Область изобретения
Изобретение касается производства алюминия электролизом в расплаве согласно способу Холла-Эру. Более конкретно, оно касается замены анодов и обслуживающих агрегатов, предназначенных для осуществления замены анодов на промышленных предприятиях по производству алюминия.
Уровень техники
В промышленности алюминий производят электролизом в расплаве в электролизерах в соответствии со способом, известным как способ Холла-Эру. Во французской заявке на патент FR 2806742 (соответствующей американскому патенту US 6409894) описаны технологические установки электролизного завода, предназначенного для производства алюминия.
В соответствии с наиболее распространенной технологией электролизеры содержат множество так называемых "предварительно обожженных анодов" из углеродного материала, которые расходуются во время реакций электролитического восстановления алюминия. Постепенное расходование этих анодов требует вмешательств в работу электролизеров, среди которых фигурирует, в частности, операция замены израсходованных анодов на новые аноды.
Для того чтобы ограничить нарушения работы электролизера во время замены анода, предпочтительным является размещение нового анода таким образом, чтобы его нижняя поверхность оказалась на том же самом уровне, что и нижние поверхности других анодов в этом электролизере.
Правильная установка новых анодов обычно осуществляется при помощи операций, выполняемых главным образом вручную. В типичном случае штанга израсходованного анода помечается наносимым при помощи мела штрихом в месте, соответствующем определенной реперной точке на анодной раме. После этого израсходованный анод извлекается из электролизера и переносится на контрольную поверхность, которая обычно представляет собой металлическую плиту. Здесь уровень нанесенного мелом на штангу штриха отмечается, израсходованный анод удаляется, и на этой контрольной поверхности размещается новый анод. На штангу нового анода мелом наносится штрих, соответствующий отмеченному уровню. После этого новый анод устанавливается на анодную раму таким образом, чтобы этот нанесенный мелом штрих оказался на уровне определенной реперной точки на анодной раме. Осуществление этих операций требует вмешательства оператора в зоне действия инструментов манипулирования анодами и подвергает этого оператора опасностям, присущим таким операциям, например опасности срыва груза и выбросов жидкого металла.
Известна также технология оснащения инструмента манипулирования анодами датчиком положения, способным измерять его удлинение во время выполнения операций по замене анода. В этом случае измеряют удлинение инструмента во время захвата израсходованного анода, переносят израсходованный анод на контрольную поверхность и измеряют удлинение этого инструмента в тот момент, когда анод уложен на эту контрольную поверхность. Затем удаляют израсходованный анод, переносят новый анод на эту контрольную поверхность и измеряют удлинение инструмента в тот момент, когда этот новый анод уложен на контрольную поверхность. Разность между двумя последними измеренными удлинениями прибавляют к удлинению, измеренному первым, для того, чтобы определить удлинение, которое необходимо инструменту манипулирования при установке нового анода в электролизере.
Эти различные способы действия требуют многочисленных манипуляций с анодом и перемещения контрольной поверхности из одной рабочей зоны в другую. Время, затрачиваемое на выполнение этих операций, существенно удлиняет продолжительность цикла вмешательства в работу электролизеров и увеличивает период времени, на протяжении которого укрытия электролизных ванн остаются открытыми, что снижает эффективность средств улавливания и отвода отходящих газов, производимых электролизерами.
Таким образом, Заявитель искал способ и средства, которые позволили бы устранить эти недостатки.
Описание изобретения
Объектом изобретения является способ замены анода в электролизере по производству алюминия электролизом в расплаве, содержащем анодную раму и множество анодов, каждый из которых снабжен металлической штангой, при котором, используя по меньшей мере один инструмент манипулирования анодом, содержащий орган позиционирования и орган захвата, заменяют по меньшей мере один определенный израсходованный анод на по меньшей мере один заменяющий анод и устанавливают этот заменяющий анод в определенном положении в электролизер.
В соответствии с изобретением определяют положение заменяющего анода на основе определенной совокупности измерений положения фиксированной точки РO, располагающейся на по меньшей мере одном инструменте манипулирования анодом, по отношению к определенной совокупности контрольных точек {Р}, располагающихся на определенных объектах, отдельных от инструмента манипулирования анодом и связанных с определенными контрольными положениями этого инструмента манипулирования анодом.
Более конкретно, способ замены анода согласно изобретению отличается тем, что:
- для по меньшей мере одного инструмента манипулирования анодом выбирают фиксированную точку РO, жестко связанную с упомянутым инструментом;
- выбирают определенную совокупность промежуточных контрольных положений инструмента манипулирования анодом и связывают с каждым положением упомянутой совокупности промежуточную контрольную точку, располагающуюся на определенных объектах, отдельных от инструмента манипулирования анодом;
- выбирают конечное контрольное положение инструмента манипулирования анодом, соответствующее упомянутому определенному положению заменяющего анода, и связывают с этим контрольным положением определенную конечную контрольную точку РF, располагающуюся на определенных объектах, отдельных от инструмента манипулирования анодом;
- размещают инструмент манипулирования анодом в каждом из упомянутых промежуточных контрольных положений и, для каждого положения, измеряют относительное положение упомянутой фиксированной точки РO инструмента по отношению к соответствующей промежуточной контрольной точке;
- на основе упомянутых измерений относительного положения определяют конечное относительное положение фиксированной точки РO инструмента манипулирования по отношению к определенной конечной контрольной точке РF, соответствующей упомянутому определенному положению заменяющего анода в электролизере;
- корректируют положение этого заменяющего анода с помощью по меньшей мере одного измерения относительного положения фиксированной точки РO инструмента манипулирования по отношению к конечной контрольной точке РF таким образом, чтобы позиционировать упомянутый инструмент в упомянутом конечном относительном положении.
Упомянутые измерения предпочтительным образом осуществляют при помощи телеметрии, обычно при помощи оптической, акустической или радиоэлектронной телеметрии, а предпочтительно - при помощи лазерной телеметрии. При оптической телеметрии могут использоваться как видимый, так и невидимый свет.
Заявитель пришел к идее использовать инструмент манипулирования анодом в качестве контрольного элемента для определения положения анодов во время замены анода, что позволяет осуществить измерения, необходимые для этого определения, во время обычных манипуляций по замене израсходованных анодов. Таким образом, изобретение позволяет существенно ограничить объем операций манипулирования, требуемых для определения надлежащего положения заменяющего анода.
Для осуществления упомянутых измерений относительного положения предпочтительным образом используют тот же самый инструмент манипулирования анодом, что позволяет иметь одну единственную фиксированную точку РO.
