Изобретение относится к металлургии, в частности к устройствам для транспортирования и предварительной подготовки отходящих печных газов дуговых сталеплавильных электропечей к очистке в рукавных фильтрах (дожигание, охлаждение и утилизация твердых частиц) с осуществлением этих процессов в устройстве транспортировки паропылегазовой смеси (газоходе).
Пары, пыль и газы образуются при плавке металла за счет окисления углерода, повышения температуры металла и шлака с формированием максимума объемов выделяющихся газов, паров и пыли при подаче в рабочее пространство технологического кислорода и при работе газокислородных горелок. Кратковременно большое количество газов образуется при расплавлений загрязненного лома (шихты) за счет выгорания масла и пластмасс, а также испарения влаги. Частично в этот период плавки выгорает и углерод, загружаемый вместе с шихтой.
Пыль образуется также при конденсации паров испарившихся металлов, разбрызгивания металла и шлака в области горения электрических дуг. Пыль имеет мелкодисперсные фракции: до 70% ее частиц имеют размеры менее 2 мкм (1 мкм = 10-6 м), остальное - крупные частицы и целые конгломераты жидкого металла и шлака.
Наиболее близким аналогом указанному устройству и иллюстрацией традиционной схемы является устройство отвода дымовых газов ДСП через отверстие в своде (рис.11.5, Гудим Ю.А., Зинуров И.Ю., Киселев А.А. Производство стали в дуговых печах. Конструкции, технология, материалы. -Новосибирск: Изд-во НГТУ, 2010. - 547 с.)
Традиционная схема улавливания выбросов предполагает прямой отсос паропылегазовой смеси из рабочего пространства через врдоохлаждаемое отверстие в своде печи с передачей в стационарный водоохлаждаемый газоход, установленный с зазором относительно сводового патрубка для забора (подсоса) воздуха для дожигания оксида углерода и водорода в газовом потоке и охлаждения за счет разбавления газовой смеси холодным воздухом. Затем газоход соединяется с камерой осаждения пыли и крупных частиц, которая соединяется водоохлаждаемым газоходом с рукавным фильтром. Перед рукавным фильтром устанавливаются клапаны для подачи воздуха. Таким образом, предварительная подготовка первичных выбросов из рабочего пространства печи к очистке в рукавных фильтрах включает следующие операции: дожигание моноокиси углерода и водорода, подавление образования токсичных диоксинов, охлаждение газов и их грубая очистка от наиболее крупных фракций пыли с утилизацией в осадительной камере. Дожигание CO и H2 производится за счет кислорода воздуха, подсасываемого через зазор между сводовым патрубком и стационарным газоходом, а газ перед рукавными фильтрами охлаждается до температуры 120-140°C путем разбавления воздухом.
В рассмотренном традиционном случае наибольшее разрежение, под действием которого обеспечивается прямоточный отсос паропылегазовой смеси, создается дымососом и распространяется до зоны сводового патрубка и рабочего пространства печи. Это приводит к увеличению локальных скоростей паропылегазового потока, который вызывает термоэрозионный и абразивный износ газоходов и сборника шлаков из-за осколочных форм передаваемых по газоходу частиц. Одновременно из-за низкого давления в рабочем пространстве печи происходит подсос воздуха через рабочее окно и неплотности конструкции печи с движением воздушных потоков через рабочее пространство к сводовому отверстию. При этом возрастают потери материалов (брызг и твердых частиц) с перемещением в систему газоочистки, увеличивается угар электродов в результате указанного подсоса воздуха. Дожигание CO и H2 в прямоточном газоходе повышает температуру паропылегазового потока и частиц шлака и вызывает спекание шлаковых составляющих в камере осаждения пыли. Это увеличивает трудоемкость удаления шлака из шлакосборника. При этом охлаждение паропылегазовой смеси осуществляется за счет теплообмена с водоохлаждаемыми стенками газохода и камеры охлаждения. Малая эффективность такого охлаждения приводит к тому, что в участке газохода, соединяющем шлакосборник и рукавные фильтры, перемещается паропылегазовая смесь с большим количеством пыли с высокой температурой, что вызывает необходимость выполнения этого участка водоохлаждаемым.
