Настоящее изобретение относится к композитным материалам, в частности к упрочненным волокнами композитным материалам с покрытием, обладающим повышенной электропроводностью.
Композитные материалы все чаще используются в конструкционных сооружениях во многих областях благодаря их привлекательным механическим свойствам и небольшому весу по сравнению с металлами. Композиты состоят из послойных материалов, образующих структурно выгодный материал ламинатного типа. Однако несмотря на то что электропроводность является одним из наиболее очевидных свойств металлов, упрочненные волокнами композитные материалы (такие как клейкие пленки, покрывающие поверхность пленки и предварительно импрегнированные материалы (препреги)) обычно имеют намного более низкую электропроводность.
Традиционные композитные материалы обычно состоят из упрочняющей фазы, как правило, включающей непрерывные или прерывистые волокна, и матричной фазы, обычно термоотверждающегося или термопластичного полимера. Самые ранние матричные полимеры первого поколения для изготовления композитов были хрупкими по своей природе, поэтому возникла необходимость разработки более упрочненных полимеров. Композитные материалы, используемые в качестве первичных структур авиационно-космических деталей, представляют собой так называемые упрочненные материалы второго или третьего поколения.
Существует насущная потребность в композитных материалах, обладающих электропроводностью и используемых для различных целей. Такие цели включают использование для защиты от ударов молнии, электростатической диссипации (ESD) и электромагнитных помех (EMI). Существующие композитные материалы, такие как материалы на основе углеродных волокон, обладают некоторой электропроводностью, обычно связанной с графитной природой углеродных нитей. Однако уровень электропроводности является недостаточным для защиты композитного материала от повреждающего действия сильных электрических разрядов, таких как удар молнии.
Упрочненные композиты второго поколения являются более совершенными по сравнению с более ранними материалами первого поколения благодаря введению упрочняющих фаз в матричный материал. Улучшенную электропроводность таким материалам обычно придают различными способами. Они включают введение металлов в материал с помощью вспененной фольги, металлических сеток или переплетенной проволоки. Типичные материалы, используемые для данной цели, включают алюминий, бронзу и медь. Такие композитные материалы способны обеспечить более высокую электропроводность. Однако обычно они имеют большой вес и гораздо худшие механические и эстетические свойства. Такие композиты обычно составляют верхний один или два слоя материала, что часто приводит к некачественной общей отделке поверхности.
При ударе молнии в композиты второго поколения разрушение обычно ограничивается поверхностным защитным слоем. Энергии удара молнии обычно достаточно для испарения некоторого количества металла и прожигания небольшой дыры в сетке или ином защитном слое. Повреждение нижележащего композита может оказаться минимальным, ограничиваясь верхним одним или двумя слоями.
Тем не менее после такого удара необходимо вырезать поврежденный участок и вставлять вместо него новую металлическую защиту и, при необходимости, новый композит.
Как упомянуто выше, материалы с углеродными волокнами обладают некоторой электропроводностью. Однако электропроводность наблюдается только в направлении волокон и имеет ограниченную способность к диссипации электрического тока в направлениях, ортогональных плоскости упрочнения волокон (направление z). Упрочненные углеродом материалы часто имеют чередующуюся структуру, зачастую включающую слой смолы некоторого рода, что обеспечивает по существу низкую удельную электропроводность в направлении z благодаря электроизоляционным свойствам чередования. Такая структура может привести к катастрофе при ударе молнии, поскольку электрический разряд может проникнуть в чередование, вызвать расслоение массы и пройти через композитный материал.
Другие электропроводящие частицы, такие как углеродная сажа, полипиррол, углеродные нановолокна и их смеси, использовались по отдельности в качестве добавок к композитным материалам, но не для улучшения стойкости к разрушению, вызванному, например, ударом молнии.
Оказалось, что введение покрытых металлами частиц в препреги чередующегося типа эффективно снижает уровень повреждения композита, вызываемого ударом молнии, к тому же уровень повреждения поверхности и нижних слоев может быть снижен еще больше.
Так называемые “упрочненные композитные материалы третьего поколения” основаны на чередующейся технологии, при которой слои смолы перемежаются с упрочненными волокнами слоями, обеспечивая защиту от ударов. Однако такие слои смолы действуют как электрический изолятор, поэтому электропроводность в направлении z материала (т.е. ортогонально направлению волокон) является невысокой. Удары молнии в композитный материал могут привести к катастрофическому разрушению детали и получению дыры, пробитой через многослойный ламинат.
Поэтому целью настоящего изобретения является разработка композитного материала, имеющего улучшенную электропроводность по сравнению с предыдущими, описанными здесь разработками, а также небольшой вес или вес, не больший по сравнению со стандартным композитным материалом. Целью настоящего изобретения также является разработка композитного материала, имеющего улучшенную электропроводность без ухудшения механических характеристик материала. Целью настоящего изобретения также является разработка способа получения композитного материала, обладающего улучшенной электропроводностью.
Следующей целью является разработка выдерживающего удар молнии композитного материала, удобного для производства, использования и ремонта.
Согласно первому аспекту настоящего изобретения разработан композитный материал, включающий:
i) препрег, включающий, по меньшей мере, одну полимерную смолу и, по меньшей мере, один электропроводящий, волокнистый упрочнитель;
ii) электропроводящие частицы, диспергированные в полимерной смоле; и
iii) верхний слой из покрытого металлом углеродного волокна, включающий дополнительный смоляной компонент, в котором металл представляет собой один или более металлов, выбранных из никеля, меди, золота, платины, палладия, индия и серебра.
Согласно второму аспекту настоящего изобретения разработан способ получения композитного материала, включающий следующие стадии:
i) получение препрега, включающего, по меньшей мере, одну полимерную смолу и, по меньшей мере, один электропроводящий волокнистый упрочнитель;
ii) диспергирование электропроводящих частиц в полимерной смоле; и
iii) нанесение верхнего слоя из покрытого металлом углеродного волокна, включающего дополнительный смоляной компонент, в котором металл представляет собой один или более металлов, выбранных из никеля, меди, золота, платины, палладия, индия и серебра.
Верхний слой может быть нанесен во время или после изготовления препрега и может быть отвержден на месте с использованием адгезии, обеспечиваемой смолой, содержащейся в препреге.
Было установлено, что использование электропроводящих частиц в полимерной смоле препрега в комбинации со слоем покрытого металлом углеродного волокна, включающего дополнительный смоляной компонент, в котором металл представляет собой один или более металлов, выбранных из никеля, меди, золота, платины, палладия, индия и серебра, в качестве верхнего слоя препрега обеспечивает снижение объемного удельного сопротивления, поверхностного сопротивления и улучшение электропроводности в направлении z через композитный материал. Кроме того, было установлено, что электропроводящие частицы, диспергированные в составе смолы, а затем подвергнутые предварительному импрегнированию, обеспечивают получение препрега, имеющего по существу такие же технологические характеристики, как и подобный немодифицированный препрег.
Использование слоя покрытого металлом углеродного волокна, включающего дополнительный смоляной компонент, в котором металл представляет собой один или более металлов, выбранных из никеля, меди, золота, платины, палладия, индия и серебра, в качестве верхнего слоя композитного материала с препрегом, содержащим покрытые металлом частицы, улучшает электропроводящие свойства композитного материала с препрегом. Это делает композитный материал еще более стойким к повреждению, которое может быть нанесено сильным электрическим разрядом, таким как удар молнии.
Ссылки на композитные материалы подразумевают материалы, содержащие армирующие волокна, причем полимерная смола находится в контакте с волокном, но не пропитывает волокно. Термин “композитный материал” также включает альтернативный вариант, при котором смола частично погружена или частично импрегнирована в волокно, обычно известный в данной области техники как препрег. Препрег может также иметь полностью импрегнированный волокнистый армирующий слой. Композитный материал может также включать многослойные материалы, содержащие большое количество таких слоев, как волокно-смола-волокно.
