Предполагаемое изобретение относится к цветной металлургии, в частности к производству алюминия электролизом расплавленных солей. Предлагаемый вакуумный ковш предназначен для выливки алюминия из электролизеров, транспортировки в литейное отделение и заливки металла в миксер.
Одним из основных недостатков выливки алюминия из электролизеров вакуумными ковшами с всасывающей трубой являются потери алюминия за счет окисления, а также загрязнение металла шлаковыми включениями и водородом. В результате единственного перелива алюминия из электролизера в ковш окисляется в среднем 1,36 кг алюминия на каждую тонну вылитого металла [1] Куликов Б.П., Рагозин Л.В., Сироткин Д.Н. Цветные металлы. - 2000. - №8. - С. 102-105. Главной причиной окисления алюминия является падение металла открытой струей из всасывающей трубы в объем набранного в ковш алюминия. В результате происходит эжекция пузырьков воздуха струей переливаемого металла в объем перелитого алюминия. Следствием этого является окисление алюминия в ковше, повышение в нем содержания водорода и шлаковых включений.
Для сокращения потерь алюминия от окисления предложена конструкция вакуум-транспортного ковша для выливки алюминия, в которой реализован закрытый (под уровень металла) перелив алюминия с использованием сифона. Описанный в патенте РФ №2659556 (B22D 41/00. Опубл. 02.07.2018. Бюлл. №19) [2] в акуумный ковш для забора жидкого металла, содержит съемную крышку и съемный сифон, причем сливная труба сифона в месте контакта с крышкой ковша выполнена со сферической поверхностью, а съемная крышка в месте контакта со сферической поверхностью сифона выполнена с конусной поверхностью.
Преимущества известной конструкции ковша заключаются в возможности изменять положение всасывающей трубы при выливке алюминия из электролизера за счет постоянного контакта сферы сифона с конусом крышки. Недостаток конструкции - длительное время на подготовку ковша к выливке в сильном магнитном поле в корпусе электролиза