Изобретение относится к области производства контейнеров, изготовленных из полимерного материала, главным образом, полиэстера, в частности бутылок из полиэстера, предпочтительно из полиэтилентерефталата (ПЭТ), содержащих жидкость, предпочтительно воду, в частности, минеральную.
Имеющиеся на рынке ПЭТ бутылки в течение многих лет обычно изготавливались выдувным формованием или растягивающим выдувным формованием путем растяжения заготовок из полиэтилентерефталата сжатым воздухом.
Обычно заготовка принимает форму цилиндрической тубы, закрытой на одном из ее концов и открытой на противоположном конце. Открытый конец заготовки соответствует горлышку контейнера. При традиционном способе изготовления контейнеров заготовки перемещают на цилиндрических держателях непрерывной конвейерной ленты, которая транспортирует заготовки через печь, образованную по существу граничащими с каждой стороны прямыми секциями из излучающих нагревательных устройств, чтобы обеспечить температурные условия для обеспечения пластичности перед последующим этапом растягивающего выдувного формования.
Затем нагретую заготовку удаляют и помещают в пресс-форму установки для выдувного формования. Перемещение, осуществляемое, например, манипулятором, согласовывают с перемещением установки для выдувного формования, обычно выполненной в виде вращающейся карусели, которая непрерывно вращается относительно своей вертикальной оси и по периферии несет комплект одинаковых пресс-форм. Заготовку помещают в пресс-форму непосредственно после раскрытия пресс-формы и удаления из нее ранее изготовленного контейнера.
Заготовку заблаговременно нагревают, чтобы она находилась в пресс-форме при температуре выше температуры стеклования (около 100°C) и ее можно было обрабатывать способом растягивающего выдувного формования. Температура заготовки в конце этапа нагревания с учетом охлаждения, которое происходит на пути между участками нагревания и выдувного формования, несколько выше требуемой температуры внутри пресс-формы выдувной установки. Благодаря одновременному наличию нескольких пресс-форм, данная выдувная установка может выпускать контейнеры с очень высокой скоростью, примерно от 1000 до 2000 бутылок в час для одной пресс-формы, т.е. примерно несколько десятков тысяч единиц в час для всей установки.
Растягивающее выдувное формование осуществляют растяжением с помощью металлического стержня и подачей сжатого воздуха под давлением от 3 до 40 бар (3×105 Па - 4×106 Па). Воздух подается с помощью нагнетательной насадки, конец которой вводят в отверстие головки заготовки.
Поскольку производственный процесс требует высоких скоростей, давление, оказываемое на вводимый напиток, является достаточно высоким. Обычной практикой при введении в контейнеры напитка является превышение указанного на контейнере объема в той мере, насколько возможно остановить подачу содержимого в объеме, большем предусмотренного, поскольку реверс невозможен.
Такая ситуация не может считаться удовлетворительной, так как приводит к потере производителем пищевого продукта, а также отсутствию точности в определении емкости контейнера по сравнению с его реальным объемом, от бутылки к бутылке.
Задачей изобретения является создание производственного процесса, который гарантирует установленный объем контейнера при его наполнении простым и экономически доступным способом.
Объектом изобретения является способ подачи заданного объема компонента напитка в термопластичный контейнер, образованный из расположенной в пресс-форме нагретой заготовки (например, по существу цилиндрической), включающий в себя этап впрыска по меньшей мере некоторого количества компонента напитка в полость заготовки для содействия ее расширению внутри пресс-формы, которая определяет форму контейнера, причем объем введенного во время этапа подачи компонента напитка по меньшей мере равен заданному объему, а также этап отсасывания части введенного объема компонента напитка до тех пор, пока объем оставшегося в контейнере компонента напитка не станет приблизительно равен заданному.
Таким образом, данный способ позволяет гарантировать предусмотренный объем для типа контейнера, определяемого пресс-формой, в рамках единого промышленного процесса.
Предпочтительно этап отсасывания выполняют с помощью отсасывающего насоса и датчика объема. Этап впрыска предпочтительно выполняют с помощью нагнетающего устройства и датчика объема.
Этап впрыска предпочтительно включает в себя этап продольного растяжения заготовки, причем растягивающий стержень является полым, а этап отсасывания включает в себя отсасывание некоторой части напитка через полый растягивающий стержень.
Преимуществом способа является его осуществление в комплексном виде.
Предпочтительно способ включает в себя этап рециркуляции по меньшей мере части напитка, отсасываемого во время этапа отсасывания.