Объектом изобретения также является машина обслуживания, предназначенная для выполнения операций замены анода в серии электролизеров по производству алюминия электролизом в расплаве, содержащих множество анодов, каждый из которых снабжен металлической штангой, причем упомянутая машина содержит по меньшей мере один инструмент манипулирования анодом, содержащий орган позиционирования и орган захвата, отличающаяся тем, что она содержит устройство для измерения положения фиксированной точки РO, располагающейся на инструменте манипулирования анодом, по отношению к по меньшей мере одной определенной контрольной точке, располагающейся на определенном объекте, отдельном от инструмента манипулирования анодом.
Предлагаемый способ замены анода преимущественно осуществляют при помощи машины обслуживания в соответствии с изобретением.
Объектом изобретения также является обслуживающий агрегат промышленного предприятия по производству алюминия электролизом в расплаве, содержащий подвижный мостовой кран и по меньшей мере одну машину обслуживания в соответствии с изобретением.
Изобретение в последующем будет описано более подробно со ссылками на прилагаемые чертежи.
Фиг.1 иллюстрирует вид в разрезе типичного электролизного цеха, предназначенного для производства алюминия и содержащего обслуживающий агрегат, показанный схематическим образом.
Фиг.2 иллюстрирует вид в поперечном разрезе обычного электролизера, предназначенного для производства алюминия.
Фиг.3 представляет собой схематический вид сбоку машины обслуживания.
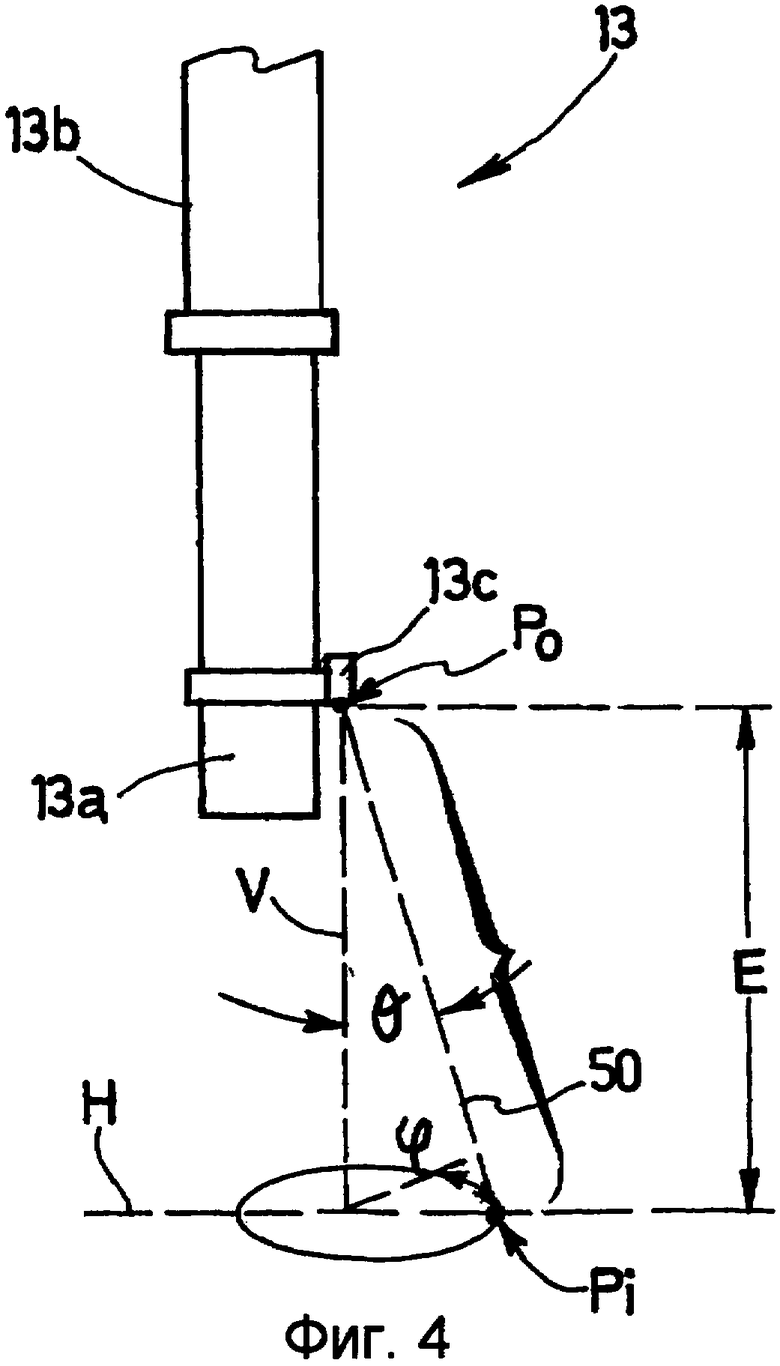
Фиг.4 схематически иллюстрирует измерение положения в соответствии с предпочтительным вариантом реализации изобретения.
Фиг.5-8 иллюстрируют вариант реализации способа замены анода в соответствии с изобретением.
Электролизные заводы, предназначенные для производства алюминия, содержат зону производства жидкого алюминия, которая включает в себя один или несколько электролизных цехов (1). Как это можно видеть на Фиг.1, каждый электролизный цех (1) содержит электролизеры (2) и по меньшей мере один обслуживающий агрегат (4). Эти обслуживающие агрегаты часто называют "машинами по обслуживанию электролиза" или "МОЭ" ("РТА", то есть "Роt Теnding Аssеmblу", или "РТМ", то есть "Роt Теnding Масhinе", по-английски).
Электролизеры (2) обычно располагаются рядами или линиями, причем каждый такой ряд или линия обычно содержит больше сотни электролизеров, электрически соединенных друг с другом последовательно при помощи соединительных электрических проводников. Электролизеры (2) располагаются таким образом, чтобы освободить технологический проход (3) для движения вдоль электролизного цеха (1).