Ссылки на “чередующуюся структуру” относятся к многослойному материалу, имеющему структуру волокно-смола-волокно. Термин “чередующийся” относится к полимерной среде, присутствующей и перемежающейся между слоями волокон. Ссылки на “чередующуюся толщину” относятся к среднему расстоянию поперек чередующегося слоя, измеряемого от самой верхней поверхности нижней волокнистой прослойки до самой нижней поверхности верхней волокнистой прослойки. Следовательно, чередующаяся толщина равна толщине перемежающегося слоя из полимерной смолы, и ссылки на чередующуюся толщину и толщину полимерной смолы взаимозаменяемы.
Все используемые здесь термины, такие как “промежуточный слой”, “промежуточный смоляной слой”, “прослоечный смоляной слой” и “свободный от волокон слой”, являются взаимозаменяемыми и относятся к полимерному смоляному слою.
Используемый здесь термин “полимерная смола” относится к полимерной системе.
В данной заявке термины “полимерная смола” и “полимерная система” являются взаимозаменяемыми и относятся к смесям длинноцепочечных смол, имеющих различные длины цепей. Следовательно, термин “полимерный” относится к варианту, согласно которому смолы присутствуют в виде смеси смол, включающей любые мономеры, такие как димеры, тримеры, или смол, имеющих длину цепи более 3. Получаемая полимерная смола при ее отверждении формирует поперечносшитую матрицу смолы.
Объемное удельное сопротивление относится к измерению объемного удельного сопротивления полупроводникового материала. Очевидно, что ссылка на “первоначальное объемное удельное сопротивление” относится к объемному удельному сопротивлению полимерной смолы до добавления к ней электропроводящих частиц. Величина в Ом·м представляет собой собственное сопротивление данного материала. Ом-м (Ωm) используют для измерения сопротивления трехмерного материала.
Объемное электрическое сопротивление ρ материала обычно определяют по следующей формуле:


где
ρ представляет собой статическое сопротивление (измеряемое в Ом-метрах),
R представляет собой электрическое сопротивление равномерного образца материала (измеряемое в Омах),
l представляет собой длину образца (измеряемую в метрах),
А представляет собой площадь поперечного сечения образца (измеряемую в квадратных метрах).
Согласно настоящему изобретению объемное удельное сопротивление измеряют только в направлении z (через толщину композитного материала). При каждом упоминании “объемного” удельного сопротивления при расчетах всегда принимают во внимание толщину.
Цель настоящего изобретения достигается посредством нанесения верхнего слоя из покрытого металлом углеродного волокна, включающего дополнительный смоляной компонент, в котором металл представляет собой один или более металлов, выбранных из никеля, меди, золота, платины, палладия, индия и серебра, на препрег, помимо введения в зону чередования препрега небольшой фракции электропроводящих частиц в количестве, совершенно недостаточном для придания электропроводности самой полимерной смоле (т.е. при отсутствии углеродного волокна), из которой получен данный препрег.
Кроме того, было установлено, что введение в композитный материал электропроводящих частиц, таких как углеродные частицы и покрытые серебром стеклянные сферы, а также верхний слой из покрытого металлом углеродного волокна, включающего дополнительный смоляной компонент, в котором металл представляет собой один или более металлов, выбранных из никеля, меди, золота, платины, палладия, индия и серебра, снижает объемное удельное сопротивление и, в результате, обеспечивает уровень электропроводности, превышающий разумно ожидаемый уровень.
Обычно общее количество металлического покрытия составляет приблизительно от 10 до 65% от массы волокна.
Любой из металлов, таких как никель, медь, золото, платина, палладий, индий и серебро, может быть использован для нанесения покрытия на углеродное волокно, по отдельности или в комбинации, но обычно для нанесения покрытия на углеродное волокно используют никель в комбинации с одним или несколькими металлами, выбранными из меди, золота, платины, палладия, индия и серебра. Чаще всего в качестве покрытия углеродного волокна используют покрытие из меди-никеля.
Эффективность покрытого металлом слоя из углеродного волокна такова, что общее количество электропроводящих слоев в композитном комплекте может быть снижено, тем самым позволяя ограничить проводящие слои внешней частью, где защита от молнии является наиболее важной. Кроме того, повреждение, вызываемое ударами молнии, по существу ограничено наружным слоем благодаря повышенной электропроводности композитного материала согласно настоящему изобретению.
Композитный материал согласно настоящему изобретению удобен для производства, в то время как существующие пассивные материалы неудобны в использовании. Согласно настоящему изобретению слой из углеродного волокна может быть легко введен в препрег и, при необходимости, может быть легко получен в виде цельного изделия.
Кроме того, окончательная отделка поверхности является хорошей, и композитный материал согласно настоящему изобретению может быть обработан подобно препрегу.
Дальнейшим преимуществом настоящего изобретения является улучшенная теплопроводность препрега, обеспечивающая более короткую продолжительность нагревания и лучшую диссипацию тепла, образующегося во время экзотермической реакции при отверждении. Еще одно преимущество заключается в том, что электрическое сопротивление композитного материала остается по существу неизменным при колебании температуры.
Снижение объемного удельного сопротивления и улучшение электропроводности обеспечивает улучшенную защиту от ударов молнии. Поэтому такое улучшение, обеспечиваемое настоящим изобретением, является удивительным ввиду низкого содержания используемых электропроводящих частиц и высокого электрического сопротивления, обычно оказываемого самой чередующейся смолой.
Используемые здесь термины “сопротивление” и “проводимость” относятся к электрическому сопротивлению и электрической проводимости, соответственно.
В данном описании термин “частицы” относится к дискретным трехмерным добавкам, которые являются отличными, обрабатываемыми как отдельные единицы и отделяемыми от других отдельных добавок, однако это не исключает возможность контакта между добавками. Данный термин охватывает формы и размеры описанных и установленных здесь электропроводящих частиц.
Подразумевается, что используемый здесь термин “отношение ширины к толщине” относится к отношению самого большого размера к самому малому размеру трехмерного объекта. Данный термин применим к используемым здесь добавкам любой формы и размера. При использовании данного термина в связи со сферическими или по существу сферическими объектами соответствующее отношение представляет собой отношение наибольшего диаметра поперечного сечения к наименьшему диаметру поперечного сечения сферического объекта. Подразумевается, что такое отношение идеальной сферы равно единице. Приведенные здесь отношения ширины к толщине электропроводящих частиц основаны на размерах частиц после нанесения на них любого металлического покрытия.
Слой покрытого металлом углеродного волокна обычно включает нетканое углеродное волокно, поскольку оно имеет очень хорошую окончательную отделку поверхности, однако вместо нетканого углеродного волокна такой слой может также включать тканые или вязаные материалы. В качестве альтернативы, рубленые покрытые металлом углеродные волокна могут быть нанесены непосредственно на поверхность препрега. Важно, чтобы углеродное волокно имело небольшой вес.
Плотность углеродного волокна может варьироваться приблизительно от 5 г/м2 до 100 г/м2. Нанесение слоя углеродного волокна в количестве 34 г/м2 способно уменьшить повреждение, вызываемое ударом молнии, приблизительно на 30-40% по площади и глубине.
Ссылки на размер электропроводящих частиц включают наибольший диаметр поперечного сечения частиц.
Иллюстративные электропроводящие частицы могут включать, но не ограничиваются ими, сферы, микросферы, дендриты, шарики, порошки, любые другие подходящие трехмерные добавки или любые их комбинации.
Электропроводящие частицы, используемые в настоящем изобретении, могут включать любые электропроводящие частицы, способные снизить удельное объемное сопротивление и тем самым облегчить электропроводность композитного материала.
Электропроводящие частицы могут быть выбраны из покрытых металлом электропроводящих частиц, неметаллических электропроводящих частиц или их комбинации.
Электропроводящие частицы диспергированы в полимерной смоле. Предполагается, что термин “диспергированы” может включать варианты, согласно которым электропроводящие частицы присутствуют по существу во всей массе полимерной смолы, не присутствуя в существенно более высокой концентрации в любой части полимерной смолы. Кроме того, термин “диспергированы” также включает электропроводящие частицы, присутствующие на локализованных участках полимерной смолы, в тех случаях, когда пониженное объемное удельное сопротивление требуется на конкретных участках композитного материала.
