Изобретение относится к установке для поточной обработки одноразовых изделий и, более конкретно, к установке для термопечати цветными восками и парафинами, а также для создания увлаженных и неувлажненных очищающих или гигиенических салфеток.
Одноразовые гигиенические салфетки, пропитанные дезодорирующими, дезинфицирующими и/или очищающими жидкостями, находят широкое применение, благодаря их высокой практичности, как для очищения лица и рук, так и для очищения интимных участков, прежде всего, у новорожденных, а также во многих других областях применения.
Применение таких салфеток по назначению, другими словами для контакта с кожей и интимными участками тела человека, требует обеспечения весьма высоких гигиенических стандартов и отсутствия загрязнений любого типа во время производственного процесса. Эти требования должны удовлетворяться даже, и прежде всего, в случае необходимости печатания на указанных салфетках декоративных узоров, товарных знаков или надписей любого типа.
В существующем уровне техники при выполнении декорирования и/или печати на очищающих или гигиенических салфетках, которые затем по желанию пропитываются душистыми или очищающими растворами, отсутствует возможность использования всех хорошо известных печатных красок, поскольку такие краски во время последующего процесса увлажнения салфеток могут оставлять окрашенные ореолы, что приводит к загрязнению указанных салфеток с медицинской и гигиенической точек зрения.
Таким образом, целью данного изобретения является создание установки для поточной обработки одноразовых изделий, в частности, установки для термопечати и изготовления увлаженных и неувлажненных очищающих или гигиенических салфеток, обеспечивающей возможность нанесения декоративных узоров, товарных знаков или надписей на указанные изделия без их загрязнения и с обеспечением, таким образом, их защиты с гигиенической и токсикологической точек зрения.