алюминия. Для подготовки ковша на него сначала устанавливают крышку с помощью специальной траверсы, а затем сифон, который фиксируют с помощью специальных зажимов. Фактическое время подготовки ковша со съемным сифоном к выливке в несколько раз превышает продолжительность подготовки традиционно используемых ковшей без сифона.
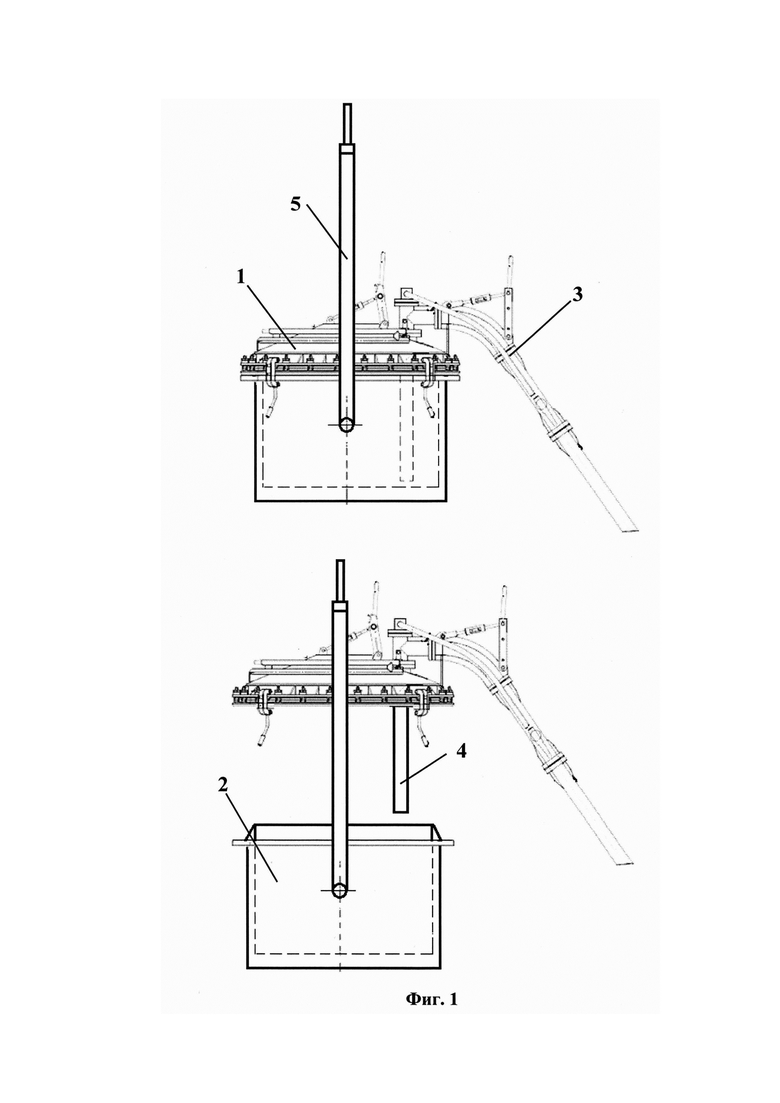
Наиболее близким по наличию сходных, существенных признаков к заявляемой конструкции является техническое решение по полезной модели №42970 «Вакуумный ковш для выливки жидкого металла» (B22D 41/00, С25С 3/06. 2004 г.) [3]. Это решение выбрано в качестве ближайшего аналога. В данной конструкции сифон может переставляться из ковша в ковш при каждой выливке, а может быть зафиксирован на крышке, сниматься и устанавливаться вместе с крышкой. Возможность одновременного снятия и установки крышки с закрепленным на ней сифоном существенно сокращает время подготовки ковша к выливке. Но при этом возникают дополнительные ограничения, связанные с увеличением высоты траверсы ковша. На фиг. 1 показана схема установки (снятия) крышки (1) с ковша (2) вместе с сифоном (3). Для снятия крышки с закрепленным на ней сифоном крышку сначала поднимают вверх до выхода сливной трубы сифона (4) из ковша, а затем отводят в сторону. В обратном порядке устанавливают крышку с сифоном на ковш. Такая конструкция требует увеличения высоты траверсы (5) ковша, как минимум на длину сливной трубы сифона. Удлинение траверсы ковша увеличит его вес, потребует установки на ковш более мощного редуктора и электродвигателя, создаст сложности при перевозке ковшей автотранспортом, а также при чистке ковшей.
Крышка с сифоном может быть установлена на ковш также в результате наклона траверсы без ее удлинения. В этом случае при выливке алюминия возникает дополнительная операция по наклону траверсы и ее фиксации в наклонном положении. Это усложняет технологическую операцию по выливке алюминия из электролизеров, создает проблемы с точки зрения техники безопасности (падение наклонной траверсы).
