Настоящее изобретение относится к способу изготовления защитного элемента с двумя или более расположенными с точной приводкой относительно друг друга воспроизводящими изображение слоями, прежде всего слоями, воспроизводящими изображение видимых на просвет, а предпочтительно видимых также в отраженном свете знаков, к изготавливаемому таким способом защитному элементу, к выполненному в виде переводного элемента защитному элементу, к применению такого защитного элемента, соответственно переводного элемента для защиты различных товаров и изделий от подделки, к снабженному подобным защитным элементом ценному объекту, а также к способу изготовления такого ценного объекта.
Ценные объекты, прежде всего ценные документы, такие как банкноты, акции, удостоверения личности, кредитные карты, свидетельства, чеки и иные подверженные опасности подделки бумаги, такие как личные документы самых разнообразных типов, а также фирменные товары и их упаковки, обычно снабжают защитными элементами, которые позволяют проверять их подлинность и одновременно служат защитой от незаконного или несанкционированного воспроизведения. Подобные защитные элементы могут иметь, например, вид защитных нитей или наклеек либо какой-либо иной вид, допускающий их заделку в ценный объект или защищенную от подделки бумагу либо для нанесения на него/нее, при этом под "ценным объектом" согласно настоящему изобретению подразумевается любой требующий его защиты от подделки объект, прежде всего ценный документ, тогда как под "защищенной от подделки бумагой" подразумевается еще не пригодный к обращению полуфабрикат для дальнейшего изготовления из него ценного документа.
Защитные элементы обычно представляют собой многослойные элементы с несколькими функциональными слоями. Под функциональными в наиболее широком смысле подразумеваются слои, обладающие какими-либо свойствами, которые можно обнаруживать визуально или автоматически. Поэтому функциональные слои содержат, например, красители, люминофоры, термохромные (термочувствительные) вещества, жидкие кристаллы, интерференционные пигменты, электропроводные вещества, магнитные вещества, дифракционные или светопреломляющие структуры либо их комбинации. Функциональные слои обычно выполнены в виде геометрических или фигурных рисунков либо изображений, т.е. в пределах одного слоя имеются функциональные участки с обнаруживаемым свойством (например, свойством люминесценции) и пробельные участки (вырезы) между ними. При расположении нескольких функциональных слоев один поверх другого функциональные участки и пробельные участки в отдельных располагаемых один поверх другого функциональных слоях обычно необходимо выполнять с точным соблюдением приводки и с резкими контурами краев между функциональными участками и пробельными участками. Таким путем один функциональный слой можно скрыть под другим слоем, например скрыть магнитные вещества под цветным или красочным слоем, либо можно изготавливать защитные элементы с несколькими функциональными слоями и вывороткой. Защитные элементы с вывороткой имеют прозрачную основу с по меньшей мере одним непрозрачным покрытием, в котором имеются пробельные участки или вырезы (выворотка). Такие пробельные участки могут иметь любую форму, например вид букв, цифр или узоров какого-либо типа, прежде всего узоров из линий. В соответствии с этим используемый в настоящих материалах термин "выворотка" охватывает пробельные участки или вырезы любой формы, т.е. любое нарушение или отсутствие сплошности непрозрачного покрытия. Чем прозрачнее основа, т.е. чем выше ее светопроницаемость, тем выше контраст между покрытыми и непокрытыми участками. При использовании основ с исключительно высокой прозрачностью выворотка отчетливо видна в отраженном свете, а при использовании основ с меньшей прозрачностью выворотка видна только на просвет. При наличии у такого защитного элемента с вывороткой двух разных функциональных слоев, например (декоративного) изображения, воспроизводимого металлическим покрытием золотистого цвета, и расположенного поверх него такого же изображения, воспроизводимого красной печатной краски, подобное изображение при рассматривании защитного элемента с одной стороны выглядит как золотистое, а при его рассматривании с другой стороны - как красное.
Подобные многослойные изображения сложно подделать из-за необходимой высокой точности приводки. Высокую степень защиты от подделки обеспечивают прежде всего изображения (мотивы) с выворотками, поскольку возникшие при изготовлении неточности исключительно легко можно обнаружить при рассматривании на просвет, а "примитивные" попытки подделать защитный элемент, например, путем копирования на многоцветных копировальных устройствах, сразу же становятся заметны даже для неопытного человека.
Степень защиты от подделки тем выше, чем мельче структуры в функциональных слоях, воспроизводящих расположенные с точной приводкой друг относительно друга изображения. Однако даже для уполномоченных на это изготовителей выполнение мельчайших структур с резкими контурами и с высокоточным соблюдением приводки между такими структурами является достаточно сложной задачей. Известен целый ряд способов, которые должны обеспечивать возможность выполнения пробельных участков в нескольких расположенных один поверх другого функциональных слоях с высокой точностью приводки, т.е. с точным совмещением во всех слоях.
Из WO 92/11142 известно выполнение вывороток в функциональных слоях печатными красками, активируемыми путем теплового воздействия. Такие печатные краски, которыми получают оттиски, очертания которых соответствуют изображению, которое должно воспроизводиться вывороткой, и которые располагают под функциональными слоями, содержат воски или вспениваемые добавки, которые при нагреве размягчаются, соответственно выделяют газ и таким путем образуют вспененные структуры. В результате этого снижается сила сцепления на запечатанных термоактивированной печатной краской участках, на которых функциональные слои можно затем удалять механическим путем.
В DE 102007055112 А1 описан способ выполнения выворотки в нескольких функциональных слоях с точной приводкой, т.е. с совмещением, с использованием печатной краски, которой получают оттиск, очертания которого соответствуют изображению, которое должно воспроизводиться вывороткой, и который располагают под функциональными слоями, и которая содержит компонент, который при облучении, при нагреве либо при контакте с промывочной жидкостью инициирует процесс, в результате которого печатная краска прикладывает к расположенному над ней покрытию разрушающее его усилие. Такое усилие может создаваться газом, выделяемым компонентами печатной краски при их контакте с промывочной жидкостью, при их облучении и/или при их нагреве, либо содержащимся в печатной краске агентом набухания, который набухает при контакте с промывочной жидкостью. После подобного первоначального разрушения многослойного покрытия оно сравнительно легко поддается смывке промывочной жидкостью.
Вышеописанные способы позволяют получать удовлетворительные результаты до тех пор, пока не требуется выполнять особо мелкие структуры. Однако рассмотренные выше способы часто не позволяют выполнять особо мелкие структуры с резкими контурами и с высокой точностью приводки.
Исходя из вышеизложенного в основу настоящего изобретения была положена задача разработать способ изготовления защитных элементов, который позволял бы выполнять в по меньшей мере двух расположенных друг поверх друга слоях совмещенные между собой рисунки или изображения.
Задача настоящего изобретения состояла прежде всего в разработке подобного способа, который позволял бы выполнять совмещенные между собой рисунки или изображения с резкими контурами и с высокой точностью приводки.
Задача настоящего изобретения состояла, кроме того, в разработке подобного способа, который позволял бы выполнять рисунки или изображения с особо мелкими структурами или деталями.
Задача настоящего изобретения состояла также в разработке защитного элемента с по меньшей мере двумя слоями, имеющими соответствующие друг другу рисунки или воспроизводящими соответствующие друг другу изображения с высокой точностью приводки между ними.
Задача настоящего изобретения состояла далее в разработке подобного защитного элемента, у которого воспроизводящие изображение слои имеют особо мелкие структуры и выполнены с резкими контурами.
Задача настоящего изобретения состояла, кроме того, в разработке подобных защитных элементов в виде переводных элементов, а также в разработке защищенной от подделки бумаги и ценных объектов с предлагаемыми в изобретении защитными элементами, соответственно переводными элементами и в разработке способа изготовления защищенной от подделки бумаги и ценных объектов.
Указанные задачи решаются с помощью заявленного в п.1 формулы изобретения способа изготовления защитного элемента, с помощью заявленного в п.8 формулы изобретения защитного элемента, с помощью заявленного в п.15 формулы изобретения переводного материала, с помощью заявленной, соответственно заявленного в п.16 формулы изобретения защищенной от подделки бумаги, соответственно ценного объекта и с помощью заявленного в п.17 формулы изобретения способа.
В соответствующих зависимых пунктах формулы изобретения приведены частные варианты осуществления настоящего изобретения.
Основная идея настоящего изобретения состоит в переносе рисунка или изображения, воспроизводимого функциональным слоем, на другой функциональный слой с помощью клеевого слоя. При этом в клеевом слое воспроизводят точную копию изображения, воспроизводимого первым функциональным слоем, и такую копию изображения в клеевом слое в свою очередь используют для воспроизведения точной копии этого изображения или его фотографического негатива в другом функциональном слое. Перенос изображения с одного функционального слоя на другой возможен благодаря тому, что клей между функциональными слоями структурируется изображением, воспроизводимым первым функциональным слоем, таким образом, что он прилипает только к определенным участкам второго функционального слоя, а с остальными его участками, однако, не образует никакого клеевого соединения. После этого не приклеенные участки второго функционального слоя удаляют, тогда как удаление его приклеенных участков невозможно, благодаря чему во втором функциональном слое образуется точная репродукция или фотографический негатив рисунка или изображения, воспроизводимого первым функциональным слоем.
Предлагаемый в изобретении защитный элемент изготавливают из по меньшей мере двух отдельных частей. Первая отдельная часть состоит по меньшей мере из основы и функционального слоя с пробельными участками в нем. Возможно также наличие других слоев. Функциональный слой может также состоять из нескольких отдельных слоев.
В качестве основы первой отдельной части защитного элемента предпочтительно использовать пленку, например, из полипропилена, полиэтилена, полистирола, сложного полиэфира, прежде всего поликарбоната или полиэтилентерефталата. Особенно предпочтительны при этом прозрачные или просвечивающие пленки. При применении подобных пленок выполненные с точной приводкой пробельные участки в отдельных функциональных слоях отчетливо видны в виде выворотки.
На основу наносят функциональный слой. Такой функциональный слой в принципе может быть любого типа, используемого на защитных элементах. В качестве примера при этом можно назвать металлические или металлизированные слои, например, из алюминия, железа, меди, золота, никеля и иных металлов, а также из их сплавов, или слои из красок с металлическим эффектом, слои с цветными пигментами или флуоресцирующими пигментами, жидкокристаллические слои, покрытия с цветовым кипп-эффектом, комбинации из двух или более слоев, такие, например, как комбинация из слоя с цветовым кипп-эффектом и фонового красочного слоя определенного цвета, слои с допускающими автоматические обнаружение признаками, например, с магнитными пигментами, которые при необходимости можно скрывать под покровным слоем. Упомянутый слой с цветными пигментами может представлять собой, например, слой черной печатной краски на основе краски "Microlith Schwarz" (фирмы Ciba), которая у изготовленного предлагаемым в изобретении способом защитного элемента образует темный фон, например, для жидкокристаллических слоев, что позволяет создавать выразительные цветовые кипп-эффекты.
