Изобретение относится к области обработки металлов резанием, сборному режущему инструменту для обработки отверстий.
Известен режущий инструмент, содержащий корпус, в соответствующих гнездах которого для чистовой и черновой обработки, имеющих базовую и боковую стенки, установлены идентичные тангенциальные режущие пластины, каждая из которых закреплена с помощью крепежного винта, проходящего через ее центральное отверстие, и ограничена двумя плоскими основаниями, перпендикулярными оси упомянутого центрального отверстия, двумя торцовыми поверхностями и двумя боковыми поверхностями, расположенными попарно симметрично относительно оси упомянутого центрального отверстия, каждая боковая поверхность сопрягается с основаниями по двум цилиндрическим участкам, оси которых параллельны основаниям, при этом режущие кромки режущей пластины образованы пересечением оснований и боковых поверхностей с торцовыми поверхностями, причем пересечение упомянутых цилиндрических участков боковых поверхностей с торцовыми поверхностями образует угловые радиусные режущие кромки, на базовой стенке гнезда корпуса расположено резьбовое отверстие для взаимодействия с крепежным винтом при закреплении режущей пластины в гнезде (см. WO 2005/102574, В23С 5/22, 2005).
В известном режущем инструменте на одной режущей пластине режущие кромки для чистовой обработки имеют радиус, равный радиусу режущих кромок для черновой обработки, а общее число режущих кромок на одной пластине равно восьми.
Задача изобретения состоит в улучшении качества обработанной поверхности за счет увеличения радиуса чистовой режущей кромки и в увеличении общего числа режущих кромок.
Поставленная задача решается тем, что режущий инструмент, содержащий корпус, в соответствующих гнездах которого для чистовой и черновой обработки, имеющих базовую и боковую стенки, установлены идентичные тангенциальные режущие пластины, каждая из которых закреплена с помощью крепежного винта, проходящего через ее центральное отверстие, и ограничена двумя плоскими основаниями, перпендикулярными оси упомянутого центрального отверстия, двумя торцовыми поверхностями и двумя боковыми поверхностями, расположенными попарно симметрично относительно оси упомянутого центрального отверстия, каждая боковая поверхность сопрягается с основаниями по двум цилиндрическим участкам, оси которых параллельны основаниям, при этом режущие кромки режущей пластины образованы пересечением оснований и боковых поверхностей с торцовыми поверхностями, причем пересечение упомянутых цилиндрических участков боковых поверхностей с торцовыми поверхностями образует угловые радиусные режущие кромки, на базовой стенке гнезда корпуса расположено резьбовое отверстие для взаимодействия с крепежным винтом при закреплении режущей пластины в гнезде. В соответствии с изобретением режущий инструмент снабжен опорными пластинами, размещенными в гнездах корпуса для черновой обработки, при этом в последних на боковых стенках выполнены дополнительные резьбовые отверстия для взаимодействия с крепежным винтом, а на боковых поверхностях режущих пластин выполнен дополнительный цилиндрический участок с осью, параллельной основаниям, расположенный между упомянутыми цилиндрическими участками и образующий в пересечении с торцовыми поверхностями радиусную режущую кромку, радиус которой больше радиусов угловых режущих кромок.
