фае.1
2, Способ поп. l,oтличaющ и и с я тем , что ограничение траектории колебаний электронного луча осуществляют по закону (cos«t), где у - величина отклонений электронного луча в плоскости, совпадающей с направлением скорости сварки, Ац амплитуда колебаний луча в направлении скорЪсти сварки; С) - частота ко лебаний электронного луча; t - время цикла колебаний электронного луча.
3,Способ пОП.1,отлича-ю щ и и с я тем, что ограничение траектории колебаний осуществляют5 устана.вливая частоту колебаний в плоскости, совпадак)щей с направлением скорости сварки, в два раза превьшающую частоту колебаний в другой плоскости.
4.Устройство для электронно-лучевой сварки, содержащее генератор электрических сигналов и два усилителя, выходы которых подключены к отклоняющей системе электронной
69949
пушки, отличающееся тем, что оно снабжено блоком преобразования напряжений, вход которого соединен с одним из выходов генератора, а выход - с входом одного из усилителей.
5.Устройство по п. 4, отличающееся тем, что блок .преобразования напряжений выполнен в виде двухполупериодного вьшрямителя.
6.Устройство по п. 4, отли(Чающееся тем, что блок преобразования напряжения выполнен в виде делителя частоты электрических сигналов,
7.Устройство по п, 6, о т л ичающееся тем, что делитель частоты выполнен в виде последова,тельно соединенных формирователя прямоугольных импульсов, счетного триггера и преобразователя прямоугольных сигналов в синусоидальные.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ФОКУСИРОВКОЙ ЛУЧА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567962C2 |
| Устройство для сварки | 1988 |
|
SU1590284A1 |
| Способ сварки и устройство для его осуществления | 1988 |
|
SU1539013A1 |
| Способ электронно-лучевой сварки | 1986 |
|
SU1323298A1 |
| Устройство для электронно-лучевой сварки | 1988 |
|
SU1655720A1 |
| Способ электронно-лучевой сварки | 1985 |
|
SU1286373A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2547367C2 |
| Способ электронно-лучевой сварки | 1987 |
|
SU1750891A1 |
| Устройство для электронно-лучевой сварки | 1988 |
|
SU1590285A1 |
