Настоящее изобретение относится к препрегам и композитным материалам и, в частности, касается увеличения электропроводности армированных волокном композитных материалов. Кроме того, в настоящем изобретении предлагаются составы смол, пригодных для производства препрегов.
Композитные материалы, по сравнению с традиционными конструкционными материалами, обладают подробно описанными в научной литературе преимуществами и, в частности, обеспечивают превосходные механические свойства веществам, имеющим очень низкую плотность. В результате использование подобных материалов становится все более распространенным, и области их применения простираются от "промышленных" применений до обладающих высокими эксплуатационными характеристиками аэрокосмических компонентов, в том числе для изготовления фюзеляжей воздушных судов.
Препреги, содержащие пропитанные смолой, например, эпоксидной смолой, ориентированные волокна, широко используются в производстве подобных композитных материалов. Обычно несколько слоев подобных препрегов укладывают нужным образом и полученный слоистый материал отверждают, как правило, под воздействием повышенных температур, получая отвержденный композитный ламинат. Термин препрег используют для описания волокон и тканей, пропитанных смолой в неотвержденном или частично затвердевшем состоянии и готовых для отверждения. Волокна могут быть в виде нитей или жгутов волокон, и жгут обычно содержит множество тонких нитей, при этом волокнистые материалы могут представлять собой углеродное волокно, стекловолокно или арамид, и настоящее изобретение касается, в частности, углеродного волокна. Химический состав используемых в препрегах смол зависит от требуемых свойств отвержденного армированного вещества, а также от предполагаемого применения отвержденного вещества. Препреги, как правило, получают путем нанесения жидкой смолы на движущийся слой волокнистого вещества и прижимания жидкой смолы к волокнистому веществу, при этом одновременно на поверхности волокнистого вещества образуется слой смолы. Полимерную композицию можно наносить на одну или обе стороны слоя волокнистого вещества. Термин "промежуточный слой" используется здесь для описания слоя смолы между двумя слоями волокон.
Композитные материалы - это термин, который используют для описания отвержденных препрегов, т.е. когда смола уже отверждена, и композитные материалы часто состоят из слоистого вещества, составленного из множества предварительно пропитанных слоев, которые размещены друг на друге. Это приводит к образованию слоистой структуры ориентированных волокон, разделенных прослойками синтетической смолы или промежуточными слоями синтетической смолы. Прослойки, как правило, представляют собой отвержденные эпоксидные смолы, которые являются плохими проводниками электричества. Хотя волокна, в частности углеродные волокна, обладают некоторой электропроводностью, наличие вставок-прослоек означает, что проводимость проявляется только в плоскости ламинированного материала. Электропроводность в направлении, ортогональном к поверхности слоистого вещества, так называемом "Z" направлении, является низкой.
Указанное отсутствие проводимости в "Z" направлении делает слоистые композиты уязвимыми по отношению к воздействию вредных электромагнитных факторов, таких как разряды молний. Удар молнии может привести к повреждению композитного материала, которое может быть весьма обширным и может оказаться катастрофическим, если повреждение возникает в конструкции летательного аппарата в полете. Таким образом, указанная уязвимость представляет собой особую проблему для аэрокосмических конструкций, в частности конструкций воздушных судов, изготовленных из композитных материалов.
Кроме того, композиты, которые предполагается использовать в аэрокосмических применениях, должны соответствовать жестким стандартам, касающимся механических свойств. Таким образом, любые улучшения в проводимости не должны отрицательно влиять на требуемые механические свойства.
Был предложен широкий спектр методик и способов, с целью обеспечить защиту подобных композитных материалов от разряда молний. Было высказано много предложений, включающих добавление проводящих элементов, но за счет увеличения веса композитного материала.
Было внесено множество предложений по использованию электропроводящих частиц, включая частицы углерода, с тем, чтобы увеличить электропроводность армированных волокном композитов. Например, WO 2011/027160; WO 2011/114140 и WO 2010/150022 все касаются увеличения электропроводности армированных углеродным волокном композитов, таких как армированные углеродным волокном эпоксидные смолы. Они, в частности, касаются увеличения электропроводности в "Z" направлении и в них раскрывается, что проводящие частицы, такие как частицы углерода, могут быть включены в термореактивную смолу для увеличения проводимости. Кроме того, предполагается включать частицы термопластичных материалов, которые нерастворимы в термореактивной смоле, таких как полиамиды, с тем, чтобы улучшить ударную прочность композита, включающего отвержденный препрег. Указанные ссылки также включают термопластичный полимер, который растворим в термореактивной смоле, с тем, чтобы повысить текучесть смолы в процессе обработки. Примеры растворимых термопластичных смол, которые могут быть использованы, включают полиэфирсульфоны и полиамидоимиды.
Было предложено включать проводящие частицы в прослойку синтетической смолы, как описано в патенте России 2263581, в котором в прослойке смолы используют твердые фуллеритовые частицы углерода с тем, чтобы обеспечить защиту от молнии открытых частей летательных аппаратов. В WO 2008/056123 и WO 2011/027160 также предлагаются проводящие частицы в прослойках, с целью улучшения проводимости в "Z" направлении. В WO 2008/056123 используют частицы металла, а в WO 2011/027160 использует жесткие стекловидные частицы углерода в количестве от 0,3 до 2,0% масс. в пересчете на общую массу синтетической смолы в препреге.
В патенте США 7931958 В2 в композите на основе препрега используют как проводящие частицы, так и термопластичные частицы смолы в промежуточном слое. Проводящие частицы используются для увеличения проводимости в "Z" направлении, а частицы термопластичной смолы выполняют хорошо известную функцию повышения ударной вязкости отвержденного композита. Указанные известные проводящие частицы представляют собой дорогостоящие и узкоспециализированные вещества. Они могут представлять собой частицы или волокна, имеющие термопластичное ядро, покрытое проводящим веществом или проводящими частицами, такими как частицы углерода; примерами являются Bellpearl C-600, C-800, C-2000, получаемые из фенольных смол или из Nicabeads ICB, PC и MC (производятся компанией Nippon Carbon Co. Ltd.), которые представляют собой твердые углеродные частицы, полученные путем карбонизации и нанесения полимерного покрытия на поверхность. Кроме того, с этой целью были использованы обычные частицы металла или проводящие частицы с металлическим покрытием. Однако было обнаружено, что введение металла в препреги нежелательно вследствие возможного проявления коррозионных эффектов, возникновения взрывоопасных ситуаций и вследствие различия в коэффициенте теплового расширения материалов.
Согласно патенту США 7931958 В2, общее количество термопластичного вещества и проводящих частиц должно быть 20% масс. или меньше по отношению к препрегу, а отношение массы термопластической частицы к проводящей частице составляет от 1 до 1000. Частицы, преимущественно, имеют размер не более 150 мкм, предпочтительно, имеют размер от 5 до 30 мкм. Там, где в примерах использования частиц углерода применяют 0,4 частей Bellpearl C-2000 вместе с 19,6 частями модифицированных эпоксидной смолой частиц нейлона на 100 частей системы термореактивной эпоксидной смолы, отношение 49,0 обеспечивает объемное сопротивление в направлении "Z", равное 28×103 Ω⋅см.
Альтернативный способ увеличения проводимости в "Z" направлении композитов на основе отвержденных препрегов описан в публикациях РСТ WO 2010/150022 и WO 2011/114140, где поверхность углеродных волокон дробится в процессе производства препрега. Например, перед пропиткой синтетической смолой жгут волокон можно пропустить над валками с абразивной поверхностью. Указанная обработка образует утолщения или вызывает разрушение фибрилл на поверхности жгутов волокон, которые проникают в прослойку, когда синтетическую смолу наносят на волокна, и может привести к контактированию утолщений, образованных в следующем слое волокна. Указанное приводит к образованию электропроводящего пути через промежуточный слой и, таким образом, улучшает электропроводность в "Z" направлении.
Сохраняется потребность в дальнейшем увеличении электропроводности в "Z" направлении композитов, полученных из препрегов, при сохранении или повышении механических свойств композита. В соответствии с настоящим изобретением, предлагается препрег, формовочная масса, композит, его применение и композиция синтетической смолы, пригодная для приготовления препрегов, как определено в любом из пунктов прилагаемой формулы изобретения.
Авторы настоящего изобретения обнаружили, что графит в картофелеобразной форме (PSG) наиболее пригоден для повышения электропроводности армированного волокнами композита, в частности, композита, армированного углеродным волокном.
Термин "картофелеобразный графит" используют в данном описании для обозначения графита, подвергнутого обработке, с целью увеличения пористости или сфероидальности частиц графита. Способ может быть осуществлен для природного (например, кристаллического графита) или искусственного графита (например, синтетического графита с высокой степенью кристалличности). Перед обработкой графит обычно представляет собой чешуйчатый (или пластиноподобный) или пластинчатый графит, имеющий относительно высокую степень кристалличности. Графит обрабатывают путем помола, вальцевания, измельчения, сжатия, деформирования и т.д. с тем, чтобы согнуть, сложить, сформовать, придать чешуйкам приблизительно сферическую форму. Указанный процесс может усилить изотропные свойства графита, по сравнению с более анизотропной чешуйчатой формой графита. Частицы графита картофелеобразной формы могут иметь покрытие или не иметь покрытие. Они могут быть покрыты вакуумным напылением, с помощью которого обычно наносят высокопроводящий слой углерода. Частицы PSG могут иметь планарную кристаллическую структуру, а слой химически осажденного из паровой фазы углерода наносят поверх него в виде покрытия аморфного углерода. Покрытие углерода может снизить удельное сопротивление PSG. Частицы PSG могут быть также покрыты с помощью других способов нанесения покрытий, известных в данной области техники, например, путем металлизации или напыления. Они могут быть покрыты углеродом в любой из его форм, или покрыты металлами или полимерами. Термин "графит в картофелеобразной форме" принят в данной области техники, как видно из следующих примеров: High-Purity Graphite Powders for High Performance, by Giovanni Juri, Henri-Albert Wilhelm and Jean L'Heureux, Timcal Ltd. Switzerland, 2007 и Graphite: High-tech Supply Sharpens Up, Penny Crossley, industrial Minerals, 2000.
Термин "графит в картофелеобразной форме" также используют в данном описании для обозначения графита, имеющего форму, которую, как правило, получают по указанному выше способу (независимо от того, получен ли он подобным способом, получен в другом процессе или процессах, встречается в природе и т.д.). "Графит в картофелеобразной форме" обычно имеет форму, которая меняется от формы, похожей на картофель, до практически сферической формы. "Графит в картофелеобразной форме", как правило, имеет удлиненную, продолговатую и т.д. форму и может включать графит, имеющий эллипсоидную форму, яйцевидную форму, прямоугольную форму, форму сжатого сфероида и т.д. Как "графит картофелеобразной формы" в целом, так и отдельные частицы "графита картофелеобразной формы" не обязательно имеют одинаковую форму и не обязательно имеют симметричную форму. Предполагается, что в данном описании термин "картофель в форме графита" охватывает графит, полученный описанным выше способом, и графит, имеющий форму, которая поясняется в данном абзаце.
Как правило, PSG обладает, по крайней мере, одним из следующих двух отличительных признаков: насыпной плотностью в диапазоне от 0,3 до 1,5, предпочтительно, в диапазоне от 0,5 до 1,4, наиболее предпочтительно, от 1 до 1,3 г/куб. см, если ее измеряют в соответствии со способом, который связан с прибором, выпускаемым под названием Logan Instrument Corp. Model Tap-2. Он также имеет дисперсию распределения гранулометрического состава, измеренную в соответствии со способом, который связан с анализатором частиц, выпускаемым под названием MicroTAC Модель X100 Particle Analyzer, таким образом, что коэффициент распределения D90/D10 изменяется в диапазоне от 2 до 5, а частицы имеют размер в диапазоне от 1 мкм до 50 мкм, предпочтительно, таким образом, что коэффициент распределения D90/D10 изменяется в диапазоне от 2,2 до 4,2, а частицы имеют размер в диапазоне от 2 мкм до 30 мкм, или представляет собой комбинацию указанных диапазонов.
Авторы настоящего изобретения обнаружили, что имеющие покрытые частицы PSG, которые поставляются компанией Nippon Power Graphite Company из Японии, имеющие средний размер в диапазоне от 10 до 20 мкм, предпочтительно, 15 мкм, наиболее подходят для повышения электропроводности препрега. У имеющего покрытие PSG обычно более твердая поверхность, чем у PSG без покрытия, и более низкая удельная проводимость, при этом удельное сопротивление может быть, по меньшей мере, на 50% меньше, чем у PSG без покрытия. Кроме того, для использования в настоящем изобретении пригодны частицы PSG, поставляемые компанией NGS Naturgraphit из Германии. Другие поставщики сфероидальных и близких к сфероидальной форме частиц графита, свойства которых похожи на вышеуказанные свойства, также пригодны для использования в настоящем изобретении.
Таким образом, в настоящем изобретении предлагается препрег, включающий армированную волокнами отверждаемую смолу, при этом препрег содержит графит в картофелеобразной форме.
В еще одном варианте осуществления настоящего изобретения предлагается композитный материал, включающий армированную волокнами синтетическую смолу, при этом композитный материал содержит графит в картофелеобразной форме.
