Область техники, к которой относится изобретение
Изобретение относится к способу изготовления BSH - (клееный из досок лесоматериал) несущей балки из ламелей, а также к соответствующей BSH-несущей балке из ламелей.
Под BSH-несущей балкой из ламелей понимается конструктивный элемент из склеенных параллельно волокнам и особым образом изготовленных ламелей, ниже называемых BSH-ламелями. Промежуточным продуктом при изготовлении предложенной согласно изобретению BSH-несущей балки из ламелей является так называемая BSH-несущая балка, которая также называется клееным из досок лесоматериалом, балкой Хетцера (Hetzer), клееным пиломатериалом или несущей балкой из ламелей.
Уровень техники
Клееные из досок лесоматериалы или BSH-несущие балки до сих пор изготавливались следующим образом: сначала круглый лесоматериал разрезался или распиливался параллельно волокнам, т.е. в направлении роста первоначального ствола дерева таким образом, что получалось много досок. При этом различались лежащие дальше снаружи боковые доски, также называемые боковым материалом, которые в отношении к поперечному сечению доски имели преобладающим образом лежачие годовые кольца, и лесоматериал для половых досок, также называемый половым материалом радиальной распиловки, который в отношении поперечного сечения доски имеет преобладающим образом стоячие годовые кольца и является частью основного материала. "Лежачие годовые кольца" означает, что касательные, приложенные к годовым кольцам, видимым в поперечном сечении доски, проходят параллельно или под относительно острым углом к боковым поверхностям (широким сторонам) соответствующей доски, в то время как "стоячие годовые кольца" означает, что при видимых в поперечном сечении доски годовых кольцах проведенные к ним касательные проходят перпендикулярно или под относительно тупым углом к боковым поверхностям соответствующей доски.
Таким образом полученные доски сушатся и затем строгаются. Перед или после строгания могут также несколько досок соединяться между собой с помощью зубчатого соединения и с помощью торцовки укорачиваться на заданную длину. Доски, которые получаются непосредственно из разреза круглого лесоматериала и доски, которые собираются из нескольких отдельных досок с помощью зубчатого соединения, ради простоты должны в последующем называться ламелями из досок.
После упомянутого зубчатого соединения указанная выше ламель из досок должна еще раз строгаться. Затем осуществляется склеивание ламелей из досок по боковым поверхностям и прессование собранной из нескольких ламелей из досок слоистой конструкции, благодаря чему, при необходимости после еще одного строгания и/или косметической обработки, получается упомянутая BSH- несущая балка.
BSH-балки могут изготавливаться почти любой длины, форм или профилей, даже изогнутыми или гнутыми и имеют относительно высокую прочность.
Ламели из досок, которые должны образовать будущую BSH-несущую балку, изготавливаются из так называемого основного материала круглого лесоматериала, при котором речь идет о имеющей прямоугольное поперечное сечение части внутри круглого лесоматериала. Перед разрезом, т.е. распиловкой круглого лесоматериала, таким образом определяются высота и ширина, а также положение основного материала внутри поперечного сечения круглого лесоматериала, чтобы получался по возможности больший выход. Боковой материал не может быть использован без затруднений для высококачественной BSH-балки, так как полученные из него доски уже и/или тоньше, чем доски из основного материала и часто имеют так называемые скошенный обзол, который в будущей слоистой конструкции дает в результате неравномерную поверхность BSH-несущей балки.
DE 202005015989 U1 описывает BSH-несущую балку, которая изготовлена из исключительно из досок бокового материала с соответствующим обзолом. Чтобы создать равномерную поверхность, сначала из боковых досок склеивается и прессуется слоистая конструкция, причем она затем разделяется в продольном направлении, т.е. перпендикулярно к широким сторонам или боковым поверхностям досок и оба частичных участках наконец снова соединяются на первоначальной наружной стороне, которая имеет обзол. Правда, размеры, в частности, ширина, таким образом изготовленной BSH-несущей балки зависит от размеров, в частности, ширины боковых досок. В итоге, таким образом, могут изготавливаться только относительно узкие BSH-несущие балки. Кроме того, готовая BSH-несущая балка имеет внутри в области сплачиваемой поверхности из-за наличия обзола непременные полости и таким образом никакого сплошного материала, что может вести к потери устойчивости.
Раскрытие изобретения
Задачей настоящего изобретения является создание способа изготовления, с помощью которого при максимизации выхода может создаваться конструктивный элемент, который может сравниваться с существующей BSH-несущей балкой.
Поставленная задача согласно первой технической идеи настоящего изобретения решается в способе изготовления BSH-несущей балки из ламелей, при котором по очереди осуществляются следующие этапы: изготовление из круглого лесоматериала ламелей из досок с преобладающим образом лежачими годовыми кольцами, причем ламели из досок имеют соответственно первую боковую поверхность, которая была направлена к наружной стороне круглого лесоматериала, из которого они изготовлены, и вторую боковую поверхность, которая была направлена к сердцевине круглого лесоматериала, изготовление BSH-несущей балки с помощью параллельного волокнам склеивания нескольких расположенных вдоль своих боковых поверхностей ламелей из досок с образованием слоистой конструкции, из которых большинство, преимущественно все, являются такими ламелями из доски с преобладающим образом лежачими годовыми кольцами, изготовление BSH-ламелей с помощью распиливания BSH-несущей балки параллельно волокнам и перпендикулярно к боковым поверхностям ламелей из досок, вследствие чего BSH-ламели получают поверхности резания, проходящие соответственно перпендикулярно к боковым поверхностям ламелей из досок, при необходимости последующее строгание BSH-ламелей, и склеивание, по меньшей мере, нескольких расположенных вдоль своей поверхности резания BSH-ламелей с образованием слоистой конструкции.
Основная идея настоящего изобретения заключается в том, чтобы почти не используемый при изготовлении BSH-несущих балок боковой материал превратить за несколько этапов способа в специальные ламели, так называемые BSH-ламели, благодаря чему создать полноценную замену для нынешних изготовленных из основного материала ламелей из досок. Названные BSH-ламели, т.е. ламели, изготовленные из клееного материала из досок, могут без затруднений подгоняться к размерам ламелей из досок, изготовленных из основного материала. Таким образом, ширина BSH-ламелей может подгоняться с помощью выбора количества боковых досок, расположенных с образованием слоистой конструкции. Толщина BSH-ламелей может подгоняться с помощью соответствующего выбора плоскостей резания при распиловке (резании) слоистой конструкции из боковых досок.
