Настоящее изобретение относится к мягкой обивке автомобильного сиденья, которая состоит по меньшей мере из двух вспененных материалов разной твердости, между которыми расположен волокнистый материал. Кроме того, изобретение относится к способам изготовления подобных мягких обивок сиденья.
Автомобильные сиденья имеют в настоящее время мягкие обивки, которые располагается как в так называемой подушке, так и в спинке. Эти мягкие обивки служат, с одной стороны, тому, чтобы обеспечить сидящим на сиденье по возможности надежную опору в автомобильном сиденье, а также для повышения удобства посадки. Для этого зачастую предусматривают мягкую обивку автомобильного сиденья, которая состоит по меньшей мере из двух вспененных материалов с соответственно разной твердостью, при этом вспененный материал, который находится ближе к пассажирам, имеет, как правило, меньшую твердость, чем вспененный материал, который удален от пассажиров на большее расстояние.
Вспененные материалы в прошлом, как правило, склеивали друг с другом, что занимает много времени, является материалоемким и требует дополнительной обработки. Следовательно, изготовление таких мягких обивок автомобильных сидений в прошлом было сравнительно дорогостоящим.
Поэтому в основу настоящего изобретения положена задача создания мягкой обивки автомобильного сиденья, которую можно изготовить проще и с меньшими затратами и которая отличалась бы надежным и долговечным сцеплением материалов. Еще одна задача изобретения заключается в создании способа и пресс-формы, с помощью которой может быть проще изготовлена мягкая обивка автомобильного сиденья, которая состоит по меньшей мере из двух вспененных материалов с соответственно разной твердостью.
Эта задача решена посредством мягкой обивки автомобильного сиденья, состоящей по меньшей мере из двух вспененных синтетических материалов разной твердости, между которыми расположен волокнистый материал, выполненный в виде ткани, через которую оба синтетических материала проникают в жидком состоянии. Проницаемость ткани для обоих материалов в жидком состоянии, с одной стороны, позволяет разделить части изделия, имеющие различные характеристики твердости, а с другой стороны, обеспечивает проникновение в ткань обоих материалов, создавая в зоне ткани область сцепления твердой и мягкой частей, что повышает сопротивление изделия расслоению в процессе эксплуатации.
Предлагаемая в изобретении мягкая обивка может быть предусмотрена в подушке и/или спинке автомобильного сиденья. Подобное автомобильное сиденье, которое может быть расположено в любом транспортном средстве, предоставляет место одному или нескольким лицам. У автомобильного сиденья согласно изобретению речь может идти и о многоместном сиденье. Эта мягкая обивка автомобильного сиденья содержит по меньшей мере два вспененных материала, которые имеют соответственно разную твердость, то есть у которых сила или давление, требуемые для определенной деформации соответствующего вспененного материала, имеют разную величину. Предпочтительно, ориентация поверхности раздела обоих вспененных материалов и, тем самым, волокнистого материала, по существу такая же, что и ориентация мягкой обивки автомобиля, то есть в области подушки - по существу горизонтальная, а в области спинки - по существу вертикальная. Как правило, более мягкий вспененный материал располагается ближе к пассажирам, чем более твердый вспененный материал. Как правило, более мягкий вспененный материал служит, прежде всего, для повышения комфортности пассажиров, в то время как более твердый вспененный материал, прежде всего, для стабилизации положения на сиденье и/или для предотвращения травм, например, при аварии.
В качестве вспененных материалов принимаются в расчет все известные специалисту вспененные материалы. Вспененные материалы мягкой обивки автомобильного сиденья могут быть изготовлены из одинаковых или разных материалов, при этом, как правило, предпочитают разные материалы. Однако, предпочтительно, в случае обоих вспененных материалов речь идет о полиуретановой пене, при этом, однако, исходные компоненты для полимеризации, предпочтительно, различны.
Согласно изобретению между обоими вспененными материалами располагается волокнистый материал, который, предпочтительно, распределен по всей поверхности раздела более мягкого и более твердого вспененных материалов. Предпочтительно, волокнистый материал изготовлен из синтетического материала, прежде всего полиэтилена и/или полипропилена.
В еще одном предпочтительном варианте осуществления волокнистый материал является тканью, прежде всего синтетической тканью. При этом структуру ткани, особо предпочтительно, выбирают так, чтобы оба синтетических материала в жидком состоянии если и смешивались друг с другом, то лишь в очень малой степени. Особо предпочтительно предусмотреть ткань такой, что через нее, по меньшей мере частично, может проникать по меньшей мере один жидкий синтетический материал, так что, особо предпочтительно, по меньшей мере с одним вспененным материалом, предпочтительно с двумя материалами, образуется сплошное соединение.