В еще одном варианте осуществления настоящего изобретения предлагается композиция синтетической смолы, пригодная для получения указанного препрега или композитного материала, включающего отверждаемый полимер, который содержит графит в картофелеобразной форме.
Настоящее изобретение наиболее применимо в композициях, содержащих пропитанные смолой волокнистые слои, разделенные промежуточным слоем. Таким образом, в настоящем изобретении предлагается композитный материал, включающий, по меньшей мере, два слоя из армированной углеродным волокном эпоксидной смолы, между которыми располагается промежуточный слой смолы, при этом промежуточный слой или прослойка смолы содержит электропроводящую частицу. Электропроводящая частица может представлять собой графит в картофелеобразной форме. Композитный материал, предпочтительно, содержит от 0,5 до 10% масс., предпочтительно, от 1 до 8% масс., более предпочтительно от 0,5 до 5% масс., еще более предпочтительно, от 1,5 до 5% масс. и, наиболее предпочтительно, от 2 до 4% масс. указанной электропроводящей частицы по отношению к синтетической смоле.
Обычно в композитном материале смоляная матрица усиливает волокнистое вещество за счет того, что она обволакивает волокнистое вещество или армирующее вещество. В контексте настоящего изобретения, как результат структуры композитного вещества, независимые слои смолы, в которых присутствует волокнистое армирование, можно определить как армированные волокном слои синтетической смолы, и указанные слои, в силу своей слоистой структуры, образуют промежуточный слой или прослойку между собой.
В другом варианте осуществления настоящего изобретения присутствие электропроводящей частицы не является обязательным. В данном варианте осуществления настоящего изобретения, по меньшей мере, один слой армирующего углеродного волокна имеет массу в диапазоне от 10 до 200 г/м2, предпочтительно, в диапазоне от 15 до 150 г/м2. Предпочтительно, армирование из углеродного волокна может быть в виде прорезиненной ткани или полотна в виде плоского жгута из волокна, например, полотна, которое раскрыто в WO 98/46817.
В предпочтительном варианте осуществления настоящего изобретения смола или композиция смолы и/или промежуточный слой дополнительно содержат упрочняющее вещество, которое, как правило, представляет собой термопластичное вещество. Термопластичное вещество может быть в форме частицы. Термопластичная частица может присутствовать в диапазоне от 5 до 20% масс. по отношению к синтетической смоле, предпочтительно, в диапазоне от 9 до 15% масс. по отношению к синтетической смоле и, более предпочтительно, от 9 до 14% масс по отношению к синтетической смоле. В еще одном предпочтительном варианте осуществления настоящего изобретения термопластичным веществом является полиамид. Подходящие примеры термопластичных частиц включают, например, полиамиды, поликарбонаты, полиацеталь, полифениленоксид, полифениленсульфид, полиакрилаты, простые полиэфиры, сложные полиэфиры, полиимиды, полиамидоимиды, полиэфиримиды, полиуретаны. Полиамиды являются предпочтительным типом термопластичных частиц. Частицы полиамида могут быть изготовлены из полиамида 6 (капролактама - PA6), полиамида 12 (лауролактама - PA12), полиамида 11, полиуретана, полиметилметакрилата, сшитого полиметилметакрилата, уплотненного полиэтиленсульфона или любой их комбинации. Предпочтительными термопластичными частицами являются полиамидные частицы, которые имеют температуру плавления в диапазоне от приблизительно 140°С до 240°С. Частицы должны иметь размер меньше 100 микрон. Предпочтительно, частицы имеют размер в диапазоне от 5 до 60 микрон и, более предпочтительно, от 10 до 30 микрон. Средний размер частиц, предпочтительно, составляет приблизительно 20 мкм.
Подходящими частицами полиамида, которые могут быть использованы в настоящем изобретении, являются: Orgasol 1002 D NAT1 (PA6), Rilsan PA11 P C20HT (PA11), Ultramid 4350 (PA6T).
Смола или композиции смолы, используемые в настоящем изобретении, предпочтительно, содержат отверждаемые эпоксидные смолы, отверждающий агент и ускоритель отверждающего агента. Ускорители отверждения, как правило, могут быть активированы теплом, и их обычно включаются в состав смолы с тем, чтобы сократить время цикла отверждения. Обычно композиции отверждают путем нагревания до определенной температуры в течение определенного времени. Композиции разрабатывают таким образом, чтобы они имели требуемую температуру отверждения и время отверждения для предполагаемого применения. Реакционную способность композиции определяют как время, необходимое для достижения определенной степени отверждения при выдерживании при определенной температуре. Системы полимерной смолы могут также содержать термопластичное вещество, которое растворимо в эпоксидной смоле, такое как полиэфирсульфон, с целью улучшения ударной вязкости смолы.
При изготовлении готовых изделий, включая композиты, препреги могут быть отверждены и ламинированы вместе, например, в виде пакета, или они могут быть ламинированы с другими веществами. Обычно отверждение проводят путем нагревания препрегов в пресс-форме, автоклаве, в прессе или в эластичном мешке для вакуумного формования, с целью отверждения эпоксидной смолы. Циклы отверждения, используемые для отверждения препрегов и пакетов препрегов, представляют собой баланс температуры и времени, учитывающий реакционную способность смолы и количество используемой смолы и волокна. С экономической точки зрения, для многих применений желательно, чтобы время цикла было как можно более коротким, и для достижения этого подбирают отвердители и ускорители отверждения.
Одновременно с тем, что для инициирования отверждение смолы требуется тепло, сама реакция отверждения может быть сильно экзотермичной. Это необходимо принимать во внимание при выборе времени цикла/температуры отверждения, в частности, для отверждения больших и толстых пакетов препрегов, что еще более важно при производстве слоистых материалов для промышленного применения, где внутри пакета могут возникать высокие температуры вследствие экзотермичности реакции отверждения смолы. Избыточных температур следует избегать, поскольку они могут привести к повреждению пресс-формы или вызвать деструкцию смолы. Повышенная температура может также привести к потере контроля над операцией отверждения смолы, что приводит к неуправляемому протеканию отверждения.
Помимо указанных проблем, необходимо получать ламинированные структуры из препрегов, в которых отвержденная смола имеет высокую температуру стеклования (Tg), с тем, чтобы повысить практическую ценность структур путем повышения их устойчивости к воздействию высоких температур и/или высокой влажности в течение длительных периодов времени, которые могут привести к нежелательному снижению величины Tg. Предпочтительно, Tg составляет от 150°С до 200°С, более предпочтительно, от 160°С до 200°С.
Частицы графита в картофелеобразной форме (PSG) описаны в заявке на патент США 2010/0092808 и обладают, по крайней мере, одним из следующих свойств: насыпной плотностью в диапазоне от 0,3 и 1,5 г/куб. см, картофелевидной формой и дисперсией гранулометрического состава, так что отношение D90/D10 изменяется в диапазоне от 2 до 5, а частицы имеют размер в диапазоне от 1 и 50 мкм при измерении с использованием анализатора частиц Microtac Model X100. В варианте осуществления настоящего изобретения, в котором в промежуточном слое смолы также присутствуют разорванные волокна, размер и форма частиц углерода менее важны, поскольку и волокна, и частицы способствуют увеличению проводимости.
Кроме того, авторы настоящего изобретения обнаружили, что при использовании разорванных волокон для достижения заданной электропроводности требуются меньшие количества проводящих частиц. Графит в картофелеобразной форме представляет собой относительно мягкое вещество, которое позволяет ему частично распадаться в процессе пропитки смолой и, кроме того, благодаря их форме и мягкости, использование частиц графита в картофелеобразной форме снижает вероятность повреждения поверхности валков, которые используют в производстве препрегов, под воздействием полимерной композиции. Предпочтительны частицы PSG, которые имеют сферическую или близкую к сферической форму, поскольку это позволяет увеличить проводимость при минимальной концентрации PSG по отношению к смоле. Препрег содержит, предпочтительно, от 0,05 до 4,5% масс графита в картофелеобразной форме, более предпочтительно, от 0,1 до 3,0% масс. и, наиболее предпочтительно, от 0,25% масс. до 1,5% масс.
Одним из пригодных для использования графитов в картофелеобразной форме (PSG) является продукт, поставляемый компанией NGS Naturgraphit из Германии под называнием SG25/99.95 SC, который имеет средний размер частиц от 10 до 30 мкм. Кроме того, более предпочтительно, может использоваться PSG, который поставляет компания Nippon Power Graphite Company из Японии под названием GHDR-15-4, и он имеет средний размер частиц от 10 до 30 мкм. GHDR-15-4 содержит на своей внешней поверхности углеродное покрытие, нанесенное путем осаждения углерода из паровой фазы. Пригоден также сферический или сфероидальный графит, доступный от других поставщиков, таких как компания Timrex.
В одном варианте осуществления настоящего изобретения композиция по изобретению может быть получена путем отверждения двух или нескольких отдельных слоев армирующего волокна, пропитанных смолой, вместе с промежуточным слоем смолы между ними, который содержит частицы графита в картофелеобразной форме. Слои, предпочтительно, включают однонаправленные жгуты, при этом жгуты каждого слоя практически параллельны друг другу. Два слоя могут быть соединены путем прессования таким образом, что однонаправленные жгуты располагаются в одной плоскости. Один или несколько дополнительных волокнистых слоев могут быть также объединены с соединенными слоями.
Препреги по настоящему изобретению могут быть получены по способу, описанному и проиллюстрированному в WO 2010/150022. Указанный способ включает приготовление слоя однонаправленных проводящих волокон, имеющих определенную ширину, контактирование с первой поверхностью волокон первого слоя смолы, включающей термореактивную смолу, которая содержит графит в картофелеобразной форме, и сжатие смолы и волокон друг с другом путем пропускания над импрегнирующими валками. Давление, оказываемое на проводящие волокна и смолу, предпочтительно, не превышает 40 кг на сантиметр ширины проводящих волокон. Предпочтительно, смолу добавляют в количестве, достаточном для того, чтобы смола могла попасть в пустоты и поры между волокнами и оставить первый внешний слой смолы практически свободным от однонаправленных проводящих волокон. Указанный внешний слой становится промежуточным слоем. Примером служит непрерывная подача жгутов однонаправленных проводящих волокон, контактирование с поверхностью волокон первого слоя синтетической смолы, содержащей термореактивную смолу, и сжимание смолы и волокна друг с другом, по меньшей мере, на одной стадии S-образного свивания, при этом смолу добавляют в количестве, достаточном для того, чтобы она могла попасть в пустоты и поры между волокнами и оставить первый внешний слой без смолы.
Препреги, полученные указанным способом, можно подвергнуть обработке, чтобы получить нарушенный слой волокон, так что, когда множество подобных препрегов сложено вместе, образуя пакет препрега, который включает множество структурных слоев, разделенных синтетической смолой, содержащей прослойки разорванных проводящих волокон и содержащей электрически проводящие частицы, и затем отверждено с образованием отвержденного композицитного ламината, то получают намного большую проводимость в "Z" направлении при сохранении превосходных свойств, касающихся ударной вязкости.
В качестве альтернативы, прослойки препрегов могут быть получены по двухстадийному способу. На первой стадии разрушается поверхность волокна, с целью получения разорванных волокон, и волокна вводят в контакт со смолой, которая входит в пустоты и поры между волокнами, а затем волокна вводят в контакт с другой синтетической смолой, содержащей электропроводящие частицы и необязательно частицы упрочняющего вещества. Вторая стадия предназначена просто для нанесения смолы, включающей твердые частицы, и получения слоя смолы однородной толщины, не содержащего проводящих волокон, который становится прослойкой, когда множество подобных препрегов уложены в виде пакета.
Таким образом, предпочтительным способом приготовления препрегов по настоящему изобретению является непрерывный процесс, включающий прохождение многих тысяч волокон через ряд стадий, как правило, направляемых валками. Точка, в которой волокна встречаются с синтетической смолой или композицией смолы по настоящему изобретению, как правило, в форме листа, является началом стадии пропитки. Прежде чем как волокна будут контактировать со смолой и достигают зоны пропитки их, как правило, собирают в виде множества жгутов, при этом каждый жгут содержит множество тысяч нитей, например, 12000. Указанные жгуты намотаны на бобины, и их подают вначале на расчесывающее устройство, чтобы обеспечить равномерное разделение волокон. Было обнаружено, что необычно низкое натяжение волокон сразу же после расположения подающей бобины еще более способствует разрушению волокон в готовом препреге. Таким образом, натяжение на одну нить в этой позиции, преимущественно, составляет от 0,0007 до 0,025 г, предпочтительно, составляет от 0,01 до 0,015 г.
Если требуются прерывистые или разорванные волокна, то волокна можно также пропустить над шероховатыми поверхностями, такими как абразивные валки, с тем, чтобы получить прерывистые или разорванные волокна, которые становятся частью промежуточного слоя. Скорость обработки волокна и натяжение можно регулировать, чтобы получить желаемую степень разрыва.