Комплекс указанных недостатков работы системы транспортировки и очистки газов снижает срок службы устройства, требует большого количества воды для охлаждения и увеличивает общее количество газов, проходящих через рукавные фильтры, в 12-15 раз по сравнению с объемом газов, выделяющихся в рабочем пространстве печи. (см. Металлургические мини-заводы / А.Н. Смирнов, В.М. Сафонов, Л.В. Дорохова и др. - Донецк: Изд-во НОРД-ПРЕСС, 2005.-, с.160-164).
Задача, на выполнение которой направлено заявленное техническое решение, заключается в разработке способа технологической обработки паро-пылегазовых потоков в газоходах дуговых электропечей, включающего дожигание оксида углерода и водорода, охлаждение паропылегазовой смеси, утилизацию пылевых продуктов и конденсатов, согласно изобретению на первом этапе осуществляют одновременно дожигание оксида углерода, водорода и охлаждение паропылегазовой смеси с изменением ее скорости, последующим формированием за счет кинетической энергии паропылегазового потока плотного гарнисажа на водоохлаждаемой поверхности газохода с коагуляцией пыли на этой поверхности, а затем на втором этапе осуществляют охлаждение газа и коагулированных частиц до температуры ниже температуры их спекания (<400°C) и создании устройства для технологической обработки паропылегазового потока в газоходах дуговых электропечей, содержащее четыре сопряженных участка, согласно изобретению первый участок изогнут под углом между осями не менее 60 градусов, при этом выполнен с увеличением проходного сечения, которое составляет не менее 20% площади, а в начале участка установлены водовоздушные форсунки, распыляющие воду с дисперсностью не более 100 мкм,, второй участок содержит в начале водовоздушные форсунки, установленные под углом не более 40 градусов к паропылегазовому потоку, третий участок (шлакосборник), выполнен в форме параллелепипеда, трубчатый водоохлаждаемый в верхней половине и бетонный в нижней, содержащий в себе третий пояс водовоздушных форсунок, а четвертый участок (газоход до рукавных фильтров) выполнен не охлаждаемым водой и имеющим теплоизоляцию.
