Настоящее изобретение относится к способу автоматической приводки красок в машине для печати плоских элементов. Изобретение также относится к устройству для приводки красок для машины для печати плоских элементов. Изобретение далее относится к печатной машине, имеющей устройство для приводки красок.
В упаковочной промышленности для печати плоских элементов, таких как листы бумаги или картона, используется печатная машина. Машина содержит множество последовательных станций. Первая станция, находящаяся на заднем конце, является станцией подачи для последовательной вставки листов снизу стопки. Станция подачи подает листы на множество станций печати в виде печатающих устройств или последовательности печатающих устройств. Каждое печатающее устройство печатает один цвет. В конце машины имеется выходная станция для сбора отпечатанных листов.
В случае печати на листах картона чаще всего применяют флексографскую печать. Печатающее устройство содержит формный цилиндр, вокруг которого обернута и на который натянута гибкая печатная форма. После того, как на такую печатную форму с помощью растрового валика (именуемого анилоксовым валиком) и красочного аппарата будет нанесена краска, эта печатная форма выполняет печать на листе. Лист проходит между формным цилиндром и прижимным валиком. Листы транспортируются от одной группы к другой сверху с помощью последовательности валиков и системы присосов, которая оставляет нижнюю поверхность листов полностью свободной. При таком расположении формного цилиндра и транспортирующих средств печать происходит на нижней стороне листов.
Каждый формный цилиндр печатает один или более рисунков, используя на каждом обороте разные краски. Для получения готового изображения высокого качества, в частности, необходимо, чтобы все растровые изображения разных цветов были точно наложены друг на друга. Высококачественная приводка достигается с помощью выполнения операции приводки красок, оптимизирующей регулировку относительных положений различных печатных форм на формных цилиндрах.
Предшествующий уровень техники
В существующих печатных машинах приводка такой печати проверяется с помощью приводочных меток, печатаемых каждым формным цилиндром в области, зарезервированной для знаков контроля качества, т.е., по существу, на поле листа. Эти метки позволяют определить ошибку приводки каждой краски относительно опорного цвета. Эта операция, известная как приводка красок, выполняется при каждой смене заказа.
Многочисленные известные системы считывания и видеосистемы позволяют обнаруживать и считывать эти метки, напечатанные на листах, проходящих перед источником света. Для компенсации смещения оператор вводит ручную коррекцию, которая применяется к боковому и/или угловому положению формных цилиндров соответствующих печатающих устройств.
Первым явлением, которое приходится корректировать, является продольное смещение печатной формы на ее формном цилиндре.
Вторым явлением, подлежащим коррекции, является поперечное смещение печатной формы на ее формном цилиндре. Третьим явлением, подлежащим коррекции, является перекос формы на ее формном цилиндре, который характеризуется косой печатью на листе. Эти явления могут возникать, например, при ошибках оператора при установке печатной формы. В равной степени они могут возникать при ошибке в дизайне печатной формы.
Однако такая фаза приводки обусловливает необходимость печати последовательных листов прежде, чем можно будет начать печатать тираж. Оператор анализирует каждый напечатанный лист и регулирует краски относительно друг друга, переустанавливая печатную форму и регулируя скорость формного цилиндра. При каждой смене заказа эта фаза занимает время, в течение которого машина простаивает. Эта фаза требует расхода краски и листов, которые потребляются, но затем выбрасываются после исследования оператором.
В документе ЕР-1693199 описан способ корректирования длины печати, содержащий этапы, на которых печатают элемент с помощью множества печатающих устройств и обнаруживают приводочные метки. Определяют положения разных приводочных меток относительно кромки элемента и автоматически корректируют длину печати, когда положение метки относительно кромки отклоняется.
Однако точность коррекции приводки такого способа зависит от обнаружения кромки напечатанного элемента. Если качество невысоко, особенно в отношении точной обрезки кромки, то такой коррекции будет недостаточно. Кроме того, точность коррекции зависит от расстояния между кромкой и напечатанной приводочной меткой. Метка печатается в той области элемента, которая находится вне основного напечатанного изображения и идет в отходы. Тем не менее, это расстояние уменьшается за счет наличия изображения, расположенного, в первую очередь, в центре элемента. Если область элемента за пределами изображения имеет небольшую площадь, это расстояние будет небольшим, и, следовательно, точность окажется невысокой.
В документе US-6553906 описан способ обнаружения отклонений приводки на напечатанном элементе. Один этап этого способа заключается в обнаружении по меньшей мере одной напечатанной приводочной метки, которая ассоциирована с одной краской, относительно по меньшей мере одной другой напечатанной приводочной метки, которая ассоциирована с другой краской. Метки обнаруживают с помощью денситометра на основании их расположения. Ошибки приводки обнаруживают, если метки сдвинуты относительно друг друга только в одном направлении.