Покрытые металлом электропроводящие частицы могут включать частицы с сердцевиной, по существу покрытые соответствующим металлом.
Частицы с сердцевиной могут представлять собой любые соответствующие частицы. Соответствующие частицы включают, но не ограничиваются ими, частицы, сформированные из полимера, резины, керамики, стекла, минерала или огнеупорных материалов, таких как летучая зола.
Полимер может представлять собой любой термопластичный или термоотверждающийся полимер. Термины “термопластичный полимер” и “термоотверждающийся” полимер охарактеризованы ниже.
Частицы с сердцевиной, сформированные из стекла, могут принадлежать к любым видам, используемым для изготовления цельных или полых стеклянных микросфер.
Неограничивающие примеры соответствующих содержащих диоксид кремния стеклянных частиц включают натриевое стекло, боросиликат и кварц. В качестве альтернативы, стекло может быть по существу свободным от диоксида кремния. Соответствующие свободные от диоксида кремния виды стекла включают, только в качестве примера, халькогенидные виды стекла.
Частицы с сердцевиной могут быть пористыми или полыми либо могут сами по себе иметь серцевинно-оболочечную структуру, например, серцевинно-оболочечные полимерные частицы. Частицы с сердцевиной до покрытия металлом могут быть вначале покрыты активирующим слоем, ускоряющим адгезию слоем, грунтовочным слоем, полупроводящим слоем или иным слоем.
Частицы с сердцевиной обычно представляют собой полые частицы, сформированные из стекла. Использование частиц с полой сердцевиной, сформированных из стекла, может оказаться предпочтительным в тех случаях, когда снижение веса имеет особое значение.
Смеси частиц с сердцевиной могут быть использованы для получения, например, более низкой плотности или других полезных свойств, например, часть полых, покрытых металлом стеклянных частиц может быть использована вместе с частью покрытых металлом резиновых частиц для получения упрочненного слоя с более низким удельным весом.
Металлы, подходящие для нанесения в виде покрытия на частицы с сердцевиной, включают, но не ограничиваются ими, серебро, золото, никель, медь, олово, алюминий, платину, палладий и любые другие металлы, которые, как известно, обладают высокой электропроводностью, либо комбинацию любых двух или более из них. Обычно используют серебро благодаря его высокой электропроводности.
Для нанесения покрытия на частицы с сердцевиной могут быть использованы несколько слоев металлических покрытий, например, покрытая золотом медь и покрытая серебром медь. Возможно также одновременное осаждение металлов, обеспечивающее получение смешанных металлических покрытий.
Нанесение металлических покрытий может быть осуществлено любыми известными способами нанесения покрытий на частицы. Примеры соответствующих способов нанесения покрытий включают химическое осаждение из паровой фазы, распыление, электроосаждение или химическое осаждение.
Металл может присутствовать в виде массы, пористого металла, столбчатом, микрокристаллическом, волокнистом, дендритном или любом ином виде, известном в области нанесения металлических покрытий. Металлическое покрытие может быть ровным или может включать неровности поверхности, такие как волокна или выступы, таким образом, чтобы увеличить удельную площадь поверхности и улучшить межповерхностное сцепление.
Металлическое покрытие может быть затем обработано любым известным в данной области техники агентом для улучшения межповерхностного сцепления с полимерной смолой, например, силанами, титанатами и цирконатами.
Электрическое сопротивление металлического покрытия должно предпочтительно составлять менее 3×10-5 Ом·м, более предпочтительно - менее 1×10-7 Ом·м, и наиболее предпочтительно - менее 3×10-8 Ом·м.
Покрытые металлом электропроводящие частицы могут иметь любую подходящую форму, например, сферическую, эллипсоидную, сфероидальную, дискоидальную, дендритную, форму стержней, дисков, иголок, прямоугольного параллелепипеда или многоугольника. Могут быть также использованы мелко нарубленные или размолотые волокна, такие как покрытые металлом размолотые стеклянные волокна. Частицы могут иметь хорошо очерченную геометрическую форму или неправильную форму.
Покрытые металлом электропроводящие частицы обычно имеют отношение ширины к толщине <100, предпочтительно - <10 и наиболее предпочтительно - <2.
Гранулометрический состав покрытых металлом электропроводящих частиц может быть монодисперсным или полидисперсным. Предпочтительно, по меньшей мере, приблизительно 90% покрытых металлом частиц имеют размер в диапазоне, составляющем приблизительно от 0,3 мкм до 100 мкм, более предпочтительно - приблизительно от 1 мкм до 50 мкм, и наиболее предпочтительно - приблизительно от 5 мкм до 40 мкм.
Электропроводящие частицы могут представлять собой неметаллические проводящие частицы. Подразумевается, что данный термин включает любые соответствующие неметаллические частицы, не имеющие металлического покрытия и способные обеспечить снижение объемного удельного сопротивления, тем самым снижая электрическую проводимость композитного материала.
Соответствующие неметаллические проводящие частицы включают, но не ограничиваются ими, графитовые чешуйки, графитовые порошки, графитовые частицы, графеновые листы, фуллерены, углеродную сажу, собственно проводящие полимеры (ICP - включая полипиррол, политиофен и полианилин), комплексы с переносом заряда или любую их комбинацию.
Пример соответствующей комбинации неметаллических проводящих частиц включает комбинации ICP с углеродной сажей и графитовыми частицами.
Гранулометрический состав неметаллических проводящих частиц может быть монодисперсным или полидисперсным. Предпочтительно, по меньшей мере, приблизительно 90% покрытых неметаллических проводящих частиц имеют размер в диапазоне, составляющем приблизительно от 0,3 мкм до 100 мкм, более предпочтительно - приблизительно от 1 мкм до 50 мкм, и наиболее предпочтительно - приблизительно от 5 мкм до 40 мкм.
Электропроводящие частицы имеют размер, при котором, по меньшей мере, около 50% частиц, присутствующих в полимерной смоле, имеют размер, составляющий около 10 мкм от толщины слоя полимерной смолы. Иными словами, разница между толщиной слоя смолы и размером электропроводящих частиц составляет менее приблизительно 10 мкм. Обычно электропроводящие частицы имеют размер, при котором, по меньшей мере, около 50% частиц, присутствующих в полимерной смоле, имеют размер, составляющий около 5 мкм от толщины слоя полимерной смолы.
Поэтому размер, по меньшей мере, 50% электропроводящих частиц таков, что они перекрывают толщину чередования (слой полимерной смолы), и частицы находятся в контакте с верхним волокнистым упрочняющим слоем и нижним волокнистым упрочняющим слоем, расположенным вокруг слоя полимерной смолы.
Электропроводящие частицы могут присутствовать в диапазоне, составляющем приблизительно от 0,2% об. до 20% об. от объема композитного материала. Проводящие частицы предпочтительно присутствуют в диапазоне, составляющем приблизительно от 0,4% об. до 15% об. Более предпочтительно, проводящие частицы присутствуют в диапазоне, составляющем приблизительно от 0,8% об. до 10% об.
Согласно альтернативному варианту осуществления настоящего изобретения электропроводящие частицы могут присутствовать в количестве, составляющем приблизительно 10% об. от объема слоя полимерной смолы.
Очевидно, что предпочтительные диапазоны содержания электропроводящих частиц выражены в % об., поскольку вес частиц может сильно меняться из-за колебаний плотности.
Электропроводящие частицы могут быть использованы по отдельности или в любой соответствующей комбинации.
Без чрезмерной привязки к теории было установлено, что преимущества настоящего изобретения могут быть реализованы благодаря проводящим частицам (покрытым металлом или неметаллическим), действующим как электропроводящие соединения через толщину чередования (т.е. через слой полимерной смолы и между слоями волокнистого упрочнения), тем самым соединяя прослойки волокнистого упрочнения и улучшая электропроводность в направлении z. Верхний слой покрытого металлом углеродного волокна, включающий дополнительный смоляной компонент, в котором металл включает один или более металлов, выбранных из никеля, меди, золота, платины, палладия, индия и серебра, еще больше улучшает электропроводность в направлении z.