Другой целью изобретения является создание установки для поточной обработки одноразовых изделий, обеспечивающей возможность изготовления увлаженных и неувлажненных очищающих или гигиенических салфеток из любого лентообразного печатного носителя, такого как ткань, нетканый материал или бумага, которые предпочтительно полностью нетоксичны и, соответственно, подходят для использования на коже тела человека.
Еще одной целью изобретения является создание установки для поточной обработки одноразовых изделий, обеспечивающей возможностью получения конечной отпечатанной, при желании увлажненной, готовой для упаковки и, соответственно, для использования продукции без необходимости выполнения промежуточных этапов обработки на другом оборудовании.
И наконец, еще одной целью изобретения является создание установки для поточной обработки одноразовых изделий, обеспечивающей возможность производства увлажненных и неувлажненных очищающих или гигиенических салфеток простым и экономически эффективным способом.
Указанные цели в соответствии с данным изобретением достигаются путем создания установки для поточной обработки одноразовых изделий, в частности, установки для термопечати и изготовления увлажненных и неувлажненных очищающих или гигиенических салфеток, кратко описанной в п.1 формулы изобретения.
Дополнительные характерные особенности изобретения изложены в последующих пунктах формулы изобретения, которая является составной частью данного описания.
Особенности и преимущества предложенной установки для поточной обработки одноразовых изделий станут более понятны из последующего описания, приведенного в качестве неограничивающего примера со ссылкой на прилагаемые схематические чертежи, на которых:
фиг.1 изображает схематический вид в аксонометрии предложенной установки для поточной обработки одноразовых изделий,
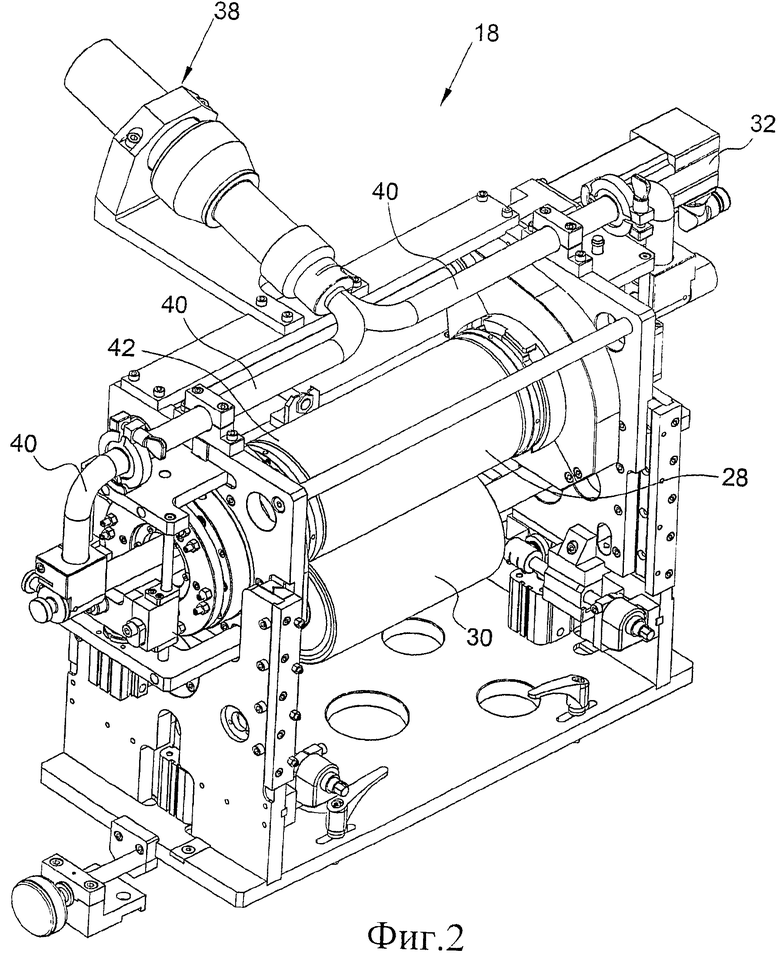
фиг.2 изображает вид в аксонометрии первого варианта выполнения печатной станции, которая может использоваться с установкой для поточной обработки одноразовых изделий, показанной на фиг.1,
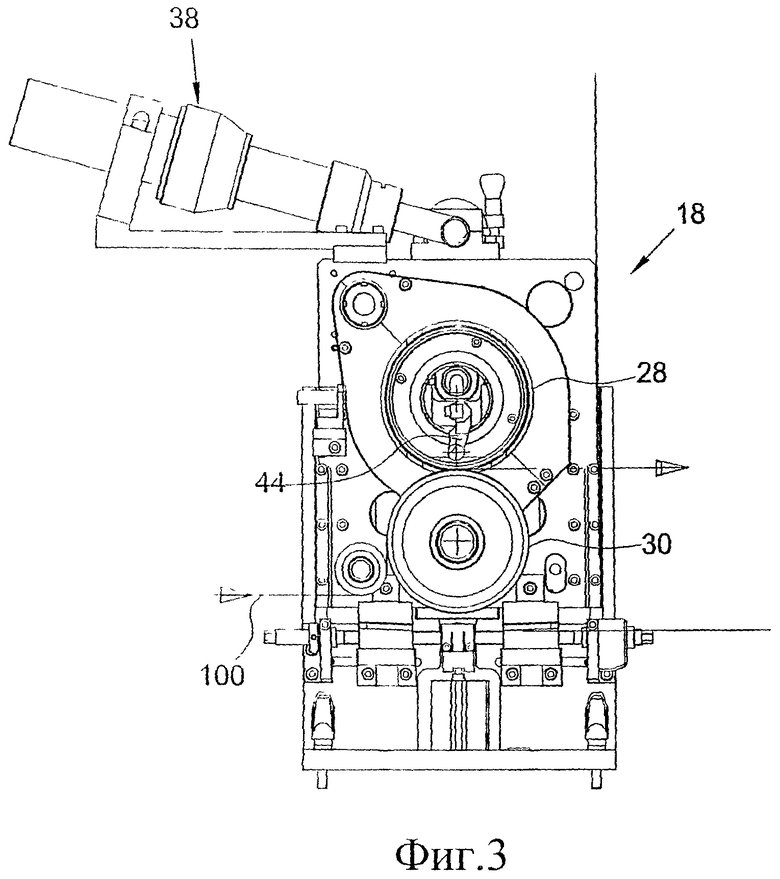