Способ обнаружения такого типа обусловливает необходимость в особом обнаруживающем устройстве. Кроме того, обнаружение разных ошибок приводки обусловливает необходимость в печатании меток с множеством различных операций. Печать всех этих меток требует места на площади элемента за пределами основного печатаемого изображения, которое идет в отходы.
Сущность изобретения
Основной целью настоящего изобретения является разработка способа, позволяющего выполнять приводку множества красок в машине для печати плоских элементов. Второй целью является создание возможности калибровки печатной машины простым и быстрым автоматическим способом. Третьей целью является уменьшение времени, уходящего на регулировку печатной машины, и количества плоских элементов, затрачиваемых на такую регулировку. Четвертой целью является реализация способа приводки красок с помощью конкретного устройства. Пятой целью является устранение недостатков известных способов и устройств. Другой целью является успешная регулировка машины за счет упрощения работы оператора перед началом печати тиража.
Способ приводки по меньшей мере двух красок для машины для печати плоских элементов, оснащенной по меньшей мере двумя печатающими устройствами, содержит этапы, на которых:
- печатают на плоском элементе первую метку первой краски посредством первого печатающего устройства;
- печатают на плоском элементе на расстоянии от первой метки вторую метку первой краски посредством первого печатающего устройства;
- печатают на плоском элементе третью метку второй краски посредством второго печатающего устройства;
- печатают на плоском элементе на расстоянии от третьей метки четвертую метку второй краски посредством второго печатающего устройства;
- обнаруживают на отпечатанном плоском элементе первую и третью метки и вторую и четвертую метки.
Способ по настоящему изобретению отличается тем, что содержит этапы, на которых:
- определяют первые отклонения положений между первой и третьей напечатанными метками;
сравнивают первые отклонения положении с известным отклонением положения между первой и третьей метками;
определяют вторые отклонения положений между второй и четвертой напечатанными метками;
сравнивают вторые отклонения положений с известным теоретическим отклонением положения между второй и четвертой метками;
- генерируют регулировочный сигнал для второго печатающего устройства в зависимости от определенных таким образом первого и второго отклонений;
- регулируют второе печатающее устройство в зависимости от сгенерированного сигнала так, чтобы осуществить приводку второй краски относительно первой краски.
В настоящем описании плоский или листовой элемент определяется в качестве неисчерпывающего примера, как материал, например, бумага, плоский картон, гофрированный картон, гофрированный фибровый картон, гибкий пластик, например полиэтилен (ПЭ), полиэтилентерефталат (ПЭТ),
двухосноориентированный полипропилен (БОПП) или другие полимеры, или другие материалы, пригодные для печати.
Продольное и боковое направления определяются относительно направления движения плоского элемента вдоль медианной продольной оси машины. Направления вперед и назад определяются относительно направления движения элемента в продольном направлении в печатной машине в целом. Передняя задняя и боковые кромки элемента определяются относительно продольного направления в печатной машине в целом.
Другими словами, ошибки приводки корректируются путем печати двух серий меток разных красок в двух разных местах, отнесенных друг от друга на одном плоском элементе, и путем выполнения этапа обнаружения и сравнения этих меток для нахождения отклонений. Для расчетов отклонений положения напечатанных меток известны теоретически заданные положения серии меток.
Первая метка и вторая метка служат опорными метками для одной краски. Рассчитывают отклонения в обоих измерениях, т.е. боковые, продольные и наклонные отклонения между первой и второй метками первой краски и третьей и четвертой метками второй краски. Это позволяет определить отклонения в приводке, которые следует скорректировать сравнением с теоретическим отклонением, известным заранее. Для каждой краски нужны только две серии меток, которые занимают немного места на площади элемента за пределами основного напечатанного изображения.
Первое и второе печатающие устройства, соответственно печатающие первую и вторую краски, определяются как разные печатающие устройства, выбранные оператором из имеющихся в печатной машине. Эти же этапы способа применимы для всех других меток всех других красок, которые сравниваются с первой и второй метками первой краски. Способ может применяться для флексографской или офсетной печати.
