Изобретение относится к индукционной тепловой обработке непрерывных или дискретных изделий, в которой для управления индукционной тепловой обработкой изделий используется управление на основе широтно-импульсной модуляции или управление амплитудой.
Уровень техники
Длинномерные изделия, такие как ведущий вал, требуют термообработку выбранных элементов на изделии. Например: первый элемент, такой как шестерня, может быть предусмотрен на одном конце ведущего вала, а второй элемент, такой как универсальный шарнир, может быть установлен на другом конце. Шестерня и шарнир имеют различные физические конфигурации и требуют различные режимы термообработки для металлургического закаливания этих компонентов. Кроме того, элемент, подверженный термообработке, может нуждаться в отпуске после термообработки для того, чтобы уменьшить металлургические напряжения в материале элемента.
Один способ термообработки изделия и элементов на изделии представляет собой электрическую индукционную сканирующую (или поступательную) термическую обработку. В этом процессе изделие, как правило, проходит через один или несколько сканирующих индукторов, хотя в других установках изделие может быть неподвижным, а один или более сканирующих индукторов (катушек) могут двигаться по длине изделия. К сканирующему индуктору прикладывается питание переменного тока для создания магнитного поля вокруг индуктора. Это поле магнитно связывается с изделием, чтобы индуктивно нагревать изделие. Питание переменного тока на сканирующем индукторе может изменяться по мере прохождения изделия через индуктор. Например, патент США №3.743.808 раскрывает управление индукционной мощностью и (или) скоростью сканирования сканирующего индуктора путем сравнения мгновенной мощности и мгновенной скорости с известным профилем распределения энергии. Скорость, с которой изделие движется сквозь индуктор (скорость сканирования), может использоваться для управления степенью нагрева в поперечном сечении изделия, которое связано с магнитным полем.
Глубина проникновения индукционного нагрева (глубина проникновения индуцированного тока) в изделие может быть рассчитана по уравнению:
где δ измеряется в метрах; ρ - электрическое удельное сопротивление изделия в Ом-метрах; µ - относительная магнитная проницаемость изделия; a F - частота подаваемого индукционного питания в Герцах. Следовательно, глубина проникновения обратно пропорциональна квадратному корню от частоты используемого тока. Если изделие имеет два элемента, где первый элемент требует нагрев на малую глубину проникновения (к примеру: 2,5 мм), а второй элемент требует нагрев на большую глубину проникновения (к примеру: 4,5 мм), традиционный способ использует инвертор с фиксированной рабочей частотой, например, 10000 Герц, для достижения более мелкой глубины проникновения. Из приведенного выше уравнения рабочая частота инвертора должна быть ниже чем 10000 Гц для более глубокого проникновения во второй элемент изделия, но, поскольку частота зафиксирована, то индукционное тепловое сканирование второго элемента должно быть замедлено, чтобы обеспечить более глубокое проникновение тепла за счет теплопроводности во второй элемент. Далее, из-за пониженной скорости сканирования выходная мощность инвертора в индукционную катушку должна быть снижена, чтобы избежать перегрева поверхности второго элемента. Кроме того, термообработанный элемент может потребовать отпуска этого термообработанного элемента для снижения напряжений в элементе. Обычно элемент сначала подвергают термообработке в первом проходе с низкой мощностью и фиксированной высокой частотой, чтобы провести термообработку на требуемую глубину проникновения, а затем подвергают термообработке во втором проходе с фиксированной низкой частотой для отпуска элемента.
Одной целью настоящего изобретения является изменение рабочей частоты инвертора при регулировке уровня выходной мощности инвертора путем широтно-импульсной модуляции, как требуется для индуктивной термообработки и (или) отпуска различных элементов изделия на разные глубины проникновения при индукционном сканировании изделия.
Другой целью настоящего изобретения является управление выходной частотой источника мощности для достижения оптимального индукционного нагрева за счет управления глубиной проникновения.
Еще одной целью настоящего изобретения является изменение выходной частоты инвертора при регулировании уровня выходной мощности инвертора за счет управления на основе широтно-импульсной модуляции или управления амплитудой, как требуется для индуктивной тепловой обработки и (или) отпуска изделий до различных степеней.
Сущность изобретения
Объектами настоящего изобретения являются устройство и способ подачи питания переменного тока различной частоты и скважности в сканирующую индукционную катушку на основании требований нагрева поперечного сечения изделия, двигающегося сквозь сканирующую катушку. Датчик положения, такой как сервомотор, может быть предусмотрен для ввода данных в процессор, который сравнивает введенное мгновенное положение изделия с хранящейся таблицей значений положений изделия, каждое из этих значений положения изделия может быть соотнесено с частотой, уровнем мощности и продолжительностью времени, которые соответствуют требуемой прикладываемой тепловой энергии в этом положении. В одном варианте осуществления настоящего изобретения процессор использует алгоритм, который выдает команду широтно-импульсной модуляции на схемы переключающих затворов инвертора так, что уменьшение длительности импульса напряжения инвертора приводит к пониженной выходной мощности инвертора, чтобы скомпенсировать увеличение выходной мощности инвертора при пониженных частотах. Напротив, увеличение длительности импульса напряжения инвертора приводит к повышенной выходной мощности инвертора, чтобы скомпенсировать уменьшение выходной мощности на повышенных частотах.
Другими объектами настоящего изобретения является устройство и способ подачи питания переменного тока различной частоты и скважности или амплитудного управления в индукционную катушку на основании требований нагрева поперечного сечения изделия, двигающегося сквозь эту катушку.
Другие объекты изобретения излагаются в подробном описании и в прилагаемой формуле изобретения.
