[0001] Изобретение относится к получению алюминия электролизом расплава по способу Холла-Эру. В частности, оно относится к машинам обслуживания, применяющимся на заводах по производству алюминия.
[0002] Алюминий производится промышленно электролизом расплава, согласно хорошо известному способу Холла-Эру, в электролизерах. Заводы содержат большое число электролизеров, размещенных в линию в помещениях, называемых залами или цехами электролиза, и электрически соединенных последовательно с помощью соединительных проводников, чтобы оптимизировать использование площадей на заводах. Электролизеры обычно размещают так, чтобы образовать два или более параллельных ряда, которые электрически соединены между собой концевыми проводниками.
[0003] При эксплуатации электролизный завод требует вмешательств в электролизеры, в том числе, в частности, замены отработанных анодов новыми анодами, отбора жидкого металла, произведенного в электролизерах, и отборов или добавлений электролита. Чтобы осуществить эти вмешательства, заводы обычно оборудованы одним или несколькими агрегатами обслуживания, содержащими мостовой кран, который может поступательно перемещаться над электролизерами, вдоль серии электролизеров, и один или несколько обслуживающих модулей, содержащих тележку, способную перемещаться на мостовом кране, и органы манипулирования и обслуживания, называемые "инструментами", такие как ковши, захваты, пробойники и тали. Эти агрегаты обслуживания часто называют "машинами по обслуживанию электролиза" или "МОЭ" (соответственно по-английски "PTA" или "Pot Tending Assembly", или "PTM" или "Pot Tending Machine").
[0004] Машины обслуживания в основном оборудованы инструментами, необходимыми при замене анодов (пробойники, захваты анодов, называемыми также "анодными захватами", ковшей с лопатами и т.д.), которые обычно группируют на поворотной башне, закрепленной на тележке, называемой "инструментальной тележкой". Их доставляют к зоне вмешательства на ванне благодаря перемещениям крана и инструментальной тележки, затем опускают на уровень упомянутой зоны вмешательства с помощью тросов, приводимых в действие лебедками, или же с помощью шарнирной стрелы или телескопической мачты, приводимой в действие гидравлическими или пневматическими цилиндрами. Сами эти инструменты обычно имеют пневматический или гидравлический привод.
[0005] Часто машины обслуживания также оборудованы устройством, предназначенным для извлечения алюминия, полученного в ваннах. Действительно, металл, произведенный в электролизере, регулярно извлекают из ванны, погружая в слой жидкого металла конец полой металлической трубы, обычно чугунной, которая связывает упомянутый слой жидкого металла с разливочным ковшом, проходя через расплав электролита. Разливочный ковш представляет собой герметичный ковш, обычно выполненный из стали и футерованный огнеупорными кирпичами. Во внутреннем объеме разливочного ковша создается частичный вакуум с тем, чтобы втянуть жидкий металл, произведенный в ванне, причем металл течет через трубу в направлении разливочного ковша, где он собирается. Частичный вакуум создается в атмосфере разливочного ковша с помощью устройства разрежения, обычно струйного вакуумного насоса, работающего на сжатом воздухе, причем сжатый воздух входит и выходит из насоса с большой скоростью, создавая в результате эффекта Вентури разрежение в расположенном вокруг внешнем пространстве. Во время операции выливки создание частичного вакуума в ковше вызывает большую потребность в сжатом воздухе.
[0006] Для осуществления операции выливки можно использовать независимые устройства, такие как наземное транспортное средство, предназначенное для решения этой задачи, такое как показанные в патенте US 4742994 и на фигуре 1 международной заявки WO03/014646, или специальный кран, оборудованный особым разливочным ковшом, какой показан на фигурах 7 и 8 заявки WO03/014646. Но с большей выгодой можно использовать существующее устройство, такое как машина обслуживания, кроме того применяющаяся, в частности, для различных операций по замене анодов. Таль, называемая также "лебедкой для выливки", установлена либо на поворотной башне, укрепленной на инструментальной тележке, либо установлена на другой подвижной тележке, движущейся по мостовому крану машины обслуживания, или же закреплена на каком-нибудь конкретном месте мостового крана. Лебедка для выливки обычно оборудована подъемным крюком, предназначенным для захватывания разливочного ковша. Выгодно объединить разливочный ковш, заборную трубу и устройство разрежения, предназначенное для создания частичного вакуума в разливочном ковше. Полученная таким образом система выливки может быть закреплена на траверсе, например, снабдив упомянутую траверсу подъемными скобами, на которых подвешен разливочный ковш, уже снабженный заборной трубой и устройством разрежения. Таким образом, посредством упомянутой траверсы, система выливки может быть легко захвачена лебедкой для выливки, и время простоя машины обслуживания снижается до времени, требующегося для закрепления траверсы и для различных электрических и пневматических соединений, необходимых для исправной работы системы выливки.
