[0001] ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Один аспект относится к многослойному изделию из бумаги тиссью. Еще один аспект относится к способу получения многослойного изделия из бумаги тиссью. Такое многослойное изделие из бумаги тиссью находит конкретное, хотя не исключительное, применение в промышленности, производящей бумагу тиссью. Бумага тиссью может быть использована для гигиенических или бытовых целей. В качестве одного примера, полотно бумаги тиссью наматывают на втулку для цели изготовления бумажных полотенец, рулонов туалетной бумаги, рулонов косметической бумаги, салфеток для ванной комнаты, протирочной бумаги или рулонов кухонной бумаги. В качестве еще одного примера, полотно бумаги тиссью складывают для изготовления косметических салфеток, носовых платков, туалетной бумаги или салфеток.
[0003] УРОВЕНЬ ТЕХНИКИ
[0004] В последующем описании изделие из бумаги тиссью означает абсорбирующую бумагу на основе целлюлозной ваты, которая в этой области технологии также называется базовым листом бумаги тиссью. Как правило, абсорбирующая бумага имеет низкий базовый вес, в диапазоне от 10 до 60 г/м2 или от 30 до 50 г/м2.
[0005] Бумага тиссьюможет быть получена из волокон для производства бумаги согласно «Традиционным способам», как при изготовлении «бумаги тиссью сухого крепирования» или «бумаги тиссью мокрого крепирования», или «способам структурирования бумаги тиссью», таким как способ получения сквозной сушкой горячим воздухом (TAD), изготовлением некрепированной бумаги тиссью сквозной воздушной сушкой (UCTAD), или альтернативными способами изготовления, например, посредством усовершенствованной системы формования бумаги тиссью (ATMOS) компании Voith, или энергоэффективной технологически усовершенствованной сушки eTAD компании Georgia Pacific, или по технологии структурирования бумаги тиссью SST компании Metso Paper. Также могут быть применены гибридные способы, такие как NTT (Новая текстурированная бумага тиссьюкомпании Metso Paper), которые представляют собой видоизменения традиционных способов.
[0006] Традиционный способ получения с сухим крепированием включает стадии:
– прессования и высушивания влажных бумажных волокон в форме листа на имеющем большой диаметр нагретом барабане (также называемом американским сушильным барабаном); и
– последующего отделения и крепирования листа из высушенных бумажных волокон посредством металлического лезвия, установленного напротив указанного барабана, поперек направления его вращения.
[0007] При операции крепирования в листе создаются волнистые неровности поперек направления его перемещения. Операция крепирования увеличивает толщину листа, и придает листу эластичность и создает характерные свойства на ощупь.
[0008] Способ изготовления TAD включает стадии:
– формования листа из влажных бумажных волокон на полотне; и
– последующего высушивания листа, по меньшей мере частично, посредством пропускания через него потока горячего воздуха.
[0009] После этого высушенный лист может быть крепирован.
[0010] Полотно абсорбирующей подложки также может представлять собой полотно нетканого материала, который получается способом воздушной укладки волокон или фильерным способом холстоформирования, или другими способами получения. Нетканый материал, включающий целлюлозные волокна, имеет отношение к абсорбирующей бумаге, которая в этой области технологии также называется нетканым материалом или полотном, выполненным из волокон типа полученного воздушной укладкой полотна. Типичная абсорбирующая бумага имеет базовый вес в диапазоне от 20 до 300 г/м2 или от 40 до 60 г/м2.
[0011] После того, как абсорбирующая подложка была изготовлена, необходимо проводить отдельную производственную операцию, называемую операцией преобразования, чтобы сформировать конечное изделие (то есть, бумажное полотенце, рулоны туалетной бумаги, салфетки для ванной комнаты, протирочную бумагу, рулоны кухонной бумаги, носовые платки, и т.д.). При проведении операции преобразования несколько таких листов, также называемых слоями, могут быть объединены с образованием указанного конечного изделия.
[0012] Могут быть объединены несколько слоев друг с другом, чтобы придавать листу определенные свойства, такие как толщина, мягкость и объемистость.
[0013] Несколько слоев могут быть объединены друг с другом в операции соединения, имеющего химическую природу (например, посредством клеевого соединения), или механическую природу (например, посредством накатки или тиснения), или комбинаций их обоих. Во время клеевого соединения на некоторую часть поверхности или на всю поверхность одного из слоев наносится пленка клея, затем обработанная клеем поверхность приводится в контакт с поверхностью по меньшей мере одного другого слоя. В случае механического объединения слои могут быть соединены накаткой или сжатием, или тиснением. Тиснение представляет собой деформацию по толщине слоя или многочисленных слоев. Результатом его является слой, имеющий особенный рельеф или вдавленности. Толщина слоя или многочисленных слоев после тиснения возрастает по сравнению с их начальной толщиной.
[0014] Существует потребность в улучшении толщины, мягкости, объемистости, абсорбционной емкости и/или прочности (то есть, свойств) многослойных гигиенических изделий. Кроме того, это должно получаться с использованием меньшего количества бумажных волокон, обеспечивая экономически выгодные и экологически благоприятные аспекты. Например, существует потребность в получении подобных свойств при меньшем числе слоев, например, с четырехслойным изделием, имеющим свойства пятислойного изделия.
[0015] СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0016] Может быть желательным обеспечение многослойного изделия из бумаги тиссью, имеющего свойства, подобные свойствам многослойных изделий из бумаги тиссью согласно прототипу, в то же время включающего меньшее число слоев. В альтернативном варианте, может быть желательным представление многослойного изделия из бумаги тиссью, имеющего лучшие свойства и/или технические характеристики, чем соответствующее прототипу пятислойное изделие из бумаги тиссью, в то же время имеющее такое же количество волокон.
[0017] Согласно одному аспекту, представлено многослойное изделие из бумаги тиссью, включающее по меньшей мере четыре слоя, выполненных из листа на основе бумаги тиссью или нетканого материала, в котором:
– два внутренних слоя размещаются между первым наружным слоем на одной стороне и вторым наружным слоем на еще одной стороне;
– два внутренних слоя являются плоскими слоями;
– первый и второй наружные слои включают узор микротиснения; и
– только один из указанных наружных слоев дополнительно включает декоративный тисненый узор.
[0018] По меньшей мере 51% поверхности двух внутренних слоев могут быть плоскими.
[0019] По меньшей мере 90% поверхности двух внутренних слоев могут быть плоскими.
[0020] От около 0,2% до 20%, в частности, от 0,5% до 6% поверхности между вторым внутренним слоем и вторым наружным слоем являются склеенными.
[0021] Между двумя внутренними слоями может быть размещен дополнительный сердцевинный слой.
[0022] Дополнительный сердцевинный слой может включать узор микротиснения.
[0023] Первый наружный слой может быть соединен со вторым внутренним слоем и третьим внутренним слоем посредством по меньшей мере некоторых вершин вторых выступов, связанных с декоративным тисненым узором, и четвертый наружный слой может быть соединен с третьим внутренним слоем посредством по меньшей мере некоторых вершин третьих выступов, связанных со вторым узором микротиснения.