В данном способе второй слой смолы, содержащий термореактивную смолу, можно ввести в контакт с другой поверхностью волокон, как правило, в то же время, что и первый слой, сжимая первый и второй слои синтетической смолы таким образом, что смола проникает в пустоты и поры между волокнами. Как полагают, указанный процесс является одностадийным, поскольку, несмотря на то, что каждая поверхность волокон контактирует с одним слоем синтетической смолы, вся смола в готовом препреге впитывается в одну стадию.
Импрегнирование смолой обычно включает прохождение смолы и волокна над валками, которые могут быть расположены различными способами. Двумя основными конфигурациями являются конфигурация с "зажимом между валками" и "S-образное" расположение.
Стадия S-образного свивания представляет собой стадию, где смола и волокно, которые обе находятся в листовой форме, проходят вокруг двух разделенных вращающихся валков в форме буквы "S", называемых S-образными валками. Альтернативной конфигурацией валков является широко используемый "зажим", когда волокно и смолу сжимают или располагают с небольшим зазором друг относительно друга по мере того, как они проходят точку зажима между соседними или вращающимися в противоположном направлении валками. Давление, которое возникает в смоле и волокнах, можно регулировать таким образом, чтобы вызвать желаемую степень разрыва волокна. Такие параметры, как расстояние между валками, скорость вращения валков, относительная скорость между валками и смолой и волокнами и площадь контактирования валков, можно изменять с тем, чтобы достичь желаемую степень разрыва (волокна), а также желаемую степень пропитки смолой.
Следует понимать, что S-образное свивание создает оптимальные условия для надежной и воспроизводимой пропитки смолой пустот и пор между волокнами и при этом обеспечивает достаточную степень разрыва.
Тем не менее, стадии с зажимом также возможны, при условии, что давление поддерживают на низком уровне, например, путем контролирования зазора между соседними валками.
Может быть использовано несколько наборов S-образных валков или валков с зазором, причем каждый набор постепенно увеличивает давление, приложенное к смоле. Типичный способ может также объединять набор S-образных валков и валков с зазором на одной и той же производственной линии.
Давление, которое прикладывают к проводящим волокнам и смоле, предпочтительно, не превышает 35 кг на сантиметр ширины слоя проводящего волокна, более предпочтительно, не превышает 30 кг на сантиметр.
Было установлено, что валки с диаметром от 200 до 400 мм, более предпочтительно, от 220 до 350 мм, наиболее предпочтительно, от 240 до 300 мм, обеспечивают правильные условия для достижения желаемых структур разорванных волокон.
Например, когда используют S-образное расположение, два валка, предпочтительно, разносят друг от друга таким образом, чтобы обеспечить расстояние между их центрами в диапазоне от 250 до 600 мм, предпочтительно, от 280 до 360 мм, наиболее предпочтительно, от 300 до 340 мм, например, 320 мм.
Две смежные пары S-образных валков, предпочтительно, разделены таким образом, чтобы расстояние между центрами соответствующих валков составляло от 200 до 1200 мм, предпочтительно, от 300 до 900 мм, наиболее предпочтительно, от 700 до 900 мм, например, 800 мм.
Импрегнирующие валки могут вращаться в различных направлениях. Они могут свободно вращаться или приводиться во вращение механически. Если их приводят во вращение механически, то они обычно приводятся во вращение таким образом, чтобы не было разницы между скоростью вращения и скоростью прохождения смолы и волокон над валками. Иногда может потребоваться применить большую или меньшую скорость вплоть до 40%, предпочтительно, вплоть до 30%, еще более предпочтительно, вплоть до 20%, еще более предпочтительно, вплоть до 30% или, наиболее предпочтительно, вплоть до 5%, по сравнению со скоростью прохождения смолы и волокон, с тем, чтобы способствовать пропитке или усилить проводимость волокна. Подобные различия в данной области техники называют "подгонкой".
После стадии пропитки волокон смолой часто следует стадия охлаждения и дальнейшие этапы обработки, такие как ламинирование, резка на листы и разделение.
В еще одном варианте осуществления настоящего изобретение предлагается пакет подобных формовочных масс или структур.
Препреги по настоящему изобретению можно охарактеризовать по содержанию смолы, и/или по объему волокна и объему смолы, и/или степени пропитки, которую измеряют с использованием теста на поглощение воды.
Содержание смолы и волокна в неотвержденных препрегах или композитах определяют в соответствии с ISO 11667 (метод А) для формовочных масс или структур, которые включают волокнистое вещество, не содержащее однонаправленное углеродное волокно. Содержание смолы и волокна в неотвержденных препрегах или композитах, которые содержат однонаправленное углеродное волокно, определяют в соответствии с DIN EN 2559 А (программа А). Содержание смолы и волокна в отвержденных композитах, которые содержат углеродное волокно, определяют в соответствии с DIN EN 2564 А.
Объем в % волокна и смолы в препреге или композите можно определить из массового % волокна и смолы путем деления % масс. на соответствующую плотность смолы и углеродного волокна.
Процент пропитки жгута или волокнистого вещества, которое пропитано смолой, измеряют с использованием теста на поглощение воды.
Тест на поглощение воды проводят следующим образом. Нарезают шесть полосок препрега размером 100 (+/-2) мм × 100 (+/-2) мм. Защитное покрытие из любого вещества удаляют. Образцы взвешивают с точностью до 0,001 г (W1). Полоски размещают между алюминиевыми пластинами с покрытием из тетрафторэтилена (ПТФЭ) таким образом, что с одного конца 15 мм полоски препрега выступают из сборки ПТФЭ пластин, имеющих защитное покрытие, при этом волокна ориентированы вдоль выступающей части. На противоположном конце помещают зажим, и 5 мм выступающей части погружают в воду, имеющую температуру 23°С, при относительной влажности воздуха 50% +/- 35% и температуре окружающей среды 23°С. По прошествии 5 мин после погружения образец удаляют из воды и любую воду с внешней стороны удаляют промокательной бумаги. Затем образец снова взвешивают W2. Процент поглощения воды WPU (%) рассчитывают затем путем усреднения замеров массы шести образцов следующим образом: WPU (%) = [(<W2> - <W1>)/<W1>) X100. Величина WPU (%) указывает на степень пропитки смолой (DRI).
Как правило, указанные значения для массового содержания смолы для неотвержденного препрега по настоящему изобретению находятся в диапазоне от 15 до 70% от массы препрега, от 18 до 68% от массы препрега, от 20 до 65% от массы препрега, от 25 до 60% от массы препрега, от 25 до 55% от массы препрега, от 25 до 50% от массы препрега, от 25 до 45% от массы препрега, от 25 до 40% от массы препрега, от 25 до 35% от массы препрега, от 25 до 30% от массы препрега, от 30 до 55% от массы препрега, от 32 до 35% от массы препрега, от 35 до 50% от массы препрега и/или являются комбинацией указанных диапазонов.
Как правило, указанные значения для объемного содержания смолы для неотвержденного препрега по настоящему изобретению находятся в диапазоне от 15 до 70% от объема препрега, от 18 до 68% от объема препрега, от 20 до 65% от объема препрега, от 25 до 60% от объема препрега, от 25 до 55% от объема препрега, от 25 до 50% от объема препрега, от 25 до 45% от объема препрега, от 25 до 40% от объема препрега, от 25 до 35% от объема препрега, от 25 до 30% от объема препрега, от 30 до 55% от объема препрега, от 35 до 50% от объема препрега и/или являются комбинацией указанных диапазонов.
Значения поглощения воды для неотвержденного формовочного вещества препрега и жгутов по настоящему изобретению могут быть в диапазоне от 1 до 90%, от 5 до 85%, от 10 до 80%, от 15 до 75%, от 15 до 70%, от 15 до 60 %, от 15 до 50%, от 15 до 40%, от 15 до 35%, от 15 до 30%, от 20 до 30%, от 25 до 30% и/или являются комбинацией указанных диапазонов. В еще одном варианте осуществления настоящего изобретение предлагается способ, в котором слой жгутов однонаправленных волокон, которые полностью пропитаны жидкой смолы, накладывается на слой сухих непропитанных жгутов однонаправленных волокон, и структура скрепляется таким образом, что смола проникает в промежутки между непропитанными жгутами, но оставляет, по крайней мере, частично непропитанными промежутки между нитями внутри жгутов. Несущее полотно или холст, предпочтительно, может находиться на одной или на обеих сторонах структуры перед скреплением.
В предпочтительном варианте осуществления настоящего изобретения область внутри жгутов, по меньшей мере, частично свободна от смолы, создавая воздушный канал или структуру, пропускающую воздуха, так что воздух, который может присутствовать в жгутах изначально или который может попасть в процессе пропитки жидкой смолой, не захватывается смолой в структуре и может выйти наружу во время приготовления и уплотнения препрега. Воздух может выходить по длине жгутов, а также через вторую сторону слоя волокон, если пропитку смолой проводят таким образом, что некоторая часть или вся поверхность второй стороны слоя волокон не несет смолу. Кроме того, образование промежутков между нитями жгутов позволяет выйти воздуху, захваченному внутри препрегов при формировании пакета, в особенности, если, кроме того, одна сторона препрега не полностью покрыта смолой.
Препреги по настоящему изобретению могут быть получены из обычно доступных эпоксидных смол, которые могут содержать отвердитель или отверждающий агент и необязательно ускоритель. В предпочтительном варианте осуществления настоящего изобретения эпоксидная смола не содержит традиционно используемый отвердитель, такой как дициандиамид, и, в частности, авторы настоящего изобретения обнаружили, что нужные препреги могут быть получены с использованием отвердителя, такого как ангидриды, в частности, поликарбоновые ангидриды; амины, в частности, ароматические амины, например, 1,3-диаминобензол, 4,4'-диаминодифенилметан, и, в частности, сульфоны и метиленбисанилины, например 4,4'-диаминодифенилсульфон (4,4' DDS) и 3,3'-диаминодифенилсульфон (3,3' DDS), 4,4'-метиленбис-(2-метил-6-изопропиланилин) (М-MIPA), 4,4'-метиленбис-(3-хлор-2,6-диэтиленанилин) (М-CDEA), 4,4'-метиленбис-(2,6-диэтиланилин) (М-DEA) и фенол-формальдегидные смолы и/или комбинации указанных отверждающих агентов. Предпочтительными отверждающими агентами являются метиленбисанилины и аминосульфоны, в частности, 4,4' DDS и 3,3' DDS. Относительное количество отверждающего агента и эпоксидной смолы, которое необходимо использовать, зависит от реакционной способности синтетической смолы, требуемого срока хранения, требуемых свойств в процессе обработки и типа и количества армирующего волокна в препреге.
Для получения композитов с практически однородными механическими свойствами важно, чтобы структурные волокна и эпоксидная смола смешивались таким образом, чтобы получался практически гомогенный препрег. Предпочтительные препреги по настоящему изобретению имеют низкий уровень пустот между жгутами. Таким образом, предпочтительно, каждый препрег и пакет препрега имел значение для поглощения воды меньше, чем 6% или меньше чем 2%, более предпочтительно, меньше чем 1%, наиболее предпочтительно, меньше чем 0,5%. Тест на поглощение вода определяет степень гидроизоляции или степень пропитки однонаправленных жгутов из препрегов по настоящему изобретению. В этом испытании образец вещества препрега вначале взвешивают и зажимают между двумя пластинами таким образом, чтобы выступала полоска шириной 5 мм. Полученный образец на 5 мин опускают в направлении волокон в ванну с водой при комнатной температуре (21°С). Затем образец удаляют из пластин и вновь взвешивают, и разница в массе дает значение степени пропитки в образце. Чем меньше количество поглощенной воды, тем выше степень гидроизоляции или пропитки.
Препреги по настоящему изобретению предназначены для укладки в пакеты с другими композитными материалами (например, с другими препрегами, которые также могут быть препрегами по настоящему изобретению или же могут быть другими препрегами) с получением отверждаемого ламината или пакета из препрега. Препрег, как правило, получают в виде рулона и вследствие способности к слипанию подобных материалов, препрег обычно приклеивают на основу с тем, чтобы рулон можно было развернуть на месте использования. Таким образом, препрег по настоящему изобретению, предпочтительно, может включать лист-основу на внешней поверхности, чтобы облегчить манипулирование с данным материалом и/или его свертывание в рулон. Лист-основа может представлять собой вещество на основе полиолефина, такого как полиэтилен, полипропилен и/или их сополимеры. Лист-основа может иметь тиснение. Указанное имеет то преимущество, что получают препрег со структурой поверхности, пропускающей воздух. Структура поверхности, пропускающей воздух, имеет тисненые каналы, которые позволяют воздуху выходить в процессе обработки. Указанное особенно удобно, т.к. предотвращает захват воздуха внутри полостей, поскольку воздух из полостей удаляется по имеющимся на поверхности каналам для его удаления.