Предпочтительно, толщина более мягкого вспененного материала составляет по меньшей мере 5 мм, особенно предпочтительно >100 мм,
В еще одном предпочтительном варианте осуществления толщина более твердого вспененного материала составляет по меньшей мере 5 мм, особенно предпочтительно >100 мм.
Далее, является предпочтительным, если толщина более мягкого и/или более твердого вспененного материала по всей ширине и/или по всей длине мягкой обивки сиденья не постоянна, а изменяется согласно соответствующим местным требованиям к комфорту или стабилизации положения на сиденье.
Далее, задача решена посредством способа изготовления мягкой обивки сиденья по одному из следующих ниже пунктов формулы изобретения, в котором в пресс-форму заливают первый жидкий вспененный материал, этот вспененный материал покрывают волокнистым материалом, в пресс-форму заливают второй жидкий вспененный материал и оба вспененных материала, по меньшей мере частично, одновременно отверждают в пресс-форме.
В способе согласно изобретению сначала в пресс-форму заливают жидкий вспененный материал, который затем покрывают волокнистым материалом, так что, предпочтительно, одна из обеих поверхностей входит в контакт с первым вспененным материалом. Затем на вторую поверхность волокнистого материала заливают второй жидкий вспененный материал, и в заключение оба жидких вспененных материала отверждают в пресс-форме. Предпочтительно, при этом образуется сплошное соединение между по меньшей мере одним из вспененных материалов и волокнистым материалом и/или между обоими вспененными материалами. Предпочтительно, в пресс-форму заливают сначала более мягкий, а затем более твердый вспененный материал.
Однако также можно заливать оба вспененных материала, по меньшей мере частично, одновременно в пресс-форму, при этом волокнистый материал удерживает жидкие вспененные материалы, по меньшей мере по существу, отделенными друг от друга. После заполнения оба вспененных материала одновременно, по меньшей мере частично, отверждаются.
Предлагаемые в изобретении способы имеют преимущество, что оба вспененных материала отверждаются одновременно без смешения недопустимым образом. Вследствие этого время изготовления мягких обивок сиденья согласно изобретению значительно снижается, предпочтительно в 2 раза.
Предпочтительно, волокнистый материал предусмотрен на раме, прежде всего натянут на раму. Предпочтительно, эта рама является подвижной, особо предпочтительно - установленной с возможностью вращения или поворота, и, например, после заливки первого вспененного материала в пресс-форму опускается на этот вспененный материал, прежде чем рама накрывается второй деталью пресс-формы, которая затем заполняется вторым вспененным материалом.
Еще одно решение задачи заключается в пресс-форме для изготовления мягкой обивки автомобильного сиденья по одному из следующих ниже пунктов формулы изобретения, при этом она имеет нижнюю часть, верхнюю часть и расположенную между ними рамку, которая удерживает волокнистый материал.
Все варианты осуществления относятся в одинаковой степени ко всем предметам изобретения.
Ниже изобретения поясняются со ссылкой на фигуры 1-3. Эти разъяснения являются лишь примерными и не ограничивают общего замысла изобретения. Эти разъяснения относятся в одинаковой степени ко всем предметам изобретения.