Функциональные слои наносят известными методами, которые пригодны для нанесения соответствующего функционального слоя, например, конденсацией из паровой фазы в случае металлов или печатанием в случае цветных или флуоресцирующих пигментов.
Функциональные слои при их нанесении печатанием при необходимости можно сразу печатать воспроизводящими некоторое изображение, т.е. в виде функциональных участков с пробельными участками между ними. Во всех остальных случаях функциональный слой наносят сплошным слоем, при этом, как очевидно, и печатные функциональные слои можно печатать в виде сплошных слоев.
Функциональный слой можно выполнять непосредственно на основе, или же можно предусматривать один либо несколько промежуточных слоев. Для некоторых функциональных слоев наличие промежуточных слоев является обязательно необходимым, например, когда изображение, воспроизводимое функциональным слоем, представляет собой металлизированную голограмму, кинеграмму, пикселограмму или иную металлизированную дифракционную структуру. В подобном случае сначала наносят подвергаемый тиснению лаковый слой и в нем до или после металлизации выполняют тиснением требуемую дифракционную структуру. Промежуточный слой обычно необходим и при применении жидкокристаллических слоев, поскольку он способствует требуемой ориентации жидких кристаллов. Приемлемые ориентирующие слои могут представлять собой, например, дифракционные структуры, выполненные тиснением в тисненых лаковых слоях. В другом варианте при необходимости можно также надлежащим образом обрабатывать пленочную основу.
В одном из предпочтительных вариантов осуществления настоящего изобретения один из воспроизводящих изображение слоев (функциональных слоев) представляет собой металлизированную дифракционную структуру, такую как металлизированная голограмма, а в особенно предпочтительном варианте и другой воспроизводящий изображение слой (функциональный слой) представляет собой металлизированную дифракционную структуру, такую как металлизированная голограмма. Следует отметить, что при упоминании голограмм в последующем описании сказанное равным образом относится и к другим дифракционным структурам и светопреломляющим структурам, а также к так называемым "матовым структурам" (образованным дифракционными решетками изображениям (решетчатым изображениям) с ахроматическими дифракционно-решетчатыми участками), как они определены и описаны, например, в WO 2007/107235 А1 (см. прежде всего п.1 формулы изобретения).
Как указано выше, при использовании голограмм необходимо предусматривать тисненый лаковый слой, который содержит выполненную в нем тиснением информацию о требуемой структуре. Такая информация о структуре переносится при склеивании со второй отдельной частью защитного элемента. Материалы для нанесения подвергаемых тиснению лаковых слоев хорошо известны. Пригодные для применения подвергаемые тиснению лаки описаны, например, в публикации DE 102004035979 А1, в которой представлены термосвариваемые лаки, которые равным образом можно использовать в качестве подвергаемых тиснению лаков.
На следующей стадии функциональный слой для образования изображения структурируют, т.е. удаляют определенные участки функционального слоя. Оставшиеся функциональные участки и пробельные участки совместно образуют изображение, которое может представлять собой любое геометрическое или фигурное изображение. Изображение может также образовывать код, или пробельные участки могут иметь очертания, при которых они зрительно воспринимаются как "изображение".
Способы выполнения пробельных участков известны. Для их выполнения пригодны, например, лазерная абляция, травление и вымывание. Методы травления пригодны прежде всего для обработки металлических функциональных слоев. При этом на металлический слой наносят фоторезист и затем экспонируют его через маску в виде требуемого изображения. При использовании позитивных фоторезистов экспонируют те его участки, где в последующем должны располагаться пробельные участки, а при использовании негативных фоторезистов экспонируют те его участки, где в последующем должны располагаться функциональные участки. После экспонирования фоторезист удаляют на его растворимых участках проявителем и металлический слой на обнажившихся участках вытравливают травильными составами, такими как щелочи или кислоты, с образованием требуемых пробельных участков.
Универсальное применение находят методы вымывания. Приемлемые методы вымывания описаны, например, в WO 99/13157, WO 92/11142, WO 97/23357 и DE 102007055112. Наиболее же пригоден описанный в DE 102007055112 способ, которым можно также удалять покрытия увеличенной толщины, например многослойные покрытия. При использовании подобного способа при осуществлении настоящего изобретения на основу или на промежуточный слой при его наличии, но в любом случае под функциональным слоем те участки, на которых в нем должны быть образованы пробельные участки, запечатывают специальной печатной краской. Такая печатная краска содержит реакционноспособный компонент и/или его предшественник, который при контакте с промывочной жидкостью инициирует процесс, в результате которого происходит разрушение ("вскрытие") находящихся поверх печатной краски участков функционального слоя, и/или содержит реакционноспособный компонент, который при облучении или при нагреве инициирует процесс, в результате которого происходит разрушение ("вскрытие") находящихся поверх печатной краски участков функционального слоя. Подобный реакционноспособный компонент в составе печатной краски представляет собой, например, компонент двухкомпонентной газообразующей системы, такой как карбонат или гидрокарбонат, а другой компонент такой двухкомпонентной газообразующей системы, например кислота, такая как лимонная кислота или винная кислота, содержится в промывочной жидкости. При контакте с промывочной жидкостью небольшое количество кислоты проникает сквозь функциональный слой в печатную краску, в которой вследствие этого начинается образование газа, в результате чего функциональный слой разрушается ("вскрывается") в соответствующем месте и может быть затем легко удален, при необходимости механическим путем. Аналогичным действием обладают содержащиеся в печатной краске агенты набухания, например крахмал или производные целлюлозы, которые набухают при контакте с промывочной жидкостью, такой как вода, и таким путем "вскрывают" функциональный слой. В другом варианте печатная краска может содержать газообразователи, например нитрил азоизомасляной кислоты, которые при облучении и/или нагреве выделяют газ, что в свою очередь приводит к повышению давления под функциональным слоем и к его "вскрытию" на запечатанных печатной краской участках. Разрушенные участки функционального слоя можно затем путем вымывания легко удалить вместе с печатной краской с образованием в результате требуемых пробельных участков.
Затем изготавливают вторую отдельную часть защитного элемента.
Вторая отдельная часть защитного элемента, как и его первая отдельная часть, имеет по меньшей мере два слоя, а именно: основу и выполненный на ней функциональный слой. Дополнительно могут, соответственно должны присутствовать другие слои, как это указано выше для первой отдельной части защитного элемента.
В целом к материалам, структуре и выполнению слоев второй отдельной части защитного элемента относится все сказанное выше в отношении его первой отдельной части, при этом, однако, следует учитывать, что в функциональном слое или в нескольких функциональных слоях не выполняют никакие пробельные участки. Пробельные участки образуются лишь в результате взаимодействия с первой отдельной частью защитного элемента. Помимо этого основу второй отдельной части защитного элемента в последующем отделяют вместе с частями ее функционального слоя, например, путем отделения или отслаивания свертыванием в рулон (например, вместе с частями функционального слоя, которые в защитном элементе, полученном после соединения между собой обеих его отдельных частей, расположены поверх пробельных участков в функциональном слое первой отдельной части защитного элемента), в процессе чего основа должна допускать возможность ее отделения от других частей функционального слоя второй отдельной части защитного элемента (например, от частей, которые в защитном элементе, полученном после соединения между собой обеих его отдельных частей, расположены над функциональными участками первой отдельной части защитного элемента). По этой причине функциональный слой должен обладать лишь малой силой сцепления с основой.
Необходимая малая сила сцепления многих материалов функциональных слоев, прежде всего металлизированных слоев, уже обеспечивается только благодаря отказу от принятия мер по повышению адгезии между основой и функциональным слоем. В остальном же обычно принято принимать соответствующие, известные меры по повышению адгезии между отдельными слоями защитного элемента.
При слишком высокой силе сцепления между основой и функциональным слоем ее можно снизить путем обработки основы пригодными для этой цели добавками. Так, например, основу можно промывать водой и/или растворителями с приемлемыми добавками или без них. В качестве примера соответствующих, пригодных для применения в подобных целях добавок можно назвать поверхностно-активные вещества, антивспениватели или загустители.
Сказанное аналогичным образом относится и к промежуточным слоям, которые при определенных условиях имеются между основой и функциональным слоем, например, к тисненым лаковым слоям для голограммы. При необходимости удаления подобного тисненого лакового слоя либо иного промежуточного слоя вместе с основой сила сцепления между промежуточным слоем и функциональным слоем, т.е., например, между тисненым лаковым слоем и нанесенным на него металлизированным слоем, соответственно должна быть низкой. При наличии слишком высокой силы сцепления промежуточный слой необходимо обрабатывать указанными выше добавками.
При обработке основы или промежуточного слоя снижающими адгезию добавками их остатки могут оставаться на функциональном слое после отделения основы, соответственно промежуточного слоя. Обычно их можно простым путем смывать водным раствором, величина рН которого установлена на приемлемое значение и который при необходимости может содержать также поверхностно-активные вещества. Возможна также промывка растворителями. При наличии трудноудаляемых остатков добавок можно также использовать высоконапорные сопла и/или механическую обработку (войлочными материалами, щетками), однако обычно необходимость в этом отсутствует. Незначительные количества остатков добавок можно также "выжигать" путем обработки коронным разрядом. В остальном во многих случаях можно также полностью отказаться от удаления остатков добавок. Защитные лаки приемлемого состава могут обладать достаточной силой сцепления даже с функциональными слоями, "загрязненными" добавками.
Затем первую отдельную часть защитного элемента, имеющую функциональный слой с функциональными участками и пробельными участками, и вторую отдельную часть защитного элемента, имеющую функциональный слой без пробельных участков, соединяют между собой клеевым слоем. Пригодный для этой цели клеевой слой при определенных условиях уже может присутствовать на первой отдельной части защитного элемента, а именно: в том случае, когда пробельные участки в функциональном слое первой отдельной части защитного элемента были образованы с использованием клейкого фоторезиста. Пробельные участки выполняют при этом путем нанесения слоя фоторезиста, его экспонирования через внешнюю маску, проявления и вытравливания более не защищенных фоторезистом участков функционального слоя. На остальных же участках функционального слоя, так называемых функциональных участках, как и прежде, находится фоторезист, который неизбежно совмещен с функциональными участками. Такой фоторезист, если он способен под давлением и при повышенной температуре прочно склеиваться с материалом функционального слоя второй отдельной части защитного элемента, можно использовать в качестве клеевого слоя. При использовании непригодного (неклейкого) фоторезиста либо в том случае, когда фоторезистные участки более не обладают достаточной для точного склеивания способностью из-за их повреждения, фоторезист удаляют и затем работают так же, как во всех других случаях, в которых пробельные участки в функциональном слое первой отдельной части защитного элемента были образованы без использования фоторезиста. В качестве (клейкого) фоторезиста можно использовать позитивный фоторезист, такой, например, как фоторезист AZ 1512 (серия AZ 1500) или AZ Р 4620 фирмы Clariant или S 1822 фирмы Shipley, который наносят с удельным, отнесенным к единице площади расходом от примерно 0,1 до примерно 40 г/м2.