Режущий инструмент представлен на фиг.1-8, на которых:
на фиг.1 частично показан вид с торца на режущий инструмент;
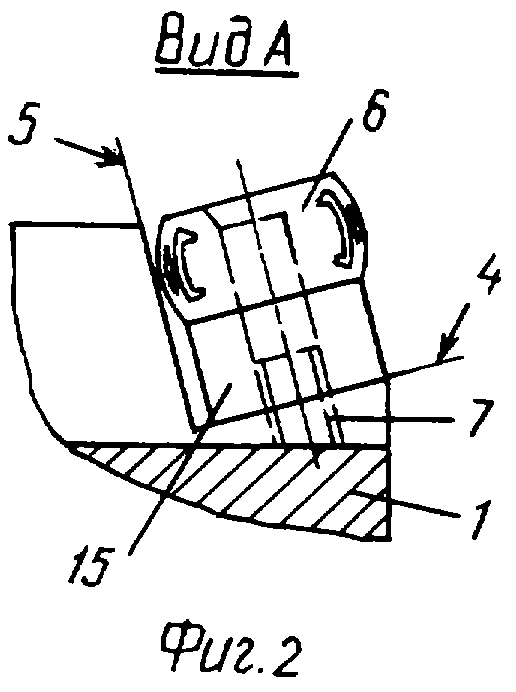
на фиг.2 показан вид А на фиг.1;
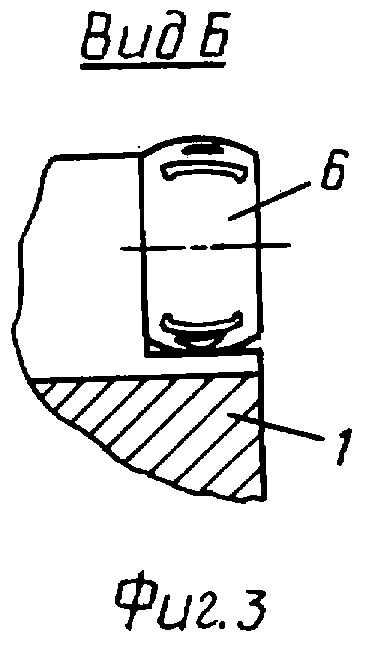
на фиг.3 показан вид Б на фиг.1;
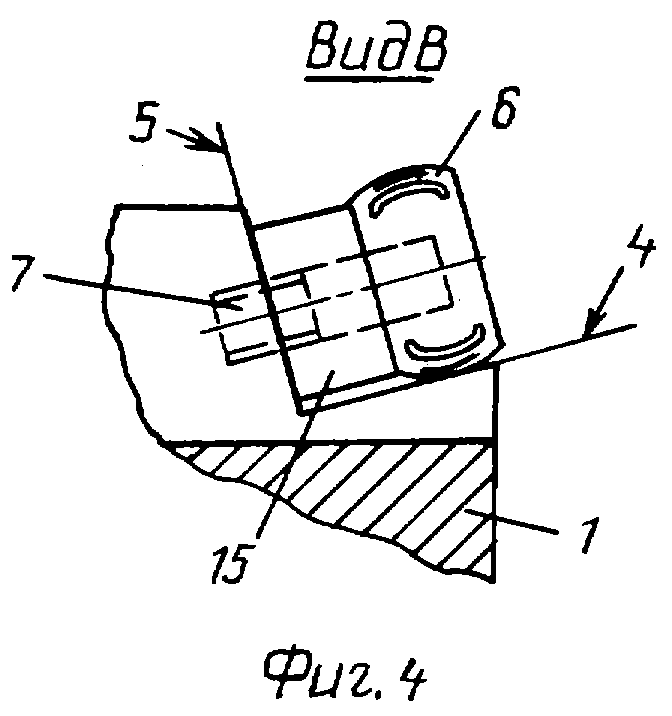
на фиг.4 показан вид В на фиг.14
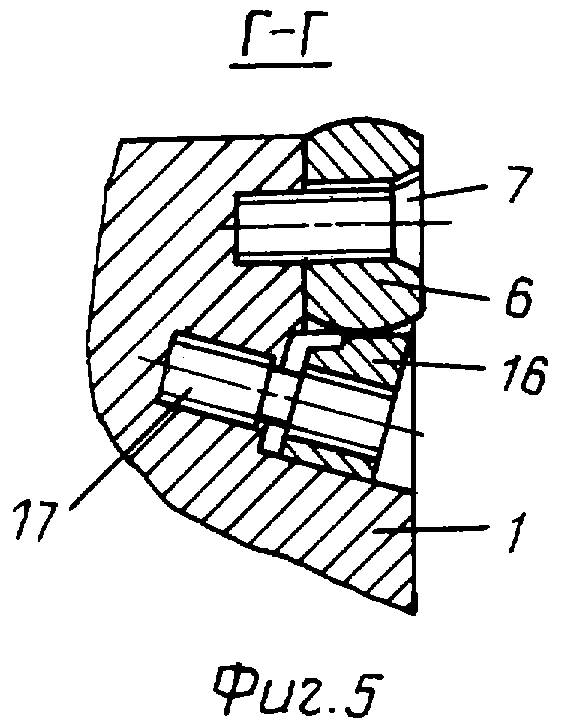
на фиг.5 показано сечение Г-Г на фиг.1;
на фиг.6 показан вид спереди на тангенциальную режущую пластину;
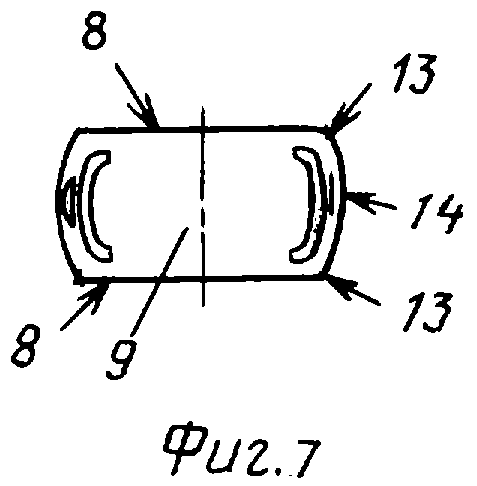
на фиг.7 показан вид сверху на режущую пластину на фиг.6;
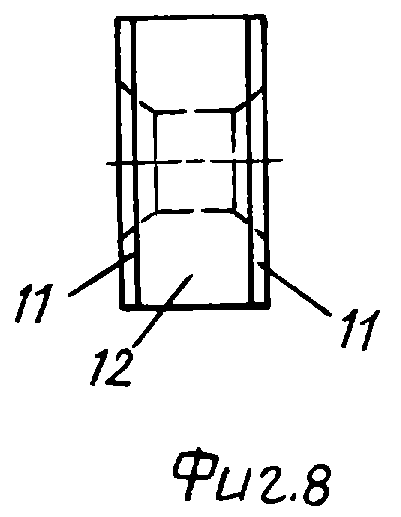
на фиг.8 показан вид сбоку на режущую пластину на фиг.6.