Задачей предполагаемого изобретения является повышение технологичности обслуживания вакуумного ковша с сифоном при подготовке к выливке, упрощение его конструкции.
Технический результат при внедрении предлагаемого ковша:
- минимальное время подготовки вакуумного ковша к выливке, повышение производительности выливки;
- снижение веса ковша и габаритов ковша благодаря съемной траверсе;
- уменьшение расхода стали на изготовление ковшей благодаря сокращению количества грузоподъемных траверс (вместо большого количества траверс у каждого ковша всего несколько съемных траверс в корпусе электролиза алюминия и в литейном отделении).
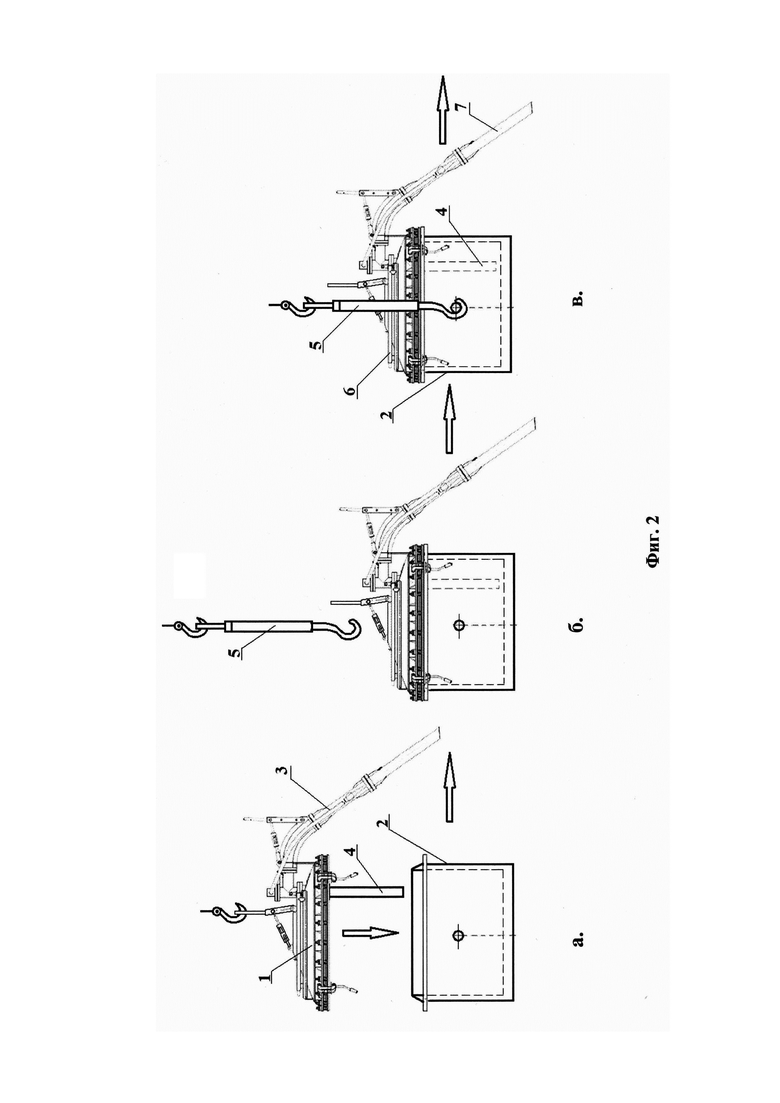
Технический результат достигается тем, что в вакуумном ковше для выливки жидкого металла (фиг. 2), содержащем металлический корпус (2), футерованный огнеупорным материалом, грузоподъемную траверсу (5), съемную крышку (1), снабженную устройством для соединения внутреннего пространства ковша с вакуум линией (6), устройство для забора металла, выполненное в виде сифона (3), состоящего из наружной всасывающей трубы (7) и расположенной внутри ковша сливной трубы (4), сифон выполнен жестко закрепленным на крышке ковша, а траверса ковша выполнена съемной.
Кроме того, заявляемая конструкция вакуумного ковша может содержать дополнительные тяги с шарниром, соединяющие съемную крышку со съемной траверсой и обеспечивающие одновременное снятие и установку на ковш траверсы, крышки и сифона.
Техническая сущность предлагаемого решения заключается в следующем:
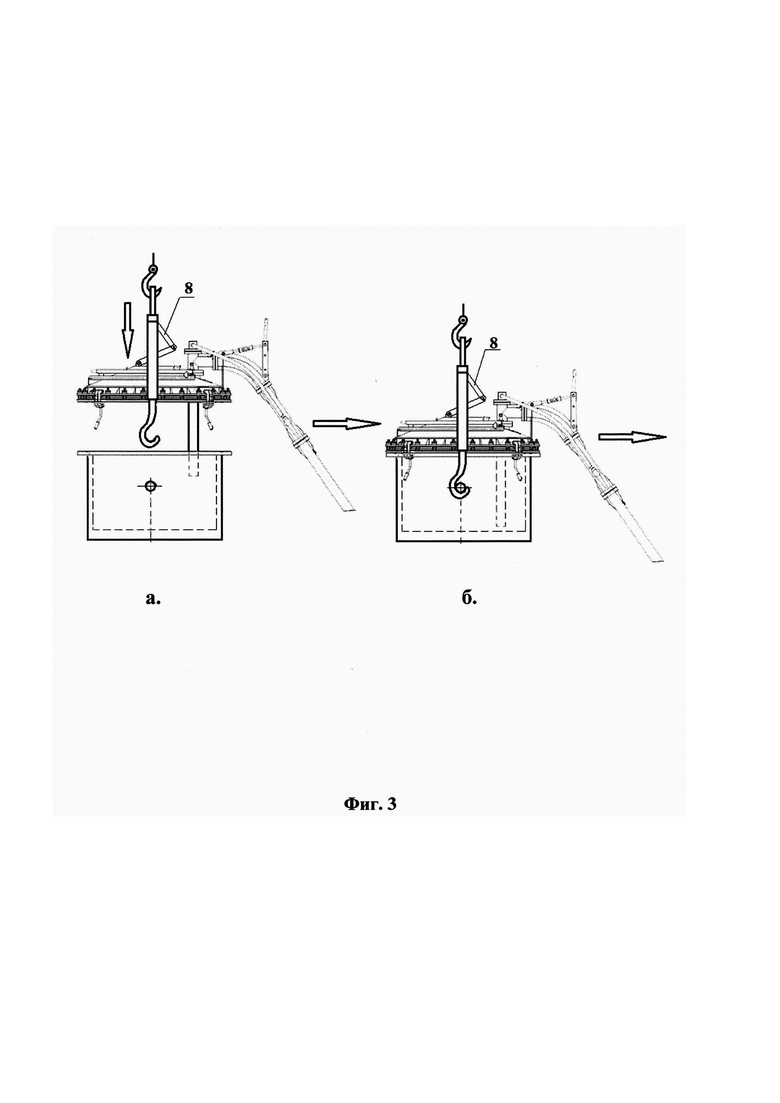
Заявляемый ковш (Фиг. 2) содержит съемную крышку (1) с закрепленным на ней сифоном (3) и съемную траверсу (5) для транспортировки ковша краном. Конструкция ковша может содержать дополнительные тяги с шарниром (8) (Фиг. 3), соединяющие съемную крышку со съемной траверсой и обеспечивающие одновременное снятие и установку на ковш крышки, сифона и траверсы.