[0024] Узоры микротиснения первого наружного слоя и четвертого наружного слоя могут включать выступы по существу с идентичными высотами.
[0025] Выступы узоров микротиснения могут быть выбраны из гофрирований, неровностей, волнообразных профилей, микротиснений на основе пирамиды или конуса, микротиснений на основе усеченной пирамиды или усеченного конуса.
[0026] Согласно еще одному аспекту, представлен способ получения многослойного изделия из бумаги тиссью, включающего по меньшей мере четыре слоя, выполненных из листа на основе бумаги тиссью или нетканого материала, причем два внутренних слоя размещаются между первым наружным слоем на одной стороне и вторым наружным слоем на еще одной стороне, причем способ получения включает:
– микротиснение отдельно первого и второго наружных слоев;
– тиснение только одного из указанных наружных слоев;
– ламинирование и соединение слоев первого наружного слоя и второго внутреннего слоя друг с другом;
– отдельное ламинирование и соединение слоев третьего внутреннего слоя и четвертого наружного слоя друг с другом; и
– отдельное связывание друг с другом ламинированных первого наружного слоя и второго внутреннего слоя с ламинированными третьим внутренним слоем и четвертым наружным слоем.
[0027] Многослойное изделие из бумаги тиссью может дополнительно включать дополнительный сердцевинный слой, размещенный между двумя внутренними слоями, причем указанный сердцевинный слой ламинирован и соединен, на одной стороне, с первым наружным слоем и вторым внутренним слоем, и на еще одной стороне с третьим внутренним слоем и четвертым наружным слоем.
[0028] Дополнительный сердцевинный слой может быть дополнительно снабжен микротиснением перед стадиями ламинирования и соединения слоев.
[0029] Согласно дополнительному аспекту, представлено устройство/линия преобразования для исполнения способа получения многослойного изделия из бумаги тиссью, включающего по меньшей мере четыре слоя, выполненных из листа на основе бумаги тиссью или нетканого материала, как описано выше, содержащая два отдельных ламинирующих модуля.
[0030] Согласно еще одному дополнительному аспекту, представлен рулон листового материала, включающий многослойное изделие из бумаги тиссью согласно одному варианту осуществления изобретения, намотанное на втулку.
[0031] Согласно еще одному дополнительному аспекту, представлен складчатый листовой материал, включающий многослойное изделие из бумаги тиссью согласно одному варианту осуществления изобретения и сложенный в упаковку.
[0032] Согласно еще одному дополнительному аспекту, представлено применение многослойного изделия из бумаги тиссью согласно одному варианту осуществления изобретения в качестве бумажного полотенца, рулонов туалетной бумаги, салфеток для ванной комнаты, протирочной бумаги, рулонов кухонной бумаги, косметических салфеток, носовых платков или салфеток.
[0033] Многослойное изделие из бумаги тиссью согласно одному варианту осуществления изобретения является объемистым, толстым и мягким по сравнению с эквивалентным многослойным изделием из бумаги тиссью, имеющимся в продаже на рынке. В результате этого достигается хорошее ощущение на ощупь, в то же время с меньшим удельным весом на единицу площади (граммажем) сравнительно с традиционными многослойными изделиями из бумаги тиссью, проявляющими подобные объемистость и мягкость, но имеющими большее число слоев. Благодаря меньшему числу слоев для сходных свойств результатом изобретение дополнительно является экономия бумажных волокон. Таким образом, многослойное изделие из бумаги тиссью согласно изобретению является экологичным, по меньшей мере сокращает нагрузку на целлюлозно–бумажную промышленность, и дополнительно позволяет свести к минимуму производственные расходы. Кроме того, структура многослойного изделия из бумаги тиссью позволяет сохранять толщину во время операций намотки.
[0034] Другие преимущества будут очевидными из последующего описания вариантов осуществления изобретения.
[0035] КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0036] Настоящее изобретение иллюстрировано с помощью примеров и не ограничивается сопроводительными чертежами, в которых сходные кодовые номера позиций обозначают подобные элементы.
– ФИГ. 1 и 1А представляют вид сбоку в разрезе многослойного изделия из бумаги тиссью, схематически иллюстрирующий первый вариант исполнения, включающий четыре слоя;
– ФИГ. 2 и 2А представляют вид сбоку в разрезе многослойного изделия из бумаги тиссью, схематически иллюстрирующий второй вариант исполнения, включающий пять слоев;
– ФИГ. 3 и 4 схематически иллюстрируют вид стороны многослойного изделия из бумаги тиссью, включающего декоративный тисненый узор согласно первому и второму примерами, соответственно;
– ФИГ. 5 и 6 представляют вид сбоку в разрезе многослойного изделия из бумаги тиссью, схематически иллюстрирующий третий и четвертый вариант исполнения, включающий пять слоев, соответственно;
– ФИГ. 7 представляет вид сбоку в разрезе многослойного изделия из бумаги тиссью, схематически иллюстрирующий пятый вариант исполнения, включающий шесть слоев; и
– ФИГ. 8 и 9 схематически и частично иллюстрируют примеры сборочного устройства для преобразования и способ получения многослойного изделия из бумаги тиссью согласно первому варианту исполнения и второму варианту исполнения, соответственно.
[0037] ПОДРОБНОЕ ОПИСАНИЕ КОНКРЕТНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0038] ФИГУРЫ 1, 1А и 2, 2А представляют виды сбоку в разрезе, схематически иллюстрирующие структуру слоев многослойного изделия из бумаги тиссью согласно первому варианту исполнения и второму варианту исполнения, соответственно. ФИГ. 1 и 2 схематически иллюстрируют структуру слоев многослойного изделия из бумаги тиссью, показывая слои, которые четко отделены друг от друга ради ясности. ФИГ. 1А и 2А схематически иллюстрируют структуру слоев многослойного изделия из бумаги тиссью, показывая слои, которые были вдавлены в стадии тиснения процесса ламинирования, тем самым более близкие к фактической структуре многослойного изделия из бумаги тиссью.
[0039] ФИГ. 1 схематически иллюстрирует первый вариант исполнения многослойного изделия из бумаги тиссью 100, включающего четыре слоя, а именно, первый наружный слой 1, второй внутренний слой 2, третий внутренний слой 3 и четвертый наружный слой 4. Второй 2 и третий 3 слои размещены в центральном положении между первым 1 и четвертым 4 слоями. Таким образом, первый наружный слой 1 находится на одной стороне многослойного изделия из бумаги тиссью 100, тогда как четвертый наружный слой 4 находится на другой стороне многослойного изделия из бумаги тиссью 100. Каждый из этих слоев может быть выполнен из базового листа бумаги тиссью, полученного либо «традиционными» способами изготовления, как в способах изготовления, например, «бумаги тиссью сухого крепирования» или «бумаги тиссью мокрого крепирования», или «структурированой бумаги тиссью», например, таким как способ получения «сквозной сушкой горячим воздухом» (TAD).