Краткое описание чертежей
Предшествующее краткое изложение сущности, так же как и последующее подробное описание изобретения, понимается лучше при чтении вместе с прилагаемыми чертежами. Для целей иллюстрации изобретения на чертежах показаны примерные виды изобретения, которые предпочтительны в настоящий момент; однако изобретение не ограничено конкретными размещениями и средствами, раскрытыми в следующих прилагаемых чертежах:
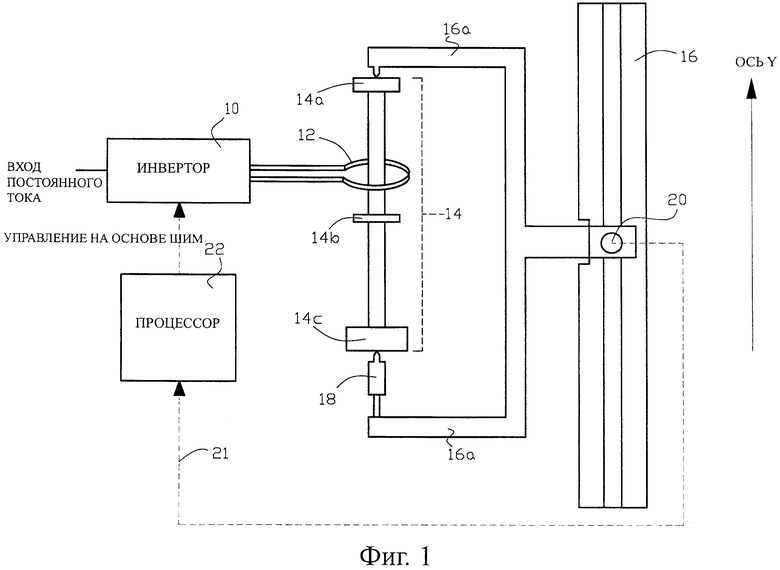
фиг.1 представляет собой упрощенный схемный вид одного примера сканирующего индукционно-нагревательного устройства по настоящему изобретению;
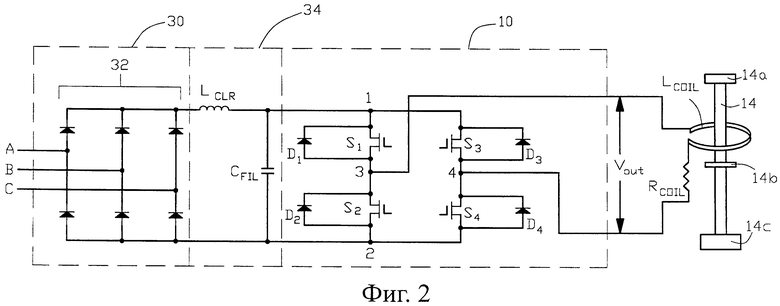
фиг.2 представляет собой упрощенную схему одного примера источника питания и цепи нагрузки, используемых со сканирующим индукционно-нагревательным устройством по настоящему изобретению;
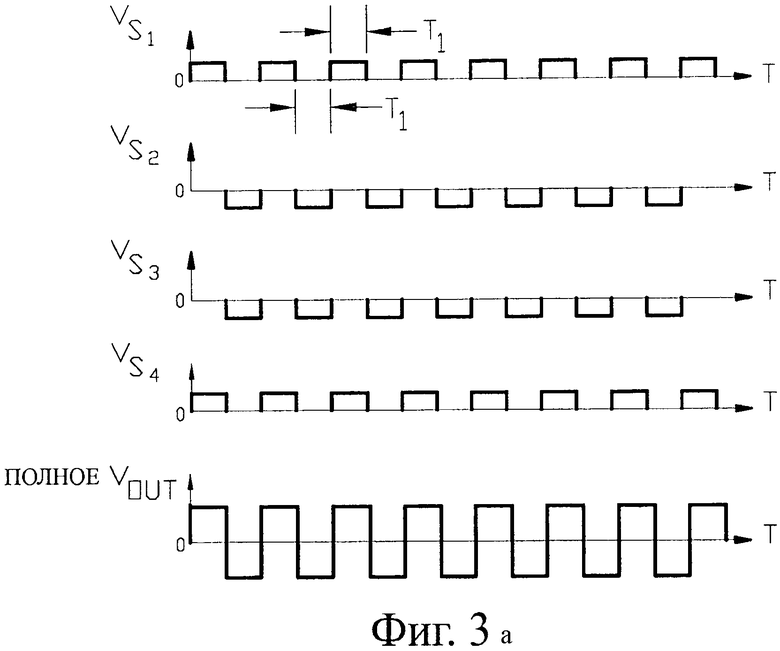
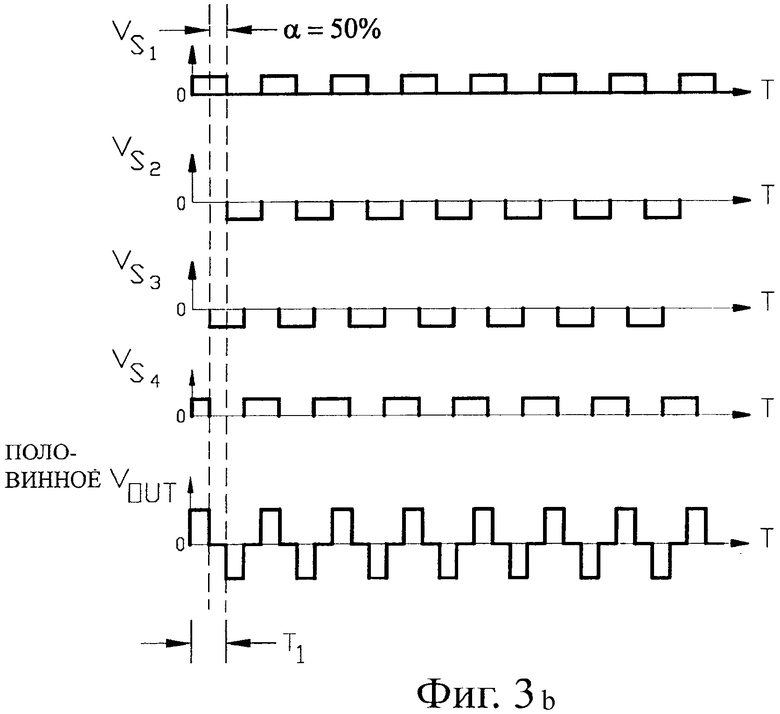