Как это можно видеть на Фиг.2, каждый электролизер (2) содержит электролизную ванну (2′), опорную конструкцию (35), называемую «балкой» (от англ. «superstructure»), и множество анодов (20, 20′). Ванна (2′) содержит стальной кожух (26), внутреннюю футеровку (27, 28), которая обычно образована блоками из огнеупорных материалов, и катодное устройство (29, 30), которое содержит блоки (29) из углеродного материала, называемые обычно "катодными блоками", и металлические соединительные стержни (30), к которым прикреплены электрические проводники (31), служащие для подвода тока электролиза. Аноды (20, 20′) содержат по меньшей мере один анодный блок (21, 21′) из предварительно обожженного и углеродного материала и металлическую штангу (22, 22′). Анодные блоки (21, 21′) обычно имеют форму параллелепипеда. Штанга (22, 22′) обычно прикреплена к анодному(ым) блоку(ам) (21, 21′) посредством элемента крепления (22а, 22а′), обычно называемого "анододержателем", который анкерно закреплен в анодном(ых) блоке(ах) (обычно при помощи чугуна). Аноды (20, 20′) закреплены съемным образом на подвижной металлической раме (23), называемой "анодной рамой", при помощи механических средств крепления (24, 25), обычно содержащих электрический соединитель (24) и крюки (25). Анодная рама (23) опирается на балку (35) и прикреплена к электрическим проводникам (не показаны), служащим для подвода тока электролиза.
Электролизер (2), как правило, содержит систему улавливания (36), обычно включающую в себя ряд укрытий для удержания отходящих газов внутри электролизера и средства (не показаны) для эвакуации этих отходящих газов и их подачи в центральную установку переработки.
Внутренняя футеровка (27, 28) и катодные блоки (29) образуют внутри электролизной ванны (2′) тигель, способный содержать при функционировании электролизера ванну расплавленного электролита (33) и слой жидкого металла (32). Обычно ванну электролита и все или часть анодов покрывает защитный слой глинозема и затвердевшего электролита (34).
Аноды (20, 20′), а более точно - анодные блоки (21, 21′), частично погружены в ванну электролита (33), который содержит растворенный глинозем. Нижняя поверхность (21а, 21а′) анодов обычно является по существу плоской и параллельной верхней поверхности (29′) катодных блоков (29), которая обычно является горизонтальной. Расстояние между нижней поверхностью анодов и верхней поверхностью катодных блоков, так называемое "междуполюсное расстояние", представляет собой важный параметр при регулировании электролизеров. Это междуполюсное расстояние между анодом и катодом обычно контролируется с высокой точностью.
Анодные блоки (21, 21′) постепенно расходуются в процессе эксплуатации. Для того чтобы компенсировать этот износ, в соответствии с существующей практикой осуществляют постепенное опускание анодов (20, 20′), регулярно перемещая анодную раму (23) в направлении вниз. Кроме того, как это схематически проиллюстрировано на Фиг.2, анодные блоки (21, 21′) обычно имеют различную степень износа. Вследствие этого положение заменяющего анода (20′′), в общем случае называемого "новым анодом", по отношению к анодной раме (23) обычно корректируется при каждой замене анода. Говоря более конкретно, положение анодов корректируется таким образом, чтобы расположить в общей плоскости называемую "нижней" поверхность (21а, 21а′, 21а′′) анодных блоков (21, 21′, 21′′), то есть ту поверхность этих анодных блоков, которая предназначена для погружения в содержащуюся в электролизере (2) ванну расплавленного электролита (33) и которая должна быть параллельна верхней поверхности (29′) одного или нескольких катодных блоков (29). На практике заменяющий анод (20′′) устанавливается таким образом, чтобы после его разогрева до температуры функционирования его нижняя поверхность (21′′) располагалась на уровне нижней поверхности (21а′) израсходованного анода (20′), вместо которого он устанавливается. Эта нижняя поверхность (21, 21′, 21′′) анодных блоков (21, 21′, 21′′) обычно является по существу плоской.
Обслуживающий агрегат (4) служит для осуществления технологических операций на электролизерах, таких как замена анода или заполнение бункеров питания электролизеров измельченным электролитом и АlF3. Он также может служить для манипуляций с различными грузами, такими как элементы электролизной ванны, ковши с жидким металлом или аноды.
Как это можно видеть на Фиг.1-3, обслуживающий агрегат (4) содержит подвижный мостовой кран (5), который может совершать поступательные перемещения над электролизерами (2), и машину обслуживания (6). Машина обслуживания (6) содержит подвижную тележку (7) и модуль обслуживания (8), оборудованный множеством органов манипулирования и вмешательства (10), таких как инструменты (ковши, манипуляторы, пробойники и т.п.). Как можно видеть на Фиг.3, этот модуль обслуживания (8) обычно содержит поворотное устройство (8′), установленное на тележке (7) таким образом, чтобы иметь возможность поворачиваться вокруг вертикальной оси А в процессе эксплуатации. Органы манипулирования и вмешательства (10) обычно закреплены на этом поворотном устройстве. Модуль обслуживания (8) также может содержать кабину управления (16) для размещения операторов.
Подвижный мостовой кран (5) опирается на и совершает перемещения по дорожкам качения (9, 9′), располагающимся параллельно друг другу и главной оси электролизного цеха (то есть вдоль линии электролизеров). Таким образом, этот подвижный мостовой кран (5) имеет возможность перемещаться вдоль электролизного цеха (1). Подвижная тележка (7) может перемещаться вдоль этого подвижного мостового крана (5).
Как это схематически проиллюстрировано на Фиг.3, машины обслуживания (6), используемые для выполнения операций по замене анода, обычно оборудованы определенным набором инструментов (10), а именно пробойником (11а), грейферным ковшом (12а), органом захвата анода (13а) (называемым также "анодными клещами") и бункером (14), снабженным выдвижной трубой (15). Пробойник (11а) служит для разрушения корки глинозема и затвердевшего электролита (34), которая обычно покрывает все или часть анодов электролизера; грейферный ковш (12а) служит для освобождения места расположения анода после извлечения израсходованного анода путем отбора твердых материалов (например, кусков корки и глинозема), которые там находятся; анодные клещи (13а) служат для захвата и перемещения анодов за их штангу, в частности, для удаления израсходованных анодов из электролизера и для установки новых анодов в электролизер; выдвижная труба (15) служит для введения глинозема и/или измельченного материала электролита в электролизер с тем, чтобы заново сформировать слой покрытия после установки нового анода. Пробойник (11а), грейферный ковш (12а) и анодные клещи (13а) обычно устанавливаются на нижнем конце органа позиционирования (11b, 12b, 13b), такого как рукав или телескопическая мачта. Выражением "инструмент манипулирования анодом" (13) обозначается узел, имеющий в своем составе орган захвата анода (13а) и орган позиционирования (13b).
