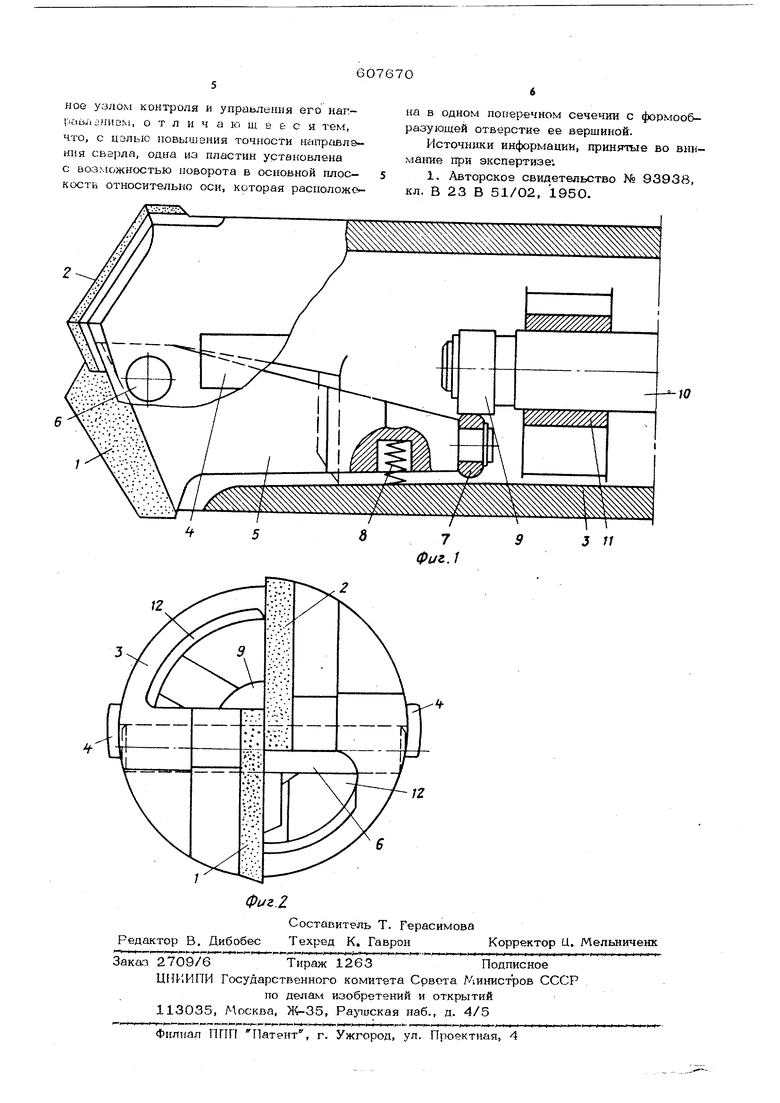
(54) БЕСПЕРЕМЫЧНОЕ СВЕРЛО ДЛЯ СПЛОШНОГО СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ ность поворачиваться в основной плоскости на оси 6, закрепленной в корпусе 3 сверлильной головки. С целью сохранения диаметра обрабатываемого отверстия при перемещении режущей пласт1аны 1 в период коррекции необходимо, чтсбы ее вершина, расположенная на периферии и формообразующая отверстие, перемещалась в период коррекции вдоль оси сверла. Для этого ось 6 качающегося рычага 5 расположена в оси ном сечении с формообразующей отверстие вершиной режущей пластины 1 (хфи малых перемещениях дугообразные перемещения ве uAiHbi практически могут быть пррн$ггы npsbмолинейными). На свободном конце качающе гося рычага 5 закреплен опорный ролик 7. Под действием силы отжатия качающегося рычага при резании и давления пружины 8 опорный ролик 7 всегда прижат к управляющему кулачку 9. Для обеспечения более пра вильного контакта с рабочей поверхностью управляющего кулачка 9 опорный ролшс 7 имеет сферическую форму. Управляющий кулачок 9 закреплен на ва лу 10, пропущенном сквозь стебель сверла. Вал 10 смонтирован на опоре 11, скрепленной с корпусом сверла 3 так, что для прохода смазывающе-охлаждающей жидкости со стружкой оставлены окна 12 (фиг. 2). На противоположном конце вала 10 установлен не показанный на чертеже приводной элемен через который в период коррекции направления отверстия управляющему кулачку 9 сооб щается от привода вращение относительно сверла. Для фиксации управляющего кулачка 9 в исходном положении относительно сверла при сверлении без коррекции направления отверстия на противоположном конце стебля сверла закреплен фиксатор, взаимодействующий с валом 10 (фиксатор на чертеже не показан). Вращение управляющего кулачка определяется видом коррекции направления сверла; для выполнения вышеуказанного способа сплошного сверления отверстий по принятой для пего схеме резания в устройстве принят период цикла, равный двум относительным оборотам заготовки. В связи с этим число оборотов- вала 10 и управляющего кулачка 9 принято вдвое меньшим числа от носител1 ных оборотов заготовки. Управляющий кулачок 9 профилируется в соответстви с принятой схемой резания. Механизм периодического перераспреде- лания радиальных составляющих сил резания мс)жт-;т быть включен при любом yj-ловом положэнни заготовки, обеспечивая коррекцию направления сверла в любом диаметральном с-с чании. Пг:-и сверлении срезавм лй слой мегплла лэлится по толщине по реи{ущим кром кам пластин 1 и 2 и, благодаря их симметричному расположению, радиальные составляющие сил резания на них уравновещивают ся. Опорные планки 4 при этом направляют сверло по отверстию. При уводе обрабатываемого