Предпочтительным является использование препрегов по настоящему изобретению в виде ленты; препреги могут быть получены в виде рулона полотна, приготовленного специально для автоматического устройства скрутки листов. Препреги снабжены листами-основами, которые удаляются, когда препреги укладывают в пресс-форму. Так, препреги, которые, как правило, имеют лист-основу, обладают достаточной гибкостью, чтобы из них можно было получить рулон с диаметром меньше чем 20 см, предпочтительно, меньше чем 10 см. Известное устройство для автоматической скрутки листов требует наличия валков конкретного размера. Например, рулон наматывают на бобину с внутренним диаметром либо 254 мм, либо 295 мм с допуском ±0,5 мм. Таким образом, композитный материал, предпочтительно, не настолько толстый, чтобы его нельзя было легко намотать. Так, как правило, композитный материал имеет толщину от 0,5 до 5,0 мм, предпочтительно, от 0,5 до 4,0 мм и, наиболее предпочтительно, от 1,0 до 3,0 мм. Рулон можно обрезать до стандартных размеров ленты препрега, которые включают 600 мм (24''), 300 мм (12''), 150 мм (6''), 75 мм (3''), 50 мм (2''), 25 мм (1''), 6,34 мм (1/4'') и 3,18 мм (1/8'') в ширину, например, обрезать с допуском ±0,050 мм, а затем сложить в виде несколько слоев ленты и отвердить. Ленты часто используют подобным образом при изготовлении компонентов воздушных судов.
Препреги по настоящему изобретению получают путем пропитки волокнистого вещества композицией эпоксидной смолы по настоящему изобретению, как описано выше. Вязкость композиции смолы и условия, используемые для осуществления пропитки, выбирают таким образом, чтобы обеспечить требуемую степень пропитки. В процессе пропитки, преимущественно, синтетическая смола, содержащая проводящие частицы и необязательно упрочняющие термопластичные частицы, имеет вязкость в диапазоне от 0,1 Па⋅с до 100 Па⋅с, предпочтительно, от 6 до 100 Па⋅с, более предпочтительно, от 18 до 80 Па⋅с и, еще более предпочтительно, от 20 до 50 Па⋅с. Чтобы увеличить скорость пропитки, процесс можно проводить при повышенной температуре, так что вязкость смолы уменьшается. Однако температура не должна быть настолько высокой в течение достаточного периода времени, чтобы происходило преждевременное отверждение смолы. Таким, процесс пропитки, предпочтительно, проводят при температуре в диапазоне от 40°С до 110°С, более предпочтительно, от 60°С до 80°С. Содержание смолы в препреге, преимущественно, таково, что после отверждения структура содержит от 30 до 40% масс., предпочтительно, от 31 до 37% масс., более предпочтительно, от 32 до 35% масс. смолы. Относительное количество смолы и многоволоконного жгута, скорость линии пропитки, вязкость смолы и плотность многоволоконных жгутов должны быть подобраны таким образом, чтобы можно было достичь требуемой степени пропитки между жгутами и получить промежуточный слой смолы, который практически не содержит упрочняющих волокон.
Эпоксидная смола, которую используют в композиции смолы по настоящему изобретению и/или при получении препрега, предпочтительно имеет эпоксидную эквивалентную массу (EEW) в диапазоне от 10 до 1500, предпочтительно имеет EEW в диапазоне от 50 до 500. Предпочтительно, композиция синтетической смолы содержит эпоксидную смолу и ускоритель или отверждающий агент. Подходящие эпоксидные смолы могут представлять собой смеси двух или нескольких эпоксидных смол, выбранных из монофункциональных, бифункциональных, трифункциональных и/или тетрафункциональных эпоксидных смол.
Подходящие бифункциональные эпоксидные смолы, например, включают эпоксидные смолы на основе: диглицидилового эфира бисфенола F, диглицидилового эфира бисфенола А (необязательно бромированного), фенольных и крезольных эпоксидных новолаков, глицидиловых эфиров фенол-альдегидных аддуктов, глицидиловых эфиров алифатических диолов, диглицидилового эфира, диглицидилового эфира диэтиленгликоля, ароматических эпоксидных смол, алифатических полиглицидиловых эфиров, эпоксидированных олефинов, бромсодержащих полимеров, ароматических глицидиламинов, гетероциклических глицидилимидинов и глицидиламидов, простых глицидиловых эфиров, фторированных эпоксидных смол, сложных глицидиловых эфиров или любых их комбинаций.
Бифункциональные эпоксидные смолы могут быть выбраны из диглицидилового эфира бисфенола F, диглицидилового эфира бисфенола А, диглицидилдигидроксинафталина или любой их комбинации.
Подходящие трифункциональные эпоксидные смолы, например, могут включать трифункциональные эпоксидные смолы на основе фенольных и крезольных эпоксидных новолаков, глицидиловые эфиры фенол-альдегидных аддуктов, ароматические эпоксидные смолы, алифатические триглицидильные эфиры, диалифатические триглицидильные эфиры, алифатические полиглицидиламины, гетероциклические глицидилимидины и глицидиламиды, простые глицидиловые эфиры, фторированные эпоксидные смолы или любую их комбинацию. Подходящие трифункциональные эпоксидные смолы доступны от компании Huntsman Advanced Materials (Монтей, Швейцария) под торговыми названиями MY0500 и MY0510 (триглицидил пара-аминофенол) и MY0600 и MY0610 (триглицидил мета-аминофенол). Триглицидил мета-аминофенол также доступен от компании Sumitomo Chemical Co. (Осака, Япония) под торговым названием ELM-120.
Подходящие тетрафункциональные эпоксидные смолы включают N,N,N',N'-тетраглицидил-м-ксилолдиамин (коммерчески доступен от компании Mitsubishi Gas Chemical Company под торговым названием Tetrad-X и как Erisys GA-240 от компании CVC Chemicals), и N,N,N',N'-тетраглицидилметилендианилин (например, MY0720 и MY0721 от компании Huntsman Advanced Materials). Другие подходящие многофункциональные эпоксидные смолы включают DEN438 (от компании Dow Chemicals, Мидланд, Мичиган), DEN439 (от компании Dow Chemicals), Araldite ECN 1273 (от компании Huntsman Advanced Materials), MY722 (от компании Huntsman Advanced Materials) и Araldite ECN 1299 (от компании Huntsman Advanced Materials).
Вышеуказанные отвердители могут присутствовать в таком количестве по отношению к системе смолы, что смола содержит отвердитель в диапазоне от 10 до 25% масс. по отношению к синтетической смоле, предпочтительно, от 10 до 20% масс. и, более предпочтительно, от 15 до 20% масс. по отношению к синтетической смоле.
В предпочтительном варианте осуществления настоящего изобретения синтетическая смола может представлять собой комбинацию одного или нескольких следующих компонентов: основной компонент смолы в виде триглицидиламинофенола в количестве от 8 до 34% масс. от массы смолы, дополнительный основной компонент смолы в виде бисфенольной эпоксидной смолы в количестве от 20 до 28% масс. от массы смолы, дополнительный основной компонент смолы в виде тетраглицидиламина в количестве от 25 до 35% масс. от массы смолы, упрочняющее вещество в виде полиэфирсульфона в количестве от 10 до 25% масс. от массы смолы, отверждающий агент в виде метилангидрида (NMA) или диаминодифенилсульфона в количестве от 2 до 28% масс. от массы синтетической смолы. Указанная синтетическая смола может дополнительно содержать полиамид, указанный в данном описании, в количестве от 10 до 15% масс. от массы смолы.
В том случае, когда в настоящем изобретении используют прерывистые или разорванные волокна, их можно получить из армирующих волокон и, в частности, из жгутов углеродных волокон, и они обеспечивают проводящие нити, расположенные на поверхности слоя углеродного волокна. Указанные нити простираются в промежуточный слой смолы, так что при отверждении при повышенной температуре получают отвержденный композитный материал, содержащий отвержденный структурный слой из пакета проводящих волокон и промежуточный слой отвержденной смолы, причем промежуточный слой отвержденной смолы содержит прерывистые волокна, которые диспергированы в смоле вместе с электропроводящими частицами.
Авторы настоящего изобретения полагают, что прерывистые волокна образуют электрические контакты друг с другом, а также с проводящими частицами и, таким образом, обеспечивают электрическую проводимость через промежуточный слой, увеличивая тем самым электропроводность в "Z" направлении отвержденного композитного материала. Если два подобных препрега укладывают вместе, первый внешний слой смолы одного препрега, и, если он присутствует, внешний слой смолы другого препрега образуют прослойку смолы между двумя слоями электропроводящих волокон.
Отдельные проводящие прерывистые нити можно получить обработкой внешней поверхности структурного слоя проводящих волокон с тем, чтобы образовать волокна путем разрыва части армирующих волокон.
Таким образом, в соответствии со вторым аспектом, настоящее изобретение относится к способу получения препрега, при этом способ включает пропускание листа электропроводящих волокон через устройство для разрыва волокон. Указанная обработка превращает часть волокон или фибрилл на внешней поверхности в отдельные разорванные волокна. Волокна затем пропитывают термореактивной смолой по настоящему изобретению и таким образом формируют наружный слой из смолы, контактирующий с внешней поверхностью листа, содержащего структурирующие волокна, которые также содержат отдельные прерывистые волокна, при этом термореактивная смола дополнительно содержит электропроводящие частицы.
Электропроводящие частицы, предпочтительно, имеют такой размер, что, по меньшей мере, 50% частиц, присутствующих в смоле, имеют размер в пределах 20 мкм, или 10 мкм, или 5 мкм толщины прослойки смолы. Другими словами, разница между толщиной прослойки смолы и размером электропроводящих частиц составляет меньше, чем 10 мкм. Предпочтительно, электропроводящие частицы имеют такой размер, что, по меньшей мере, 50% частиц, присутствующих в смоле, имеют размер в пределах 5 мкм толщины слоя смолы. Прослойку смолы можно определить путем проведения микроскопического анализа, что хорошо известно в данной области техники.
Таким образом, размер, по меньшей мере, 50% электропроводящих частиц таков, что они образуют мостики сквозь толщу прослойки, и частицы контактируют с верхним слоем армирующего волокна и нижним слоем армирующего волокна, расположенных рядом со слоем смолы.
Разрушающее устройство подвергает обработке волокна на внешней стороне таким образом, чтобы образовались волокна, которые могут быть свободными нитями или могут оставаться прикрепленными к основе углеродного волокна. Термин "свободные нити" означает нити, которые физически или химически не связан с любым другими телами и практически являются подвижными. Образовавшиеся указанным образом свободные нити не привязаны с любыми другим волокнами и легко подвижны.
Например, свободные волокна, как правило, имеют распределение длин со средней длиной меньше чем 2,0 см, предпочтительно, меньше чем 1,0 см, более предпочтительно, меньше чем 0,5 см.
Разрушающее устройство может формировать прерывистые нити несколькими способами в зависимости от того, как расположены структурирующие волокна, например, путем разрушения точек адгезии между структурирующими волокнами и разрыва структурирующих волокна на волокна более короткие длины, или путем образования петель или отдельных разрывов, которые позволяют свободным концам нитей мигрировать в промежуточный слой.
Таким образом, изобретение может включать в себя активное формирование взлохмаченных волокон или разорванных волокон. Как указано в документе WO 2011/114140, который включен в данное описание в качестве ссылки, в предпочтительном варианте осуществления изобретения проводящие волокна представляют собой однонаправленные волокна, и разрушающее устройство включает пропускание волокон над абразивной поверхностью, вызывая тем самым разрыв части волокон за счет контактирования с абразивной поверхностью, в то время как волокна, которые не контактирует с абразивной поверхностью, остаются целыми.
Было обнаружено, что разрыв от 0,5 до 5,0% масс. волокон, по меньшей мере, в одном месте дает хорошие результаты.
Как обсуждалось выше, листы однонаправленных волокон, как правило, формируют из множества жгутов волокон, которые перед пропиткой смолой вытягивают таким образом, чтобы они объединились друг с другом. Распространенный способ достижения этой цели заключается в пропускании волокон через множество расправляющих планок или распределяющих валков.
Удобно включать абразивную поверхность в существующее расположение расправляющих валков. Таким образом, в предпочтительном варианте осуществления настоящего изобретения абразивной поверхностью является поверхность расправляющего валка.
Кроме того, было обнаружено, что если абразивную поверхность расправляющего валка расположить в конце последовательности расправляющих валков, то можно добиться дальнейшего улучшения проводимости. Таким образом, преимущественно, абразивная поверхность расправляющего валка располагается в последних трех, предпочтительно, в последних двух расправляющих валках и, наиболее предпочтительно, в последнем расправляющем валке в последовательности расправляющих валков.
Абразивная поверхность может быть изготовлена из любого подходящего вещества, такого как металл или керамика, однако предпочтительным является карбид вольфрама.
В предпочтительном варианте осуществления настоящего изобретения способ включает пропускание листа электропроводящих волокон через второе устройство для разрыва волокон с тем, чтобы часть волокон на другой внешней поверхности листа превратилась в свободные волокна.
Таким образом, по меньшей мере, два расправляющих валка могут иметь абразивные поверхности, каждая из которых контактирует с каждой из внешних поверхностей листа проводящих волокон.
Тем не менее, было обнаружено, что шероховатость абразивной поверхности является ключевым параметром и, предпочтительно, абразивная поверхность имеет шероховатость Ra, равную, по меньшей мере, 1,5 мкм, более предпочтительно, по меньшей мере, 2,5 мкм.
Другим важным фактором является относительная скорость перемещения волокон над поверхностью. Предпочтительно, относительная скорость перемещения составляет от 2 до 20 м/мин.