фиг.3(а) и (b) иллюстрируют применение широтно-импульсной модуляции для изменения выхода инвертора от полной мощности до половинной мощности;
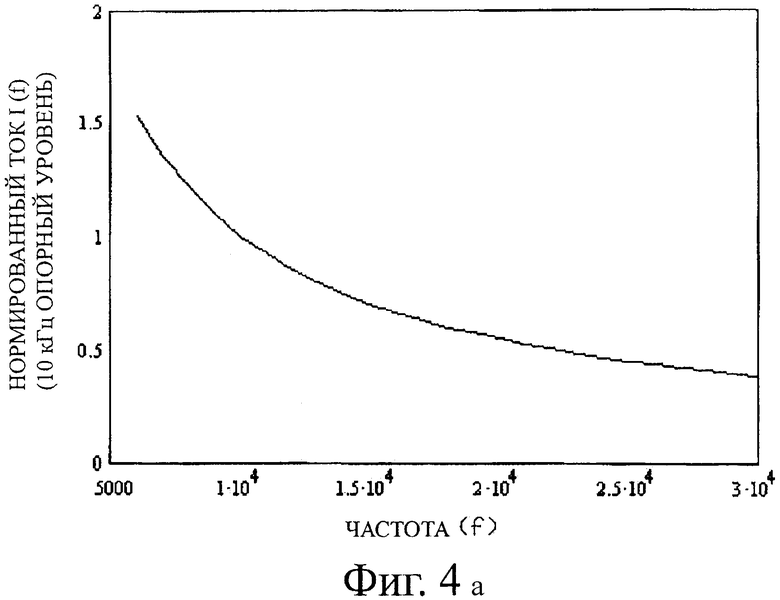
фиг.4(а) иллюстрирует изменение величины тока нагрузки при изменении выходной частоты инвертора без широтно-импульсной модуляции;
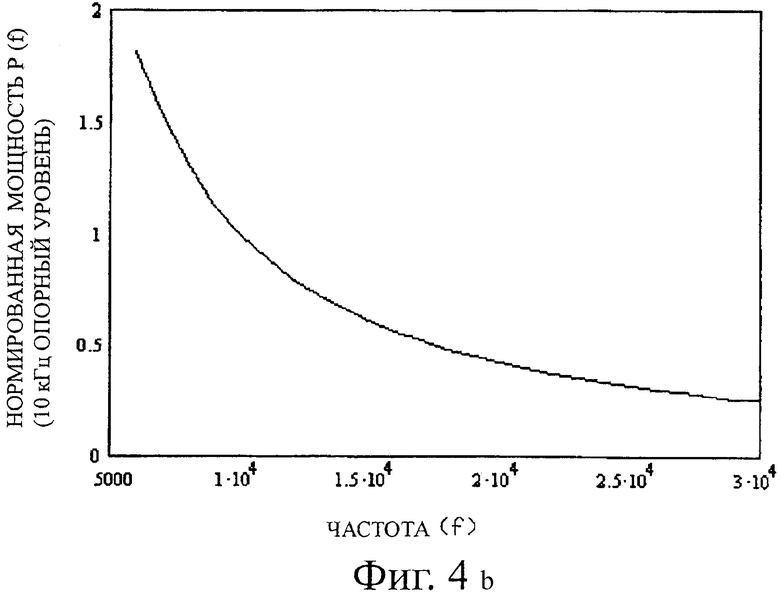
фиг.4(b) иллюстрирует изменение величины мощности в нагрузке при изменении выходной частоты инвертора без широтно-импульсной модуляции;
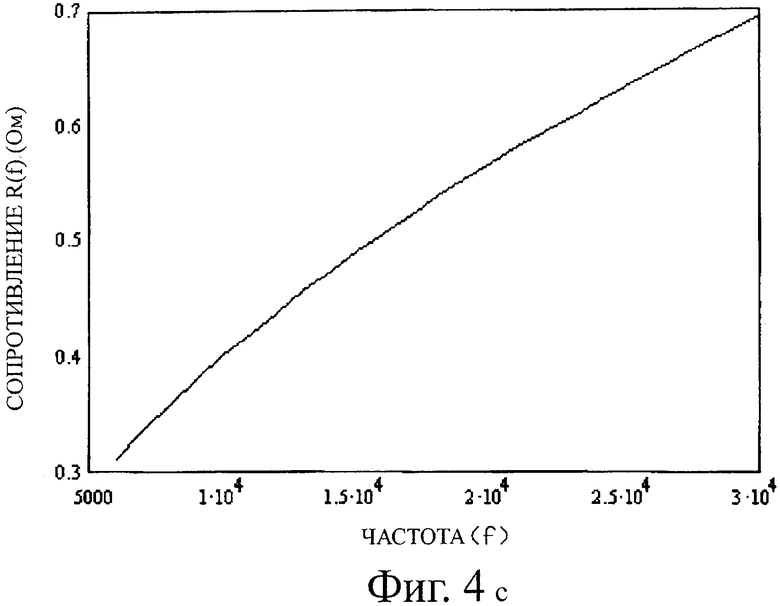
фиг.4(с) иллюстрирует изменения сопротивления нагрузки при изменении выходной частоты инвертора без широтно-импульсной модуляции;
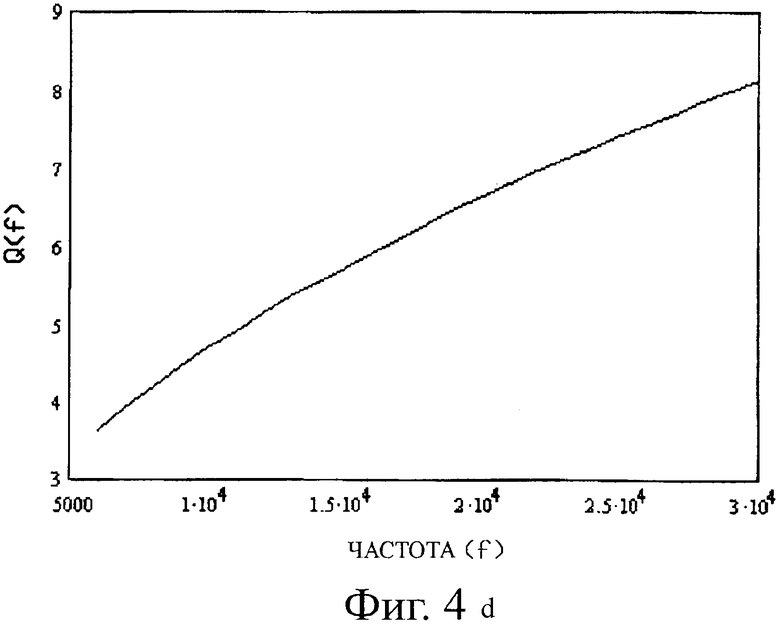
фиг.4(d) иллюстрирует изменения коэффициента Q в цепи нагрузки при изменении выходной частоты инвертора без широтно-импульсной модуляции;
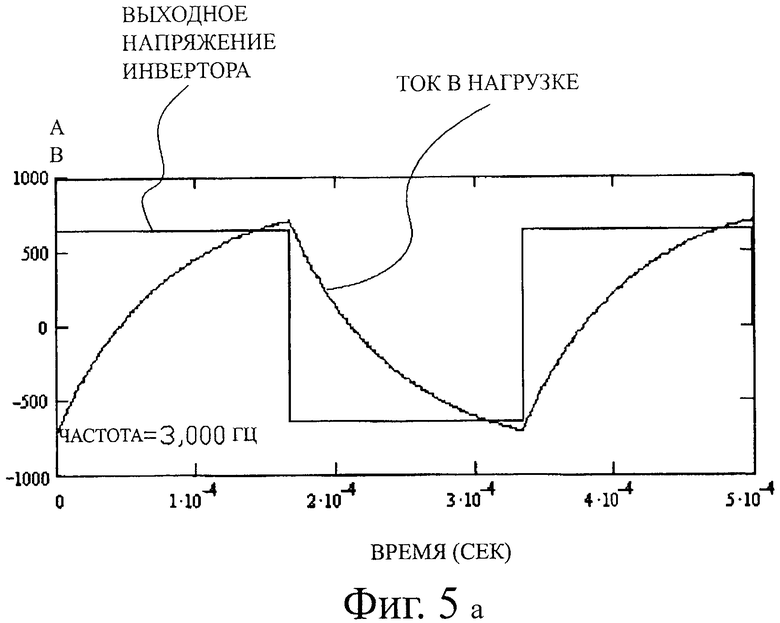