фиг.3 изображает вид сбоку печатной станции, показанной на фиг.2,
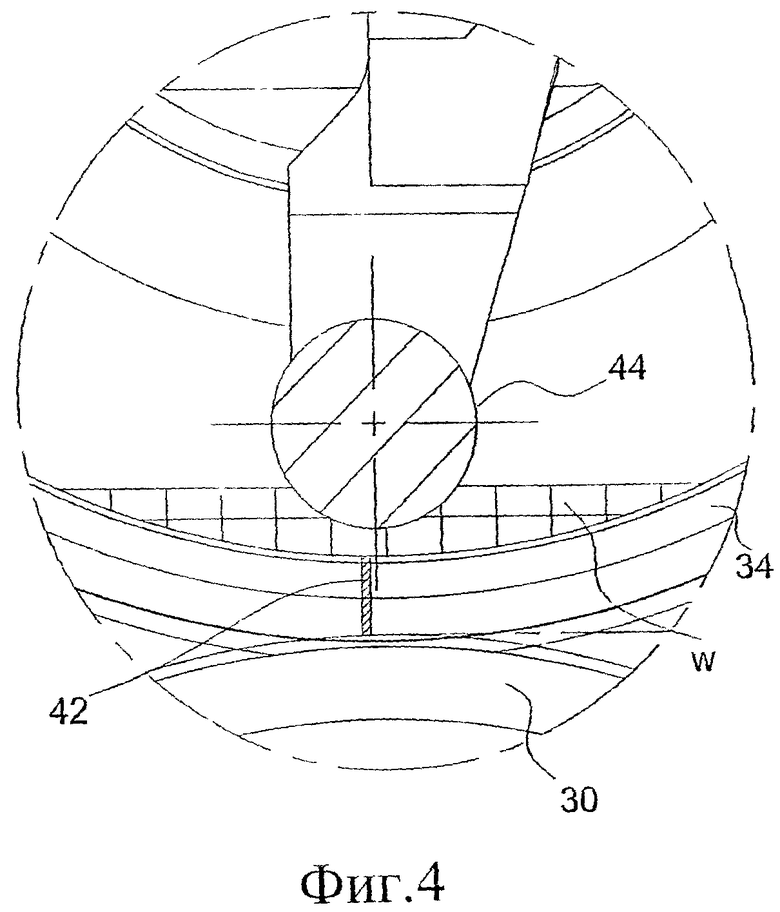
фиг.4 изображает подробный частичный разрез фрагмента печатной станции, показанной на фиг.2,
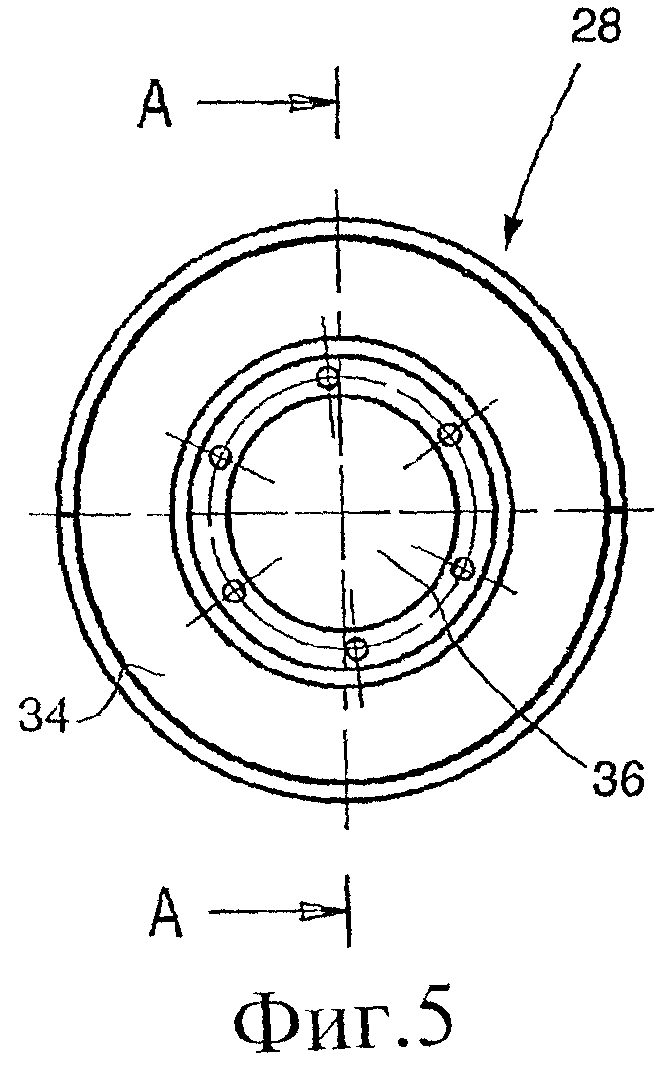
фиг.5 изображает вид сбоку печатного цилиндра, входящего в состав печатной станции, показанной на фиг.2,
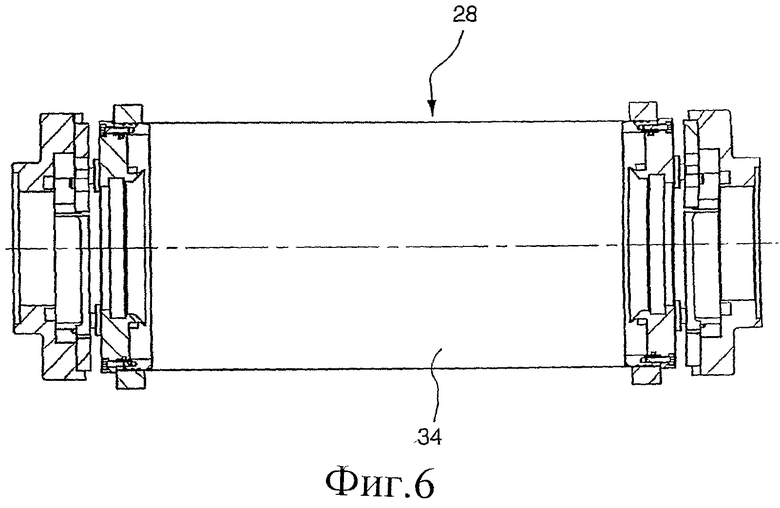
фиг.6 изображает разрез по линии А-А на фиг.5 печатного цилиндра, входящего в состав печатной станции, показанной на фиг.2,
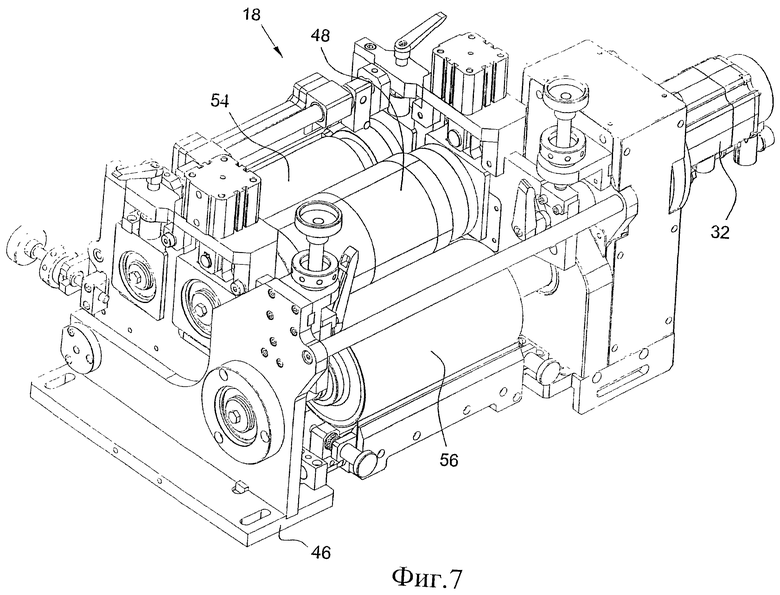
фиг.7 изображает вид в аксонометрии второго варианта выполнения печатной станции, которая может использоваться с установкой для поточной обработки одноразовых изделий, показанной на фиг.1, и
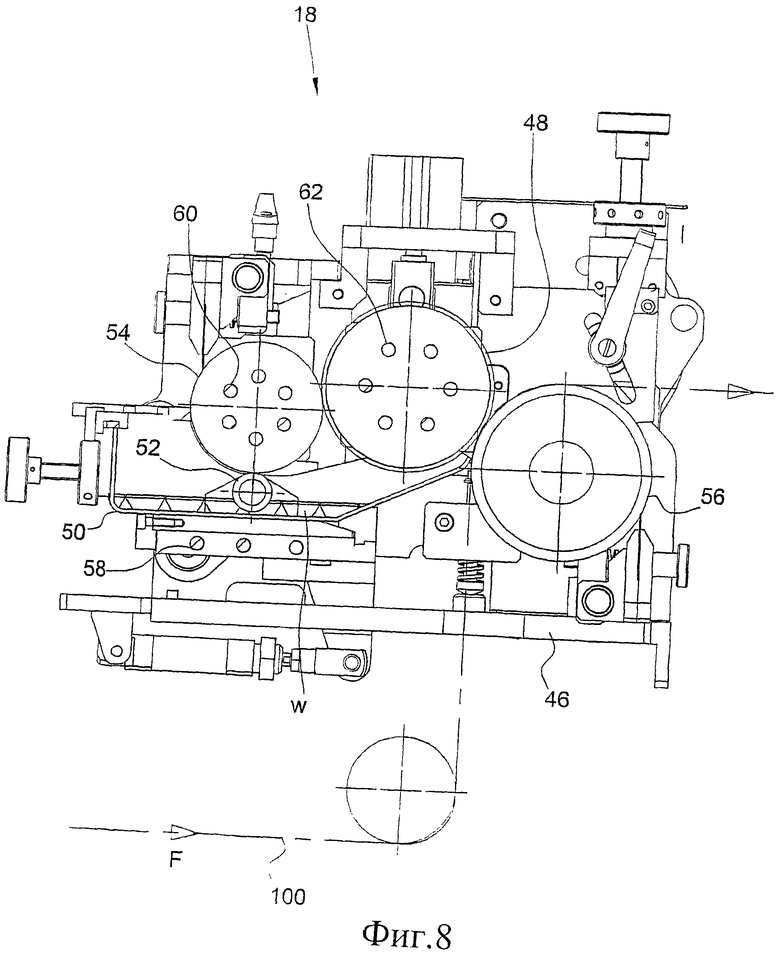
фиг.8 изображает вид сбоку печатной станции, показанной на фиг.7.
В частности, на фиг.1 показана предложенная установка для поточной обработки одноразовых изделий, обозначенная в целом номером 10 позиции.
Указанная установка 10 содержит отдельные модули, которые расположены в ряд, то есть последовательно один за другим, и могут изготавливать, складывать и, возможно, упаковывать, например, отпечатанные и/или декорированные очищающие или гигиенические салфетки из стандартного лентообразного печатного носителя 100, впоследствии пропитываемые дезодорирующими, дезинфицирующими и/или очищающими веществами или жидкостями.
Более подробно, установка 10, прежде всего, содержит первый размоточный модуль или блок 12 для одного или более рулонов 14 лентообразного материала 100, являющегося основой для изготавливаемых одноразовых изделий (салфеток). Соответственно, может быть предусмотрен подъемный модуль 16, расположенный у данного размоточного блока 12 и выполненный с возможностью перемещения рулонов 14 с их подачей на размоточный блок 12.