Согласно другому аспекту настоящего изобретения устройство для приводки по меньшей мере двух красок для печатной машины для плоских элементов адаптировано для применения описанного способа. Согласно другому аспекту изобретения устройство осуществляет приводку по меньшей мере двух красок в печатной машине для плоских элементов, оснащенной по меньшей мере двумя печатающими устройствами. Устройство содержит:
- по меньшей мере одну видеосистему, установленную после печатающих устройств и адаптированную для обнаружения на плоском элементе первой метки, напечатанной первой краской, третьей метки, напечатанной второй краской, второй метки, напечатанной первой краской, четвертой метки, напечатанной второй краской, и для генерирования сигнала обнаружения; и
вычислительный и управляющий блок, соединенный с видеосистемой и с печатающим устройством, принимающий сигнал от видеосистемы и адаптированный для определения отклонения положения между первой и третьей метками и между второй и четвертой метками для сравнения их с известными теоретическими отклонениями и для автоматического генерирования регулировочного сигнала для печатающего устройства для осуществления приводки второй краски относительно первой краски.
Согласно еще одному аспекту настоящего изобретения печатная машина, содержащая по меньшей мере два печатающих устройства, отличается тем, что содержит устройство для приводки по меньшей мере двух красок, имеющее один или более из технических признаков, описанных и заявленных ниже.
Краткое описание чертежей
Изобретение станет более понятным, и его различные признаки и преимущества станут ясными из последующего описания ограничивающих примеров настоящего изобретения со ссылками на приложенные схематичные чертежи, где:
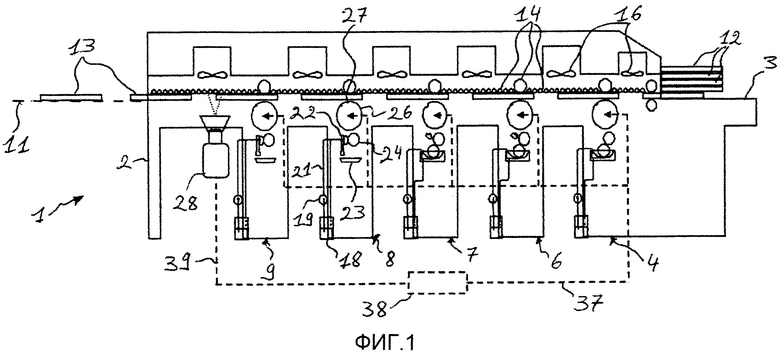
фиг.1 - обзорный вид сбоку печатной машины, содержащей устройство приводки по настоящему изобретению;
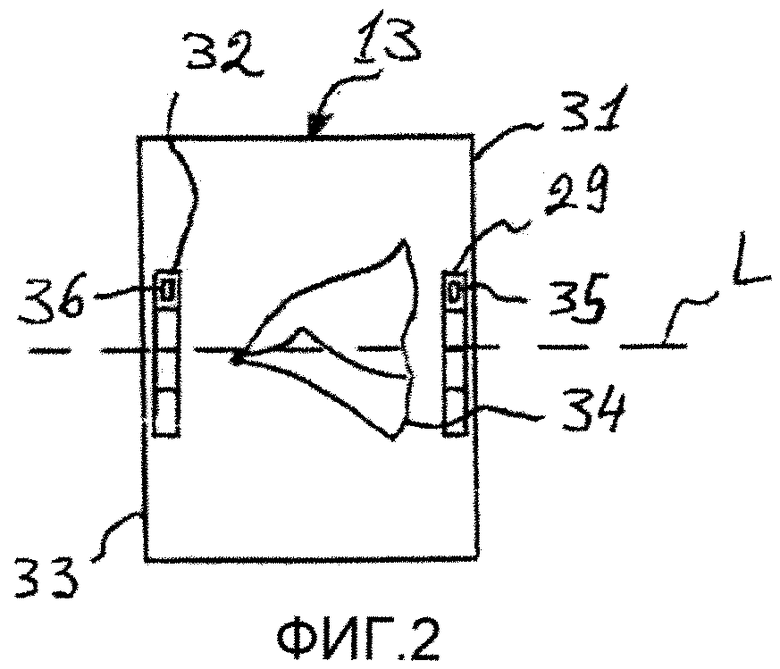
фиг.2 - отпечатанный плоский элемент с метками печати по первому варианту;
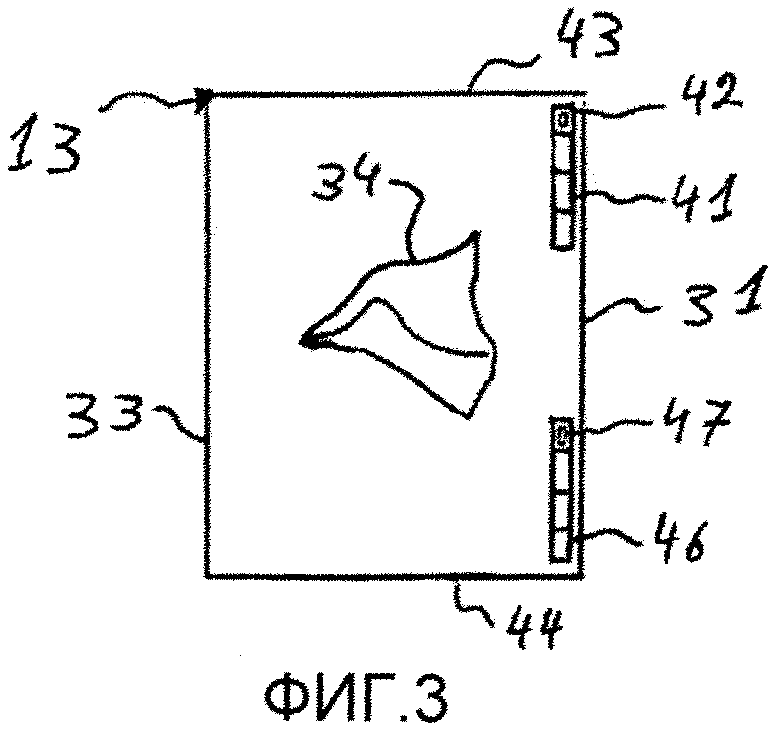