Рециркуляция может быть осуществлена в контуре впрыска, минимизируя тем самым потери напитка.
Согласно одному из вариантов осуществления изобретения этап отсасывания включает в себя также отсасывание с помощью вакуумного насоса.
Предпочтительно этап впрыска включает в себя этап впрыска по меньшей мере некоторого количества напитка через полый растягивающий стержень, который предназначен для растяжения термопластичной заготовки и соединен с впускным отверстием для напитка.
Предпочтительно один и тот же растягивающий стержень используется как для впрыска напитка, так и для отсасывания части объема напитка.
Предпочтительно профиль полого растягивающего стержня выполнен таким, чтобы обеспечивать минимизацию турбулентности напитка во время этапа впрыска по меньшей мере некоторого его количества через полый растягивающий стержень.
Упомянутый профиль может включать в себя внутренний профиль и наружный профиль, а также сочетание внутреннего и наружного профилей. Специалистам в данной области техники понятно, что поверхности имеют соответствующие характеристики для предотвращения турбулентности.
Напиток вводят в количестве около 500 мл в течение 0,2 сек. Адаптированный профиль минимизирует турбулентность, обеспечивая возможность получения более устойчивого процесса с расширенными рабочими возможностями.
Впрыск предпочтительно выполняют посредством колоколообразной наполняющей головки.
Это обеспечивает возможность снижения рисков разрыва горлышек термопластичных контейнеров, поскольку они на этапе впрыска подвержены воздействию высоких давлений.
Предпочтительно внутренний объем растягивающего стержня оптимизирован таким образом, чтобы снизить упомянутую часть объема напитка.
Предпочтительно часть объема напитка снижают до внутреннего объема горлышка.
Согласно одному из вариантов осуществления изобретения этап впрыска включает в себя этап впрыска по меньшей мере некоторого количества напитка через внутреннее пространство растягивающего стержня и через канал вокруг растягивающего стержня.
Несомненно, предпочтительным является также то, что этап впрыска включает в себя этап впрыска первого компонента напитка и этап впрыска второго компонента напитка. В данных обстоятельствах, обеспечивающих конкретное преимущество с точки зрения производства, это может быть достигнуто только при конечном приготовлении напитка в бутылке.
В частности, предпочтительным является решение, согласно которому впрыск первого компонента напитка осуществляют через внутреннее пространство растягивающего стержня, а впрыск второго компонента напитка осуществляют через канал вокруг растягивающего стержня.
Изобретение также относится к устройству для подачи заданного объема компонента напитка в термопластичный контейнер, выполненный из расположенной в пресс-форме по существу цилиндрической нагретой заготовки. Устройство содержит средство впрыска по меньшей мере некоторого напитка в полость заготовки для содействия ее расширению внутри пресс-формы, которая определяет форму контейнера, причем объем введенного на этапе впрыска напитка по меньшей мере равен заданному объему, а также средство отсасывания части объема введенного компонента напитка до тех пор, пока объем остающегося в контейнере напитка не будет приблизительно равен заданному.
Предпочтительно данное устройство включает в себя средства, обеспечивающие выполнение соответствующих этапов способа, как по отдельности, так и в сочетании.
Изобретение поясняется чертежами, которые соответствуют примерам его осуществления.
На фиг.1 показана общая схема установки, соответствующей настоящему изобретению;
на фиг.2 - важная особенность изобретения;
на фиг.3 - колоколообразный наконечник насадки, используемой в устройстве согласно изобретению;
на фиг.4 - изменение параметров при формования бутылки для минеральной воды согласно одному из примеров реализации изобретения.
Описываемый далее в качестве примера вариант осуществления изобретения относится к способу изготовления ПЭТ бутылок для минеральной воды из нагретой заготовки. Заготовка имеет форму цилиндрической тубы, закрытой на ее нижнем конце. Открытая головка заготовки соответствует сужению или горлышку бутылки, на которое навинчивают укупорочный колпачок.
Как показано на фиг.1, растягивающий стержень 10 введен в пневматический привод 15. Растягивающий стержень 10 управляется пневматическим приводом, связанным с кулачком, который обеспечивает продольное перемещение стержня (показанное стрелкой). Можно также использовать линейный двигатель.