Другим преимуществом предложенного согласно изобретению способа является, что BSH-ламели, изготовленные из BSH-несущей балки, представляющей промежуточный продукт, имеют более высокую прочность на изгиб перпендикулярно к плоскости ламели, чем существующие ламели из досок с преобладающим образом лежачими годовыми кольцами, в частности, боковые доски, так как годовые доски в BSH-ламелях, по меньшей мере в середине ламели преобладающим образом расположены стоячим образом и BSH-ламели благодаря этому могут заменять высококачественный и дорогой лесоматериал для половых досок, который точно также имеет преобладающим образом стоячие годовые кольца.
Согласно варианту исполнения предложенного в соответствие с изобретением способа изготовления на этапе изготовления ламелей из досок несколько досок соединяются друг с другом с помощью зубчатого соединения. Таким образом, уже при изготовлении промежуточного продукта, т.е. BSH-балки, состоящей из ламелей из досок с преобладающим образом стоячими годовыми кольцами (боковые доски) могут предотвращаться дефекты, оказывающие влияние на прочность, с чем может достигаться более высокая прочность сравнимая с массивным деревом. Также, таким образом, предотвращается, что упомянутые дефекты, в частности, свищи, ведут при разрезании BSH-несущей балки к скалыванию и таким образом к неравномерной поверхности в области поверхности разреза. Такое скалывание могло бы привести к полостям внутри предложенного согласно изобретению конечного продукта, т.е. BSH-несущей балки из ламелей, которые опять же могут оказывать отрицательное влияние на устойчивость.
Согласно другому варианту исполнения предложенного в соответствие с изобретением способа изготовления на этапе изготовления BSH-несущей балки, представляющей промежуточный продукт, в слоистую конструкцию интегрируется по меньшей мере, одна ламель из досок с преобладающим образом стоячими годовыми кольцами, т.е. так называемый материал для половых досок, или так называемый лесоматериал для половых досок. Преимущественно образует упомянутая, по меньшей мере, одна интегрированная в слоистую конструкцию ламель из досок с остальными стоячими годовыми кольцами облицовочный слой, т.е. один из наружных слоев BSH-несущей балки. Особенно предпочтительно оба облицовочных слоя образуются соответственно ламелью из досок с преобладающим образом стоячими годовыми кольцами. Таким образом, в конечном продукте, при котором слоистая конструкция из BSH-ламелей может быть окаймлена еще и ламелями из досок с преобладающим образом лежачими годовыми кольцами, достигается однородная внешняя картина боковой несущей поверхности.
На этапе изготовления промежуточного продукта, т.е. BSH-несущей балки, согласно еще другому варианту исполнения предложенного в соответствие с изобретением способа изготовления в слоистую конструкцию интегрируются ламели из досок различной толщины, т.е., по меньшей мере, одна ламель из досок имеет другую толщину, чем другие ламели из досок слоистой конструкции. Преимущественно в слоистой конструкции чередуются ламели из досок первой толщины и ламели из досок второй толщины. Таким образом, при изготовлении BSH-несущей балки из ламелей могут применяться различные по толщине боковые доски, что повышает выход и, причем конечный продукт снаружи не видим. Другим преимуществом является, что дальше еще подробно поясняется, что при особом расположении BSH-ламелей получающихся из слоистой конструкции, состоящей из ламелей из досок, благодаря различным по толщине ламелям из досок достигается повышение устойчивости конечного продукта.
Согласно еще другому исполнению предложенного в соответствие с изобретением способа изготовления на этапе склеивания, по меньшей мере, нескольких BSH-ламелей, по меньшей мере, одна ламель из досок, преимущественно, по меньшей мере, одна ламель из досок с преобладающим образом лежачими годовыми кольцами, интегрируется в слоистую конструкцию. В частности, по меньшей мере, одна интегрированная в слоистую конструкцию ламель из досок образует облицовочный слой BSH-несущей балки из ламелей (конечного продукта). Преимущественно оба облицовочного слоя BSH-несущей балки из ламелей образуются соответственно ламелью из досок, преимущественно ламелью из досок с преобладающим образом лежачими годовыми кольцами. Благодаря тому, что такая ламель из досок применяется в качестве завершения слоистой конструкции, перекрываются стыковые швы, которые образуются первоначальными боковыми поверхностями соседних ламелей из досок. Особенно предпочтительно располагаются ламели из досок, образующие облицовочные слои в слоистой конструкции, таким образом, что вторая боковая поверхность, т.е. та боковая поверхность, которая направлена к прежней сердцевине круглого лесоматериала, смотрит наружу.
Для повышения устойчивости конечного продукта может быть предусмотрено, что в слоистой конструкции BSH-несущей балки из ламели стыковые швы в соседних BSH-ламелях, по меньшей мере, частично расположены со смещением друг к другу. Это может достигаться, например, как упомянуто выше, с помощью того, что на этапе изготовления промежуточного продукта в слоистую конструкцию интегрируются ламели из досок различной толщины, в частности, ламели из досок, чередующиеся по своей толщине. Если потом на этапе склеивания, по меньшей мере, нескольких BSH-ламелей, которые ранее могли быть еще проструганы, в слоистой конструкции соответственно соседние BSH-ламели располагаются в ориентировании, повернутом относительно друг друга на 180°, то благодаря этому в конечном продукте у соседних BSH-ламелей стыковые швы соответственно смещены друг к другу, вследствие чего устойчивость и также прочность на изгиб конечного продукта повышается. Ради точности следует заметить, что этап способа, после чего при склеивании, по меньшей мере, нескольких BSH-ламелей в слоистой конструкции соответственно соседние BSH-ламели располагаются в ориентировании, повернутом относительно друг друга на 180°, также может иметь место также независимо от наличия BSH-несущей балки с ламелями из досок различной толщины.
Опять же согласно другому варианту осуществления предложенного в соответствии с изобретением способа изготовления на этапе изготовления BSH-несущей балки и/или на этапе склеивания, по меньшей мере, нескольких BSH-ламелей применяется клеящее вещество, которое выбрано из группы включающей казеиновый клей, клей на основе резорцин/фенол/формальдегида, клей на основе мочевина/меламин/формальдегидной смолы, клей на основе меламин-формальдегида, клей на основе изоцианатов и эпоксидной смолы.
