Область техники, к которой относится изобретение
Данное изобретение относится в целом к изготовлению ценных бумаг, в частности банкнот, а более конкретно - к способу обработки пачек ценных бумаг, в частности пачек банкнот, и к устройству для осуществления данного способа.
В контексте данного изобретения термин "ценные бумаги" следует понимать как включающий в себя все виды ценных бумаг и/или ценных документов, таких как банкноты, банковские чеки, акцизные марки, лотерейные билеты, паспорта, удостоверения личности или проездные документы, и т.п. В предпочтительном случае, ценные бумаги представляют собой банкноты.
Уровень техники и предпосылки создания изобретения
Способы и устройства для переработки листов ценных бумаг, главным образом банкнот, в пачки ценных бумаг и стопы пачек ценных бумаг (так называемые способы и устройства "окончательной обработки") уже известны в технологии изготовления ценных бумаг.
Такие способы и устройства окончательной обработки раскрыты, например, в патентах США №3939621, №4045944, №4283902, №4453707, №4463677, №4558557, №4558615 и №4853399, Европейской заявке на патент №ЕР 0656309, Международной публикации №WO 01/49464, Европейской заявке на патент №ЕР 1607355 и Международной публикации №WO 2008/010125 - все эти документы зарегистрированы на имя Заявителя данной заявки. Весьма эффективное решение, раскрытое в Международной публикации №WO 2004/016433 также от имени настоящего Заявителя, включено здесь целиком посредством ссылки и особенно подходит для непрерывного поточного производства ценных бумаг с последующей порядковой нумерацией. Другие известные решения раскрыты в Европейской заявке на патент №ЕР 0598679, Международной публикации №WO 2005/018945, Международной публикации №WO 2006/131839 и Британской заявке на патент №GB 2262729.
Как показано в упомянутых выше публикациях, общепринятой практикой является изготовление ценных бумаг в виде листов или последовательных участков непрерывного рулона, на каждом из которых содержится множество отпечатков ценных бумаг, упорядоченных в матрице строк и столбцов; листы или последовательные участки непрерывного рулона в конечном счете разрезаются для получения отдельных ценных бумаг, обычно после нумерования каждого печатного листа.
Термин "лист" в дальнейшем изложении следует понимать как ссылку или на отдельный лист, который используется в листовых печатных машинах, или на участок полотна непрерывного рулона, который используется в рулонных печатных машинах; участок полотна непрерывного рулона, в конечном счете, разрезается на листы по завершении последней печатной операции. В начале процессов окончательной обработки определенное количество следующих друг за другом листов (как правило, сотня листов) обычно складывают друг на друга, для получения последовательных стоп листов; эти стопы затем обрабатывают одну за другой так, чтобы при разрезании отпечатанных листов ценных бумаг по строкам и по столбцам получались отдельные пачки ценных бумаг. Затем эти пачки обычно складываются, чтобы сформировать комплекты пачек, обычно по десять пачек в каждом.
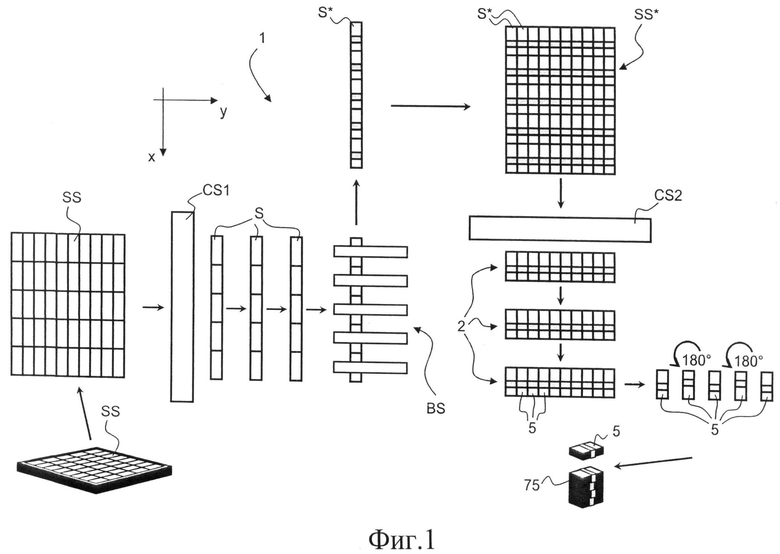
На фиг.1 схематично показан вид сверху устройства обработки стопы листов, обозначенного в целом номером 1 позиции, которое предназначено для обработки стопы листов в отдельные пачки; данное устройство работает по способу, подобному тому, который раскрыт в патенте США №4283902 (см. также патенты США №№4453707, 4463677, 4558557, 4558615 и 4653399). Это устройство служит для обработки листов при типичной скорости 10000 листов в час. Позицией SS в этом примере обозначена рассматриваемая стопа листов, которая обычно состоит из сотни последовательных листов, уложенных друг на друга. Как уже упоминалось, подразумевается, что каждый лист имеет массив или матрицу ценных бумаг, напечатанных на листе, состоящую из М столбцов N строк. Фактическое число столбцов и строк отпечатков ценных бумаг на листах зависит, очевидно, от размеров листов и от размеров каждого отпечатка ценной бумаги.
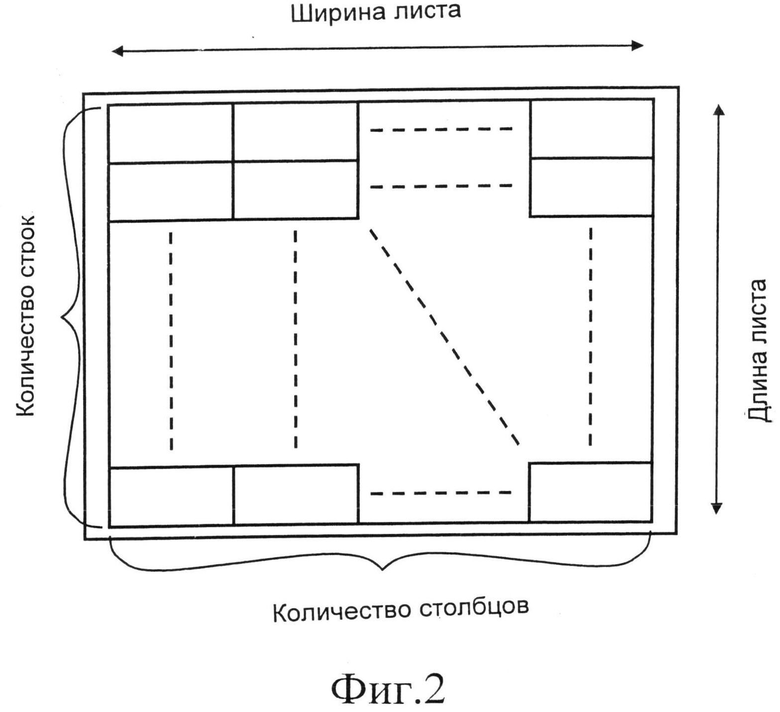
В объеме данного изобретения, и для полной ясности, термин "столбец" следует понимать как ссылку на расположение отпечатков ценных бумаг один рядом с другим вдоль первого измерения листов, именуемого в дальнейшем "длина листа", в то время как термин "строка" следует понимать как ссылку на расположение отпечатков ценных бумаг один рядом с другим вдоль другого измерения листов, именуемого в дальнейшем "ширина листа", как схематично показано на фиг.2. Строго говоря, термины "столбец" / "строка" и "ширина листа" / "длина листа" являются взаимозаменяемыми. Согласно вышеприведенному определению, длина листа обычно соответствует тому размеру листов (или участка рулона), который параллелен направлению перемещения листов (или непрерывного рулона) через печатный станок или станки, которые используются для выполнения печатных операций, в то время как ширина листа соответствует размеру листов в том направлении, которое перпендикулярно направлению перемещения листов (или непрерывного рулона). Ширина листа обычно больше, чем длина листа.
Как обычно характерно для технологии печати, размеры (как отдельных листов, обрабатываемых на листовых печатных станках, так и очередных участков непрерывного рулона, обрабатываемых на рулонных печатных станках), могут быть до 820 мм по ширине и 700 мм в длину (то есть 820×700 мм). При таких размерах листа на нем могло бы размещаться, например, шесть столбцов (М=6) по десять (N=10) строк отпечатков ценных бумаг, имеющих размеры 130×65 мм. При размерах листа 740×680 мм на нем могло бы размещаться, например, четыре столбца (М=4) по семь (N=7) строк отпечатков ценных бумаг, имеющих размеры 180×90 мм. На листах малых размеров, например 420×400 мм, могло бы размещаться, например, четыре столбца (М=4) по шесть (N=6) строк отпечатков ценных бумаг, имеющих размеры 100×60 мм. Приведенные выше примеры даны, конечно же, только с целью иллюстрации.
На схематичном рисунке фиг.1 на каждом листе содержится пять столбцов (М=5) по десять (N=10) строк отпечатков ценной бумаги, то есть пятьдесят отпечатков ценной бумаги на листе. Стопа листов SS сначала подается пошагово (вдоль направления у на фиг.1) через первую резальную секцию CS1, где стопа SS разрезается вдоль строк отпечатков ценной бумаги, так что после этой секции выходят следующие друг за другом длинные полосы пачек S ценных бумаг. В этом примере получены десять (N=10) таких полос S в результате построчной резки каждой стопы SS; при этом каждая полоса S содержит заданное число отпечатков ценной бумаги, а именно, пятьсот (то есть, М=5 умноженное на сто) отпечатков ценной бумаги в данном случае (то есть количество, эквивалентное пяти пачкам по сотне ценных бумаг в каждой). При этом поля листов (не показанные) на передних и задних кромках листов обычно также обрезаются и удаляются.