Лента 100, поступающая при разматывании каждого рулона, вводится в расположенный за блоком 12 печатный модуль 18, выполненный с возможностью нанесения термопечатью декоративных узоров, товарных знаков и/или надписей на указанную ленту и, соответственно, на каждую полученную из нее салфетку с помощью конкретной краски W на основе парафина или натурального воска (фиг.4 и 8) и/или их смеси, как описано более подробно ниже.
После получения несмываемого отпечатка требуемого узора на ленте 100 ее подают к складывающему, разрезающему и при желании пропитывающему модулю или станции 20, расположенному за модулем 18. В указанной станции 20 отпечатанная лента 100 может быть пропитана растворами различных типов, например, дезодорирующими, дезинфицирующими и/или очищающими средствами.
Во время этапа пропитывания отпечатанная лента 100 может быть проведена через специальные валики с отверстиями, из которых выпускается предусмотренный пропитывающий раствор, либо указанная лента 100 может быть непосредственно подвергнута опрыскиванию дезодорирующим и/или очищающим веществом, распределяемым подходящими распыляющими соплами, либо она может быть погружена в контейнер, содержащий наносимое на ленту дезодорирующее и/или очищающее вещество.
После пропитки ленту 100 складывают требуемым образом в станции 20, которая содержит, например, складывающий блок, относящийся к типу блока с валиками противоположного вращения, после чего ее разрезают с получением гигиенических или очищающих салфеток заданных размеров. Затем полученные таким образом салфетки могут быть направлены с помощью автоматизированной передаточной станции 22 к расположенной далее упаковочной станции 24.
Кроме того, может быть предусмотрен дополнительный этап увлажнения салфеток, выполняемый после операций складывания и разрезания с помощью пропитывающего устройства (не показано), расположенного за разрезающей станцией 20 обособлено и отдельно от нее.
В упаковочной станции 24 по существу известным способом может выполняться создание стопок, которые содержат заданное количество отпечатанных, пропитанных и сложенных салфеток и готовы к упаковыванию указанной станцией 24 в соответствующие запечатанные пакеты, готовые для использования.