Способ замены анода в электролизере (2) по производству алюминия электролизом в расплаве, содержащем множество анодов (20, 20′), обычно включает в себя следующие основные этапы:
- размещают машину обслуживания в непосредственной близости от определенного израсходованного анода (20′);
- удаляют укрытия (36), располагающиеся в непосредственной близости от этого израсходованного анода (20′);
- блокируют (делают неподвижной) анодную раму (23), на которой закреплены аноды (20, 20′);
- захватывают металлическую штангу израсходованного анода (20′) при помощи инструмента (13) манипулирования анодом, а более конкретно, при помощи органа захвата (13а);
- разбирают механическое крепление (24) израсходованного анода;
- извлекают израсходованный анод (20′) из электролизера при помощи упомянутого инструмента (13) манипулирования;
- переносят израсходованный анод (20′) в определенное место;
- захватывают заменяющий анод (20′′) при помощи инструмента (13) манипулирования, обычно того же самого инструмента, который был использован для манипуляций с израсходованным анодом;
- определяют положение для этого заменяющего анода (20′′);
- устанавливают этот заменяющий анод (20′′) в определенное ранее положение в том месте, которое прежде было занято упомянутым израсходованным анодом;
- закрепляют заменяющий анод (20′′) на анодной раме (23) при помощи средства механического крепления (24).
В соответствии с изобретением определяют положение для заменяющего анода (20′′) на основе определенной совокупности измерений положения определенной фиксированной точки РO, располагающейся на инструменте (13) манипулирования анодом, по отношению к определенным контрольным точкам Р, располагающимся на определенных объектах, отдельных от инструмента (13) манипулирования анодом. Упомянутые измерения осуществляют во время манипулирования анодами и, предпочтительным образом, в определенные моменты на протяжении операций замены анода, таких как захват израсходованного анода (20′), укладка этого израсходованного анода в определенное место (40′), обычно - на поддон, и захват заменяющего анода из определенного места (40′′), обычно - с поддона. Таким образом, изобретение обеспечивает преимущество, которое заключается в том, что не требуется дополнительных движений манипулирования анодом, что позволяет, в частности, исключить продление времени нахождения электролизера в открытом состоянии.
Для того чтобы обеспечить удовлетворительную точность положения упомянутой фиксированной точки РO, обеспечивая при этом возможность эффективной разметки контрольных точек Р, эти точки обычно располагаются на элементах поверхности небольших размеров по отношению к тем расстояниям, которые разделяют эту фиксированную точку РO и каждую контрольную точку Р во время измерений относительного положения. Для того чтобы облегчить эти измерения, контрольные точки Р предпочтительным образом располагаются на отражающих поверхностях (предпочтительно - на металлических поверхностях).
Предпочтительным образом фиксированная точка РO располагается на органе захвата (13а) или на элементе инструмента манипулирования, жестко связанном с органом захвата. Это позволяет более точно определить положение анода. Действительно, поскольку орган захвата (13а) перемещается по отношению к другим конструктивным элементам (13b) инструмента (13) манипулирования анодом и по отношению к обслуживающему агрегату (4) во время выполнения манипуляций с анодами, такое расположение устраняет погрешности измерения, связанные с относительными положениями и с возможным наличием зазоров между органом захвата (13а) и другими конструктивными элементами (13b) инструмента (13) манипулирования анодом или обслуживающего агрегата (4).
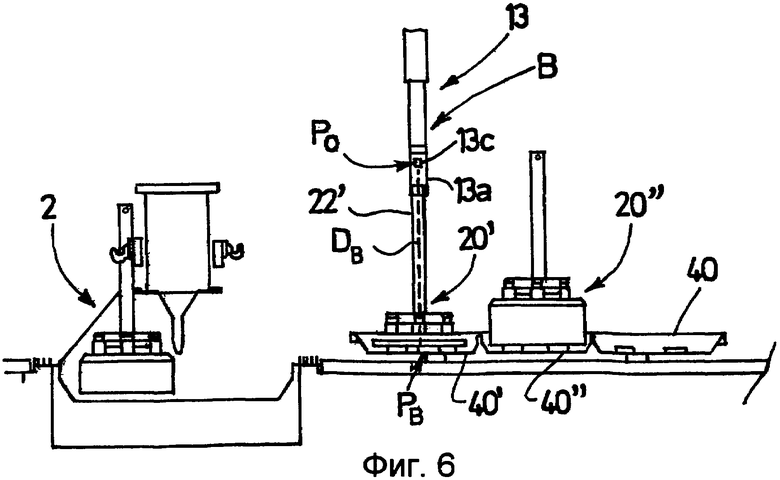
Способ в соответствии с изобретением обычно включает в себя, для израсходованного анода (20′) и для заменяющего анода (20′′), по меньшей мере одно измерение относительного положения фиксированной точки РO по отношению к контрольной точке, связанной с электролизером (2), и по меньшей мере одно измерение относительного положения этой фиксированной точки РO по отношению к контрольной точке, отдельной от этого электролизера (2). Связанная с электролизером контрольная точка, которая служит для определения положения анода в этом электролизере, обычно располагается на анодной раме (23) (точка РА и точка РF на Фиг.5 и 8); отдельная от электролизера контрольная точка, которая служит для точной установки анодов, обычно располагается на поддоне (40) транспортировки анода (точка РВ и точка РC на Фиг.6 и 7).
В предпочтительном варианте реализации изобретения упомянутые измерения относительного положения содержат:
- первое измерение относительного положения фиксированной точки РO по отношению к первой промежуточной контрольной точке РА, располагающейся на электролизере (2), соответствующее начальному положению израсходованного анода (20′). Это измерение предпочтительным образом осуществляют в то время, когда орган захвата (13а) находится в положении захвата металлической штанги (22′) израсходованного анода (20′) в электролизере;
- второе измерение относительного положения фиксированной точки РO по отношению ко второй промежуточной контрольной точке РВ, отдельной от электролизера (2), соответствующее длине определенного израсходованного анода (20′). Это измерение предпочтительным образом осуществляют в то время, когда орган захвата (13а) находится в положении захвата металлической штанги (22′) израсходованного анода (20′) и когда этот анод перенесен на первый определенный контрольный объект (40′);
- третье измерение относительного положения фиксированной точки РO по отношению к третьей промежуточной контрольной точке РС, отдельной от электролизера (2), соответствующее длине заменяющего анода (20′′). Это измерение предпочтительным образом осуществляют в то время, когда орган захвата (13а) находится в положении захвата металлической штанги (22′′) заменяющего анода (20′′) и когда этот анод перенесен на второй определенный контрольный объект (40′′).