[0040] Второй внутренний слой 2 включает переднюю и заднюю поверхности, которые являются гладкими и плоскими. Второй внутренний слой 2 является нетронутым или необработанным (то есть, не подвергнутым ни микротиснению, ни тиснению) во время процесса преобразования (то есть, в сухом состоянии). Это соответствует определению «стандартно плоский». Однако здесь термин «плоский» также предполагается включающим определение «структурированный плоский», а именно, структурированную поверхность структурированного слоя, сформированную из влажного состояния сообразно технологии получения бумаги (например, структурированный слой имеет структурированную поверхность как результат воздействия ткани, используемой во время исполнения способа TAD изготовления). Третий слой 3 идентичен второму слою 2. Однако два внутренних слоя 2 и 3 подвергаются деформации, обусловленной стадией тиснения в процессе ламинирования. Такие деформации локализованы в зонах 12 сминания непосредственно позади выступов декоративного вытисненного узора 7. Таким образом, термин «плоский» в настоящей заявке означает, что по меньшей мере 51% поверхности двух внутренних слоев 2 и 3 могут быть плоскими, или по меньшей мере 90% поверхности двух внутренних слоев 2 и 3 могут быть плоскими.
[0041] Первый наружный слой 1 снабжен первым узором 6 микротиснения с первыми выступами с высотой Н1. Первый слой 1 также снабжен декоративным тисненым узором 7 со вторыми выступами с высотой Н2 (Н2>Н1). Плотность распределения первых выступов (узора 6 микротиснения) является большей, чем плотность распределения вторых выступов (декоративного вытисненного узора 7).
[0042] Четвертый наружный слой 4 снабжен вторым узором 8 микротиснения с третьими выступами с высотой Н3. Высота Н3 третьих выступов может отличаться от высоты Н2 вторых выступов. В альтернативном варианте, высота Н3 третьих выступов является подобной высоте Н2 вторых выступов (Н3=Н2). В этом альтернативном варианте первый узор 6 микротиснения подобен второму узору 8 микротиснения. Четвертый наружный слой 4 не снабжен никаким декоративным тисненым узором.
[0043] Первый слой 1 размещен и ориентирован относительно четвертого слоя 4 так, что выступы соответствующих узоров 6, 8 микротиснения и декоративного вытисненного узора 7 главным образом не находятся в совпадающей с уплотнением конфигурации или в конфигурации типа «вершина–к–вершине».
[0044] Два внутренних плоских слоя 2 и 3 придают прочность многослойному изделию из бумаги тиссью 100. Первый и четвертый наружные слои 1 и 4 обеспечивают толщину, абсорбцию и мягкость многослойного изделия из бумаги тиссью 100.
[0045] Четыре слоя могут быть связаны друг с другом посредством клея в ходе двух различных операций соединения слоев, которые будут разъяснены в отношении ФИГ. 8. В частности, первый наружный слой 1 соединяют со вторым внутренним слоем 2 и третьим внутренним слоем 3 на уровне по меньшей мере вершин 9 вторых выступов (то есть, посредством декоративного вытисненного узора 7). Четвертый наружный слой 4 соединяют с третьим внутренним слоем 3 на уровне по меньшей мере вершин 10 третьих выступов (то есть, посредством второго узора 8 микротиснения). Тем самым достигается достаточное связывание и сцепление многослойного изделия из бумаги тиссью 100.
[0046] Поскольку площади нанесения клея ограничены отдаленными плоскими зонами высоких выступов тисненого первого наружного слоя 1, может достигаться предписанная жесткость многослойного изделия из бумаги тиссью 100. Таким образом, достигаемая жесткость может быть отрегулирована. ФИГ. 1 только иллюстрирует конкретный пример, включающий соотношение между одним высоким выступом с двумя неглубокими микровыступами. Может быть понятно, что это соотношение не является ограничительным, и что может быть выбрано любое другое соотношение, чтобы обеспечить компромисс между связыванием слоев и полученной жесткостью, например, также может быть надлежащим соотношение между одним высоким выступом с пятью неглубокими микровыступами.
[0047] ФИГ. 2 схематически иллюстрирует второй вариант исполнения многослойного изделия из бумаги тиссью 100. Второй вариант исполнения отличается от первого варианта исполнения тем, что он, кроме того, включает дополнительный сердцевинный слой 5 между двумя внутренними слоями. Дополнительный сердцевинный слой 5 снабжен третьим узором 11 микротиснения с четвертыми выступами с высотой Н4. Высота Н4 четвертых выступов может отличаться от высоты Н1 первых выступов, или высоты Н2 вторых выступов, или высоты Н3 третьих выступов. В альтернативном варианте, высота Н4 четвертых выступов может быть подобна высоте Н1 первых выступов, или высоте Н2 вторых выступов, или высоте Н3 третьих выступов (Н4=Н1 или Н2 или Н3). В альтернативном варианте, изображенном в ФИГ. 2, четвертый узор 11 микротиснения подобен первому узору 6 микротиснения или второму узору 8 микротиснения.
[0048] Пять слоев могут быть связаны друг с другом клеем посредством двух различных операций соединения слоев, которые будут разъяснены в отношении ФИГ. 9. В частности, первый наружный слой 1 соединяют со вторым внутренним слоем 2 на уровне по меньшей мере вершин 9 вторых выступов (то есть, посредством декоративного вытисненного узора 7), и с дополнительным сердцевинным слоем 5 на уровне по меньшей мере перекрывающихся выступов 9А вторых выступов (то есть, посредством декоративного вытисненного узора 7) и обращенных к нему четвертых выступов (то есть, посредством узора 11 микротиснения). Четвертый наружный слой 4 соединяют с третьим внутренним слоем 3 на уровне по меньшей мере вершин 10 третьих выступов (то есть, посредством второго узора 8 микротиснения) и с дополнительным сердцевинным слоем 5 на уровне по меньшей мере перекрывающихся выступов 9А вторых выступов и обращенных к нему четвертых выступов (то есть, посредством четвертого узора 11 микротиснения). Тем самым достигается достаточное связывание и сцепление многослойного изделия из бумаги тиссью 100.
[0049] ФИГ. 3 схематически иллюстрирует вид стороны многослойного изделия из бумаги тиссью 100 (то есть, первого наружного слоя 1), включающего декоративный тисненый узор 7 согласно первому примеру. Изображенная площадь соответствует одному листу туалетной бумаги (например, прямоугольной форме с размерами 10 см×12 см). В первом примере вторые выступы с высотой Н2 декоративного вытисненного узора 7 соответствуют точечному эллипсу в центральной части листа, многочисленным точечным линиям, протяженным от каждого угла в сторону выделенного точками эллипса под различными углами, и точечным кривым вдоль каждого края листа. Центральная часть листа внутри обрисованного точечной линией эллипса, снабжена первым узором 6 микротиснения.
[0050] ФИГ. 4 схематически иллюстрирует вид стороны многослойного изделия из бумаги тиссью 100 (то есть, первого наружного слоя 1), включающего декоративный тисненый узор 7 согласно второму примеру. Изображенная площадь соответствует одному листу туалетной бумаги (например, прямоугольной форме с размерами 10 см×12 см). В первом примере вторые выступы с высотой Н2 декоративного вытисненного узора 7 соответствуют точкам, распределенным вдоль параллельных линий. Весь лист в целом снабжен первым узором 6 микротиснения.