Каждая полоса S пачек ценных бумаг затем обычно подается последовательно через обвязочную секцию BS, включающую в себя несколько блоков обвязки, распределенных по длине каждой полосы S (то есть вдоль направления х на фиг.1), в которой обеспечивается надежная круговая обвязка полосы S в нескольких местах, которые соответствуют расположению отпечатков ценных бумаг. Соответствующие блоки обвязки, предназначенные для выполнения обвязки (также называемой "обандероливанием"), раскрыты, например, в Международной публикации №WO 2005/085070, поданной от имени настоящего Заявителя. В этом примере обвязочная секция BS включает в себя столько блоков обвязки, сколько столбцов отпечатков ценной бумаги имеется на каждом листе, а именно, пять (М=5) блоков обвязки в данном примере. Операция обвязки может быть опущена или заменена любой другой операцией, служащей для обеспечения надежного соединения ценных бумаг друг с другом в виде пачки, например, сшиванием проволочными скобами.
Каждая полоса S пачек ценных бумаг, которая таким образом, обеспечивается надежной обвязкой, и в дальнейшем именуется обвязанной полосой S* пачек ценных бумаг, затем подается из обвязочной секции BS к последующим секциям обработки. В поясняемом примере каждая обвязанная полоса S* подается боковой стороной (вдоль направления, противоположного направлению х на фиг.1) из обвязочной секции BS и затем (вдоль направления у) стыкуется с другими полосами, при этом все обвязанные полосы S*, полученные из первоначальной стопы SS, перегруппировываются, формируя стопо-подобный комплект SS* из N обвязанных полос S* пачек ценных бумаг, соответствующий расположению оригинальной стопы SS. В стопо-подобном комплекте SS* обвязанные полосы S* обычно расположены рядом или даже впритык друг к другу.
Таким образом, стопо-подобный комплект SS* обвязанных полос S* ценных бумаг затем подается пошагово (вдоль направления х) через вторую резальную секцию CS2, где стопо-подобный комплект SS* разрезается вдоль столбцов отпечатков ценных бумаг, так что на выходе образуются следующие друг за другом наборы 2 пачек 5 ценных бумаг; все обвязанные полосы S* разрезаются одновременно и ступенчато во второй резальной секции CS2. В этом примере в результате постолбцовой резки каждого стопо-подобного комплекта SS* производятся пять (М=5) последовательных наборов 2 пачек 5 ценных бумаг, каждая из которых снабжена обвязочной полосой; каждый последовательный набор 2 содержит заданное число пачек 5 ценных бумаг, расположенных друг за другом, а именно, десять (N=10) пачек 5 по сотне отдельных ценных бумаг в каждой (что эквивалентно одному столбцу отпечатков ценной бумаги на листах, лежащих друг на друге в оригинальной стопе SS). При этом поля (не показанные) на правых и левых краях листов (то есть, поля сверху и снизу стопо-подобного комплекта SS* на фиг.1) также обычно обрезаются и удаляются. Альтернативно, как раскрыто в патенте США №4283902, правые и левые поля могут быть обрезаны при помощи дополнительных режущих устройств перед подачей стопы бумаги SS к первой резальной секции CS1.
Каждый набор 2 пачек 5 ценных бумаг затем должен быть удален до того, как прибудет следующий набор 2 пачек 5. Далее, каждая пачка 5 из набора 2 должна быть отделена, чтобы образовались отдельно разнесенные пачки 5, как схематично показано на фиг.1. Такое разделение необходимо, чтобы каждая пачка в дальнейшем могла быть обработана отдельно, главным образом, чтобы сформировать соответствующие комплекты 75 пачек 2 (упоминаемые в дальнейшем как "комплекты пачек"). Эта дополнительная обработка отдельных пачек 5 в комплекты пачек 75 включает в себя, в частности, поворот на 180° каждых двух пачек 5 (этот поочередный поворот пачек схематично показан на фиг.1), чтобы компенсировать типичные вариации толщины листов ценных бумаг, например, вследствие варьирования рельефа, полученного в результате глубокой печати, наличия защитных элементов, нанесенных на определенные области подложки (типа OVD - элементов с оптически изменяющимися характеристиками), или признаков защиты бумаг, созданных локально в подложке (типа водяных знаков, защитных нитей, пятен, и т.д.). В связи с этим, обвязочная лента вокруг каждой пачки также обычно накладывается в обвязочной секции BS со смещением относительно средней части каждой пачки.
Рассматривая типичную скорость обработки 10000 листов в час, новая стопа SS, сформированная из сотни листов, будет подаваться в первую резальную секцию CS1 каждые тридцать шесть секунд (=(100*3600)/10000), что в результате дает, за второй резальной секцией CS2, новый набор 2 из N пачек 5 каждые 36/М секунд (или новую пачку 5 каждые 36/(M*N) секунд). В данном примере, где каждый лист имеет пять (М=5) столбцов и десять (N=10) строк отпечатков ценной бумаги, это означает, что новый набор 2 из N пачек прибывает каждые 7,2 (=36/5) секунды, то есть новая пачка 5 - каждые 0,72 (=36/(5*10)) секунды. Таким образом, количество времени, доступного для удаления каждого набора 2 из N пачек и осуществления упомянутой выше операции разделения пачек, ограничено.
До настоящего времени операция разделения пачек выполнялась путем отдельного захватывания и ускорения каждой пачки набора, с использованием соответствующих захватов и/или толкателей, чтобы создать достаточно большой промежуток между пачками. Однако, это решение не является удовлетворительным, потому что оно требует относительно сложного и большого механизма для разделения пачек. Кроме того, при этом существует реальный риск того, что пачка не будет должным образом захвачена или подтолкнута захватами/толкателями, что может привести к заклиниваниям, застреваниям и, что еще хуже, к необратимому повреждению пачек.
Таким образом, есть потребность в усовершенствованном решении, имеющем более простую и более надежную конструкцию, которая гарантирует в максимально возможной степени плавную обработку пачек и уменьшает вероятность застревания и/или повреждений пачек.
Кроме того, полагая, что обсуждаемая выше переработка стоп листов в отдельные пачки составляет заключительный этап в производственном процессе, должно быть обращено пристальное внимание на оптические и физические средства обеспечения требований к уровню качества. Это может быть необходимо, соответственно, для осуществления статистического контроля производства во время изготовления, то есть для извлечения одного или более образцов пачек, выходящих из последней резальной секции, с целью проверки ценных бумаг, содержащихся в этих пачках, на наличие ошибок или физического повреждения, главным образом на предмет того, что ценные бумаги были разрезаны должным образом и что так называемое положение линии рубки (то есть положение отпечатков относительно режущих кромок) правильное. Нельзя, однако, просто извлечь одну или несколько пачек из потока пачек, так как это приводит к перерыву в последовательности подачи пачек. Необходимо либо вставить соответствующее количество замещающих пачек в тех местах в потоке пачек, откуда были извлечены образцы, либо вернуть образцы пачек после экспертизы обратно на свое место в потоке. Такие действия должны выполняться во время процессов обработки, не препятствуя непрерывной обработкой пачек. Повторное введение в производственный поток пачек особенно критично для выполнения, если производится непрерывный поток пачек, имеющих последовательную нумерацию (как описано в Международной публикации №WO 2004/016433, упомянутой выше), поскольку выборочная пачка(пачки) может быть возвращена в производственный поток только в надлежащее место(места).
При использовании известных решений, очень сложно осуществить статистический контроль производственного процесса вследствие особенностей механической конструкции системы и ограничений по времени (обычно имеется недостаточное количество времени, чтобы извлечь одну или более выборочных пачек из потока и вставить замещающую пачку(пачки) либо вернуть выборочную пачку(пачки) после экспертизы).
Таким образом, имеется потребность в усовершенствованном способе и устройстве для обработки пачек ценных бумаг.
Сущность изобретения
Цель данного изобретения состоит в создании усовершенствованных способа и устройства для обработки пачек ценных бумаг, в частности пачек банкнот, в процессе их изготовления, которые подаются после устройства обработки стопы листов, как обсуждалось выше, в виде идущих друг за другом наборов последовательных пачек, расположенных бок о бок, то есть способ и устройство, способные осуществлять обработку наборов пачек ценных бумаг, когда они подаются партиями от последней резальной секции устройства обработки стопы листов. Более конкретно, данное изобретение относится к способу и устройству, позволяющим выполнять быстрое удаление указанных наборов пачек, а также правильное отделение пачек ценных бумаг от друг друга и транспортировку этих пачек.
Еще одна цель данного изобретения состоит в создании таких способа и устройства, которые просты в осуществлении и надежны и при этом гарантируют поддержку эффективности крупносерийного производства.
Еще одна цель изобретения состоит в создании решения, которое позволяет осуществлять статистический контроль производства изготовленных пачек ценных бумаг.
Соответственно, данное изобретение относится к способу обработки пачек ценных бумаг, в частности пачек банкнот, в ходе их изготовления, включающему:
a) переработку стоп листов, на каждом из которых находится множество отпечатков ценных бумаг, размещенных в виде матрицы из рядов и столбцов, в последовательные наборы следующих подряд пачек ценных бумаг, расположенных параллельно друг другу;
b) формирование по меньшей мере одного промежуточного набора следующих подряд пачек путем укладки следующих подряд пачек набора друг на друга; и
c) последовательное извлечение пачек одна за другой из основания указанного по меньшей мере одного промежуточного набора и транспортировку каждой извлеченной пачки с заданным интервалом относительно предыдущей и/или последующей извлеченной пачки.