фиг.5(а) иллюстрирует соотношение между выходным напряжением инвертора и током нагрузки при выходной частоте инвертора 3000 Герц и без широтно-импульсной модуляции;
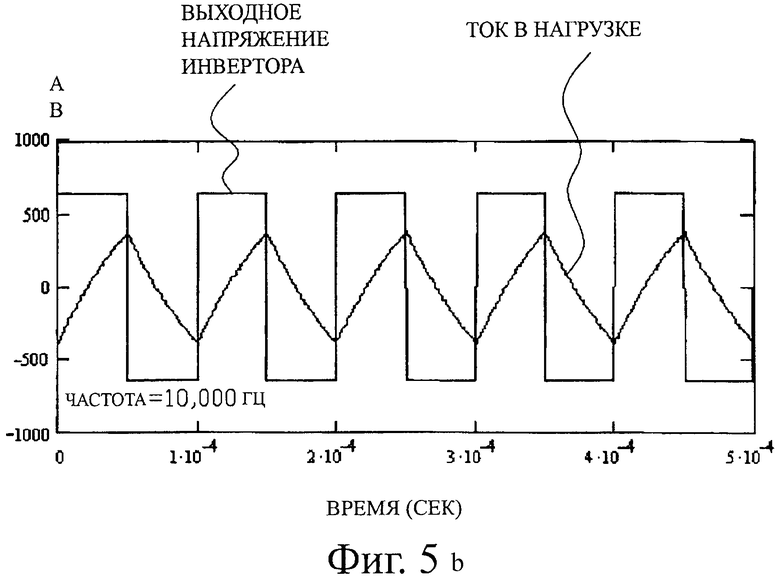
фиг.5(b) иллюстрирует соотношение между выходным напряжением инвертора и током нагрузки при выходной частоте инвертора 10000 Герц и без широтно-импульсной модуляции;
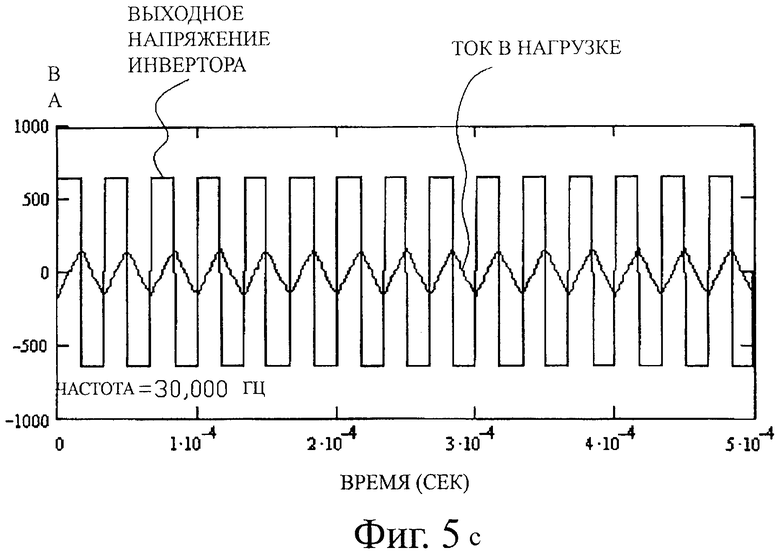
фиг.5(с) иллюстрирует соотношение между выходным напряжением инвертора и током нагрузки при выходной частоте инвертора 30000 Герц и без широтно-импульсной модуляции;
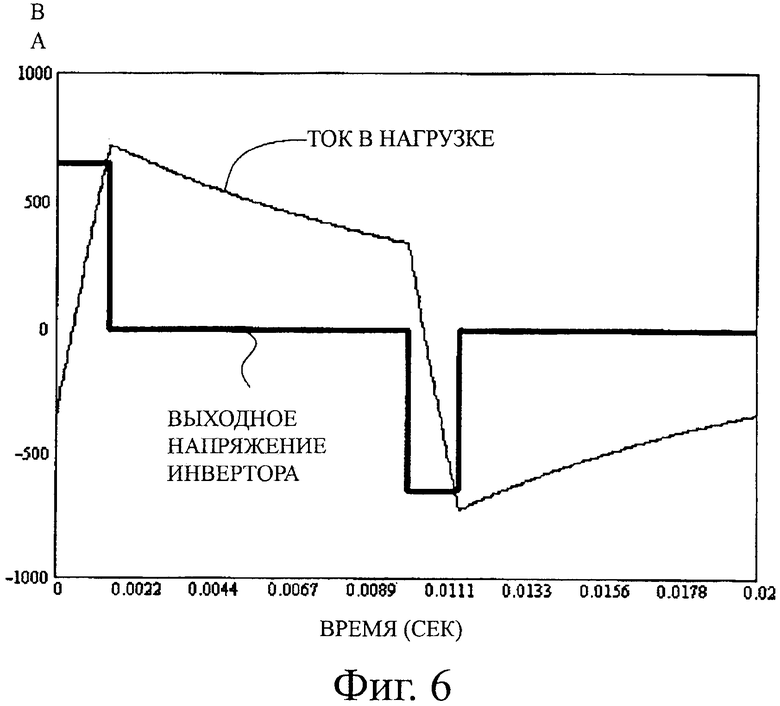
фиг.6 иллюстрирует соотношение между выходным напряжением инвертора и током нагрузки для инвертора, использующего широтно-импульсную модуляцию в одном примере настоящего изобретения;
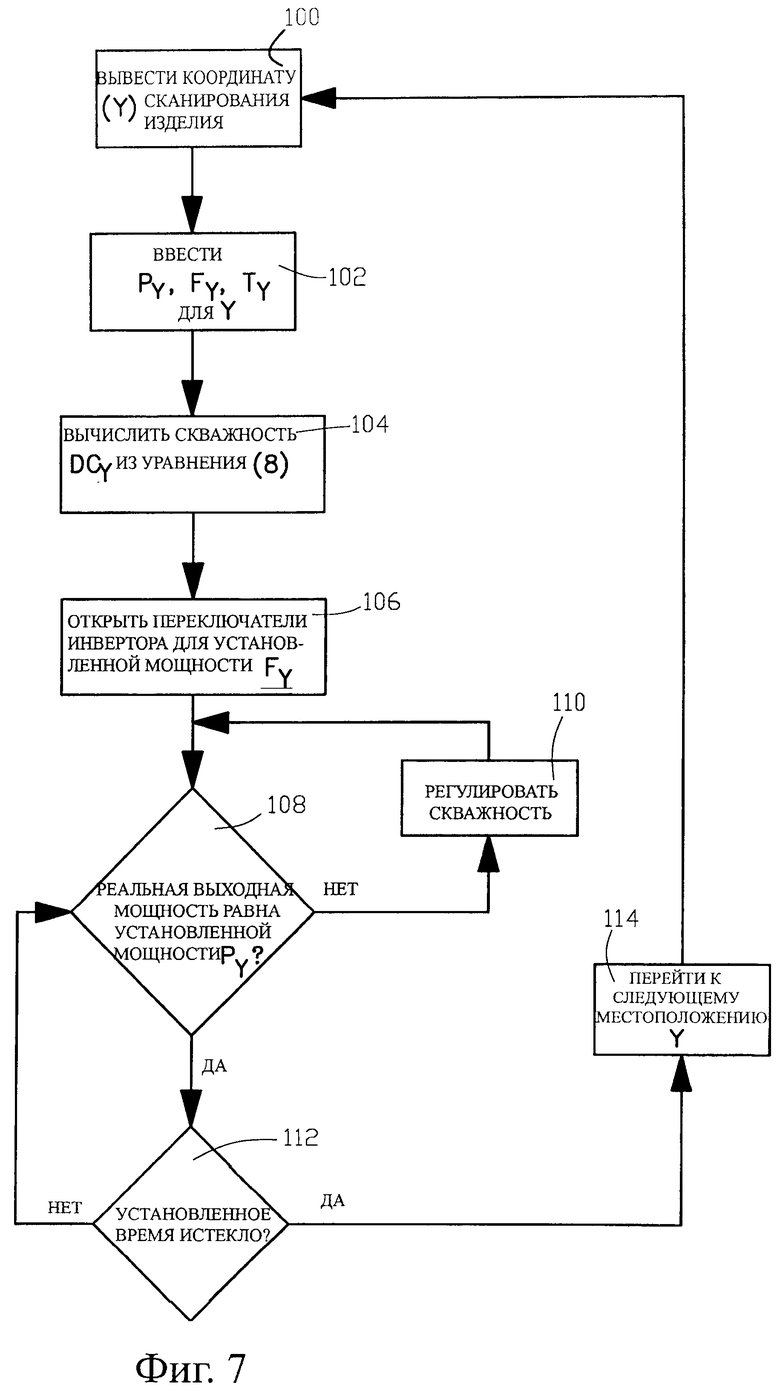