Предложенным согласно изобретению способом могут изготавливаться из ламелей также в первый раз особенно простым образом двояко изогнутые несущие балки. Двояко изогнутые означает, что готовая несущая балка изогнута в двух перпендикулярных друг к другу направлениях, причем оба радиуса кривизны проходят поперек к продольному направлению несущей балки. Так согласно еще другому варианту исполнения предложенного в соответствие с изобретением способа изготовления предусмотрено, что на этапе изготовления BSH-несущей балки ламели из досок в изогнутой форме склеиваются друг с другом и на этапе склеивания, по меньшей мере, нескольких BSH-ламелей эти точно также в изогнутой форме склеиваются друг с другом, причем кривизна, т.е. радиус кривизны, при склеивании ламелей из досок проходит перпендикулярно к кривизне, т.е. к радиусу кривизны, при склеивании BSH-ламелей. Таким образом, сначала изготавливается промежуточный продукт с одной кривизной с помощью того, что промежуточный продукт склеивается с превышением одной стороны над другой. Если он потом разделяется с помощью параллельной волокнам распиловки перпендикулярно к боковым поверхностям ламелей из досок, получающаяся BSH-ламель идет "по кривой", т.е. просто изогнута. Если несколько таких просто изогнутых BSH-ламелей точно также с превышением склеиваются с образованием BSH-несущей балки из ламелей, причем здесь кривизна проходит перпендикулярно к ранее изготовленной кривизне, получается двояко изогнутый продукт. Разумеется, с помощью предложенного согласно изобретению способа также возможно создание кривизны только на этапе изготовления BSH-несущей балки, т.е. при склеивании ламелей из досок, или в качестве альтернативы создание кривизны только на этапе склеивания BSH-ламелей, т.е. без предшествующего изгиба ламелей из досок.