Данное изобретение также относится к устройству для обработки пачек, предназначенному для обработки пачек ценных бумаг согласно вышеупомянутому способу и содержащему:
- устройство обработки стопы листов, предназначенное для переработки стопы листов в последовательные наборы следующих подряд пачек ценных бумаг, расположенные параллельно друг другу;
- средства формирования набора пачек, предназначенные для размещения последовательных пачек набора друг на друге с обеспечением формирования по меньшей мере одного промежуточного набора последовательных пачек;
- эжектор для последовательного извлечения пачек из основания указанного по меньшей мере одного промежуточного набора; и
- конвейер для транспортировки каждой извлеченной пачки с заданным интервалом относительно предыдущей и/или последующей извлеченной пачки.
Данное изобретение особенно эффективно по сравнению с известными способами и устройствами, так как оно допускает быстрое удаление и разделение пачек ценных бумаг при высоких скоростях и простым способом, уменьшая вероятность повреждений пачек ценных бумаг и застревания пачек в установке.
Эффективные варианты выполнения данного изобретения формируют сущность зависимых пунктов приложенной формулы изобретения.
Согласно предпочтительному варианту выполнения изобретения, пачки извлекают друг за другом из основания указанного, по меньшей мере одного, промежуточного набора и после этого транспортируют при помощи конвейера, перемещающегося под указанным, по меньшей мере одним, промежуточным набором и имеющего толкатели, действующие как эжектор, причем толкатели установлены на некотором расстоянии друг от друга, и каждый толкатель предназначен для извлечения и транспортировки одной пачки из основания указанного, по меньшей мере одного, промежуточного набора.
Согласно первому варианту этого предпочтительного варианта выполнения изобретения, конвейер расположен с возможностью перемещения в нижней части секции промежуточного накопления, куда друг за другом направляются пачки для образования промежуточного набора, а толкатели предназначены для извлечения и транспортировки одной пачки из основания промежуточного набора через боковое поперечное отверстие, предусмотренное в нижней части секции промежуточного накопления.
Согласно другому предпочтительному варианту выполнения изобретения, имеется зона промежуточного накопления, предназначенная для хранения множества промежуточных наборов последовательных пачек перед их извлечением и транспортировкой. В этом случае имеются средства транспортировки набора пачек, предназначенные для подачи каждого промежуточного набора последовательно от зоны промежуточного накопления в карман промежуточного накопления, предназначенный для приема первого набора из указанного множества промежуточных наборов, а в нижней части кармана промежуточного накопления движется конвейер с толкателями, которые действуют как эжекторы и предназначены для извлечения и транспортировки одной пачки из основания промежуточного набора, содержащегося в кармане промежуточного накопления, через боковое отверстие, имеющееся в нижней части кармана промежуточного накопления.
Способ также может включать в себя этап формирования комплектов пачек, каждый из которых содержит определенное число пачек, уложенных друг на друга (например, десять пачек), которые были извлечены и транспортированы из основания промежуточного набора. Такое формирование комплектов пачек может быть выполнено для формирования комплектов пачек из последовательности пачек, поочередно повернутых на 180***, например, при помощи поворота растущего комплекта пачек, включающего в себя по меньшей мере одну пачку, перед тем как разместить очередную пачку на вершине растущего комплекта пачек.
Способ и устройство могут быть также адаптированы для возможности осуществления статистического контроля производства, путем обеспечения возможности снятия по меньшей мере одной выборочной пачки из потока эжектируемых пачек с соответствующим созданием в потоке пачек по меньшей мере одного соответствующего пустующего места, и замены указанной, по меньшей мере одной, выборочной пачки замещающей пачкой, чтобы заполнить указанное, по меньшей мере одно, соответствующее пустующее место в потоке пачек. Аналогично, способ и устройство могут быть также приспособлены для выполнения снятия, по меньшей мере одной, выборочной пачки, создавая тем самым по меньшей мере одно соответствующее пустующее место в потоке пачек, и возврата через некоторое время указанной, по меньшей мере одной, выборочной пачки на место в указанное, по меньшей мере одно, соответствующее пустующее место.
Краткое описание чертежей
Устройство согласно данному изобретению поясняется далее посредством примеров со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 изображает схематический вид сверху устройства обработки стопы листов, предназначенного для проведения технологической обработки стопы листов, на каждом из которых содержится множество отпечатков ценной бумаги, упорядоченных в виде матрицы из строк и столбцов, и получения из листов поочередных наборов последовательных пачек ценных бумаг, расположенных бок о бок друг с другом.
Фиг.2 изображает схематический вид компоновки листа, поясняющий понятия "столбцы", "строки", "длина листа" и "ширина листа", которые используются в рамках данного изобретения.
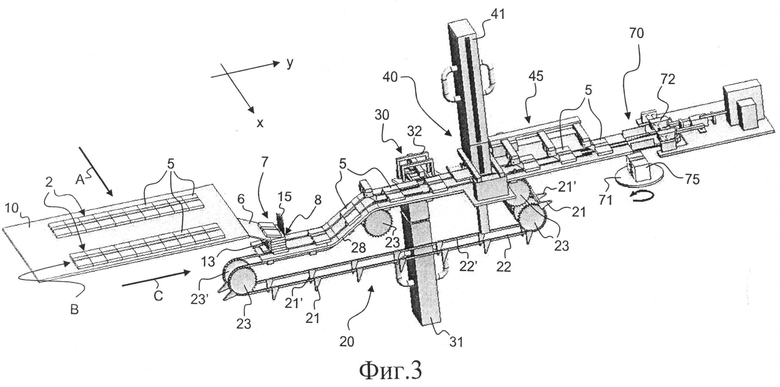
Фиг.3 изображает схематичный частичный вид в аксонометрии устройства обработки пачек согласно одному варианту выполнения изобретения.
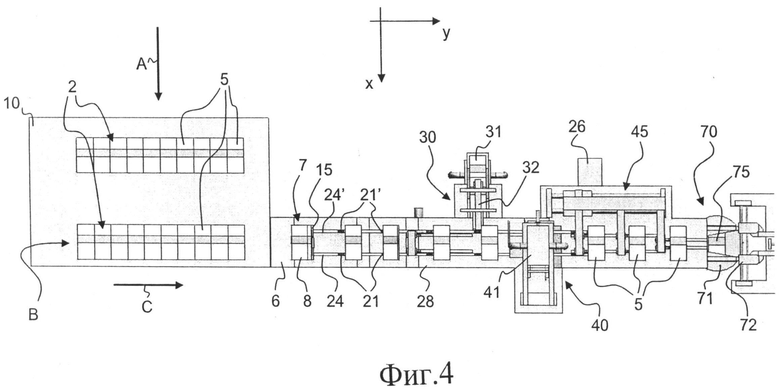
Фиг.4 изображает вид сверху устройства обработки пачек, показанного на фиг.3.
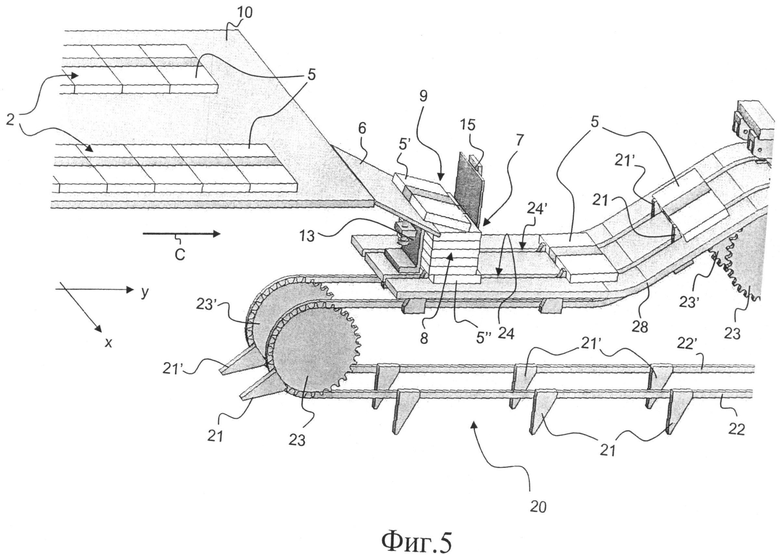
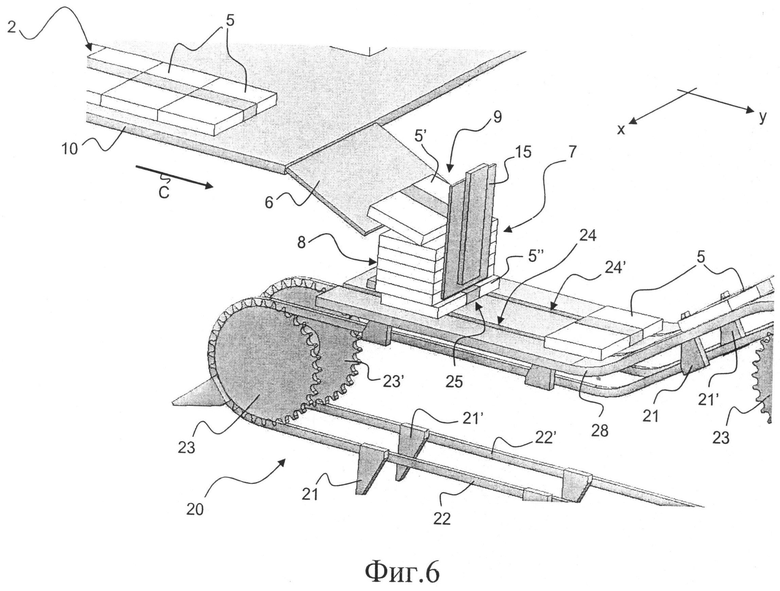
Фиг.5 и 6 изображают увеличенные частичные виды в аксонометрии под двумя различными углами устройства обработки пачек, показанного на фиг.3 и 4, где последовательные пачки сложены одна на вершине другой, образуя промежуточный набор пачек в секции промежуточного накопления, перед тем как они будут извлечены одна за другой и транспортированы из нижней части секции промежуточного накопления.