[0007] Сжатый воздух, необходимый для создания частичного вакуума в разливочном ковше, может обеспечиваться забором неподвижного воздуха из помещения, обычно забором воздуха как можно ближе к тому электролизеру, на котором проводится выливка, но также может обеспечиваться источником сжатого воздуха в машине обслуживания. В обоих случаях, когда начинается операция выливки, подводится система выливки, обычно закрепленная на траверсе, ее подвешивают на лебедке для выливки и осуществляют пневматические и электрические соединения, которые позволяют обеспечить необходимые маневры при выливке, обычно используя пульт управления, который управляет машиной обслуживания. Размеры разливочного ковша рассчитаны так, чтобы он мог принимать выливаемый металл из нескольких ванн. Обычно современные ковши могут вмещать жидкий алюминий, поступающий при выливках, осуществляемых на трех электролизерах. Так как эти электролизеры не обязательно являются соседними, предпочтительно один раз подсоединить разливочный ковш к источнику сжатого воздуха машины обслуживания, используя короткие и легкие кабели и гибкие шланги, адаптированные к известной и стабильной пространственной конфигурации МОЭ, а не соединять ковш с несколькими неподвижными источниками, внешними по отношению к машине обслуживания, выбирая каждый раз тот, который находится ближе всего к электролизеру, на котором должна проводиться выливка, так как случайный характер соединений, которые надо реализовать, требует применения длинных и тяжелых кабелей и гибких шлангов.
[0008] Однако установлено, что машины обслуживания, приспособленные к такому способу функционирования, имеют тот недостаток, что они расходуют очень много энергии и требуют многочисленных работ по техобслуживанию. Поэтому заявитель стремился разработать такую машину обслуживания, которая потребляет как можно меньше энергии и которая требует как можно меньшей частоты работ по техобслуживанию, одновременно будучи вполне приспособленной как для операций замены анодов, так и для операций выливки.
[0009] Первым объектом согласно изобретению является машина обслуживания серии электролизеров, предназначенных для производства алюминия электролизом расплава, содержащая:
a) мостовой кран, который может поступательно перемещаться над электролизерами;
b) инструментальную тележку, которая перемещается вдоль упомянутого мостового крана и на которой закреплен обслуживающий модуль, содержащий органы манипулирования и обслуживания, называемые «инструментами»;
c) лебедку для выливки, жестко соединенную с упомянутым мостовым краном, предназначенную для захватывания и позиционирования вблизи электролизера системы выливки, содержащей разливочный ковш, заборную трубу и устройство разрежения, предназначенное для создания частичного вакуума в упомянутом разливочном ковше, чтобы отсасывать жидкий алюминий через упомянутую заборную трубу и заливать его в упомянутый разливочный ковш;
d) автономное устройство, способное генерировать сжатый воздух, чтобы приводить в действие упомянутые инструменты и упомянутое устройство разрежения.
Упомянутая машина обслуживания отличается тем, что упомянутое устройство-генератор сжатого воздуха содержит первый компрессор, способный обеспечивать расход сжатого воздуха, по меньшей мере равный минимальному расходу воздуха, необходимому для иных фаз применения машины обслуживания, чем выливки, причем воздух сжимается до желаемого давления p, и по меньшей мере один второй компрессор, установленный в пневматической схеме упомянутой машины обслуживания, так что, работая одновременно с упомянутым первым компрессором, этот комплект обеспечивает расход сжатого воздуха, по меньшей мере равный минимальному расходу воздуха, необходимому во время выливки, сжатого до давления p', которое позволяет установить желаемый частичный вакуум внутри разливочного ковша.
[0010] Заявитель исходил из факта, что на машинах обслуживания, предназначенных для обеспечения автономным образом сразу и операций замены анодов, и операций выливки, установки получения сжатого воздуха были бы дорогими и потребовали бы значительного техобслуживания, так как они были бы оборудованы одним встроенным компрессором большой мощности. Заявитель заметил, что этот компрессор большой мощности имел бы размеры, зависящие от потребности в расходе сжатого воздуха во время операции выливки, которая на самом деле требует заметно большего расхода воздуха, чем большинство других операций, в частности, операций, соответствующих замене анодов, когда приведение в действие инструментов манипулирования и вмешательства потребляет значительно меньше сжатого воздуха.
