматическое продольное перемещение вращающейся платформы.
8. Система по п.1, дополнительно содержащая множество разнесенных по окружности держателей, которые опираются непосредственно на платформу или непосредственно поддерживаются платформой, и которые держат бобины с клипсами на платформе, при этом каждый держатель образует по меньшей мере одну полость для бобины, высвобождаемо удерживающую соответствующую бобину с клипсами выровненно с соответствующим клипсатором, при этом каждый держатель выполнен с возможностью вставки бобины с клипсами в держатель, при котором соответствующий ближний клипсатор остается на месте.
9. Система по п.8, дополнительно содержащая винты точной регулировки, по одному во взаимодействии с каждым из держателей, при этом каждый винт точной регулировки выполнен так, чтобы позволить оператору радиально перемещать соответствующий держатель в требуемое положение на платформе после того, как соответствующий клипсатор установлен с грубым позиционированием в выбранных отверстиях, причем тонкая регулировка, обеспечиваемая винтами тонкой регулировки составляет менее чем около 1/8 дюйма.
10. Система по п.8, в которой каждый держатель разъемно поддерживает две бобины бок-о-бок.
11. Система по п.4, дополнительно содержащая автоматическую систему смазки, выполненную для автоматического разбрызгивания смазки на звездочку и/или цепь в виде мелкодисперсного тумана для предотвращения стекания смазки во время работы.
12. Система по п.1, дополнительно содержащая:
систему формования плоского рулонного материала в трубчатую оболочку, содержащую формующую втулку, расположенную по ходу перед вращающейся платформой; и
систему адгезивного запечатывания во взаимодействии с системой формования, которая склеивает плоский материал в трубчатую конфигурацию, причем система адгезивного запечатывания содержит автоматическое поворотное подъемное устройство, которое поднимает один длинный край упаковки с тем, чтобы позволить соплу нанести адгезив вблизи поднятого длинного края для склеивания оболочки в трубчатую конфигурацию.
13. Система по п.12, в которой сопло является самоочищающимся соплом и связано с нагревающим узлом, смежным продолжающемуся наружу по существу горизонтальному соплу, при этом нагреватель сопла сообщен с контроллером, который выполнен с возможностью управления указанным нагревающим узлом для нагревания до достаточной температуры, чтобы удалить из сопла остатки адгезива.
14. Система по п.12, в которой система адгезивного запечатывания содержит неподвижный по существу горизонтальный экструдер, соединенный с криволинейным каналом протекания, который продолжается вверх от экструдера, затем над экструдером, и затем продолжается вниз для соединения с соплом.
15. Система по п.14, в которой путь протекания в системе адгезивного запечатывания содержит четыре температурные зоны, которые могут отдельно регулироваться по температуре, включающие первую зону, связанную с экструдером, вторую зону, связанную с выходом из экструдера, третью зону, связанную с криволинейным каналом протекания, и четвертую зону, связанную с выходом из криволинейного канала протекания вблизи с соплом.
16. Система по п.15, дополнительно содержащая контроллер, связанный с каждой температурной зоной и выполненный с возможностью i) мониторинга и регулирования температур в четырех разных температурных зонах в пути протекания адгезива и ii) повышения, а затем снижения температуры зоны нагревания вблизи сопла для осуществления процесса самоочистки или самопрочистки выдающего сопла, тем самым препятствуя его закупорке.
17. Система по п.12, в которой подъемное устройство выполнено с возможностью автоматического перемещения между начальным положением, находящемся сбоку и вверх от осевой линии консоли, и рабочим положением, в соответствии с чем подъемное устройство перемещается вниз, чтобы располагаться над и вблизи консоли и внутрь к осевой линии консоли.
18. Система по п.12, дополнительно содержащая поворотный поддон для стока, который расположен под соплом в нерабочем положении сопла и который синхронизирован для автоматического поворота из-под сопла, когда подъемное устройство перемещается в и/или находится в рабочем положении.