Способ и устройство для технологической обработки паропылегазовых потоков в газоходах дуговых электропечей обеспечивает гарантированное дожигание CO и H2 в паропылегазовом потоке с одновременным его охлаждением до температуры 1000°C для формирования плотного расходуемого и самовосстанавливающегося гарнисажа на поверхности газохода, снижения до минимума скорости перемещения эрозионных твердых частиц в паропылегазовом потоке с изменением их дисперсности за счет коагуляции и сплавления с одновременной сфероидизацией, охлаждение паропылегазового потока с дожиганием CO и H2 с предотвращением образования диоксинов и охлаждением твердой фракции ниже температуры спекания с утилизацией шлаковой составляющей. При этом увеличивается интенсивность очистки паропылегазового потока от пыли до 95% (по массе), что снижает нагрузку на рукавные фильтры и увеличивает срок их работы, повышается срок службы высокотемпературных участков газохода, предотвращается спекание шлаковых частиц в сборнике шлака, уменьшается объем газа, подаваемого в рукавные фильтры, и снижается расход воды для охлаждения водоохлаждаемой части газохода.
Указанный технический результат достигается за счет того, что согласно изобретению:
1. На входе в газоход устанавливаются форсунки (первый пояс), впрыскивающие водовоздушную смесь в печные газы (дисперсность распыла не более 100 мкм). Установка производится таким образом, чтобы водовоздушный факел форсунок был направлен под углом не больше 40 градусов к газовому потоку;
2. Поворот газов осуществляется на угол не менее 60 градусов и выполнен как можно ближе к сводовому патрубку газохода, что во-первых, обеспечивает необходимую для лучшего протекания процессов турбулизации потока, во-вторых, локализует зону повышенного абразивного износа на поверхности плотного гарнисажа, что дает возможность защитить ее гарнисажем, увеличивая таким образом срок службы всего газохода. Сечение поворотного участка газохода от начала к концу постепенно увеличивается на величину не менее 20% площади;
3. Сразу после поворота паропылегазового потока установлен второй пояс водовоздушных форсунок. Водовоздушный факел должен быть направлен под углом не более 40 градусов к паропылегазовому потоку;
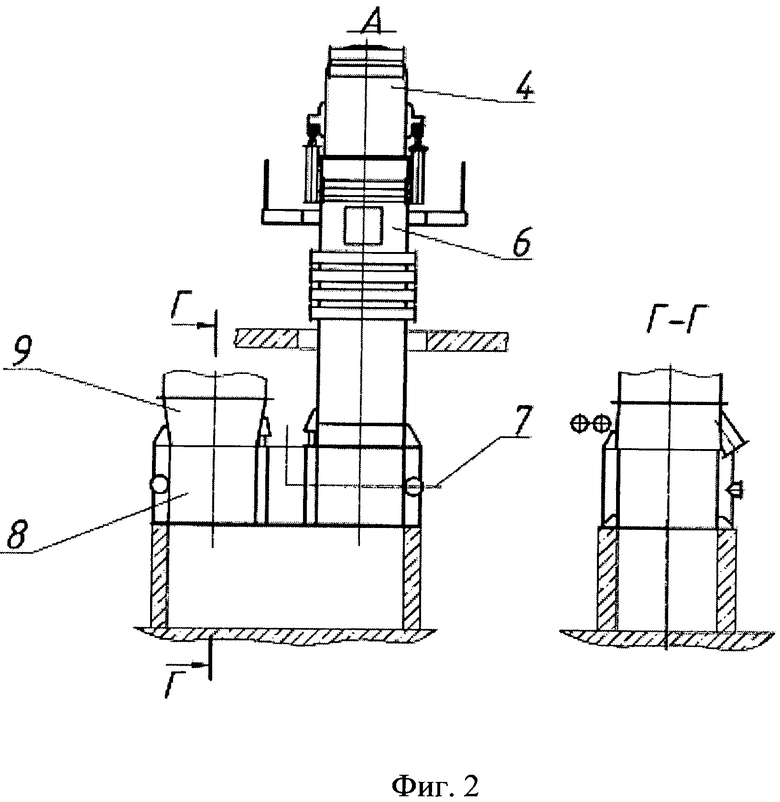
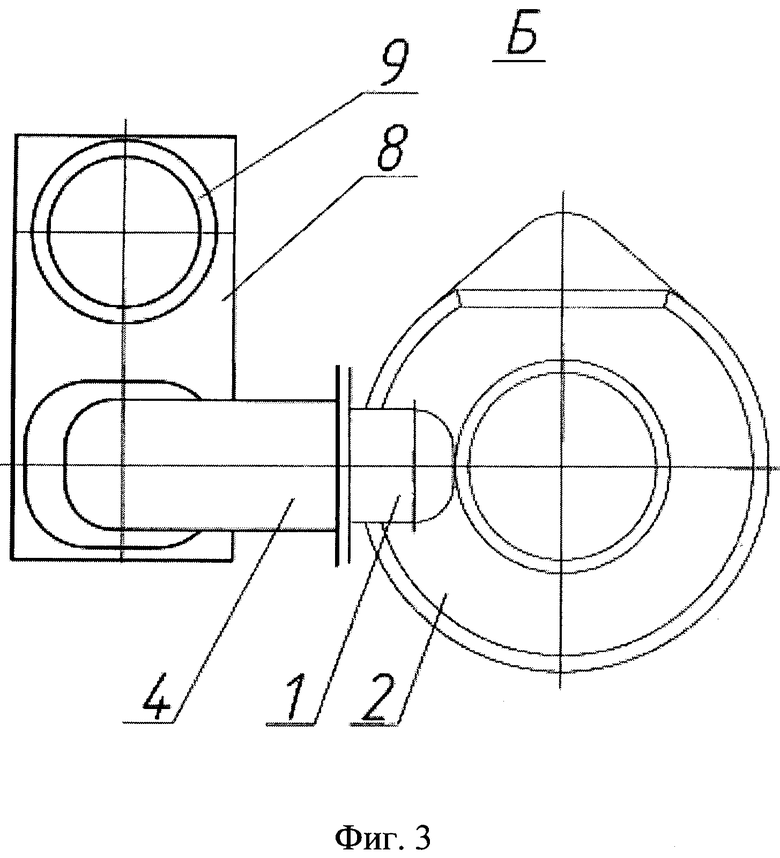
4. В шлакосборнике газохода, предназначенном для осаждения крупных пылевых фракций, установлен третий пояс водовоздушных форсунок. Техническая сущность предложенного технического решения поясняется фиг.1, фиг.2, фиг.3.
1 - патрубок сводовый; 2 - дуговая сталеплавильная печь; 3 - первый пояс форсунок; 4 - первый участок газохода; 5 - второй пояс форсунок; 6 - второй участок газохода; 7 - третий пояс форсунок; 8 - третий участок газохода (шлакосборник); 9 - четвертый участок газохода.