фиг.3 - отпечатанный плоский элемент с метками печати по второму варианту; и
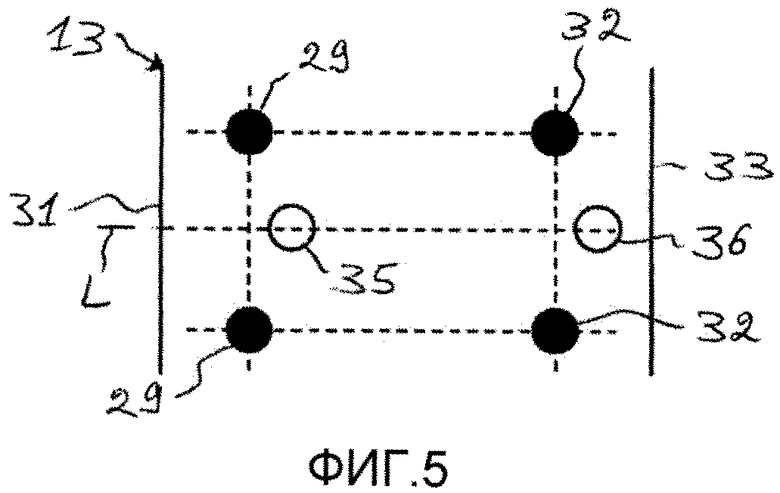
фиг.4-7 - частичные виды отпечатанного плоского элемента с метками печати по третьему варианту.
Подробное описание предпочтительных вариантов
Как показано на фиг.1, печатная машина 1, например машина для флексографской печати, содержит:
- раму 2,
- подающую станцию 3,
- пять последовательных печатающих устройств 4, б, 7, 8 и 9, расположенных в линию для печати пятью разными красками, например, черной, синей, красной, зеленой и желтой, и
- станцию 11 выгрузки (представленную штриховым контуром). Подающая станция 3 принимает стопку плоских элементов, например, в виде листов 12 гофрокартона, на которых нет никакой печати, и подает их последовательно в первое печатающее устройство 4. Станция 11 выгрузки извлекает отпечатанные листы 13. Листы 12 и 13 циркулируют от одного печатающего устройства к другому благодаря цепочкам верхних приводных валиков 14 и последовательности присасывающих средств 16.
Каждое печатающее устройство 4, 6, 7, 8 и 9 содержит красочный аппарат с нижним баком 18 для краски, насосом 19, средством 21 циркуляции краски и заключенный в камеру ракельный нож 22 или накатной валик красочного аппарата, полупогруженный в красочное корыто 23. Данный красочный аппарат позволяет наносить краску на анилоксовый валик 24. Анилоксовый ролик 24 покрывает краской печатную форму 26, установленную на формном цилиндре 27.
Положение печатной формы 26 на формном цилиндре 27 может регулироваться, например, с помощью устройства, описанного в ЕР-0972639, которое позволяет регулировать ее положение относительно листа 12. Формный цилиндр 27 моторизован, что позволяет регулировать угловое положение и/или скорость печатной формы 26 относительно листа 12.
В способе по настоящему изобретению приводку пяти красок можно регулировать в первую очередь путем перемещения печатной формы 26 для изменения ее положения на формном цилиндре 27. Такая приводка пяти красок в равной степени может регулироваться угловым смещением формного цилиндра 27 для его ускорения или торможения.