фиг.7 представляет собой упрощенную блок-схему алгоритма, иллюстрирующую один пример схемы управления индукционным питанием согласно настоящему изобретению для управления мощностью индукционного сканирования по мере того, как изменяется выходная частота инвертора в процессе сканирования;
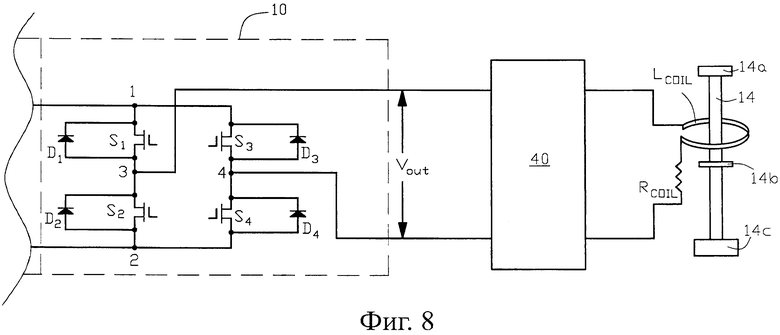
фиг.8 представляет собой частичную упрощенную схему другого примера источника питания и цепи нагрузки, используемых с индукционно-нагревательным устройством по настоящему изобретению, в которой между выходом инвертора и цепью нагрузки используется устройство согласования импедансов;
фиг.9 представляет собой упрощенную схему другого примера источника питания и цепи нагрузки, используемых с индукционно-нагревательным устройством по настоящему изобретению; и
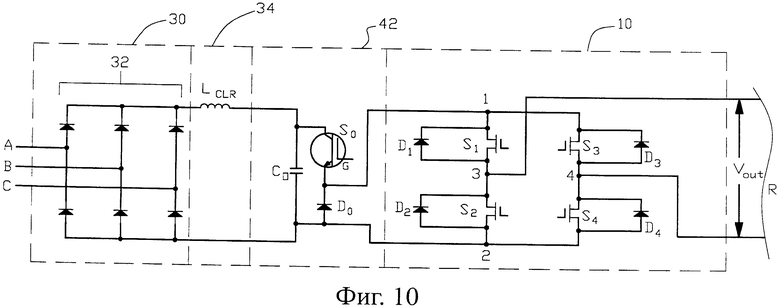
фиг.10 представляет собой упрощенную схему еще одного примера источника питания и цепи нагрузки, используемых с индукционно-нагревательным устройством по настоящему изобретению.