Было также установлено, что использование электропроводящих частиц, имеющих размеры, по существу равные толщине чередования, обеспечивает выгодную электропроводимость композитного материала (в плоскости z) при сравнительно низких уровнях нагрузки. Такие низкие уровни нагрузки электропроводящих частиц меньше уровней нагрузки, обычно необходимых для того, чтобы придать электропроводность самой полимерной смоле.
Поэтому электропроводящие частицы облегчают электропроводность, снижая объемное удельное сопротивление композитного материала.
Композитный материал может также включать углеродные наноматериалы. Углеродные наноматериалы могут быть выбраны из любых соответствующих углеродных нанотрубок и углеродных нановолокон.
Углеродные наноматериалы могут иметь диаметр, составляющий приблизительно от 10 до 500 нм, предпочтительно - приблизительно от 100 до 150 нм. Углеродные наноматериалы могут предпочтительно иметь длину, составляющую приблизительно от 1 до 10 мкм.
Углеродные наноматериалы могут обеспечить дополнительные электропроводящие пути через композитный материал (в плоскости z) посредством дополнительного соединения через чередование. Волокнистые усилители обычно наносят в виде слоев или прослоек, включающих ряд волокнистых прядей. Композитный материал обычно включает две прослойки из волокнистых упрочнителей, расположенных по обе стороны полимерного смоляного слоя. Наряду с обеспечением электропроводности в плоскостях х и у материала, прослойки играют роль поддерживающих слоев для структуры материала и по существу содержат полимерную смолу.
Волокнистое упрочнение препрега может быть выбрано из гибридных или смешанных волокнистых систем, включающих синтетические или натуральные волокна либо их комбинацию. Волокнистое упрочнение формируют из электропроводящих волокон, поэтому волокнистое упрочнение является электропроводящим.
Волокнистое упрочнение может быть обычно выбрано из любого соответствующего материала, такого как металлизированное стекло, углерод, графит, металлизированные полимерные волокна (с непрерывными или прерывистыми слоями металла), полимер которых может быть растворимым или нерастворимым в полимерной смоле. Может быть выбрана любая комбинация таких волокон. Могут быть также использованы смеси таких волокон с непроводящими волокнами (такими как стекловолокно).
Волокнистое упрочнение наиболее предпочтительно формируют по существу из углеродных волокон.
Волокнистое упрочнение может включать расщепленные (т.е. разорванные с натяжением) или селективно прерывистые волокна, или непрерывные волокна. Предполагается, что использование расщепленных или селективно прерывистых волокон способно облегчить сборку отвержденного композитного материала до полного отверждения согласно настоящему изобретению, а также улучшить его способность к формованию.
Волокнистое упрочнение может иметь вид тканых, не извитых, нетканых, однонаправленных или многоосных текстильных лент или жгутов.
Волокнистое упрочнение предпочтительно выбирают из простых, сатиновых или саржевых тканей. Не извитые и многоосные ткани могут иметь ряд прослоек и ориентаций волокон.
Такие виды и формы тканевого упрочнения хорошо известны в области композитного усиления и выпускаются для коммерческих целей рядом компаний, включая Hexcel Reinforcements of Villeurbanne, France.
Как полимерная смола препрега, так и дополнительный смоляной компонент предпочтительно независимо включают, по меньшей мере, одну термоосажденную или термопластичную смолу.
Термин “термоосажденная смола” включает любой соответствующий материал, представляющий собой пластмассу и обычно находящийся в жидком, порошковом или вязком виде до отверждения и предназначенный для формования в окончательном виде. Термоосажденная смола может представлять собой любую соответствующую термоосажденную смолу. После отверждения термоосажденная смола не может быть расплавлена и подвергнута повторному формованию. Соответствующие термоосажденные смолы, применимые в настоящем изобретении, включают, но не ограничиваются ими, смолы фенолформальдегида, карбамидоформальдегида, 1,3,5-триазин-2,4,6-триамина (меламин), бисмалеимида, эпоксидные смолы, сложноэфирные виниловые смолы, бензоксазиновые смолы, фенольные смолы, сложные полиэфиры, ненасыщенные сложные эфиры, сложноэфирные цианатные смолы или комбинацию любых двух или более их них.
Термоосажденную смолу предпочтительно выбирают из эпоксидных смол, сложноэфирных цианатных смол, бисмалеимида, сложного винилового эфира, бензоксазина и фенольных смол.
Термин “термопластичная смола” включает любой материал, который является пластичным или деформируемым, плавится до жидкого состояния при нагревании, замерзает до хрупкого твердого состояния и приобретает стеклообразное состояние при достаточном охлаждении. После формования и отверждения термопластичная смола может быть расплавлена и подвергнута повторному формованию. Соответствующие термоосажденные смолы, применимые в настоящем изобретении, включают любое из таких соединений, как полиэфирсульфон (PES), полиэфир-эфирсульфон (PEES), полифенилсульфон, полисульфон, простой полиэфир, полимеризуемые макроциклы (т.е. циклический бутилентерефталат), жидкие кристаллические полимеры, полиимид, полиэфиримид, арамид, полиамид, сложный полиэфир, поликетон, полиэфир-эфиркетон (PEEK), полиуретан, полимочевина, полиарилэфир, полиарилсульфиды, поликарбонаты, полифениленоксид (РРО) и модифицированный РРО или комбинация двух или более из них.
Полимерная эпоксисмола предпочтительно включает, по меньшей мере, одно из таких соединений, как простой диглицидиловый эфир бисфенола-А (ВРА) и простой диглицидиловый эфир бисфенола-F (BPF) и их производные; тетраглицидиловое производное 4,4'-диаминодифенилметана (TGDDM); триглицидиловое производное аминофенолов и другие простые глицидиловые эфиры и глицидиловые амины, хорошо известные в данной области техники.
Полимерную смолу применяют для волокнистого упрочнения. Волокнистый упрочнитель может быть полностью или частично импрегнирован полимерной смолой. Согласно альтернативному варианту осуществления настоящего изобретения полимерный слой может представлять собой отдельный слой, находящийся поблизости и в контакте с волокнистым усилителем, но не импрегнирующий по существу упомянутый волокнистый упрочнитель.
Дополнительный смоляной компонент, используемый для импрегнирования слоя углеродного волокна, может быть или не быть электропроводящим и может включать, по меньшей мере, одну термоосажденную или термопластичную смолу. Иллюстративные смолы включают, но не ограничиваются ими, все перечисленные выше соединения полимерных смол. Дополнительный смоляной компонент может представлять или не представлять собой полимерную смолу. Дополнительный смоляной компонент может также необязательно эффективно содержать электропроводящие частицы (покрытые металлом или неметаллические).
Композитный материал может включать, по меньшей мере, один отверждающий агент. Отверждающий агент может по существу присутствовать в полимерной смоле. Предполагается, что термин “по существу присутствующий” означает присутствие, по меньшей мере, около 90% отверждающего агента, как правило, около 95% отверждающего агента.
Согласно настоящему изобретению отверждающие агенты для эпоксидных смол должны облегчать отверждение эпокси-функциональных соединений согласно настоящему изобретению и, в частности, облегчать полимеризацию с раскрытием цикла таких эпоксисоединений. В соответствии с особенно предпочтительным вариантом осуществления такие отверждающие агенты включают соединения, полимеризующиеся с эпокси-функциональным соединением или соединениями при их полимеризации с раскрытием цикла. Отверждающие агенты обычно включают цианогуанидин, ароматические и алифатические амины, кислотные ангидриды, кислоты Льюиса, замещенные мочевины, имидазолы и гидразины.
Два или более таких отверждающих агентов могут быть использованы в комбинации.
Подходящие отверждающие агенты включают ангидриды, в частности, поликарбоновые ангидриды, такие как надиковый ангидрид (NA), метилнадиковый ангидрид, фталевый ангидрид, тетрагидрофталевый ангидрид, гексагидрофталевый ангидрид, метилтетрагидрофталевый ангидрид, метилгексагидрофталевый ангидрид, эндометилентетрагидрофталевый ангидрид или тримеллитовый ангидрид.