Наконец ранее поставленная и показанная задача согласно второй идее настоящего изобретения также решается с помощью BSH-несущей балки из ламелей, которая изготовлена с помощью ранее описанного способа.
При этом упомянутая BSH-несущая балка из ламелей согласно варианту исполнения может быть изогнута просто или также двояко, т.е. в двух перпендикулярных друг другу направлениях, что особенно простым способом может быть осуществлено с помощью предложенного согласно изобретению способом и дает особо высокую устойчивость конечному продукту.
Теперь существует большое количество возможностей развития и усовершенствования предложенного согласно изобретению способа изготовления и предложенной согласно изобретению BSH-несущей балки из ламелей. Для этого с одной стороны следует сослаться на подчиненные пункту 1 пункты формулы изобретения, с другой стороны на описание примеров осуществления в сочетании с приложенным чертежом. На чертеже показывают:
Краткое описание чертежей
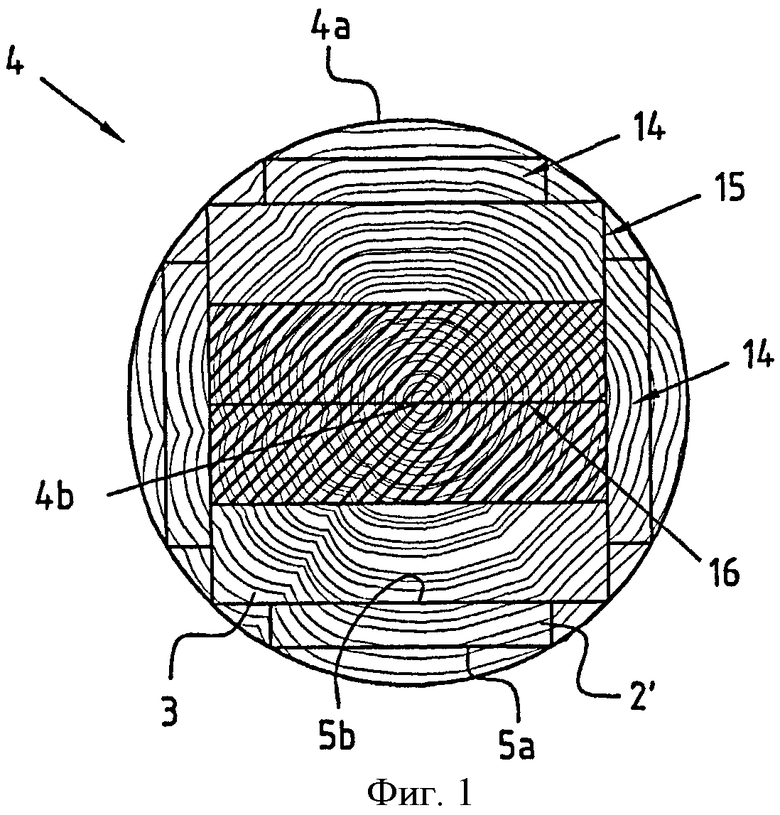
Фиг.1 - схематический вид разреза круглого лесоматериала и изготавливаемых из него ламелей из досок,
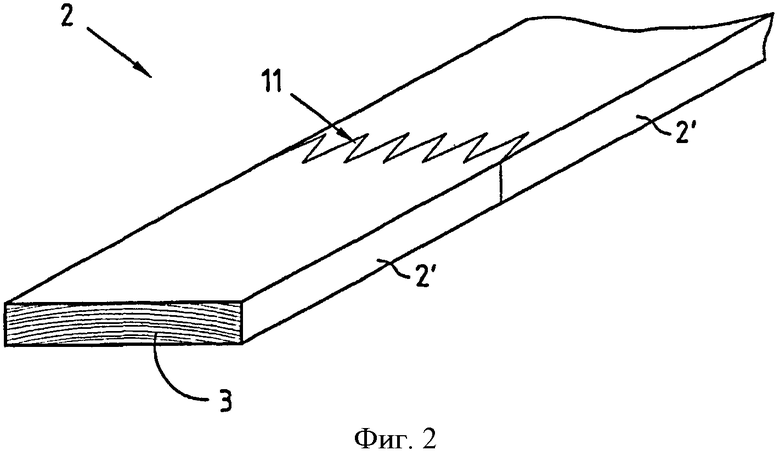
фиг.2 - схематический вид в перспективе ламели из досок, полученной из круглого лесоматериала на фиг.1,
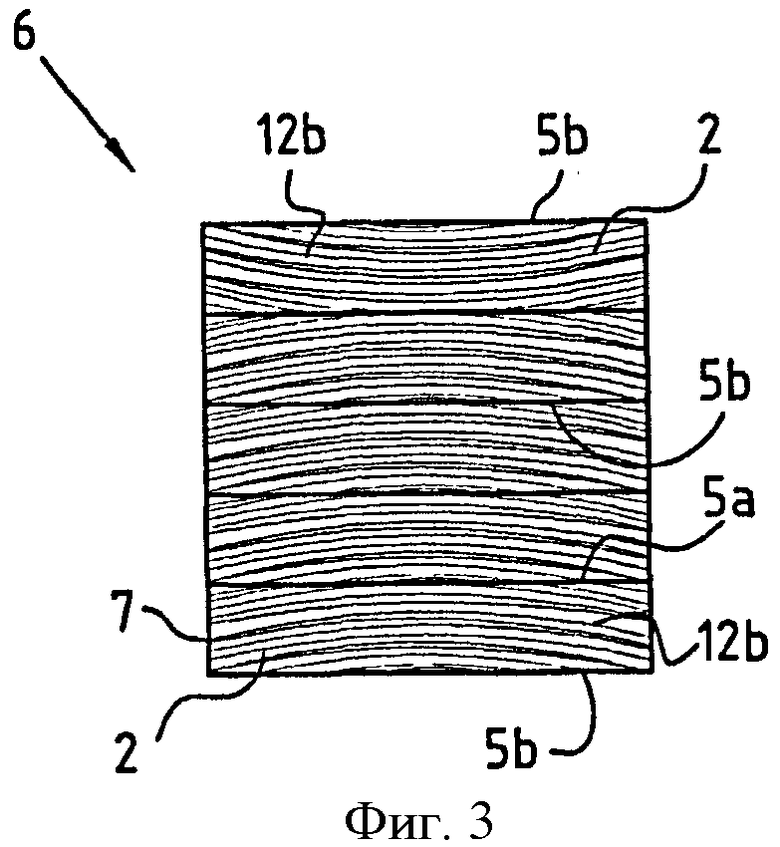
фиг.3 - схематический вид разреза BSH-несущей балки, изготовленной при применении нескольких ламелей из досок представленного на фиг.2 типа,
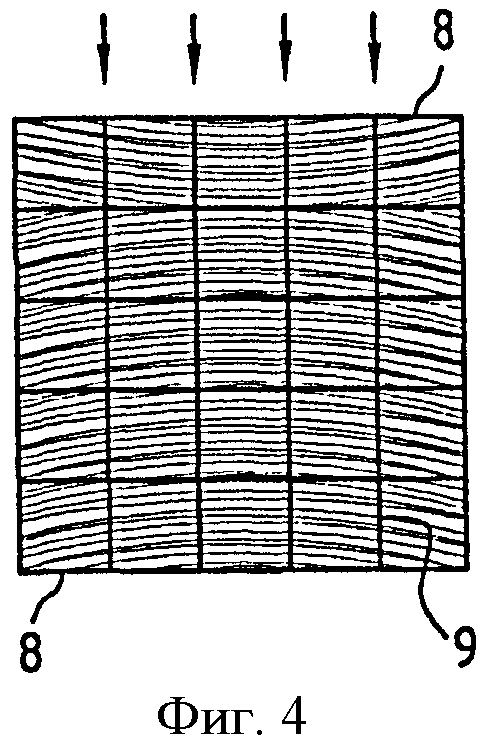
фиг.4 - схематический вид разреза BSH-ламелей, изготовленных из BSH-несущей балки, представленной на фиг.3,
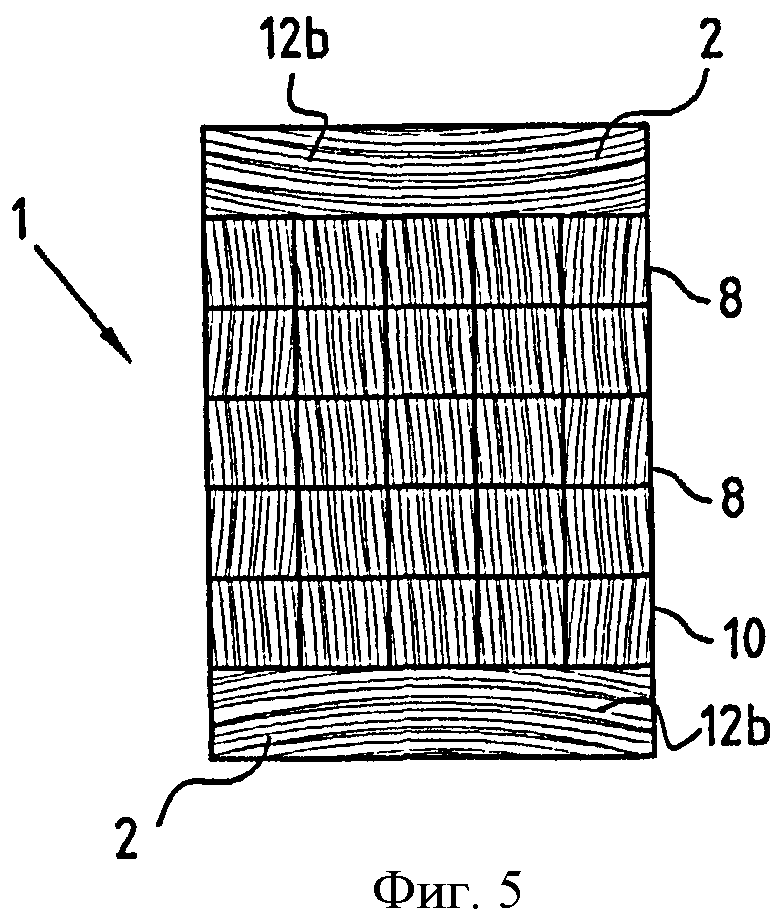