После того, как получают лист электропроводящих волокон, включающих свободные волокна на одной или обеих наружных поверхностях, следующей стадией является пропитка смолой, как описано выше.
Хорошие механические свойства, как правило, обусловлены наличием промежуточных слоев, которые не содержат структурирующих волокон, а включают упрочняющие вещества, такие как термопластичные частицы, которые нерастворимы в смоле. Тем не менее, указанные традиционные промежуточные слои ухудшают электропроводность в "Z" направлении, поскольку создают промежуток между соседними слоями проводящих волокон. Настоящее изобретение решает указанную проблему, не влияя на хорошие механические эксплуатационные характеристики, которые обеспечивает промежуточный слой, за счет разорванных волокон и за счет электропроводящих частиц в смоле. Таким образом, настоящее изобретение в равной степени применимо, независимо от того, является ли процесс пропитки одностадийным процессом или двухстадийным процессом.
В предпочтительном варианте осуществления настоящего изобретения, где в композицию смолы по настоящему изобретению дополнительно вводят частицы упрочняющего вещества, дополнительное упрочняющее вещество может представлять собой весьма разнообразные вещества.
Если дополнительное упрочняющее вещество представляет собой полимер, он не должен быть растворимым в матрице смолы, как правило, эпоксидной смолы, при комнатной температуре и при повышенных температурах, при которых полимер отверждается. В зависимости от температуры плавления термопластичного полимера он может расплавиться или размягчиться в различной степени в процессе отверждения смолы при повышенных температурах и вновь затвердеть после охлаждения отвержденного слоистого вещества. Подходящие термопластичные полимеры не должны растворяться в смоле, и они включают в себя термопластичные полимеры, такие как полиамиды (PAS) и полиэфиримид (PEI). Предпочтительны полиамиды, такие как найлон 6 (PA6), и найлон 12 (PA12), и найлон 11 (PA11) и/или их смеси.
Армирующие волокна могут быть синтетическими или природными волокнами или любой другой формой вещества или комбинацией веществ, которые после объединения с композицией синтетической смолы по настоящему изобретению образует композитный продукт. Армирующее полотно можно получить из катушек волокна, которые разматывают, или из рулона полотна. Примеры волокон включают стекловолокно, углеродное, графитовое, борное, керамическое и арамидное волокно. Предпочтительными волокнами являются углеродные волокна и стекловолокно, в частности, углеродные волокна. Можно рассматривать также гибридные или смешанные системы волокон. Использование расщепленных (т.е. разорванных путем растяжения) или селективно прерывистых волокон может оказаться выгодным для составления пакета из слоев продукта по настоящему изобретению и позволяет упростить его формование. Несмотря на то, что выровненные в одном направлении волокна предпочтительны, могут быть использованы и другие формы. Типичные формы полотна включают простые текстильных материалы, трикотажные ткани, саржевые ткани и атласные переплетения. Кроме того, можно рассматривать использование нетканых или не извитых слоев волокон. Поверхностная масса волокон нитей в армирующем волокне, в общем случае составляет от 80 до 4000 г/м2, предпочтительно, составляет от 100 до 2500 г/м2 и, наиболее предпочтительно, составляет от 150 до 2000 г/м2. Нити собраны в жгуты. Число нитей углеродных волокон в одном жгуте варьирует от 3000 до 320000, еще более предпочтительно, от 6000 до 160000 и, наиболее предпочтительно, от 12000 до 48000. Для армирования стекловолокнами наиболее пригодны волокна в диапазоне от 600 до 2400 текс. Углеродные волокна являются предпочтительными, если препреги и композитные материалы используются для получения аэрокосмических компонентов.
Жгуты могут быть расправлены с образованием легкого армирующего материала, который, как правило, имеет массу в диапазоне от 10 до 200 г/м2, предпочтительно от 15 до 150 г/м2, более предпочтительно, от 20 до 100 г/м2 или от 30 до 80 г/м2 и/или включает комбинацию указанных диапазонов. Один или несколько слоев смолы могут быть усилены путем введения указанных легких тканей. Легкое по весу упрочнение может обеспечить армирование углеродом. Другие слои синтетической смолы могут содержать армирующие углеродные волокна с большей средневзвешенной по площади величиной, как описано выше.
Предпочтительно, армирование углеродными волокна может быть в виде расправленного полотна или плоского жгута волокна, такого как полотно, описанное в WO 98/46817. Примеры подобного расправленного полотна включают 268 г/м2, 194 г/м2, 134 г/м2 и 75 г/м2, которые получают из углеродного волокна T700, поставляемого компанией Toray. В качестве альтернативы можно использовать коммерческое плотно, такое как мультиаксиальное не извитое полотно (NCF) C-Ply 268 г/м2 (2×134 г/м2, 0 +/- 45), C-Ply 150 (2×75) 0/20/0/25, которое получают из тех же волокон T700, поставляемых компанией Chomarat; или Textreme 160 (2×80 г/м2 слоев 0/90), или Textreme 160 (2×80 г/м2 слоев 0/90), которые получают из тех же волокон T700, поставляемых компанией Oxeon SE.
Полотно в виде расправленных жгутов и пленки могут быть получены из углеродных волокон HS (высокой прочности), IM (со средним модулем) и HM (с большим модулем), а также из других видов высоко прочных волокон. Полотно в виде расправленного жгута однонаправленного вещества может быть доступно в виде следующих типов волокон и массы: углеродное волокно со средним модулем > 21 г/м2, высокопрочное углеродное волокно > 40 г/м2, углеродное волокно с большим модулем > 65 г/м2, тяжелые жгуты (> 48000 нитей) > 100 г/м2.
Полотно в виде расправленных жгутов может быть доступно в виде следующих типов волокон и масс. Для высокопрочного углеродного полотна: (от 12000 нитей) 80 г/м2, 160 г/м2 и 240 г/м2, (от 15000 нитей) 100 г/м2, (от 24000 нитей) 160 г/м2 и 320 г/м2 и для тяжелых жгутов 200 г/м2 и больше. Для углеродного полотна с промежуточным модулем: (от 12000 нитей) 43 г/м2, (от 18000 нитей) 76 и 152 г/м2, (от 24000 нитей) 82 г/м2 и 164 г/м2. Для углеродного полотна с большим модулем: от 1200-130 г/м2. Углы волокон в полотне могут быть в диапазоне от 0/90 до 45/45 от выбранного направления. Могут использоваться альтернативные углы, например, +45/-45, +30/-60, +50/-25 и т.д.
Прослойка или промежуточный слой, который может быть образован путем объединения армированных углеродным волокном слоев смолы, при этом углеродное армирование имеет легкий вес, может отличаться от прослоек смолы, содержащих более тяжелые упрочняющие углеродные волокна.
Прослойка может иметь толщину в диапазоне от 10 до 45 мкм, предпочтительно, от 15 до 35 мкм.
Частицы, которые могут присутствовать в прослойке, могут иметь размер в диапазоне от 15 до 30 мкм, предпочтительно, в диапазоне от 15 до 25 мкм. Частицы могут включать упрочняющие агенты, электропроводящие частицы и/или комбинации указанных частиц.
Примеры слоя жгутов из однонаправленных волокон изготавливают из углеродных волокон HexTow®, которые доступны от компании Hexcel Corporation. Подходящие углеродные волокна HexTow® для использования в производстве жгутов однонаправленных волокон включают: углеродные волокна IM7, которые доступны в виде жгутов, содержащих 6000 или 12000 нитей с массой 0,223 г/м и 0,446 г/м, соответственно; углеродные волокна IM8-IM10, которые доступны в виде жгутов, содержащих 12000 нитей с массой от 0,446 г/м до 0,324 г/м; и углеродные волокна AS7, которые доступны в виде жгутов, содержащих 12000 нитей с массой 0,800 г/м; могут быть использованы жгуты, содержащие вплоть до 80000 или 50000 (50K) нитей, например, такие, которые содержат приблизительно 25000 нитей, и они доступны от компании Toray, а те, которые содержат приблизительно 50000 нитей, доступны от компании Zoltek. Жгуты обычно имеют ширину от 3 до 7 мм и их подают для пропитки на оборудование с гребнями, чтобы удерживать жгуты и сохранять их параллельными и однонаправленными.
После того, как препрег приготовлен, его можно свернуть, чтобы хранить в течение определенного периода времени. Затем его можно раскатать и нарезать по желанию и необязательно сложить с другими препрегами с образованием пакета препрега в пресс-форме или в эластичном мешке для вакуумного формования, который затем помещают в пресс-форму и отверждают.
После того, как препрег или пакет препрега приготовлен, его можно отвердить воздействием повышенной температуры и необязательно повышенного давления с получением отвержденного композитного ламината. Как обсуждалось выше, препреги по настоящему изобретению могут обеспечить превосходные механические свойства, не требуя высоких давлений, которые создаются при проведении процесса в автоклаве.
Таким образом, в соответствии с другим аспектом, настоящее изобретение относится к способу отверждения термореактивной смолы в препреге или пакете препрега, как описано в данном описании, при этом способ включает нагрев препрега или пакета препрега до температуры, достаточной для того, чтобы вызвать отверждение композиции термореактивной смолы, и, предпочтительно, отверждение проводят при давлении меньше чем 10, или 7, или 3,0 бар абсолютных.
Процесс отверждения можно осуществить при давлении меньше чем 10 или 7, или 3,0, или 2,0 бар абсолютных, предпочтительно, меньше чем 1 бар абсолютных. В наиболее предпочтительном способе осуществления настоящего изобретения давление составляет меньше чем атмосферное давление. Процесс отверждения может быть осуществлен при одной или нескольких температурах в интервале от 150 до 260°С, предпочтительно, от 180 до 220°С, более предпочтительно, от 160 до 210°С, в течение времени, достаточного для отверждения до необходимой степени композиции термореактивной смолы.
Отверждение при давлении, близком к атмосферному давлению, можно осуществить с помощью так называемого метода эластичного мешка для вакуумного формования. Он включает в себя размещение препрега или пакета препрега в герметичном мешке и создание вакуума внутри мешка. Это приводит к тому, что пакет препрега испытывает уплотняющее давление вплоть до атмосферного давления, в зависимости от степени применяемого вакуума. Метод эластичного мешка для вакуумного формования можно также осуществить в автоклаве.
После отверждения препрег или пакет препрега превращается в композитный ламинат, пригодный для использования при изготовлении конструкций, например, аэрокосмических конструкций.
Подобные композицитные ламинаты могут содержать структурирующие волокна на уровне от 45% до 75% по объему (объемная доля волокна), предпочтительно, от 55% до 70% по объему, более предпочтительно, от 60% до 68% по объему (DIN EN 2564).
Ламинаты, полученные из препрегов по настоящему изобретению предпочтительно, содержат меньше чем 1% об. пустот или меньше чем 0,7% об. пустот, как правило, меньше 0,1% об. и, в частности меньше чем 0,05% об. от общего объема ламината, что определяют с помощью микроскопического анализа 20 поперечных сечений с зазором, измеряя 30×40 мм в поперечном сечении (зазор 5 см) отвержденного образца слоистого материала.
Уникальные свойства легких слоев, используемых в данном изобретении, позволяют отверждать слоистые материалы с использованием подобных слоев без проведения процесса в автоклаве. Может быть использовано указанное относительно низкое давление и низкий по стоимости процесс отверждения, поскольку допускаемая повреждаемость (например, сжатие после удара - CAI) отвержденного ламината практически не уступает допускаемой повреждаемости, которую можно получить, используя более высокое давление и более дорогостоящий процесс в автоклаве. Напротив, отверждение вне автоклава ламинатов, имеющих зоны прослоек, которые упрочняют с помощью нерастворимых термопластичных частиц, дает отвержденные слоистые материалы, которые имеют значительно сниженные допустимые повреждения.
В указанном приложении электропроводность композитных ламинатов в "Z" направлении измеряют следующим способом.
Готовят заготовку из нескольких однонаправленных слоев препрега таким образом, чтобы ориентации волокон в последующих слоях была 0/90. Заготовку отверждают в автоклаве при температуре отверждения 180°С в течение 2 ч при давлении 0,7 МПа и получают набор отвержденных образцов размером 300 мм × 300 мм × 3 мм. Образцы (четыре) для тестирования затем нарезают из отвержденной заготовки таким образом, чтобы они имели размеры 40 мм × 40 мм × 3 мм. Поверхности кусочков квадратной формы ошкуривают на машине Линишера, чтобы вскрыть углеродные волокна. Нельзя допустить избыточного ошкуривания, поскольку в этом случае можно проникнуть сквозь первый слой волокон в первый слой между ламинатами. Указанные кусочки квадратной формы затем покрывают металлом, таким как золото, термическим распылением с толщиной приблизительно 30 нм или сплавом олово-цинк электродуговым распылением с толщиной, по меньшей мере, 10 микрон. Перед проведением испытаний любой металл на торцах образцов удаляют путем ошкуривания.