Упомянутое измерение конечного относительного положения фиксированной точки РO во время корректировки положения заменяющего анода (20′′) в электролизере предпочтительным образом осуществляют в то время, когда орган захвата (13а) находится в положении захвата металлической штанги (22′′) заменяющего анода и когда этот анод установлен в электролизер.
В варианте реализации изобретения, который схематически проиллюстрирован на Фиг.5-8, действуют, говоря более конкретно, следующим образом.
Перед извлечением определенного израсходованного анода (20′) устанавливают орган захвата (13а) инструмента (13) манипулирования анодом в первое контрольное положение А по отношению к металлической штанге (22′) этого израсходованного анода и измеряют первое относительное положение фиксированной точки РO этого инструмента по отношению к первой определенной промежуточной контрольной точке РА, располагающейся на электролизере (2), предпочтительным образом - на анодной раме (23) (Фиг.5).
После извлечения израсходованного анода (20′) и его укладки на контрольный объект (40′), который предпочтительным образом имеет определенную контрольную плоскость, устанавливают орган захвата (13а) инструмента (13) манипулирования анодом во второе контрольное положение В по отношению к металлической штанге (22′) этого израсходованного анода (20′) и измеряют второе относительное положение фиксированной точки РO инструмента по отношению ко второй определенной промежуточной контрольной точке РВ, располагающейся в определенном месте по отношению к контрольному объекту (40′) (Фиг.6).
После укладки заменяющего анода (20′′) на контрольный объект (40′′), который предпочтительным образом имеет определенную контрольную плоскость, устанавливают орган захвата (13а) инструмента (13) манипулирования анодом в третье контрольное положение С по отношению к металлической штанге (22′′) заменяющего анода (20′′) и измеряют третье относительное положение фиксированной точки РO инструмента по отношению к третьей определенной промежуточной контрольной точке РС, располагающейся в определенном месте по отношению к контрольному объекту (40′′) (Фиг.7).
Таким образом, в этом варианте реализации изобретения упомянутая определенная совокупность промежуточных контрольных положений содержит:
- первое контрольное положение А по отношению к металлической штанге (22′) израсходованного анода (20′) перед его извлечением из электролизера (2). Это положение соответствует исходному положению определенного израсходованного анода (20′);
- второе контрольное положение В по отношению к металлической штанге (22′) израсходованного анода (20′) после его извлечения из электролизера (2) и его размещения на контрольном объекте (40′). Это положение позволяет измерить израсходованный анод (20′);
- третье контрольное положение С по отношению к металлической штанге (22′′) заменяющего анода (20′′) после его размещения на контрольном объекте (40′′). Это положение позволяет измерить заменяющий анод (20′′).
Предпочтительным образом упомянутые первое и второе контрольные положения представляют собой положения захвата металлической штанги (22′) израсходованного анода (20′), а упомянутое третье контрольное положение представляет собой положение захвата металлической штанги (22′′) заменяющего анода (20′′). Предпочтительным образом эти измерения относительных положений осуществляют после захвата металлической штанги (22′, 22′′) при помощи органа захвата (13а) инструмента (13) манипулирования анодом.
Предпочтительным образом упомянутое конечное контрольное положение представляет собой положение захвата металлической штанги (22′′) заменяющего анода (20′′).
Промежуточная контрольная точка РА, связанная с первым контрольным положением А, предпочтительным образом располагается на электролизере (2), а еще более предпочтительным образом располагается на анодной раме (23). Для того чтобы упростить определение окончательного положения заменяющего анода (20′′), определенная конечная контрольная точка РF предпочтительным образом представляет собой ту же точку, что и промежуточная контрольная точка РА, связанная с первым контрольным положением А.
Промежуточная контрольная точка РВ, связанная со вторым контрольным положением В, обычно располагается на первом контрольном объекте (40′), расположенном за пределами электролизера. Этот контрольный объект (40′) обычно представляет собой поддон транспортировки анодов или их части.
Промежуточная контрольная точка РС, связанная с третьим контрольным положением С, обычно располагается на втором контрольном объекте (40′′), расположенном за пределами электролизера. Этот второй контрольный объект (40′′), который может представлять собой тот же объект, что и первый контрольный объект, обычно представляет собой поддон транспортировки анодов или их части.
Упомянутые вторая и третья промежуточные контрольные точки (РВ и РС) предпочтительным образом располагаются по существу на одном и том же уровне для того, чтобы исключить необходимость учета возможного различия уровней между двумя этими точками.
Упомянутые контрольные плоскости предпочтительным образом располагаются на одном и том же уровне; они могут располагаться и на различных уровнях, если различие между этими уровнями известно.
Используя результаты, полученные во время упомянутых измерений относительного положения в упомянутых первом, втором и третьем положениях (А, В, С), определяют конечное положение (F) фиксированной точки РO инструмента (13) манипулирования анодом по отношению к определенной конечной контрольной точке РF, которая предпочтительным образом представляет собой упомянутую первую контрольную точку РА, соответствующую положению заменяющего анода (20′′) в электролизере (2), в то время, когда орган захвата (13а) инструмента (13) манипулирования находится в упомянутом конечном контрольном положении F, устанавливают заменяющий анод (20′′) в это положение в месте, первоначально занятом израсходованным анодом (20′), и корректируют положение этого заменяющего анода при помощи по меньшей мере одного измерения положения фиксированной точки РO инструмента, несущего этот анод, по отношению к упомянутой конечной контрольной точке РF (Фиг.8).
Упомянутое конечное контрольное положение F предпочтительным образом представляет собой положение захвата заменяющего анода (20′′) для того, чтобы облегчить корректировку его положения в электролизере.
Контрольные положения по отношению к металлической штанге (22′, 22′′) предпочтительным образом являются идентичными для того, чтобы иметь возможность исключить необходимость учета расхождений между этими положениями при определении упомянутого конечного положения (F).
Конечное относительное положение, соответствующее определенному положению заменяющего анода (20′′) во время его установки на место, первоначально занимаемое израсходованным анодом, определяется путем расчета на основе полученных значений относительных положений А, В и С. Для того чтобы установить заменяющий анод (20′′) таким образом, чтобы его нижняя поверхность (21а′′) располагалась на уровне нижней поверхности (21а′) того израсходованного анода (20′), который он заменяет, корректируют конечное положение F этого заменяющего анода (20′′) по отношению к контрольной точке РF таким образом, чтобы вертикальное расстояние ЕF между фиксированной точкой РO и конечной контрольной точкой РF подчинялось следующему соотношению: ЕF = ЕА - ЕВ + ЕС + Δ, где ЕА, ЕВ и ЕС представляют собой соответственно вертикальные расстояния Е между фиксированной точкой РO и соответствующей контрольной точкой (РА, РВ и РС) в положениях А, В и С, и где Δ представляет собой корректирующий член для учета вхождения в нормальный режим функционирования заменяющего анода в электролизере.