Режущий инструмент содержит корпус 1 с гнездами 2 для черновой обработки и гнездами 3 для чистовой обработки. Количество гнезд для черновой и чистовой обработки может быть различным. На фиг.1 с целью иллюстрации показаны два гнезда 2 для черновой обработки и одно гнездо 3 - для чистовой обработки.
Каждое гнездо для черновой обработки имеет базовую стенку 4 и боковую стенку 5. В каждом гнезде (черновом и чистовом) установлены идентичные тангенциальные режущие пластины 6, закрепляемые с помощью крепежного винта 7. Винт 7 проходит через центральное отверстие режущей пластины.
Режущая пластина ограничена двумя плоскими основаниями 8, расположенными перпендикулярно оси ее центрального отверстия, двумя торцовыми поверхностями 9 и двумя боковыми поверхностями 10, расположенными попарно симметрично относительно ее центрального отверстия.
При установке в гнезде корпуса 1 рабочая торцовая поверхность 9 является передней поверхностью режущей пластины 6. Рабочие боковые поверхности 10 и основания 8 являются задними поверхностями режущей пластины 6.
Каждая боковая поверхность 10 сопрягается с основаниями 8 по двум цилиндрическим участкам 11, оси которых параллельны основаниям 8. Между участками 11 расположен дополнительный цилиндрический участок 12, ось которого параллельна основаниям 8.
Режущие кромки режущей пластины образованы пересечением оснований 8 и боковых поверхностей 10 с торцовыми поверхностями. При этом пересечение цилиндрических участков 11 боковых поверхностей с торцовыми поверхностями образует угловые радиусные режущие кромки 13. Пересечение дополнительного цилиндрического участка 12 с торцовыми поверхностями 9 образует режущие кромки 14 для чистовой обработки, радиус которых больше радиуса угловых кромок. Как видно, общее число режущих кромок пластины увеличилось по сравнению с прототипом до 12 (8 черновых режущих кромок и 4 - чистовых).
Для возможности использования на одном режущем инструменте всех черновых режущих кромок он снабжен опорными пластинами 15, установленных в гнездах для черновой обработки. Опорные пластины размещены между режущей пластиной и базовой стенкой 4 гнезда (см. фиг.2), или между режущей пластиной и боковой стенкой 5 гнезда (см. фиг.4). Чтобы закрепить режущую пластину 6 при установке опорной пластины 15 между ней и боковой стенкой гнезда 5, на боковой стенке выполнено дополнительное резьбовое отверстие для взаимодействия с крепежным винтом 7.
В гнезде 3 для чистовой обработки установлены регулировочные клинья 16, перемещаемые с помощью дифференциальных винтов 17.
В процессе эксплуатации режущего инструмента режущая пластина по мере затупления режущих кромок переустанавливается в гнездах в положения, показанные на фиг.2-4, до полного использования всех режущих кромок.