Каждая из сторон образцов контактирует с медным проводом или проволокой, образуя электроды, которые проходят по диагонали по поверхностям с нанесенным металлом. Источник питания (30В/2A программируемый блок питания TTz EL302P, компания Thurlby Thandar Instruments, Кембридж, Великобритания), который способен изменять как напряжение, так и ток, используют для определения сопротивления. Для каждого образца может быть использовано два или четыре электрода, при этом последний вариант является предпочтительным, поскольку он более воспроизводимым. Источник питания контактирует с электродами, которые удерживаются на месте с помощью зажима. Зажим имеет непроводящее покрытие или слой, предотвращающий образование электрического пути от одного провода к другому. Прикладывают ток в один ампер и измеряют напряжение. Используя закон Ома, можно рассчитать сопротивление (R=V/I). Испытание проводят для каждого из нарезанных образцов, чтобы получить диапазон значений. Для обеспечения надежности измерений при проведении испытаний каждый образец тестируют два раза. Чтобы проверить проведенные измерения, сопротивление также измеряют с использованием многофункционального измерительного прибора, помещая один электрод на одну покрытую металлом поверхность, а другой электрод - на противоположную покрытую металлом поверхность.
Из рассчитанного сопротивления [в омах] вычисляют проводимость [в сименсах] из следующего уравнения: Проводимость (σ) = толщина образца (t)/сопротивление (R) × площадь образца (А). Проводимость поперек слоя волокон рассчитывают, поделив значение проводимости на толщину ламината (3 мм), так что проводимость по толщине = σ/толщина.
Фигура 1 представляет собой схематическое изображение способа, который может быть использован для изготовления препрегов по настоящему изобретению.
Фигура 2 представляет собой схематическое изображение другого способа, который может быть использован для изготовления препрегов по настоящему изобретению.
Что касается фигуры 1, то процесс протекает справа налево, начиная со шпулярного блока 8, который может включать 370 катушки со жгутами углеродного волокна, при этом каждый жгут содержит 12000 индивидуальных углеродных нитей. Каждая катушка с волокном на катушечной рамке поддерживается в натянутом состоянии с помощью ремня и пружинного механизма с тем, чтобы обеспечить равномерное натяжение волокна от жгута к жгуту в машине. Жгуты волокон переходят от катушечной рамки на гребенку. До входа на гребенку проводится измерение натяжения индивидуального жгута, которое проводят в позиции 10 на фигуре 1. Здесь проводят измерение натяжение отдельных жгутов, содержащих 12000 углеродных волокон, с помощью переносного тензиометра. Нагрузку разрыва волокна на катушечной рамке под действием ремня и пружинного механизма регулируют, чтобы обеспечить натяжение волокон в этой точке до величины приблизительно 160 г/жгут.
Измеряют произвольную выборку из десяти жгутов из каждого нетканого полотна, с целью контроля качества и проверки того, что номинальное натяжение в жгуте волокна соответствует предпочтительному индивидуальному натяжению 160 г/жгут. Затем жгуты волокон проходят через гребенку 12. Волоконная гребенка разделяет жгуты углеродного волокна и направляет их в секцию выравнивания волокон и одновременно контролирует общую ширину полотна волокна с тем, чтобы плотность волокна препрега находилась в пределах требуемых допусков. Затем жгуты волокна передаются на датчик механической нагрузки 14, который измеряет общее натяжение, приложенное к углеродным волокнам. Волокна затем проходят через расправляющие валки 16. Указанные валки контролируют натяжения и выравнивание волокон, с целью контролирования конечного натяжения и выравнивания волокон, прежде чем они будут контактировать с покрытыми смолой пленками в точке прижима 22.
Два валка, образующих точку прижима 22, закреплены, так что они не вращаются, а другие валки перед ними могут вращаться. Первый расправляющий валок 16 представляет собой тензометрическое измерительное устройство, которое контролирует общее натяжение волокон, поступающих в систему выравнивающих валков. Жгуты волокон нагревают в данной секции расправляющих валков с помощью инфракрасного нагревателя (не показан) для подготовки к пропитке композицией смолы по настоящему изобретению. Инфракрасный нагреватель смягчает пропитку для волокон и способствует хорошему импрегнированию волокон. Пропитка для волокон представляет собой эпоксидную смолу, которую наносят на углеродное волокно в производственных условиях, чтобы облегчить обработку волокна, однако в некоторых случаях пропитка для волокон может ограничить расправление и импрегнирование волокон.
Два предварительно покрытых смолой рулона пленки загружают в машину для свивания препрега, при этом один барабан располагается над полотном препрега 18, а другой барабан располагается ниже полотна препрега 20. Указанные рулоны пленки поставляют смолу, которая подается от верхнего барабана для свивания пленки 18 к нижнему барабану для свивания пленки 20. Смола и волокна встречаются в точке прижима 22. Никакой существенной пропитки в этой точке не происходит.
Предварительно покрытые смолой пленки имеют номинальную величину 69 г/см2 для данного продукта с массой на единицу площади волокна, равной 268, так что содержание смолы в готовом продукте составляет 34% масс. Смолу наносят на нужную сторону бумаги с нанесенным с двух сторон дифференцирующим слоем суперкаландрированного кремнийорганического деблокирующего покрытия. Натяжение разрыва на бобинах свивающих устройств 18 и 20 контролируют и согласуют с натяжением готового полотна из волокон, чтобы получить стойкий к сминанию препрег посредством горячих S-образных зон для импрегнирования 24, 28.
Затем смола и волокна проходят через первый S-образный уплотнитель 24 и далее через другой инфракрасный (ИК) нагревательный стол 26 для дальнейшего нагрева. Препрег нагревают с помощью ИК нагревателя до температуры в диапазоне от 120 до 130°С, так что вязкость смолы снижается, прежде чем волокно попадает на 2-й, 3-й и 4-й набор подогреваемых S-образных валков, как показано на фигуре 1, для пропитки смолой жгутов структурирующих волокон, содержащих 12000 углеродных волокон. На этой стадии способа после ИК нагревателя 26 смола имеет достаточно низкую вязкость, чтобы импрегнировать волокна.
Смолу и волокна пропускают через три дополнительных S-образных уплотнителя 28, где происходит пропитка, чтобы получить разорванные слои волокон с надежной и достаточной пропиткой. Указанные наборы S-образных валков, которые нагревают до температуры от 135 до 140°С, имеют диаметр 270 мм и отдалены друг от друга, образуя зазор, составляющий от 350 до 450 мм.
Скорость вращения на указанных валках регулируют таким образом, чтобы усилие намотки полотна было высоким и указанное усилие воздействовало на полотно препрега для разрыва слоя структурирующих волокон и вызывало большой поток смолы внутрь углеродных волокон, с целью обеспечения хорошей пропитки. Было установлено, что разрыв слоя структурирующих волокон под действием сил при S-образном свивании требуется для низких значений сопротивления, а пропитка необходима для успешного осуществления автоматизированной операции укладки пленки препрега при проведении процессов у заказчика.
Волокно и смола затем проходят над охлаждающей плитой 30. Полотно препрега охлаждают на указанной охлаждающей плите, чтобы охладить препрег до температуры от 20 до 22°С, так что используемая в процессе бумага может быть удалена перед дальнейшей обработкой препрега на стадиях, которые следуют за охлаждающей плитой и которые не показаны в данном описании, но известны специалисту.
Авторы настоящего изобретения обсуждают процесс на фигуре 2 (процесс 2) с помощью приведенных ниже примеров.
Примеры
В следующих примерах препреги получают, используя два различных процесса, проиллюстрированных на фигурах 1 и 2, которые соответствуют способу 1 и способу 2, соответственно. Общие для обоих способов жгуты волокон поступают из катушечной рамки 100 (или 8 на фигуре 1), которая содержит несколько катушек, удерживающих жгуты волокон. Каждый жгут волокон содержит множество нитей углеродного волокна (12000 нитей), каждая из которых имеет диаметр приблизительно 5 мкм. Жгуты выравнивают, пропуская жгуты над расправляющими валками. Расправляющие валки представляют собой цилиндрические стержни с гладкой поверхностью (шероховатость поверхности меньше чем 0,1 мкм). Натяжение в волокнах и прохождение жгутов волокон над стержнями разглаживает жгуты волокон и тем самым выравнивает их. Расправляющие валки широко используются для выравнивания и расправления жгутов волокон.
После расправляющих валков волокна пропитывают с обеих сторон полимерными пленками по настоящему изобретению 104 (или 18 и 22 на фигуре 1). Полимерные пленки содержат термопластичные частицы (PA6 или PA11), а синтетические смолы в примерах по настоящему изобретению также содержат проводящие частицы. Первая стадия пропитки является общей для обоих способов, при этом волокна и смолы пропускают над S-образным уплотнителем (S-образное свивание) 106 (или 24 на фигуре 1) и через камеру ИК нагрева 107 (или 26 на фигуре 1). Нагревание смолы побуждает смолу затекать в волокна. Остальные стадии пропитки проводят с помощью любого из методов, изображенных на фигурах 1 или 2.
На фигуре 2, которая указывается в данном описании как способ 2, смолу и волокна пропускают через 3 прижимных валка (3 N) 110, которые уплотняют и дополнительно вдавливают смолу в волокна. На фигуре 1, которая указывается в данном описании как способ 1, смолу и волокна пропускают через 3 дополнительных узла S-образного свивания (28), которые уплотняют и дополнительно вдавливают смолу в волокна. Пропитанные смолой волокна затем охлаждают на холодной плите 112 (или 30 на фигуре 1).
После этой стадии, разматывают бумагу-основу для компенсирующего слоя 114 и на препрег наносят пленку-основу из полиэтиленового моноволокна 116 (не показано на фигуре 1).
Продукты по настоящему изобретению содержат проводящие частицы в сочетании с термопластичными частицами. Продукт представляет собой препрег, содержащий неотвержденную термореактивную смолу и углеродное волокно с массой на единицу площади, равной 268 г/м2. Термореактивная смола включает смесь трехфункциональной эпоксидной смолы (от компании Huntsman), бисфенол-F эпоксидной смолы и отвердитель 4,41DDS. Синтетическая смола содержит термопластичную добавку в виде полиэфирсульфона (PES), которая растворена в термореактивной смоле. Кроме того, продукт содержит термопластичные частицы в виде полиамида, такого как PA6 (найлон 6) или PA11 (найлон 11) с концентрацией от 9,5 до 13,5% масс. от общего количества смолы. Объемный средний диаметр термопластичных частиц равен 20 мкм, как определено с помощью измерений по методу Культера (анализ размеров частиц методом лазерной дифракции).
В примерах проводится сравнение проводимости в "Z" направлении и механических характеристик в системах, в которых волокна гладкие или разорваны, при этом "разрыв" в слоях волокон на любой из сторон слоя синтетической смолы можно установить из микрофотографий. Промежуточные слои образуются в том случае, когда листы препрега укладывают друг на друга. Проводящие элементы волокна, по-видимому, включают разорванные нити волокна и/или нити волокна, которые были смещены под воздействием силы, приложенной в процессе пропитки жгутов волокна смолой.
Пакет из препрегов имеет конфигурацию 0/90.
Сопротивление и проводимость в примерах определяют следующим образом.
Метод испытания проводимости композитных ламинатов
Проводимость измеряют путем нанесения на образцы металлического покрытия и присоединения электродов к образцу. Авторы настоящего изобретения обнаружили, что полученные значения различаются в зависимости от используемого металла и толщины металлического покрытия и, таким образом, измерения следует проводить на образцах с использованием того же самого металла и при условии, что металлический слой имеет практически ту же самую толщину.
Заготовку для испытаний получают путем отверждения в автоклаве и она имеет размер 300 мм × 300 мм × 3 мм. Пакет препрега заготовки испытаний имеет конфигурацию 0/90. Затем из заготовки для испытаний вырезают образцы (обычно четыре) для тестирования, имеющие размеры 40 мм × 40 мм. Образцы квадратной формы необходимо ошкурить (например, на машине Линишера), чтобы вскрыть углеродные волокна. Это не обязательно, если во время отверждения формируется внешняя корка. Избыточного ошкуривания следует избегать, поскольку в этом случае можно проникнуть сквозь первый слой волокон. Указанные кусочки квадратной формы затем покрывают электропроводящим металлом, например, тонким слоем золота (с толщиной приблизительно 30 нм) термическим распылением (метод 1) или слоем толщиной 120 мкм из сплава олово-цинк (70:30) электродуговым распылением (метод 2). Перед проведением испытаний любое золото или олово-цинк на торцах образцов должны быть удалены путем ошкуривания. Металлическое покрытие требуется, чтобы обеспечить низкое контактное сопротивление. Метод электродугового распыления сплава олово-цинк является предпочтительным, поскольку авторы настоящего изобретения обнаружили, что в этом случае наблюдается значительно меньшая изменчивость результатов, по сравнению с образцами, которые были покрыты напылением золотом и испытаны на проводимость, как указано в данном описании.