[0011] Заявитель, установив, что функция "выливки" занимает в общей сложности всего около четверти времени работы машины обслуживания, пришел к выводу, что встроенный компрессор большой мощности, рассчитанный на операцию выливки, функционирует намного ниже своих рабочих характеристик в течение 75% времени его применения. Кроме того, его применение при сниженном расходе не только влечет бесполезное потребление, но также напрасно ухудшает свойства смазочных масел, приводя к почти такому же высокому износу механических деталей, как если бы компрессор работал на полную мощность все 100% времени его применения. Исходя из этого факта, у заявителя возникла идея установить на машине обслуживания вместо одного большого встроенного компрессора, потребляющего много энергии даже при малой мощности, по меньшей мере два компрессора меньшей производительности: первый компрессор, предназначенный для иных операций, чем выливка, и по меньшей мере один второй компрессор, предназначенный давать дополнительный сжатый воздух, необходимый при выливке.
[0012] Машина обслуживания была изначально задумана для осуществления операций, необходимых при замене анодов. Единственного компрессора, с нормальной производительностью, совместимого с рыночными стандартами, достаточно для обеспечения функций, связанных с этими операциями, а также некоторых постоянных функций, потребляющих мало сжатого воздуха. Функции, связанные с операциями замены анодов, в основном следующие:
a) приведение в действие пробойника, чтобы разбить корку на уровне отработанного анода, который требуется заменить, удаление зажима;
b) приведение в действие замкового ключа, связанного с зажимом, который обеспечивает контакт между анодной штангой и анодной рамой (открывание при удалении отработанного анода, закрывание при установке на место нового анода);
c) приведение в действие захвата анода, называемого также "анодным захватом";
d) приведение в действие лопат ковша для корки, что позволяет собрать твердые обломки, которые находятся в ванне на уровне анодного проема.
Кроме того, для исправной работы МОЭ должно быть возможно в любой момент выполнять некоторые функции, требующие мало сжатого воздуха, например, приведение в действие форсунок на ходовых роликах, распыление конденсата в системе кондиционирования воздуха, разблокирование спуска кабины и т.д.
[0013] МОЭ могут быть переданы и другие функции, которые будут называться далее дополнительными функциями, в частности, функции, также связанные с заменой анодов, но которые могут осуществляться и автономно:
обеспечение удаления и установки на место крышек устройства укрытия, что позволяет удерживать, улавливать и обрабатывать газообразные отходы электролизера перед их выпуском в атмосферу;
обеспечение операции, называемой "калиброванием", предназначенной для правильного выравнивания новых анодов.
Кроме того, из этих дополнительных функций МОЭ могут быть переданы необязательные функции, потребляющие больше сжатого воздуха, в частности, по флюидизации глинозема или фторида алюминия в бункерах питания или же по запуску механизма подъема балки анодной рамы.
[0014] Чтобы выполнить все приданные МОЭ функции, причем число дополнительных функций продолжает увеличиваться ввиду привлекательности, достигаемой применением этого типа устройства, можно предусмотреть применение второго компрессора, рекомендуемое согласно изобретению, как только потребность в сжатом воздухе перейдет критический порог. Но так как эти дополнительные функции имеют меньшую потребность в сжатом воздухе, чем операция выливки, может оказаться выгодным установить несколько "вторых компрессоров", чтобы они работали вместе только при операции выливки, а для обеспечения той или иной из этих дополнительных функций достаточно меньшее число. С другой стороны, термин "операция выливки" должен пониматься как означающий осуществляемую с помощью МОЭ операцию, которая требует больше всего сжатого воздуха. Таким образом, в будущем может случиться, что этот термин может означать иную операцию, чем собственно выливка.
[0015] Преимущественно, разливочный ковш, заборная труба и устройство разрежения объединены, и образовавшаяся таким образом система выливки прикреплена к траверсе, предназначенной захватываться лебедкой для выливки. Предпочтительно, электрические кабели, воздушные шланги, распределители, электровентили и/или различные другие средства, применяющиеся для приведения в действие устройства разрежения в целях выливки, объединены с системой выливки, жестко закрепленной на траверсе, и размещены таким образом, чтобы электрические и пневматические соединения, необходимые для того, чтобы сделать систему выливки работающей, были простыми и быстрыми.