Фигура 1 показывает мягкую обивку автомобильного сиденья согласно изобретению,
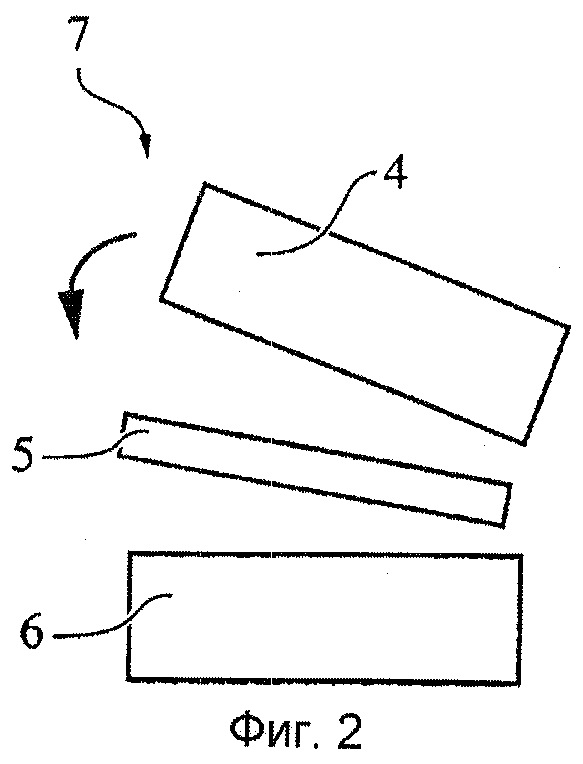
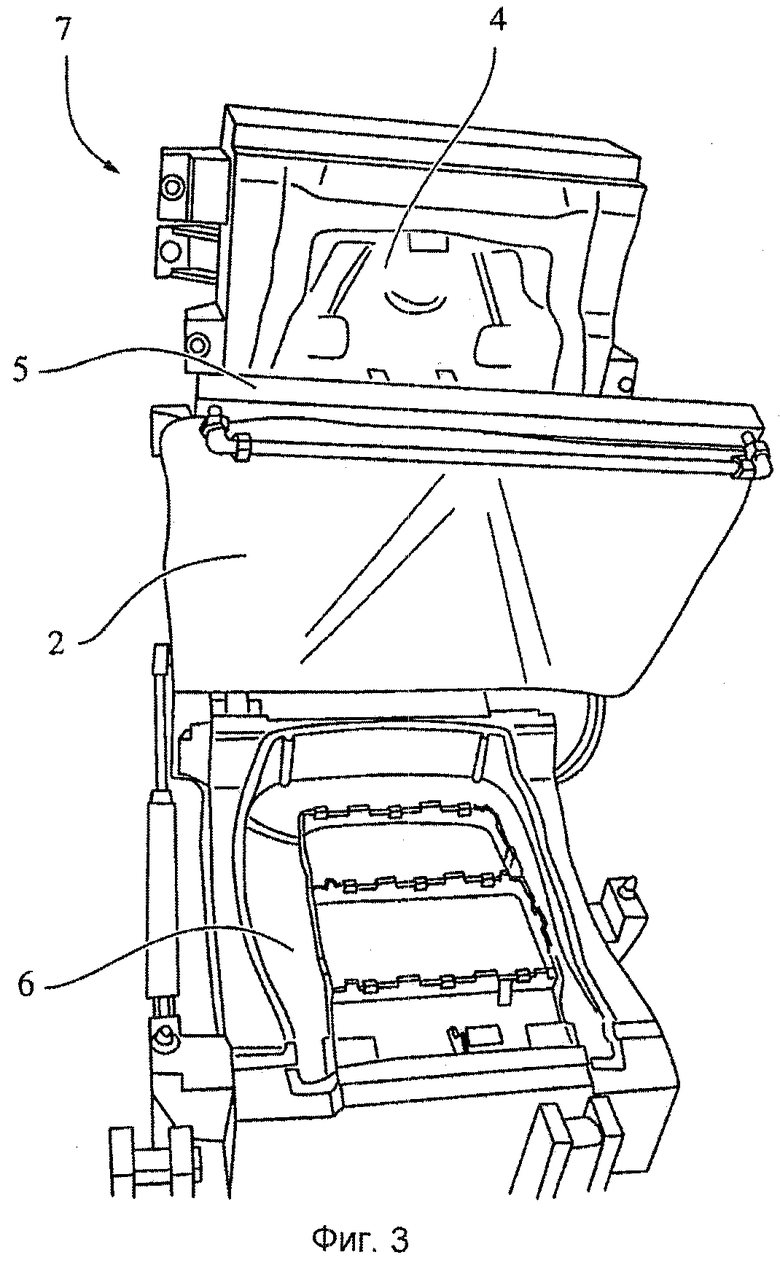
Фигуры 2 и 3 показывают пресс-форму согласно изобретению.
На фигуре 1 показан фрагмент мягкой обивки автомобильного сиденья, который используется для подушки автомобильного сиденья. Эта мягкая обивка автомобильного сиденья в своей нижней части имеет слой сравнительно твердого вспененного материала 3, а в своей верхней части - слой со сравнительно мягким вспененным материалом 1. Оба вспененных материала 1, 3 разделены волокнистым материалом 2. Оба слоя имеют по существу такую же ориентацию, что и контур мягкой обивки сиденья, то есть расположены в данном случае по существу горизонтально. Соответственно этому волокнистый материал также по существу ориентирован горизонтально. У спинки мягкой обивки сиденья ориентация слоев и волокнистого материала по существу вертикальная. Хорошо видно, что толщина как вспененного материала 1, так и вспененного материала 3 вдоль мягкой обивки сиденья изменяется. В данном случае речь идет у обоих вспененных материалов о полиуретановом вспененном материале, который получают на базе MDI (метилендифенилдиизоцианат - МДИ) или TDI (толуолдиизоцианат - ТДИ). Вспененные материалы имеют плотность между 30 и 90 г/л. Предпочтительно, более мягкий вспененный материал имеет твердость между 3 и 20 кПа (40%, 4 цикла), а более твердый вспененный материал - плотность от 3 до 20 кПа (40%, 4 цикла).