Как показано на Фиг.4, контрольные точки Р, которые служат в качестве реперов для определения положения инструмента манипулирования анодом, не обязательно располагаются строго под фиксированной точкой РO, то есть это означает, что они могут быть смещены по отношению к вертикали V от этой фиксированной точки РO. Положения А, В, С и F соответствуют векторам положения в трех измерениях, которые, как это проиллюстрировано на Фиг.4, могут быть заданы при помощи направления (θ, φ) и расстояния D между контрольной точкой Р и точкой РO. Направление (θ, φ) может быть задано, например, углом θ по отношению к определенной вертикальной оси V (обычно проходящей через фиксированную точку
РO) и угла φ по отношению к определенной горизонтальной оси Н. Упомянутые относительные положения предпочтительным образом задаются по расстоянию D между фиксированной точкой РO и контрольной точкой и пространственной ориентации S контрольной точки по отношению к фиксированной точке РO.
Заявитель установил, что было достаточно выбрать упомянутые контрольные точки таким образом, чтобы по меньшей мере один из двух углов φ и θ был по существу одним и тем же для всех контрольных точек. В частности, угол φ контрольной точки обычно является одним и тем же для израсходованного анода (20′) и для заменяющего анода (20′′), тогда как угол θ и расстояние D для них являются различными. С другой стороны, угол φ контрольных точек РВ и РС, которые обычно располагаются в эквивалентных местах на контрольном объекте (40), не участвует в определении конечного относительного положения, то есть это означает, что должны быть приняты во внимание только угол θ и расстояние D, измеренные для израсходованного анода (20′) и для заменяющего анода (20′′). В этих условиях конечное относительное положение точки РO по отношению к контрольной точке РF, соответствующей определенному положению заменяющего анода (20′), будет задаваться соотношениями φF = φА и DF соs θF = DА соs θА - DВ соs θВ + DС соs θС + Δ, где Δ представляет собой корректирующий член для учета вхождения в нормальный режим функционирования заменяющего анода в электролизере.
Эти упрощенные варианты изобретения ограничивают количество подлежащих измерению координат и исключают погрешности определения положения заменяющего анода, возникающие вследствие измерения большого количества координат.
Предпочтительным образом два упомянутых угла φ и θ являются по существу одними и теми же для всех контрольных точек, что ограничивает измерение положения единственным измерением расстояния D между фиксированной точкой РO и контрольными точками. Таким образом, в соответствии с предпочтительным вариантом реализации изобретения выбирают контрольные положения (обычно А, В, С и F) и соответствующие контрольные точки таким образом, чтобы упомянутая пространственная ориентация S оказалась по существу одинаковой для всех измерений относительного положения. В этом варианте реализации измеряют расстояния (DА, DВ и DС) между фиксированной точкой РO и промежуточной контрольной точкой (РА, РВ и РС), соответствующей каждому из промежуточных положений измерения (А, В и С), определяют упомянутое конечное относительное положение на основе этих измеренных расстояний (DА, DВ и DС) и корректируют положение заменяющего анода (20′′) при помощи по меньшей мере одного измерения расстояния DF, соответствующего конечному относительному положению.
Предпочтительным образом используют тот же самый инструмент (13) манипулирования анодом как для манипулирования израсходованным анодом (20′), так и для манипулирования заменяющим анодом (20′′), а также для осуществления упомянутых измерений относительного положения. Этот вариант приводит к использованию одной единственной фиксированной точки РO и позволяет, таким образом, исключить калибровку измерительных устройств, связанную с использованием различных инструментов и с различиями в измерении расстояний, присущими использованию различных инструментов. В этом случае переносят израсходованный анод (20′) перед захватом заменяющего анода (20′′) органом захвата (13а).
Принимая во внимание наличие абсолютной реперной точки РO на инструменте манипулирования анодами, способ в соответствии с изобретением обеспечивает преимущество, которое заключается в обеспечении возможности корректировать изменение положения анода, вызываемое непредвиденными обстоятельствами. Так, например, если анодная рама (23) перемещается во время осуществления операций замены анода (что обычно происходит при выявлении анодного эффекта), способ в соответствии с изобретением позволяет установить заменяющий анод (20′′) на откорректированной высоте по отношению к другим анодам в том случае, когда контрольная точка располагается на анодной раме. Аналогичным образом, если анод несвоевременно перемещается по отношению к другим анодам (что обычно наблюдается в том случае, когда соединитель (24) не обжимает достаточным образом анодную штангу (22)), способ в соответствии с изобретением позволяет переместить анод на надлежащую высоту по отношению к другим анодам в том случае, когда контрольная точка располагается на анодной раме.
Способ замены анода в соответствии с изобретением может быть осуществлен при помощи машины обслуживания (6), снабженной устройством (13с) для измерения положения фиксированной точки РO, располагающейся на инструменте (13) манипулирования анодом, по отношению к по меньшей мере одной определенной контрольной точке Р, располагающейся на определенном объекте, отдельном от этого инструмента (13) манипулирования анодом.
Упомянутое устройство (13с) измерения предпочтительным образом имеет в своем составе дальномер (дистанционное измерительное устройство) для осуществления упомянутых измерений. Этот дальномер обычно выбирается среди оптических, акустических или радиоэлектронных дальномеров. Дальномер преимущественно представляет собой лазерный дальномер. Расстояние между дальномером и контрольной точкой Р обычно определяется на основе измерения времени прямого и обратного прохождения звуковой или ультразвуковой волны (если дальномер является акустическим) или электромагнитной волны (если дальномер является оптическим или радиоэлектронным) между этим дальномером и контрольной точкой. Упомянутая волна обычно имеет форму пучка, который схематически представлен пунктирными линиями на Фиг.4-8.
Для того чтобы избежать влияния промежуточных зазоров на точность измерений положения, измерительное устройство (13с) предпочтительным образом закреплено на органе захвата (13а) или на элементе, жестко связанном с ним.