Дальнейшими подходящими отверждающими агентами являются амины, включая ароматические амины, такие как 1,3-диаминобензол, 1,4-диаминобензол, 4,4'-диаминодифенилметан, и полиаминосульфоны, такие как 4,4'-диаминодифенилсульфон (4,4'-DDS) и 3,3'- диаминодифенилсульфон (3,3'-DDS).
Подходящие отверждающие агенты могут также включать фенолформальдегидные смолы, такие как фенолформальдегидная смола, средний молекулярный вес которой составляет около 550-650, п-т-бутилфенолформальдегидная смола, средний молекулярный вес которой составляет около 600-700, и п-н-октилфенолформальдегидная смола, средний молекулярный вес которой составляет около 1200-1400.
Могут быть использованы и другие подходящие смолы, содержащие фенольные группы, такие как смолы на основе резорцина, и смолы, сформированные в результате катионной полимеризации, такие как дициклопентадиенфеноловые сополимеры. Следующие подходящие смолы представляют собой меламиноформальдегидные смолы и карбамидоформальдегидные смолы.
В настоящем изобретении в качестве отверждающих агентов могут быть использованы различные коммерчески доступные композиции. Одной из таких композиций является АН-154, состав типа дициандиамида, выпускаемый Ajinomoto USA Inc. Другие подходящие композиции включают Ancamid 1284, смесь 4,4'-метилендианилина и 1,3-бензолдиамина, выпускаемую Pacific Anchor Chemical, Performance Chemical Division, Air Products and Chemicals, Inc., Allentown, USA.
Отверждающий агент выбирают таким образом, чтобы он обеспечивал отверждение смоляного компонента композитного материала при объединении с ним при подходящих температурах. Количество отверждающего агента, необходимое для обеспечения адекватного отверждения смоляного компонента, меняется в зависимости от ряда факторов, включая вид отверждаемой смолы, желаемую температуру отверждения и продолжительность отверждения. Отверждающие агенты обычно включают цианогуанидин, ароматические и алифатические амины, кислотные ангидриды, кислоты Льюиса, замещенные мочевины, имидазолы и гидразины. Конкретное количество отверждающего агента, необходимое для каждого конкретного случая, может быть определено с помощью хорошо известных рутинных экспериментов.
Иллюстративные предпочтительные отверждающие агенты включают 4,4'-диаминодифенилсульфон (4,4'-DDS) и 3,3'- диаминодифенилсульфон (3,3'-DDS).
Отверждающий агент при его использовании может присутствовать в количестве, составляющем приблизительно от 45% вес. до 2% вес. от массы композитного материала. Отверждающий агент может предпочтительно присутствовать в количестве, составляющем приблизительно от 30% вес. до 5% вес. Более предпочтительно, отверждающий агент может присутствовать в количестве, составляющем приблизительно от 25% вес. до 5% вес.
Ускорители при их использовании обычно представляют собой уроны. Соответствующие ускорители, которые могут быть использованы по отдельности или в комбинации, включают N,N-диметил, N'-3,4-дихлорфенилмочевину (Diuron), N'-3-хлорфенилмочевину (Moneron) и, предпочтительно, N,N-(4-метил-м-фенилен бис[N,N'-диметилмочевину] (урон TDI).
Слой композитного материала и/или углеродного волокна может также включать дополнительные ингредиенты, такие как улучшающие рабочие характеристики или модифицирующие агенты. Улучшающие рабочие характеристики или модифицирующие агенты могут быть выбраны, только в качестве примера, из пластификаторов, упрочняющих агентов/частиц, дополнительных ускорителей, смол для оболочек сердцевин, антипиренов, смачивающих агентов, пигментов/красителей, мягчителей, поглотителей УФ, фунгицидных соединений, наполнителей, модификаторов вязкости/регуляторов потока, повышающих клейкость веществ, стабилизаторов, ингибиторов либо любого сочетания двух или более из них.
Упрочняющие агенты/частицы могут включать, только в качестве примера, любые из следующих соединений, по отдельности или в комбинации: полиамиды, сополиамиды, полиимиды, арамиды, поликетоны, полиэфирэфиркетоны, простые полиариленовые эфиры, сложные полиэфиры, полиуретаны, полисульфоны, углеводородные полимеры с высокими технологическими показателями, жидкокристаллические полимеры, ПТФЭ, эластомеры и сегментированные эластомеры.
Упрочняющие агенты/частицы при их использовании могут присутствовать в количестве, составляющем приблизительно от 45% вес. до 0% вес. от массы композитного материала. Они могут предпочтительно присутствовать в количестве, составляющем приблизительно от 25% вес. до 5% вес. Более предпочтительно, они могут присутствовать в количестве, составляющем приблизительно от 15% вес. до 10% вес.
Соответствующим упрочняющим агентом/частицей в качестве примера может служить Sumikaexcel 5003P, выпускаемый для коммерческих целей Sumitomo Chemicals of Tokyo, Japan. Альтернативой 5003Р являются Solvay polysulphone 105P и Solvay 104P, выпускаемые для коммерческих целей Solvay of Brussels, Belgium.
Соответствующие наполнители могут включать, всего лишь в качестве примера, любые из следующих соединений, по отдельности или в комбинации: диоксид кремния, оксид алюминия, диоксид титана, стекло, карбонат кальция и оксид кальция.
Соответствующие пигменты могут включать, только в качестве примера, диоксид титана. Это снижает требование к грунтовке и краске, тем самым еще больше усиливая преимущества композитного материала согласно настоящему изобретению в качестве материала, выдерживающего удар молнии с минимальным повреждением.
Композитный материал может включать дополнительную полимерную смолу, представляющую собой, по меньшей мере, одну описанную выше термоосажденную или термопластичную смолу.
Несмотря на желательность включения большей части электропроводящих частиц в полимерную смолу композитного материала, обычно распределение небольшого количества таких частиц в волокнистом упрочнителе не наносит вреда. Электропроводящие частицы могут быть соответствующим образом диспергированы в полимерной смоле препрега в результате традиционных операций смешивания или размешивания.
Смешанная смола, содержащая все необходимые добавки и электропроводящие частицы, может быть введена в препрег любым известным способом, например, так называемым лакированием, нанесением смоляной пленки, экструзией, напылением, печатью или иными известными способами.
В процессе лакирования все смоляные компоненты растворяют или диспергируют в растворителе, погружая волокнистый упрочнитель в растворитель, после чего растворитель удаляют при помощи тепла. В процессе нанесения смоляной пленки полимерную смолу отливают в виде непрерывной пленки из лака или горячего расплава смолы на подложку, обработанную антиадгезивом, после чего осуществляют контакт нанесенной пленки с волокнистым упрочнителем, в результате чего под воздействием тепла и давления смоляная пленка плавится и стекает в волокна. Может быть использовано большое количество пленок, и подобным образом может быть импрегнирована одна или обе стороны волокнистого слоя.
При получении препрега нанесением пленки или лака большая часть электропроводящих частиц фильтруется упрочняющими волокнами, таким образом, по существу предотвращая их проникновение в волокнистый упрочнитель, поскольку размер частиц больше чем расстояние между усиливающими волокнами. Другие способы, такие как напыление или печать, обеспечивают размещение электропроводящих частиц непосредственно на волокнистом усилителе и очень низкий уровень проникновения упомянутых частиц между волокнами.
При использовании покрытых металлом полых частиц может возникнуть необходимость использования мешалок с малыми сдвиговыми усилиями с целью уменьшения деформирующего действия, которому могут подвергнуться электропроводящие частицы в результате смешивания.
Препрег может иметь вид непрерывных лент, импрегнированных жгутов, тканей, сетей или нарезанных частей лент, импрегнированных жгутов, тканей или сетей. Препрег может также выполнять функцию адгезива или покрывающей поверхность пленки, а также дополнительно содержать включенные в него носители в различных видах, как тканые, вязаные и нетканые.