фиг.5 - схематический вид разреза первого примера осуществления BSH-несущей балки из ламелей, изготовленной из BSH-ламелей, представленных на фиг.4,
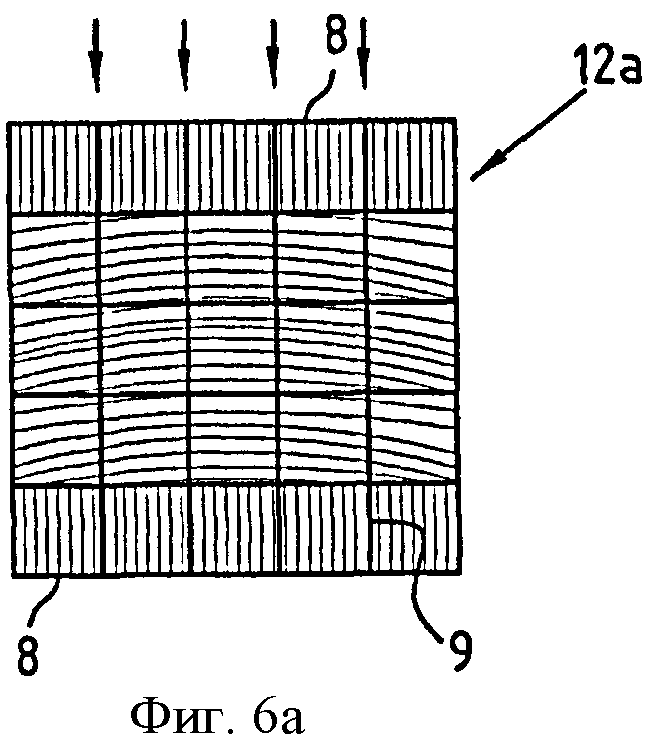
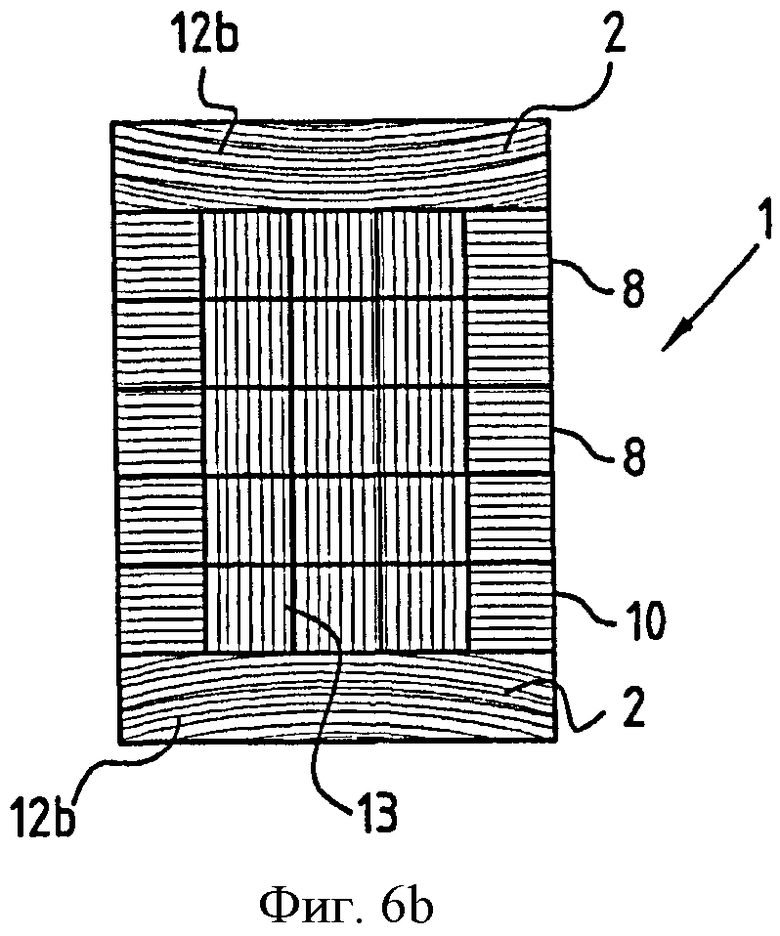
фиг.6a) и b) - схематический вид разреза BSH-ламелей другого типа, а также изготовленного из них второго примера осуществления BSH-несущей балки из ламелей,
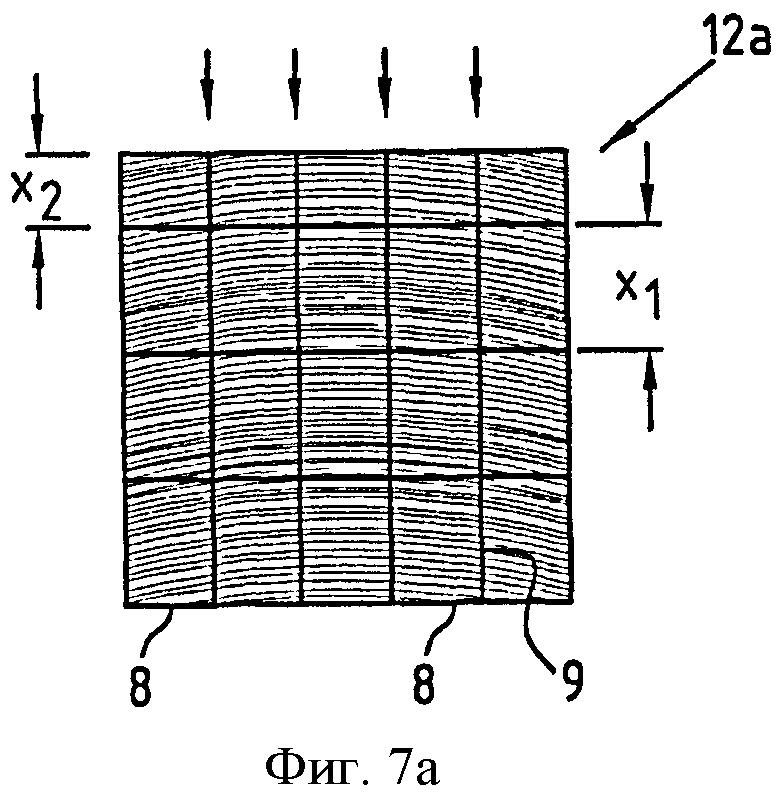
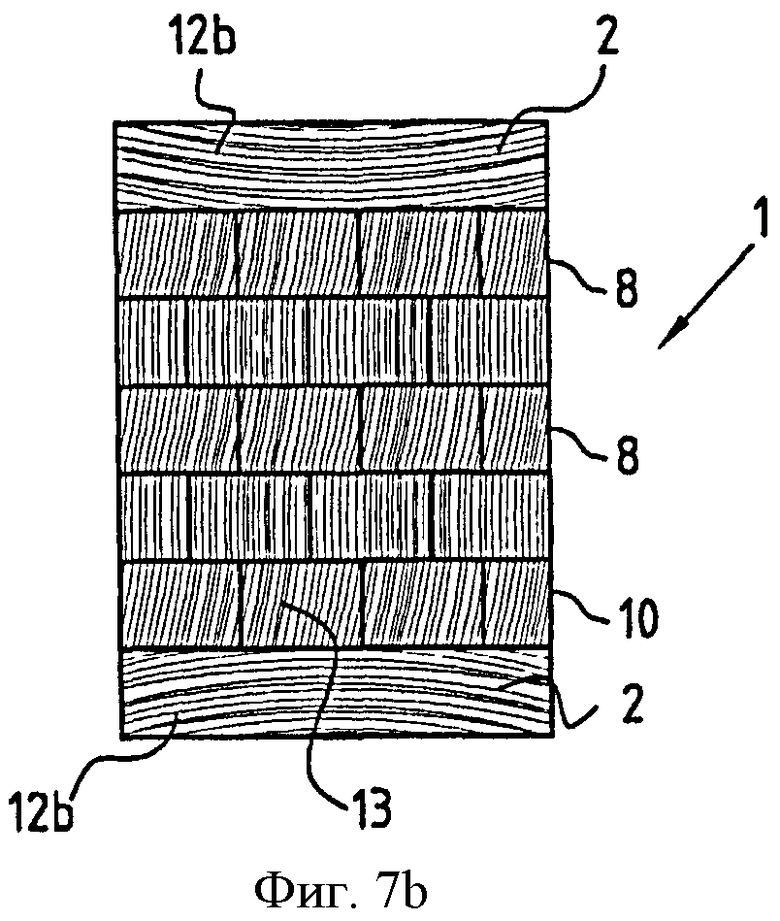
фиг.7a) и b) - схематический вид разреза BSH-ламелей еще одного типа и изготовленного из них третьего примера осуществления BSH-несущей балки из ламелей, и
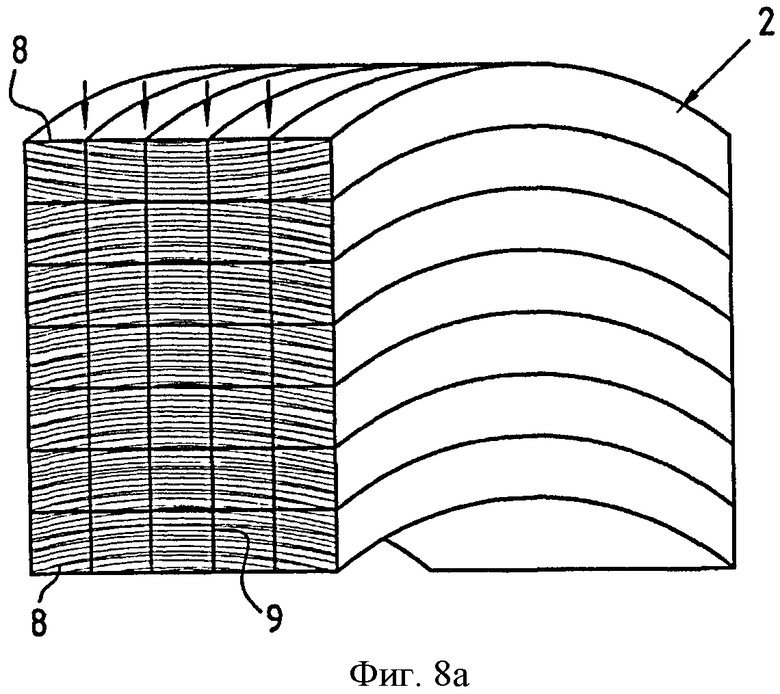
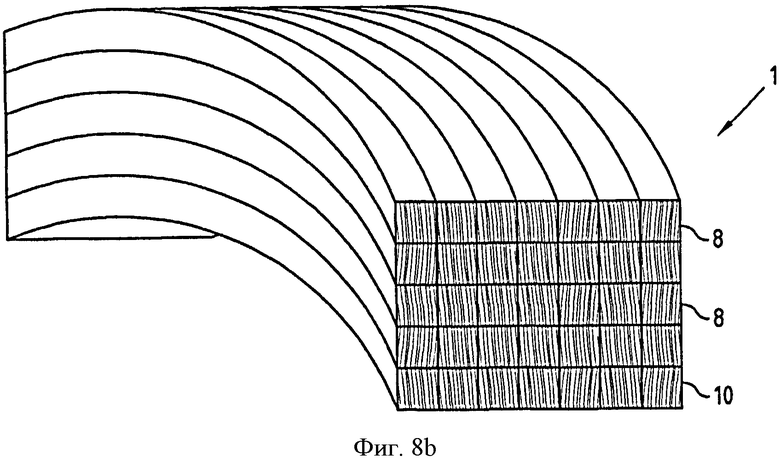
фиг.8a) и b) - схематический вид разреза BSH-ламелей в изогнутой форме и изготовленного из них четвертого примера осуществления BSH-несущей балки из ламелей в двояко изогнутой форме.
Осуществление изобретения
Фиг.1 показывает поперечное сечение круглого лесоматериала 4, который был получен из ствола дерева (не показан). Круглый лесоматериал 4 имеет наружную сторону 4a и сердцевину 4b, вокруг которой расположены годовые кольца 3.
Из такого круглого лесоматериала 4 так называемый основной материал 15 может применяться для изготовления досок определенной ширины и толщины, из которых может изготавливаться существующая несущая BSH-балка. С помощью предложенного согласно изобретению способа может изготавливаться конструктивный элемент, так называемая BSH-несущая балка 1 из ламелей, сравнимая с существующим BSH-несущей балкой, а именно, при применении также части бокового материала 14, которая до сих пор не могла использоваться прямо.