[0016] Обычно воздух, используемый для приведения в действие инструментов, сжат до давления p, обычного для промышленных установок, составляющего типично между 6 и 10 бар, то есть между 0,6 и 1,0 МПа. Как правило, первый компрессор должен позволять обеспечивать сжатый воздух с минимальным расходом, обычно составляющим между 4000 нормальных литров и 7500 нормальных литров в минуту, в зависимости от числа инструментов МОЭ, которые требуется приводить в действие, под давлением 0,6 МПа, а второй (или вторые) компрессор(ы) должен (должны) позволять обеспечивать дополнительный вклад при выливке (расход в один нормальный литр газа в минуту соответствует расходу, в минуту, массы газа, занимающей объем один литр в нормальных условиях по давлению и температуре).
[0017] Для операции выливки сжатый воздух должен подаваться с такими расходом и давлением p', чтобы разрежение, создаваемое эффектом Вентури на уровне эжектора, было достаточно высоким, чтобы всасывать жидкий алюминий и переносить его в ковш, но достаточно слабым, чтобы не допустить увлечения расплава электролита вместе с жидким алюминием. Типично, для разливочного ковша, способного вмещать примерно 5 тонн жидкого алюминия, для установления частичного вакуума порядка 0,04 МПа требуется минимальный расход сжатого воздуха по меньшей мере 10000 нормальных литров в минуту под давлением 0,6 МПа. В ходе выливки расход и давление сжатого воздуха не должны оставаться постоянными, так как они должны производить частичный вакуум, подходящий для стадии, на которой находится операция выливки: полностью пустой ковш требует намного большего расхода сжатого воздуха, чем ковш, уже наполненный при выливке из двух первых электролизеров. Заявитель обнаружил, что можно выбрать устройство разрежения, отвечающее всем этим ограничениям, с сжатым воздухом, находящимся под давлением p', составляющим между 6 и 10 бар, то есть между 0,6 и 1,0 МПа, предпочтительно между 0,6 и 0,8 МПа. Предпочтительно, выбирают первый компрессор, способный обеспечивать сжатый воздух с минимальным расходом 6500 нормальных литров под давлением между 0,6 МПа и 0,8 МПа, и один второй компрессор или несколько вторых компрессоров, способных обеспечивать, работая одновременно с первым компрессором, сжатый воздух с минимальным расходом 13000 нормальных литров под давлением между 0,6 МПа и 1,0 МПа, предпочтительно между 0,6 МПа и 0,8 МПа.
[0018] В предпочтительном варианте по изобретению используют первый компрессор и второй компрессор таким образом, чтобы они работали в тандеме:
либо они работают независимо один от другого, причем каждый компрессор способен обеспечивать рабочий расход воздуха во время иных фаз применения МОЭ, чем выливка,
либо они работают вместе, причем сумма расходов достаточна, чтобы отвечать потребностям создания частичного вакуума в разливочном ковше во время выливки.
В случае, когда предусмотрено несколько вторых компрессоров, по меньшей мере один из них работает в тандеме с первым компрессором.
[0019] В этом предпочтительном варианте оба компрессора являются взаимозаменяемыми, и выгодно выбирать их одинаковыми. Под "одинаковым" понимается "способность обеспечивать одинаковый минимальный расход сжатого воздуха при одинаковом давлении". Так, во время нормальных фаз применения можно, чтобы работал тот или другой из компрессоров, предпочтительно по очереди, чтобы распределить время функционирования на оба компрессора по существу одинаково, с тем, что можно было бы заметно увеличить, почти удвоить, период между двумя техобслуживаниями, если бы не было выливки. Так как во время фаз выливки используются оба компрессора, то при прочих равных результатом является, кроме того, то, что промежуток времени между двумя техобслуживаниями комплекта компрессоров больше, примерно на 60%, чем период времени между двумя техобслуживаниями единственного компрессора большой мощности. Уменьшение частоты операций техобслуживания не только приводит к снижению числа опорожнений, необходимых для исправной работы компрессора, к снижению расхода масла, выигрышу в терминах простоя персонала, но также улучшает эксплуатационную готовность машины обслуживания, чтобы зал электролиза, при одинаковых функциях, можно было снабдить меньшим числом машин обслуживания, если они отвечают характеристикам изобретения. Но текущая тенденция состоит скорее в сохранении их числа и придании им дополнительных функций.