Патрубок газохода (1, фиг.1, 3) предназначен для транспортировки паропылегазовой смеси. Патрубок газохода представляет собой трубу такого же либо чуть меньшего сечения, чем первый участок газохода в передней части, и формы, схожей с передней частью первого участка газохода. По периметру патрубок состоит из водоохлаждаемых труб.
Дуговая сталеплавильная печь (2, фиг.1) - плавильный агрегат, в котором происходит выплавка металла и выделение отводимых газов;
Первый пояс форсунок (3, фиг.1) устанавливается на входе в газоход и предназначен для подачи водовоздушной смеси - мелкой дисперсности в первый участок газохода.
Первый участок газохода (4, фиг.1, 2, 3) состоит из водоохлаждаемых труб, образующих своей укладкой изогнутую трубу большого сечения (площадью не менее 0,2 м2, например для электропечи емкостью 100 т). В ней происходит процесс дожигания содержащегося в газе CO и H2 охлаждения паропылегазового потока, а также ее разворота на угол не менее 60 градусов. Участок состоит из стальных труб, которые охлаждаются за счет поступающей в них воды. Трубы соединяются между собой листовыми пластинами, привариваемыми с внешней стороны участка заподлицо с трубами. При помощи этих пластин обеспечивается жесткость и герметичность газохода. Идущие параллельно трубы соединяются между собой переходниками, в которых происходит поворот потока охлаждающей воды на 180 градусов. То же самое устройство имеют и остальные водоохлаждаемые участки. Конструктивно первый участок, как правило, выполнен в виде одной секции.
Второй пояс форсунок (5, фиг.1) устанавливается в начале второго участка газохода и предназначен для подачи водовоздушного смеси во второй участок газохода;
Второй участок газохода (6, фиг.1, 2) представляет собой трубу такого же либо большего сечения, чем первый участок газохода в нижней части, и формы сечения, схожей с нижней частью первого участка газохода. Ось второго участка должна быть прямой либо изогнутой на угол не более 20 градусов. Назначение - охлаждение паропылегазового потока и дальнейшая его транспортировка.
Третий пояс форсунок (7, фиг.1) устанавливается в начале третьего участка газохода, и предназначен для подачи водовоздушной смеси в третий участок газохода;
Третий участок газохода (8, фиг.1, 2, 3) представляет собой камеру параллелепипедной формы, трубчатую водоохлаждаемую в верхней половине и бетонную - в нижней. В ней происходит утилизация твердых частиц, снижение влажности газового потока и дожигание водородной составляющей газа.
Четвертый участок газохода (9, фиг.2, 3) представляет собой не охлаждаемый водой тракт, транспортирующий паропылегазовый поток, охлажденный до температуры 300-450°C.
Работа газохода сопровождается следующими процессами.
Газоход содержит четыре сопряженных участка, выполняющих различные функции: первый участок предназначен для дожигания CO и H2, формирования твердого защитного гарнисажа на стенках газохода, охлаждения паропылегазового потока и твердых частиц пыли, коагуляции частиц пыли и изменения ее дисперсности; второй участок служит для охлаждения паропылегазового потока со снижением температуры твердых коагулированных частиц перед передачей их в третий участок-шлакосборник, в котором при необходимости снижается температура паропылегазового потока до t<400°C и четвертый участок, позволяющий осуществить транспортировку паропылегазового потока до рукавного фильтра.