Далее на фиг.1 в качестве составной части основного товара 15 штриховкой изображен так называемый половой материал 16 радиальной распиловки, который отличается тем, что годовые кольца 3 в этой области расположены преобладающим образом стоячими. С помощью предложенного согласно изобретению способа изготовления могут большие части будущего конечного продукта, т.е. названной BSH-несущей балки 1 из ламелей, иметь подобную структурную конструкцию как высокосортный и дорогой половой материал 16 радиальной распиловки.
На фиг.1 в данном примере осуществления изображены только четыре примерно одинаковых по величине доски 2' в области боковых материалов, хотя вполне возможно изготовление из этого не используемого в этом специальном примере осуществления - бокового материала других боковых досок, которые еще уже и/или тоньше изображенных боковых досок 2', и таким образом получить еще большее увеличение выхода.
Боковые доски 2' выделяются из круглого лесоматериала 4 таким образом, что соответственно первая боковая поверхность направлена к наружной стороне 4а круглого лесоматериала и соответственно вторая боковая сторона к сердцевине 4b круглого лесоматериала.
На фиг.2 изображена доска 2 из ламелей с преобладающим образом лежачими годовыми кольцами 3, которая была изготовлена с помощью того, что две боковых доски Т описанного ранее типа, соединялись друг с другом с помощью зубчатого соединения 11.
Другой этап предложенного согласно изобретению способа изготовления представлен на фиг.3. Здесь BSH-несущая балка 6 изготавливается в качестве промежуточного продукта с помощью того, что несколько ламелей 2 из досок представленного на фиг.2 типа вдоль своих боковых поверхностей 5a и 5b расположены с образованием слоистой конструкции 7 и склеиваются друг с другом параллельно волокнам. В показанном на фиг.3 примере осуществления все ламели 2 из досок имеют преобладающим образом лежачие годовые кольца.