Для определения сопротивления используют источник питания (30В/2A программируемый блок питания TTi EL302P, компания Thurlby Thandar Instruments, Кембридж, Великобритания), который способен измерять как напряжение, так и ток. Образец контактирует с электродами (луженые медные провода) источника питания и удерживается на месте с помощью зажима (необходимо следить за тем, чтобы электроды не касались друг друга или не контактировали с другими металлическими поверхностями, т.к. это приведет к ложным результатам). Для каждого образца используют два или четыре электрода, при этом последний вариант является предпочтительным, поскольку он более воспроизводимым. Необходимо убедится, что зажим не имеет проводящего покрытия или слоя, чтобы предотвратить образование электрического пути от одного провода к другому. Прикладывают ток в один ампер и измеряют напряжение. Используя закон Ома, можно затем рассчитать сопротивление (V/I). Испытание проводят для каждого из нарезанных образцов, чтобы получить диапазон значений. Каждый образец тестируют два раза. Чтобы проверить проведенные измерения, сопротивление также измеряют с использованием многофункционального измерительного прибора, помещая один электрод на одну покрытую металлом поверхность, а другой электрод - на противоположную покрытую металлом поверхность. Из величины сопротивления (R) может быть рассчитано значение проводимости, как указано выше в данном описании.
Пример 1
Готовят препрег, который содержит композицию неотвержденной термореактивной смолы по настоящему изобретению и углеродное волокно IM7 с массой на единицу площади, равной 268 г/м2, на экспериментальной пилотной линии получения препрега. Термореактивная смола включает смесь трифункциональной эпоксидной смолы (от компании Huntsman), бисфенол-F эпоксидную смолу и отвердитель 44DDS. Смола содержит термопластичную добавку в виде полиэфирсульфона (PES), который растворен в термореактивной смоле. Кроме того, продукт содержит термопластичные частицы в виде полиамида PA6 (найлон 6) с концентрацией 13,5% масс. в пересчете на общую массу готовой термореактивной смолы (которая также содержит дополнительные частицы). Объемный средний диаметр термопластичных частиц равен 20 мкм, как определено с помощью измерений по методу Культера (анализ размеров частиц методом лазерной дифракции). Препрег получают в соответствии со способом 1, как описано выше. Авторы настоящего изобретения обнаружили, что электропроводность указанного материала в Z-направлении находится в диапазоне 1-6 См/м.
Пример 1a
Продукт представляет собой препрег, который идентичен по составу примеру 1. Однако данный продукт получают по способу, который включает два шероховатых расправляющих валка (RSB) и стадию удвоения жгутов волокон с помощью дополнительных гладких расправляющих валков для волокон (NFS). Шероховатые расправляющие валки имеют шероховатость поверхности 4 мкм, в отличие от гладких расправляющих валков, которые имеют шероховатость приблизительно 0,1 микрона. Перед тем как волокна подают на линию пропитки, жгуты волокон проходят через узел расправляющих валков, который включает шероховатые расправляющие валки с конфигурацией NFS среди расправляющих валков, формующих волнистую поверхность в слое волокон. После расправления волокон однонаправленные жгуты волокон пропитывают двумя слоями синтетической смолы с обеих сторон волокон по мере того, как они продвигаются между прижимными валками. Электропроводность в "Z" направлении этого вещества находится в диапазоне от 4-15 См/м, а его волокна разорваны, что наблюдается на микрофотографиях отвержденного квазиизотропного ламината.
Пример 1b
Препрег получают таким же способом, как в примерах 1 и 1а; однако на этот раз в препреги по примерам 1 и 1а добавляют проводящие частицы.
Полученный продукт содержит термопластичные частицы в виде полиамида 6 (PA6) с концентрацией 13,5% масс. в пересчете на термореактивную смолу. Смола дополнительно содержит частицы стеклографита (CMS) с объемным средним диаметром 15 или 30 мкм, как определяют по методу Культера, используя прибор Beckman Coulter. Концентрация частиц варьирует от 1% масс. до 3% масс.
Углеродные микросферы (CMS) поставляются компанией HTW Hochtemperatur-Werkstoffe из Германии и носят название Sigradur G (10-20), которые имеют средний размер частиц 15 мкм, и Sigradur G (20-50), которые имеют средний размер частиц 30 микрон, как определяют с помощью прибора Beckman Coulter.
Полученная проводимость меняется в диапазоне 5,0-12,1 См/м при навеске в диапазоне 0,5-3,0% масс. по отношению к синтетической смоле. Результаты представлены в таблице 1.
4-точечный метод
Проводимость См/м
2-точечный метод
Проводимость См/м
Хотя CMS увеличивает проводимость, по сравнению со стандартным препрегом, не содержащей проводящие частицы, было обнаружено, что его применение приводит к появлению царапин на покрытии валков.
Пример 2
CMS, использованный в примере 1b, заменяют на графит картофелеобразной формы (PSG), SG25 /99.95 SK, со средним размером частиц 20 мкм, который получают от компании NGS Naturgraphit из Германии и наблюдают следующие результаты:
4-точечный метод
Проводимость См/м
2-точечный метод
Проводимость См/м
Препреги примера 2 готовят так же, как и в примерах 1 и 1а.
Дополнительные примеры
Препреги (20 м × 0,3 м) с различными количествами проводящих частиц изготовляют на пилотной линии получения препрегов, которую используют в примерах 1, 1а и 1b, путем подачи непрерывного слоя однонаправленных углеродных волокон и введения его в контакт с двумя слоями отверждаемой смолы, содержащей электропроводящие частицы и термопластичные упрочняющие частицы (Rilsan PA11 или Orgasol PA6 от компании Arkema), в так называемом 2-х пленочном способе.
Графит в картофелеобразной форме (PSG) поставляется компания NGS Naturgraphit из Германии под названием SG25/99.95 SC и имеет средний размер частиц 20 микрон. Другой тип PSG поставляется компанией Nippon Power Graphite Company из Японии под названием GHDR-15-4.
Плоские графиты поставляются компанией Timcal Ltd из Швейцарии под названием Timrex SFG44 и Timrex KS44. Указанные порошки имеют средний размер частиц 22 мкм. Другой плоский графит поставляется компанией Graphit Kropfmuhl из Германии под названием SGA20 М и имеет средний размер частиц 20 мкм.
Препрег изготавливают, используя углеродное волокно IMA с массой на единицу площади, равной 268 г/см2. В качестве заготовок для определения резистивности готовят 12-слойные ламинаты с использованием пакета 0/90, который отверждают при 180°C в течение 2 часов в автоклаве под давлением 3 бар.
Препреги получают по способу 1 или 2. Препреги, приготовленные по способу 1, содержат проводящие частицы, при этом давление, оказываемое на углеродные волокна и смолу, не превышает 40 кг на сантиметр ширины слоя углеродного волокна. В этом случае разрыв волокон гораздо менее сильный, по сравнению с препрегом, получаемым по 2-х пленочному прижимному способу, изображенному на фигуре 2 (способ 2). Кроме того, для сравнения, готовят препреги, не содержащие проводящие частицы, но полученные с использованием шероховатых расправляющих валков (RSB) для жгутов углеродных волокон и способа 2. Кроме того, для сравнения, получают препреги, изготовленные по способу 2, которые содержат 'плоские' проводящие частицы.
Пример 3
Данный продукт представляет собой препрег, полученный на пилотной линии изготовления препрегов и содержащий неотвержденную термореактивную смолу и углеродное волокно IMA. Масса волокна на единицу площади равна 268 г/м2. Кроме того продукт содержит термопластичные частицы в виде PA11 с концентрацией 13,5% масс. в пересчете на термореактивную смолу.
Продукт получают по способу 2.
Пропитанные волокна нагревают, чтобы улучшить текучесть полимерных пленок в волокнах. Затем пропитанные волокна пропускают через набор "S"-образных свивающих валков для выравнивания однонаправленных волокон и дополнительного повышения однородности и пропитки вещества препрега. После нагревания волокон на плите с ИК нагревом, с целью улучшить текучесть смолы, вещество пропускают через три набора прижимных валков, представленных на фигуре 2. Наконец, слои бумажной подложки удаляют и наносят пленку-основу из полиэтиленового моноволокна (полиэтиленовое покрытие), получая готовый продукт препрега. Эта методика является общей для всех примеров, в которых используют способ 2.
4-точечный метод
Проводимость См/м
2-точечный метод
Проводимость См/м
4-точечный метод
Проводимость См/м
Проводящие частицы 13,5% PA11 отсутствуют
Пример 4
Данный продукт представляет собой препрег, содержащий неотвержденную термореактивную смолу и углеродное волокно IMA. Масса волокна на единицу площади равна 268 г/м2. Кроме того, продукт содержит термопластичные частицы в виде PA6 с концентрации 13,5% масс. в пересчете на термореактивную смолу. Препрег содержит также PSG SG25/99.95 SC с концентрацией 1% масс. в пересчете на массу термореактивной смолы. Данный продукт получают с использованием 2-х пленочного способа (S-свивание).
4-точечный метод
Проводимость См/м
2-точечный метод
Проводимость См/м
4-точечный метод
Проводимость См/м
Примеры 5-9
Данные препреги имеют массу волокна на единицу площади, равную 268 г/м2. Указанные продукты содержат термопластичные частицы в виде PA11 с концентрацией 9,5% масс. в пересчете на термореактивную смолу. Препрег содержит также PSG SG25/99.95 SC в различных концентрациях от 1 до 4% масс. от массы термореактивной смолы. Данный продукт получают с использованием 2-х пленочного способа (S-свивание), приведенного на фигуре 1.
4-точечный метод
Проводимость См/м
2-точечный метод
Проводимость См/м
4-точечный метод
Проводимость См/м
Таблица 5 показывает, что увеличение содержания PSG повышает проводимость композита. Максимальная проводимость 29 См/м достигается при навеске 3% масс. PSG. Увеличение навески PSG больше 3% масс. далее не улучшает значения проводимости.
Примеры с 10 по 12
Данные препреги получают, как описано в примере 3, используя слой волокна с массой на единицу площади, равной 268 г/м2. Данные препреги содержат термопластичные частицы в виде PA11 с концентрацией, которая меняется в диапазоне от 9,5 до 13,5% масс. в пересчете на массу готовой термореактивной смолы. Препреги содержат PSG SG25/99.95 SC с концентрацией в среднем 3% масс. в пересчете на массу готовой термореактивной смолы. Данные продукты получают, используя способ прижима 2-х пленок.
4-точечный метод
Проводимость См/м
2-точечный метод
Проводимость См/м
4-точечный метод
Проводимость См/м
Таблица 6 показывает, что, используя способ 2 в сочетании с частицами PSG частиц, можно получить значения проводимости больше чем 100 См/м. При снижении содержания термопластичных частиц проводимость также может быть увеличена.
Пример 13
Данный препрег получают, как описано в примере 3, используя слой волокна с массой на единицу площади, равной 268 г/м2. Данный продукт содержит термопластичные частицы в виде PA6 с концентрацией 10,5% масс. в пересчете на массу готовой термореактивной смолы. Препрег содержит PSG SG25/99.95 SC с концентрацией 3% масс. в пересчете на массу готовой термореактивной смолы. Данный продукт получают, используя способ прижима 2-х пленок.
4-точечный метод
Проводимость См/м
2-точечный метод
Проводимость См/м
4-точечный метод
Проводимость См/м
Таблица 7 показывает, что комбинация способа 2 с частицами PSG позволяет приготовить препрег со значениями проводимости больше, чем 90 См/м. Это пример подтверждает, что использование другой термопластичной частицы не оказывает существенного влияния на значения проводимости.
Пример 14
Данный препрег получают, как в примере 3, используя волокно с массой на единицу площади, равной 268 г/м2. Данный продукт содержит термопластичные частицы в виде PA11 с концентрацией 10,5% масс. в пересчете массу готовой термореактивной смолы. Препрег содержит PSG PSG GHDR-15-4 с концентрацией 3% масс. в пересчете на массу готовой термореактивной смолы. Данный продукт получают, используя способ прижима 2-х пленок.
4-точечный метод
Проводимость См/м
2-точечный метод
Проводимость См/м
4-точечный метод
Проводимость См/м
Таблица 8 показывает, что сочетание способа 2 с частицами PSG GHDR-15-4 в препреге позволяет достичь значения проводимости больше чем 100 См/м.
Примеры с 15 по 18
Данные препреги получают, как в примере 3, используя слой волокна с массой на единицу площади, равной 268 г/м2. Данный продукт содержит термопластичные частицы в виде PA11 с концентрацией 10,5% масс. в пересчете на массу готовой термореактивной смолы. Препреги содержат частицы графита с плоской формы, а не в картофелеобразной форме, которые применяют с концентрацией 3% масс. в пересчете на массу готовой термореактивной смолы. Данные продукты получают, используя способ прижима 2-х пленок.
4-точечный метод
Проводимость См/м
2-точечный метод
Проводимость См/м
4-точечный метод
Проводимость См/м
Таблица 9 показывает, что комбинация способа 2 и добавления плоских проводящих частиц в препрег позволяет достичь значения проводимости лишь 36 См/м. Данный пример свидетельствует о том, что форма частицы важна и что сферические или сфероидальные частицы могут привести к композитам, имеющим более высокую проводимость.
Механические характеристики
Готовят еще 100 метров препрега из примеров 3, 12 и 15. Механические свойства сравнивают с идентичными ламинатами, приготовленными без добавления каких-либо проводящих частиц. Выбирают толщину слоя 0,25 мм для волокна с массой на единицу площади, равной 268 г/см2.
Можно видеть, что наличие электропроводящих частиц углерода оказывает небольшое влияние или вообще не влияет на механические свойства, тогда как использование плоской частицы из примера 15 пониженную ударную вязкость.