[0051] ФИГ. 5 представляет вид сбоку в разрезе многослойного изделия из бумаги тиссью 100, схематически иллюстрирующий третий вариант исполнения, включающий пять слоев. Число первых наружных слоев 1 было удвоено относительно первого варианта исполнения в ФИГ. 1. Оба первых наружных слоя 1А и 1В снабжены первым узором 6 микротиснения с первыми выступами высотой Н1, и также декоративным тисненым узором 7 со вторыми выступами с высотой Н2 (Н2>Н1).
[0052] ФИГ. 6 представляет вид сбоку в разрезе многослойного изделия из бумаги тиссью 100, схематически иллюстрирующий четвертый вариант исполнения, включающий пять слоев. Число четвертых наружных слоев 4 было удвоено относительно первого варианта исполнения в ФИГ. 1. Оба четвертых наружных слоя 4А и 4В снабжены вторым узором 8 микротиснения с третьими выступами высотой Н3.
[0053] ФИГ. 7 представляет вид сбоку в разрезе многослойного изделия из бумаги тиссью 100, схематически иллюстрирующий пятый вариант исполнения, включающий шесть слоев. Этот вариант исполнения представляет собой комбинацию третьего и четвертого вариантов исполнения. Число первых наружных слоев 1 было удвоено относительно первого варианта исполнения в ФИГ. 1. Оба первых наружных слоя 1А и 1В снабжены первым узором 6 микротиснения с первыми выступами высотой Н1, и также декоративным тисненым узором 7 со вторыми выступами с высотой Н2 (Н2>Н1). Кроме того, число четвертых наружных слоев 4 было удвоено относительно первого варианта исполнения в ФИГ. 1. Оба четвертых наружных слоя 4А и 4В снабжены вторым узором 8 микротиснения с третьими выступами высотой Н3.
[0054] В качестве дополнительных альтернативных вариантов (не показано), варианты исполнения, изображенные в ФИГ. 5, 6 и 7, также включают дополнительный сердцевинный слой 5 между двумя внутренними слоями 2 и 3.
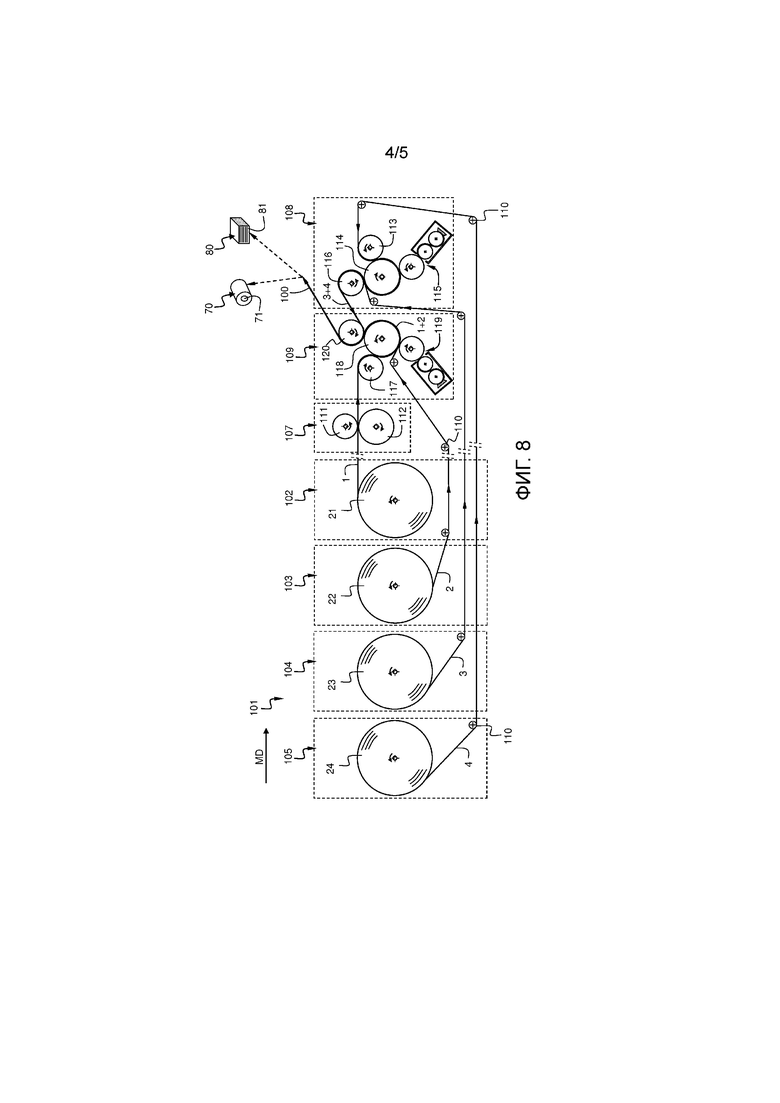
[0055] ФИГ. 8 схематически и частично иллюстрирует пример сборочного устройства для преобразования и способ получения многослойного изделия из бумаги тиссью согласно первому варианту исполнения.
[0056] В этом примере устройство/линия 101 преобразования включает четыре размоточных блока 102, 103, 104 и 105, блок 107 предварительного микротиснения, первый блок 108 ламинирования и второй блок 109 ламинирования.
[0057] На стадии согласно ФИГ. 8 исходные абсорбирующие базовые полотна уже были получены известным способом изготовления бумаги. ФИГ. 8 иллюстрирует более позднюю стадию, которая представляет собой стадию, где происходит процесс преобразования. В процессе преобразования крупные исходные базовые полотна (например, имеющие ширину полосы от около 1,80 м до около 7 м) преобразуются в разделенные на части по размерам рулоны (не показаны), например, рулоны бумаги для ванной, рулоны бумажных полотенец (например, имеющие ширину полосы от около 8 см до около 40 см). В этом примере устройство/линия 101 преобразования формирует многослойное изделие из бумаги тиссью, имеющее четыре слоя.
[0058] Первый размоточный блок 102 подает первое исходное абсорбирующее базовое полотно, которое будет формировать первый слой 1, с первого рулона 21 машинной намотки. Второй размоточный блок 103 подает второе исходное абсорбирующее базовое полотно, которое будет формировать второй слой 2, со второго рулона 22 машинной намотки. Третий размоточный блок 104 подает третье исходное абсорбирующее базовое полотно, которое будет формировать третий слой 3, с третьего рулона 23 машинной намотки. Четвертый размоточный блок 105 подает четвертое исходное абсорбирующее базовое полотно, которое будет формировать четвертый слой 4, с четвертого рулона 24 машинной намотки.
[0059] Разнообразные валики 110 надлежащим образом размещены, чтобы направлять перемещение исходных абсорбирующих базовых полотен вдоль устройства/линии 101 преобразования, внутри разнообразных блоков 102, 103, 104, 105, 107, 108 и 109 и между ними. Исходные абсорбирующие базовые полотна продвигаются в устройстве/линии 101 преобразования согласно машинному направлению MD от размоточных блоков 102, 103, 104 и 105 в сторону блока 107 предварительного микротиснения, и в сторону первого 108 и второго 109 блоков ламинирования.