Способ содержит множество последовательных этапов, включая этапы печати приводочных меток на отпечатанных листах 13 и этапы обнаружения этих меток. Метки наносятся с самого начала путем включения в печатные формы 26 всех печатающих устройств 4, 6, 7, 8 и 9. Способ реализуется с помощью устройства для приводки красок.
Это устройство содержит видеосистему 28 на основе цифровой видеокамеры для обнаружения приводочных меток. Видеосистема 28 показана установленной на выходе последнего печатающего устройства 9 перед станцией 11 выгрузки.
На первом этапе первое печатающее устройство 4 печатает на листе 13 первую метку 29. Эта первая метка 2 9 имеет первый цвет, в данном случае черный. В первом предпочтительном варианте (см. фиг.2) первая метка 29 печатается рядом с первой кромкой, в данном случае передней кромкой 31 листа 13. Этот первый цвет метки 1 служит эталоном.
На втором этапе вновь первое печатающее устройство 4 печатает на листе 13 вторую метку 32, идентичную первой метке 29. Эта вторая метка 32, следовательно, является черной. Вторая метка 32 находится на расстоянии от первой метки 29. В этом первом варианте вторая метка 32 напечатана рядом с второй кромкой, в этом случае - рядом с задней кромкой 33 листа 13. Черная вторая метка 32 также служит эталоном.
В первом варианте (фиг.2) и во втором варианте (фиг.3) был выбран вариант, при котором первой метке 29 и второй метке 32 придают строго идентичные формы, в данном случае калиброванной сетки. Сетка определяется как перекрещивающаяся периодическая структура с множеством рамок заданного размера. Приводку второй краски (синей) и последующих других красок (красной, зеленой и желтой) регулируют по первой краске (черной). Первая метка 29 на передней кромке 31 и вторая метка 32 на задней кромке 33 напечатаны дополнительно к черному рисунку конечного изображения, расположенного ближе к середине листа 13.
На третьем этапе второе печатающее устройство 6 печатает на листе 13 третью метку 35. Эта третья метка имеет второй цвет, в данном случае синий. В этом первом варианте третью метку 35 печатают рядом с передней кромкой 31. Третью метку печатают поблизости от первой метки 29. Существующее теоретическое относительное положение между первой меткой 29 и третьей меткой 35 известно с самого начала изготовления печатной формы 26.
На четвертом этапе второе печатающее устройство 6 печатает на листе 13 четвертую метку 36. Эта четвертая метка 36, таким образом, является синей. Четвертая метка 36 находится на расстоянии от третьей метки 35. В этом варианте четвертая метка 36 напечатана рядом с задней кромкой 33. Четвертая метка напечатана рядом со второй меткой 32. Существующее теоретическое относительное положение между второй меткой 32 и четвертой меткой 36 известно с самого начала изготовления печатной формы 26.
В первом варианте (фиг.2) и во втором варианте (фиг.3) третья метка 35 и четвертая метка имеют строго идентичные формы, в данном случае квадратные формы. Когда первая и вторая краска приведены, квадрат третьей метки 35 идеально совпадает с сеткой первой метки 29, а квадрат четвертой метки 36 идеально совпадает с сеткой второй метки 32, располагаясь в центре соответствующей рамки. Третья метка 35 на передней кромке 31 и четвертая метка 36 на задней кромке 33 печатаются в дополнение к синему рисунку конечного изображения 34, расположенного ближе к середине листа 13.
На пятом этапе видеосистема обнаруживает первую метку 29 и третью метку 35, расположенные рядом с передней кромкой, и вторую метку 32 и четвертую метку 36 - рядом с задней кромкой 33.
Метки 29, 32, 35 и 36 напечатаны рядом с по существу одной и той же продольной линией, которая в данном случае является медианной продольной линией L листа 13. Если метки 29, 32, 35 и 36 напечатаны у передней и задней кромок 31 и 33 и центрированы относительно листа 13, видеосистема 28 устанавливается на медианной продольной оси машины 1. Для сканирования небольшой площади требуется одна система 28, что позволяет снизить расходы.
На шестом этапе определяют отклонения положений между первой меткой 29 и третьей меткой 35 рядом с передней кромкой 31. Эти отклонения положений сравнивают с известными теоретическими относительными положениями первой метки 29 и третьей метки 35. Определяют отклонения положений между второй меткой 32 и четвертой меткой 36 рядом с задней кромкой 33. Эти отклонения положений сравнивают с известным теоретическим относительным положением второй метки 2 и четвертой метки 36.