Обе наружные ламели 2 из досок, которые образуют облицовочные слои 12b слоистой конструкции 7, расположены таким образом, что вторая боковая поверхность 5b, которая первоначально была направлена к сердцевине 4b круглого лесоматериала 4, смотрит наружу.
Фиг.4 показывает здесь последующий этап способа, при котором BSH-ламели 8 изготавливаются из представленного на фиг.3 промежуточного продукта с помощью того, что BSH-несущая балка 6 распиливается или разрезается параллельно волокнам и перпендикулярно к боковым поверхностям 5a и 5b ламелей 2 из досок, благодаря чему BSH-ламели 8 получают поверхности 9 резания, проходящие соответственно перпендикулярно к боковым поверхностям 5а и 5b ламелей 2 из досок. Направление введения пильных полотен здесь схематически представлено вертикальными стрелками.
Полученные таким образом BSH-ламели 8 на следующем этапе способа, как в качестве образца показано на фиг.5, располагаются и склеиваются вдоль своих поверхностей 9 резания вместе с двумя облицовочными слоями 12 из соответственно ламели 2 из досок с преобладающим образом лежачими годовыми кольцами 3 с образованием слоистой конструкции 10. Полученный таким образом конечный продукт представляет BSH-несущую балку 1 из ламелей, которая по внешнему виду и технически, по меньшей мере, сравнима с существующей BSH-несущей балкой, правда, ведет к увеличению выхода из лежащего в основе круглого лесоматериала.
На фиг.6a), которая соответствует этапу способа на фиг.4, изображены BSH-ламели 8 другого типа. Здесь в слоистую конструкцию 7 BSH-несущей балки 6 в качестве облицовочных слоев 12a интегрировались ламели из досок с преобладающим образом стоячими годовыми кольцами, так называемый половой материал радиальной распиловки.
После пропила и склеивания представленных на фиг.6a) BSH-ламелей 8 вместе с двумя ламелями 2 из доски, образующими облицовочные слои 12b конечного продукта, с преобладающим образом лежачими годовыми кольцами получается BSH-несущая балка 1 из ламелей, как она изображена на фиг.6b). В этой BSH-несущей балке 1 из ламелей на левой и правой поверхности балки достигается единообразный внешний вид, несмотря на то, что ламели 2 из досок с одной стороны и BSH-ламели 8 с другой стороны комбинировались в слоистой конструкции.
Фиг.7a) и b) показывают наконец пример осуществления, в котором изготовление промежуточного продукта, т.е. BSH-несущей балки 6, в слоистую конструкцию 7 интегрировались ламели 2 из досок первой толщины x1 и - здесь в качестве облицовочного слоя - ламель 2 из досок второй толщины x2. При этом в слоистую конструкцию 7, как можно видеть еще с помощью фиг.7, интегрировались исключительно ламели 2 из досок с преобладающим образом лежачими годовыми кольцами. Но также возможно, что в случае различных по толщине ламелей из доски некоторые ламели из доски, в частности, облицовочные слои слоистой конструкции 7 могут быть изготовлены из полового материала радиальной распиловки, что сравнимо с конструкцией на фиг.6а).
Фиг.7b) показывает, наконец, BSH-несущую балку 1 из ламелей, изготовленную из BSH-ламелей 8, как они представлены на фиг.7a). При этом каждая вторая BSH-ламель 8 в слоистой конструкции 10 перед склеиванием разворачивалась относительно соответственно соседней BSH-ламели на 180°, благодаря чему достигается, что в слоистой конструкции 10 BSH-несущей балки 1 из ламелей стыковые швы 13 в соседних BSH-ламелях 8 расположены со смещением друг к другу. Также эта BSH-несущая балка 1 из ламелей имеет в качестве облицовочных слоев 12b ламели 2 из досок с преобладающим образом лежачими годовыми кольцами.
Фигуры 8a) и b) показывают, наконец, пример осуществления, в котором при изготовлении промежуточного продукта ламели 2 из доски склеивались друг с другом в изогнутой форме. Получившаяся в результате этого просто изогнутая BSH-балка потом затем разделяется с помощью параллельной волокнам распиловки перпендикулярно боковым поверхностям ламелей 2 из досок - распиловка здесь также символизирована стрелкой - благодаря чему получаются BSH-ламели 8, которые, если они расположены лежа, имеют форму кривой.
Фиг.8b) показывает пример осуществления BSH-несущая балка 1 из ламелей, которая получается, если несколько имеющих криволинейную форму BSH-ламелей 8 складываются в виде слоев друг на друге и в точно также криволинейной форме склеиваются друг с другом, причем применяемая здесь кривизна проходит перпендикулярно к кривизне, использованной при склеивании ламелей 2 из досок. В результате получается двояко образом изогнутая BSH-несущая балка 1 из ламелей, которая следовательно изогнута в двух перпендикулярных друг другу направлениях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОСЛОЙНОЙ ДЕРЕВЯННОЙ ПАНЕЛИ | 2008 |
|
RU2385389C2 |
| ВНУТРЕННИЙ СЛОЙ ИЗ ЛАМЕЛЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2624212C2 |
| Металлодеревянная балка | 2022 |
|
RU2788183C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛЬНЫХ ПИЛОМАТЕРИАЛОВ | 2002 |
|
RU2194612C1 |
| Способ изготовления металлодеревянной балки | 2022 |
|
RU2794006C1 |
| ДЕРЕВЯННЫЙ КЛЕЕНЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ, СПОСОБ ВОЗВЕДЕНИЯ СТЕНОВЫХ КОНСТРУКЦИЙ ИЗ ДЕРЕВЯННЫХ КЛЕЕНЫХ СТРОИТЕЛЬНЫХ ЭЛЕМЕНТОВ | 2015 |
|
RU2587215C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦОВЫХ ЩИТОВЫХ ЭЛЕМЕНТОВ ИЗ ДРЕВЕСИНЫ | 2012 |
|
RU2512359C2 |
| Способ продольной распиловки лесоматериалов и станок для его осуществления | 2017 |
|
RU2635577C1 |
| Способ изготовления клееного бруса | 2017 |
|
RU2687603C1 |
| Решетчатый строительный элемент | 2022 |
|
RU2794709C1 |
Изобретение относится к области строительства, в частности к BSH-несущей балки из ламелей и способу ее изготовления. Технический результат изобретения заключается в повышении прочности балки на изгиб перпендикулярно к плоскости ламели. Способ изготовления BSH-несущей балки заключается в том, что по очереди осуществляются следующие этапы: изготовление из круглого лесоматериала ламелей из досок с преимущественно лежащими годовыми кольцами, причем ламели имеют соответственно первую боковую поверхность, которая направлена к наружной стороне круглого лесоматериала, и вторую боковую поверхность, которая направлена к сердцевине круглого лесоматериала, изготовление BSH-несущей балки путем параллельного волокнам склеивания нескольких расположенных вдоль их боковых поверхностей ламелей из досок с образованием слоистой конструкции, изготовление BSH-ламелей с помощью распиливания BSH-несущей балки параллельно волокнам и перпендикулярно к боковым поверхностям ламелей, вследствие чего BSH-ламели получают поверхности резания, проходящие соответственно перпендикулярно к боковым поверхностям ламелей из досок, и склеивание, по меньшей мере, нескольких расположенных вдоль их поверхности резания BSH-ламелей с образованием слоистой конструкции. 2 н. и 14 з.п. ф-лы, 8 ил.