[0060] Исходное абсорбирующее базовое полотно, которое будет формировать первый слой 1, подается на блок 107 предварительного микротиснения. Блок 107 предварительного микротиснения включает первый гравированный формный цилиндр 111, первый опорный цилиндр 112, причем оба вращаются в противоположных направлениях. Первый слой 1 снабжается первым узором 6 микротиснения с выступами с высотой Н1. Затем первый слой 1 подается во второй блок 109 ламинирования. Первый опорный цилиндр 112 может представлять собой сопряженный резиновый барабан, или сопряженный стальной барабан.
[0061] Первый блок 108 ламинирования включает второй гравированный формный цилиндр 114, второй опорный цилиндр 113, первый дозатор 115 клея и первый соединительный цилиндр 116. Второй гравированный формный цилиндр 114 связан со вторым опорным цилиндром 113, причем оба вращаются в противоположных направлениях. Первый дозатор 115 клея включает первый наносящий цилиндр, который связан со вторым гравированным формным цилиндром 114, причем оба вращаются в противоположных направлениях. Соединительный цилиндр 116 связан со вторым гравированным формным цилиндром 114, причем оба вращаются в противоположных направлениях. Второй опорный цилиндр 113, первый наносящий цилиндр первого дозатора 115 клея и первый соединительный цилиндр 116 размещены по окружности вокруг второго гравированного формного цилиндра 114 по направлению часовой стрелки. Второй опорный цилиндр 113 может представлять собой сопряженный резиновый барабан, или сопряженный стальной барабан.
[0062] Второй блок 109 ламинирования включает третий гравированный формный цилиндр 118, третий опорный цилиндр 117, второй дозатор 119 клея и второй соединительный цилиндр 120. Третий гравированный формный цилиндр 118 связан с третьим опорным цилиндром 117, причем оба вращаются в противоположных направлениях. Второй дозатор 119 клея включает второй наносящий цилиндр, который связан с третьим гравированным формным цилиндром 118, причем оба вращаются в противоположных направлениях. Второй соединительный цилиндр 120 связан с третьим гравированным формным цилиндром 118, причем оба вращаются в противоположных направлениях. Третий опорный цилиндр 117, второй наносящий цилиндр второго дозатора 119 клея и соединительный цилиндр 120 размещены по окружности вокруг третьего гравированного формного цилиндра 118 по направлению против часовой стрелки. Третий опорный цилиндр 117 может представлять собой сопряженный резиновый барабан, или сопряженный стальной барабан.
[0063] Операции, выполняемые первым блоком 108 ламинирования и вторым блоком 109 ламинирования, являются следующими.
[0064] Третий внутренний слой 3 и четвертый наружный слой 4 подаются в первый блок 108 ламинирования, тогда как первый наружный слой 1 и второй внутренний слой 2 подаются во второй блок 109 ламинирования.
[0065] В первом блоке 108 ламинирования четвертый наружный слой 4 снабжается вторым узором 8 микротиснения (третьими выступами с высотой Н3) при пропускании в зазор между вторым гравированным формным цилиндром 114 и вторым опорным цилиндром 113. Затем на вершины 10 третьих выступов узора 8 микротиснения наносится клей посредством первого дозатора 115 клея. Дозатор 115 клея обычно включает ванну, наносящий цилиндр и погружной цилиндр. Наносящий цилиндр прижимает четвертый наружный слой ко второму гравированному формному цилиндру 114. Погружной цилиндр подхватывает клей из ванны и переносит клей на наносящий цилиндр. Наносящий цилиндр размещен так, чтобы оказывать определенное давление на второй гравированный формный цилиндр 114 на отдаленном участке выступов подвергнутого микротиснению четвертого слоя 4 (на уровне по меньшей мере вершин 10). При указанном определенном давлении клей проходит сквозь четвертый слой 4. Затем третий внутренний слой 3 и четвертый наружный слой 4 накладываются друг на друга и объединяются при пропускании через зазор между соединительным цилиндром 116 и вторым гравированным формным цилиндром 114, чтобы соединить третий внутренний слой 3 и четвертый наружный слой 4 между собой. Затем полученное полотно 3+4 подается во второй блок 108 ламинирования.
[0066] Во втором блоке 109 ламинирования уже снабженный микротиснением первый наружный слой 1 снабжается декоративным тисненым узором 7 со вторыми выступами с высотой Н2 пропусканием в зазор между третьим гравированным формным цилиндром 118 и третьим опорным цилиндром 117. Затем первый наружный слой 1 и второй внутренний слой 2 оба накладываются друг на друга и объединяются пропусканием в зазор между наносящим цилиндром второго дозатора 119 клея и третьим гравированным формным цилиндром 118. Дозатор 119 клея обычно включает ванну, наносящий цилиндр и погружной цилиндр. Наносящий цилиндр прижимает первый наружный слой 1 и второй внутренний слой 2 совместно к третьему гравированному формному цилиндру 118. Погружной цилиндр подхватывает клей из ванны и переносит клей на наносящий цилиндр. Наносящий цилиндр размещен так, чтобы прилагать определенное давление к третьему гравированному формному цилиндру 118. При указанном определенном давлении клей проходит сквозь первый наружный слой 4 и второй внутренний слой 2 в сторону отдаленного участка выступов тисненого первого наружного слоя 1 (на уровне по меньшей мере вершин 9). Тем самым первый наружный слой 1 и второй внутренний слой 2 соединяются между собой. Затем полученные полотна 1+2 и 3+4 подаются в зазор между вторым соединительным цилиндром 120 и третьим гравированным формным цилиндром 118. Полученные полотна 1+2 и 3+4 накладываются друг на друга и объединяются пропусканием в зазор между этими цилиндрами 118 и 120, чем опять же обеспечивается проникновение клея через третий внутренний слой и соединение полученного полотна 1+2 с полученным полотном 3+4. В результате этого получается многослойное изделие из бумаги тиссью 100.
[0067] Блок 107 предварительного микротиснения и тем самым соответствующая стадия предварительного микротиснения являются необязательными. В качестве альтернативы признаку предварительного микротиснения, изображенного в ФИГ. 8, стадии микротиснения и тиснения могут быть выполнены в одну стадию вторым блоком 109 ламинирования, оснащенным третьим гравированным формным цилиндром 118, который представляет собой цилиндр для тиснения двойной высоты и микротиснения.
[0068] Затем многослойное изделие из бумаги тиссью может быть намотано на втулку 71 в виде рулона 70 листового материала, или же может быть уложено в стопку и сложено в упаковку 81 как сложенный складчатый листовой материал 80.