Пневматический привод 15 содержит цилиндр 17, управляющий впрыскивающей головкой 18, через которую проходит растягивающий стержень 10. Впрыскивающая головка 18 соединена с горлышком 20 заготовки из ПЭТ, расположенной в пресс-форме (не показана), причем заготовка после расширения принимает форму бутылки для минеральной воды. Форма бутылки определена стенкой пресс-формы.
Привод содержит три полости, причем две верхние полости 15a и 15b заполнены сжатым воздухом. Между этими двумя верхними полостями в направлении, параллельном растягивающему стержню (перемещение которого показано стрелкой), скользит стенка 19 поршня. Растягивающий стержень 10 проходит через центр данной стенки 19.
Пневматический привод также имеет боковое входное отверстие 30 для напитка (в данном случае минеральной воды), соединенное с третьей полостью 15c привода, которая является нижней. Напиток подают по трубопроводу 32.
Во входное отверстие для минеральной воды подается жидкость от дальнего конца трубопровода 32 в первый клапан 34, который соединен с входом однокамерного наполняющего цилиндра 40, содержащего поршень 42, управляемый соответствующим двигателем (перемещение которого показано стрелкой). Данный двигатель обеспечивает продольное перемещение поршня в камере наполняющего цилиндра 40.
На трубопроводе 32 имеется второй клапан 36, установленный по потоку после первого клапана 34 и входа наполняющего цилиндра 40. Далее трубопровод 32 входит в нижнюю полость 15 с пневматического привода 15.
Через нижнюю полость 15c пневматического привода проходит цилиндр 17 для управления впрыскивающей головкой 18, внутренний объем которого выходит через нижнее выходное отверстие пневматического привода 15 во впрыскивающую головку 18. Управляющий цилиндр имеет боковое отверстие, допускающее перетекание напитка между нижней полостью привода и внутренним пространством управляющего цилиндра.
Растягивающий стержень 10 проходит через управляющий цилиндр 17 управления до наполняющей головки 18 и горлышка 20 заготовки бутылки.
На фиг.2, показан альтернативный вариант осуществления изобретения, согласно которому давление напитка в трубопроводе 110 подачи напитка повышается нагнетающим устройством 100. Контроль вводимого по трубопроводу 110 объема напитка позволяет осуществлять датчик 120 объема. Напиток вводят в насадку 130.
Вдоль оси насадки 130 вводят растягивающий стержень 140.
На трубопроводе 170, соединенном через датчик объема с насадкой 130, установлен всасывающий насос 150.
Насадка 130 обращена к пресс-форме (не показана), в которой расположена заготовка из ПЭТ, подлежащая расширению и наполнению напитком. После фазы расширения ПЭТ бутылка 180 для воды является отформованной.
На фиг.3 показан колоколообразный наконечник 500 насадки согласно предпочтительному варианту осуществления изобретения. Внутреннее и внешнее давления на каждой стороне по периферии горлышка заготовки (т.е. на внешних поверхностях 510 горлышка и на внутренних поверхностях 520 горлышка) идентичны благодаря наличию внутри насадки прохода 505, соединяющего объемы с каждой стороны периферии горлышка. При наполнении герметизация обеспечена фланцем 530, расположенным на заготовке. Благодаря данному устройству отсутствует риск деформирования горлышка заготовки при впрыске насадкой текучей среды под давлением.
Согласно другому варианту осуществления изобретения наконечник насадки удерживает внешние поверхности 510 горлышка заготовки так, что когда текучую среду впрыскивают под давлением в полость заготовки через вершину насадки, давление, оказываемое на внутренние стенки 520 горлышка заготовки, компенсируется удержанием стенками наконечника колоколообразной насадки. Таким образом, горлышко заготовки, несмотря на высокое давление, не деформируется.
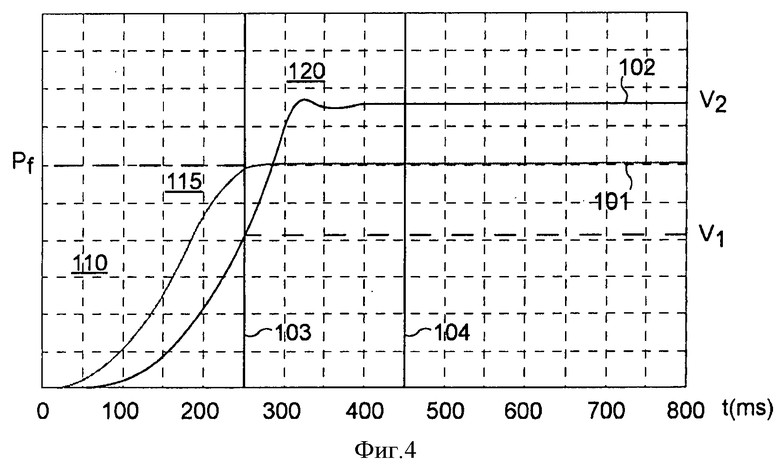
На фиг.4 показано изменение во времени положения 101 растягивающего стержня и положения 102 наполняющего механизма, управляющего впуском минеральной воды в расширенную заготовку.