Подробное описание изобретения
Один пример сканирующего индукционно-нагревательного устройства по настоящему изобретению показан на чертежах. На фиг.1 инвертор 10 подает питание однофазного переменного тока в сканирующий индуктор (катушку) 12 через соответствующие электрические соединители, такие как электрические шины. Входной постоянный ток в инвертор может быть из любого подходящего источника питания постоянного тока. Индуктор может содержать любые известные виды индукторов и может быть, например, одно- или многовитковым индуктором или сборкой отдельных индукторов, которые присоединены к одному или нескольким источникам питания переменного тока. Изделие 14 удерживается на месте средством для перемещения изделия сквозь индуктор, которое может быть, например, винтовым приводным узлом 16, с удлиненными плечами 1ба для того, чтобы удерживать концы изделия. Альтернативно изделие может быть неподвижно, а индуктор может передвигаться вдоль изделия, или может использоваться объединенное и согласованное движение как изделия, так и индуктора. Может быть предусмотрено средство, такое как электрический двигатель 18, для вращения изделия, когда оно движется через индуктор. Средство позиционирования, такое как сервомеханизм 20, обеспечивает выходной сигнал 21 положения в процессор 22. Выходной сигнал положения указывает положение на оси Y поперечного сечения изделия, которое находится внутри индуктора (то есть сечение изделия, которое эффектно связано с магнитным полем, генерируемым протеканием тока в индукторе).
В некоторых примерах между выходом инвертора 10 и цепью нагрузки может быть размещено устройство 40 согласования импедансов, как иллюстрируется на фиг.8. Вход постоянного тока в инвертор может осуществляться, как показано на фиг.2, или любым иным подходящим образом. Для этого устройства согласования импедансов можно использовать активные и (или) пассивные схемные компоненты. Например - и не в качестве ограничения - можно использовать трансформатор или автотрансформатор с постоянным коэффициентом трансформации, либо трансформатор или автотрансформатор со множеством отводов и устройство смены отвода для обеспечения дополнительной гибкости при согласовании импедансов. Альтернативно, устройство согласования импедансов может использовать активные схемные компоненты либо комбинацию активных и пассивных схемных компонентов для достижения динамического согласования импедансов по мере изменения импеданса нагрузки. Например, один или несколько параметров выходной мощности инвертора и (или) электрических параметров нагрузки могут восприниматься и вводиться в цепь динамического согласования импедансов для получения динамических регулировок импеданса. Устройство 40 согласования импедансов может использоваться в комбинации с любыми другими примерами изобретения.
Изделие может иметь один или несколько элементов, таких как элементы 14а, 14b и 14с, которые могут требовать различной глубины текущего проникновения мощности индукционного нагрева для термообработки и (или) отпуска этих элементов при прохождении через индуктор. Для областей изделия между этими элементами может требоваться, а может и не требоваться термообработка. Множество элементов могут быть разнесены друг от друга, как показано на фиг.1, или располагаться рядом друг с другом.
Процессор 22 обрабатывает выходной сигнал от средства позиционирования для определения уровня мощности, частоты и продолжительности индукционного нагрева при входном положении изделия относительно индукционной катушки, как будет описано ниже.
Фиг.2 представляет собой упрощенный схематический вид одного примера источника питания с преобразованием переменного тока в постоянный ток для инвертора 10, который иллюстрирует один способ питания инвертора постоянным током. Выпрямительная секция 30 содержит двухполупериодный мостовой выпрямитель 32 со входом переменного тока на линиях А, В и С, питаемых от соответствующего источника, такого как электросеть. Фильтровая секция 34 содержит ограничитель LCLR тока и конденсатор CFIL фильтра постоянного тока. Инверторная секция 10 содержит четыре переключающих устройства S1, S2, S3 и S4 и соединенные встречно диоды: D1, D2, D3 и D4, соответственно. Каждое переключающее устройство может быть любым подходящим полупроводниковым устройством, таким как биполярный транзистор с изолированным затвором (IGBT). Цепь нагрузки соединена с выходом инвертора 10, содержащим сканирующий индуктор LCOIL и изделие 14, которое имеет области или элементы, связанные с магнитным полем, генерируемым вокруг индуктора, когда изделие или индуктор движутся относительно друг друга. Сопротивление изделия и сканирующего индуктора (RCOIL) содержат нагрузочное сопротивление RLOAD.