19. Система по п.1, причем система дополнительно содержит:
технологическую консоль, расположенную по ходу перед платформой; и
систему привода пленки во взаимодействии с источником подачи
плоской пленки из рулона, при этом система привода пленки включает два вакуумных привода, каждый из которых имеет ремень, во взаимодействии с дисплеем и контроллером системы, при этом дисплей выполнен для приема ввода пользователя для побуждения вакуумных приводов автоматически перемещать вакуумные приводные ремни в рабочее положение для прижимания пленки к консоли.
20. Система по п.1, дополнительно содержащая:
консоль, расположенную по ходу перед платформой, разъемно прикрепленную к раме системы;
систему привода пленки во взаимодействии с источником подачи плоской пленки из рулона;
формующую втулку, расположенную на консоли, во взаимодействии с источником подачи плоского материала из рулона;
узел безынструментального крепления формующей втулки и консоли, имеющий первый и второй рычаги, которые поворачиваются, чтобы заставить элемент перемещаться к плите, которая высвобождаемо удерживает консоль и втулку на месте; и
узел безынструментального крепления консоли, удерживающий консоль по ходу перед формующей втулкой, причем узел безынструментального крепления консоли содержит первый и второй узлы, которые образуют между ними по существу цилиндрическую полость, при этом первый и второй узлы выполнены так, что разъемно прикрепляются друг к другу посредством рычага во взаимодействии со стержнем, который продолжается через первый и второй узлы и прижимает узлы к консоли.
21. Система по п.8, в которой указанные держатели имеют радиально разнесенные внутренний и внешний элементы, которые взаимодействуют для высвобождаемого удерживания по меньшей мере одной бобины с клипсами, причем указанные держатели являются держателями с забросом бобин, позволяющими пользователю забрасывать заполненные клипсами бобины в полость держателя, чтобы они размещались между внутренним и наружным элементами, при этом держатели содержат соответствующий рычаг, способный поворачиваться вверх и вниз над бобиной с клипсами для высвобождаемого удерживания бобины с клипсами внутри указанной полости.
22. Система по п.8, выполненная с возможностью высвобождаемого удерживания двух бобин с клипсами бок-о-бок в двух смежных полостях, при этом каждый держатель включает по меньшей мере два колеса на противоположных сторонах держателя, опирающиеся на платформу.
23. Система по п.1, содержащая устройства подачи воздуха и очистки воздуха, позволяющие быстро приводить в действие различные клипсаторы со скоростью около 300 деталей в минуту или 300 футов пленки в минуту, чтобы при этом обеспечить по существу одинаковую эксплуатационную производительность независимо от размера используемого клипсатора.
24. Система по п.1, дополнительно содержащая:
расположенную по ходу перед платформой консоль с формующей втулкой;
фланец для поддерживания безинструментального узла формующей втулки, прикрепленный к раме упаковочной системы, при этом безинструментальный узел формующей втулки содержит опорную плиту с полукруглой выемкой и по меньшей мере один доступный для пользователя рычаг, присоединенный к опорной плите, при этом указанный по меньшей мере один рычаг находится во взаимодействии с перемещающимся в боковом направлении элементом, который фиксирует верикально ориентированную пластину для установки консоли для удерживания консоли в по существу горизонтальной ориентации.
25. Система по п.24, дополнительно содержащая вертикально выровненные и разнесенные первый и второй лентопроводящие направляющие неприводные ролики, прикрепленные к нижней части крепежной плиты.
26. Система по п.1, в которой вращающаяся платформа находится во взаимодействии со звездочкой и цепью, при этом платформа дополнительно содержит автоматическую смазочную систему посредством автоматического разбрызгивания смазки в виде мелкодисперсного тумана на звездочку и/или цепь через определенные промежутки времени и/или после заданного количества оборотов платформы так, чтобы предотвратить стекание смазки.
