Изобретение относится к области обработки материалов резанием, в частности к сборному режущему инструменту с механическим креплением сменных режущих пластин.
Известна режущая пластина, имеющая противолежащие торцовые поверхности, расположенную между ними боковую поверхность и режущую кромку с радиусом округления, образованную на пересечении боковой поверхности по крайней мере с одной из торцовых поверхностей, при этом на боковую поверхность и по крайней мере на одну из торцовых поверхностей нанесено однослойное или многослойное износостойкое покрытие (см., например, международная заявка №2011055813, B23B 27/14, 2011 г.).
Стойкость режущих пластин с покрытием во многом зависит от износа в период приработки. Задача изобретения заключается в увеличении стойкости режущих пластин с покрытием в период приработки за счет повышения прочности покрытия вблизи радиуса округления режущей кромки.
Поставленная задача решается тем, что в режущей пластине, имеющей противолежащие торцовые поверхности, расположенную между ними боковую поверхность и режущую кромку с радиусом округления, образованную на пересечении боковой поверхности по крайней мере с одной из торцовых поверхностей, при этом на боковую поверхность и по крайней мере на одну из торцовых поверхностей нанесено однослойное или многослойное износостойкое покрытие согласно изобретению по крайней мере на одной из поверхностей с покрытием по нормали к этой поверхности с помощью лазера выполнены глухие отверстия, расположенные одним или более рядами вдоль режущей кромки, при этом отверстия в рядах, примыкающих к режущей кромке, и отверстия в рядах на одной из упомянутых поверхностей расположены в шахматном порядке.
Поставленная задача решается также тем, что диметр d отверстий выбран из диапазона d=(0,5-2,0)h, где h - толщина покрытия, глубина l отверстий выбрана из диапазона l=(0,8-1,2)h, расстояние s первого ряда отверстий от смежной поверхности режущей пластины выбрано из диапазона s≥h+ρ+d/2, где ρ - радиус округления режущей кромки, расстояние t между отверстиями в ряду выбрано из диапазона t=(3-10)d, а расстояние T между рядами выбрано из диапазона T=(3-5)d.
Предложенная режущая пластина предназначена для механического закрепления в гнезде корпуса сборного режущего инструмента, например резцов, сверл, фрез или разверток. При установке в гнезде рабочая торцовая поверхность выполняет в процессе резания функцию передней поверхности, а боковая поверхность - функцию главной и вспомогательных задних поверхностей. Боковая поверхность режущей пластины может быть выполнена в виде одной поверхности или включать несколько поверхностей в зависимости от формы режущей пластины (круглая или многоугольная) или ее конструкции (без статических задних углов или со статическими задними углами). Боковая поверхность многоугольной режущей пластины состоит из плоских участков вдоль прямолинейных режущих кромок и цилиндрических (для пластин без задних углов) или конических (для пластин с задними углами) участков при вершинах режущей пластины. Боковая поверхность круглой режущей пластины выполняется цилиндрической (для пластин без задних углов) или в виде усеченной конической поверхности (для пластин с задними углами).
В многоугольной режущей пластине аналогично боковой поверхности режущая кромка имеет прямолинейные участки, сопряженные радиусными участками при вершинах.
В качестве материала режущей пластины могут быть использованы твердые сплавы или керамика.
Износостойкое покрытие может быть нанесено методом физического или химического осаждения из парогазовой фазы и может включать слои из нитрида, карбида или карбонитрида титана, циркония, тантала, гафния и других металлов, а также слои из оксида алюминия.