[0020] Компрессоры, использующиеся в рамках изобретения, имеют меньший размер по сравнению с размером, который потребовался бы при использовании единственного компрессора. Благодаря изобретению можно применять компрессоры, которые соответствуют рыночным стандартам и которые имеют более низкую первоначальную стоимость, так как они производятся в больших количествах. Отсюда следует, что стоимость установки нескольких компрессоров не намного больше, чем для единственного компрессора большого размера. Кроме того, так как компрессоры выбраны из стандартной рыночной продукции, проще достать запасные части, и техобслуживание оказывается значительно более легким. В результате затраты на техобслуживание и эксплуатационные расходы будут более низкими, тогда как капитальные затраты останутся близкими.
[0021] Другое преимущество изобретения заключается в том, что намного улучшается эксплуатационная готовность машин обслуживания (МОЭ) для других операций помимо выливки: в случае неисправности одного из компрессоров можно эксплуатировать по меньшей мере один другой компрессор, в частности, при замене анодов.
[0022] Мостовой кран машины обслуживания опирается на и движется по рельсовым путям, расположенным параллельно друг другу и параллельно основной оси зала (и ряду электролизеров). Таким образом, мостовой кран может перемещаться вдоль зала электролиза над электролизерами, в целом оставаясь параллельным длинной стороне электролизеров.
[0023] Траверса, оборудованная упомянутой системой выливки, закреплена на лебедке для выливки, которая в свою очередь жестко соединена с несущей инструменты поворотной башней МОЭ, либо жестко соединена с другой подвижной тележкой, движущейся по упомянутому мостовому крану, либо же закреплена в каком-либо месте упомянутого мостового крана. Предпочтительно, лебедка для выливки жестко соединена с подвижной тележкой таким образом, чтобы ее можно было наилучшим образом расположить в таком месте, чтобы разливочный ковш мог свободно достигать этого места, которое, не мешая движению инструментальной тележки, позволяет заборной трубе погрузиться в ванну жидкого алюминия на уровне «летки», расположенной обычно на краю электролизера.
[0024] Предпочтительно, устройство-генератор сжатого воздуха, содержащее по меньшей мере два компрессора, жестко соединено с мостовым краном и размещено на нем. Обычно оно крепится прямо на главной балке упомянутого мостового крана, либо внутри нее, либо сверху, вне зоны маневров подвижной тележки или подвижных тележек.
[0025] Преимущественно, первый компрессор и второй компрессор или вторые компрессоры устанавливаются на балке мостового крана таким образом, чтобы получить компактную и недорогую конфигурацию, в частности, стремясь к как можно меньшим габаритам на уровне крепления к балке. Предпочтительно, компрессоры устанавливают один над другим (или одни над другими).
[0026] Предпочтительно, компрессоры снабжены системой охлаждения, либо индивидуальной, либо общей. По сравнению с установкой, содержащей всего один компрессор большой мощности, возможности охлаждения, выраженные на единицу произведенного воздуха, являются более существенными. Это приводит к росту эффективности систем охлаждения.
[0027] Также предпочтительно, компрессоры снабжены системой фильтрации, либо индивидуальной, либо общей, предохраняющей их от пыли, в частности, от твердых частиц глинозема и углерода. Преимущественно, они установлены во встроенную оболочку, либо индивидуальную, либо общую, звукоизолированную и оборудованную системой регулирования температуры, позволяющей поддерживать упомянутые компрессоры в термически комфортной среде для их исправной работы. Действительно, машина обслуживания должна иметь возможность двигаться над электролизерами в агрессивной внешней среде, при температуре, которая, в зависимости от места производства алюминия, может быть очень низкой (порядка -30°C) или, наоборот, очень высокой (порядка 70°C). Упомянутая встроенная оболочка может, например, представлять собой конструкцию, снабженную съемными наружными панелями, обеспечивающими непроницаемость и шумовую защиту комплекта.
Пример реализации (фиг.1)
[0028] Фиг.1 иллюстрирует на виде в разрезе типичный зал электролиза, предназначенный для производства алюминия и содержащий машину обслуживания согласно изобретению, показанную схематически в частном варианте ее реализации.
[0029] Электролизные заводы, предназначенные для производства алюминия, содержат зону производства жидкого алюминия, которая включает один иди несколько залов электролиза. Показанный на фигуре зал электролиза (1) содержит электролизеры (2), над которыми движется машина обслуживания (3). Электролизеры (2) обычно расположены рядами или линиями, причем каждый ряд или линия содержит обычно более сотни электролизеров. Электролизеры (2) расположены таким образом, чтобы высвободить путь движения (31) вдоль зала электролиза (1). Электролизеры (2) содержат ряд анодов (21), снабженным металлическими штангами (22), предназначенными для крепления и электрического соединения анодов с металлической анодной рамой (не показана).