[0069] Короче говоря, как это известно в технологии, устройство/линия 101 преобразования может дополнительно включать, после второго блока 109 ламинирования, блок перемотки, который включает перфорирующий модуль, резальный модуль, намоточный модуль. Блок перемотки наматывает полотно многослойного изделия из бумаги тиссью 100 в многочисленные длинные рулоны. Перфорирующий модуль предназначен для создания в полотне многослойного изделия из бумаги тиссью 100 регулярно расположенных на определенном расстоянии друг от друга линий перфораций, ориентированных по существу перпендикулярно относительно машинного направления MD (то есть, линии перфораций ориентированы по существу поперек машинного направления). Резальный модуль предназначен для разрезания полотна многослойного изделия из бумаги тиссью 100 по существу перпендикулярно относительно машинного направления MD (то есть, линия разреза ориентирована по существу поперек машинного направления). Разрезание полотна проводится в переходной фазе, а именно, когда первый длинный рулон доводится до конечного состояния в конце цикла формирования длинного рулона, и перед тем, как начнется намотка второго последующего длинного рулона в начале нового цикла формирования длинного рулона. Намоточный модуль предназначен для намотки полотна многослойного изделия из бумаги тиссью 100 для получения длинных рулонов полотна многослойного изделия из бумаги тиссью. Например, намоточный модуль представляет собой устройство периферийного или поверхностного типа. Длинный рулон формируется намоткой полотна многослойного изделия из бумаги тиссью 100 на сердцевину 71. Полученный длинный рулон затем разрезается многочисленными резаками длинного рулона на многочисленные и индивидуальные рулоны 70 многослойного изделия из бумаги тиссью 100.
[0070] Альтернативно и вкратце, как это известно в технологии, устройство/линия 101 преобразования может дополнительно включать, после второго блока 109 ламинирования, фальцевальный блок, который разрезает, наслаивает, складывает отдельные листы (полотенца, носовые платки, и т.д.), и собирает в упаковки 81 отдельные листы многослойного изделия из бумаги тиссью 100.
[0071] Затем полученное многослойное изделие из бумаги тиссью может быть использовано в качестве бумажных полотенец, рулонов туалетной бумаги, салфеток для ванной комнаты, протирочной бумаги, рулонов кухонной бумаги, косметических салфеток или носовых платков, и т.д.
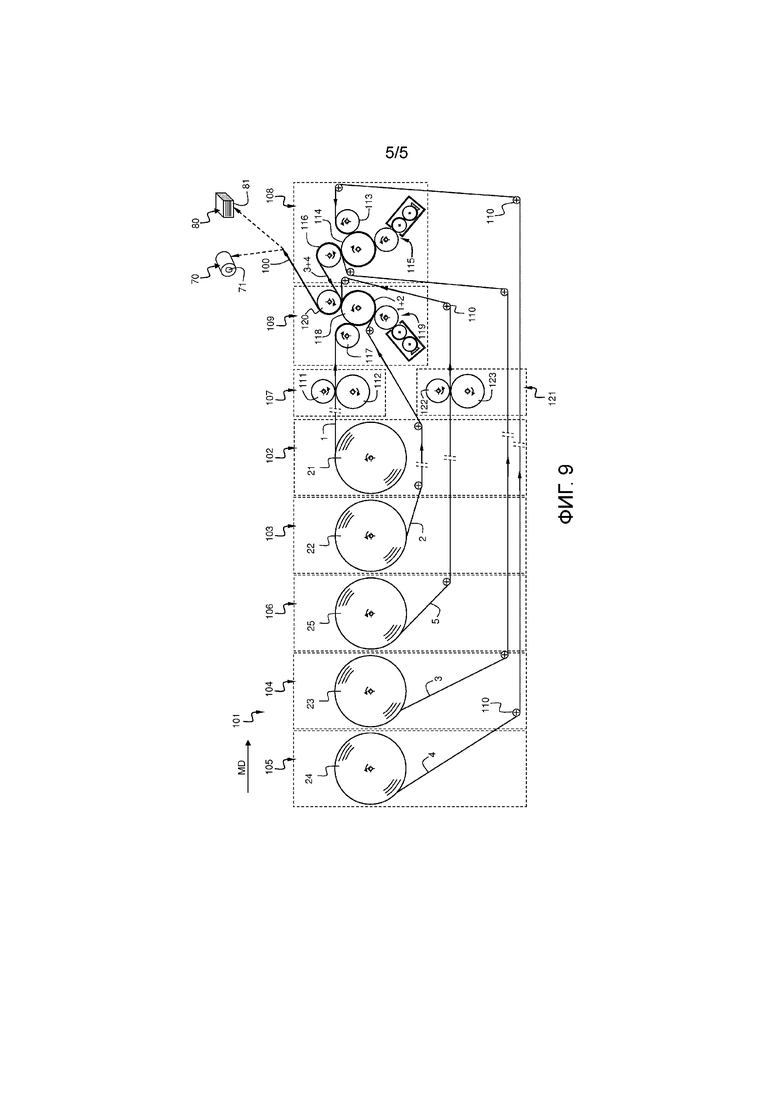
[0072] ФИГ. 9 схематически и частично иллюстрирует еще один пример сборочного устройства для преобразования и способ изготовления многослойного изделия из бумаги тиссью согласно второму варианту исполнения. Устройство/линия 101 преобразования для изготовления многослойного изделия из бумаги тиссью 100 согласно второму варианту исполнения отличается от изображенной в ФИГ. 8 устройства тем, что оно дополнительно включает пятый размоточный блок 106 и второй блок 121 предварительного микротиснения.
[0073] Пятый размоточный блок 106 подает пятое исходное абсорбирующее базовое полотно, которое будет формировать дополнительный сердцевинный слой 5 из пятого исходного рулона 25.
[0074] Исходное абсорбирующее базовое полотно, которое будет формировать дополнительный сердцевинный слой 5, подается во второй блок 121 предварительного микротиснения. Этот блок 121 предварительного микротиснения включает первый гравированный формный цилиндр 122, первый опорный цилиндр 123, причем оба вращаются в противоположных направлениях. Дополнительный сердцевинный слой 5 снабжается третьим узором 11 микротиснения с четвертыми выступами высотой Н4. Затем дополнительный сердцевинный слой 5 подается во второй блок 109 ламинирования. Тем самым дополнительный сердцевинный слой 5 вводится между сформированным полотном 1+2, включающим первый наружный слой 1 и второй внутренний слой 2, и сформированным полотном 3+4, включающим третий внутренний слой 3 и четвертый наружный слой 4. Все они накладываются друг на друга и объединяются пропусканием между вторым соединительным цилиндром 120 и третьим гравированным формным цилиндром 118, чтобы соединить между собой дополнительный сердцевинный слой 5 с первым наружным слоем 1 и вторым внутренним слоем 2 на одной стороне и с третьим внутренним слоем 3 и четвертым наружным слоем 4 на другой стороне. Четвертый наружный слой 4 соединяется с третьим внутренним слоем 3 на уровне по меньшей мере вершин 10 третьих выступов (то есть, посредством второго узора 8 микротиснения) и с дополнительным сердцевинным слоем 5 на уровне по меньшей мере перекрывающихся вершин 10А третьих выступов (то есть, посредством второго узора 8 микротиснения) и обращенных к нему четвертых выступов (то есть, посредством четвертого узора 11 микротиснения). Все слои 1, 2, 3, 4 и 5 соединяются друг с другом на вдавленных зонах 12, образованных декоративным тисненым узором.