По горизонтальной оси отложено время, по левой вертикальной оси отложено положение растягивающего стержня, а по правой вертикальной оси отложен объем введенной в расширенную заготовку воды, который пропорционален положению наполняющего механизма.
На первой части процесса, от 0 до 250 мс, растягивающий стержень движется по существу с постоянной скоростью согласно предпочтительному варианту осуществления изобретения.
Однако согласно другому варианту осуществления изобретения во время первой фазы 110 процесса, в частности от 0 до 150 мс, растягивающий стержень благодаря положительному ускорению продвигается с увеличивающейся скоростью. Во время второй фазы 115 процесса, от 150 мс до 250 мс, растягивающий стержень продвигается с отрицательным ускорением, при этом скорость падает до нуля при 250 мс. Однако понятно, что для обеспечения нормального и надежного растяжения термопластика изменения скорости должны быть достаточно плавными.
На 250 мс после начала процесса (позиция 103) растягивающий стержень достигает своего конечного положения Pf, после чего он дальше не продвигается.
На этот же момент наполняющий механизм ввел в расширенную заготовку объем V1 минеральной воды. Введенный от начала процесса объем (следовательно, между 0 и 250 мс) непрерывно возрастал при непрерывном росте расхода (рост перемещения наполняющего механизма).
Во время следующих моментов, которые представляют третью фазу 120 процесса, вплоть до 320 мс, общий объем введенной воды постоянен, при этом скорость течения неизменна. Затем объем на периоде 400 мс неожиданно снижается на небольшую долю (около 4%).
С данного момента общий введенный объем стабилизируется около величины V2, которая после нескольких колебаний, наконец, достигнута, при этом скорость течения вводимой жидкости равна нулю.
Через несколько мгновений, начиная от 450 мс после начала процесса (позиция 104), наполняющий механизм достигает конечного положения, из которого он больше не двигается. На этот момент он ввел в расширенную заготовку объем V2 минеральной воды. Объем V2 больше V1, но меньше двойного объема V1.
При осуществлении способа с использованием описанного устройства температуру заготовки заблаговременно доводят до значения, равного от 50°C до 130°C, или даже от 75°C до 100°C. В предпочтительном варианте осуществления изобретения указанная температура составляет 95°C, а применяемый пластик представляет собой ПЭТ.
Стержень имеет скорость от 0,5 до 3,0 м/с, или даже от 1,0 до 5 м/с. В предпочтительном варианте осуществления изобретения данная величина равна 1,6 м/с.
Температуру напитка предварительно доводят до величины от 1°C до 120°C, предпочтительно от 10°C до 90°C. В предпочтительном варианте осуществления изобретения данная величина равна 30°C.
Относительное продольное растяжение термопластика составляет от 2 до 5 или даже от 2,5 до 4. В предпочтительном варианте осуществления изобретения данная величина равна 3,5.
Радиальное относительное растяжение термопластика составляет от 2 до 7 или даже от 3 до 4,5. В предпочтительном варианте осуществления изобретения данная величина равна 4.
Термопластик выбирают из группы, состоящей из полиэтилентерефталатов, полипропиленов, полиэтиленов, поликарбонатов, полистиренов, полимолочных кислот, поливинилхлоридов и их сочетаний. В предпочтительном варианте осуществления изобретения применяют полиэтилентерефталат (ПЭТ).
Температура пресс-формы на по меньшей мере 50°C ниже температуры плавления термопластика, которая для ПЭТ равна 230°C. Предпочтительно температуру поддерживают ниже 100°C. В предпочтительном варианте осуществления изобретения температура пресс-формы равна температуре окружающей среды.
Конечно, изобретение не ограничено представленными и проиллюстрированными с помощью чертежей вариантами его осуществления; кроме того, оно распространяется на все варианты, которые могут быть представлены специалистами в данной области техники в объеме формулы изобретения.