В подобных случаях для склеивания между собой первой отдельной части защитного элемента и его второй отдельной части используют радиационно-отверждаемый, предпочтительно отверждаемый УФ-излучением, либо радиационно-активируемый клей. При нанесении клея и при объединении между собой обеих отдельных частей защитного элемента необходимо учитывать, что согласно изобретению клеящая способность клея изменяется в результате облучения с применением функционального слоя первой отдельной части защитного элемента в качестве маски таким образом, что либо на пробельных участках клеящая способность утрачивается, тогда как на функциональных участках она остается в основном неизменной, либо, наоборот, на пробельных участках клей активируется, а на функциональных участках остается не активированным. Ниже рассматривается первый случай. Ко второму же случаю касательно клейких и не клейких участков клеевого слоя, а тем самым и касательно склеенных и удаленных участков функционального слоя второй отдельной части защитного элемента относится прямо противоположное.
С учетом сказанного выше возможно несколько вариантов касательно места нанесения клея, ориентации отдельных частей защитного элемента друг относительно друга и последовательности выполнения необходимых для их окончательного соединения между собой стадий, т.е. облучения клеевого слоя и объединения и склеивания отдельных частей защитного элемента, при необходимости при повышенном давлении и повышенной температуре.
Вариант 1
Клей наносят на функциональный слой первой отдельной части защитного элемента. В этом случае покрытую клеем отдельную часть защитного элемента облучают излучением с требуемой длиной волны со стороны пленочной основы, т.е. сквозь функциональный слой. В результате такого облучения клей отверждается и тем самым деактивируется на участках, на которых функциональный слой имеет пробельные участки. На тех же участках, на которых функциональный слой не имеет пробельных участков (т.е. на функциональных участках), излучение полностью или по меньшей мере большей частью экранируется, и поэтому клеящая способность клея остается неизменной или же по меньшей мере в основном сохраняется неизменной. Далее на клеевой слой помещают вторую отдельную часть защитного элемента в положении, в котором ее функциональный слой контактирует с клеевым слоем. Обе отдельные части защитного элемента прижимают друг к другу, при необходимости при повышенной температуре, в результате чего клеевой слой на своих не деактивированных участках склеивается с функциональным слоем второй отдельной части защитного элемента. Поскольку клейкие участки клеевого слоя по своим размерам и форме соответствуют функциональным участкам функционального слоя первой отдельной части защитного элемента, функциональный слой второй отдельной части защитного элемента при своем приклеивании к клейким участкам точно повторяет рисунок или изображение, воспроизводимое функциональным слоем первой отдельной части защитного элемента. Затем защитный элемент при необходимости вновь облучают для дальнейшего сшивания клея на его ранее не облученных или практически не облученных участках и для защиты таким путем всей структуры от разрушения при выполнении последующих стадий. В завершение пленочную основу второй отдельной части защитного элемента удаляют, при определенных условиях вместе с промежуточными слоями между пленочной основой и функциональным слоем, который при этом также удаляется вместе с основой второй отдельной части защитного элемента на своих не приклеенных участках, но, как очевидно, не может удаляться на своих приклеенных участках, в результате чего образуется защитный элемент с двумя полностью совмещенными друг с другом изображениями. Второй воспроизводящий изображение (функциональный) слой можно при необходимости покрывать защитным слоем.
Подобную ориентацию отдельных частей защитного элемента относительно друг друга следует также выбирать в том случае, когда в качестве клея используется уже имеющийся фоторезист.
Вариант 2
Радиационно-сшиваемый клей наносят на первую отдельную часть защитного элемента, но не на ее функциональный слой, как в первом варианте, а на пленочную основу. В данном случае клей также деактивируют на пробельных участках первого функционального слоя путем облучения излучением с требуемой длиной волны с применением первого функционального слоя в качестве маски для экспонирования, тогда как на остальных участках клей сохраняет неизменной или же по меньшей мере в основном неизменной свою клеящую способность. Вследствие большего расстояния между маской для экспонирования и клеевым слоем копия в нем изображения, воспроизводимого функциональным слоем, в данном случае возможно получается не столь же точной, как в первом варианте. Затем вторую отдельную часть защитного элемента ее функциональным слоем помещают на клеевой слой первой отдельной части защитного элемента и далее работают так же, как и в первом варианте. На уже сшитых, т.е. отвержденных, участках клеевого слоя не происходит никакого склеивания с функциональным слоем второй отдельной части защитного элемента, вследствие чего оба функциональных слоя получаемого в результате защитного элемента имеют совмещенные между собой пробельные участки.
Вариант 3
Клеевой слой наносят на функциональный слой второй отдельной части защитного элемента. В этом случае для возможности использования функционального слоя первой отдельной части защитного элемента в качестве маски для экспонирования обе отдельные части защитного элемента перед экспонированием необходимо сначала объединить или собрать одна с другой. Отдельные части защитного элемента можно объединять одна с другой, например, с наложением функционального слоя первой отдельной части защитного элемента на клеевой слой. В этом случае, однако, должно быть исключено преждевременное склеивание между собой отдельных частей защитного элемента, т.е. необходимо использовать клей, который при простом наложении обеих отдельных частей защитного элемента одна на другую не склеивает их, а склеивает их лишь при повышенном давлении и при необходимости при повышенной температуре. Пригодные для применения в этом варианте клеи указаны ниже. После объединения отдельных частей защитного элемента в составленную из них многослойную структуру их облучают сквозь функциональный слой первой отдельной части защитного элемента, в результате чего клей затвердевает и деактивируется на не экранированных функциональным слоем участках, но не затвердевает и не деактивируется на экранированных функциональным слоем участках. Поскольку клеевой слой и маска для экспонирования расположены в непосредственной близости друг от друга, в данном варианте, как и в первом варианте, изображение, воспроизводимое первой отдельной частью защитного элемента, с исключительно высокой точностью копируется в клеевом слое. Такое изображение переносится далее на функциональный слой второй отдельной части защитного элемента, при отделении функционального слоя которой от основы, соответственно от основы и других слоев клеевой слой также должен разделяться на остающиеся и удаляемые участки. В результате этого контуры краев между функциональными участками и пробельными участками могут иметь несколько меньшую резкость, чем в первом варианте.
Вариант 4
Клей, как и в варианте 3, наносят на функциональный слой второй отдельной части защитного элемента. Однако обе отдельные части защитного элемента объединяют одна с другой с приклеиванием основы первой отдельной части защитного элемента к клеевому слою. В остальном данный вариант аналогичен варианту 3, т.е. необходимо использовать клей, который при простом наложении обеих отдельных частей защитного элемента одна на другую еще не склеивает их. Затем обе отдельные части защитного элемента облучают сквозь функциональный слой первой отдельной части защитного элемента, что сопровождается отверждением клея на не экранированных участках. Далее обе отдельные части защитного элемента соединяют между собой при повышенном давлении и при необходимости при повышенной температуре. При необходимости процесс облучения повторяют с целью обеспечить надежное отверждение клея на экранированных участках. В завершение основу второй отдельной части защитного элемента и при необходимости другие ее слои удаляют вместе с не приклеенными участками ее функционального слоя. Оставшиеся же на клеевом слое участки этого функционального слоя можно при необходимости покрыть защитным слоем. В этом варианте расстояние между маской для экспонирования и клеевым слоем при облучении больше, чем в варианте 3. Поэтому изображение, воспроизводимое функциональным слоем первой отдельной части защитного элемента, копируется в клеевом слое, а тем самыми и переносится на функциональный слой второй отдельной части защитного элемента не с такой же высокой точностью, что и в варианте 3.
В отношении экспонирования необходимо дополнительно отметить, что его можно выполнять под определенным углом, отличным от 90°. При наличии определенного расстояния между внешней/внутренней маской для экспонирования и экспонируемым через нее слоем экспонирование под определенным углом, отличным от 90°, может приводить к определенному смещению друг относительно друга изображений, воспроизводимых обоими функциональными слоями. Таким путем можно создавать, например, интересные визуальные эффекты "жалюзи" и оптические эффекты, наблюдаемые в проходящем свете.
В целом необходимо далее отметить, что прижатие друг к другу обеих отдельных частей защитного элемента можно выполнять в одну или несколько ступеней. Иными словами, обе отдельные части прижимают или припрессовывают друг к другу предпочтительно при повышенной температуре в обогреваемых вальцах с одним (одноступенчатое прижатие) или несколькими каландровыми валами (многоступенчатое прижатие) или же обе отдельные части прижимают друг к другу в нескольких обогреваемых вальцах, имеющих по одному или по несколько каландровых валов (многоступенчатое прижатие). Многоступенчатое прижатие друг к другу обеих отдельных частей защитного элемента может в зависимости от конкретного варианта приводить к созданию особо прочного соединения между ними. При применении нескольких обогреваемых вальцов в процессе прижатия друг к другу обеих отдельных частей защитного элемента можно также варьировать температурные режимы.
Наиточнейшее копирование изображения, воспроизводимого функциональным слоем первой отдельной части защитного элемента, в сочетании с наивысшей резкостью контуров достигается в варианте 1, поскольку в данном случае маска для экспонирования и экспонируемый клеевой слой непосредственно граничат друг с другом или в крайнем случае отделены друг от друга тонким защитным слоем функционального слоя первой отдельной части защитного элемента, а кроме того, клеевой слой не должен разделяться на остающиеся и удаляемые участки. Величина отклонения от резкости или величина расплывчатости при отделении составляет менее 10 мкм.
Варианты 3 и 4 с предусмотренной в них последовательностью выполнения отдельных стадий можно также использовать в тех случаях, когда клей наносят на первую отдельную часть защитного элемента, т.е. когда обе отдельные части защитного элемента сначала можно просто накладывать одна на другую без их скрепления, затем облучать и в завершение окончательно соединять между собой под давлением и при необходимости при повышенной температуре. Очевидно, что при этом необходимо использовать соответствующий клей, т.е. клей, который исключает склеивание с теми участками функционального слоя второй отдельной части защитного элемента, которые для образования пробельных участков должны удаляться. Приемлемыми условиями склеивания обычно являются следующие: температура в пределах примерно от 60 до 160°С и линейное давление в пределах от 0,1 до 15 Н/мм, особенно предпочтительно примерно 5 Н/мм.
Пригодные клеи описаны, например, в DE 102004035979 А1. К таким клеям относятся клеи, прежде всего дисперсионные клеи, содержащие по меньшей мере один радиационно-сшиваемый компонент и сшиваемые коротковолновым излучением, таким как УФ-излучение или коротковолновое видимое излучение, или электронным излучением, предпочтительно УФ-излучением. После физической сушки покрытия являются в основном нелипкими и имеют гладкую, в основном неклейкую поверхность. Отсутствие липкости можно проверять путем проведения следующего испытания. Покрытые листы пленки площадью примерно 100 см2 укладывают в стопу, нагружают грузом массой 10 кг и выдерживают в течение 72 ч при 40°C. В том случае, когда по истечении указанного времени листы пленки можно без труда и без повреждения покрытий отделить друг от друга, покрытие следует классифицировать как нелипкое. Покрытые клеями основы можно склеивать с другими основами при повышенном давлении и при повышенной температуре (примерно от 60 до 160°C).