Препрегам, сформулированным согласно настоящему изобретению, может быть придан конечный вид с помощью любых известных способов, например, ручная сборка, автоматическая сборка ленты (ATL), автоматическое размещение волокна, упаковка в вакуумные мешки, отверждение в автоклаве, отверждение вне автоклава, обработка с помощью жидкости, обработка с помощью давления, согласованная обработка в форме, простое отверждение под давлением, отверждение в пресс-клаве или прессование непрерывной полосы.
Согласно одному варианту осуществления настоящего изобретения композитный материал может включать одинарную прослойку из электропроводящего волокнистого упрочнителя, нанесенного на одну сторону полимерного смоляного слоя, включающего электропроводящие частицы. Композитный материал может быть изготовлен в виде одинарной прослойки, а затем сформирован в виде нескольких слоев, образуя чередующуюся структуру в результате сборки. Поэтому чередующуюся структуру формируют во время сборки, получая конфигурацию волокно-смола-волокно.
Следовательно, композитный материал может включать один препрег. В качестве альтернативы, композитный материал может включать несколько препрегов.
Толщина слоя полимерной смолы препрега предпочтительно составляет приблизительно от 1 мкм до 100 мкм, более предпочтительно - приблизительно от 1 мкм до 50 мкм, а еще более предпочтительно - приблизительно от 5 мкм до 50 мкм.
Могут быть использованы несколько слоев электропроводящего композитного материала. Таким образом, в качестве примера, может быть получен комплект, включающий 12 прослоек из стандартных композитных материалов и 4 прослойки из композитных материалов, содержащих электропроводящие частицы согласно настоящему изобретению, таким образом, усиливая электропроводность конечного комплекта. В качестве дальнейшего примера может быть получен ламинатный комплект, включающий 12 прослоек из стандартных композитных материалов, и композитный материал, содержащий электропроводящие частицы без упрочнителя из углеродных волокон. При использовании композитного материала согласно настоящему изобретению электроизолирующий слой может быть необязательно размещен между прослойками из углеродных волокон и смоляной поверхностью. Например, в качестве изолирующего слоя может быть использован усиленный стеклом волокнистый слой. Подразумевается, что существует множество возможных комплектов, поэтому описанные здесь комплекты служат только в качестве примера.
Дальнейшее преимущество заключается в том, что композитный материал согласно настоящему изобретению, до его полного отверждения, является совершенно гибким и подходит для процессов автоматической сборки ленты, находящих все более широкое применение в изготовлении больших композитных структур в авиационно-космической промышленности.
Композитный материал согласно настоящему изобретению может быть полностью или частично отвержден с использованием любой подходящей температуры, давления и времени, известных в данной области техники.
Композитный материал может быть отвержден при помощи способа, выбранного из видимого УФ-излучения, микроволнового излучения, электронного луча, гамма-излучения либо иного соответствующего теплового или не теплового излучения.
Таким образом, согласно четвертому аспекту настоящего изобретения разработан способ получения отвержденного композитного материала, включающий стадии, описанные во втором аспекте, а затем отверждения композитного материала.
Стадия отверждения согласно четвертому аспекту может включать использование любого известного способа. Особенно предпочтительными являются описанные здесь способы отверждения.
Таким образом, разработан отвержденный композитный материал, включающий композитный материал согласно первому аспекту настоящего изобретения, в котором композитный материал отверждают.
При отверждении композитного материала дополнительный смоляной компонент в слое из покрытых металлом углеродных волокон также одновременно отверждают.
Несмотря на то, что большая часть последующего описания сконцентрирована на защите от ударов молний, очевидно, что существует множество потенциальных видов применения композитного материала, имеющего пониженное объемное удельное сопротивление и высокую электропроводность. Таким образом, уровень электропроводности, обеспечиваемый настоящим изобретением, делает получаемые композитные материалы пригодными для использования при электромагнитном экранировании, электростатической защите, изменении направления тока и других видов использования, требующих улучшенной электропроводности.
Несмотря на то что большая часть описаний касается деталей для авиационно-космической промышленности, настоящее изобретение может быть использовано при ударах молний и иных проблемах с электричеством в воздушных турбинах, зданиях, морских судах, поездах, автомобилях и других нужных областях.
Предполагается, что при использовании для деталей авиационно-космического назначения настоящее изобретение может быть использовано для первичных конструкций (т.е. деталей конструкции, которые являются важными для сохранения целостности самолета), а также для вторичных конструкций.
Таким образом, разработан способ изготовления детали авиационно-космического назначения, сформированной из отвержденного композитного материала, включающий следующие стадии:
- получение отвержденного композитного материала согласно способу, описанному в четвертом аспекте; и
- использование отвержденного композитного материала для получения детали авиационно-космического назначения любым способом.
В соответствии с дальнейшим аспектом настоящего изобретения разработана деталь авиационно-космического назначения, содержащая отвержденный композитный материал согласно настоящему изобретению.
Все описанные здесь отличительные признаки могут быть использованы в любом из вышеописанных аспектов в любой комбинации.
С целью облегчения понимания настоящего изобретения далее сделаны ссылки, только в качестве примера и для иллюстрации, на следующее описание и прилагаемые чертежи, на которых:
Фигура 1 представляет собой фотографию верхней поверхности поврежденной панели чередующейся системы (сравнительный пример 1) после имитации удара молнии.
Фигура 2 представляет собой фотографию нижней поверхности поврежденной панели чередующейся системы (сравнительный пример 2) после имитации удара молнии.
Фигура 3 представляет собой фотографию верхней поверхности поврежденной панели чередующейся системы, содержащей покрытые серебром полые стеклянные сферы (сравнительный пример 2) после имитации удара молнии.
Фигура 4 представляет собой фотографию верхней поверхности поврежденной панели чередующейся системы, содержащей покрытые серебром полые стеклянные сферы с “вуалью” из меди-никеля, 34 г/м2 (пример 3), согласно настоящему изобретению после имитации удара молнии.
Фигура 5 представляет собой изображение ультразвукового С-сканирования поврежденной панели чередующейся системы после имитации удара молнии (сравнительный пример 1); глубина повреждения: 1-6 прослоек, площадь повреждения: 56000 мм2.
Фигура 6 представляет собой изображение ультразвукового С-сканирования поврежденной панели чередующейся системы, содержащей покрытые серебром полые стеклянные сферы (сравнительный пример 2); глубина повреждения: 1-3 прослойки, площадь повреждения: 34000 мм2.
Фигура 7 представляет собой изображение ультразвукового С-сканирования поврежденной панели чередующейся системы, содержащей покрытые серебром полые стеклянные сферы с “вуалью” из меди-никеля (пример 3), согласно настоящему изобретению; глубина повреждения: 1-2 прослойки, площадь повреждения: 21000 мм2.
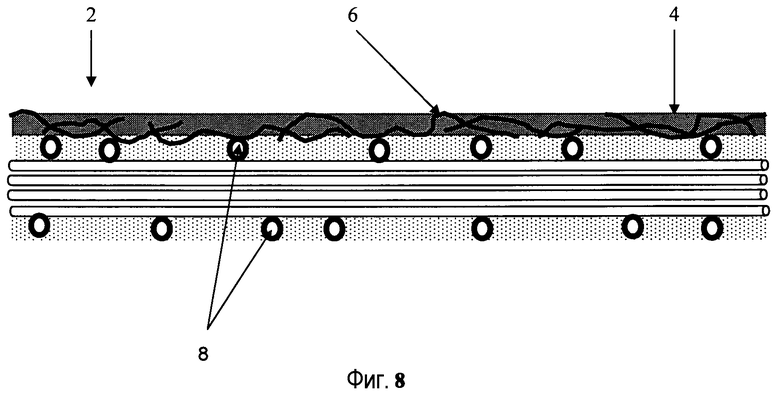
Фигура 8 показывает комплект препрега, имеющий покрытый металлом волокнистый поверхностный слой, составляющий единое целое с электропроводящим препрегом и содержащий покрытые металлом частицы. Другой твердый материал не показан (например, термопластичные частицы в смоле препрега).