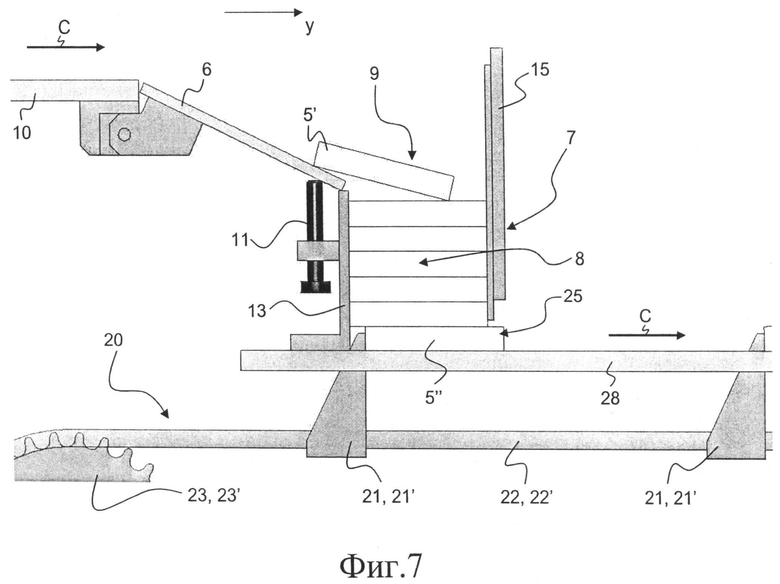
Фиг.7 изображает вид сбоку размещения устройства обработки пачек, показанного на фиг.5 и 6.
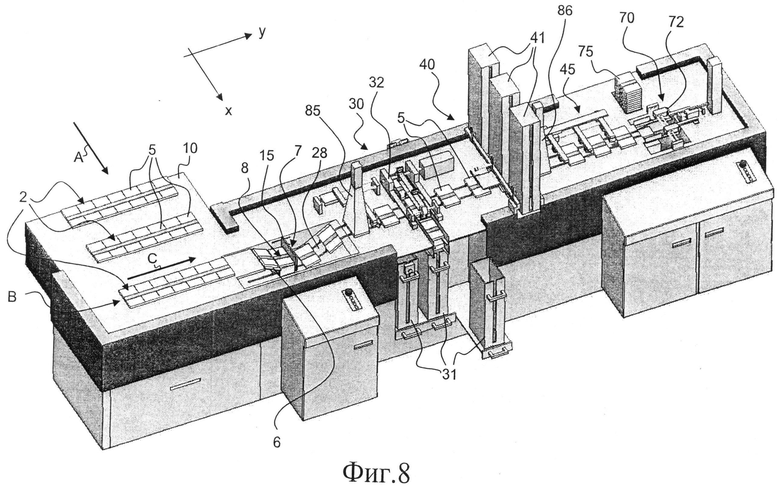
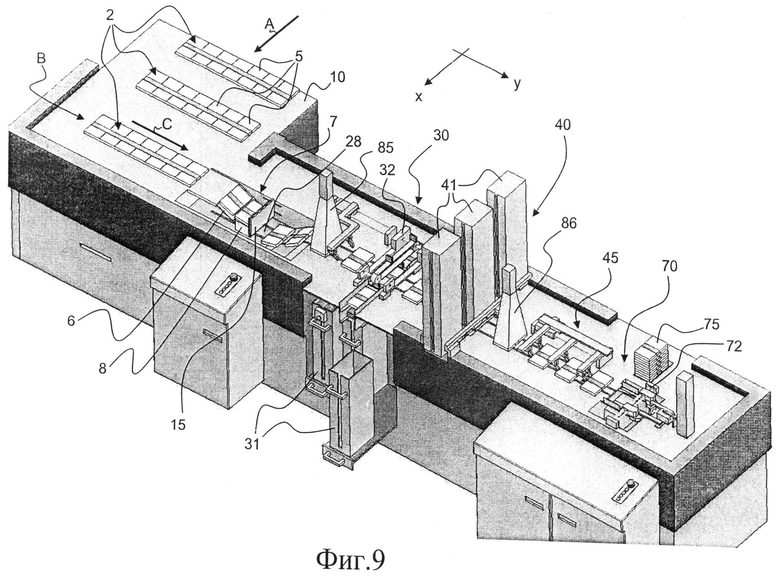
Фиг.8 и 9 изображают виды в аксонометрии под двумя различными углами устройства обработки пачек в сборе, согласно фиг.3-7.
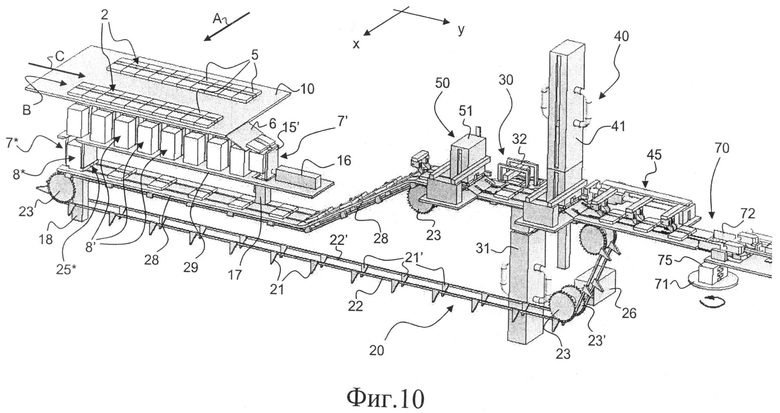
Фиг.10 изображает схематический частичный вид в аксонометрии устройства обработки пачек согласно другому варианту выполнения изобретения.
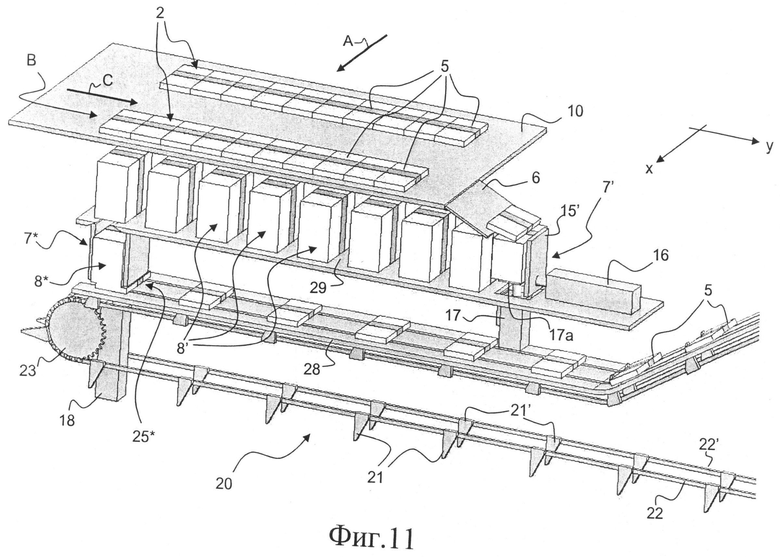
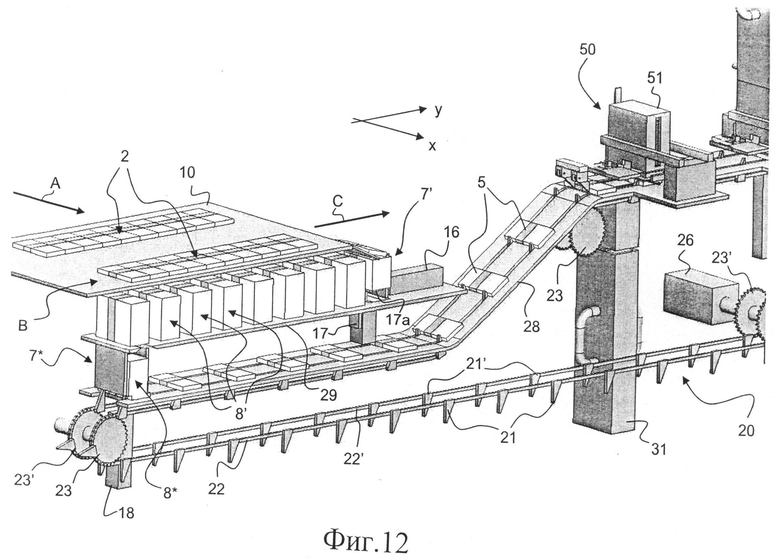
Фиг.11 и 12 изображают увеличенные частичные виды в аксонометрии под двумя различными углами устройства обработки пачек, показанного на фиг.10, где последовательные пачки сложены одна на вершине другой, образуя множество промежуточных наборов пачек, которые последовательно подаются в карман промежуточного накопления, перед тем как они будут извлечены одна за другой и транспортированы из нижней части кармана промежуточного накопления.
Подробное описание предпочтительных вариантов выполнения изобретения. На фиг.3-7 поясняется первый вариант выполнения способа и устройства для проведения обработки пачек ценных бумаг согласно данному изобретению. Фиг.3-7 являются только частичными схематическими видами, поясняющими основные компоненты устройства обработки пачек. Некоторые части, не относящиеся к изобретению, были опущены ради удобства объяснения. Типовые виды устройства обработки пачек в сборе, согласно фиг.3-7, показаны на фиг.8 и 9.