В качестве примера приемлемых радиационно-отверждаемых клеев можно назвать дисперсии акрилированного полиуретана, такие как DW 7770 и DW 7773 (фирма UCB; Surface Specialities), анионные и неионные дисперсии, такие как NeoRad R-440 (фирма NeoResins), Laromer 8983 (фирма BASF), отверждаемые УФ-излучением дисперсии LUX 101 (фирма Alberdingk), Halwedrol UV 95/92 W (фирма Hutteness-Albertus) и Beyhydrol UV VP LS 2280 (фирма Вауеr), смолы катионно-радиационного отверждения, такие как UCAR VERR-40 (фирма The Dow Chemical Company). Особенно предпочтительными клеями являются радиационно-отверждаемые составы с фотоинициаторами.
В качестве примера приемлемых фотоинициаторов можно назвать продукты Irgacure 500 и Irgacure 819 DW (фирма Ciba). В одном из примеров композиций радиационно-отверждаемый клей имеет следующий состав:
Композиции при определенных условиях могут представлять собой смеси дисперсий и могут содержать другие компоненты, такие как добавки (антивспениватели, средства, способствующие растеканию, добавки против слипания, прилипатели (вещества для повышения клейкости) и другие). Дополнительно можно добавлять порошковые лаки в диспергированном виде, которые могут обеспечивать определенную температуру плавления или же могут расплавляться и участвовать в процессе радиационного отверждения.
Представленные в DE 102004035979 А1 радиационно-отверждаемые составы можно использовать не только в качестве клеев, но и в качестве подвергаемого тиснению лака. Поэтому согласно настоящему изобретению такие составы предпочтительно также использовать при наличии необходимости в тисненых лаковых структурах, например, для металлизированных голограмм.
В еще одном варианте осуществления настоящего изобретения возможно также создание изображений в виде "интарсии". В этом варианте защитный элемент изготавливают аналогично тому, как это описано выше, однако вместо радиационно-отверждаемого, т.е. радиационно-деактивируемого, клея используют радиационно-активируемый клей, который на не облученных участках остается неактивным. В этом случае при удалении основы или основы и прочих, уже не требующихся слоев удаляют те участки функционального слоя второй отдельной части защитного элемента, которые контактируют с не облученными участками клеевого слоя, тогда как те участки функционального слоя второй отдельной части защитного элемента, которые контактируют с облученными участками клеевого слоя, остаются приклеенными к клеевому слою и могут прочно склеиваться с ними, при необходимости при повышенном давлении и при повышенной температуре. Таким путем получают защитный элемент, у которого с одной стороны клеевого слоя имеется (позитивное) изображение, а с другой стороны клеевого слоя имеется фотографический негатив такого изображения. При применении обладающей исключительно высокой прозрачностью пленки в качестве основы для первой отдельной части защитного элемента готовый защитный элемент имеет с обеих своих сторон изображение в виде "интарсии", т.е. при рассматривании защитного элемента можно увидеть изображение, воспроизводимое первым функциональным слоем, пробельные участки которого точно заполнены вторым функциональным слоем. При применении же непрозрачной основы и при изготовлении защитного элемента по описанным выше вариантам 1 и 3 получают такой же эффект, при этом, однако, изображение можно увидеть только с одной его стороны. У защитного элемента, изготовленного по описанным выше вариантам 2 и 4, с одной его стороны можно увидеть изображение, воспроизводимое первой отдельной частью защитного элемента, а с другой его стороны можно увидеть соответствующее негативное изображение.
Предлагаемый в изобретении защитный элемент в вариантах его выполнения с отражающим слоем в качестве функциональных слоев или одного из функциональных слоев можно также исключительно эффективно снабжать так называемым "поляризационным признаком". Под таким признаком подразумеваются защитные признаки, которые для защиты от подделки используют поляризационные эффекты. Светоотражающие поверхности, например, металлизированные голограммы, полностью или на отдельных участках покрывают двоякопреломляющим слоем, так называемым "вызывающим отставание по фазе слоем". Такие вызывающие отставание по фазе слои способны изменять поляризацию и фазу проходящего через них света. Подобный эффект обусловлен тем, что световой луч разлагается на два ориентированных в двух взаимно ортогональных направлениях поляризации луча, которые проходят сквозь слой с разной скоростью, т.е. фазы которых смещаются относительно друг друга. Подобное смещение в зависимости от типа и толщины слоя имеет различную величину и проявляется по-разному. Четвертьволновой слой, т.е. слой, который в одном направлении создает задержку проходящего сквозь него света на четверть длины волны относительно перпендикулярного ему направления, может преобразовывать линейно поляризованный свет в циркулярно или эллиптически поляризованный, а циркулярно поляризованный свет - вновь в линейно поляризованный. Явление поляризации, а также поляризующие материалы хорошо известны. Защитный элемент, использующий для защиты от подделки поляризационные эффекты, описан, например, в DE 102006021429 А1. При рассматривании подобного защитного элемента при обычном окружающем освещении его участки с вызывающим отставание по фазе слоем практически не видны, но становятся видны при рассматривании в поляризованном свете.
При пропускании света, падающего на светоотражающую поверхность, которая на отдельных участках покрыта поляризующим материалом, через поляризатор свет отражается от покрытых и непокрытых таким материалом участков с разной поляризацией. По этой причине при рассматривании через поляризатор наблюдаются световые контрасты. Необходимое условие для достижения качественных оптических эффектов состоит в том, что светоотражающая поверхность не должна неконтролируемо изменять состояние поляризации падающего на нее света. К пригодным для применения в подобных целях отражающим слоям относятся нанесенные напылением металлизированные слои, слои из красок с металлическим эффектом, слои с интерференционными пигментами или слои из тонкослойных (тонкопленочных) элементов. Для применения в качестве отражающих слоев пригодны также слои с высоким показателем преломления, например, из TiO2 или SiO2.
Согласно настоящему изобретению в предпочтительном варианте металлические функциональные слои, например металлизированные дифракционные структуры, или матовые структуры комбинируют с поляризационным признаком. Поляризационный признак может быть выполнен, например, в виде четвертьволнового слоя, нанесенного в виде воспроизводящего некоторое изображение слоя, в виде слоя, покрывающего всю поверхность или только отдельные ее участки, и/или в виде слоя только с одной ориентацией либо с двумя или несколькими разными ориентациями. При наличии у защитного элемента отражающих функциональных слоев с обеих его сторон оба отражающих функциональных слоя можно снабжать одинаковыми или разными поляризационными признаками. Прозрачные участки (пробельные участки) при этом не создают никаких помех. У защитного элемента, у которого отражающие слои находятся с одной и той же стороны основы, она должна быть изотропной или по меньшей мере в диапазоне длин волн оптического излучения не должна проявлять слишком высокую дисперсию.
Предлагаемый в изобретении способ, предусматривающий использование изображения, воспроизводимого функциональным слоем, в качестве маски для экспонирования с целью переноса такого изображения на клеевой слой, а с него - на другой функциональный слой, можно также осуществлять в комбинации с внешней маской для экспонирования. При использовании внешних масок для экспонирования не обеспечивается столь же высокая точность, что и при использовании внутренней маски для экспонирования, однако при отсутствии необходимости в исключительно высокой точности использование внутренней и внешней масок для экспонирования в сочетании между собой позволяет получить интересные эффекты. В том случае, когда, например, функциональный слой первой отдельной части защитного элемента имеет не только исключительно мелкие, но и сравнительно крупные пробельные участки, клеевой слой можно облучать не только сквозь первый функциональный слой в качестве "внутренней" маски для экспонирования, но и сквозь еще одну -"внешнюю" - маску для экспонирования, которая при этом воспроизводит изображение в зоне пробельных участков первого функционального слоя. Таким путем во втором функциональном слое получают комбинацию из изображений, воспроизводимых первым функциональным слоем и внешней маской для экспонирования.
Предлагаемый в изобретении способ можно также выполнять многократно, т.е. им можно в комбинации между собой изготавливать более двух отдельных частей защитного элемента. Склеивание между собой более двух отдельных частей защитного элемента может оказаться целесообразным прежде всего в том случае, когда между двумя визуально распознаваемыми изображениями, воспроизводимыми функциональными слоями, необходимо скрыть допускающий автоматическое обнаружение функциональный слой в виде промежуточного или среднего слоя.
Функциональные слои, которые должны разделяться на остающиеся на клеевом слое участки, с одной стороны, и на удаляемые вместе с основой участки, с другой стороны, не должны обладать слишком высокой внутренней прочностью в горизонтальном направлении (в направлении протяженности клеевого слоя) для обеспечения аккуратного и четкого разделения указанных участков, из которых остающиеся на клеевом слое участки должны иметь резко очерченные края. Функциональные слои с нежелательно высокой внутренней прочностью предпочтительно наносить в виде растра. Край каждой растровой точки при этом образует место запрограммированного разрыва, вследствие чего перенос на клеевой слой в данном случае заключается в переносе на него растровой точки в качестве наименьшего элемента. При выполнении функционального слоя состоящим из нескольких отдельных слоев может оказаться вполне достаточным выполнять только один из них в виде неподвижного растра.
Ниже изобретение более подробно рассмотрено со ссылкой на прилагаемые к описанию чертежи. На этих чертежах функциональные слои показаны в виде металлических слоев, в каждом случае в комбинации с тисненым лаковым слоем. Однако необходимо особо подчеркнуть, что объем настоящего изобретения не ограничен подобными функциональными слоями. Более того, возможно использование любых функциональных слоев в любых их сочетаниях между собой, например, слоев из печатных красок, красок с металлическим эффектом, интерференционных пигментов, жидкокристаллических слоев и комбинаций подобных слоев, например, красочных слоев в комбинации с расположенными поверх них слоями интерференционных пигментов. Помимо этого в структуре защитных элементов могут присутствовать и другие, обычно используемые в них слои, например, защитные слои или антиадгезионные слои при выполнении защитных элементов в виде переводных элементов, снижающие адгезию слои для облегчения отделения участков функционального слоя, которые должны оставаться на клеевом слое, и иные слои. Очевидно, что подобные дополнительные слои не должны создавать помех при осуществлении предлагаемого в изобретении способа, например, не должны излишне экранировать излучение, используемое для облучения клеевого слоя. Так, например, в качестве основы первой отдельной части защитного элемента необходимо применять материал, обладающий достаточной прозрачностью для используемого излучения. Необходимо далее отметить, что приведенные на прилагаемых к описанию чертежах изображения выполнены, как очевидно, без соблюдения масштаба. При этом прежде всего отдельные слои показаны значительно преувеличенной толщины.