| Способ электронно-лучевой наплавки с контролем положения присадочной проволоки относительно электронного луча (варианты) | 2018 |
|
RU2704682C1 |
1. Способ электронно-лучевой сварки с регулированием тепловложения в шов путем перемещения электронного луча по замкнутой траектории за счет колебаний с фазовым сдвигом в двух взаимно перпендикулярных плоскостях, отличающийся тем, что, с целью повышения качества сварного соединения за счет улучшения формирования шва, осуществляют ограничение траектории колебаний луча в плоскости, совпадающей с & с направлением скорости сварки. (Л C/fo/yocfTTfy arrfforSj ffe// /e ffft/ ffef ae /jyt/a
Изобретение относится к технологии и. оборудованию электронно-лучевой снарки.
Целью изобретения является повышение качества сварного соединения . за счет улучшения формирования шва.
На фиг.1 и 2 изображены схемы траекторий движения электронного луча, на фиг.З и 4-вариантыблок-схем устройства для осуществления способа.
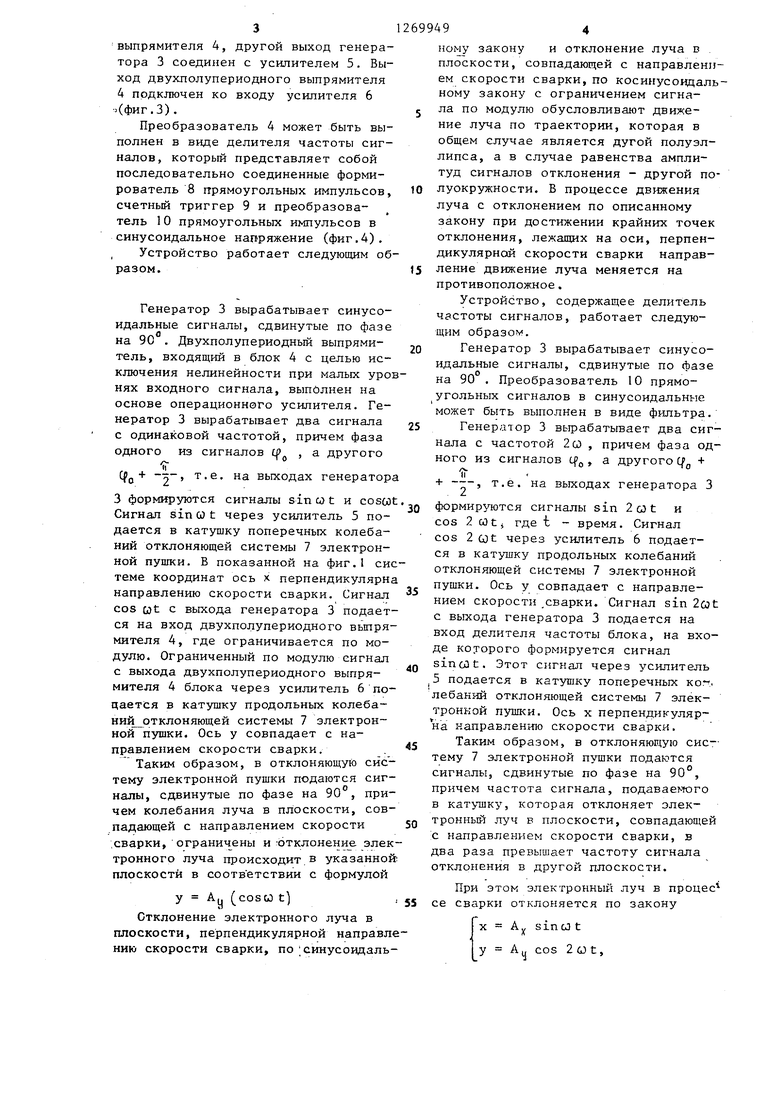
В процессе сварки перемещают электронный зтуч (не показан) по замкнутой траектории за счет колебаний с фазовым сдвигом в двух взаимно перпендикулярных плоскостях, при этом траектории i и.2 колебаний луча ограничивают в плоскости, совпадающей с направлением скорости сварки (фиг. 1 и 2) .
Ограничение колебаний электронного луча осуществляют по закону
у Ajj (cos со t) ,
-де у - отклонение электронного луча 3 плоскости, совпадающей с Направлением скорости сварки;
AU - амплитуда колебаний электронного луча;
W - частота колебаний электронного луча;
t - время 1.1икла колебаний электронного луча.
Ограничение траектории колебаний электронного луча можно осуществлять устайавливая частоту колебаний .в плоскости, совпадающей с направлением скорости сварки, в два раза превышающую частоту колебаний.в другой ., плоскости.
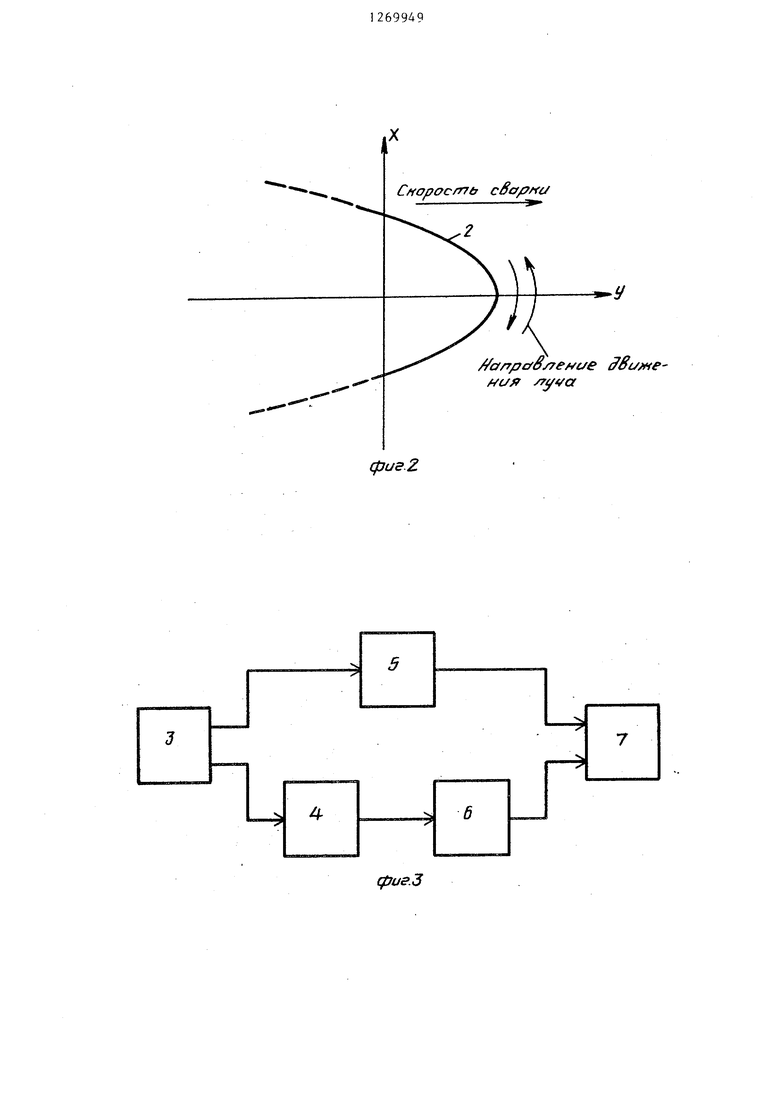
Устройство для осуществления слог, соба содержит генератор 3 электрических сигналов, преобразователь 4 в виде двухполупериодного выпрямителя, усилитель 5 сигналов поперечных отклонений луча, усилитель 6 сигналов . продольных отклонений луча, выходы которых подключены ко входам отклоняющей системы.7 электронной пушки (не показана).