Как показано на чертежах, последовательные наборы 2 идущих друг за другом пачек 5 ценных бумаг появляются на платформе 10 с левой стороны устройства. На фиг.3 и 4 показаны только два таких набора 2 пачек 5, в то время как на фиг.8 и 9 показаны три набора 2 пачек 5. Эти последовательные наборы 2 пачек 5 изготовлены таким же образом, как обсуждалось в начальной части описания со ссылкой на фиг.1. Другими словами, последовательные наборы 2 идущих друг за другом пачек 5 произведены в результате операций построчной и постолбцовой резки стопы бумаги SS, как показано на фиг.1, то есть каждый очередной набор 2 пачек 5 состоит из определенного числа пачек 5 (а именно, из десяти пачек в примере на фиг.3-7 и из восьми пачек в примере на фиг.8 и 9), каждая из которых обычно снабжена обвязочной полосой, полученных в результате финальной операции резки соответствующего комплекта листов. В связи с этим необходимо понимать, что платформа 10 размещена за последней резальной секцией, где производятся наборы 2 индивидуальных пачек 5 (то есть за резальной секцией CS2 на фиг.1) и что каждый набор 2 состоит из множества пачек 5, расположенных бок о бок, число которых равно количеству строк N отпечатков ценных бумаг на каждом листе и изменяется в зависимости от компоновки листа. Наборы 2 соответственно подаются на платформу 10 вдоль направления, обозначенного на фиг.3, 4, 8 и 9 стрелкой А. Это направление параллельно оси х системы координат (х; у), обозначенной на чертежах (то же самое относится ко второму варианту выполнения изобретения, который будет обсуждаться далее со ссылкой на фиг.10-12).
Ценные бумаги преимущественно и предпочтительно снабжаются по меньшей мере одним алфавитно-цифровым порядковым номером, который печатается на листах (или на рулоне) согласно принципу нумерации, раскрытому в Международной публикации №WO 2004/016433, которая включена здесь целиком посредством ссылки. Действительно, благодаря этому принципу нумерации может быть произведен непрерывный поток ценных бумаг с последовательной нумерацией, а пачки 5 ценных бумаг могут быть просто сложены одна на другую без нарушения последовательности сплошной нумерации. В таком случае не нужна никакая система сравнения пачек, собирающая и объединяющая пачки с соответствующей нумерационной последовательностью, что было бы необходимо при использовании обычных технологий нумерации, например, при применении чисто механических нумераторов.
Согласно этому первому варианту выполнения изобретения, пачки 5 направляются с платформы 10 в секцию 7 промежуточного накопления для формирования промежуточного набора 8. Пачки выходят из секции 7 одна за другой в нижней ее части и транспортируются на конвейере 20, который проходит вдоль оси у последовательно перед секцией съема пачек или устройством 30 и секцией загрузки пачек или устройством 40, которые будут описаны более подробно в дальнейшем.
За конвейером 20 имеется также секция 70 укладки пачек, где подготавливаются комплекты 75 пачек. На конце конвейера 20, перед секцией 70 укладки пачек, имеется конвейерное устройство 45, чтобы обеспечивать надлежащую передачу пачек 5 от конвейера 20 к секции 70. Отдельные этапы и устройства, участвующие в обработке пачек, описаны ниже более подробно.
В наборе 2 пачек 5, как определено в этом описании, пачки 5 предпочтительно выравниваются бок о бок вдоль их более длинных сторон (более длинные стороны расположены вдоль оси х) в направлении, обозначенном осью у системы координат (х; у), обозначенной на чертежах. Наборы 2 пачек 5 подаются на платформу 10 один за другим вдоль направления, обозначенного стрелкой А, пока они не достигнут положения, обозначенного поз. В на фиг.3, 4, 8 и 9; положение В находится на той же самой линии, проходящей вдоль оси у, что и секция 7 промежуточного накопления и конвейер 20 (а также конвейерное устройство 45 и секция 70 укладки пачек). От этого положения В пачки 5 набора 2 направляются в секцию 7 вдоль направления, обозначенного на чертежах стрелкой С, при помощи общеизвестного конвейерного устройства, которое здесь не рассматривается, но может иметь конструкцию, подобную конвейерному устройству 45. Такое конвейерное устройство может включать в себя, например, ряд толкателей, которые выполнены с возможностью перемещения взад и вперед параллельно оси у над пачками 5, подталкиваемыми в секцию 7 промежуточного накопления.
Пачки 5 из всего набора 2, таким образом, направляются к секции 7 промежуточного накопления предпочтительно по наклонному откосу 6, нисходящему вниз к секции 7, которая содержит первый и второй фиксаторы 13, 15, расположенные вдоль оси у с обеих сторон секции 7. Секция 7 также имеет стенки с боковых сторон (не показанные), расположенные с обеих ее сторон вдоль оси х. Наклонный откос 6 имеет то преимущество, что он позволяет должным образом направлять пачки 5 в секцию 7 и препятствует перевороту пачек во время процесса их складывания. При этом отдельные пачки 5 достигают последовательно, то есть одна за другой, наклонного откоса 6 и скользят вдоль него за счет инерции и силы тяжести, достигая секции 7, и падают между фиксаторами 13, 15. В примерах на фиг.5-7, пачка, обозначенная цифрой 5', показана еще скользящей по нижнему краю откоса 6 и уже частично размещенной на вершине полученного промежуточного набора 8 из шести пачек 5. Подразумевается, что первые пачки 5, чтобы достигнуть секции 7 промежуточного накопления, свободно в нее падают. Конвейер 20 расположен в этом примере непосредственно за секцией 7 так, чтобы промежуточный набор 8 пачек 5 формировался прямо на опорной наклонной части 28 конвейера 20; опорная наклонная часть 28 предпочтительно проходит от низа секции 7 промежуточного накопления до того же самого уровня, что и платформа 10. Соответственно, промежуточный набор 8 пачек 5 формируется путем проведения пачек 5 вдоль наклонного откоса 6 через верхнее отверстие 9 приема пачек, расположенное в верхней части секции 7. Секция 7, таким образом, заполняется от ее основания до верха поступающими друг за другом пачками 5, с формированием тем самым промежуточного набора 8.
Наклонный откос 6 и секция 7 показаны более детально на фиг.5 - 7. Распределение по времени пачек 5, угол наклона откоса 6, зазор между фиксаторами 13, 15 и высота секции 7 выбираются исходя из того, чтобы обеспечивать формирование промежуточного набора 8 должным образом. Следует принять во внимание, что эти параметры будут регулироваться в соответствии с фактическими размерами и весом пачек 5. С учетом этого, было бы выгодно конструировать откос 6 таким образом, чтобы угол его наклона и/или высота промежуточного набора 8 могли быть отрегулированы. Аналогично, положение фиксатора 15 вдоль оси у является предпочтительно регулируемым. Как показано схематично на фиг.7, наклон откоса 6 может быть отрегулирован, например, при помощи регулировочного болта 11, который действует на нижний край откоса 6, в то время как откос 6 присоединен к нижней части платформы 10 с возможностью поворота на передней кромке откоса 6. Материал наклонного откоса 6 также является важным фактором, который должен приниматься во внимание при настройке угла наклона откоса, поскольку он воздействует на скорость, с которой пачки 5 скользят по откосу 6. Конечно, могут быть предусмотрены и другие устройства для настройки угла наклона откоса 6, такие как регулирующее устройство с приводом от двигателя, или механизм регулировки, имеющий ручное поворотное колесо или тягу, и т.п.
Предпочтительно, угол наклонного откоса 6 относительно горизонтальной плоскости (определенной осями х и у), находится в диапазоне 10-45°, более предпочтительно 20-35°, и наиболее предпочтительно 22-30°. Точный, принимаемый фактически, угол будет зависеть от параметров, обозначенных выше, а также от веса каждой отдельной пачки 5.
В примерах на фиг.3-7 показана секция 7 промежуточного накопления, конструкция которой такова, что в ней формируется промежуточный набор 8 из шести пачек 5, то есть из числа, меньшего, чем фактическое количество пачек 5 (а именно, десяти в примере на фиг.3-7), содержащихся в каждом наборе 2; это подразумевает, что не все пачки 5 направляются одновременно в секцию 7. В этом примере пачки 5 из данного набора 2 предпочтительно направляются в секцию промежуточного накопления в несколько этапов, например, сначала в секцию 7 направляются только первые пять или шесть пачек 5 набора 2, а затем - оставшиеся четыре или пять пачек набора, одна за другой со скоростью, соответствующей скорости, с которой секция 7 освобождается конвейером 20, находящимся в его нижней части; этот процесс может выполняться до того, как следующий набор 2 пачек 5 достигает положения В. Альтернативно, секция 7 может быть устроена так, чтобы все N пачек 5 набора 2 могли направляться в секцию 7 для формирования промежуточного набора 8, состоящего из N пачек 5. При этом должна быть правильно выбрана глубина секции 7, чтобы избежать повреждений пачек 5 в результате их падения.
В вариантах выполнения изобретения, показанных на фиг.3-9, секция 7 промежуточного накопления расположена непосредственно над конвейером 20, так что самая нижняя пачка промежуточного набора 8, обозначенная поз.5'' на фиг.5-7, приходит и ложится прямо на опорную наклонную часть 28 конвейера 20. Следующие друг за другом пачки 5 размещаются одна над другой на самой нижней пачке 5''. Пачки 5 выходят из секции 7 одна за другой в нижней части промежуточного набора 8 через отверстие 25 для извлечения пачек, имеющееся между фиксатором 15 и опорной наклонной частью 28, как это можно видеть на фиг.6 и 7. На этих чертежах пачка 5'', находящаяся в самом низу промежуточного набора 8, изображена в тот момент, когда она в процессе обработки извлекается из основания промежуточного набора 8 под действием толкателей 21, 21' конвейера 20; эти толкатели 21, 21'' выполняют функцию извлекающего устройства.
Из вышесказанного следует, что промежуточный набор 8 в секции 7, согласно варианту выполнения изобретения по фиг.3-9, может непрерывно заполняться новыми поступающими наборами 2 пачек 5, в то время как пачки извлекаются в нижней части промежуточного набора 8 под действием конвейера 20. Указанные выше параметры (например, регулировка конвейерного устройства, продвигающего пачки 5 от платформы 10 к наклонному откосу 6, угол наклона откоса 6, и т.д.), играют роль в обеспечении непрерывности процесса обработки и предупреждении повреждений пачек 5 во время укладки пачек в секции 7 промежуточного накопления.