На прилагаемых к описанию чертежах, в частности, показано:
на фиг.1 - вид в плане фрагмента ценного документа с предлагаемым в изобретении защитным элементом,
на фиг.2-6 - последовательности стадий способа изготовления предлагаемого в изобретении защитного элемента на примере изображенного на фиг.1 защитного элемента, представленного в разрезе плоскостью А-А' на участке В, при этом
на фиг.2а-2д представлена последовательность стадий, выполняемых при изготовлении защитного элемента по описанному выше варианту 1,
на фиг.3а-3д представлена последовательность стадий, выполняемых при изготовлении защитного элемента по описанному выше варианту 2,
на фиг.4а-4д представлена последовательность стадий, выполняемых при изготовлении защитного элемента по описанному выше варианту 3,
на фиг.5а-5д представлена последовательность стадий, выполняемых при изготовлении защитного элемента по описанному выше варианту 4, а
на фиг.6а-6е представлена последовательность стадий, выполняемых при изготовлении защитного элемента по описанному выше варианту с использованием клейкого фоторезиста, и
на фиг.7а-7в - последовательность стадий способа изготовления предлагаемого в изобретении защитного элемента, при этом вместо показанной на фиг.2в второй отдельной части защитного элемента используется его изображенная на фиг.7а отдельная часть.
На фиг.1 показан фрагмент предлагаемого в изобретении ценного документа 2 с предлагаемым в изобретении защитным элементом 1. Такой защитный элемент 1 также показан лишь фрагментарно. На чертеже показан, в частности, фрагмент изображения солнца на фоне золотистого цвета, при этом изображение солнца 3 образовано прозрачным диском и тонкими расходящимися от него прозрачными лучами. В пределах прозрачного солнечного диска визуально различимо серебристое изображение символа 41, обозначающего валюту "ЕВРО". Каждый из золотистых и серебристых участков выполнен в виде дифракционной структуры.
Ниже со ссылкой на последующие чертежи в качестве примера рассмотрен способ, которым согласно изобретению можно изготовить такой защитный элемент. На каждом из этих чертежей показан защитный элемент, соответственно его отдельные части в разрезе плоскостью А-А' на участке В.
На фиг.2а показана первая отдельная часть 10 защитного элемента, состоящая из первой основы 11, которая образована прозрачной для УФ-излучения пленкой из полиэтилентерефталата, из нанесенного на нее тисненого лакового слоя 15 с полученной тиснением дифракционной структурой 15' с металлизированным слоем золотистого цвета. Металлизированный слой образует первый функциональный слой 12 с первыми функциональными участками 13 и расположенными между ними пробельными участками 14. Дифракционная структура 15' тисненого лакового слоя 15 повторяется также на первых функциональных участках 13 в виде дифракционной структуры 13'. На функциональный слой 12 нанесен клеевой слой 30.
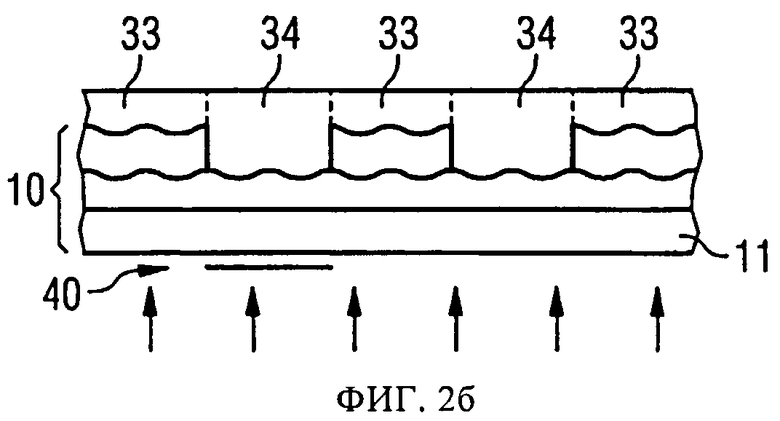
На фиг.2б показана та же, что и на фиг.2а, отдельная часть 10 защитного элемента, при этом стрелками обозначено ее облучение УФ-излучением. В клеевом слое 30 обозначены условно разделенные между собой штриховыми линиями экранированные первыми функциональными участками 13 и поэтому существенно не измененные по своей клеящей способности участки 33 клеевого слоя (клеевые участки 33) и облученные и поэтому деактивированные участки 34 клеевого слоя (клеевые участки 33). Чертой 40 под первой основой 11 условно обозначена внешняя маска для экспонирования, значение которой более подробно рассмотрено ниже.
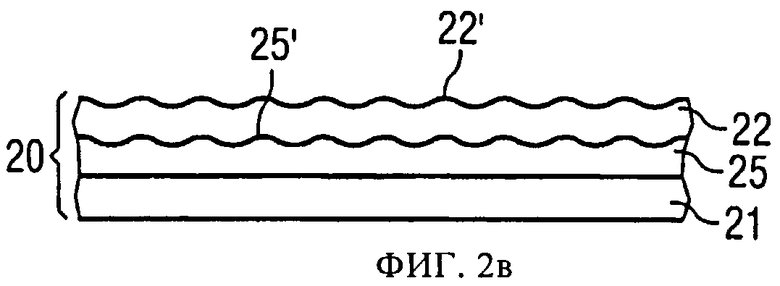
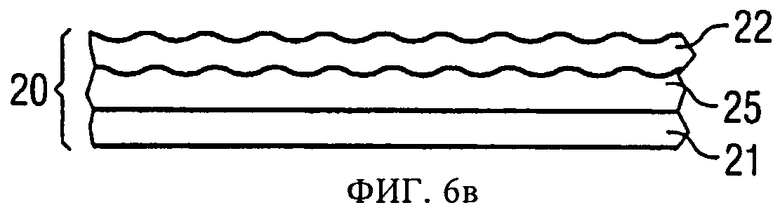
На фиг.2в в разрезе показана вторая отдельная часть 20 защитного элемента, комбинируемая с его первой отдельной частью 10. Вторая отдельная часть 20 защитного элемента состоит из второй основы 21, второго функционального слоя 22 и расположенного между ними тисненого лакового слоя 25. В тисненом лаковом слое 25 тиснением выполнена дифракционная структура 25', которая повторяется во втором функциональном слое 22 в виде дифракционной структуры 22'. Второй функциональный слой 22 представляет собой металлизированный слой серебристого цвета. Перед нанесением металлизированного слоя 22 тисненый лаковый слой 25 был промыт водным раствором поверхностно-активного вещества, и поэтому металлизированный слой 22 слабо сцеплен с тисненым лаковым слоем. Особенно предпочтительны варианты с разными металлизированными слоями.
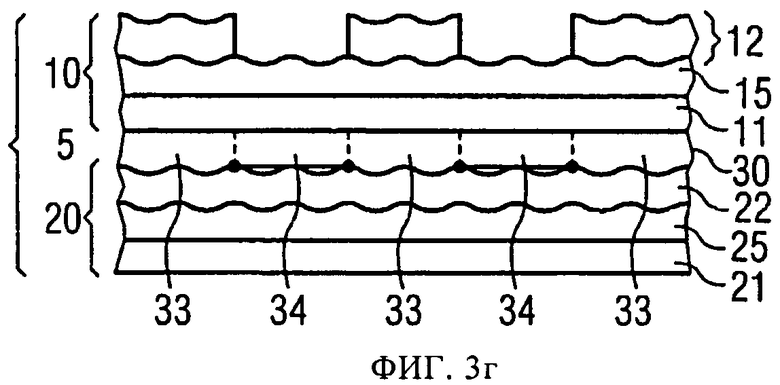
На фиг.2г представлена стадия, на которой показанную на фиг.2б первую отдельную часть 10 защитного элемента и его показанную на фиг.2в вторую отдельную часть 20 соединяют между собой в составленную из них многослойную структуру 5. Обе отдельные части защитного элемента слегка прижимают одна к другой, в результате чего дифракционная структура 22' второго функционального слоя 22 вдавливается в материал клеевого слоя 30 на его не отвержденных участках 33. На этих участках первая и вторая отдельные части защитного элемента склеиваются между собой. Склеивание не происходит на облученных и поэтому деактивированных клеевых участках 34. На этих участках 34 клей является твердым и инертным, и поэтому на них дифракционная структура 22' не вдавливается в клеевой слой, что обозначено гладкой поверхностью на участках 34. Для лучшего отверждения участков 33 клеевого слоя его можно подвергнуть повторному облучению, которое при этом необходимо выполнять либо сквозь первый функциональный слой, либо сквозь второй функциональный слой, что существенно снижает эффективность облучения и требует облучения в течение большего периода времени. В том случае, когда технологический процесс позволяет склеивать между собой первую и вторую отдельные части защитного элемента непосредственно после облучения, предпочтительно использовать катионно-отверждаемый клей. Катионно-радиационное отверждение является сравнительно медленным процессом, который продолжается и по завершении облучения. При катионно-радиационном отверждении выделяется кислота, которая катализирует реакцию сшивания в покрытии. Поэтому при интенсивном облучении клея на представленной на фиг.2б стадии на экранированных клеевых участках 33 также инициируется реакция сшивания, однако в течение выбранных периодов облучения происходит лишь очень незначительное сшивание. Поэтому все еще возможно беспроблемное склеивание со второй отдельной частью защитного элемента, а клеевые участки 33 самостоятельно отверждаются далее в многослойной структуре 5. Пригодны также системы двойного отверждения.
После этого вторую основу 21 и тисненый лаковый слой 25 удаляют, например, путем их отделения или отслаивания свертыванием или скатыванием в рулон. Полученный в результате защитный элемент показан на фиг.2д. Расположенные поверх клеевых участков 34 участки второго функционального слоя 22 были удалены вместе со второй основой и тисненым лаковым слоем, тогда как склеившиеся с клеевыми участками 33 участки второго функционального слоя 22 отделились от тисненого лакового слоя и остались. Склеенные участки образуют вторые функциональные участки 23 с расположенными между ними вторыми пробельным участками 24. Первые пробельные участки 14 и вторые пробельные участки 24 точно совмещены между собой и совместно образуют отверстие 3, проходящее сквозь оба функциональных слоя. Первые функциональные участки 13 и вторые функциональные участки 23 также, как очевидно, точно совмещены между собой.
В качестве второй отдельной части защитного элемента можно также использовать, например, пленку для горячего тиснения. В этом случае при отделении или отслаивании свертыванием в рулон удалялась бы только вторая основа 21, тогда как тисненый лаковый слой 25 оставался бы на полученном защитном элементе 1. Лаковый слой может одновременно служить защитным слоем. В целом же целесообразно предусматривать защитный слой (не показан на чертеже) поверх вторых функциональных участков, соответственно поверх второго функционального слоя.
При необходимости изготовления многослойных защитных элементов описанный выше способ можно также повторить. Так, в частности, на показанный на фиг.2д защитный элемент 1 можно нанести еще один клеевой слой и подвергнуть его облучению сквозь функциональные слои. Таким путем можно использовать в комбинации еще одну отдельную часть защитного элемента (как показано на фиг.2в).