1. Способ изготовления BSH-несущей балки (1) из ламели, при котором по очереди осуществляются следующие этапы:
- изготовление ламелей (2) из круглого лесоматериала (4), причем ламели (2) из досок имеют соответственно первую боковую поверхность (5a), которая была направлена к наружной стороне (4a) круглого лесоматериала (4), из которого они изготовлены, и вторую боковую поверхность (5b), которая была направлена к сердцевине (4b) круглого лесоматериала (4),
- изготовление BSH-несущей балки (6) с помощью склеивания параллельного волокнам нескольких расположенных вдоль своих боковых поверхностей (5a. 5b) ламелей (2) из досок с образованием слоистой конструкции (7),
- изготовление BSH-ламелей (8) с помощью распиливания BSH-несущей балки (6) параллельно волокнам и перпендикулярно к боковым поверхностям (5a, 5b) ламелей (2) из досок, причем BSH-ламели (8) получают поверхности (9) резания, проходящие соответственно перпендикулярно к боковым поверхностям (5a, 5b) ламелей (2) из досок, и
- склеивание, по меньшей мере, нескольких расположенных вдоль своей поверхности (9) резания BSH-ламелей (8) с образованием слоистой конструкции (10), отличающийся тем, что
- на этапе изготовления ламелей (2) из досок такие ламели (2) изготавливают с преимущественно горизонтальными годичными кольцами (3) из круглого лесоматериала (4),
- на этапе изготовления BSH-несущей балки (6) большая часть ламелей (2) из досок, склеенных между собой параллельно волокнам, представляет собой ламели (2) из досок с преимущественно горизонтальными годичными кольцами,
- на этапе изготовления BSH-несущей балки (6) в слоистую конструкцию (7) встраивается, по меньшей мере, одна ламель (2) из досок с преимущественно вертикальными годичными кольцами (3) и
- на этапе изготовления BSH-несущей балки (6), по меньшей мере, одна встроенная в слоистую конструкцию (7) ламель из досок с преимущественно вертикальными годичными слоями (3) образует облицовочный слой (12a) BSH-несущей балки (6).
2. Способ по п.1, отличающийся тем, что на этапе изготовления ламелей (2) из досок несколько досок (2') соединяют друг с другом с помощью зубчатого соединения (11).
3. Способ по п.1, отличающийся тем, что оба облицовочных слоя (12a) BSH-несущей балки (6) образуются ламелью (2) из досок со стоячими годовыми кольцами (3).
4. Способ по п.1, отличающийся тем, что на этапе изготовления ВSH-несущей балки (6) в слоистую конструкцию (7) интегрируют ламели (2) из досок различной толщины (x1, x2).
5. Способ по п.4, отличающийся тем, что в слоистой конструкции (7) чередуют ламели (2) из досок первой толщины (x1) и ламели (2) из досок второй толщины (x2).
6. Способ по п.1, отличающийся тем, что на этапе склеивания, по меньшей мере, нескольких BSH-ламелей (8), по меньшей мере, одну ламель (2) из досок преимущественно с лежачими годовыми кольцами (3) интегрируют в слоистую конструкцию (10).
7. Способ по п.6, отличающийся тем, что, по меньшей мере, одна ламель (2) из досок интегрированная в слоистую конструкцию (10), образует облицовочный слой (12b) BSH-несущей балки (1) из ламелей.
8. Способ по п.7, отличающийся тем, что оба облицовочных слоя (12b) BSH-несущей балки (1) из ламели образованы ламелью (2) из досок, досок предпочтительно с лежачими годовыми кольцами (3).
9. Способ по п.7, отличающийся тем, что ламель из досок (2) (ламели из досок), образующая (образующие) облицовочные слои (12b), расположена в слоистой конструкции (10), причем вторая боковая поверхность (5b) смотрит наружу.
10. Способ по п.1, отличающийся тем, что в слоистой конструкции (10) BSH-несущей балки (1) из ламелей стыковые швы (13) в соседних BSH-ламелях, расположены, по меньшей мере, частично со смещением друг к другу.
11. Способ по п.1, отличающийся тем, что на этапе склеивания, по меньшей мере, нескольких BSH-ламелей (8) в слоистой конструкции (10) соответственно соседняя BSH-ламели (8) расположены в положении, развернутом относительно друг друга на 180°.
12. Способ по п.1, отличающийся тем, что на этапе изготовления BSH-несущей балки (6) и/или на этапе склеивания, по меньшей мере, нескольких BSH-ламелей (8) применяют клей, который выбран из группы, включающей казеиновый клей, клей на основе резорцин/фенол-формальдегида, клей на основе мочевина/меламин-формальдегидная смола, клей на основе меламин-формальдегида, клей на основе изоцианатов и эпоксидной смолы.
13. Способ по п.1, отличающийся тем, что на этапе изготовления BSH-несущей балки (6) ламели (2) из досок склеивают друг с другом в изогнутой форме и/или на этапе склеивания, по меньшей мере, несколько BSH-ламелей (8) BSH-ламели (8) склеивают друг с другом в изогнутой форме.
14. Способ по п.13, отличающийся тем, что кривизна при склеивании ламелей (2) из досок проходит перпендикулярно к кривизне при склеивании BSH-ламелей (8).
15 BSH-несущая балка (1) из ламелей, изготовленная с помощью способа по п.1.
16. BSH-несущая балка (1) из ламелей по п.15, отличающаяся тем, что она изогнута в двух перпендикулярных друг к другу направлениях.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| CH 688099 A5, 15.05.1997 | |||
| US 2001034996 A1, 01.11.2001 | |||
| Способ получения клеенных заготовок радиальной распиловки | 1973 |
|
SU490651A1 |