Термин "секция промежуточного накопления", используемая для обозначения элемента 7 на вышеупомянутых чертежах, следует понимать как конструкцию, предназначенную для устранения поступления пачек 5 в штабелированном виде с платформы 10. На фиг.3-9 показаны два элемента, которые удерживают пачки 5, а именно, задний фиксатор 13, который может иметь вид вертикальной плиты, которая крепится к опорной рампе 28 конвейера 20, и передний фиксатор 15, который также может иметь вид вертикальной плиты, которая крепится к раме (не показанной на фиг.3-7) устройства обработки пачек, предпочтительно способом, допускающим регулировку. На фиг.8 и 9 схематично показано, что передний фиксатор 15 установлен на вертикальной раме сбоку, положение переднего фиксатора 15 является регулируемым в обоих направлениях вдоль оси у. Конечно, вместо плит 13, 15 могут использоваться любые другие подходящие удерживающие приспособления, например, опорные стержни.
Как ясно видно на фиг.6 и 7, передний фиксатор 15 секции 7 расположен так, что остается отверстие или зазор 25 между его нижним концом и поверхностью опорной наклонной части 28 конвейера 20. Это отверстие 25, высота которого делается немного большей, чем высота пачки 5, предпочтительно также является настраиваемым на высоту каждой пачки 5. Как уже объяснялось, пачка 5", находящаяся в самом нижнем положении в промежуточном наборе 8, может выходить из секции 7 промежуточного накопления через отверстие 25, как показано на фиг.6 и 7.
Конвейер 20 содержит опорную наклонную часть 28 и по меньшей мере один канал, имеющийся в указанной опорной наклонной части 28, который проходит вдоль направления транспортировки пачек 5 и по которому направляются толкатели. Как показано на чертежах, имеются два канала, обозначенные номерами 24, 24' позиций, в которых обеспечивается проход соответствующих пар расположенных на расстоянии друг от друга толкателей 21, 21', направляемых этими каналами.
Выход или извлечение самой нижней пачки 5'' из основания промежуточного набора 8 через отверстие 25 реализуется посредством пар толкателей 21, 21'. Эти толкатели 21, 21' установлены в ряд и присоединены к паре параллельных бесконечных ремней или цепей 22, 22', которые направляются и приводятся в движение соответствующими зубчатыми колесами 23, 23', одно из которых приводится во вращение при помощи, например, по меньшей мере одного, связанного с ним привода 26, который частично виден на фиг.4 и который вращает правую нижнюю пару зубчатых колес 23, 23' конвейера 20 (см. также фиг.10 и 12, где показано подобное приводное устройство). Привод 26 приводит указанную пару зубчатых колес 23, 23' в непрерывное (или полунепрерывное) вращение, вызывая перемещение связанных с ними цепей 22, 22' и толкателей 21, 21'. Скорость конвейера 20 предпочтительно может регулироваться при помощи привода 26.
Зубчатые колеса 23, 23' расположены таким образом, при котором толкатели 21, 21' располагаются и направляются вдоль направления транспортировки (то есть в вертикальной плоскости, включающей ось у) в соответствующей паре каналов 24, 24' опорной наклонной части 28, которые проходят вдоль конвейера 20. Только верхняя часть каждого толкателя 21, 21' проходит через соответствующий канал 24, 24', который направляет толкатель, выступая на высоту, достаточную для зацепления боковых сторон пачек 5, расположенных на опорной наклонной части 28, и их переноса в направлении транспортировки. Следует заметить, что высота толкателей 21, 21', проходящих над поверхностью опорной части 28, предпочтительно может изменяться вдоль пути конвейера 20. Например, когда пара толкателей 21, 21' входит в каналы 24, 24' опорной части 28, чтобы войти во взаимодействие с боковой стороной самой нижней пачки 5" промежуточного набора 8 в нижней части секции 7 промежуточного накопления, высота толкателей 21, 21' должна быть меньше, чем высота пачки, чтобы извлекалась только самая нижняя пачка 5" промежуточного набора 8. Таким образом избегают повреждения остающихся пачек 5, расположенных в промежуточном наборе 8 над самой нижней извлекаемой пачкой 5'', и только самая нижняя пачка 5'' проталкивается через отверстие 25. Как только пачка 5 извлекается из промежуточного набора 8, высота пары толкателей 21, 21' над опорной частью 28 может увеличиваться, что может быть достигнуто приближением ремней или цепей 22, 22' к опорной части 28 за секцией 7, таким образом уменьшая риск того, что пачка 5 соскочит с толкателей во время транспортировки на конвейере 20.
Конвейер 20, включающий в себя опорную наклонную часть 28, толкатели 21, 21', цепи 22, 22' и зубчатые колеса 23, 23', перемещает, таким образом, пачки 5 с определенным интервалом вдоль опорной наклонной части 28. Могут быть предусмотрены дополнительные функциональные устройства вдоль пути следования пачек 5, как будет описано ниже.
Из сказанного выше следует, что секция 7 выполняет функцию буфера, так как она собирает за один раз несколько пачек 5. С другой стороны, конвейер 20 выполняет как функцию эжектора, чтобы извлекать пачки 5 одну за другой из основания промежуточного набора 8, так и функцию разделителя, чтобы отделять друг от друга определенным интервалом извлекаемые таким образом пачки 5. Интервал, отделяющий две пачки 5 на конвейере 20, определяется расстоянием между соседними парами толкателей 21, 21' на цепях или ремнях 22, 22'. Скорость транспортировки пачек 5 и, таким образом, частота, с которой пачки извлекаются из нижнего конца секции 7, определяются скоростью конвейера 20, которая может быть должным образом отрегулирована посредством регулирования скорости движения цепей 22, 22', что выполняется путем настройки привода 26 зубчатых колес 23, 23', как упоминалось выше.
За секцией 7 промежуточного накопления вдоль пути пачек 5, которые транспортируются конвейером 20, предусмотрена секция 30 съема пачек, видимая на фиг.3, 4, 8 и 9. Эта секция 30 включает в себя устройство 32 снятия пачек, предназначенное для автоматического снятия любой выборочной пачки 5 с конвейера 20. Как указанно выше, снятие выборочных пачек обычно производится для того, чтобы проверить качество обработки ценных бумаг во вспомогательных процессах. Имеется в виду, в частности, такое осуществление выборки, чтобы сделать возможным так называемый статистический контроль производственного процесса. С учетом этого, обычно можно проверять обработанные пачки ценных бумаг на любые дефекты, которые могут иметь место из-за некорректной резки, произведенной во время предшествующей переработки стоп бумаги в пачки, в частности - на наличие проблем с так называемым положением линии рубки, то есть отклонением между позиционированием отпечатков ценных бумаг на каждой ценной бумаге и ее краев. Устройство контроля качества и способ осуществления контроля положения линии рубки банкнот и подобных ценных бумаг раскрыты, например, в Международных публикациях №№WO 01/14111 и WO 2008/029340, оформленных на настоящего Заявителя.
Предпочтительно, можно установить по меньшей мере одну оптическую систему за секцией 30 съема пачек, для того, чтобы выполнять оптический контроль качества пачек 5 и/или считывать маркировку, нанесенную на пачках 5. В частности, может выполняться оптическое распознавание знаков порядковых номеров, напечатанных на верхней части самой верхней ценной бумаги каждой пачки 5, или любой отличительной маркировки, напечатанной либо нанесенной иным способом на ценную бумагу или на скрепляющую ленту, охватывающую каждую пачку 5. Такая система оптического распознавания знаков, или OCR модуль 85, схематично показана на фиг.8 и 9. Благодаря такому OCR модулю 85, можно предусмотреть автоматическое опознавание и возможное извлечение выбранного и заданного количества пачек 5, например извлечение целого набора 2 пачек 5. Альтернативно, оператор может произвольно выбрать любую пачку 5 для контроля качества и извлечь такую пачку 5 полуавтоматическим способом, при необходимости активируя устройство 32 снятия пачек.
Предпочтительно, выборочные пачки, которые извлекаются из потока пачек 5, помещаются устройством 32 снятия пачек по меньшей мере в один соответствующий накопительный контейнер, обозначенный номером 31 позиции, в котором выборочные пачки, извлеченные из потока пачек 5, складываются в стопу. Один такой накопительный контейнер 31, показанный на фиг.3 и 4, расположен с одной стороны пути транспортировки пачек 5, а на фиг.8 и 9 показаны три дополнительных накопительных контейнера 31, расположенные с другой стороны пути транспортировки пачек 5. В этом последнем примере устройство 32 снятия пачек предпочтительно предназначено для перемещения выборочных пачек в обоих направлениях поперек пути транспортировки пачек 5. Контейнеры 31 являются предпочтительно, для удобства, взаимозаменяемыми, чтобы оператор мог взять один накопительный контейнер 31, в котором находятся выбранные пачки, и заменить его пустым контейнером 31.