На седьмом этапе автоматически генерируют регулировочный сигнал 37 для второго печатающего устройства 6 как функцию отклонений, обнаруженных на шестом этапе.
На восьмом этапе второе печатающее устройство 6 регулируют как функцию сгенерированного регулировочного сигнала 37. Синяя краска, отпечатанная вторым печатающим устройством 6, приводится к черной краске, напечатанной первым печатающим устройством 4.
Устройство для приводки красок содержит вычислительный и управляющий блок 38, реализующий шестой и седьмой этапы способа. Блок 38 электрически соединен с видеосистемой 28 и с печатающими устройствами 4, 6, 7, 8 и 9. Вычислительный и управляющий блок 38 принимает сигнал 39 обнаружения от видеосистемы 28 и затем автоматически генерирует регулировочный сигнал 37.
Первый тип регулировочного сигнала 37 содержит сигнал для регулировки положения печатной формы 26 на формном цилиндре 27 второго печатающего устройства 6. Второй тип регулировочного сигнала 37 содержит сигнал для регулировки скорости и углового положения формного цилиндра 27 на втором печатающем устройстве 6.
Эти этапы способа приводки первой краски и второй краски применяются аналогичным способом для приводки первой краски и третьей краски (красной), печатаемой третьим печатающим устройством 7, четвертой краски (зеленой), печатаемой четвертым печатающим устройством 8, и пятой краски (желтой), печатаемой пятым печатающим устройством 9.
Во втором варианте (см. фиг.3) первую метку 41 и третью метку 42 печатают рядом с первой кромкой 43, которая является одной из боковых кромок листа 13. Вторую метку 4 6 и четвертую метку 47 печатают рядом со второй кромкой 44, которая является другой из боковых кромок листа 13. Эти метки 41, 42, 46 и 47 также находятся рядом с передней кромкой 31 листа 13. Способом, аналогичным первому варианту (фиг.2), первая метка 41 и вторая метка 46 имеют строго идентичные формы калиброванной сетки. Третья метка 42 и четвертая метка 47 имеют строго идентичные квадратные формы.
Поскольку метки 41, 42 и 46, 47 напечатаны у боковых кромок 43 и 44 листа 13, в машине установлены две видеосистемы 28, с каждой стороны от оси перемещения листов 13 у их боковых кромок 43 и 44.
В третьем варианте (фиг.4-7) и аналогично первому варианту первая метка 29 печатается рядом с передней кромкой 31 листа 13.
Метка 29 первой краски служит эталоном. Вторая метка 32 печатается рядом с задней кромкой 33 листа 4. Эта вторая метка 32 также служит эталоном. Третья метка 35 печатается рядом с первой меткой 29. Четвертая метка 36 печатается рядом с задней кромкой 33. Четвертая метка печатается рядом со второй меткой 32.
Существующее теоретическое относительное положение между первой меткой 29 и третьей меткой 35 известно с самого начала изготовления печатной формы 26 (см. штриховые линии на фиг.4-7). Существующее теоретическое относительное положение между второй меткой 32 и четвертой меткой 36 известно с самого начала изготовления печатной формы 26 (см. штриховые линии на фиг.4-7).
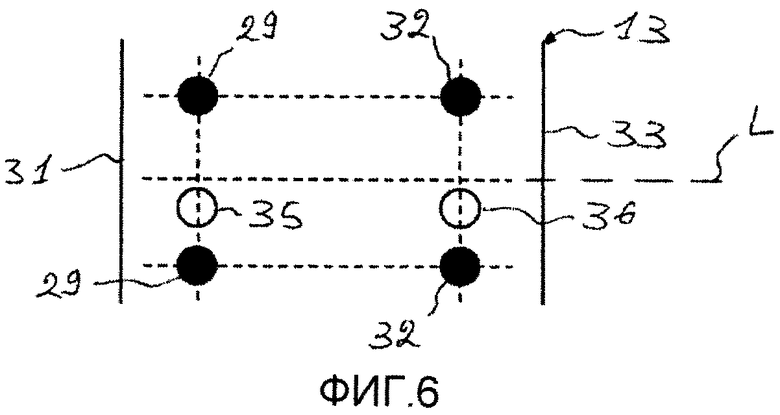
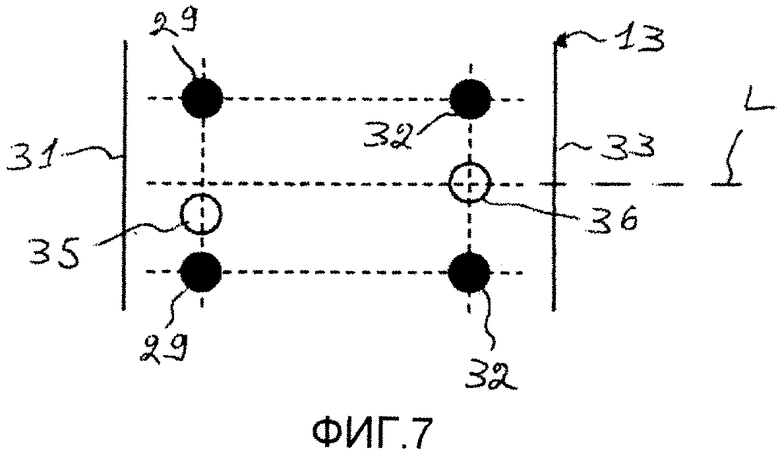
В этом третьем варианте все метки 29, 32, 35 и 36 имеют строго идентичную форму, в данном случае - круглую. Метки 29, 32, 35 и 36 напечатаны по существу рядом с одной и той же продольной линией, которая в данном случае является медианной продольной линией L листа 13. Третья метка 35 и четвертая метка 36 находятся на одной медианной продольной линии L.