[0030] Машина обслуживания (3) служит для выполнения таких операций на электролизерах (2), как замены анодов или заполнение бункеров питания дробленым электролитом и фторидом алюминия (AlF3). Она может также служить для манипуляций с различными грузами, такими как элементы ванны, разливочные ковши или же аноды. Изобретение относится, в частности, к агрегатам обслуживания, подходящим одновременно для замены анода и выливки.
[0031] Машина обслуживания (3) содержит:
мостовой кран (4), который может поступательно перемещаться над электролизерами (2),
подвижную тележку (6), называемую "инструментальной" (т.е. несущей инструменты), способную перемещаться по мостовому крану (4) и оборудованную несколькими органами манипулирования и обслуживания (10), такими как инструменты (ковши, захваты для извлечения, пробойники и т.д.);
лебедку (13) для выливки, установленную на тележке (11), способной перемещаться по мостовому крану (4), к которой прикреплена траверса (12), которая несет систему выливки, содержащую разливочный ковш (40), заборную трубу (41) и устройство разрежения (не показано);
автономное устройство, способное генерировать сжатый воздух, содержащее в рамках данного примера два одинаковых компрессора (50 и 50'), причем каждый компрессор способен давать расход сжатого воздуха, равный по меньшей мере 8000 нормальных литров в минуту, под давлением между 7 и 10 бар, что соответствует расходу воздуха, достаточному для иных фаз применения машины обслуживания, чем выливки, причем оба компрессора смонтированы таким образом, чтобы, когда они работают вместе, они обеспечивали расход сжатого воздуха 16000 нормальных литров в минуту, под давлением в интервале между 7 и 10 бар, в соответствии с минимальным расходом, необходимым для осуществления операции выливки.
[0032] Мостовой кран (4) опирается на и движется по рельсовым путям (30, 30'), расположенным параллельно друг другу и параллельно главной оси цеха (и ряду электролизеров). Таким образом, мостовой кран (4) может перемещаться вдоль зала электролиза (1).
[0033] Инструментальная тележка (6) несет обслуживающий модуль, который содержит шасси (не показано), которое может быть закреплено на упомянутой тележке, и поворотную башню, установленную на шасси таким образом, чтобы при работе она могла вращаться вокруг вертикальной оси. Поворотная башня может быть оборудована балконом или кабиной управления - содержащей команды, предназначенные для маневрирования обслуживающим модулем и упомянутыми инструментами - и пультом управления, с которого оператор может отдавать упомянутые команды.
[0034] Поворотная башня оборудована определенным набором инструментов (10), а именно, пробойником, установленным на телескопической руке (9), ковшом с лопатами, установленным на телескопической руке, по меньшей мере одним захватом для манипуляций с анодом, также установленным на телескопической руке, и бункером, снабженным выдвижным желобом. Эти инструменты предназначены для операций по замене анодов в электролизерах цеха:
пробойник служит для разбивания корки глинозема и затвердевшего электролита, которая обычно покрывает аноды в электролизере;
ковш с лопатами служит для расчистки места под анод, после удаления отработанного анода, путем удаления твердых материалов, которые там находятся (таких как куски корки, углерода и глинозема);
захват или захваты для манипуляций с анодом служат для захватывания анодов и манипулирования ими за их штангу, в частности, для подъема отработанных анодов из электролизера и установки на место новых анодов в электролизер;
выдвижной желоб служит для введения глинозема и/или дробленого электролита в электролизер, чтобы снова образовать защитный слой после установки на место нового анода.
Поворотная башня может быть также оборудована дополнительными инструментами, такими как лебедка. Все эти инструменты приводятся в действие с помощью сжатого воздуха давлением примерно 6 бар, производимым тем или другим из компрессоров (50, 50').
[0035] Металл, производимый в электролизере (2), верхний уровень которого схематически показан пунктирной линией (60), извлекают из ванны, вводя конец заборной трубы (41) в слой жидкого металла. Заборная труба, представляющая собой полую металлическую трубу, соединена с разливочным ковшом (40). Во внутреннем объеме разливочного ковша создается частичный вакуум, в результате чего полученный в электролизере жидкий металл втягивается, и этот металл течет по трубе в направлении разливочного ковша, где он собирается. Частичный вакуум создается в атмосфере разливочного ковша (40) с помощью струйного вакуумного насоса, работающего на сжатом воздухе под давлением примерно 6 бар, поступающим из двух компрессоров (50 и 50'), работающих вместе во время выливки.