На фиг.2б позицией 40 обозначена внешняя маска для экспонирования. Необходимость в применении внешних масок существует в том случае, когда один из функциональных слоев должен иметь функциональные участки в тех местах, где другой функциональный слой имеет пробельные участки. При наличии достаточно крупных пробельных участков также не возникает никаких проблем касательно достижимой точности. В показанном на фиг.2б разрезе каждый из обоих пробельных участков 14 в первом функциональном слое 12 соответствует лучам показанного на фиг.1 изображения солнца. Лучи выполнены очень мелкими (тонкими) и поэтому малопригодны для применения дополнительной внешней маски для экспонирования. Приняв, что один из пробельных участков соответствует солнечному диску, на защитном элементе присутствовал бы сравнительно крупный по своей площади пробельный участок, в пределах которого можно расположить еще одно изображение, например, показанный на фиг.1 символ 41, обозначающий валюту "ЕВРО". При облучении первой отдельной части 10 защитного элемента с первым функциональным слоем 12 золотистого цвета, как показано на фиг.2б, но с помещением маски для экспонирования, такой как маска 40 в виде символа "ЕВРО", непосредственно под основой 11 в той части, в которой находится пробельный участок 14, соответствующий солнечному диску, клеевой слой не отверждается на соответствующем участке. При склеивании со второй отдельной частью 20 защитного элемента серебристый второй функциональный слой 22 остается приклеенным и на этих участках. Дополнительно ко вторым функциональным участкам 23 образуется "интегрированный" в солнечный диск второй функциональный участок 41, который в рассматриваемом случае представляет собой изображение символа "ЕВРО" и который кажется "парящим" в пределах прозрачного солнечного диска. При применении разных материалов для выполнения из них функциональных слоев при рассматривании защитного элемента с одной стороны одновременно будут видны оба функциональных слоя. В данном случае (фиг.1) при рассматривании защитного элемента в отраженном свете со стороны первого функционального слоя можно будет увидеть прозрачное солнце на фоне голограммы золотистого цвета и "парящую" в его пределах серебристую голограмму в виде символа "ЕВРО".
На фиг.3а-3д показаны те же отдельные части 10 и 20 защитного элемента, что и на фиг.2а-2д. При этом одинаковые в обоих вариантах элементы обозначены одними и теми же позициями. Однако в отличие от показанного на фиг.2а-2д варианта в данном случае клеевой слой 30 наносят на первую основу, и поэтому при облучении клеевого слоя через первый функциональный слой 12, используемый в качестве маски для экспонирования (фиг.3б), она не граничит непосредственно с облучаемым клеевым слоем. По этой причине показанный на фиг.2 вариант обычно позволяет с большей точностью копировать изображение, воспроизводимое функциональным слоем, в клеевом слое и тем самым с большей точностью воспроизводить в нем мельчайшие структуры.
Как следует из приведенных на фиг.2д и 3д изображений, в показанных на этих чертежах вариантах слои в готовом защитном элементе 1 располагаются также в различающихся между собой последовательностях. В показанном на фиг.2 варианте оба функциональных слоя 12 и 22 расположены по одну сторону основы 11, тогда в показанном на фиг.3 варианте они расположены по разные стороны основы.
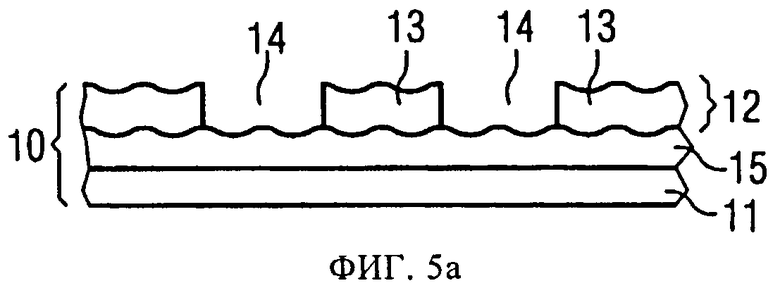
В показанных на фиг.4 и 5 вариантах осуществления настоящего изобретения клеевой слой 30 наносят на вторую отдельную часть 20 защитного элемента. В остальном же изображения, приведенные на фиг.4а-4д и 5а-5д, соответствуют изображениям, приведенным на фиг.2а-2д, соответственно 3а-3д. Одинаковые во всех вариантах элементы обозначены при этом одними и теми же позициями.
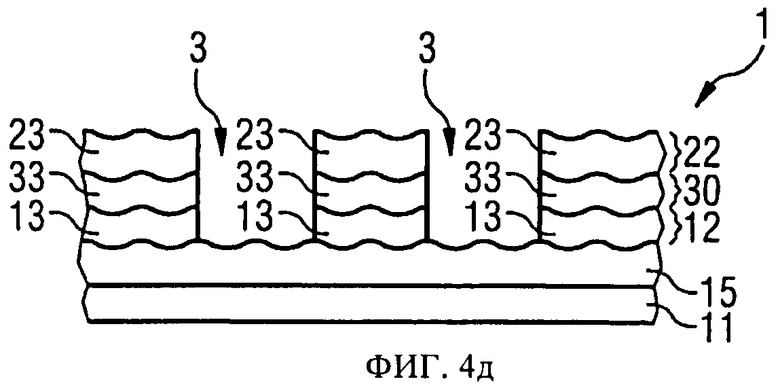
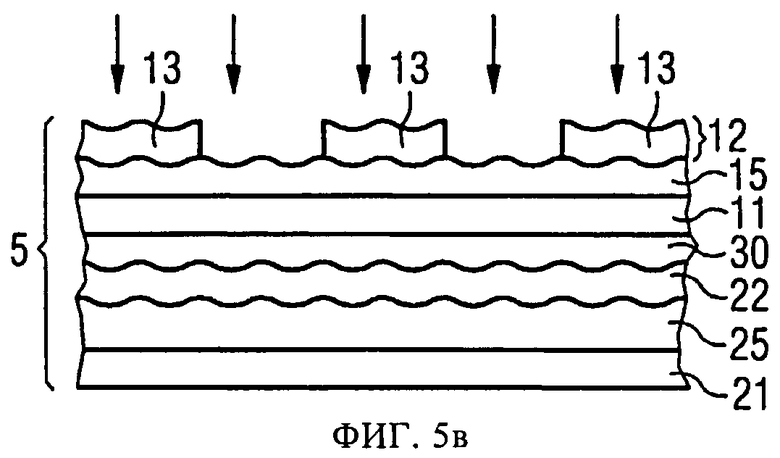
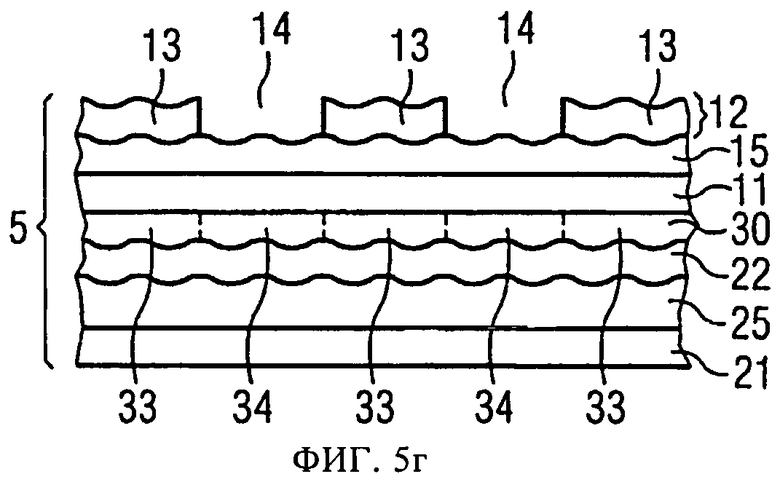
В показанных на фиг.4 и 5 вариантах осуществления настоящего изобретения клеевой слой 30 наносят на второй функциональный слой 22 второй отдельной части защитного элемента. Для возможности использования первого функционального слоя 12 первой отдельной части 10 защитного элемента в качестве маски для экспонирования обе отдельные части защитного элемента до облучения необходимо объединить между собой в составленную из них многослойную структуру 5. Подобное объединение обеих отдельных частей защитного элемента возможно при разной ориентации его первой отдельной части, как это показано на фиг.4в и 5в. В показанном на фиг.4в варианте приклеивают первый функциональный слой 12, а в показанном на фиг.5в варианте - первую основу 11. Во избежание склеивания по всей площади необходимо использовать клей, который при необходимом для облучения контакте обеих отдельных частей защитного элемента еще не склеивает их между собой. Подобному требованию удовлетворяют указанные выше нелипкие клеи. Во избежание смещения отдельных частей защитного элемента друг относительно друга при облучении их можно временно фиксировать обладающим слабой адгезией клеем для дублирования. После отверждения облученных клеевых участков 34 затем обе отдельные части 10 и 20 защитного элемента склеивают между собой на не облученных клеевых участках 33 при повышенном давлении и при повышенной температуре. При этом дифракционная структура 13' первых функциональных участков 13 переносится на клеевой слой, как это показано на фиг.4г. Тем самым клей выполняет функцию подвергаемого тиснению лакового слоя.
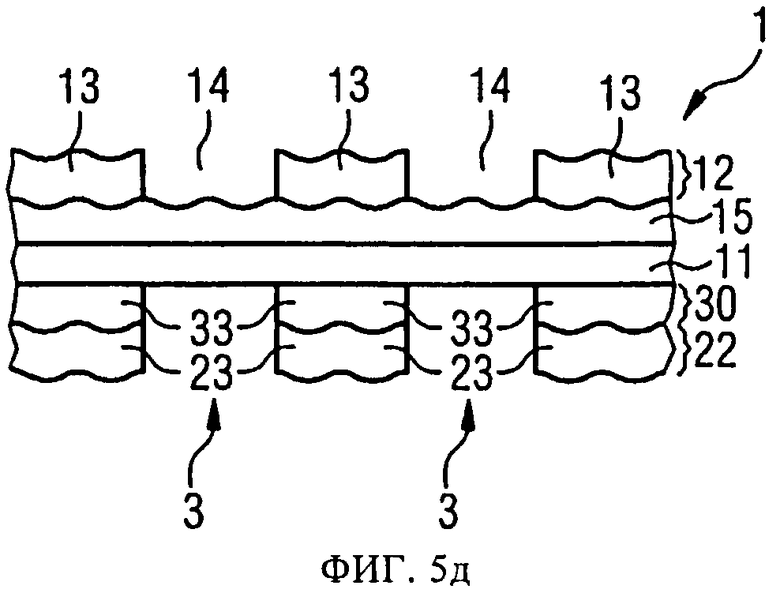
Поскольку в показанном на фиг.4в варианте осуществления изобретении маска для экспонирования (первого функционального слоя 12) непосредственно граничит с облучаемым клеевым слоем, достижимая в этом варианте точность копирования изображения, воспроизводимого функциональным слоем, в клеевом слое выше, чем в варианте, показанном на фиг.5в. Однако в обоих вариантах отрицательное влияние на достижимую резкость контуров при отделении второй основы оказывает необходимость разделения не только второго функционального слоя 22, но и клеевого слоя 30 на удаляемые и остающиеся участки (см. фиг.4д и 5д).