Первый участок выполнен таким образом, чтобы обеспечить стойкость водоохлаждаемой поверхности газохода к ударным нагрузкам твердых частиц и паропылегазового потока, а также, благодаря наличию гарнисажа, к температурным нагрузкам. Первичный тепло- и массообмен газа, в котором находятся твердые частицы металла, оксидов металлов и шлака формируют на всей поверхности, контактирующей с газовым потоком и потоком частиц, гарнисаж повышенной плотности за счет теплообмена с водоохлаждаемой поверхностью газохода (охлаждение) и, благодаря повороту, преобразования кинетической энергии пылевых частиц в энергию сцепления частиц твердого гарнисажа. В области поворота на первом участке газохода происходит интенсивная турбулизация паропылегазового потока с одновременным взаимодействием твердых частиц с жидко-вязкой поверхностью гарнисажа. Кислород воздуха, поступившего в газовый поток через зазор между патрубком и первым участком, вступает в реакцию с газом CO, благодаря чему происходит дожигание угарного газа до CO2, что сопровождается повышением температуры. Взаимное расположение паропылегазового потока, расширяющегося участка и форсунок выполнено таким образом, что к тому моменту, когда поступивший через зазор воздух смешивается с паропылегазовым потоком и происходит реакция дожигания, водовоздушная смесь, подаваемый через форсунки, смешаться с газом не успевает, охлаждения газов за счет испарения и диссоциации воды не происходит, зоны расширения сечения не достигает, и паропылегазовый поток увеличивается в объеме, увеличивая за счет этого свою скорость течения. Однако линейная скорость частиц уменьшается в сотни раз, так как практически большая часть частиц ударяется о внутреннюю поверхность гарнисажа. В то же время за счет расширения проходного сечения предотвращается абразивное истирание стенок, неизбежное при расширении объема газа, происходящее вследствие скользящего соударения частиц о стенки газохода. Создаются условия для коагуляции твердых частиц с образованием агломерата, т.е. укрупнения частиц с одновременным уменьшением скорости перемещения совместно с паропылегазовым потоком. Основания этого эффекта - теплотехнические закономерности, основанные на температурных полях, возникающих и самоподдерживающихся в создаваемых условиях. Коагуляция частиц происходит на поверхности жидко-вязкого гарнисажа, при этом водовоз-душная охлаждающая смесь способствует стабилизации этого процесса. Охлаждающийся газовый поток после встречи с поверхностью гарнисажа теряет часть кинетической энергии и поворачивается в своем движении на угол не менее 60 градусов. Малая дисперсность распыла способствует наиболее быстрому протеканию описанных процессов. Согласно эмпирическим данным, для достаточно выраженного эффекта дисперсность распыла должна составлять не более 100 мкм.
На втором участке газохода за счет снижения скорости твердых частиц и охлаждения паропылегазового потока уменьшаются эрозионные процессы при взаимодействии с водоохлаждаемыми стенками второго участка газохода так, что формируется защитный малорасходуемый гарнисаж, защищающий эти стенки от механического износа. Охлаждение паропылегазового потока и агломерированных частиц до температуры ниже температуры спекания этих частиц (≈400°C) осуществляется вторым поясом водовоздушных форсунок, установленных в начале второго участка газохода.
В третьем участке (шлакосборнике), имеющем третий пояс водовоздушных форсунок, происходит утилизация твердых частиц, снижение влажности паропылегазового потока и дожигание водородной составляющей газа (используется при превышении температуры газового потока t>400°C).
Четвертый участок газохода, соединяющий шлакосборник с рукавным фильтром, имеет, как правило, большую протяженность; выполняется не охлаждаемым водой с теплоизоляционной защитой металлических конструкций с клапаном подачи воздуха для охлаждения паропылегазового потока до температуры 120-130°C допустимого интервала температур для рукавных фильтров (устанавливается перед фильтрами).
Каждый из перечисленных участков газохода имеет датчики измерения параметров паропылегазового потока, системы автоматизированного управления процессами, протекающими на каждом участке в зависимости от массового расхода и температуры поступающего из рабочего пространства печи паропылегазового потока.
Температурный режим на выходе из шлакосборника не должен допускать отклонения от рабочих параметров; температура газов на выходе не должна быть ниже 300°C и не должна превышать 450°C.
На первом и втором участках газохода должна проводиться минимизация расходов распыленной воды и воздуха, подаваемого через форсунки. Количество воздуха, поступающего через зазор состыковки стационарного газохода (накатная секция) и патрубком газохода на своде электропечи, должно быть минимальным в рабочем режиме газохода. Это позволяет снижать общую массу паропылегазового потока, перемещающегоя в газоходе, обеспечивать высокую скорость движения газа и управлять этими параметрами путем дозирования подачи воздуха через форсунки.
При оптимальном ведении процесса рассматриваемая система имеет запас надежности и утилизации вредных веществ, так как обеспечивает следующие преимущества:
- использовать положительные свойства «мокрой» очистки паропылегазового потока с полным исключением отрицательных свойств этого метода очистки и одновременно оптимизировать систему подачи газов на рукавные фильтры без образования загрязненных потоков воды и отвальных шлаков (в шлакосборнике концентрируется до 90% легколетучих цветных металлов в окисных и металлических фракциях).