Жестко закрепленный на крышке ковша сифон при наличии съемной траверсы обеспечивает быструю подготовку вакуумного ковша к выливке по двум вариантам:
Вариант 1. Крышка с закрепленным на ней сифоном снимается и устанавливается на ковш отдельно, траверса ковша также снимается и устанавливается отдельно (Фиг. 2).
Вариант 2. Крышка ковша с закрепленным на ней сифоном снимается и устанавливается одновременно со съемной траверсой (Фиг. 3).
Описание работы вакуумного ковша по Варианту 1.
Из литейного отделения в корпус электролиза алюминия доставляют пустой вакуумный ковш без крышки и без траверсы. Съемную крышку вакуумного ковша с закрепленным на ней сифоном зацепляют технологическим краном и подводят к пустому ковшу (фиг. 2, положение а). Затем устанавливают крышку на пустой ковш (фиг. 2, положение б). После этого, другим гаком (грузовым крюком) крана, на котором зацеплена съемная траверса, поднимают ковш (фиг. 2, положение в) и направляют его на выпивку к электролизеру. Продолжительность этих операций не превышает время подготовки ковша к выливке по традиционной технологии.
Носок сифона погружают в расплав металла в электролизере. В ковше создают разрежение и производят набор металла из электролизера в вакуумный ковш. После выливки заданного количества алюминия, ковш отключают от вакуум линии, разрывают струю металла в сифоне подачей в него воздуха.
Ковш с металлом краном транспортируют на средний проход корпуса и устанавливают на транспортную тележку. Отцепляют от ковша траверсу, оставляя ее на кране, а другим гаком (грузовым крюком) крана за один прием снимают крышку ковша вместе с сифоном, устанавливают ее на пустой ковш. Подцепляют траверсой пустой ковш с крышкой и сифоном и продолжают выливку металла.
Описание работы вакуумного ковша по Варианту 2.
Технологическим краном в корпусе электролиза алюминия зацепляют съемную траверсу ковша, к которой с помощью дополнительных тяг с шарниром (8) присоединена крышка ковша с закрепленным на ней сифоном (фиг. 3, положение а). Траверсу и крышку с сифоном подводят к ковшу. Закрывают ковш крышкой, а траверсой захватывают цапфы ковша (цилиндрические выступы - оси на ковше для пристыковки грузоподъемной траверсы) (фиг. 3, положение б). После этого ковш направляют на выливку алюминия из электролизеров.
Ковш с вылитым алюминием технологическим краном доставляют на средний проход корпуса и устанавливают на транспортную тележку. Отсоединяют грузоподъемную траверсу от цапф ковша и вместе с траверсой снимают с ковша крышку с сифоном. Переставляют крышку с сифоном и траверсу на пустой ковш и продолжают выливку металла.
В предлагаемом решении отсутствует операция по установке и фиксации сифона на крышке ковша. Это в значительной степени экономит время на подготовку ковша к выливке, чем повышает технологичность операции по выливке алюминия из электролизера. Сифон снимают с крышки ковша только по окончании выливки металла из всех электролизеров, в соответствии со сменным заданием.
Вакуумные ковши для выливки жидкого металла по ближайшему аналогу и предлагаемому техническому решению характеризуются следующими общими признаками:
Вакуумные ковши содержат футерованный огнеупором металлический корпус, грузоподъемную траверсу, съемную крышку и устройство для забора металла, выполненное в виде сифона, жестко закрепленного на крышке ковша.