На фигурах 2 и 3 показана пресс-форма согласно изобретению, которая состоит из нижней части 6 пресс-формы, верхней части 4 пресс-формы, а также рамы 5. Части 4, 6 пресс-формы образуют соответственно форму для вспененных материалов 1, 3, в то время как рама 5 служит для закрепления волокнистого материала. Как рама, так и верхняя часть 4 пресс-формы в данном случае предусмотрены с возможностью перемещения, прежде всего вращательного перемещения. После того как нижняя часть 6 пресс-формы будет заполнена первым вспененным материалом, предпочтительно более мягким вспененным материалом, рама 5, на которой закреплен волокнистый материал, опускается на нижнюю часть 6 пресс-формы, так что, предпочтительно, волокнистый материал касается жидкого вспененного материала в нижней части 6 пресс-формы. После этого верхняя часть 4 пресс-формы опускается на раму 5, и тем самым пресс-форма, по меньшей мере насколько возможно, уплотняется. Перед этим, одновременно и/или после этого в пресс-форму заливается второй жидкий, предпочтительно более твердый, вспененный материал. Затем оба вспененных материала по существу одновременно отверждаются, по меньшей мере частично, предпочтительно полностью, прежде чем пресс-форма снова открывается, и уже готовая мягкая обивка автомобильного сиденья согласно изобретению может быть извлечена из формы. После этого пресс-форма готова для изготовления последующих мягких обивок сиденья.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБИВОЧНОЕ УСТРОЙСТВО | 2020 |
|
RU2776702C1 |
| СИДЕНЬЕ ДЛЯ САЛОНА ОБЩЕСТВЕННОГО ТРАНСПОРТНОГО СРЕДСТВА СО СЛОЕМ ТКАНИ С ЦВЕТОВЫМ РЕШЕНИЕМ | 2013 |
|
RU2626777C2 |
| УСТРОЙСТВО АВТОМОБИЛЬНОГО СИДЕНЬЯ И УСТРОЙСТВО ГАЗОВОГО МЕШКА ДЛЯ АВТОМОБИЛЯ, А ТАКЖЕ МЕТОД ЗАЩИТЫ ПАССАЖИРА АВТОМОБИЛЯ | 2009 |
|
RU2463181C1 |
| Вандалостойкий огнеблокирующий материал | 2018 |
|
RU2729093C2 |
| ШУМОИЗОЛЯЦИОННАЯ ОБИВКА КУЗОВА АВТОМОБИЛЯ | 2007 |
|
RU2369495C2 |
| КОМПОЗИТНЫЕ ИЗДЕЛИЯ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2494869C2 |
| ШУМОПОНИЖАЮЩИЙ УЗЕЛ ТРАНСПОРТНОГО СРЕДСТВА | 2008 |
|
RU2376167C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВЫХ ДЕТАЛЕЙ/КОНСТРУКТИВНЫХ ДЕТАЛЕЙ ТРАНСПОРТНОГО СРЕДСТВА | 2015 |
|
RU2633094C2 |
| ЭЛЕМЕНТ МЕБЕЛИ, ВКЛЮЧАЮЩИЙ ЛИГНОЦЕЛЛЮЛОЗНЫЕ ВОЛОКНА | 2020 |
|
RU2822586C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВСПЕНЕННЫХ ПОЛИМЕРНЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ ИЗ ЖИДКОГО СИЛИКОНОВОГО КАУЧУКА | 2006 |
|
RU2393088C2 |
Изобретения относятся к мягкой обивке автомобильного сиденья. Мягкая обивка (8) автомобильного сиденья состоит из двух вспененных синтетических материалов (1, 3) разной твердости, между которыми расположен волокнистый материал (2). Волокнистый материал (2) выполнен в виде ткани, через которую оба синтетических материала проникают в жидком состоянии. Первый способ изготовления мягкой обивки сиденья заключается в том, что в пресс-форму заливают первый жидкий вспененный