Обычно это измерительное устройство (13с) содержит излучатель пучка звуковых или электромагнитных волн и детектор звуковых или электромагнитных волн. Упомянутые электромагнитные волны обычно представляют собой волны видимого света, инфракрасные волны или радиоволны. Излучатель предпочтительным образом представляет собой лазер. Излучатель и/или детектор обычно располагаются в непосредственной близости друг от друга, а фиксированная точка РO располагается в непосредственной близости от них, что упрощает определение положения фиксированной точки РO по отношению к различным контрольным точкам Р (устраняя, в частности, необходимость учета расстояний между излучателем, детектором и фиксированной точкой РO).
Таким образом, в соответствии с изобретением излучают пучок звуковых или электромагнитных волн (50) в направлении определенной контрольной точки Р при помощи излучателя и определяют относительное положение этой контрольной точки на основе осуществляемого при помощи детектора измерения звуковых или электромагнитных волн, отраженных от этой контрольной точки, и относительного положения детектора по отношению к излучателю.
Как уже было сказано выше, положение фиксированной точки РO по отношению к определенной контрольной точке Р обычно задается при помощи направления (θ, φ) и расстояния D между фиксированной точкой РO и контрольной точкой Р. Это направление (θ, φ) может быть определено на основе измерения ориентации направленного детектора. Расстояние D обычно определяется на основе измерения времени прохождения звуковых или электромагнитных волн между моментом излучения этих волн и моментом их детектирования (приема), а также относительного положения детектора по отношению к излучателю, в частности, расстояния между излучателем и детектором и углового отклонения между направлением излучения пучка и направлением детектирования пучка. Для того чтобы повысить точность измерений, излучатель и детектор предпочтительным образом жестко закрепляются друг с другом или устанавливаются на общей жесткой опоре. Излучатель и/или детектор обычно закрепляются на органе захвата (13а) или на элементе, жестко связанном с этим органом. Преимущественным образом излучатель и детектор располагаются рядом друг с другом, то есть так, что расстояние, которое их разделяет, является очень малым по сравнению с расстоянием D.
Для того чтобы компенсировать возможное наличие зазоров между конструктивными элементами инструмента (13) манипулирования анодами и между органом захвата анода (13а) и анодной штангой (22, 22′), предпочтительным образом всегда осуществляют измерения относительного положения либо при растяжении, то есть после натяжения кинематической цепи инструмента (перед отпусканием соединителя (24), который удерживает анодную штангу на анодной раме (23)), либо при сжатии. Для того чтобы иметь возможность учитывать наличие упомянутых зазоров, предпочтительным является оснащение инструмента (13) манипулирования анодами средством измерения механического напряжения в этом инструменте, таким как осевой динамометр, которое позволяет узнать тот момент, когда кинематическая цепь инструмента находится в состоянии растяжения или сжатия, и определить тот момент, когда все механические зазоры смещены в одном направлении.
Измерения промежуточных относительных положений (А, В и С) могут быть осуществлены с вмешательством или без вмешательства оператора. Запись результатов измерений может осуществляться вручную, то есть оператор может регистрировать данные, полученные на каждом этапе способа, или может быть полностью или частично автоматизирована, то есть компьютеризированное устройство автоматическим образом осуществляет все или часть измерений. Определение конечного относительного положения, соответствующего определенному положению заменяющего анода, также может быть осуществлено оператором с помощью значений, полученных при измерениях промежуточных положений (А, В и С). Для того чтобы облегчить работу операторов и исключить ошибки в расчетах, упомянутые измерения положений (А, В, С и F) предпочтительно осуществляются полностью или частично компьютеризированным образом. Измерительное устройство (13с) преимущественно содержит систему для регистрации результатов выполненных измерений и для определения упомянутого положения F, соответствующего заменяющему аноду (20′′).






Изобретение относится к способу замены анода в электролизере по производству алюминия электролизом в расплаве, при котором используют по меньшей мере один инструмент манипулирования анодом, содержащий орган позиционирования и орган захвата, при этом во время выполнения операций замены определенного израсходованного анода на заменяющий анод определяют положение заменяющего анода на основе определенной совокупности измерений положения фиксированной точки РО, располагающейся на по меньшей мере одном инструменте манипулирования анодом, по отношению к определенной совокупности контрольных точек Р, располагающихся на определенных объектах, отдельных от этого инструмента манипулирования анодом. Изобретение также относится к машине обслуживания, позволяющей осуществить способ замены анода в электролизере. Изобретение позволяет существенно ограничить операции манипулирования, требующиеся для определения положения заменяющего анода. 3 н. и 26 з.п. ф-лы, 8 ил.
1. Способ замены анода в электролизере (2) по производству алюминия электролизом в расплаве, содержащем анодную раму (23) и множество анодов (20), каждый из которых снабжен металлической штангой (22), при котором, используя по меньшей мере один инструмент (13) манипулирования анодом, содержащий орган (13b) позиционирования и орган (13а) захвата, заменяют по меньшей мере один израсходованный анод (20') на по меньшей мере один заменяющий анод (20”) и устанавливают этот заменяющий анод (20”) в определенном положении в электролизере (2), отличающийся тем, что
для по меньшей мере одного инструмента (13) манипулирования анодом выбирают фиксированную точку РО, жестко связанную с упомянутым инструментом,
выбирают совокупность промежуточных контрольных положений инструмента (13) манипулирования анодом и связывают с каждым положением упомянутой совокупности промежуточную контрольную точку, располагающуюся на отдельных от упомянутого инструмента (13) манипулирования анодом объектах,
выбирают конечное контрольное положение инструмента (13) манипулирования анодом, соответствующее упомянутому определенному положению заменяющего анода (20”), и связывают с этим контрольным положением определенную конечную контрольную точку PF, располагающуюся на отдельном от инструмента (13) манипулирования анодом объекте,
размещают инструмент (13) манипулирования анодом в каждом из упомянутых промежуточных контрольных положений и для каждого положения измеряют относительное положение фиксированной точки РО упомянутого инструмента по отношению к соответствующей промежуточной контрольной точке,
на основе упомянутых измерений относительного положения определяют конечное относительное положение фиксированной точки РО инструмента (13) манипулирования по отношению к определенной конечной контрольной точке PF, соответствующей упомянутому определенному положению заменяющего анода (20”) в электролизере (2),
корректируют положение заменяющего анода (20") с помощью по меньшей мере одного измерения относительного положения фиксированной точки РО инструмента (13) манипулирования по отношению к конечной контрольной точке PF таким образом, чтобы позиционировать упомянутый инструмент в упомянутом конечном относительном положении.