отверстия с геометрической оси вращения заготовки невращающееся сверло начинает раскачиваться. В момент, когда сверло сместится в направлении, перпендикулярном основной плоскости, в сторону опоры качающегося рычага 5 по сигналу, поступающему от датчика, включается механизм перераспределения радиальных составляющих сил резания на режущих кромках: вал 10 расфиксируется Е начинает вращаться вместе с управляющим кулачком 9. Кулачок 9, воздействуя через опорный ролик 7 на рычаг 5, заставляет его качаться на оси 6, изменяя сечение слоя металла, снимаемого режущей пластиной 1. Вследствие периодически изменяемой неуравиовещенности радиальных ссютавляющих сил резания на режущих кромках пластин 1 и 2 сверло с каждым оборотом смещается радиально в сторону подвижной режущей пластины 1 в периоды, когда ось смещенного корректируемого отверстия совмещается с основной плоскостью со стороны неподвижной режущей пластины 2. Таким образом, с каждь1м оборотом заготовки обрабатываемая поверхность смещается с приближением ее оси к геометрической оси вращения заготовки. Коррекция продолжается до тех пор, пока эти оси не- совместятся. Выключением механизма перераспределения радиа, составляющих сил резания на режущих кромках вращение управляющего кулачка 9 прекращается с фиксацией его в исходном положении. Предлагаемое сверло в равной степени применимо и при сплошном сверлении вращающимся сверлом невращающейся, а также и вращающейся,заготовки (при встречном вращении сверла). Во всех случаях вращение управляющего кулачка 9 производится с числом оборотов, вдвое меньшим числа оборотов относительно вращения сверла. Формула изобретения Бесперемычное сверло для сплошного верления глубоких отверстий, работающее о методу деления подачи, содержащее две ежуише пластины и планки для направления верла по отверстию, установлешшш на корусе его головки лишь в плоскости, перпеникулярной основной плоскости, и снабженг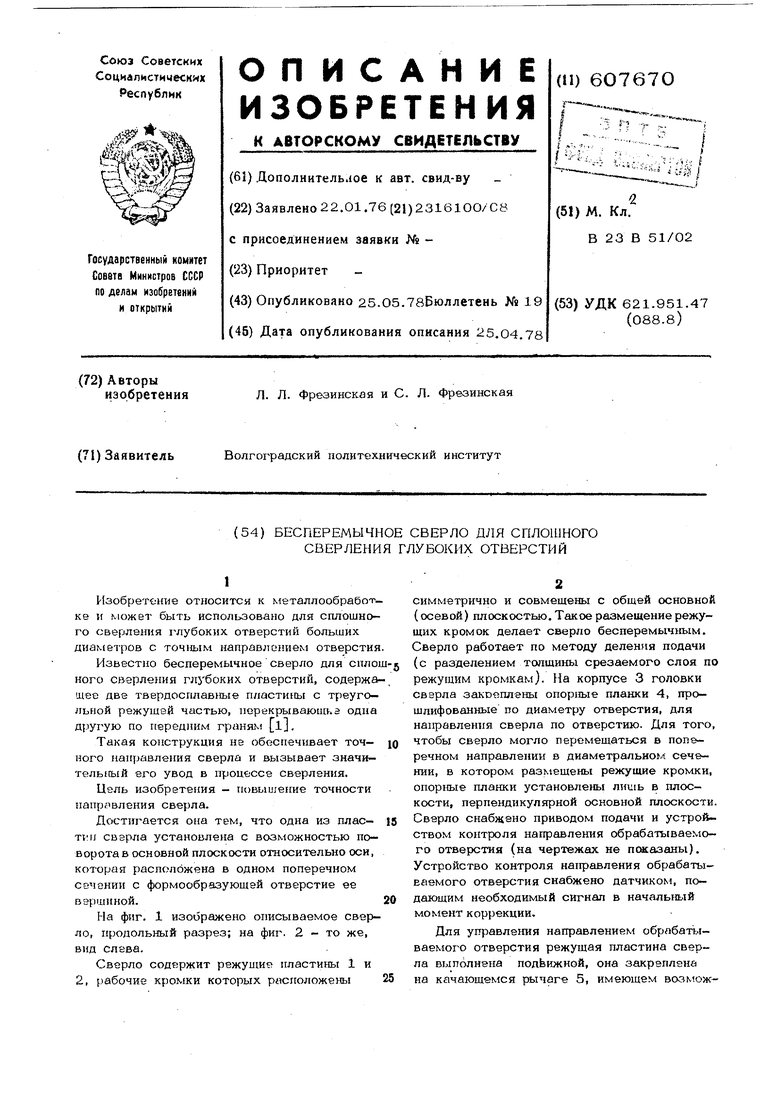

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сверления глубоких отверстий | 1975 |
|
SU576709A1 |
| Способ сверления глубоких отверстий и сверлильная головка для глубокого сверления | 1975 |
|
SU695073A1 |
| Способ сверления глубоких отверстий | 1975 |
|
SU569085A1 |
| Кольцевое сверло | 1978 |
|
SU844161A1 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ С ПЕРЕСТАВЛЯЕМЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ | 1995 |
|
RU2147491C1 |
| СПОСОБ ВИБРОСВЕРЛЕНИЯ С МЕЛКОДИСПЕРСНЫМ ДРОБЛЕНИЕМ СТРУЖКИ | 2008 |
|
RU2412023C2 |
| Инструмент для вибросверления отверстий | 1983 |
|
SU1127703A1 |
| СВЕРЛО | 1995 |
|
RU2147265C1 |
| Устройство для расточки глубоких отверстий | 1973 |
|
SU448917A1 |
| КОРПУС СВЕРЛА И СВЕРЛО | 2018 |
|
RU2753931C2 |