На фиг.2-5 настоящее изобретение проиллюстрировано на примере применения радиационно-деактивируемого (радиационно-отверждаемого) клея. Однако аналогичным образом можно также применять радиационно-активируемый клей. В этом случае со вторым функциональным слоем 22 соответственно склеивались бы участки 34 клеевого слоя 30, а участки 33 не склеивались бы с ним.
На фиг.6а-6д показан вариант осуществления настоящего изобретения с применением термопластичного фоторезиста в качестве клея. Совпадающие с предыдущими вариантами элементы, как и на предыдущих чертежах, также обозначены одними и теми же позициями.
На фиг.6а показана первая отдельная часть 10 защитного элемента, состоящая из первой основы 11, из тисненого лакового слоя 15 с полученной тиснением дифракционной структурой 15', нанесенного на него металлизированного слоя в качестве первого функционального слоя 12 и фоторезистного слоя 35, воспроизводящего требуемое изображение или требуемый рисунок. На фиг.6а первая отдельная часть 10 защитного элемента показана, таким образом, в состоянии уже после облучения и проявления фоторезиста 35. Для этого, в частности, фоторезист 35, как показано на фиг.6е, облучают через маску, которая структурирована таким образом, что она допускает облучение только тех участков фоторезиста 35, на которых должны быть образованы пробельные участки 14. В показанном на чертеже варианте используют, таким образом, позитивный фоторезист. При применении же негативного фоторезиста облучать потребовалось бы те его участки, на которых должны быть образованы фоторезистные участки.
После облучения фоторезист проявляют пригодным для этого проявителем, получая в результате отдельную часть 10 защитного элемента, показанную на фиг.6а.
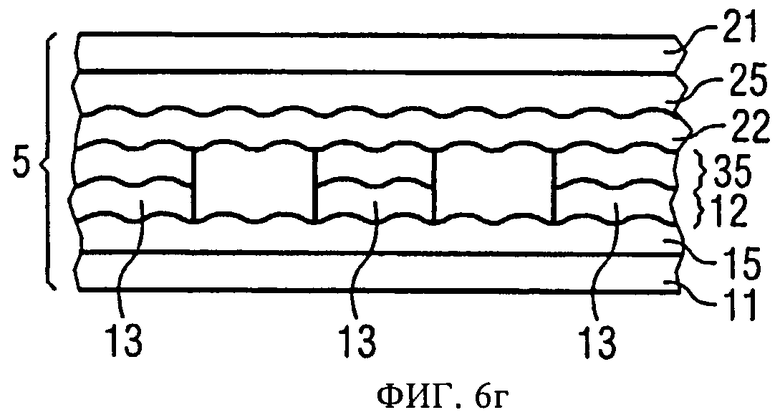
Далее путем травления удаляют те участки первого функционального слоя 12, которые должны образовывать первые пробельные участки 14 (фиг.6б). На фиг.6в показана вторая отдельная часть 20 защитного элемента, которая идентична показанной фиг.2в отдельной части защитного элемента. Затем обе показанные на фиг.6б и 6в отдельные части защитного элемента объединяют между собой в составленную из них многослойную структуру 5, показанную на фиг.6г. В такой многослойной структуре последовательность расположения слоев та же, что и в показанной на фиг.2 г многослойной структуре 5. Затем воздействием повышенного давления и повышенной температуры активируют клейкий, прежде всего термопластичный, фоторезист, который в результате склеивается со вторым функциональным слоем 22 на тех участках, на которых он контактирует с ним. При этом на клеевой слой переносится и дифракционная структура. После удаления второй основы 21 и тисненого лакового слоя 25, например, путем отделения или отслаивания свертыванием в рулон, получают показанный на фиг.6д защитный элемент 1, который выглядит идентичным показанному на фиг.2д защитному элементу 1. Однако у показанного на фиг.2д защитного элемента в выемках, образованных пробельными участками, все еще находится клей, который при необходимости может использоваться для создания дополнительных эффектов (например, может быть окрашен), тогда как у показанного на фиг.6д защитного элемента в выемках, образованных пробельными участками, клей отсутствует. В еще одном варианте осуществления настоящего изобретения отдельные части защитного элемента с клейким, прежде всего термопластичным, клеем-резистом, таким как показанный на фиг.6б, можно комбинировать с защитными элементами, которые уже имеют несколько функциональных слоев, такими, например, как показанный на фиг.2д защитный элемент 1.
Предлагаемый в изобретении способ позволяет создавать мельчайшие структуры с высокой точностью приводки и с резко очерченными краями, имеющие ширину, соответственно диаметр примерно 50 мкм или менее.
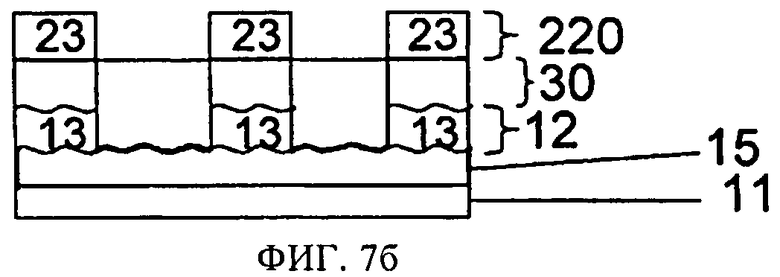
Вместо второй отдельной части защитного элемента, воспроизводимое функциональным слоем которой изображение представляет собой металлизированную голограмму или иную металлизированную дифракционную структуру, в другом варианте можно использовать вторую отдельную часть защитного элемента, имеющую основу с выполненным на ней слоем, пригодным для выполнения металлизированной голограммы, соответственно иной металлизированной дифракционной структуры. Так, например, вместо показанной на фиг.2в второй отдельной части защитного элемента можно использовать показанную на фиг.7а металлизированную удаляемую пленку 20 без тиснения, имеющую основу 21 с выполненным на ней металлизированным слоем 220. Такой металлизированный слой 220 металлизированной удаляемой пленки 20 склеивают с клеевым слоем 30 аналогично показанному на фиг.2г варианту осуществления предлагаемого в изобретении способа. В результате отделения второй основы 21 от склеенной многослойной структуры 5 на ней остаются только показанные на фиг.7б участки 23 металлизированного слоя 220. Показанные на фиг.7б участки 23 представляют собой участки, пригодные для образования дифракционных структур. Затем под давлением и при повышенной температуре выполняют тиснение, цель которого состоит в преобразовании участков 23 в металлизированные дифракционные структуры. Полученный в результате защитный элемент показан на фиг.7в. В качестве инструмента для тиснения в этом случае можно использовать, например, цилиндр для тиснения, обычную тисненую пленку либо металлизированную тисненую пленку. Применение металлизированной удаляемой пленки без тиснения в качестве второй отдельной части защитного элемента предоставляет оптимальную свободу при регулировании силы сцепления металла с основой и обеспечивает превосходную равномерность, благодаря чему беспроблемный перенос металлизированного слоя возможен даже при низких температурах.
Предлагаемые в изобретении защитные элементы можно изготавливать в виде переводных материалов, т.е. пленок или лент со множеством готовых и подготовленных для переноса защитных элементов. При изготовлении переводного материала слои последующего защитного элемента предварительно располагают на подложке в порядке, обратном тому, в котором слоистая структура должна располагаться в последующем на защищаемом ценном объекте, при этом слоистую структуру защитного элемента можно подготавливать на подложке в виде бесконечной (рулонной) ленты либо в виде защитного элемента, уже имеющего окончательные очертания, которые он должен иметь при его применении в качестве такового. Для переноса защитного элемента на защищаемый ценный объект используют клеевой слой, который обычно предусмотрен на переводном материале, но может быть также предусмотрен на ценном объекте. С этой целью предпочтительно использовать термоплавкий клей. При подготовке защитного элемента в виде бесконечной ленты для его переноса на защищаемый ценный объект можно либо предусматривать клеевой слой, либо активировать клей только на переносимых участках защитного элемента. Подложку переводных элементов обычно удаляют со слоистой структуры защитных элементов в процессе или после их переноса на ценный объект. С целью облегчить отделение подложки между ней и отделяемой от нее частью защитных элементов можно предусматривать антиадгезионный слой. При необходимости подложку можно также оставлять на перенесенном на ценный объект защитном элементе.
Предлагаемые в изобретении защитные элементы можно использовать для защиты от подделки товаров любого рода. Предпочтительно же использовать их для защиты от подделки ценных документов, например банкнот, чеков или удостоверений личности. При этом такие защитные элементы можно располагать на поверхности ценного документа либо полностью или частично заделывать в него. Особое преимущество предлагаемых в изобретении защитных элементов проявляется при их использовании в целях защиты ценных документов с отверстием для его закрытия. При этом преимущества предлагаемых в изобретении защитных элементов с прозрачными основами и с рассматриваемыми с обеих сторон ценного документа изображениями, выполненными с точным соблюдением приводки, могут проявляться наиболее ярко. Помимо этого и выворотки с мельчайшими структурами можно отчетливо разглядеть на просвет. Фальсификатору практически невозможно сымитировать их с достижимой согласно изобретению точностью. Кроме того, защитные элементы практически невозможно отделить от ценных объектов, на которые они нанесены, с целью их переноса на другой ценный объект, поскольку предлагаемые в изобретении защитные элементы всегда имеют по меньшей мере два клеевых слоя, соответственно имеют один клеевой слой, а другим клеевым слоем соединены с защищаемым от подделки ценным объектом. В том случае, когда для приклеивания защитного элемента к ценному объекту используется клей, который по своим химическим и физическим свойствам аналогичен клею в слоистой структуре защитного элемента, слоистая структура защитного элемента при попытках отделить его от защищаемого от подделки ценного объекта всегда разрушается.

