В предлагаемой формуле изобретения заявлены следующие отличительные от ближайшего аналога признаки:
- траверса ковша выполнена съемной;
- ковш оборудован дополнительными тягами с шарниром, соединяющим съемную крышку со съемной траверсой.
Наличие в предлагаемом техническом решении перечисленных выше отличных признаков, позволяет сделать вывод о его соответствии условию патентоспособности «новизна».
Сравнительный анализ предлагаемого технического решения с известными решениями в данной области техники, проведенный по результатам поиска в патентной и научно-технической литературе, выявил следующее:
Известен вакуумный ковш, включающий металлический корпус, футерованный огнеупорным материалом, заборную трубу, траверсу и съемную крышку с уплотнением. Предлагаемый вакуумный ковш отличается тем, что металлический корпус снабжен стальным кольцом, а уплотнение съемной крышки выполнено электромагнитным, причем электромагнитны расположены равномерно по окружности съемной крышки с возможностью контактирования со стальным кольцом (А.с. СССР №451793. C22d 3 02. Опубл. 30.11.1974 г.) [4].
В известном техническом решении сходными признаками с заявляемым решением является только наличие съемной крышки.
Известен способ выливки алюминия из электролизера и устройство для его осуществления (патент РФ №2054052. B22D. Опубл. 10.02.1996 г.) [5]. Устройство (вакуумный ковш) содержит емкость с крышкой, всасывающую трубу, змеевик с плотно прилегающими витками, сдвинутыми относительно друг друга таким образом, чтобы они располагались на наклонной плоскости всасывающей трубы горизонтально. Змеевик на всасывающей трубе крепится с помощью хомутов за выходной патрубок змеевика. Выходной патрубок змеевика выполнен в виде V-образного зигзага, который укреплен ребром жесткости. Змеевик подключается с помощью шлангов к газовому редуктору, насаженному на газовый баллон, который в свою очередь крепится с помощью специальных кронштейнов к траверсе вакуум-ковша.
Известная конструкция исключает попадание электролита в вакуумный ковш, повышает срок службы всасывающей трубы благодаря ее охлаждению и качество металла за его счет рафинирования азотом. Описанная конструкция вакуумного ковша не содержит признаков, сходных заявляемым признакам в объекте защиты.
В результате поиска и сравнительного анализа не выявлено технических решений, характеризующихся идентичными или эквивалентными признаками предлагаемому решению.
Учитывая вышеизложенное и принимая во внимание то, что использование совокупности известных и неизвестных признаков, характеризующих предлагаемое техническое решение в объеме, представленном в формуле изобретения, позволило выйти на новый уровень в разработке перспективной конструкции вакуумного ковша, можно сделать вывод о соответствии предлагаемого решения условию патентоспособности «изобретательский уровень».
Предлагаемый вакуумный ковш конструктивно более функционален по сравнению с существующими ковшами, что позволяет уменьшить трудоемкость и повысить производительность на выливке алюминия, снизить вес ковша и его габариты благодаря использованию съемной траверсы, а также сократить общее количество грузоподъемных траверс.
Литература
1. Куликов Б.П., Рагозин Л.В., Сироткин Д.Н. Цветные металлы. - 2000. - №8. - С. 102-105.
2. Патент РФ №2659556 B22D 41/00. Опубл. 02.07.2018. Бюлл. №19.
3. Полезная модель №42970 «Вакуумный ковш для выливки жидкого металла». 7 B22D 41/00, С25С 3/06. 2004 г.
4. А.с. СССР №451793. C22d 3 02. Опубл. 30.11.1974 г.