Как только выборочная пачка снимается с конвейера 20, в потоке пачек 5 образуется пустое место. Этот пустой промежуток должен быть заполнен, чтобы не допустить нарушения последовательности пачек 5 и гарантировать формирование стопы пачек 75 соответствующего размера и с необходимым количеством пачек 5. Соответственно, за секцией 30 съема пачек предусматривается секция 40 ввода пачек, чтобы вводить соответствующее количество замещающих пачек в пустые промежутки в потоке пачек 5. Секция 40 ввода пачек включает в себя по меньшей мере один подающий контейнер 41, содержащий замещающие пачки, которые размещаются прямо над путем конвейера 20. На фиг.3 и 4 показан один такой подающий контейнер 41, а на фиг.8 и 9 показаны три таких подающих контейнера 41, которые предпочтительно являются взаимозаменяемыми. Замещающие пачки могут быть любыми соответствующими пачками ценных бумаг и маркируются так, чтобы они могли быть опознаны как замещающие пачки. Например, они могут иметь специфическую последовательность порядковых номеров, которая отличается от последовательности порядковых номеров, используемой в настоящий момент в устройстве обработки пачек. В связи с этим, в качестве замещающих пачек могут использоваться так называемые "меченые звездочкой пачки", то есть пачки ценных бумаг, в которых к порядковым номерам добавляется дополнительный символ или знак, например знак звездочки "*", чтобы при распознавании можно было с легкостью отличить замещающие пачки от "обычных" пачек. Такой способ используется, например, в Австралии, Индии, Новой Зеландии и Соединенных Штатах Америки.
За секцией 40 ввода пачек можно разместить, предпочтительно, вторую оптическую систему, обозначенную номером 86 позиции, которая может быть идентичной первой оптической системе или системе 85 оптического распознавания знаков, указанной выше. Дополнительный OCR модуль 86, находящийся за секцией 40 ввода пачек, был бы полезен для автоматической регистрации порядковых номеров (или подобной маркировки) замещающих пачек, которые были введены в секции 40 ввода пачек.
В примерах, показанных на фиг.3-9, транспортировка пачек 5 конвейером 20 заканчивается за секцией 40 ввода пачек (фиг.3-7), соответственно за второй оптической системой 86 (фиг.8 и 9). От этой точки пачки 5 далее транспортируются конвейерным устройством 45, содержащим толкатели, которые цепляют сверху боковую сторону пачек 5. Это конвейерное устройство 45 предпочтительно работает пошаговым способом (в отличие от конвейера 20, который работает непрерывно или полунепрерывно), чтобы следующие друг за другом пачки 5 переносились к расположенной далее секции 70 укладки пачек, в которой формируются поочередные стопы пачек 75.
Секция 70 укладки пачек включает в себя в этом примере поворотный стол 71, видимый на фиг.3 и 4, на который по одной подаются пачки 5. Над этим поворотным столом 71 имеется исполнительный механизм 72 с подвижными захватами, которые могут перемещаться в горизонтальной плоскости и служат для временного удержания поступающих пачек 5, за их боковые стороны, над растущей стопой пачек, которая формируется на поворотном столе 71. В этом примере поворотный стол предназначен для поворота растущей стопы пачек 75 на 180° перед тем, как следующая пачка 5 будет отпущена исполнительным механизмом 72 и размещена на вершине растущей стопы пачек 75. В итоге, формируются стопы пачек 75 с последовательностью пачек 5, попеременно поворачиваемые на 180°, как схематично показано на фиг.3. Как только формирование стопы пачек 75 завершается, она перемещается в сторону от поворотного стола 71 устройствами, которые не показаны, чтобы освободить путь для укладки последующих пачек. Как указано выше, эта попеременная укладка пачек позволяет несколько компенсировать типичные вариации толщины листов ценных бумаг, например, вследствие изменения рельефа, полученного в результате глубокой печати, наличия защитных элементов, нанесенных на определенные области подложки (типа OVD - элементов с оптически изменяющимися характеристиками), или признаков защиты бумаг, созданных локально в подложке (типа водяных знаков, защитных нитей, пятен, и т.д.).
На фиг.10-12 показан второй вариант выполнения данного изобретения, который в основном подобен варианту, показанному на фиг.3-7. Поэтому подобные компоненты обозначены теми же самыми номерами позиций и не будут описываться повторно.
На фиг.10-12 соответственно показана платформа 10, на которую вдоль направления, обозначенного стрелкой А, подаются очередные наборы 2 пачек 5; пачки 5 подаются к секции Т промежуточного накопления, имеющей в этом примере только один фиксатор 15', который выполняет функцию толкателя. В отличие от первого варианта конструкции, секция 7' служит для формирования множества промежуточных наборов 8' пачек 5; промежуточные наборы 8' временно накапливаются на накопительном участке 29, выполненном в этом примере в виде полки, которая расположена под платформой 10.
Первый исполнительный механизм 16, выполняющий функцию устройства транспортировки наборов, служит для подталкивания промежуточного набора 8', находящегося на накопительном участке 29, посредством фиксатора 15' вдоль направления, противоположного оси у. Предпочтительно, в нижней части секции 7' предусмотрен дополнительный исполнительный механизм 17, который используется для выборочного поднятия или опускания опорной плиты 17а, на которую сложены пачки 5. Таким образом, глубина секции 7' может регулироваться в процессе укладки в ней пачек 5.
В конце накопительного участка 29 имеется дополнительный механизм для подачи первого промежуточного набора 8* из множества промежуточных наборов 8', находящихся на накопительном участке 29, в карман 7* промежуточного накопления, который имеет задние и передние фиксаторы, не обозначенные на чертеже. Установлен дополнительный исполнительный механизм 18, действующий снизу, чтобы обеспечивать подачу промежуточного набора 8* в карман 7* промежуточного накопления путем опускания очередного промежуточного набора 8' с накопительного участка 29.
Передний фиксатор кармана 7* промежуточного накопления устроен практически тем же самым способом, как и фиксатор 15 из первого варианта выполнения изобретения, то есть так, чтобы оставалось отверстие 25* для извлечения пачек между нижним краем фиксатора и поверхностью опорной части 28 конвейера 20. Согласно этому второму варианту выполнения изобретения, конвейер 20 расположен непосредственно под карманом 7* промежуточного накопления и функционирует точно таким же способом, как и конвейер, рассмотренный в первом варианте выполнения изобретения, то есть происходит извлечение самой нижней пачки из основания промежуточного набора 8*, содержащегося в кармане 7*, под действием толкателей 21, 21', которые приводятся в движение от цепей 22, 22' и зубчатых колес 23, 23'. Пачки 5 затем транспортируются далее конвейером 20, проходя секцию 30 съема пачек и секцию 40 ввода пачек, к секции 70 укладки пачек, как пояснялось выше.
Накопительный участок 29 для накопления промежуточных наборов 8' выполняет функцию промежуточного буфера, имеющего большую буферную емкость по сравнению с буфером из первого варианта выполнения изобретения, изображенного на фиг.3-9. Эта увеличенная буферная емкость служит для создания запаса по времени, необходимого оператору для того, чтобы выборочно извлечь одну или более выборочных пачек с платформы 10 и вернуть эти выборочные пачки обратно в поток пачек 5 на более поздней стадии обработки, как это пояснялось выше.
Согласно второму варианту выполнения изобретения, показанному на фиг.10-12, выборочная пачка может извлекаться из набора 2 пачек 5, находящегося на платформе 10, либо вручную оператором, либо при помощи соответствующего извлекающего механизма, установленного на платформе 10. В конструкции, показанной на фиг.10-12, необходимо принять меры, чтобы выборочная пачка, снятая с платформы 10, не оказывала отрицательного влияния на процесс обработки пачек. Поэтому предпочтительно извлекать одну или более выборочных пачек, начиная с конца набора 2 (то есть с левой части, на фиг.10-12) так, чтобы они не оказывали влияния на порядок пачек в результирующем промежуточном наборе 8', сформированном в секции 7' (чтобы выборочная пачка(пачки) располагались бы в верхней части промежуточного набора 8'). Таким образом, гарантируется, что пустые промежутки, возникающие на конвейере 20, будут соответствовать корректным местам размещения удаленных выборочных пачек.
Выборочные пачки, снятые с платформы 10, могут быть возвращены в поток пачек 5 при использовании секции 50 вставки пачек, подобной секции 40 ввода пачек, рассмотренной ранее. Такая секция 50 вставки пачек может, например, содержать по меньшей мере один контейнер 51, расположенный над путем следования конвейера 20, в котором выборочные пачки помещались бы обратно в поток. Перед секцией 50 вставки пачек может быть установлен модуль OCR, не показанный на чертеже, чтобы обеспечивать автоматический возврат выборочных пачек в соответствующие пустые места в потоке пачек 5.
Как упоминалось выше, увеличенная буферная емкость во втором варианте выполнения изобретения обеспечивала бы достаточное количество времени оператору, чтобы произвести ручную проверку выборочных пачек перед тем, как эти выборочные пачки будут возвращены назад в поток пачек 5.
Могут быть выполнены различные изменения и/или усовершенствования вышеописанных вариантов выполнения изобретения, не отступая от объема прилагаемой формулы изобретения. Например, несмотря на то, что конвейер в рассмотренных выше вариантах выполнения преимущественно выполняет как функцию эжектора, так и разделителя, можно предусмотреть другие решения, в которых извлечение пачек из нижней части промежуточного набора выполняется первым устройством, например при помощи отдельного извлекающего механизма, перед фактическим переносом на конвейер с разнесенными толкателями; в этом случае конвейер выполнял бы только функцию разделителя. Однако описанное выше решение предпочтительнее, поскольку его проще осуществить.
Кроме того, секция 7 промежуточного накопления первого варианта выполнения изобретения, показанного на фиг.3-9, может быть модифицирована установкой подвижной опорной плиты и исполнительного механизма, подобного механизму (то есть элементам 17 и 17а), который используется во втором варианте выполнения изобретения, показанном на фиг.10-12, чтобы иметь возможность регулировать глубину секции Т.