Изобретение относится к способу изготовления защитного элемента с двумя или более расположенными с точной приводкой относительного друг друга воспроизводящими изображение слоями. Способ изготовления защитного элемента (1) для защищенной от подделки бумаги или ценного объекта (2) заключается в выполнении следующих стадий: а) подготавливают первую отдельную часть (10) защитного элемента, имеющую первую основу (11), первый функциональный слой (12) с первыми функциональными участками (13) и первыми пробельным участками (14) и при необходимости слой (35) из клея-фоторезиста на первом функциональном слое (12), совмещенный с первыми функциональными участками (13); б) подготавливают вторую отдельную часть (20) защитного элемента, имеющую вторую основу (21) и второй функциональный слой (22) на второй основе (21) или на промежуточном слое (25) между второй основой и вторым функциональным слоем (22), который при этом выполнен отделяемым от второй основы (21) или от промежуточного слоя (25); в) на первую (10) или вторую (20) отдельную часть защитного элемента наносят клеевой слой (30) из радиационно-кондиционируемого клея, если на первом функциональном слое (12) первой отдельной части (10) защитного элемента не предусмотрен слой (35) из клея-фоторезиста; в1) со стороны первого функционального слоя (12) первой отдельной части (10) защитного элемента, или в2) со стороны первой основы (11) первой отдельной части (10) защитного элемента, или в3) со стороны второго функционального слоя (22) второй отдельной части (20) защитного элемента; г) первую (10) и вторую (20) отдельные части защитного элемента объединяют между собой в составленную из них многослойную структуру (5) таким образом, что г1) в том случае, когда клей предусмотрен на первой отдельной части (10) защитного элемента, клеевой слой (30, 35) и второй функциональный слой (22) второй отдельной части (20) защитного элемента обращены друг к другу, или г2) в том случае, когда клей предусмотрен на второй отдельной части (20) защитного элемента, либо клеевой слой (30) и первый функциональный слой (12) первой отдельной части (10) защитного элемента, либо клеевой слой (30) и первая основа (11) первой отдельной части защитного элемента (10) обращены друг к другу; д) клеевой слой (30) в тех случаях, когда предусмотрен радиационно-кондиционируемый клей; д1) облучают после образования многослойной структуры (5) сквозь первую отдельную часть (10) защитного элемента или д2) в случаях в1) и в2), когда радиационно-кондиционируемый клей предусмотрен на первой отдельной части (10) защитного элемента, альтернативно облучают до образования многослойной структуры (5) путем облучения первой отдельной части (10) защитного элемента сквозь ее первый функциональный слой (12), который при этом служит в качестве маски для экспонирования, в результате чего в клеевом слое (30) образуются совмещенные с первыми функциональными участками (13) не облученные участки (33) и совмещенные с первыми пробельным участками (14) радиационно-кондиционированные участки (34); е) первую (10) и вторую (20) отдельные части защитного элемента склеивают между собой, предпочтительно при повышенном давлении и при повышенной температуре, при этом склеивание обеспечивается либо не облученными участками (33), либо кондиционированными участками (34) клеевого слоя (30), либо участками с клеем-фоторезистом (35); ж) вторую основу (21) отделяют от склеенной многослойной структуры (5), при этом второй функциональный слой (22) с образованием вторых функциональных участков (23) либо ж1) остается приклеенным к не облученным участкам (33) клеевого слоя (30), но не прилипает к его кондиционированным участкам (34) и отделяется на них вместе со второй основой (21), либо ж2) остается приклеенным к кондиционированным участкам (34) клеевого слоя (30), но не прилипает к его не облученным участкам (33) и отделяется на них вместе со второй основой (21), либо ж3) остается приклеенным к участкам с клеем-фоторезистом (35), но не прилипает к участкам без него и отделяется на них вместе со второй основой (21). Техническим результатом изобретения является разработка способа, который позволял бы выполнять совмещенные между собой рисунки или изображения с резкими контурами и с высокой точностью приводки. 5 н. и 12 з.п. ф-лы, 7 ил.
1. Способ изготовления защитного элемента (1) для защищенной от подделки бумаги или ценного объекта (2), заключающийся в выполнении следующих стадий:
а) подготавливают первую отдельную часть (10) защитного элемента, имеющую первую основу (11), первый функциональный слой (12) с первыми функциональными участками (13) и первыми пробельным участками (14) и при необходимости слой (35) из клея-фоторезиста на первом функциональном слое (12), совмещенный с первыми функциональными участками (13),
б) подготавливают вторую отдельную часть (20) защитного элемента, имеющую вторую основу (21) и второй функциональный слой (22) на второй основе (21) или на промежуточном слое (25) между второй основой и вторым функциональным слоем (22), который при этом выполнен отделяемым от второй основы (21) или от промежуточного слоя (25),
в) на первую (10) или вторую (20) отдельную часть защитного элемента наносят клеевой слой (30) из радиационно-кондиционируемого клея, если на первом функциональном слое (12) первой отдельной части (10) защитного элемента не предусмотрен слой (35) из клея-фоторезиста,
в1) со стороны первого функционального слоя (12) первой отдельной части (10) защитного элемента, или
в2) со стороны первой основы (11) первой отдельной части (10) защитного элемента, или
в3) со стороны второго функционального слоя (22) второй отдельной части (20) защитного элемента,
г) первую (10) и вторую (20) отдельные части защитного элемента объединяют между собой в составленную из них многослойную структуру (5) таким образом, что
г1) в том случае, когда клей предусмотрен на первой отдельной части (10) защитного элемента, клеевой слой (30, 35) и второй функциональный слой (22) второй отдельной части (20) защитного элемента обращены друг к другу, или
г2) в том случае, когда клей предусмотрен на второй отдельной части (20) защитного элемента, либо клеевой слой (30) и первый функциональный слой (12) первой отдельной части (10) защитного элемента, либо клеевой слой (30) и первая основа (11) первой отдельной части защитного элемента (10) обращены друг к другу,
д) клеевой слой (30) в тех случаях, когда предусмотрен радиационно-кондиционируемый клей,
д1) облучают после образования многослойной структуры (5) сквозь первую отдельную часть (10) защитного элемента или
д2) в случаях в1) и в2), когда радиационно-кондиционируемый клей предусмотрен на первой отдельной части (10) защитного элемента, альтернативно облучают до образования многослойной структуры (5) путем облучения первой отдельной части (10) защитного элемента сквозь ее первый функциональный слой (12), который при этом служит в качестве маски для экспонирования, в результате чего в клеевом слое (30) образуются совмещенные с первыми функциональными участками (13) не облученные участки (33) и совмещенные с первыми пробельным участками (14) радиационно-кондиционированные участки (34),
е) первую (10) и вторую (20) отдельные части защитного элемента склеивают между собой, предпочтительно при повышенном давлении и при повышенной температуре, при этом склеивание обеспечивается либо не облученными участками (33), либо кондиционированными участками (34) клеевого слоя (30), либо участками с клеем-фоторезистом (35),
ж) вторую основу (21) отделяют от склеенной многослойной структуры (5), при этом второй функциональный слой (22) с образованием вторых функциональных участков (23) либо
ж1) остается приклеенным к не облученным участкам (33) клеевого слоя (30), но не прилипает к его кондиционированным участкам (34) и отделяется на них вместе со второй основой (21), либо
ж2) остается приклеенным к кондиционированным участкам (34) клеевого слоя (30), но не прилипает к его не облученным участкам (33) и отделяется на них вместе со второй основой (21), либо
ж3) остается приклеенным к участкам с клеем-фоторезистом (35), но не прилипает к участкам без него и отделяется на них вместе со второй основой (21).
2. Способ по п.1, отличающийся тем, что в качестве радиационно-кондиционируемого клея используют радиационно-сшиваемый клей, а кондиционирование участков (34) заключается в утрате клеем своей клеящей способности на этих участках в результате его сшивания.
3. Способ по п.1, отличающийся тем, что в качестве радиационно-кондиционируемого клея используют радиационно-активируемый клей, а кондиционирование участков (34) заключается в придании клею клеящей способности на этих участках.
4. Способ по одному из пп.1-3, отличающийся тем, что в качестве первой основы (11) используют прозрачную или просвечивающую пленку.
5. Способ по одному из пп.1-3, отличающийся тем, что первую отдельную часть (10) защитного элемента изготавливают путем подготовки первой основы (11), нанесения на первую основу (11) первого подвергаемого тиснению лакового слоя (15), нанесения на первый подвергаемый тиснению лаковый слой (15) первого металлизированного слоя (12), тиснения первого лакового слоя (15) до или после нанесения на него первого металлизированного слоя (12) и образования в первом металлизированном слое (12) первых пробельных участков (14).
6. Способ по одному из пп.1-3, отличающийся тем, что вторую отдельную часть (20) защитного элемента изготавливают путем подготовки второй основы (21), нанесения на вторую основу (21) второго подвергаемого тиснению лакового слоя (25), нанесения на второй подвергаемый тиснению лаковый слой (25) второго металлизированного слоя (22), тиснения второго лакового слоя (25) до или после нанесения на него второго металлизированного слоя (22) и образования во втором металлизированном слое (22) вторых пробельных участков (24).
7. Способ по одному из пп.1-3, отличающийся тем, что облучение на стадии д) выполняют, кроме того, через вторую маску (40) для экспонирования.
8. Защитный элемент (1) для нанесения на или по меньшей мере частичной заделки в защищенную от подделки бумагу или ценный объект (2), изготавливаемый способом по одному из пп.1-7 и состоящий из нескольких слоев, каждый из которых занимает всю площадь или часть площади защитного элемента (1) и которыми являются по меньшей мере следующие: основа (11), первый функциональный слой (12) с первыми функциональными участками (13) и первыми пробельным участками (14), образующими заданное изображение, второй функциональный слой (22) со вторыми функциональными участками (23) и вторыми пробельным участками (24), образующими изображение, которое зависит от образуемого или воспроизводимого первым функциональным слоем (12) изображения и которое при рассматривании защитного элемента (1) в отраженном свете совмещено с ним или представляет собой его фотографический негатив, и клеевой слой (30; 35), расположенный между первым (12) и вторым (22) функциональными слоями и сцепленный по меньшей мере со вторым функциональным слоем.
9. Защитный элемент (1) по п.8, отличающийся тем, что основа (11) представляет собой прозрачную или просвечивающую пленку.
10. Защитный элемент (1) по п.9, отличающийся тем, что первые (14) и вторые (24) пробельные участки совместно образуют визуально различимые на просвет, а предпочтительно визуально различимые также в отраженном свете знаки (3).
11. Защитный элемент (1) по п.8 или 9, отличающийся тем, что изображение, образуемое или воспроизводимое первым функциональным слоем (12), и изображение, образуемое или воспроизводимое вторым функциональным слоем (22), совместно образуют рисунок в виде интарсии.
12. Защитный элемент (1) по одному из пп.8-10, отличающийся тем, что второй функциональный слой (22) имеет другие вторые функциональные участки (41), которые не зависят от изображения, образуемого или воспроизводимого первым функциональным слоем (12).
13. Защитный элемент (1) по одному из пп.8-10, отличающийся тем, что первый функциональный слой (12) и второй функциональный слой (22) непосредственно склеены между собой клеевым слоем (30; 35).
14. Защитный элемент (1) по одному из пп.8-10, отличающийся тем, что первый функциональный слой (12) и/или второй функциональный слой (22) представляют/представляет собой металлизированные/металлизированный слои/слой.
15. Переводной материал для переноса защитных элементов на защищенную от подделки бумагу или ценный объект (2), отличающийся тем, что он имеет множество защитных элементов (1) по одному из пп.8-14, выполненных в виде переводных элементов.
16. Защищенная от подделки бумага или ценный объект (2), такой как банкнота, чек или удостоверение личности, отличающаяся/отличающийся тем, что она/он имеет защитный элемент (1) по одному из пп.8-14.
17. Способ изготовления защищенной от подделки бумаги или ценного объекта (2), отличающийся тем, что на нее/него помещают или в нее/него по меньшей мере частично заделывают защитный элемент (1) по одному из пп.8-14.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US 4868049 A, 19.09.1989 | |||
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ С ПОВЫШЕННЫМ РАСХОДОМ ЖИДКОГО ЧУГУНА | 2010 |
|
RU2437941C1 |
| EP 1897700 A2, 12.03.2008 | |||
| US 2005153107 A1, 14.07.2005. | |||