Фиг.3(а) иллюстрирует типичную форму выходного напряжения (ПОЛНОЕ VOUT) моста инвертора, показанного на фиг.2, в отсутствие широтно-импульсной модуляции напряжения. Инверторные переключатели S1 и S4 проводят в первый период T1 времени, а инверторные переключатели S2 и S3 проводят в неперекрывающийся второй период T1 времени, для получения проиллюстрированной полной формы выходного напряжения с частотой, равной 1/2 Т1. Фиг.3(b) иллюстрирует типичную форму выходного напряжения (ПОЛОВИННОЕ VOUT) моста инвертора с 50-процентной скважностью (α). Каждый из инверторных переключателей продолжает проводить такой же период времени T1, как на фиг.3(а), но с периодами включения для переключателей S3 и S4, сдвинутыми вперед на половину периода (то есть скважность равна 50 процентам), чтобы получить проиллюстрированную половину от полного выходного напряжения. При такой регулировке нагрузка закорачивается каждые полпериода. Изменение длительности перекрытия периодов проведения тока для переключателей S3 и S4 приводит к различным значениям скважности. Так как мощность пропорциональна квадрату, приложенного напряжения, то мощность, прикладываемая к индуктору, также будет изменяться, как изменяется скважность. В настоящем изобретении регулировка частоты достигается с помощью изменения периода T1 времени, в то время как величина напряжения (мощности) устанавливается изменением скважности.
Эффекты на выходных характеристиках источника питания с изменяющейся выходной частотой, в котором не используется управление широтно-импульсной модуляцией по настоящему изобретению, иллюстрируются базисной нагрузочной цепью для конкретного изделия. Для инвертора, имеющего выходную мощность в 100000 Ватт (P(f0)) при 635 вольтах (VOUT) и частоте (f0) в 10000 Герц, характеристики базисной нагрузочной цепи устанавливаются так:
L0=30×10-6 Генри - индуктивность нагрузки инвертора;
R0=0,4 Ом - сопротивление нагрузки инвертора; и
Q0=(2·n·f0·L0)/R0=4,712 для коэффициента Q нагрузки цепи.
пиковый ток I0 нагрузки может быть рассчитан как 772,45 ампер по уравнению (I):
Фиг.4(а) иллюстрирует понижение тока I(f) индуктора, нормированного к базисному току, с увеличением выходной частоты f инвертора, что может быть рассчитано по уравнению (2):
Фиг.4(b) иллюстрирует понижение мощности P(f) индукционного нагрева, нормированной к базисной мощности, с увеличением выходной частоты f инвертора, что можно рассчитать по уравнению (3):
Фиг.4(с) иллюстрирует увеличение сопротивления R(f) нагрузки с увеличением выходной частоты f инвертора, что можно рассчитать по уравнению (4):
Фиг.4(d) иллюстрирует увеличение коэффициента Q нагрузочной цепи, когда выходная частота f инвертора растет, что можно рассчитать по уравнению (5):
Фиг.5(а)-5(с) иллюстрируют обобщенные соотношения на фиг.4(а) - 4(d) для конкретного примера, в котором управление на основе широтно-импульсной модуляции по настоящему изобретению не используется. Фиг.5(с) графически представляет выходные напряжение и ток инвертора, функционирующего на номинальной максимальной мощности и частоте 30000 Гц без управления на основе широтно-импульсной модуляции.
На фиг.5(а) выходная частота инвертора понижена до 3000 Гц и выходной ток (и мощность) относительно высок без управления на основе широтно-импульсной модуляции. В данном изобретении управление на основе широтно-импульсной модуляции на выходе инвертора может быть использовано для снижения выходной мощности инвертора с помощью использования относительно большой скважности.
На фиг.5(b) выходная частота инвертора равна 10000 Гц и выходная мощность ниже, чем выходная мощность при 3000 Гц без управления на основе широтно-импульсной модуляции, но все же больше, чем номинальная максимальная мощность (ток) инвертора, показанная на фиг.5(с). В настоящем изобретении управление на основе широтно-импульсной модуляции на выходе инвертора может быть использовано с меньшей скважностью, чем скважность, которую используют при 3000 Гц для сохранения выходной мощности инвертора на номинальном значении или ниже.
В общем, в настоящем изобретении управление на основе широтно-импульсной модуляции используется для изменения выходной мощности инвертора на любой рабочей частоте из тех, которые были бы без управления на основе широтно-импульсной модуляции. В общем, скважность уменьшается по мере того, как уменьшается частота, чтобы снизить выходную мощность инвертора, и скважность увеличивается по мере того, как увеличивается частота, чтобы увеличить выходную мощность инвертора.
Фиг.(6) далее иллюстрирует характеристики нагрузочной цепи с управлением на основе широтно-импульсной модуляции. Когда выходное напряжение не равно нулю, ток ILOAD нагрузки может быть рассчитан по уравнению (6):
Когда выходное напряжение инвертора равно нулю, ток нагрузки может быть рассчитан по уравнению (7):
где IINITIAL - величина тока, когда выходное напряжение инвертора стремится к нулю.
Из фиг.6 видно, что чем меньше скважность, тем меньше пиковое значение тока (и мощности) нагрузки перед тем, как ток нагрузки упадет, когда выходное напряжение станет равным нулю.
Фиг.7 иллюстрирует упрощенную блок-схему алгоритма для одного неограничивающего примера процесса сканирующего индукционного нагрева по настоящему изобретению. Подпрограммы, указанные на блок-схеме алгоритма, могут воплощаться в компьютерном программном обеспечении, которое исполняется соответствующими устройствами. Подпрограмма 100 вводит координату (Y) сканирования изделия (WP), которая представляет положение изделия внутри индуктора 12. Подпрограмма 102 вводит значения мощности (PY), частоты (FY) и времени (TY) для индукционного нагрева в положении Y. Эти значения могут заранее храниться в памяти устройства, например, в виде просмотровой таблицы на основе значений, полученных при экспериментальном тестировании изделия с устройством. Альтернативно, оператор устройства индукционного сканирования может вручную ввести эти значения, или может быть использован другой способ определения требуемых частоты, уровня мощности, и, если оно используется, переменного значения времени для индукционной термообработки каждой позиции изделия. Подпрограмма 104 вычисляет требуемую скважность (DCY) для выхода инвертора по уравнению (8):
Скважность (в процентах) = [PY/P(FY)]×100,
где P(FY) рассчитывается по уравнению (3) с соответствующей базисной нагрузочной цепью, определенной по реальному изделию, проходящему индукционную термообработку.