материал, покрывают его волокнистым материалом (2), заливают в пресс-форму второй жидкий вспененный материал и оба вспененных материала одновременно частично отверждают в пресс-форме. Первый вспененный материал является более мягким, чем второй, и сначала в пресс-форму заливают первый жидкий вспененный материал. Второй способ изготовления мягкой обивки сиденья заключается в том, что в пресс-форму заливают первый и второй жидкие вспененные материалы, которые по существу отделяют друг от друга волокнистым материалом (2), и оба вспененных материала одновременно частично отверждают в пресс-форме. Достигается создание мягкой обивки автомобильного сиденья с надежной опорой и долговечным сцеплением материалов. 3 н. и 6 з.п. ф-лы, 3 ил.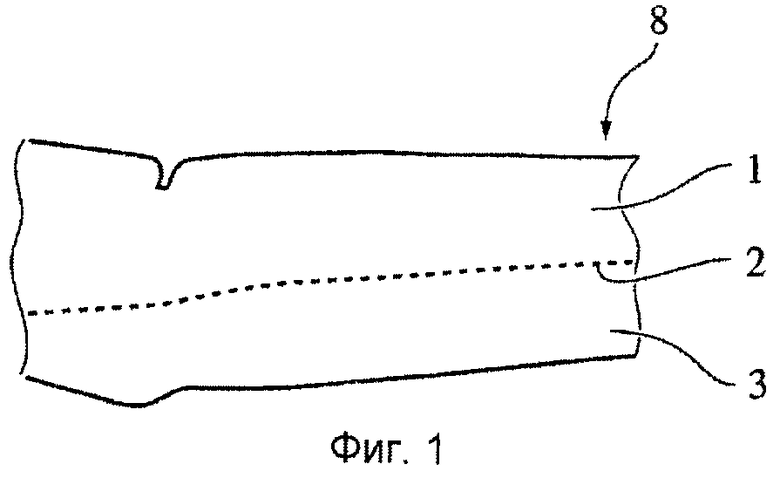
1. Мягкая обивка (8) автомобильного сиденья, состоящая по меньшей мере из двух вспененных синтетических материалов (1, 3) разной твердости, между которыми расположен волокнистый материал (2), отличающаяся тем, что волокнистый материал (2) выполнен в виде ткани, через которую оба синтетических материала проникают в жидком состоянии.
2. Мягкая обивка по п.1, отличающаяся тем, что волокнистый материал выполнен из синтетического волокна.
3. Мягкая обивка по п.1 или 2, отличающаяся тем, что волокнистый материал (2) образует с обоими вспененными материалами (1, 3), сплошное соединение.
4. Мягкая обивка по п.1, отличающаяся тем, что толщина мягкого вспененного материала составляет по меньшей мере 5 мм.
5. Мягкая обивка по п.1, отличающаяся тем, что толщина твердого вспененного материала составляет по меньшей мере 5 мм.
6. Мягкая обивка по п.1, отличающаяся тем, что толщина мягкого и/или твердого вспененного материала (1, 3) является переменной по длине и/или ширине мягкой обивки сиденья.
7. Способ изготовления мягкой обивки сиденья по одному из пп.1-6, характеризующийся тем, что в пресс-форму (7) заливают первый жидкий вспененный материал, покрывают его волокнистым материалом (2), заливают в пресс-форму (7) второй жидкий вспененный материал и оба вспененных материала одновременно, по меньшей мере, частично отверждают в пресс-форме, причем первый вспененный материал является более мягким, чем второй, и сначала в пресс-форму заливают первый жидкий вспененный материал.
8. Способ изготовления мягкой обивки сиденья по одному из пп.1-6, характеризующийся тем, что в пресс-форму (7) заливают первый и второй жидкие вспененные материалы, которые по существу отделяют друг от друга волокнистым материалом (2) и оба вспененных материала одновременно, по меньшей мере, частично отверждают в пресс-форме.
9. Способ по п.7 или 8, характеризующийся тем, что волокнистый материал закрепляют на раме (5), предпочтительно подвижной.
| DE 20202042 U1, 27.06.2002 | |||
| DE 202007002196 U1, 10.05.2007 | |||
| DE 102004062311 A1, 04.08.2005 | |||
| EP 1702883 A1, 20.09.2006 | |||
| ГИБКАЯ ВСПЕНЕННАЯ НАБИВКА ИЗ МЕЛАМИНА И ЕЕ ПРИМЕНЕНИЕ | 2003 |
|
RU2303384C2 |