- скорость паропылегазового потока в конце первого этапа снижается в 2-5 раз с формированием области повышенного давления газа вблизи гар-нисажа;
- скорость частиц пыли при попадании на поверхность жидко-вязкого слоя гарнисажа уменьшается до нуля с последующим формированием вторичных коагулированных шлаковых частиц из жидко-вязкого слоя под действием паропылегазового потока;
- увеличивается время пребывания газа и коагулированных частиц на втором этапе обработки при их последующей передаче по газоходу в область охлаждения паропылегазового потока и коагулированных частиц за счет испарения воды в области расположения гарнисажа (конец первого этапа технологической обработки паропылегазового потока и на участке охлаждения газа);
- конденсация паров легколетучих примесей преимущественно осуществляется на поверхности охлаждаемых коагулированных частиц на втором этапе обработки паропылегазового потока в газоходе.
Использование способа и устройства для технологической обработки паропылегазового потока в газоходе дуговой сталеплавильной электропечи емкостью 100 тонн с сентября 2008 года по настоящее время (31 месяц, около 24 тысяч плавок) обеспечило устойчивую работу газохода и безаварийную эксплуатацию систем газоочистки электропечи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ПЛАВЛЕНИЯ ЗОЛОШЛАКОВЫХ ОТХОДОВ МУСОРОСЖИГАЮЩЕГО ЗАВОДА | 2022 |
|
RU2802494C1 |
| СПОСОБ ПЛАВЛЕНИЯ ЗОЛОШЛАКОВЫХ ОТХОДОВ МУСОРОСЖИГАЮЩЕГО ЗАВОДА | 2022 |
|
RU2814348C1 |
| СИСТЕМА ОЧИСТКИ ДЫМОВЫХ ГАЗОВ ПРИ ПЛАВЛЕНИИ ЗОЛОШЛАКОВЫХ ОТХОДОВ МУСОРОСЖИГАЮЩЕГО ЗАВОДА | 2022 |
|
RU2818155C1 |
| УСТРОЙСТВО ДЛЯ УЛАВЛИВАНИЯ НЕОРГАНИЗОВАННЫХ ВЫБРОСОВ ОТ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 2010 |
|
RU2442828C2 |
| СПОСОБ ОТВОДА И ОЧИСТКИ ГАЗОВ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2426799C1 |
| СПОСОБ ДОЖИГАНИЯ И ОБЕСПЫЛИВАНИЯ ОТХОДЯЩИХ ГАЗОВ ЭЛЕКТРОДУГОВЫХ СТАЛЕПЛАВИЛЬНЫХ ПЕЧЕЙ | 2010 |
|
RU2451092C2 |
| УСТРОЙСТВО ДЛЯ УЛАВЛИВАНИЯ НЕОРГАНИЗОВАННЫХ ВЫБРОСОВ ОТ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 2009 |
|
RU2385951C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ РАДИОАКТИВНЫХ ОТХОДОВ | 2005 |
|
RU2320038C2 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОГО ОБЕЗВРЕЖИВАНИЯ ЯДОХИМИКАТОВ | 2007 |
|
RU2357151C1 |
| СПОСОБ ОЧИСТКИ И ОХЛАЖДЕНИЯ ТЕХНОЛОГИЧЕСКОГО ГАЗА ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2011 |
|
RU2464512C1 |