Примеры с 19 по 24
Препреги получают с использованием слоев полотна, имеющих массу на единицу площади, равную 268 г/м2, на полукоммерческой линии приготовления препрега. Продукт содержит 10,5% масс. PA11 и 3% масс. графита с картофелеобразной формой HDR-15-4 и SG 25/99.95 SC. Используют способ 1 и способ 2, а 4-х точечное измерение проводимости осуществляют только по методике 2.
Получают следующие результаты.
См/м
Разрывы отсутствуют
Разрывы отсутствуют
Разрывы
Разрывы отсутствуют
Разрывы отсутствуют
Разрывы
Механические свойства по примерам 19, 20, 22 и 23 сравнивают с механическими свойствами композита, не содержащего проводящие частицы или разорванные волокна, которые получают с использованием любого из способов 1 или 2. Получают следующие результаты:
Проводящие частицы отсутствуют
Способ 1
Проводящие частицы отсутствуют
Способ 2
Таблица 12 показывает, что механические свойства сохраняются и в некоторых случаях улучшается, когда используют частицы графита картофелеобразной формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНАТНЫХ МАТЕРИАЛОВ | 2011 |
|
RU2556658C2 |
| СОХРАНЕНИЕ КОМПРЕССИОННОЙ ПРОЧНОСТИ УПРОЧНЕННЫХ ТЕРМОПЛАСТИКОМ ЭПОКСИДНЫХ КОМПОЗИТОВ В ГОРЯЧИХ И ВЛАЖНЫХ УСЛОВИЯХ | 2018 |
|
RU2720793C1 |
| МАТЕРИАЛ ПРЕПРЕГА, СПОСОБНЫЙ ОБЕСПЕЧИВАТЬ ЗАЩИТУ ОТ УДАРА МОЛНИИ И СТОЙКОСТЬ К ПРОЖОГУ | 2016 |
|
RU2724263C2 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2541068C2 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ | 2013 |
|
RU2631299C2 |
| КОМПОЗИТНЫЙ МАТЕРИАЛ С ПОЛИАМИДНЫМИ ЧАСТИЦАМИ | 2013 |
|
RU2625241C2 |
| ГИБРИДНАЯ ВУАЛЬ В КАЧЕСТВЕ ПРОМЕЖУТОЧНОГО СЛОЯ В КОМПОЗИЦИОННЫХ МАТЕРИАЛАХ | 2016 |
|
RU2713325C2 |
| Композитная армирующая нить, препрег, лента для 3D печати и установки для их изготовления | 2016 |
|
RU2640553C2 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ, СОДЕРЖАЩИЕ ПРОВОДЯЩИЕ НАНОНАПОЛНИТЕЛИ | 2012 |
|
RU2611512C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ФИЛАМЕНТА ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ | 2023 |
|
RU2832508C1 |
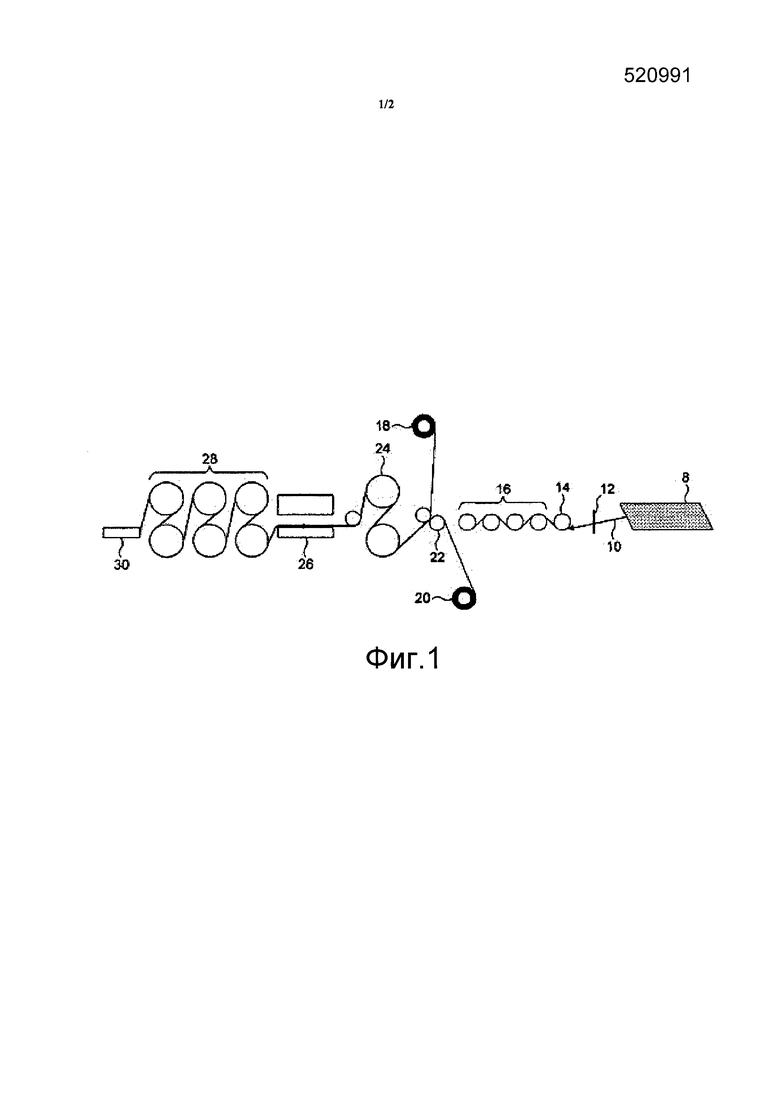
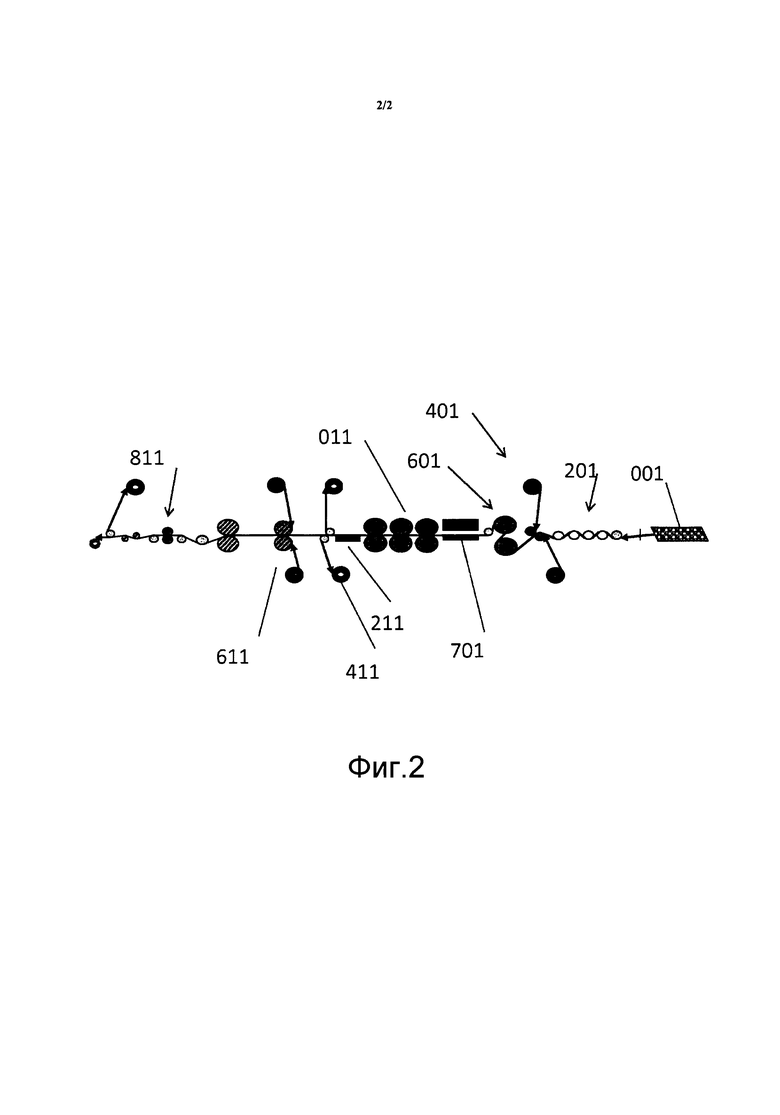
Изобретение относится к получению и применению препрегов, к композитным материалам на основе препрегов и их применению, а также к отверждаемой эпоксидной смоле. Препрег содержит армированную волокном отверждаемую смолу, при этом препрег содержит электропроводящие частицы в диапазоне от 0,5 до 10 мас.% в перерасчете на смолу. Электропроводящие частицы включают графит в картофелеобразной форме. Композит, используемый, например, в качестве компонента воздушного судна, выполнен на основе препрега и включает армированную волокном отвержденную эпоксидную смолу и электропроводящую частицу. Композит содержит электропроводящую частицу, которая включает графит в картофелеобразной форме. Отверждаемая эпоксидная смола содержит упрочняющее вещество полиамид и графит в картофелеобразной форме. Изобретение обеспечивает получение препрегов и композитов на основе препрегов с улучшенными свойствами, в частности с повышенной электропроводностью и повышенными механическими свойствами. 6 н. и 25 з.п. ф-лы, 2 ил., 12 табл., 24 пр.
1. Препрег, включающий армированную волокном отверждаемую смолу, при этом препрег содержит электропроводящую частицу в диапазоне от 0,5 до 10 мас.% от массы смолы, отверждаемая смола представляет собой эпоксидную смолу, а электропроводящая частица включает графит в картофелеобразной форме.
2. Препрег по п. 1, содержащий от 1 до 8 мас.% графита в картофелеобразной форме.
3. Препрег по п. 1, содержащий упрочняющее вещество, в частности полиамид.
4. Препрег по п. 3, в котором упрочняющее вещество представляет собой термопластичную частицу.
5. Препрег по п. 4, содержащий от 5 до 20 мас.% термопластичной частицы от массы смолы.
6. Препрег по п. 3, в котором полиамид имеет температуру плавления в диапазоне от 140 до 240°С.
7. Препрег по п. 3, в котором частицы упрочняющего вещества имеют размер менее 100 мкм.
8. Препрег по п. 7, в котором размер частиц находится в диапазоне от 5 до 60 мкм.
9. Препрег по п. 1, содержащий от 45% до 75 об.% волокна.
10. Препрег по п. 1, в котором волокно выбрано из углеродного волокна, стекловолокна или арамида.
11. Препрег по п. 1, в котором волокна разорваны.
12. Препрег по любому из предшествующих пунктов, представляющий собой пленку.
13. Препрег, включающий армированную волокнами отверждаемую эпоксидную смолу, которая содержит от 0,5 до 4,5 мас.% графита в картофелеобразной форме.
14. Препрег по п. 13, содержащий частицы упрочняющего вещества, в частности полиамида.
15. Применение препрега по любому из предшествующих пунктов для изготовления компонентов воздушного судна.
16. Композит на основе препрега по пп. 1-14, включающий армированную волокном смолу, при этом композит содержит электропроводящую частицу в диапазоне от 0,5 до 10 мас.% от массы смолы, которая представляет собой отвержденную эпоксидную смолу, а электропроводящая частица включает графит в картофелеобразной форме.
17. Композит по п. 16, содержащий от 1 до 8 мас.% графита в картофелеобразной форме.
18. Композит по п. 16, содержащий упрочняющее вещество, в частности полиамид.
19. Композит по п. 18, в котором упрочняющее вещество представляет собой термопластичную частицу.
20. Композит по п. 19, содержащий от 5 до 20 мас.% термопластичной частицы от массы смолы.
21. Композит по п. 18, в котором полиамид имеет температуру плавления в диапазоне от 140 до 240°С.
22. Композит по п. 18, в котором частицы упрочняющего вещества имеют размер менее 100 мкм.
23. Композит по п. 22, в котором размер частиц находится в диапазоне от 5 до 60 мкм.
24. Композит по п. 16, содержащий от 45 до 75 об.% волокна.
25. Композит по п. 16, в котором волокно выбрано из углеродного волокна, стекловолокна или арамида.
26. Композит по п. 16, в котором волокна разорваны.
27. Применение композита по любому из пп. 16-26 в качестве компонента воздушного судна.
28. Применение по п. 27, где компонент представляет собой по меньшей мере часть фюзеляжа.
29. Отверждаемая эпоксидная смола, содержащая упрочняющее вещество полиамид и графит в картофелеобразной форме.
30. Отверждаемая смола по п. 29, содержащая от 0,5 до 10 мас.% графита в картофелеобразной форме в пересчете на смолу и от 5 до 15 мас.% упрочняющего вещества в пересчете на смолу.
31. Отверждаемая смола по п. 29 или п. 30, содержащая отвердитель для эпоксидной смолы.
| WO2011114140 A1 22.09.2011 | |||
| JP2012015273 A 19.01.2012 | |||
| US2010092808 A1 15.04.2010 | |||
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 2009 |
|
RU2412963C1 |
| WO2010150022 A1 29.12.2010 | |||
| Препрег | 1977 |
|
SU711052A1 |
| WO2008056123 A1 15.05.2008. | |||