Изобретение относится к способу и устройству для подачи заданного объема компонента напитка в термопластичный контейнер, образованный из расположенной в пресс-форме нагретой заготовки. Способ включает в себя этап впрыска по меньшей мере некоторого количества напитка в полость заготовки для содействия ее расширению внутри пресс-формы, которая определяет форму контейнера. Объем V2 введенного во время впрыска напитка больше заданного объема VI. При этом имеется дополнительный этап отсасывания части введенного объема V2 напитка до тех пор, пока объем оставшегося в контейнере напитка не будет приблизительно равен заданному V1. Устройство для подачи заданного объема компонента напитка в термопластичный контейнер, содержащий пресс-форму для формования цилиндрической заготовки, средство для впрыска некоторого количества V2 напитка в полость заготовки для содействия ее расширению внутри пресс-формы и средство отсасывания заданной части введенного объема V2 до тех пор, пока объем оставшегося в контейнере напитка не будет приблизительно равен заданному V1. Технический результат, достигаемый при использовании способа и устройства по изобретению, заключается в обеспечении точности впрыска объема жидкого продукта в контейнер и обеспечении точной регулировки подачи жидкого продукта. 2 н. и 22 з.п. ф-лы, 4 ил.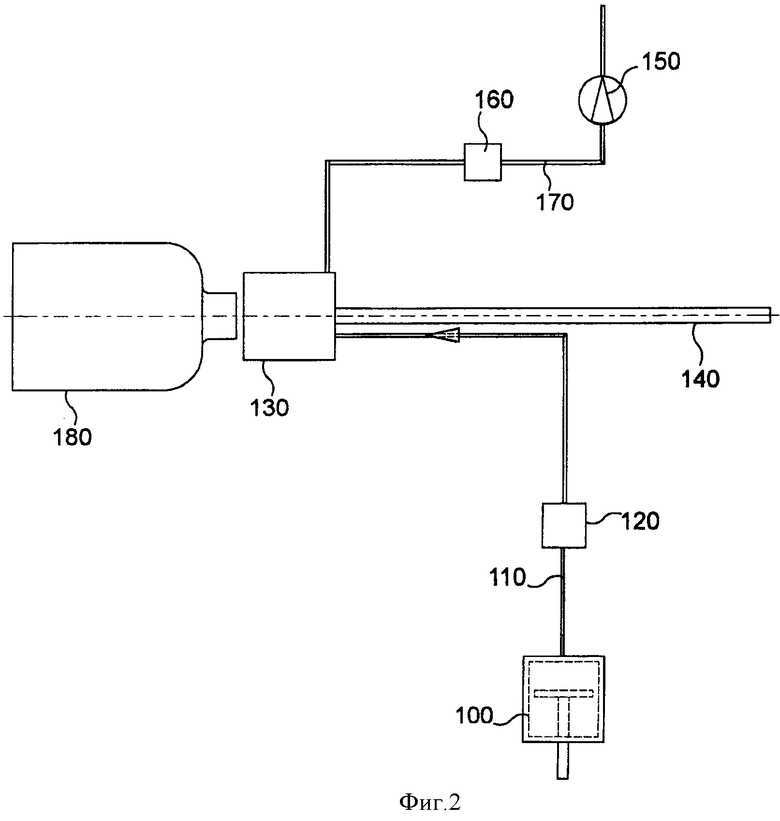
1. Способ подачи заданного объема V1 компонента напитка в термопластичный контейнер, образованный из расположенной в пресс-форме нагретой заготовки, включающий в себя этап впрыска по меньшей мере одного компонента напитка в полость заготовки для содействия расширению заготовки внутри пресс-формы, которая определяет форму контейнера, характеризующийся тем, что объем V2 введенного во время этапа впрыска компонента напитка больше заданного объема V1, при этом способ включает в себя этап отсасывания части введенного объема V2 компонента напитка до тех пор, пока объем оставшегося в контейнере компонента напитка не будет приблизительно равен заданному V1.
2. Способ по п.1, характеризующийся тем, что этап впрыска включает в себя этап продольного растяжения заготовки растягивающим стержнем, причем растягивающий стержень является полым, а этап отсасывания включает в себя отсасывание некоторого количества компонента напитка через полый растягивающий стержень.
3. Способ по п.1, характеризующийся тем, что включает в себя этап рециркуляции по меньшей мере части компонента напитка, отсосанного во время этапа отсасывания.
4. Способ по п.2, характеризующийся тем, что включает в себя этап рециркуляции по меньшей мере части компонента напитка, отсосанного во время этапа отсасывания.