Группа изобретений относится к металлургии, в частности к устройству и способу технологической обработки отходящих паропылегазовых потоков дуговой сталеплавильной электропечи. Способ включает дожигание оксида углерода и водорода, охлаждение паропылегазовых потоков, утилизацию пылевых продуктов и конденсатов в шлакосборнике и транспортировку охлажденного паропылегазового потока в рукавный фильтр. Газоход состоит из четырех сопряженных участков, первый из которых выполнен изогнутым и содержит установленные в начале водовоздушные форсунки, распыляющие воду с дисперсностью не более 100 мкм. Второй участок содержит водовоздушные форсунки, установленные под углом 40° к паропылегазовому потоку. Третий участок является шлакосборником и выполнен в виде параллелепипеда, верхняя половина которого является водоохлаждаемой, а нижняя выполнена бетонной, а четвертый участок соединяет шлакосборник с рукавным фильтром и выполнен не охлаждаемым водой с теплоизоляцией. Использование изобретения обеспечивает устойчивую работу газохода и безаварийную эксплуатацию системы газоочистки. 2 н.п. ф-лы, 3 ил.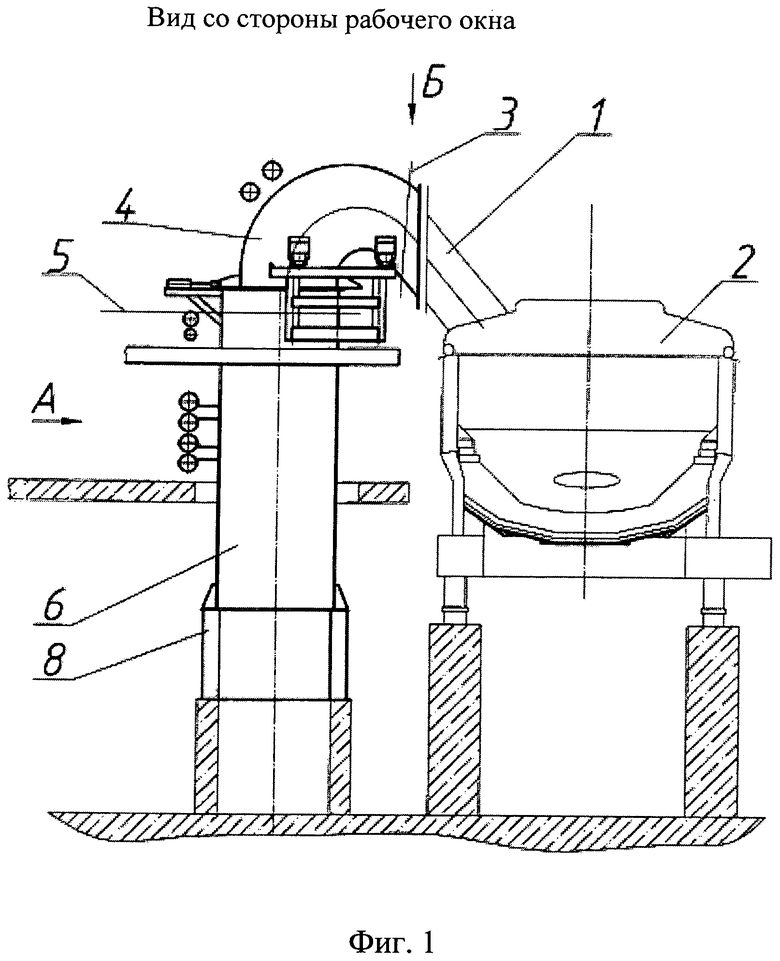
1. Способ обработки паропылегазового потока, включающий транспортировку в газоходе дуговой электропечи с дожиганием оксида углерода и водорода, охлаждением паропылегазового потока, утилизацией пылевых продуктов и конденсатов в шлакосборнике и транспортировкой охлажденного паропылегазового потока в рукавный фильтр, при этом на первом этапе одновременно осуществляют дожигание оксида углерода и водорода, охлаждение паропылегазового потока и изменение его скорости, обеспечивающее последующее формирование плотного гарнисажа на водоохлаждаемой поверхности газохода с коагуляцией пыли на этой поверхности, а затем на втором этапе осуществляют охлаждение паропылегазового потока и коагулированных частиц до температуры ниже температуры их спекания, которая не превышает 400°C.
2. Газоход дуговой электропечи, состоящий из четырех сопряженных участков, при этом первый участок выполнен изогнутым под углом не менее 60°, с увеличением площади проходного сечения не менее 20% площади, при этом в начале первого участка установлены водовоздушные форсунки, обеспечивающие распыление воды с дисперсностью не более 100 мкм, в начале второго участка установлены водовоздушные форсунки под углом 40° к паропылегазовому потоку, третий участок выполнен в виде параллелепипеда и является шлакосборником, верхняя половина которого выполнена водоохлаждаемой, при этом в ней установлены водовоздушные форсунки, а нижняя половина выполнена бетонной, при этом четвертый участок соединяет шлакосборник с рукавным фильтром, не охлаждается водой и выполнен с теплоизоляцией.
| ГУДИМ Ю.А | |||
| и др | |||
| Конструкции, технология, материалы | |||
| - Новосибирск: НГТУ, 2010, рис.11.5 | |||
| ГАЗООТВОД ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2009 |
|
RU2397417C1 |
| УСТРОЙСТВО ДЛЯ УЛАВЛИВАНИЯ НЕОРГАНИЗОВАННЫХ ВЫБРОСОВ ОТ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 2009 |
|
RU2385951C1 |
| JP 2000119726 A, 25.04.2000 | |||
| CN 201390760 Y, 27.01.2010. | |||