Фигура 9 показывает комплект препрега, имеющий несколько слоев электропроводящего препрега и поверхностный слой, включающий волокнистый слой с покрытием. Смола I может быть такой же, как смола II или отличной от нее.
На фигуре 8 показан комплект 2 препрега, имеющий поверхностный слой 4, включающий покрытые металлом частицы 6, составляющий единое целое с электропроводящим препрегом и содержащий покрытые металлом электропроводящие частицы 8. На фигуре не показан другой твердый материал, такой как термопластичные частицы в смоле препрега.
Фигура 9 показывает другой комплект 10 препрега, имеющий несколько слоев электропроводящего препрега с полимерной смолой 2 (смола I) и электропроводящими упрочнителями 14 из углеродного волокна, и поверхностный слой, включающий смолу 4 (смола II), и покрытый металлом волокнистый слой 6. Смола I может быть такой же, как смола II, либо они могут представлять собой различные смолы.
Экспериментальная часть
В следующих примерах термин “углеродный композит” относится к базовой смоле матрицы в присутствии усиливающих углеродных волокон, используемых для изготовления препрега. HexPly M21 представляет собой чередующийся препрег из эпоксидной смолы, выпускаемый Hexcel Composites, Duxford, Cambridge, United Kingdom.
Сравнительный пример 1 (углеродный композит)
Смолу М21 получают при помощи смесителя Winkworth (смеситель с Z-образным лезвием), а затем наносят в виде пленки на силиконовую антиадгезионную бумагу. Полученную пленку из смолы затем импрегнируют на однонаправленное углеродное волокно промежуточного модуля при помощи пилотной машины UD для предварительного импрегнирования, получая препрег с поверхностной массой, равной 190 г/м2 при содержании 35% вес. смолы. Получают два шестислойных препрега (сборка 0/90), размер которых составляет приблизительно 60×60 см, и подвергают их отверждению на вакуумном столе под давлением 7 бар при 177°С в течение 2 часов.
Панели испытывают до зоны 1А; поверхности самолета, наиболее уязвимые для действия первоначальной вспышки молнии (вход или выход) с низкой вероятностью удержания вспышки, например, обтекателями и направляющими краями. Зона 1А также включает участки с прикрепленными направляющими лидерами. Испытание зоны 1А включает три компонента формы волны: компонент А сильного тока (2×106 А, <500 мкс), компонент B промежуточного тока (в среднем 2 кA, <5 мкс) и компонент С продолжающегося тока (200°С, <1 с). Обе поверхности панелей были обработаны абразивным инструментом вокруг краев, для того чтобы обеспечить хорошее соединение с наружной рамой. Зона 1А относится ко всем участкам поверхностей самолета, на которых ожидается первый возвратный удар во время действия канала для молнии с низкой вероятностью удержания вспышки.
Электрод соединен с панелью тонкой медной проволокой. Медная проволока обеспечивает путь для тока и испаряется при испытании. Она необходима, поскольку генерируемое напряжение является недостаточным для пробивания воздуха.
Как видно из таблицы 1 и фигур 1, 2 и 5, чередующаяся система, не защищенная от молнии, существенно повреждена в результате имитации удара зоны 1А. Повреждение проходит через всю систему, и было бы катастрофическим в том случае, если бы оно произошло во время действительного удара.
Сравнительный пример 2 (углеродный композит)
Смолу М21, модифицированную покрытыми серебром стеклянными сферами (2% об., 3,5% вес. смолы), получают при помощи смесителя Winkworth (смеситель с Z-образным лезвием), а затем наносят в виде пленки на силиконовую антиадгезионную бумагу. Полученную пленку из смолы затем импрегнируют на однонаправленное углеродное волокно промежуточного модуля при помощи пилотной машины UD для предварительного импрегнирования, получая препрег с поверхностной массой, равной 190 г/м2 при содержании 35% вес. смолы. Получают два шестислойных препрега (сборка 0/90), размер которых составляет приблизительно 60×60 см, и подвергают их отверждению на вакуумном столе под давлением 7 бар при 177°С в течение 2 часов.
Панели испытывают до зоны 1А, как и в сравнительном примере 1.
Введение электропроводящих частиц в чередующуюся систему сильно уменьшило площадь повреждения от удара в зону 1А. Таблица 1 и фигуры 3 и 6 показывают, что глубина повреждения уменьшилась наполовину до верхних трех прослоек, а площадь повреждения уменьшилась на 39%, что подтверждает преимущество введения электропроводящих частиц, соединяющих богатое смолой чередование.
Пример 3 (углеродный композит)
Смолу М21, модифицированную покрытыми серебром стеклянными сферами (2% об., 3,5% вес. смолы), получают при помощи смесителя Winkworth (смеситель с Z-образным лезвием), а затем наносят в виде пленки на силиконовую антиадгезионную бумагу. Полученную пленку из смолы затем импрегнируют на однонаправленное углеродное волокно промежуточного модуля при помощи пилотной машины UD для предварительного импрегнирования, получая препрег с поверхностной массой, равной 190 г/м2 при содержании 35% вес. смолы. Получают два шестислойных препрега (сборка 0/90), размер которых составляет приблизительно 60×60 см. На верхнюю прослойку набора накладывают вуаль из Cu-Ni-C (34 г/м2), выпускаемую Technical Fibre Products, которая была импрегнирована пленкой из смолы М21 (25 г/м2). Панели отверждают на вакуумном столе под давлением 7 бар при 177°С в течение 2 часов.
Панели испытывают до зоны 1А, как и в сравнительном примере 1.
Таблица 1 и фигуры 4 и 7 показывают, что добавление прослойки из вуали, состоящей из Cu-Ni-C, в сочетании с покрытыми серебром стеклянными шариками еще больше уменьшает площадь повреждения и глубину повреждения до верхних двух прослоек после имитации удара молнии в зону 1А.
тание
Сзади: расслоение на площади 420×180 мм, дыра сквозь панель
Сзади: расслоение на площади 420×230 мм, дыра сквозь панель
Сзади: отсутствие видимых повреждений
Сзади: отсутствие видимых повреждений
Сзади: отсутствие видимых повреждений
Сзади: отсутствие видимых повреждений
При отсутствии иных указаний в данном описании и упоминаемых методах и методиках испытаний все описанные испытания проводят, а физические свойства определяют при атмосферном давлении и комнатной температуре (т.е. 20°С).
Поверхностное сопротивление является мерой сопротивления тонких пленок, имеющих равномерную толщину. Поверхностное сопротивление измеряют в Омах на квадрат (Ом/кв.), и оно является эквивалентом сопротивления двухмерных систем. Поэтому данный термин означает меру сопротивления тока, проходящего вдоль поверхности, а не через материал, которое выражается как объемное удельное сопротивление. Поверхностное сопротивление также называют удельным поверхностным сопротивлением слоя.