Наконец, за упаковочной станцией 24 может быть расположена управляющая станция 26, выполненная с возможностью осуществления взвешивания, подсчета, проверки или другого контроля пакетов, поступающих из указанной упаковочной станции 24.
На фиг.2 изображен вид в аксонометрии первого варианта выполнения печатного модуля 18, входящего в состав установки 10. В частности, модуль 18, показанный на фиг.2, выполнен с возможностью работы в соответствии с широко известным способом шелкотрафаретной печати.
В соответствии с данным вариантом выполнения печатный модуль 18 может запускать процесс шелкотрафаретной термопечати для декорирования по меньшей мере одной части каждой салфетки, поступающей из ленты 100, расплавленным веществом W, нерастворимым в воде. Такое нерастворимое вещество W выбирают из парафинов, натуральных восков и/или их смесей, а также смешивают с красителями и/или пигментами.
Процесс шелкотрафаретной термопечати выполняют путем проведения размотанной с рулона 14 ленты 100 в печатный модуль 18. Такой модуль 18 по существу содержит печатный цилиндр 28, вращающийся вокруг своей оси симметрии и находящийся в рабочем контакте с противодействующим цилиндром 30. Цилиндр 28 приводится во вращение соответствующим приводным двигателем 32 синхронно по току со складывающей и разрезающей станцией 20, так что процесс печати происходит в фазе с последующей операцией складывания как при ускорении работы установки 10, так и при заданной обычной рабочей скорости. Конструкция печатного цилиндра 28 представляет собой полый никелевый цилиндр, имеющий предпочтительно малую толщину, равную 0,08 мм, и соответствующим образом присоединенный к раме печатного модуля 18 с помощью наружной гильзы 34. Выполненный таким образом узел известен как печатная гильза и/или цилиндр, который ограничивает внутреннюю полость 36, проходящую по существу в осевом направлении (фиг.5 и 6).
Печатный модуль 18 содержит плавильный или разжижающий блок (не показан), предназначенный для нагревания воска W, предпочтительно парафина, который должен быть разжижен для обеспечения возможности его нанесения при печати на лентообразный носитель 100, и для подачи указанного жидкого воска W во внутреннюю полость 36 цилиндра 28. Преимущественно во время работы установки 10 плавильный блок обеспечивает возможность поддерживания воска W, подаваемого к цилиндру 28 модуля 18, при температуре приблизительно 85-90°С с обеспечением его пребывания в жидком состоянии.
Кроме того, печатный модуль 18 содержит по меньшей мере один нагревательный блок 38, использующий, например, горячий воздух и исключающий чрезмерное охлаждение и, соответственно, отверждение воска W, подаваемого плавильным блоком, перед его отпечатыванием на лентообразном носителе 100. Нагревательный блок 38 содержит воздуховоды 40, выполненные с возможностью нагнетания горячего воздуха в печатный цилиндр 28 и, более конкретно, во внутреннюю полость 36, ограниченную печатной гильзой 34. Температура нагнетаемого воздуха регулируется с помощью датчика, как правило, датчика инфракрасного излучения, а также с помощью инструмента, определяющего относительную температуру. Таким образом, температура воска W поддерживается на достаточно высоком уровне с обеспечением возможности его пребывания в жидком состоянии во время этапа печати на лентообразном носителе 100, из которого будут изготовлены салфетки.
Гильза 34 выполнена из соответствующей сетки для шелкотрафаретной печати и имеет поверхностные сквозные микроотверстия 42, предназначенные для выпуска воска W на печатный носитель 100. Диаметр и, следовательно, протяженность печати, определяемые цилиндром 28, приведены в соответствие с предусмотренным форматом складывания, выполняемого в расположенном далее складывающем и разрезающем модуле 20.
Как показано на подробном виде, приведенном на фиг.4, в цилиндре 28 выполнен ракель 44, относящийся к типу ракеля с вращающимся валиком на внутренней поверхности печатной гильзы 34 и предназначенный для распределения горячего и жидкого воска W, содержащегося в полости 36 и поступающего из плавильного блока, на лентообразный носитель 100, который проходит через печатный модуль 18, и прижатия этого воска. Это обеспечивает возможность идеального распределения окрашенных восков или парафинов через микроотверстия 42, выполненные на гильзе 34 цилиндра 28, которые в зависимости от их конкретного расположения формируют изображение или украшение, отпечатываемое на носителе 100.
Противодействующий цилиндр 30 выполнен из хромированного сплава очищенного алюминия и может содержать или не содержать охлаждающие системы, например, с охлажденной водой. Такая операция охлаждения, безусловно, обеспечивает повышение адгезии между носителем 100 и воском W. Как вариант, этап охлаждения или высушивания может заключаться просто в обеспечении контакта носителя 100 с воздухом в месте, расположенном за местом выполнения этапа печатания, в течение определенного периода времени перед последующей операцией увлажнения. Давление при печати, определяемое цилиндром 30, может регулироваться с помощью клиновой системы, которая обеспечивает возможность микрометрического регулирования давления.
На фиг.7 изображен вид в аксонометрии второго варианта выполнения печатного модуля, входящего в состав установки 10. В частности, модуль 18, показанный на фиг.7, выполнен с возможностью работы в соответствии с широко известным способом флексографической печати.