2. Способ по п.1, отличающийся тем, что конечную контрольную точку PF располагают на электролизере (2).
3. Способ по п.2, отличающийся тем, что конечную контрольную точку PF располагают на анодной раме (23) электролизера (2).
4. Способ по п.1, отличающийся тем, что упомянутое конечное относительное положение инструмента (13) манипулирования представляет собой положение захвата металлической штанги (22”) заменяющего анода (20”).
5. Способ по п.1, отличающийся тем, что упомянутая совокупность промежуточных контрольных положений содержит:
первое контрольное положение А по отношению к металлической штанге (22') израсходованного анода (20') перед его извлечением из электролизера (2),
второе контрольное положение В по отношению к металлической штанге (22') израсходованного анода (20') после его извлечения из электролизера (2) и его размещения на контрольном объекте (40'),
третье контрольное положение С по отношению к металлической штанге (22”) заменяющего анода (20”) после его размещения на контрольном объекте (40”).
6. Способ по п.5, отличающийся тем, что упомянутые первое и второе контрольные положения представляют собой положения захвата металлической штанги (22') израсходованного анода (20'), а упомянутое третье контрольное положение представляет собой положение захвата металлической штанги (22”) заменяющего анода (20”).
7. Способ по п.5, отличающийся тем, что промежуточную контрольную точку РА, связанную с первым контрольным положением А, располагают на электролизере (2).
8. Способ по п.7, отличающийся тем, что промежуточную контрольную точку РА располагают на анодной раме (23).
9. Способ по п.7, отличающийся тем, что упомянутая определенная конечная контрольная точка PF представляет собой ту же точку, что и промежуточная контрольная точка РА, связанная с первым контрольным положением А.
10. Способ по п.5, отличающийся тем, что промежуточную контрольную точку РВ, связанную со вторым контрольным положением В, располагают на первом контрольном объекте (40'), расположенном за пределами электролизера.
11. Способ по п.10, отличающийся тем, что контрольный объект (40') представляет собой поддон транспортировки анодов.
12. Способ по п.5, отличающийся тем, что промежуточную контрольную точку PC, связанную с третьим контрольным положением С, располагают на втором контрольном объекте (40”), расположенном за пределами электролизера.
13. Способ по п.12, отличающийся тем, что контрольный объект (40”) представляет собой поддон транспортировки анодов.
14. Способ по п.1, отличающийся тем, что используют тот же инструмент (13) манипулирования анодом для манипуляций с израсходованным анодом (20') и с заменяющим анодом (20”) и для осуществления упомянутых измерений относительного их положения.
15. Способ по п.1, отличающийся тем, что упомянутые относительные положения анодов задают по расстоянию D между фиксированной точкой РО и контрольной точкой и пространственной ориентации 3 контрольной точки по отношению к фиксированной точке РО.
16. Способ по п.15, отличающийся тем, что выбирают контрольные положения и соответствующие контрольные точки таким образом, чтобы упомянутая пространственная ориентация S была, по существу, той же для всех измерений относительного положения анодов.
17. Способ по п.1, отличающийся тем, что упомянутые измерения осуществляют при помощи телеметрии.
18. Способ по п.17, отличающийся тем, что упомянутую телеметрию выбирают из оптической, акустической или радиоэлектронной телеметрии.
19. Способ по п.18, отличающийся тем, что упомянутая телеметрия представляет собой лазерную телеметрию.
20. Способ по любому из пп.1-19, отличающийся тем, что фиксированную точку РО располагают на органе (13а) захвата или на элементе инструмента (13) манипулирования, жестко связанном с органом (13а) захвата.
21. Машина (6) обслуживания, предназначенная для выполнения операций замены анода в серии электролизеров (2) по производству алюминия электролизом в расплаве, содержащих множество анодов (20), каждый из которых снабжен металлической штангой (22), причем упомянутая машина содержит по меньшей мере один инструмент (13) манипулирования анодом, содержащий орган (13b) позиционирования и орган (13а) захвата, отличающаяся тем, что она содержит устройство (13с) для измерения положения фиксированной точки РО, расположенное на инструменте (13) манипулирования анодом, по отношению к по меньшей мере одной контрольной точке Р, располагающейся на отдельном от инструмента (13) манипулирования анодом объекте.
22. Машина (6) по п.21, отличающаяся тем, что фиксированная точка РО расположена на органе (13а) захвата или на элементе инструмента (13) манипулирования, жестко связанном с органом (13а) захвата.
23. Машина (6) по п.21, отличающаяся тем, что устройство (13с) измерения положения фиксированной точки РО содержит дальномер для осуществления упомянутого измерения.
24. Машина (6) по п.23, отличающаяся тем, что дальномер выбран из оптических, акустических или радиоэлектронных дальномеров.
25. Машина (6) по п.24, отличающаяся тем, что дальномер представляет собой лазерный дальномер.
26. Машина (6) по п.21, отличающаяся тем, что устройство (13с) измерения положения фиксированной точки РО закреплено на органе (13а) захвата или на элементе, жестко связанном с ним.
27. Машина (6) по п.21, отличающаяся тем, что инструмент (13) манипулирования анодом снабжен средством измерения механического напряжения в этом инструменте, например осевым динамометром.
28. Машина (6) по любому из пп.21-27, отличающаяся тем, что устройство (13с) измерения положения фиксированной точки РО содержит систему для регистрации результатов выполненных измерений и для определения упомянутого положения А', соответствующего заменяющему аноду (20”).
29. Обслуживающий агрегат (4) промышленного предприятия по производству алюминия электролизом в расплаве, содержащий подвижный мостовой кран (5) и по меньшей мере одну машину (6) обслуживания по любому из пп.21-28.
| US 4221641 A, 09.09.1980 | |||
| US 4992146 A, 12.09.1991 | |||
| US 6153066 A, 28.11.2001 | |||
| Крутонаклонный ленточный конвейер | 1977 |
|
SU618313A1 |
| Устройство для механизированной замены анодов в электролизере для получения алюминия | 1988 |
|
SU1623569A3 |
| RU 94006777 A1, 24.02.1994 | |||
| Способ получения гидразобензола | 1930 |
|
SU27383A1 |
| СПОСОБ ЗАМЕНЫ АНОДОВ В ЭЛЕКТРОЛИЗЕРАХ С ОБОЖЖЕННЫМ АНОДОМ ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1994 |
|
RU2081945C1 |