Подразумевается, что настоящее изобретение не ограничивается подробностями приведенных выше вариантов осуществления, описанных только в качестве примера; допускаются различные отклонения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТЕРИАЛ ПРЕПРЕГА, СПОСОБНЫЙ ОБЕСПЕЧИВАТЬ ЗАЩИТУ ОТ УДАРА МОЛНИИ И СТОЙКОСТЬ К ПРОЖОГУ | 2016 |
|
RU2724263C2 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ | 2013 |
|
RU2631299C2 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ С ЭЛЕКТРОПРОВОДНОСТЬЮ И УСТОЙЧИВОСТЬЮ К РАССЛОЕНИЮ | 2014 |
|
RU2678043C1 |
| ПРОВОДЯЩАЯ КОМПОЗИТНАЯ СТРУКТУРА ИЛИ ЛАМИНАТ | 2012 |
|
RU2621760C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНАТНЫХ МАТЕРИАЛОВ | 2011 |
|
RU2556658C2 |
| ПРОВОДЯЩИЙ ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ ДЛЯ КОМПОЗИТНЫХ СТРУКТУР | 2013 |
|
RU2605131C1 |
| УЛУЧШЕНИЯ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2632454C2 |
| УЛУЧШЕНИЕ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2011 |
|
RU2533148C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОПРОВОДЯЩИХ ИЗДЕЛИЙ ИЗ ВОЛОКНИСТОГО КОМПОЗИТНОГО МАТЕРИАЛА | 2017 |
|
RU2654043C1 |
| УСОВЕРШЕНСТВОВАННЫЕ КОМПОЗИТНЫЕ МАТЕРИАЛЫ | 2010 |
|
RU2550897C2 |







Изобретение относится к композитным материалам и касается композитных усовершенствованных материалов. Композитный материал включает препрег, который, в свою очередь, включает, по меньшей мере, два слоя электропроводящего волокнистого упрочнителя и слой полимерной смолы, расположенный между этими слоями, электропроводящие частицы, диспергированные в полимерной смоле; и верхний слой из покрытого металлом углеродного волокна, включающий дополнительный смоляной компонент, в котором металл представляет собой один или более металлов, выбранных из никеля, меди, золота, платины, палладия, индия и серебра. Изобретение обеспечивает создание композитных материалов, обладающих улучшенной электропроводностью, без ухудшения механических характеристик материала. 6 н. и 23 з.п. ф-лы, 9 ил., 1 табл.
1. Композитный материал, включающий:
i) препрег, включающий, по меньшей мере, два слоя электропроводящего волокнистого упрочнителя и слой полимерной смолы, расположенный между указанными волокнистыми слоями, указанный слой полимерной смолы содержит полимерную смолу и имеет некоторую толщину;
ii) электропроводящие частицы, диспергированные в полимерной смоле, причем, по меньшей мере, одни из указанных электропроводящих частиц имеют размер, по существу равный толщине слоя полимерной смолы для обеспечения электропроводности через слой полимерной смолы, соединяющий вместе два волокнистых слоя; и
iii) верхний слой из покрытого металлом углеродного волокна, включающий дополнительный смоляной компонент, в котором металл представляет собой один или более металлов, выбранных из никеля, меди, золота, платины, палладия, индия и серебра.
2. Композитный материал по п.1, в котором углеродное волокно покрыто никелем в комбинации с одним или более металлами, выбранными из меди, золота, платины, палладия, индия и серебра.
3. Композитный материал по п.2, в котором углеродное волокно покрыто никелем в комбинации с медью.
4. Композитный материал по п.1, в котором углеродное волокно включает нетканое углеродное волокно.
5. Композитный материал по п.1, в котором указанная полимерная смола и/или дополнительный смоляной компонент независимо друг от друга включают, по меньшей мере, одну термоосажденную или термопластичную смолу, при этом полимерная смола и дополнительный смоляной компонент могут быть одинаковыми или различными.
6. Композитный материал по п.1, в котором электропроводящие частицы включают покрытые металлом электропроводящие частицы или неметаллические электропроводящие частицы.
7. Композитный материал по п.6, в котором покрытые металлом электропроводящие частицы содержат центральные частицы сердцевины, по существу покрытые металлом.
8. Композитный материал по п.6 или 7, в котором металлы, подходящие для покрытия центральных частиц, включают серебро, золото, никель, медь, олово, алюминий, платину или палладий.
9. Композитный материал по п.6, в котором для нанесения покрытия на центральные частицы используют несколько слоев металлических покрытий.
10. Композитный материал по п.6, в котором отношение ширины к толщине покрытых металлом электропроводящих частиц составляет <100.
11. Композитный материал по п.6, в котором около 90% покрытых металлом электропроводящих частиц и/или неметаллических электропроводящих частиц имеют размер, составляющий от приблизительно 0,3 мкм до приблизительно 100 мкм.
12. Композитный материал по п.7, в котором частицы сердцевины выбирают из полимера, резины, керамики, стекла, минерала или огнеупорного материала.
13. Композитный материал по п.12, в котором центральные частицы являются пористыми, полыми или имеют сердцевинно-оболочечную структуру.
14. Композитный материал по п.6, в котором электрическое сопротивление металлического покрытия составляет менее 3×10-5 Ом·м.
15. Композитный материал по п.6, в котором неметаллические проводящие частицы выбраны из графитовых чешуек, графитовых порошков, графитовых частиц, графеновых листов, фуллеренов, углеродной сажи, собственно проводящих полимеров, комплексов с переносом заряда или любой их комбинации.
16. Композитный материал по п.1, где композитный материал дополнительно включает углеродные наноматериалы.
17. Композитный материал по п.16, в котором углеродные наноматериалы выбраны из углеродных нановолокон, углеродных нанотрубок или их комбинации.
18. Композитный материал по п.1, в котором электропроводящие частицы присутствуют в интервале от приблизительно 0,4 об.% до приблизительно 15 об.% от объема композитного материала.
19. Композитный материал по п.1, в котором волокнистый упрочнитель выбран из гибридных или смешанных волокнистых систем, включающих синтетические или натуральные волокна либо их комбинацию.
20. Композитный материал по п.19, в котором волокнистый упрочнитель выбран из металлизированного стекла, углерода, графита или металлизированных полимерных волокон.
21. Композитный материал по п.1, где композитный материал включает, по меньшей мере, один отверждающий агент.
22. Композитный материал по п.21, в котором отверждающий агент представляет собой 4,4'-диаминодифенилсульфон (4,4'-DDS) или 3,3'-диаминодифенилсульфон (3,3'-DDS).
23. Композитный материал по п.1, где композитный материал включает дополнительные ингредиенты, выбранные из пластификаторов, упрочняющих агентов/частиц, дополнительных ускорителей, смол для оболочек сердцевин, антипиренов, смачивающих агентов, пигментов/красителей, мягчителей, поглотителей УФ, фунгицидных соединений, наполнителей, модификаторов вязкости/регуляторов потока, повышающих клейкость веществ, стабилизаторов, ингибиторов либо сочетания любых двух или более из них.
24. Композитный материал по п.23, в котором упрочняющие агенты/частицы могут включать любые из следующих соединений, по отдельности или в комбинации: полиамиды, сополиамиды, полиимиды, арамиды, поликетоны, полиэфирэфиркетоны, простые полиариленовые эфиры, сложные полиэфиры, полиуретаны, полисульфоны, углеводородные полимеры с высокими технологическими показателями, жидкокристаллические полимеры, ПТФЭ, эластомеры и сегментированные эластомеры.
25. Способ получения композитного материала, включающий:
i) получение препрега, включающего, по меньшей мере, одну полимерную смолу и, по меньшей мере, один электропроводящий, волокнистый упрочнитель;
ii) диспергирование электропроводящих частиц в полимерной смоле; и
iii) нанесение верхнего слоя из покрытого металлом углеродного волокна, включающего дополнительный смоляной компонент, в котором металл включает один или более металлов, выбранных из никеля, меди, золота, платины, палладия, индия и серебра.
26. Способ получения отвержденного композитного материала, включающий стадии (i) - (iii) по п.25 и последующее отверждение композитного материала.
27. Отвержденный композитный материал, содержащий композитный материал по любому из пп. 1-24, где композитный материал подвергают отверждению.
28. Деталь авиационно-космического назначения, включающая отвержденный композитный материал по п.27.
29. Способ получения детали авиационно-космического назначения, сформированной из отвержденного композитного материала, включающий следующие стадии:
- получение отвержденного композитного материала согласно способу по п.26; и
- использование отвержденного композитного материала для получения детали авиационно-космического назначения.
| Способ получения кинокадров с изображением перемещающихся светлых штрихов на темном фоне | 1951 |
|
SU139193A1 |
| FR 2877001 A1, 28.04.2006 | |||
| WO 9951494 A1, 14.10.1999 | |||
| АЭРОДИНАМИЧЕСКАЯ ПОВЕРХНОСТЬ САМОЛЕТА | 1992 |
|
RU2032278C1 |
| МНОГОСЛОЙНОЕ МОЛНИЕЗАЩИТНОЕ ПОКРЫТИЕ | 2003 |
|
RU2263581C2 |