Кроме того, в соответствии с данным вторым вариантом выполнения печатный модуль 18 может запускать процесс флексографической термопечати для декорирования по меньшей мере части каждой салфетки расплавленным веществом W, нерастворимым в воде. Такое нерастворимое вещество W также выбирают из парафинов, натуральных восков и/или их смесей и также смешивают с красителями и/или пигментами.
Модуль 18 для флексографической печати по существу содержит раму 46, на которой установлен формный цилиндр 48, предназначенный для нанесения на непрерывную ленту 100 жидкого воска W, забираемого с соответствующего поддона 50 (фиг.8) с помощью прорезиненного валика 52 и ячеистого раскатного цилиндра 54 так называемого «анилоксового» типа, который находится в контакте с формным цилиндром 48 и вращается в противоположном ему направлении. Лента 100 подается в направлении стрелки F и удерживается в контакте с формным цилиндром 48 с помощью противодействующего цилиндра 56, который вращается в противоположном направлении относительно указанного формного цилиндра 48.
Кроме того, в данном иллюстративном варианте выполнения печатного модуля 18 предусмотрено наличие приводного двигателя 32, обеспечивающего перемещение различных цилиндров, а также плавильного или разжижающего блока, предназначенного для нагревания окрашенных восков и парафинов W, образующих печатную краску.
Для поддержания воска в жидком состоянии перед нанесением на ленту 100 поддон 50 снабжен нагревательными средствами, содержащими, например, одно или более электрических сопротивлений 58, поддерживаемых при регулируемой температуре. Сопротивления 58 могут, например, представлять собой сопротивления патронного типа мощностью 300 Вт каждое.
Аналогичным образом, печатные цилиндры, то есть формный цилиндр 48 и раскатной цилиндр 54, и, возможно, прорезиненный валик 52 также могут быть нагреты с помощью соответствующих электрических сопротивлений 60 и 62, которые вставлены в них и соединены с вращающимися коллекторами и с устройством для регулирования температуры различных областей каждого цилиндра. Кроме того, в данном случае электрические сопротивления могут, например, представлять собой сопротивления патронного типа, способные поддерживать постоянную температуру 85-87°С на поверхности указанных цилиндров.
Как вариант, также могут применяться другие нагревательные средства, использующие при работе электричество или горячую текучую среду.
Определение и регулирование температуры выполняется с помощью соответствующих датчиков и/или зондов, в которых обычно используется инфракрасное излучение.
Прорезиненный валик 52 покрыт материалом наподобие силиконового каучука, устойчивым к высоким температурам, и содержит пневматическое устройство, которое управляется центральной системой управления (ПЛК) установки 10 и обеспечивает перемещение указанного валика от цилиндра 54. Для удерживания избытка воска предусмотрен затворный механизм.
Ячеистый цилиндр 54 содержит сменный кожух и обеспечивает различные значения расхода печатной краски для обеспечения соответствия требуемым характеристикам печати, а также оптимизации переноса воска W к формному цилиндру 48. Цилиндр 54 содержит устройство для ручного регулирования давления, оказываемого на формный цилиндр 48, и затворный механизм, обеспечивающий удерживание в стороне избытка воска W.
Формный цилиндр 48 содержит сменный алюминиевый кожух со средствами быстрого крепления байонетного типа, а также пневматическое устройство, предназначенное для перемещения указанного цилиндра от положения печати с обеспечением микрометрического регулирования давления, оказываемого при печати на носитель 100.
Наконец, в противодействующем цилиндре 56 может быть выполнена охлаждающая система, содержащая охлажденную воду и обеспечивающая повышение адгезии между носителем 100 и воском W.
Независимо от типа вариантов выполнения печатные станции 18 установки 10 обеспечивают возможность печати на лентообразном носителе 100, который может представлять собой ткань, нетканый материал или бумагу. Кроме того, имеется возможность печати воском на тисненых тканях, однако с меньшей четкостью. Декоративные узоры, товарные знаки и/или логотипы могут быть напечатаны на одной стороне носителя 100 и, следовательно, изготавливаемых из него салфеток, или на обеих его сторонах.
В случае необходимости печати многоцветного изображения может использоваться соответствующее количество печатных модулей 18, работающих на ленте 100 последовательно.
Таким образом, очевидно, что предложенная установка для поточной обработки одноразовых изделий обеспечивает достижение вышеуказанных целей. В отличие от установок со стандартными устройствами для шелкотрафаретной и флексографической печати, которые имеются в продаже и в которых используются обычные печатные краски с добавленными растворителями или без них, указанная установка обеспечивает достижение следующих преимуществ:
- защиту обрабатываемого изделия (увлажненной или неувлажненной салфетки) с точки зрения гигиенических и токсикологических свойств после использования натуральных восков и парафинов, окрашенных нетоксичными пигментами в соответствии со стандартами FDA (Управление по санитарному надзору за качеством пищевых продуктов и медикаментов, США) и при использовании косметических средств,
- возможность увлажнения отпечатанного изделия дезинфицирующими, дезодорирующими и/или очищающими жидкостями или растворами при отсутствии недостатка, связанного с образованием окрашенных ореолов, которые могут загрязнить указанное изделие с медицинской и гигиенической точек зрения,
- использование энергии и веществ (печатных красок, горячего воздуха) экологически приемлемым и удобным способом в соответствии с существующими стандартами безопасности,
- возможность выполнения дополнительных операций обработки отпечатанной ленты непосредственно после этапа печати, обусловленная по существу мгновенным обеспечением устойчивости отпечатка в отличие от обычного процесса печати, который требует значительного времени для высушивания и часто требует специальных дополнительных устройств (для воздействия УФ-излучением и т.п.),
- возможность плотного соединения печатной станции со складывающей и разрезающей станцией с обеспечением, таким образом, надлежащего выравнивания печати (без смещения от заданного положения) на отрезанном изделии.