Предложенная режущая пластина представлена на фиг.1-4, на которых:
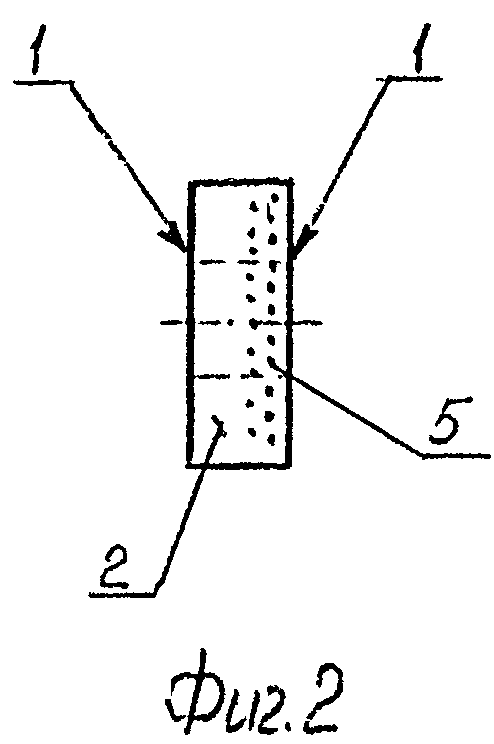
на фиг.1 - показан вид сверху на режущую пластину;
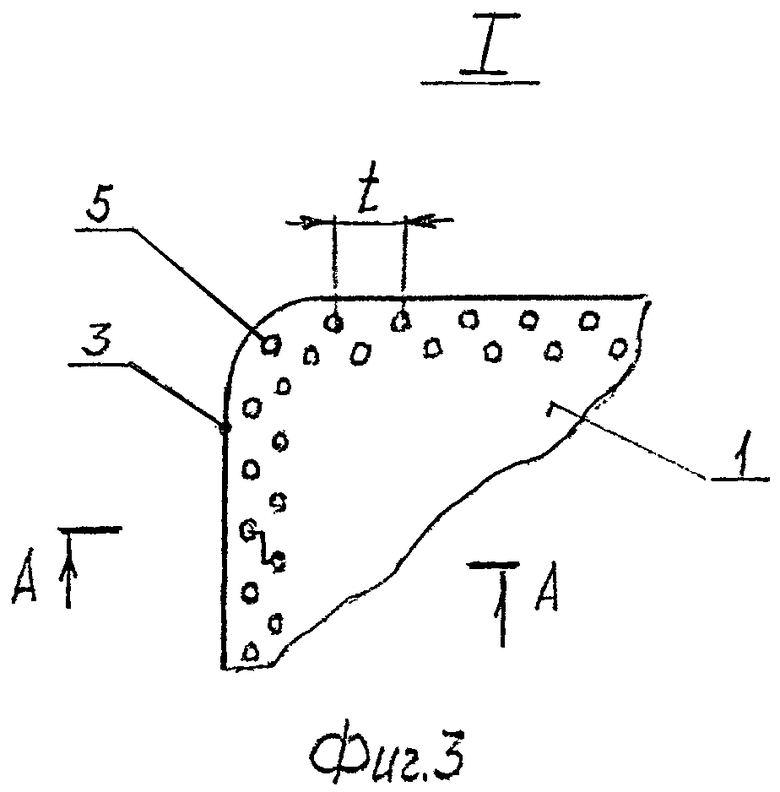
на фиг.2 - показан вид слева на фиг.1;
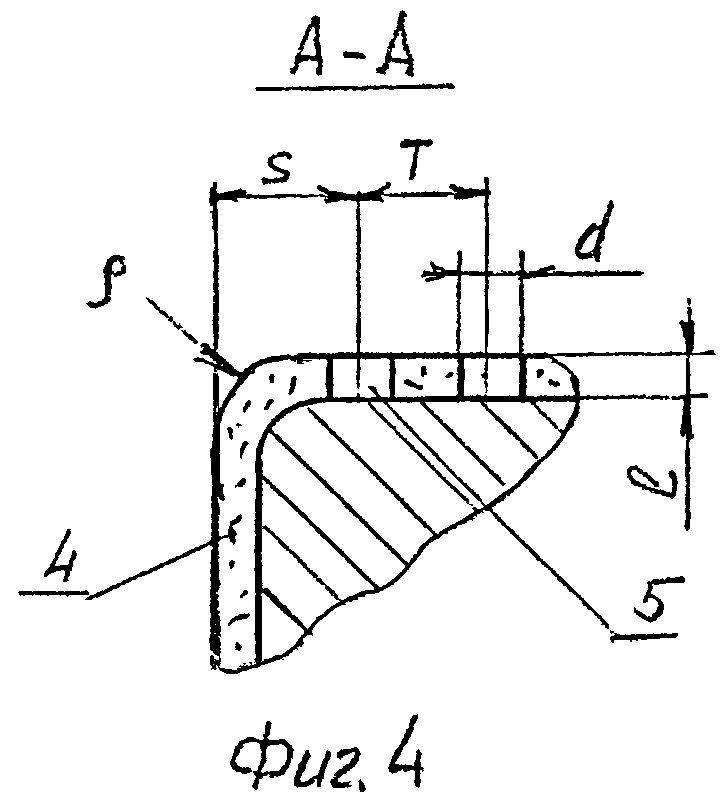
на фиг.3 - в увеличенном масштабе показан участок I на фиг.1;
на фиг.4 - в увеличенном масштабе показано сечение А-А на фиг.3.
Режущая пластина имеет противолежащие торцовые поверхности 1, расположенную между ними боковую поверхность 2 и режущую кромку 3 с радиусом округления, образованную на пересечении боковой поверхности 2 по крайней мере с одной из торцовых поверхностей 1. При этом на боковую поверхность 2 и по крайней мере на одну из торцовых поверхностей 1 нанесено однослойное или многослойное износостойкое покрытие 4.
По крайней мере на одной из поверхностей с покрытием по нормали к этой поверхности с помощью лазера выполнены глухие отверстия 5, расположенные одним или более рядами вдоль режущей кромки, при этом отверстия в рядах, примыкающих к режущей кромке, и отверстия в рядах на одной из упомянутых поверхностей расположены в шахматном порядке.