[0036] Два компрессора (50, 50') установлены друг на друга, чтобы уменьшить площадь, занимаемую их креплением на главной балке мостового крана (4). Каждый компрессор снабжен системой охлаждения и системой фильтрации. Каждый компрессор оборудован мотором с номинальной мощностью 55 кВт.
[0037] Чтобы выполнять те же функции, что и эта МОЭ, МОЭ согласно уровню техники должна быть оборудована одним компрессором номинальной мощностью 110 кВт. Частота техобслуживания прежней МОЭ обусловлена опорожнением единственного компрессора. Это опорожнение проводится через каждые 1500 часов. С МОЭ согласно изобретению период времени между двумя техобслуживаниями двойного компрессора составляет порядка 2400 часов.
[0038] При условии, что МОЭ работает 24 ч из 24 и 7 дней из 7 круглый год, и учитывая неизбежные остановки на техобслуживание, эта МОЭ должна находиться в действии на месте примерно 6400 часов в год. Таким образом, частота техобслуживания МОЭ, оборудованной единственным компрессором, влечет ее простой 4,3 раза в год. Напротив, согласно изобретению, период между двумя техобслуживаниями МОЭ, оборудованной двумя компрессорами, влечет остановку этой МОЭ 2,7 раза в год. Таким образом, согласно изобретению, МОЭ, оборудованная двойным компрессором, позволяет выиграть на трех техобслуживаниях за два года, что ощутимо улучшает время ее эксплуатационной готовности и позволяет снизить затраты, требующиеся на этот тип вмешательства (детали, рабочая сила и т.д.).
Изобретение относится к машине обслуживания серии электролизеров для производства алюминия электролизом расплава. Машина содержит мостовой кран, поступательно перемещающийся над упомянутыми электролизерами, инструментальную тележку, на которой закреплен обслуживающий модуль, содержащий инструменты, лебедку для выливки, жестко соединенную с мостовым краном и предназначенную для захватывания и позиционирования вблизи электролизера системы выливки, содержащей разливочный ковш, заборную трубу и устройство разрежения, автономное устройство для генерирования сжатого воздуха, содержащее первый компрессор для обеспечения расхода сжатого воздуха, равного минимальному расходу воздуха, необходимому для других операций, чем выливка, и один второй компрессор, установленный так, что при работе одновременно с упомянутым первым компрессором этот комплект обеспечивает расход сжатого воздуха, равный минимальному расходу воздуха, необходимому во время выливки. Обеспечивается снижение энергозатрат и упрощение технического обслуживания. 10 з.п. ф-лы, 1 ил., 1 пр.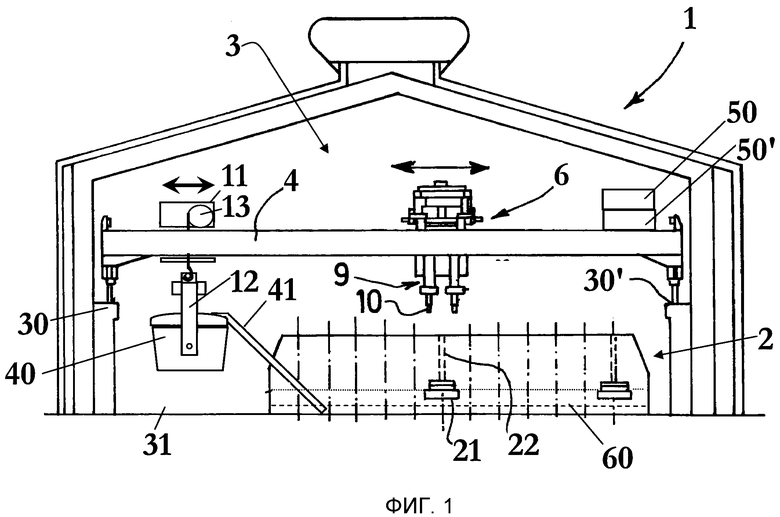
1. Машина (3) для обслуживания серии электролизеров (2), предназначенных для производства алюминия электролизом расплава, содержащая
a) мостовой кран (4), выполненный с возможностью поступательного перемещения над упомянутыми электролизерами,
b) инструментальную тележку (6), которая перемещается вдоль упомянутого мостового крана и на которой закреплен обслуживающий модуль, содержащий органы манипулирования и обслуживания, называемые инструментами (10),
c) лебедку (13) для выливки, жестко соединенную с упомянутым мостовым краном, предназначенную для захватывания и позиционирования вблизи электролизера (2) системы выливки, содержащей разливочный ковш (40), заборную трубу (41) и устройство разрежения, предназначенное для создания частичного вакуума в упомянутом разливочном ковше, чтобы отсасывать жидкий алюминий через упомянутую заборную трубу и заливать его в упомянутый разливочный ковш,
d) автономное устройство (50, 50') для генерирования сжатого воздуха, чтобы приводить в действие упомянутые инструменты и упомянутое устройство разрежения,
отличающаяся тем, что упомянутое устройство для генерирования сжатого воздуха содержит первый компрессор (50), способный обеспечивать расход сжатого воздуха, по меньшей мере равный минимальному расходу воздуха, необходимому для иного, чем выливка, применения машины обслуживания, причем воздух сжимается до желаемого давления р, и по меньшей мере один второй компрессор (50'), установленный в пневматической схеме упомянутой машины обслуживания, причем, работая одновременно с упомянутым первым компрессором, этот комплект обеспечивает расход сжатого воздуха, по меньшей мере равный минимальному расходу воздуха, необходимому во время выливки, сжатого до давления р', которое позволяет установить желаемый частичный вакуум в разливочном ковше.