Выполненная таким образом предложенная установка для поточной обработки одноразовых изделий в любом случае может быть подвергнута различным модификациям и изменениям, все из которых находятся в рамках идеи изобретения. Кроме того, все элементы могут быть заменены их техническими эквивалентами, тогда как формы и размеры могут быть любыми при условии их удовлетворения техническим требованиям.
Таким образом, объем правовой охраны изобретения определен прилагаемой формулой изобретения.
Установка (10) для поточной обработки одноразовых изделий содержит по меньшей мере один размоточный блок (12) для одного или более рулонов (14) лентообразного материала (100), являющегося основой для изделия, по меньшей мере один печатный блок (18), расположенный за указанным размоточным блоком (12) с возможностью термопечати декоративных узоров, товарных знаков и/или надписей на лентообразном материале (100) с помощью краски (W) на основе парафина или натурального воска и/или их смесей, и, по меньшей мере один складывающий и разрезающий блок (20), который расположен за печатным блоком (18), и в котором отпечатанный лентообразный материал (100) складывается и разрезается с получением изделия. Печатный блок (18) содержит, по меньшей мере, один плавильный или разжижающий блок для подачи и нагревания окрашенных восков или парафинов (W), разжижаемых для обеспечения возможности их нанесения на лентообразный материал (100), а также одно или более нагревательных средств, выполненных с возможностью исключения охлаждения и, соответственно, отверждения окрашенных восков или парафинов (W), подаваемых плавильным блоком, перед нанесением восков (W) на материал (100). Технический результат - упрощение изготовления из лентообразного печатного носителя готового для упаковки отпечатанного одноразового изделия с обеспечением его гигиенической и токсикологической защиты. 19 з.п. ф-лы, 8 ил.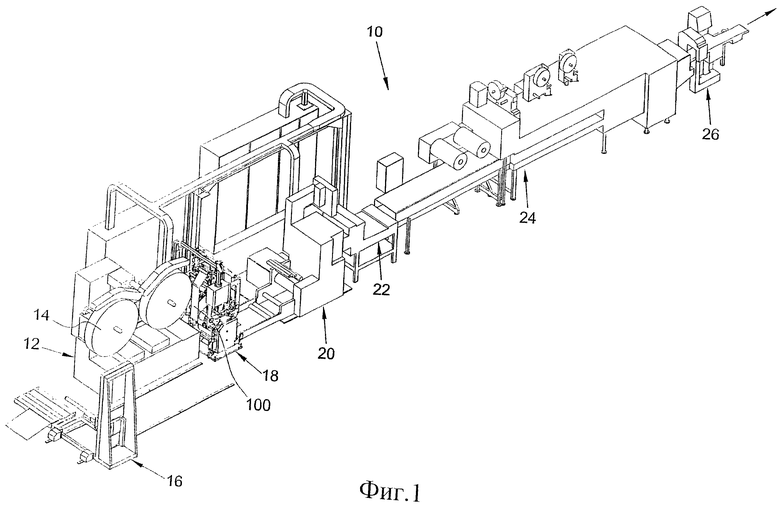
1. Установка (10) для поточной обработки одноразовых очищающих или гигиенических салфеток, содержащая
- по меньшей мере один размоточный блок (12) для рулона (14) лентообразного материала (100), являющегося основой для указанных очищающих или гигиенических салфеток,
- по меньшей мере один печатный блок (18), расположенный за указанным размоточным блоком (12) и выполненный с возможностью термопечати декоративных узоров, товарных знаков и/или надписей на указанном лентообразном материале (100) с помощью краски (W) на основе парафина или натурального воска и/или их смесей,
- по меньшей мере один складывающий и разрезающий блок (20), который расположен за указанным печатным блоком (18) и в котором отпечатанный лентообразный материал (100) складывается и разрезается с получением указанных очищающих или гигиенических салфеток, причем указанный складывающий и разрезающий блок (20) выполнен с возможностью пропитывания указанного лентообразного материала (100) дезодорирующими, дезинфицирующими и/или очищающими растворами,
- по меньшей мере один упаковочный блок (24), который расположен за указанным складывающим и разрезающим блоком (20) и в котором указанные очищающие или гигиенические салфетки складываются в стопку и упаковываются в соответствующие запечатанные пакеты,
- по меньшей мере один управляющий блок (26), расположенный за указанным упаковочным блоком (24) и выполненный с возможностью осуществления взвешивания, подсчета, проверки или другого контроля пакетов, поступающих из указанного упаковочного блока (24),
причем печатный блок (18) содержит по меньшей мере один плавильный или разжижающий блок, предназначенный для подачи и нагревания указанной краски (W), которая должна быть разжижена для обеспечения возможности ее нанесения при печати на лентообразный материал (100), а также одно или более нагревательных средств (38, 58, 60, 62), выполненных с возможностью исключения охлаждения и соответственно отверждения указанной краски (W), подаваемой указанным плавильным или разжижающим блоком, перед ее отпечатыванием на лентообразном материале (100).