В варианте, показанном на фиг.1-5, черновые пластины снимают одинаковый по глубине припуск. Однако если толщина опорных пластин будет выполнена несколько больше толщины режущих пластин, то можно получить иную схему удаления припуска, в которой черновые режущие пластины в гнездах на фиг.2 будут снимать припуск, промежуточный по глубине между чистовыми режущими пластинами и черновыми пластинами в гнездах на фиг.4.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2007 |
|
RU2350431C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2508965C1 |
| РЕЖУЩАЯ ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2012 |
|
RU2505381C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2014 |
|
RU2572110C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2012 |
|
RU2493941C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2302320C1 |
| РЕЖУЩАЯ ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2372168C1 |
| РЕЖУЩАЯ ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2012 |
|
RU2490096C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2007 |
|
RU2337794C1 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2013 |
|
RU2521777C1 |

Изобретение относится к области обработки металлов резанием, сборному режущему инструменту для обработки отверстий. Инструмент содержит корпус, в гнездах которого для чистовой и черновой обработки, имеющих базовую и боковую стенки, установлены идентичные тангенциальные режущие пластины, каждая из которых закреплена с помощью винта, проходящего через ее центральное отверстие. Каждая боковая поверхность режущей пластины сопрягается с ее основаниями по двум цилиндрическим участкам, оси которых им параллельны. Для улучшения качества обработанной поверхности за счет увеличения радиуса чистовой режущей кромки инструмент снабжен опорными пластинами, размещенными в гнездах корпуса для черновой обработки. При этом на боковых поверхностях режущих пластин выполнен дополнительный цилиндрический участок с осью, параллельной основаниям, расположенный между упомянутыми цилиндрическими участками и образующий в пересечении с торцовыми поверхностями режущих пластин радиусную режущую кромку, радиус которой больше радиусов угловых режущих кромок. 8 ил.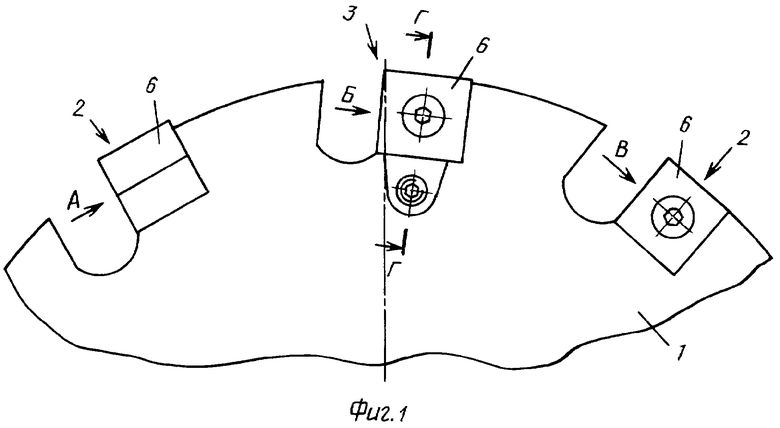
Режущий инструмент, содержащий корпус, в соответствующих гнездах которого для чистовой и черновой обработки, имеющих базовую и боковую стенки, установлены идентичные тангенциальные режущие пластины, каждая из которых закреплена с помощью крепежного винта, проходящего через ее центральное отверстие, и ограничена двумя плоскими основаниями, перпендикулярными оси упомянутого центрального отверстия, двумя торцовыми поверхностями и двумя боковыми поверхностями, расположенными попарно симметрично относительно оси упомянутого центрального отверстия, каждая боковая поверхность сопрягается с основаниями по двум цилиндрическим участкам, оси которых параллельны основаниям, при этом режущие кромки режущей пластины образованы пересечением оснований и боковых поверхностей с торцовыми поверхностями, причем пересечение упомянутых цилиндрических участков боковых поверхностей с торцовыми поверхностями образует угловые радиусные режущие кромки, на базовой стенке гнезда корпуса расположено резьбовое отверстие для взаимодействия с крепежным винтом при закреплении режущей пластины в гнезде, отличающийся тем, что он снабжен опорными пластинами, размещенными в гнездах корпуса для черновой обработки, при этом в последних на боковых стенках выполнены дополнительные резьбовые отверстия для взаимодействия с крепежным винтом, а на боковых поверхностях режущих пластин выполнен дополнительный цилиндрический участок с осью, параллельной основаниям, расположенный между упомянутыми цилиндрическими участками и образующий в пересечении с торцовыми поверхностями радиусную режущую кромку, радиус которой больше радиусов угловых режущих кромок.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Станок для электроэрозионной размерной обработки | 1975 |
|
SU552161A1 |
| Зенкер | 1981 |
|
SU973254A1 |
| ЗЕНКЕР | 1998 |
|
RU2130362C1 |
| ЗЕНКЕР | 1998 |
|
RU2131332C1 |