На фиг.4 показано, что метки 29, 32, 35 и 36 находятся в их эталонных положениях. Нет продольных, поперечных ошибок или ошибок наклона. Коррекция приводки не требуется.
На фиг.5 показано, что боковая ошибка и ошибка наклона отсутствуют. Обнаружена продольная ошибка, поскольку третья метка 35 и четвертая метка 36 смещены к задней кромке 33 листа 13. Устройство приводит вторую краску, корректируя угловое положение формного цилиндра 27.
На фиг.6 показано, что отсутствуют продольная ошибка и ошибка наклона. Обнаружена поперечная ошибка, поскольку и третья метка 35, и четвертая метка 36 смещены к одной из боковых кромок листа 13. Устройство осуществляет приводку второй краски, корректируя поперечное положение печатной формы 26 на ее формном цилиндре 27.
На фиг.7 показано, что поперечная и продольная ошибки отсутствуют. Обнаружена ошибка наклона, только третья метка смещена к одной из боковых кромок листа 13. Устройство осуществляет приводку второй краски, корректируя положение наклона печатной формы 26 на формном цилиндре 27.
Все случаи комбинаций поперечных ошибок, продольных ошибок и ошибок наклона для всех красок можно корректировать способом и устройством по настоящему изобретению.
Настоящее изобретение не ограничено описанными и показанными вариантами. В него могут быть внесены различные модификации, не выходящие за пределы объема, определенного приложенной формулой изобретения.

Способ приводки по меньшей мере двух красок для машины для печати плоских элементов, оснащенной по меньшей мере двумя печатающими устройствами, содержащий этапы, на которых:
- печатают на плоском элементе первую метку первой краски, используя первое печатающее устройство; печатают на элементе вторую метку первой краски на расстоянии от первой метки, используя первое печатающее устройство; печатают на элементе третью метку второй краски, используя второе печатающее устройство; печатают на элементе четвертую метку второй краски на расстоянии от третьей метки, используя второе печатающее устройство; обнаруживают на элементе первую и третью метки и вторую и четвертую метки,
- определяют отклонения положений между первой и третьей напечатанными метками и сравнивают их с известным теоретическим отклонением положения между первой и третьей метками, определяют отклонения положений между второй и четвертой метками и сравнивают их с известным теоретическим отклонением положения между второй и четвертой метками; генерируют регулировочный сигнал для второго печатающего устройства в зависимости от обнаруженных отклонений; регулируют второе печатающее устройство в зависимости от сгенерированного сигнала для приводки второй краски относительно первой краски. 3 н. и 12 з.п. ф-лы, 7 ил.
1. Способ приводки по меньшей мере двух красок для машины (1) для печати плоских элементов, оснащенной по меньшей мере двумя печатающими устройствами (4, 6, 7, 8, 9), содержащий этапы, на которых:
- печатают на плоском элементе (13) первую метку (29) первой краски посредством первого печатающего устройства (4),
- печатают на элементе (13) вторую метку (32) первой краски на расстоянии от первой метки (29) посредством первого печатающего устройства (4),
- печатают на элементе (13) третью метку второй краски посредством второго печатающего устройства (6),
- печатают на элементе (13) четвертую метку второй краски на расстоянии от третьей метки (35) посредством второго печатающего устройства (6),
- обнаруживают на элементе (13) первую и третью метки (29, 35) и вторую и четвертую метки (32, 36),
- генерируют регулировочный сигнал для второго печатающего устройства (6), и
- регулируют второе печатающее устройство (6) в зависимости от сгенерированного сигнала,
отличающийся тем, что содержит этап, на котором:
- определяют отклонения положений между первой и третьей напечатанными метками (29, 35) и сравнивают их с известным теоретическим отклонением положения между первой и третьей метками (29, 35), определяют отклонения положений между второй и четвертой метками (32, 36) и сравнивают их с известным теоретическим отклонением положения между второй и четвертой метками (32, 36),
при этом этап, на котором генерируют регулировочный сигнал, осуществляют в зависимости от обнаруженных отклонений для осуществления приводки второй краски относительно первой краски.