2. Установка (10) по п.1, отличающаяся тем, что указанный печатный блок (18) выполнен с возможностью работы в соответствии со способом шелкотрафаретной печати и содержит по меньшей мере один печатный цилиндр (28), присоединенный к раме печатного блока (18) с помощью наружной гильзы (34), которая ограничивает внутреннюю полость (36), проходящую, по существу, в осевом направлении.
3. Установка (10) по п.2, отличающаяся тем, что указанный плавильный или разжижающий блок выполнен с возможностью подачи краски (W) в указанную внутреннюю полость (36) печатного цилиндра (28).
4. Установка (10) по п.3, отличающаяся тем, что указанные нагревательные средства (38) содержат воздуховоды (40), выполненные с возможностью нагнетания горячего воздуха в указанную внутреннюю полость (36) печатного цилиндра (28).
5. Установка (10) по п.4, отличающаяся тем, что указанный печатный блок (18) содержит сенсорное устройство для регулирования температуры воздуха, нагнетаемого во внутреннюю полость (36) печатного цилиндра (28).
6. Установка (10) по любому из пп.2-5, отличающаяся тем, что указанная наружная гильза (34) имеет поверхностные сквозные микроотверстия (42), предназначенные для выпуска краски (W) на лентообразный материал (100).
7. Установка (10) по п.6, отличающаяся тем, что в указанной внутренней полости (36) печатного цилиндра (28) расположен по меньшей мере один ракель (44), предназначенный для распределения краски (W) на лентообразный материал (100) и ее придавливания.
8. Установка (10) по п.7, отличающаяся тем, что указанный ракель (44) относится к типу ракеля с вращающимся валиком, расположенным на внутренней поверхности указанной гильзы (34).
9. Установка (10) по любому из пп.2-5, отличающаяся тем, что указанный печатный цилиндр (28) расположен в рабочем контакте с противодействующим цилиндром (30), содержащим охлаждающую систему с охлажденной водой.
10. Установка (10) по п.9, отличающаяся тем, что давление при печати, определяемое указанным противодействующим цилиндром (30), регулируется с помощью клиновой системы.
11. Установка (10) по п.1, отличающаяся тем, что указанный печатный блок (18) выполнен с возможностью работы в соответствии со способом флексографической печати и содержит по меньшей мере один формный цилиндр (48), предназначенный для нанесения на указанный лентообразный материал (100) краски (W), забираемой с поддона (50) с помощью прорезиненного валика (52) и раскатного цилиндра (54), который находится в контакте с указанным формным цилиндром (48) и вращается в противоположном ему направлении.
12. Установка (10) по п.11, отличающаяся тем, что указанные нагревательные средства (58) содержат одно или более электрических сопротивлений, поддерживаемых при регулируемой температуре и расположенных у указанного поддона (50) для обеспечения поддержания краски (W) в жидком состоянии.
13. Установка (10) по п.12, отличающаяся тем, что указанные нагревательные средства (60, 62) содержат одно или более электрических сопротивлений, поддерживаемых при регулируемой температуре и вставленных соответственно в формный цилиндр (48) и раскатной цилиндр (54).
14. Установка (10) по п.13, отличающаяся тем, что указанные электрические сопротивления (58, 60, 62) соединены с вращающимися коллекторами и сенсорными устройствами для регулирования температуры.
15. Установка (10) по п.14, отличающаяся тем, что указанные электрические сопротивления (58, 60, 62) представляют собой сопротивления патронного типа.
16. Установка (10) по любому из пп.11-15, отличающаяся тем, что указанный раскатной цилиндр (54) содержит сменный кожух и обеспечивает различные значения расхода печатной краски (W) для обеспечения оптимизации переноса краски (W) к формному цилиндру (48).
17. Установка (10) по п.16, отличающаяся тем, что указанный раскатной цилиндр (54) содержит устройство для ручного регулирования давления, оказываемого на формный цилиндр (48), и затворный механизм, предназначенный для удерживания избытка краски (W).
18. Установка (10) по любому из пп.11-15, отличающаяся тем, что указанный формный цилиндр (48) расположен в рабочем контакте с противодействующим цилиндром (56), содержащим охлаждающую систему с охлажденной водой.
19. Установка (10) по п.1, дополнительно содержащая по меньшей мере одно пропитывающее устройство, расположенное за указанным складывающим и разрезающим блоком (20) обособленно и отдельно от него и выполненное с возможностью осуществления дополнительного этапа увлажнения указанных очищающих или гигиенических салфеток.
20. Установка (10) по п.1, дополнительно содержащая по меньшей мере один подъемный блок (16), расположенный у размоточного блока (12) и выполненный с возможностью перемещения рулона (14) для его подачи на указанный размоточный блок (12).
| УСТРОЙСТВО И СПОСОБ ДЛЯ ВЗБИВАНИЯ И РАСКАТЫВАНИЯ ЛЕНТЫ ПИЩЕВОГО ТЕСТА | 2003 |
|
RU2268594C2 |
| СТИМУЛЯТОР СЕКСУАЛЬНЫХ ОЩУЩЕНИЙ | 1994 |
|
RU2106836C1 |
| US 3229627 A, 18.01.1966 | |||
| WO 2007078499 A1, 12.07.2007 | |||
| Устройство управления блокамиРАздЕлЕНия ВОздуХА | 1979 |
|
SU815433A1 |
| УСТАНОВКА ДЛЯ ПЕЧАТИ ПРИ ПОМОЩИ ПЕРЕНОСА, В ЧАСТНОСТИ ПУТЕМ ЗОЛОТОГО ТИСНЕНИЯ | 1999 |
|
RU2248887C2 |