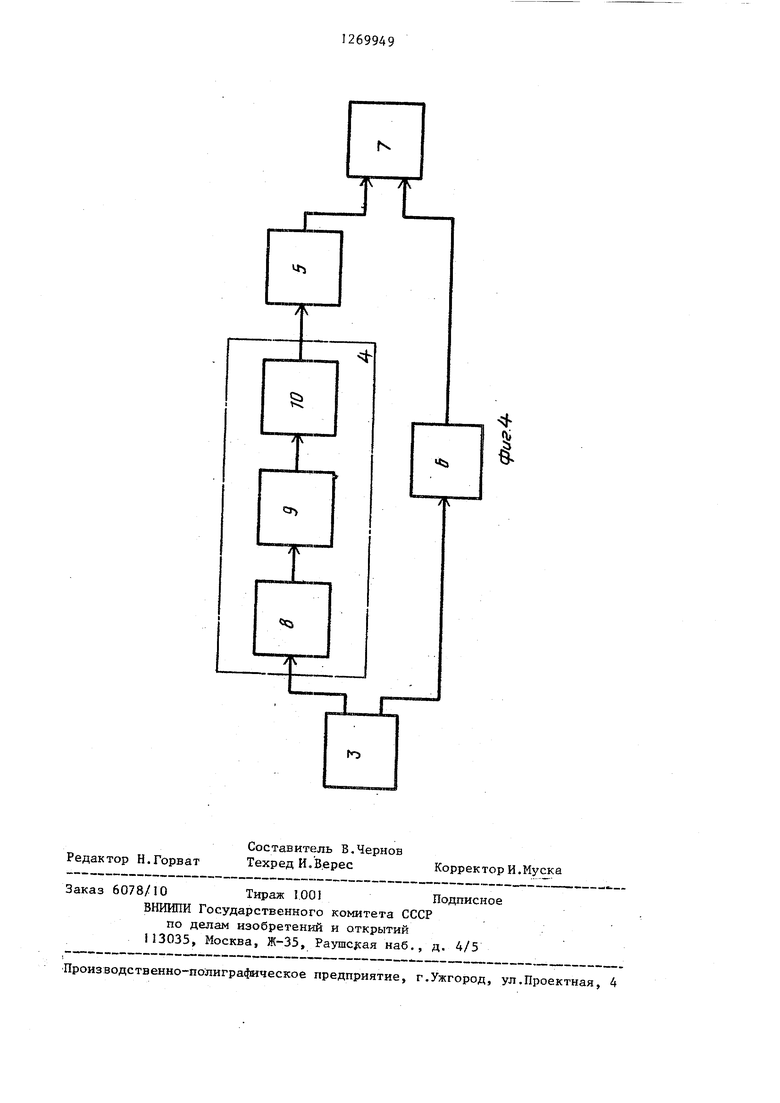
Один из выходов генератора 3 подключен ко входу двухполупериодного 3 выпрямителя 4, другой выход генератора 3 соединен с усилителем 5. Выход двухполупериодного выпрямителя 4 подключен ко входу усилителя 6 (фиг.З), Преобразователь 4 может быть выполнен в виде делителя частоты сигналов, который представляет собой последовательно соединенные формирователь 8 прямоугольных импульсов, счетный триггер 9 и преобразователь 10 прямоугольных импульсов в синусоидальное напряжение (фиг,4). Устройство работает следующим об разом. Генератор 3 вырабатывает синусоидальные сигналы, сдвинутые по фазе на 90 . Двухполупериодный выпрямитель, входящий в блок 4 с целью исключения нелинейности при малых уро нях входного сигнала, выполнен на основе операционного усилителя. Генератор 3 вырабатывает два сигнала с одинаковой частотой, причем фаза одного из сигналов f , а другого
Cfo+ Т
т.е. на выходах генератора 3 формируются сигналы sin и t и coscot Сигнал sin Q t через усилитель 5 подается в катушку поперечных колебаний отклоняющей системы 7 электронной пушки. В показанной на фиг.1 сис теме координат ось х перпендикулярна направлению скорости сварки. Сигнал cos Qt с выхода генератора 3 подается на вход двухполупериодного выпрямителя 4, где ограничивается по модулю. Ограниченный по модулю сигнал с выхода двухполупериодного выпрямителя 4 блока через усилитель 6 подается в катушку продольных колебаний ртклоняющей системы 7 электронной пушки. Ось у совпадает с направлением скорости сварки. Таким образом, в отклоняющую систему электронной пушки подаются сигналы, сдвинутые по фазе на 90 , причем колебания луча в плоскости, совпадающей с направлением скорости ,сварки, ограничены и -отклонение элек тронного луча происходит, в указанной плоскости в соответствии с формулой у Ау (СОБСО Отклонение электронного луча в плоскости, перпендикулярной направле нию скорости сварки, по;синусоидальт.е. на выходах генератора 3
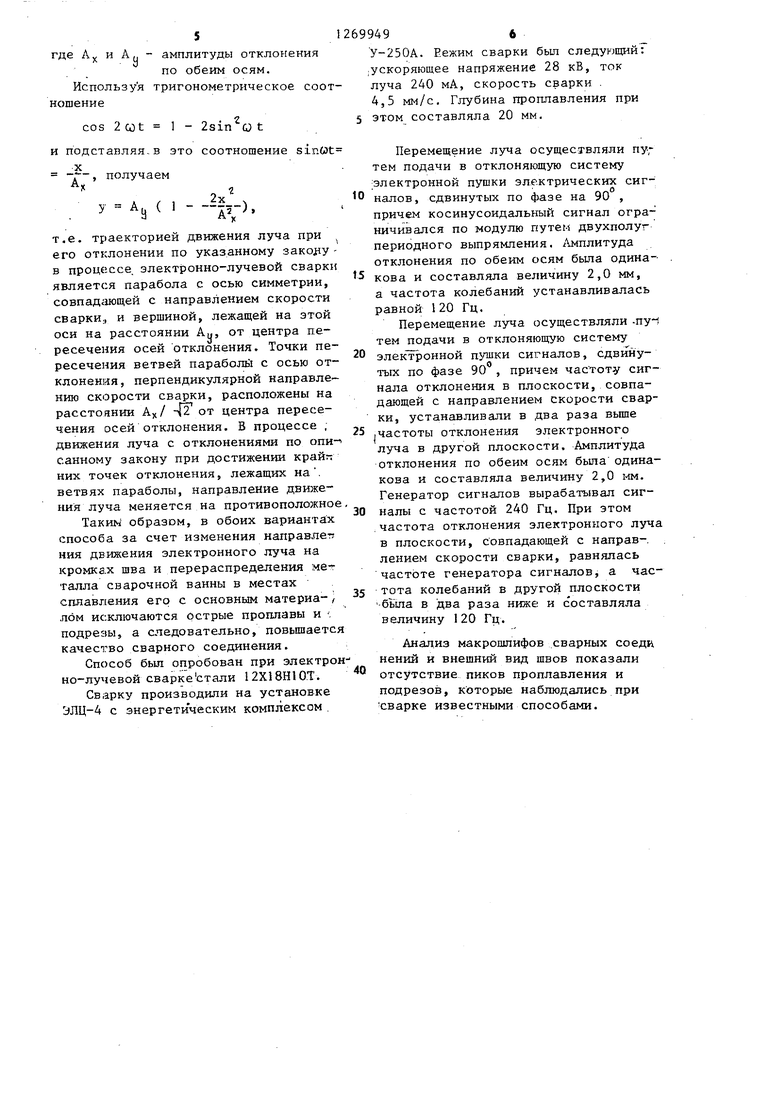