[0075] Сборочное устройство преобразования для получения многослойного изделия из бумаги тиссью согласно первому или второму варианту исполнения включает два блока ламинирования, которые упрощают технологичность (то есть, легче определяются настройки устройства/линии преобразования), облегчают выполнение операций, когда устройство/линия преобразования работает с промышленной скоростью (то есть, проще регулировать устройство/линию преобразования), и позволяют лучше соединять слои, приводя к качественному многослойному изделию из бумаги тиссью.
[0076] Способ изготовления многослойного изделия из бумаги тиссью согласно первому или второму варианту исполнения позволяет экономить некоторое количество клея, необходимого для соединения слоев, поскольку требуется меньшее количество клея. В качестве дополнительного результата, многослойное изделие из бумаги тиссью является менее жестким. Кроме того, в качестве альтернативы, третий внутренний слой 3 и четвертый наружный слой могут быть соединены друг с другом накаткой.
[0077] В предшествующих вариантах исполнения микроструктурный узор может включать гофрирования, неровности, волнообразные профили, микротиснения на основе пирамиды или конуса, микротиснения на основе усеченной пирамиды или усеченного конуса.
[0078] В качестве примера, высота Н2 (декоративного вытисненного узора) варьирует между 0,2 мм и 1 мм, между 0,4 мм и 0,8 мм, или между 0,4 мм и 0,7 мм. Это соответствует тиснильным выступам (гравировки) на цилиндре, имеющим высоту гравировки, варьирующую между 0,2 мм и 2,2 мм, между 0,5 мм и 2,0 мм, или между 1 мм и 2 мм. Высота Н1 (узора микротиснения) варьирует между 0,1 мм и 0,6 мм. Выступы для микротиснения (гравировки) на цилиндре имеют высоту гравировки, варьирующую между 0,1 мм и 1 мм. Плотность распределения точек для декоративных тисненых узоров может иметь нижний предел плотности до 5 точек/см2, в частности, до 2 точек/см2. Плотность точек для микроструктурных узоров может иметь плотность свыше 30 точек/см2, в частности, более 40 точек/см2. Кроме того, являются склеенными от около 0,2% до 20%, в частности, от 0,5% до 6%, поверхности между вторым внутренним слоем 3 и вторым наружным слоем 4.
[0079] Клей может представлять собой поливинилацетатный клей, водный или термоплавкий клей. Клей может быть разбавлен водой сообразно пропорции, позволяющей обеспечить перенос к различным слоям.
[0080] В качестве альтернативы дозаторам 115 и 119 клея, клей (например, термоплавкий клей, вода, водный клей, и т.д.) может быть напылен с помощью подходящих устройств на каждую из сторон соответствующих слоев 2 и 4 перед выполнением соединения с другими слоями.
[0081] Нижеследующая Таблица представляет разнообразные характеристики и свойства, которые были измерены для сравнения многослойного изделия из бумаги тиссью согласно прототипу, которое является контрольным в сравнении между пятислойным изделием из бумаги тиссью (Just–One, торговая марка фирмы SCA) и четырехслойным изделием из бумаги тиссью согласно первому варианту исполнения и пятислойным изделием из бумаги тиссью согласно второму варианту исполнения. Среди этих характеристик мягкость представляет собой значение, полученное экспертной группой потребителей. Граммаж измеряется согласно стандарту EN ISO 12625–6:2005. Толщина измеряется согласно стандарту EN ISO 12625–3:2005. Прочность в продольном (MD) направлении и прочность в поперечном (CD) направлении (прочность в сухом состоянии или прочность на разрыв в сухом состоянии) измеряются согласно стандарту EN ISO 12625–4:2005. Объемная характеристика представляет собой отношение, равное толщине, деленной на граммаж. Таким образом, объемная характеристика представляет показатель эксплуатационного качества. В первой колонке первая строка относится к пятислойному изделию из бумаги тиссью, составляющему контрольный образец в плане толщины, мягкости и объемности. В первой колонке вторая строка относится к первому варианту исполнения, изображенному в ФИГ. 1. В первой колонке третья строка относится ко второму варианту исполнения, изображенному в ФИГ. 2.
[0082] Таблица – измерения:
г/м2
мм
(экспертный совет)
см3/г
Единицы: граммаж в г/м2, толщина в мм/лист, прочность в машинном направлении MD в Н/м, прочность в поперечном направлении CD в Н/м, мягкость без единицы (сравнение, полученное от экспертной группы пользователей), и объемная характеристика в см3/г.
[0083] Характеристики и свойства четырехслойного изделия из бумаги тиссью согласно первому варианту исполнения являются близкими или лучшими, чем для пятислойного сравнительного изделия, в то же время имея граммаж на 18% ниже, толщину больше на 9% и объемную характеристику выше на 33%. Это значит, что получено лучшее, по меньшей мере эквивалентное изделие в отношении толщины, мягкости, прочности, с явно лучшей объемной характеристикой, в то же время с использованием меньшего количества бумажного волокна, чем сравнительное изделие. Таким образом, с использованием меньшего количества бумажного волокна многослойные изделия из бумаги тиссью согласно вариантам осуществления изобретения создают экологичное и экономичное изделие. Дополнительная внутренняя сердцевина в пятислойном изделии из бумаги тиссью согласно второму варианту исполнения придает бóльшую толщину и более высокую прочность по CD–направлению многослойному изделию из бумаги тиссью сравнительно с контрольным пятислойным изделием.
[0084] Приведенные выше чертежи и их описания скорее иллюстрируют, нежели ограничивают изобретение.
[0085] Следует отметить, что отделение стадии предварительного тиснения от стадии тиснения не означает, что невозможно объединить стадию предварительного тиснения и стадию тиснения в единую стадию. Таким образом, линия преобразования была описана как включающая блок предварительного тиснения, причем блок 107 предварительного тиснения может быть объединен с третьим гравированным формным цилиндром 117. Третий гравированный формный цилиндр 117 может быть гравирован микроструктурным узором и структурным узором, объединяющими разнообразные микротиснильные выступы и тиснильные выступы (не показано). Тогда третий гравированный формный цилиндр 117 может выполнять двухуровневое тиснение в первом наружном слое 1.
[0086] Числа, плотности, положения и формы декоративных узоров/тиснений и микротиснений в описанных вариантах исполнения не являются ограничительными примерами. Квалифицированному специалисту будет без труда понятно, что эти числа, плотности, положения и формы могут быть изменены, если желательно, или посчитаются необходимыми в отношении, например, желательного эстетического эффекта, достигаемого многослойным изделием из бумаги тиссью. Число наружных слоев может быть удвоено, например, на верхней и/или на нижней стороне изделия, с образованием пяти– или шестислойного изделия.
[0087] Любое ссылочное обозначение в пункте формулы изобретение не должно толковаться как ограничивающее пункт формулы изобретения. Слово «включающий» не исключает присутствия других элементов, нежели те, которые перечислены в пункте формулы изобретения. Слово «a», или «an», или «по меньшей мере один», предшествующее элементу, не исключает присутствия многочисленных таких элементов.