Диметр d отверстий 5 выбран из диапазона d=(0,5-2,0)h, где h - толщина покрытия 4. Глубина l отверстий выбрана из диапазона l=(0,8-1,2)h. Расстояние s первого ряда отверстий от смежной поверхности режущей пластины выбрано из диапазона s≥h+ρ+d/2, где ρ - радиус округления режущей кромки. Расстояние t между отверстиями в ряду выбрано из диапазона t=(3-10)d, а расстояние T между рядами выбрано из диапазона T=(3-5)d. Приведенные диапазоны величин d, l, s t и T обеспечивают максимальное достижение технического результата, заключающегося в повышении прочности покрытия вблизи радиуса округления режущей кромки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНОЕ СВЕРЛО | 2010 |
|
RU2442676C1 |
| СБОРНАЯ ФРЕЗА | 2005 |
|
RU2298459C1 |
| РЕЖУЩАЯ ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2505381C1 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2502581C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2508965C1 |
| СОСТАВНАЯ РЕЖУЩАЯ ПЛАСТИНА | 2012 |
|
RU2496607C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2007 |
|
RU2337794C1 |
| ДИСКОВАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ УЗКИХ ПАЗОВ | 2006 |
|
RU2317878C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2307724C1 |
| РЕЖУЩАЯ ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2007 |
|
RU2350431C1 |
Режущая пластина имеет противолежащие торцовые поверхности, расположенную между ними боковую поверхность и режущую кромку с радиусом округления, образованную на пересечении боковой поверхности по крайней мере с одной из торцовых поверхностей. При этом на боковую поверхность и по крайней мере на одну из торцовых поверхностей нанесено однослойное или многослойное износостойкое покрытие. Для увеличения стойкости за счет увеличения прочности покрытия вблизи радиуса округления режущей кромки по крайней мере на одной из поверхностей с покрытием по нормали к этой поверхности с помощью лазера выполнены глухие отверстия, расположенные одним или более рядами вдоль режущей кромки. При этом отверстия в рядах, примыкающих к режущей кромке, и отверстия в рядах на одной из упомянутых поверхностей расположены в шахматном порядке. 1 з.п. ф-лы, 4 ил.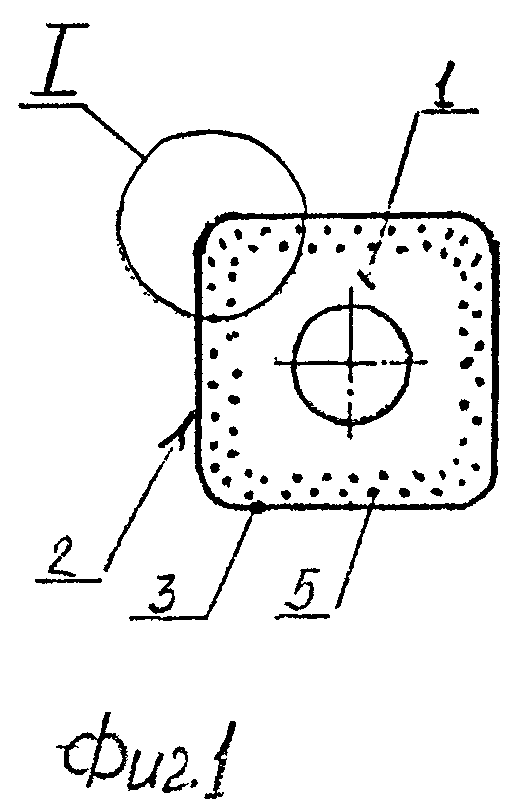
1. Режущая пластина, имеющая противолежащие торцевые поверхности, расположенную между ними боковую поверхность и режущую кромку с радиусом округления, образованную на пересечении боковой поверхности по крайней мере с одной из торцевых поверхностей, при этом на боковую поверхность и по крайней мере на одну из торцевых поверхностей нанесено однослойное или многослойное износостойкое покрытие, отличающаяся тем, что по крайней мере на одной из поверхностей с покрытием по нормали к этой поверхности с помощью лазера выполнены глухие отверстия, расположенные одним или более рядами вдоль режущей кромки, при этом отверстия в рядах, примыкающих к режущей кромке, и отверстия в рядах на одной из упомянутых поверхностей расположены в шахматном порядке.
2. Режущая пластина по п.1, отличающаяся тем, что диметр d отверстий выбран из диапазона d=(0,5-2,0)h, где h - толщина покрытия, глубина l отверстий выбрана из диапазона l=(0,8-1,2)h, расстояние s первого ряда отверстий от смежной поверхности режущей пластины выбрано из диапазона s≥h+ρ+d/2, где ρ - радиус округления режущей кромки, расстояние t между отверстиями в ряду выбрано из диапазона t=(3-10)d, a расстояние T между рядами выбрано из диапазона T=(3-5)d.
| WO 2011055813 A1, 12.05.2011 | |||
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 1985 |
|
SU1383621A1 |
| Способ изготовления режущих пластин с износостойким покрытием | 1990 |
|
SU1742020A1 |
| RU 46010 U1, 10.06.2005 | |||
| RU 2004119647 A1, 10.01.2006. | |||