2. Машина по п.1, отличающаяся тем, что упомянутый первый компрессор (50) способен обеспечивать сжатый воздух с минимальным расходом 4000 нормальных литров, предпочтительно 6500 нормальных литров, под давлением в интервале между 0,6 МПа и 1,0 МПа, а упомянутый(ые) второй(ые) компрессор(ы) (50') способен(ны) обеспечивать, работая одновременно с упомянутым первым компрессором, сжатый воздух с минимальным расходом 10000 нормальных литров, предпочтительно 13000 нормальных литров, под давлением в интервале между 0,6 МПа и 1,0 МПа, предпочтительно между 0,6 МПа и 0,8 МПа.
3. Машина по п.1 или 2, отличающаяся тем, что упомянутое устройство для генерирования сжатого воздуха состоит из первого компрессора (50) и по меньшей мере одного второго компрессора (50'), работающего в тандеме с упомянутым первым компрессором, так что упомянутые первый компрессор (50) и второй компрессор (50') либо работают независимо друг от друга, причем каждый компрессор способен обеспечивать рабочий расход воздуха во время иного, чем выливка, применения машины обслуживания, либо работают вместе, причем сумма расходов достаточна, чтобы обеспечивать создание частичного вакуума в разливочном ковше во время выливки.
4. Машина по п.3, отличающаяся тем, что упомянутые первый компрессор (50) и второй компрессор (50') одинаковы.
5. Машина по п.1 или 2, отличающаяся тем, что упомянутая лебедка для выливки жестко соединена с несущей инструменты поворотной башней машины обслуживания.
6. Машина по п.1 или 2, отличающаяся тем, что упомянутая лебедка (13) для выливки жестко соединена с подвижной тележкой (11), движущейся по упомянутому мостовому крану (4), отличной от упомянутой инструментальной тележки (6).
7. Машина по п.1 или 2, отличающаяся тем, что устройство для генерирования сжатого воздуха (50 и 50') жестко соединено с упомянутым мостовым краном (4) и размещено на нем, обычно закрепленным прямо на главной балке упомянутого мостового крана, либо внутри нее, либо сверху, вне зоны маневров упомянутой или упомянутых подвижных тележек (6 и 11).
8. Машина по п.7, отличающаяся тем, что упомянутые компрессоры (50, 50') установлены один над другим или одни над другими, чтобы уменьшить площадь, занимаемую их креплением на упомянутой балке.
9. Машина по п.1 или 2, отличающаяся тем, что упомянутые компрессоры снабжены системой охлаждения.
10. Машина по п.1 или 2, отличающаяся тем, что упомянутые компрессоры снабжены системой фильтрации.
11. Машина по п.1 или 2, отличающаяся тем, что упомянутые компрессоры установлены во встроенной оболочке, либо индивидуальной, либо общей, звукоизолированной и снабженной системой регулирования температуры, позволяющей поддерживать упомянутые компрессоры в термически комфортной среде для их исправной работы.
| FR 2854906 A1, 19.11.2004 | |||
| Устройство для закрепления анодных держателей на главных шинах алюминиевого электролизера | 1970 |
|
SU559659A3 |
| Устройство для захвата анододержателя | 1981 |
|
SU981457A1 |
| SU 1522786 A1, 10.12.1996 | |||
| US 3888757 A, 10.06.1975 | |||
| US 4394242 A, 19.07.1983 | |||
| US 5876585 A, 02.03.1999. | |||