+, 9 ному закону и отклонение луча в плоскости, совпадающей с направлением скорости сварки, по косинусоидальному закону с ограничением сигнала по модулю обусловливают движение луча по траектории, которая в общем случае является дугой полуэллипса, а в случае равенства амплитуд сигналов отклонения - другой полуокружности. В процессе движения луча с отклонением по описанному закону при достижении крайних точек отклонения, лежащих на оси, перпендикулярной скорости сварки направление движение луча меняется на противоположное. Устройство, содержащее делитель частоты сигналов, работает следующим образом. Генератор 3 вырабатывает синусоидальные сигналы, сдвинутые по фазе на 90 . Преобразователь 10 прямоугольных сигналов в синусоидальные может быть выполнен в виде фильтра. Генератор 3 вьфабатьтает два сигнала с частотой 2со , причем фаза одного из сигналов ср , а другого Cf + формируются сигналы sin 2 сз t и cos 2 со t J где t - время. Сигнал cos 2 cot через усилитель 6 подается в катушку продольных колебаний отклоняющей системы 7 электронной пущки. Ось у совпадает с направлением скорости .сварки. Сигнал sin 2cat с выхода генератора 3 подается на вход делителя частоты блока, на входе Kojoporo формируется сигнал sincot. Этот сигнал через усилитель 5 подается в катупжу поперечных ко-, лебаний отклоняющей системы 7 электронной пушки. Ось X перпендикулярна; направлению скорости сварки. Таким образом, в отклоняющую систему 7 электронной пушки подаются сигналы, сдвинутые по фазе на 90 , причем частота сигнала, подавае того в катушку, которая отклоняет электронный луч в плоскости, совпадающей с направлением скорости Сварки, в два раза превышает частоту сигнала отклонения в другой плоскости. При этом электронный луч в процес се сварки отклоняется по закону X Aj sincJ t у Ац cos 2 о t, где А х и Ац - амплитуды отклонения по обеим осям. Используя тригонометрическое соот ношение cos 2 cot 1 - t и подставляя-в это соотношение sinOt -;-, получаем / у A,j ( 1 т.е. траекторией движения луча при его отклонении по указанному saKojtiy в процессе, электронно-лучевой сварки является парабола с осью симметрии, совпад иощей с направлением скорости сварки., и вершиной, лежащей на этой оси на расстоянии Ац, от центра пересечения осей отклонения. Точки пересечения ветвей параболй с осью отклонения, перпендикулярной направлению скорости сварки, расположены на расстоянии А)(/ от центра пересечения осей отклонения. В процессе , движения луча с отклонениями по списанному закону при достижении крайгг них точек отклонения, лежащих на, ветвях параболы, направление движения