5. Патент РФ №2054052. B22D. Опубл. 10.02.1996 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумный ковш для забора жидкого металла | 2017 |
|
RU2659556C1 |
| МАШИНА ДЛЯ ВЫЛИВКИ, ТРАНСПОРТИРОВКИ И ПЕРЕЛИВКИ МЕТАЛЛА | 2021 |
|
RU2772772C1 |
| МАШИНА ДЛЯ ВЫЛИВКИ МЕТАЛЛА ИЗ ЭЛЕКТРОЛИЗЕРА | 2014 |
|
RU2597833C2 |
| МАШИНА ОБСЛУЖИВАНИЯ, ПРИМЕНЯЮЩАЯСЯ ДЛЯ ВМЕШАТЕЛЬСТВА В ЭЛЕКТРОЛИЗЕРЫ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ ЭЛЕКТРОЛИЗОМ РАСПЛАВА | 2009 |
|
RU2499086C2 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛОСОДЕРЖАЩИХ ОТХОДОВ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2000 |
|
RU2180358C1 |
| Вакуумный ковш для забора алюминия из электролизера | 1978 |
|
SU743783A1 |
| Вакуумный ковш | 1973 |
|
SU451793A1 |
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2016 |
|
RU2624275C1 |
| СПОСОБ ВЫЛИВКИ АЛЮМИНИЯ ИЗ ЭЛЕКТРОЛИЗЕРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2054052C1 |
| ВАКУУМНЫЙ КОВШ | 1973 |
|
SU434133A1 |
Изобретение относится к области металлургии и может быть использовано при выливке алюминия из электролизеров, транспортировки в литейное отделение и заливки его в миксер. Вакуумный ковш содержит металлический корпус (4), футерованный огнеупорным материалом, грузоподъемную траверсу (3), съемную крышку (1), снабженную устройством для соединения внутреннего пространства ковша с вакуум-линией (5), устройство для забора металла, выполненное в виде сифона (2), состоящего из наружной всасывающей трубы (6) и расположенной внутри ковша сливной трубы (7). Сифон жестко закреплен на крышке ковша, а траверса ковша выполнена съемной, что сокращает время подготовки вакуумного ковша к выливке. Обеспечивается снижение веса и габаритов ковша. 1 з.п. ф-лы, 3 ил.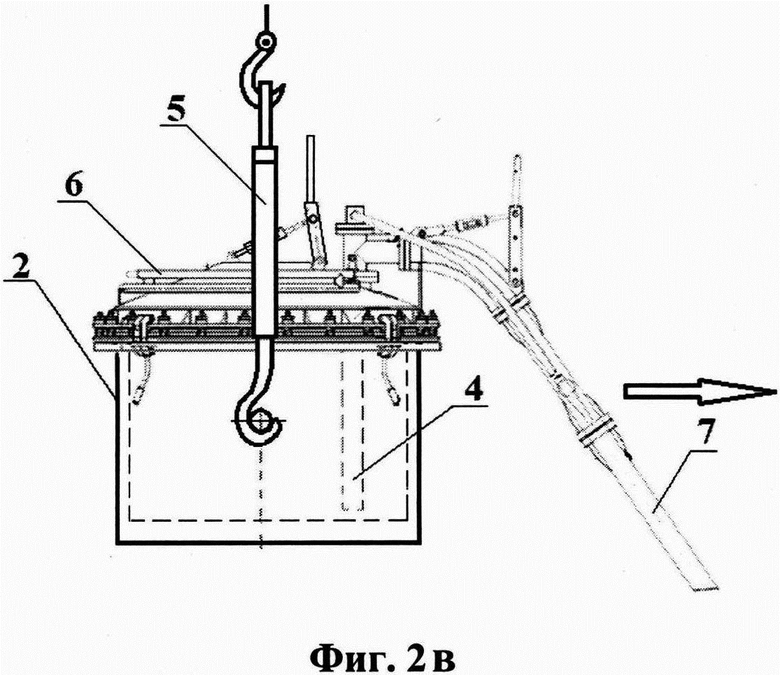
1. Вакуумный ковш для выливки жидкого металла, содержащий металлический корпус, футерованный огнеупорным материалом, грузоподъемную траверсу, съемную крышку, снабженную устройством для соединения внутреннего пространства ковша с вакуум-линией, устройство для забора металла, выполненное в виде сифона, состоящего из наружной всасывающей трубы и расположенной внутри ковша сливной трубы, отличающийся тем, что сифон выполнен жестко закрепленным на крышке ковша, а траверса ковша выполнена съемной.
2. Вакуумный ковш по п. 1, отличающийся тем, что он содержит дополнительные тяги с шарниром, соединяющие съемную крышку со съемной траверсой и обеспечивающие одновременное снятие и установку на ковш крышки с сифоном и траверсы.
| Вертикальная коксовальная печь | 1934 |
|
SU42970A1 |
| Вакуумный ковш для забора жидкого металла | 2017 |
|
RU2659556C1 |
| ВАКУУМНЫЙ КОВШ ДЛЯ ЗАБОРА И ОХЛАЖДЕНИЯ МЕТАЛЛА ИЛИ СПЛАВА | 1984 |
|
SU1240061A2 |
| Съемная траверса с механизмом наклона ковша | 1972 |
|
SU443724A1 |
| US 3319702 A1, 16.05.1967. | |||