Изобретение относится к многослойному изделию из бумаги тиссью. Изделие включает по меньшей мере четыре слоя, выполненных из листа на основе бумаги тиссью или нетканого материала. Второй и третий внутренние слои размещены между первым наружным слоем на одной стороне и четвертым наружным слоем на другой стороне. Первый и четвертый наружные слои включают узор микротиснения. Только первый из наружных слоев дополнительно включает декоративный тисненый узор. Второй и третий внутренние слои являются плоскими слоями, за исключением деформаций, локализованных в зонах сминания позади выступов декоративного тисненного узора. Обеспечивается улучшение свойств и/или технических характеристик многослойного изделия из бумаги тиссью без увеличения числа слоев. 6 н. и 13 з.п. ф-лы, 11 ил., 1 табл.
1. Многослойное изделие (100) из бумаги тиссью, содержащее по меньшей мере первый, второй, третий и четвертый слои, выполненные из листа на основе бумаги тиссью или нетканого материала, в котором:
– второй и третий внутренние слои (2, 3) размещены между первым наружным слоем (1) на одной стороне и четвертым наружным слоем (4) на другой стороне;
– первый и четвертый наружные слои (1, 4) включают узор (6, 8) микротиснения и
– только первый из наружных слоев (1 ) дополнительно включает декоративный тисненый узор (7),
отличающееся тем, что второй и третий внутренние слои (2, 3) являются плоскими слоями, за исключением деформаций, локализованных в зонах сминания (12) позади выступов декоративного тисненого узора.
2. Многослойное изделие из бумаги тиссью по п. 1, в котором по меньшей мере 51% поверхности второго и третьего внутренних слоев (2, 3) являются плоскими.
3. Многослойное изделие из бумаги тиссью по п. 2, в котором по меньшей мере 90% поверхности второго и третьего внутренних слоев (2, 3) являются плоскими.
4. Многослойное изделие из бумаги тиссью по любому из пп. 1–3, в котором от около 0,2% до 20%, в частности от 0,5% до 6% поверхности между третьим внутренним слоем (3) и четвертым наружным слоем (4), являются склеенными.
5. Многослойное изделие из бумаги тиссью по любому из пп. 1–4, дополнительно включающее дополнительный сердцевинный слой (5), размещенный между вторым и третьим внутренними слоями (2, 3).
6. Многослойное изделие из бумаги тиссью по п. 5, в котором дополнительный сердцевинный слой (5) содержит узор (11) микротиснения.
7. Многослойное изделие из бумаги тиссью по любому из пп. 1–6, в котором первый наружный слой (1) соединен со вторым внутренним слоем (2) и третьим внутренним слоем (3) посредством по меньшей мере некоторых вершин (9) вторых выступов, связанных с декоративным тисненым узором (7), и в котором четвертый наружный слой (4) соединен с третьим внутренним слоем (3) посредством по меньшей мере некоторых вершин (10) третьих выступов, связанных со вторым узором (8) микротиснения.
8. Многослойное изделие из бумаги тиссью по любому из пп. 1–7, в котором первый наружный слой (1) выполнен из двух слоев (1А, 1В) и/или четвертый наружный слой (4) выполнен из двух слоев (4А, 4В).
9. Многослойное изделие из бумаги тиссью по любому из пп. 1–8, в котором узоры (6, 8) микротиснения первого наружного слоя (1) и четвертого наружного слоя (4) включают выступы по существу с идентичными высотами.
10. Многослойное изделие из бумаги тиссью по любому из пп. 1–9, в котором выступы узоров (6, 8, 11) микротиснения выбраны из группы, состоящей из гофрирований, неровностей, волнообразных профилей, микротиснений на основе пирамиды или конуса и микротиснений на основе усеченной пирамиды или усеченного конуса.
11. Многослойное изделие из бумаги тиссью по любому из пп. 1–9, в котором плотность точек для узоров микротиснения имеет плотность свыше 30 точек/см2, более конкретно свыше 40 точек/см2.
12. Многослойное изделие из бумаги тиссью по любому из пп. 1–9, в котором плотность точек для декоративного тисненого узора имеет плотность менее 5 точек/см2, более конкретно менее 2 точек/см2.
13. Способ получения многослойного изделия (100) из бумаги тиссью, содержащего по меньшей мере первый, второй, третий и четвертый слои, выполненные из листа на основе бумаги тиссью или нетканого материала, причем второй и третий внутренние слои (2, 3) размещены между первым наружным слоем (1) на одной стороне и четвертым наружным слоем (4) на другой стороне, причем способ получения включает:
– микротиснение отдельно первого и четвертого наружных слоев (1, 4);
– декоративное тиснение только первого из указанных наружных слоев (1 );
– ламинирование и соединение слоев первого наружного слоя (1) и второго внутреннего слоя (2) друг с другом;
– отдельное ламинирование и соединение слоев третьего внутреннего слоя (3) и четвертого наружного слоя (4) друг с другом; и
– отдельное связывание друг с другом ламинированных первого наружного слоя (1) и второго внутреннего слоя (2) с ламинированными третьим внутренним слоем (3) и четвертым наружным слоем (4).
14. Способ получения по п. 13, в котором многослойное изделие из бумаги тиссью (100) дополнительно включает дополнительный сердцевинный слой (5), размещенный между двумя внутренними слоями (2, 3), причем указанный сердцевинный слой (5) ламинирован и соединен на одной стороне с первым наружным слоем (1) и вторым внутренним слоем (2) и на еще одной стороне с третьим внутренним слоем (3) и четвертым наружным слоем (4).
15. Способ получения по п. 13, в котором дополнительный сердцевинный слой (5) дополнительно подвергают микротиснению перед стадиями ламинирования и соединения слоев.
16. Устройство (101) преобразования для осуществления способа получения многослойного изделия (100) из бумаги тиссью, включающего по меньшей мере четыре слоя, выполненных из листа на основе бумаги тиссью или нетканого материала по любому из пп. 13-15, содержащее два отдельных ламинирующих модуля (108, 109).
17. Рулон (70) листового материала, содержащий многослойное изделие из бумаги тиссью по любому из пп. 1–10, намотанный на втулку (71).
18. Сложенный листовой материал (80), содержащий многослойное изделие из бумаги тиссью по любому из пп. 1–10, разрезанный, уложенный стопкой и сложенный в упаковку (81).
19. Применение многослойного изделия из бумаги тиссью по любому из пп. 1–10 в качестве бумажного полотенца, рулонов туалетной бумаги, салфеток для ванной комнаты, протирочной бумаги, рулонов кухонной бумаги, косметических салфеток, носовых платков или салфеток.
| Способ получения нанокапсул биопага-Д в конжаковой камеди | 2017 |
|
RU2664451C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МАССЫ И ПОЛОЖЕНИЯ ЦЕНТРА ТЯЖЕСТИ САМОЛЕТА | 2016 |
|
RU2692948C2 |
| УСТРОЙСТВО ВОЗБУЖДЕНИЯ СИНХРОННЫХ МАШИН | 1996 |
|
RU2095935C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ПОЛОТНА ИЗ ГИБКОГО МАТЕРИАЛА, ТАКОГО, КАК БУМАГА И НЕТКАНЫЙ МАТЕРИАЛ, И ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ | 2003 |
|
RU2300463C2 |