5. Способ по п.1, характеризующийся тем, что отсасывание осуществляют с помощью вакуумного насоса.
6. Способ по п.2, характеризующийся тем, что отсасывание осуществляют с помощью вакуумного насоса.
7. Способ по п.3, характеризующийся тем, что отсасывание осуществляют с помощью вакуумного насоса.
8. Способ по п.4, характеризующийся тем, что отсасывание осуществляют с помощью вакуумного насоса.
9. Способ по любому из пп.1-8, характеризующийся тем, что этап впрыска включает в себя впрыск по меньшей мере одного компонента напитка через полый растягивающий стержень, который предназначен для растяжения термопластичной заготовки и соединен с впускным отверстием для напитка.
10. Способ по п.9, характеризующийся тем, что растягивающий стержень используют как для впрыска компонента напитка, так и для отсасывания части объема компонента напитка.
11. Способ по п.10, характеризующийся тем, что полый растягивающий стержень имеет профиль, приспособленный для минимизации турбулентности жидкости во время впрыска по меньшей мере некоторого количества компонента напитка через этот полый растягивающий стержень.
12. Способ по п.11, характеризующийся тем, что указанный профиль является внутренним.
13. Способ по п.11, характеризующийся тем, что указанный профиль является наружным.
14. Способ по любому из пп.1-8, 10-13, характеризующийся тем, что впрыскивание выполняют посредством колоколообразной наполняющей головки.
15. Способ по п.9, характеризующийся тем, что впрыскивание выполняют посредством колоколообразной наполняющей головки.
16. Способ по любому из пп.1-8, 10-13, 15, характеризующийся тем, что внутренний объем растягивающего стержня оптимизирован таким образом, чтобы упомянутая часть объема компонента напитка была снижена.
17. Способ по п.9, характеризующийся тем, что внутренний объем растягивающего стержня оптимизирован таким образом, чтобы упомянутая часть объема компонента напитка была снижена.
18. Способ по п.14, характеризующийся тем, что внутренний объем растягивающего стержня оптимизирован таким образом, чтобы упомянутая часть объема компонента напитка была снижена.
19. Способ по п.16, характеризующийся тем, что упомянутая часть объема компонента напитка снижена до внутреннего объема горлышка.
20. Способ по любому из пп.17 или 18, характеризующийся тем, что упомянутая часть объема компонента напитка снижена до внутреннего объема горлышка.
21. Способ по любому из пп.1-8, 10-13, 15, 17-19, характеризующийся тем, что этап впрыска включает в себя впрыск по меньшей мере одного компонента напитка через внутреннее пространство растягивающего стержня и через канал вокруг растягивающего стержня.
22. Способ по любому из пп.1-8, 10-13, 15, 17-19, характеризующийся тем, что этап впрыска включает в себя впрыск первого компонента напитка и впрыск второго компонента напитка.
23. Способ по п.22, характеризующийся тем, что впрыск первого компонента напитка осуществляют через внутреннее пространство растягивающего стержня, а впрыск второго компонента напитка осуществляют через канал вокруг растягивающего стержня.
24. Устройство для подачи заданного объема V1 компонента напитка способом по любому из пп.1-23 в термопластичный контейнер, образованный из расположенной в пресс-форме, по существу, цилиндрической нагретой заготовки, содержащее средство впрыска по меньшей мере одного компонента напитка в полость заготовки для содействия расширению заготовки внутри пресс-формы, которая определяет форму контейнера, характеризующееся тем, что объем V2 введенного во время этапа впрыска компонента напитка больше заданного объема V1, при этом устройство содержит средство отсасывания части введенного объема компонента напитка до тех пор, пока объем оставшегося в контейнере компонента напитка не будет приблизительно равен заданному V1.
| WO 2007120807 А2, 25.10.2007 | |||
| EP 1529620 A1, 11.05.2005 | |||
| НОВАЯ КОМПОЗИЦИЯ ЗАМЕДЛЕННОГО ВЫСВОБОЖДЕНИЯ ТОФАЦИТИНИБА, ЕГО ПРОИЗВОДНЫХ И СОЛЕЙ | 2021 |
|
RU2839277C1 |
| WO 2006096916 A1, 21.09.2006 | |||
| Брукс Д., Джайлз Д | |||
| Производство упаковки из ПЭТ | |||
| - СПб.: Профессия, 2006, с.242-299, 305-317. | |||