Кроме того, следует учесть, что на фиг.1 показано только предпочтительное устройство обработки стопы листов, предназначенное для переработки стопы листов в последовательные наборы идущих друг за другом пачек ценных бумаг, расположенных рядом бок о бок. Может быть разработано любое другое устройство обработки стопы листов, на выходе из которого получались бы очередные наборы идущих друг за другом пачек ценных бумаг, расположенных рядом бок о бок. В частности, устройство обработки стопы листов может служить для выпуска очередных наборов идущих друг за другом пачек ценных бумаг, расположенных рядом бок о бок, которые соответствуют полной строке отпечатков ценных бумаг, получаемых из стопы листов, а не полному столбцу отпечатков ценных бумаг, как показано на фиг.1. Кроме того, обвязочная секция BS, показанная на фиг.1, не является обязательной и может быть заменена, например, секцией сшивания для скрепления ленты пачек проволочными скобами S.
Изобретение относится к области полиграфии и может быть использовано при изготовлении ценных бумаг. Способ обработки пачек ценных бумаг включает этапы переработки стоп листов, формирования промежуточного набора пачек, последовательного извлечения пачек и их транспортировки. Стопы листов перерабатываются в последовательные наборы пачек. Промежуточные наборы формируются путем укладки пачек друг на друга. Извлечение пачек производят из основания промежуточного набора. Устройство для обработки пачек содержит устройство обработки стопы листов, средства формирования набора пачек, эжектор для извлечения пачек и конвейер. Достигаются простота и надежность отделения друг от друга и транспортировки пачек. Обеспечивается эффективность при крупносерийном производстве. 2 н. и 20 з.п. ф-лы, 12 ил.
1. Способ обработки пачек (5) ценных бумаг в ходе их изготовления, включающий этапы:
a) переработки стоп листов (SS), на каждом из которых содержится множество печатных оттисков ценных бумаг, расположенных в виде матрицы из строк и столбцов, в последовательные наборы (2) следующих друг за другом пачек (5) ценных бумаг, расположенных бок о бок;
b) формирования по меньшей мере одного промежуточного набора (8; 8*) следующих друг за другом пачек (5) путем укладки указанных пачек (5) из набора (2) друг на друга; и
c) последовательного извлечения пачек (5) одна за другой из основания указанного по меньшей мере одного промежуточного набора (8; 8*) и транспортировки каждой извлеченной пачки (5) с заданным интервалом относительно предыдущей и/или последующей извлеченной пачки (5).
2. Способ по п.1, в котором на этапе с) указанные пачки (5) извлекают и транспортируют посредством конвейера (20), который проходит под указанным по меньшей мере одним промежуточным набором (8; 8*) и имеет толкатели (21, 21'), которые расположены на заданном расстоянии друг от друга и каждый из которых предназначен для извлечения и транспортировки одной пачки (5) из основания указанного промежуточного набора (8; 8*).
3. Способ по п.1 или 2, в котором на этапе b) формируют промежуточные наборы (8') следующих друг за другом пачек (5), каждый из которых соответствует одному набору (10) следующих друг за другом пачек (5) и которые временно накапливают в зоне (29) промежуточного накопления перед последовательным извлечением и транспортировкой пачек одна за другой из первого набора (8*) из указанных промежуточных наборов (8') в соответствии с этапом с).
4. Способ по п.1 или 2, в котором формируют комплекты (75) пачек, каждый из которых содержит заданное количество уложенных друг на друга пачек (5), которые были извлечены и транспортированы из основания промежуточного набора (8; 8*).
5. Способ по п.4, в котором комплекты (75) пачек формируют с обеспечением их формирования из последовательности пачек (5), которые поочередно поворачивают на 180°.
6. Способ по п.5, в котором при формировании комплектов (75) пачек поворачивают на 180° растущий комплект (75) пачек, содержащий по меньшей мере одну пачку (5), перед тем как разместить следующую пачку (5) на вершине указанного растущего комплекта (75) пачек.
7. Способ по п.1 или 2, в котором удаляют по меньшей мере одну выборочную пачку из потока извлекаемых пачек (5) с образованием по меньшей мере одного соответствующего пустующего места в потоке пачек (5) и заменяют указанную по меньшей мере одну выборочную пачку замещающей пачкой с обеспечением заполнения указанного по меньшей мере одного соответствующего пустующего места в потоке пачек (5).
8. Способ по п.1 или 2, в котором перед выполнением этапа b) удаляют по меньшей мере одну выборочную пачку с образованием по меньшей мере одного соответствующего пустующего места в потоке пачек и затем возвращают на место указанную по меньшей мере одну выборочную пачку в указанное по меньшей мере одно соответствующее пустующее место в потоке пачек (5) во время выполнения этапа с).
9. Способ по п.1 или 2, в котором каждый последующий набор (2) пачек (5) соответствует полному столбцу или строке ценных бумаг, получаемых из указанной стопы листов (SS).
10. Способ по п.1 или 2, в котором указанные пачки (5) ценных бумаг являются пачками банкнот.
11. Устройство для обработки пачек ценных бумаг согласно способу по любому из пп.1-9, содержащее:
устройство (1) для обработки стопы листов, предназначенное для переработки стоп листов (SS) в последовательные наборы (2) следующих друг за другом пачек (5) ценных бумаг, располагаемых бок о бок друг с другом;
средства формирования набора пачек, предназначенные для размещения следующих друг за другом пачек (5) набора (2) одна на вершине другой и формирования, тем самым, по меньшей мере одного промежуточного набора (8; 8*) следующих друг за другом пачек (5);
эжектор для извлечения указанных пачек (5) одна за другой из основания указанного по меньшей мере одного промежуточного набора (8, 8*); и
конвейер (20) для транспортировки каждой извлеченной пачки (5) с заданным интервалом относительно предыдущей и/или последующей извлеченной пачки (5).
12. Устройство по п.11, в котором средства формирования набора пачек содержат наклонный откос (6), который спускается к секции (7; 7') промежуточного накопления и по которому направляются следующие друг за другом пачки (5) набора (2).
13. Устройство по п.12, в котором угол наклона откоса (6) является регулируемым.
14. Устройство по п.11 или 12, в котором конвейер (20) проходит под указанным по меньшей мере одним промежуточным набором (8; 8*) и содержит толкатели (21, 21'), которые действуют в качестве указанного эжектора и расположены на расстоянии друг от друга с указанным заданным интервалом, причем каждый толкатель (21, 21') предназначен для извлечения и перемещения одной пачки (5) из основания указанного промежуточного набора (8; 8*).
15. Устройство по п.11 или 12, в котором средство формирования набора пачек содержит секцию (7) промежуточного накопления, в которую направляются указанные пачки (5) набора (2) с образованием указанного промежуточного набора (8), причем конвейер (20) проходит в нижней части секции (7) промежуточного накопления и содержит толкатели (21, 21'), которые действуют в качестве указанного эжектора и расположены на расстоянии друг от друга с указанным заданным интервалом, причем каждый толкатель (21, 21') предназначен для извлечения и перемещения одной пачки (5) из основания указанного промежуточного набора (8) через боковое отверстие (25), находящееся в нижней части секции (7) промежуточного накопления.
16. Устройство по п.11 или 12, дополнительно содержащее зону (29) промежуточного накопления, предназначенную для накопления промежуточных наборов (8') следующих друг за другом пачек (5) перед их извлечением и транспортировкой, и средства (16, 17, 18) транспортировки наборов, предназначенные для подачи каждого промежуточного набора (8') последовательно от зоны (29) промежуточного накопления в карман (7*) промежуточного накопления, который предназначен для приема первого (8*) из указанных промежуточных наборов (8'), причем конвейер (20) проходит в нижней части кармана (7*) промежуточного накопления и содержит толкатели (21, 21'), которые действуют в качестве указанного эжектора и расположены на расстоянии друг от друга с указанным заданным интервалом, причем каждый толкатель (21, 21') предназначен для извлечения и перемещения одной пачки (5) из основания указанного промежуточного набора (8*), находящегося в кармане (7*) промежуточного накопления, через боковое отверстие (25*), находящееся в нижней части кармана (7*) промежуточного накопления.
17. Устройство по п.11 или 12, дополнительно содержащее средства (30, 40) замены пачек, предназначенные для автоматического извлечения по меньшей мере одной выборочной пачки из потока пачек (5) и замены указанной по меньшей мере одной выборочной пачки замещающей пачкой.
18. Устройство по п.17, в котором средства (30, 40) замены пачек содержат секцию (30) съема пачек, расположенную вдоль указанного конвейера (20) и предназначенную для выборочного извлечения указанной по меньшей мере одной выборочной пачки из потока пачек (5), и секцию (40) ввода пачек, расположенную вдоль указанного конвейера (20) за секцией (30) съема пачек и предназначенную для избирательного ввода по меньшей мере одной замещающей пачки в поток пачек (5).
19. Устройство по п.18, в котором секция (30) съема пачек оборудована по меньшей мере одним взаимозаменяемым накопительным контейнером (31), предназначенным для принятия выборочных пачек, извлекаемых из потока пачек (5).
20. Устройство по п.18 или 19, в котором секция (40) ввода пачек оборудована по меньшей мере одним взаимозаменяемым загрузочным контейнером (41), который содержит замещающие пачки, предназначенные для ввода в поток пачек (5).
21. Устройство по п.11 или 12, дополнительно содержащее секцию (50) вставки пачек, предназначенную для автоматического возврата по меньшей мере одной выборочной пачки, которая была извлечена ранее, в поток пачек (5), транспортируемых конвейером (20).
22. Устройство по п.11 или 12, дополнительно содержащее по меньшей мере один модуль (85, 86) оптического распознавания образов, предназначенный для автоматического считывания маркировки, например порядкового номера, имеющейся на пачках (5).
| ЕР 1878679 A1, 16.01.2008 | |||
| Способ исследования функционального состояния анального сфинктера | 1985 |
|
SU1593621A1 |
| US 3982453 A, 28.09.1976 | |||
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ОТПЕЧАТАННЫХ БУМАЖНЫХ ЛИСТОВ | 2001 |
|
RU2294285C2 |