2. Способ по п.1, отличающийся тем, что первую и третью метки (29, 35) печатают рядом с первой кромкой (31) элемента (13), и тем, что вторую и четвертую метки (32, 36) печатают рядом со второй кромкой (33) элемента (13).
3. Способ по п.2, отличающийся тем, что первая кромка является передней кромкой (31), а вторая кромка является задней кромкой (33) элемента (13), при этом метки (29, 32, 35, 36) печатают рядом с по существу одной и той же продольной линией.
4. Способ по п.2 или 3, отличающийся тем, что первая кромка и вторая кромка являются двумя боковыми кромками (43, 44) элемента (13).
5. Способ по п.1 или 2, отличающийся тем, что генерируют сигнал, позволяющий регулировать положение печатной формы (26) на формном цилиндре (27) второго печатающего устройства (6).
6. Способ по п.5, отличающийся тем, что регулировку положения осуществляют в боковом направлении.
7. Способ по п.5 или 6, отличающийся тем, что регулировка положения является регулировкой наклона.
8. Способ по п.1 или 2, отличающийся тем, что генерируют сигнал, чтобы позволить осуществлять регулировку частоты вращения и углового положения формного цилиндра (27) второго печатающего устройства (6).
9. Способ по п.1 или 2, отличающийся тем, что метки (29, 32, 35, 36) имеют форму круга.
10. Способ по п.1 или 2, отличающийся тем, что первая и вторая метки (29, 32) имеют форму сетки, внутри которой напечатаны, соответственно, третья и четвертая (35, 36) метки.
11. Устройство для приводки по меньшей мере двух красок для машины (1) для печати плоских элементов, оснащенной по меньшей мере двумя печатающими устройствами (4, 6, 7, 8, 9), где плоский элемент (13) печатается сначала посредством первого печатающего устройства и затем посредством второго печатающего устройства, и где плоский элемент (13) циркулирует от первого печатающего устройства ко второму печатающему устройству, при этом устройство для приводки содержит:
- по меньшей мере одну видеосистему (28), установленную после печатающих устройств (4, 6, 7, 8, 9) и выполненную с возможностью обнаруживать на плоском элементе (13) первую метку (29) первой краски, напечатанную посредством первого печатающего устройства, третью метку (35) второй краски, напечатанную посредством второго печатающего устройства, вторую метку (32) первой краски, напечатанную посредством первого печатающего устройства, и четвертую метку (36) второй краски, напечатанную посредством второго печатающего устройства, и генерировать сигнал (39) обнаружения, и
- вычислительный и управляющий блок (38), соединенный с видеосистемой (28) и с печатающими устройствами (4, 6, 7, 8, 9), получающий сигнал (39) от видеосистемы (28) и выполненный с возможностью автоматического генерирования регулировочного сигнала (37) для печатающего устройства (4, 6, 7, 8, 9),
отличающееся тем, что управляющий блок (38) выполнен с возможностью определять отклонения положений между первой меткой (29) и третьей меткой (35) и между второй меткой (32) и четвертой меткой (36) для сравнения их с известными теоретическими отклонениями для осуществления приводки второй краски относительно первой краски.
12. Устройство по п.11, отличающееся тем, что содержит видеосистему (28), установленную после печатающих устройств (4, 6, 7, 8, 9).
13. Устройство по п.12, отличающееся тем, что видеосистема (28) расположена на медианной продольной оси машины.
14. Устройство по п.11, отличающееся тем, что содержит две видеосистемы, каждая их которых расположена на каждой стороне прохода для элемента (13) и у боковых кромок (43, 44) элемента (13).
15. Печатная машина, содержащая по меньшей мере два печатающих устройства (4, 6, 7, 8, 9), отличающаяся тем, что содержит устройство по любому из пп.11-14 для приводки по меньшей мере двух красок.
| Система подпочвенного орошения И.С.Тимочко | 1989 |
|
SU1693199A1 |
| US 2002084648 A1, 04.07.2002 | |||
| DE 4218761 A1, 09.12.1993 | |||