27. Система по п.1, дополнительно содержащая:
систему привода платформы во взаимодействии с платформой для ее вращения с выбранной скоростью,
узел привода пленки, включающий систему привода пленки во взаимодействии с источником подачи плоской пленки из рулона с выбранной скоростью, при этом приводной узел пленки расположен по ходу перед вращающейся платформой;
систему адгезивного запечатывания во взаимодействии с системой привода пленки и расположенную по ходу перед платформой с клипсаторами, при этом система адгезивного запечатывания имеет экструдер с приводной системой с выбираемой скоростью экструзии во взаимодействии с каналом протекания адгезива, который оканчивается в сопле для адгезива, при этом система адгезивного запечатывания имеет четыре разные температурные зоны, которые продолжаются между экструдером и соплом, и которые могут отдельно управляться для обеспечения требуемых соответствующих температур; и
автоматизированную систему управления во взаимодействии с приводной системой платформы, системой привода пленки и приводной системой экструдера, и выполненную для синхронизации работы, регулировки приводной скорости одной или более приводных систем во время работы упаковочной системы и регулировки каждой приводной системы для работы с заданной скоростью для взаимодействия для производства требуемого продукта.
28. Система по п.27, дополнительно содержащая консоль с выходной частью, которая выдает заполняющий материал в секции склеенной оболочки, и в которой автоматизированная система управления выполнена для регулирования скорости системы привода пленки и/или приводной системы экструдера, по меньшей мере, одной приводной системы в зависимости от усилия, приложенного к рычагу натяжного вала, расположенному между вращающейся платформой и выходной частью консоли таким образом, чтобы находиться во взаимодействии с натянутой заполненной запечатанной упаковкой.
29. Система по п.1, дополнительно содержащая консоль, которая оканчивается в концевой части вблизи соединительного элемента насоса во втулке консоли, и узел, соединяющий насос с консолью, который высвобождаемо удерживает консоль в герметичном сообщении по текучей среде с насосом.
30. Система по п.29, в которой втулка консоли и консоль удерживаются безынструментальным узлом крепления консоли с узлом, имеющим верхний и нижний элемент, которые фиксируют консоль между ними и соединяются и освобождаются с помощью доступного для пользователя рычага.
31. Система по п.1, дополнительно содержащая:
консоль, формующую втулку и средство подачи плоского материала, для образования по существу трубчатой пленки или оболочки, и подачи заполненной пленки или оболочки к вращающейся платформе для одновременного клипсования на указанной платформе; и
контроллер, взаимодействующий с вращающейся платформой и клипсами, выполненный с возможностью, в зависимости от выбранного продукта, программируемого регулирования положения платформы, клипсаторов, а также вывода установочных данных для оператора.
32. Способ упаковки участков продуктов с использованием упаковочной системы по любому из пп.1-31 с вращающейся платформой с множеством клипсаторов, включающий:
получение ввода пользователя на дисплее для выбора требуемого продукта и/или рецептуры для изготовления;
электронное определение требуемых рабочих параметров, используемых исходя из ввода пользователя;
электронное определение продольного положения вращающейся платформы;
автоматическое перемещение вращающейся платформы в требуемое продольное положение, исходя из выбранного продукта и/или рецептуры;
получение ввода пользователя для автоматического сближения приводов пленки с консолью;
электронный мониторинг температур в канале протекания адгезива и регулирование температур зон нагрева для нахождения в пределах требуемых рабочих диапазонов;
электронное управление соплом для адгезива во взаимодействии с каналом протекания адгезива для выполнения процесса самоочистки;
электронное управление для распыления или разбрызгивания смазки на цепь или звездочку, связанную с приводной системой для вращающейся платформы;
автоматическое поднятие верхнего длинного края перекрывающихся слоев пленки, используя подъемный механизм, затем электронное управление соплом для продвижения с тем, чтобы выдать адгезив между перекрывающимися слоями пленки;
электронное подключение к операционной системе и/или контроллеру системы с удаленного пункта, используя компьютерную сеть;
электронную синхронизацию различных приводов системы для взаимодействия на соответствующих скоростях, включая синхронизацию привода пленки, привода экструдера адгезива и привода вращающейся платформы; и
замену одной или более бобин с клипсами на вращающейся платформе, используя держатель для вставки бобин, который разъемно удерживает бобины с клипсами таким образом, что соответствующие бобины находятся во взаимодействующем выравнивании с соответствующим клипсатором на вращающейся платформе.
| US 5020298 A, 04.06.1991 | |||
| 0 |
|
SU193338A1 | |
| US 3818574 A1, 25.06.1974. | |||