луча меняется на противоположное Такиь образом, в обоих вариантах способа за счет изменения направлетг ния движения электронного луча на кромка,х шва и перераспределения ме-г талла сварочной ванны в местах сплавх ения его с основным материа / лом исключаются острые проплавы и , подрезы, а следовательно, повышаетс качество сварного соединения. Способ был опробован при электро но-лучевой сваркестали 12Х18Н101. Сварку производили на установке ЭЛЦ-4 с энергетическим комплексом . У-250А. Бежим сварки бьш следующий: ускоряющее напряжение 28 кВ, ток луча 240 мА, скорость сварки . 4,5 мм/с. Глубина проплавления при этом составляла 20 мм. Перемещение луча осуществляли путем подачи в отклоняющую систему электронной пушки электрических сигналов, сдвинутых по фазе на 90 , причем косинусоидальный сигнал ограничивался по модулю путем двухполуг периодного выпрямления. Амплитуда отклонения по обеим осям была одинакова и составляла величину 2,0 мм, а частота колебаний устанавливалась равной 120 Гц. Перемещение луча осуществляли -пу-) тем подачи в отклоняющую систему электронной пушки сигналов, сдвинутых по фазе 90 , причем частоту сигнала отклонения в плоскости, совпадающей с направлением скорости сварки, устанавливали в два раза вьшзе .частоты отклонения электронного луча в другой плоскости. Амплитуда отклонения по обеим осям была одинакова и составляла величину 2,0 I-IM. Генератор сигналов вырабатывал сигналы с частотой 240 Гц. При этом частота отклонения электронного луча в плоскости, совпадающей с направ-. , лением скорости сварки, равнялась частоте генератора сигналов, а частота колебаний в другой плоскости -бьша в два раза ниже и составляла величину 120 Гц. Анализ макрошлифов сварных соедк нений и внешний вид швов показали отсутствие пиков проплавления и подрезов, которые наблюдались при сварке известными способами.
CffopocfTfb cSapf c/ //(y/7pcfS/7ef cfe ая yt/a
фие.2
6
дзие.З ffSc/we
| Нестеренков В.М | |||
| Генератор тока для отклонения электронного пучка по заданному закону | |||
| Сб | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
| Куцан Ю.Г., Тур А.В | |||
| Прибор для автоматического кругового перемещения электронного пучка сварочной пушки | |||
| - Автоматическая сварка, 1975, № 6, с | |||
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