Подпрограмма 106 управляет переключением переключающих устройств источника питания для достижения желаемых выходных частоты и скважности. В данном неограничивающем примере подпрограмма 106 выдает сигналы управления вентилями инвертора на вентильные схемы для инверторных переключателей, чтобы достигнуть требуемых частоты FY и скважности DCY. Подпрограмма 108 определяет, равна ли реально измеренная выходная мощность установленной мощности PY. Реально измеренная выходная мощность может вводиться с использованием подходящих датчиков. Если реально измеренная мощность не равняется требуемой установленной мощности, тогда скважность соответственно регулируется в подпрограмме 110, и подпрограмма 108 повторяется. Если реально измеренная мощность равняется требуемой установленной мощности, то подпрограмма 112 проверяет, закончилось ли установленное время TY. Если установленное время не закончилось, то подпрограмма 108 повторяется; если установленное время закончилось, то подпрограмма 114 выводит управляющий сигнал на систему позиционирования изделия, чтобы продвинуть изделие к следующему положению для индукционной термообработки, и возвращается к исполнению подпрограммы 100. В других примерах изобретения время индукционного нагрева в каждом положении Y будет одинаково для всех положений изделия внутри индуктора; для этой компоновки управление частотой и управление скважностью при изменении частоты используются для индукционного нагрева каждого положения индуктора, когда каждое положение проходит сквозь индуктор на постоянной скорости.
В других примерах изобретения перемещение и позиционирование изделия сквозь индуктор могут быть определены заранее, например, если устройство индукционного сканирования последовательно проводит термообработку многих идентичных изделий. В этих компоновках установки параметров мощности, частоты, времени и скважности в каждом положении изделия могут быть определены заранее с помощью экспериментального тестирования с изделием и устройством индукционного сканирования по настоящему изобретению и выполнены без дальнейшего введения или вычисления какого-либо из этих значений или всех этих значений для каждого последующего идентичного изделия, подвергающегося термообработке данным устройством. Пошаговое или последовательное позиционирование частей или элементов изделия в индукторе могут совершаться как дискретное пошаговое перемещение изделия или индуктора, или комбинации обоих, либо как точные мелкие шаги, которые аппроксимируют непрерывное движение изделия или индуктора, или более грубые шаги, визуально различимые как ступенчатое движение. Хотя термины «выбранная часть», «множество элементов», «место» используются для описания секций изделия, помещенного внутрь индуктора для индукционной термообработки с переменными частотой и скважностью, данное изобретение включает в себя и изменение частоты и/или скважности, когда часть, элемент или место проходит сквозь индуктор. То есть подсекции каждой части, элемента или места могут подвергаться термообработке с переменными частотами и скважностями, по мере того как подсекции части, элемента или места проходят сквозь индуктор.
В других примерах изобретения управление на основе широтно-импульсной модуляции может использоваться для управления выходной мощностью инвертора, когда выходная частота инвертора изменяется в заданном местоположении изделия, например, для термообработки и отпуска элемента изделия. Дальнейшая последующая термообработка элементов, составляющих изделие, не ограничивается последующей термообработкой в порядке, в котором элементы расположены на изделии. Например, на изделии 14 на фиг.1 элементы 14а, 14b, 14с могут быть позиционированы и подвергаться термообработке последовательно в том порядке, в котором проходят сквозь индуктор 12. Альтернативно, например, элементы 14а, 14с и 14b могут быть позиционированы и подвергаться термообработке последовательно в этом порядке через индуктор.
В других примерах осуществления изобретения для управления выходной мощностью инвертора по мере изменения частоты инвертора можно использовать управление на основе широтно-импульсной модуляции, как раскрыто здесь, чтобы оптимизировать эффекты индукционного нагрева в различных типах изделий для различных типов индукционной тепловой обработки, таких как - но без ограничения ими - поверхностная тепловая обработка, проникающая тепловая обработка на различную глубину проникновения в изделие вплоть до полного сердцевинного прогрева, или термообработка с нанесением материала, например, для скрепления покрывающего материала, нанесенного на поверхность изделия, путем индукционного нагрева. Изделие может быть либо непрерывным изделием, например, полосой, проволокой или трубой различных размеров, полым или сплошным, либо дискретными изделиями, такими как сплошные секции, трубчатые секции, прямоугольные или квадратные блоки или любые иные формы, требующие полного или частичного индукционного нагрева для изменения структуры металла или характеристик изделия, или для нанесения материалов на исходные изделия, например, при нанесении покрытия, пайке или диффузии.
Например, непрерывное изделие, такое как - но без ограничения ею - проволока, может непрерывно подаваться через один или несколько индукторов, которые соединены с выходом инвертора, либо непосредственно, либо через устройство согласования импедансов. Для подачи проволоки через один или несколько индукторов может быть размещено подходящее устройство, такое как - но без ограничения ими - подающая катушка с проволокой с одной стороны одного или нескольких индукторов и приводная приемная катушка с противоположной стороны указанных одного, или нескольких индукторов. Непрерывную проволоку можно представить как непрерывное продвижение поперечных сечений непрерывного изделия, которые проходят через один или несколько индукторов, в то время как управление на основе широтно-импульсной модуляции используется для управления выходной мощностью инвертора по мере того, как частота инвертора изменяется, для достижения желательного типа тепловой обработки для каждого из поперечных сечений, последовательно проходящих через один или несколько индукторов. Кроме того, в других примерах изобретения, один или несколько параметров изделия, такие как - но без ограничения им - диаметр поперечного сечения каждого поступающего поперечного сечения проволоки, могут динамически измеряться перед тем, как они подаются через один или несколько индукторов, чтобы отклонения от номинального диаметра поперечного сечения могли быть измерены и использованы при регулировании частоты и управления на основе широтно-импульсной модуляции по мере того, как диаметр поперечного сечения отклоняется от номинального, для достижения желаемой индукционной тепловой обработки последовательно поступающих поперечных сечений. За счет этого, например, равномерная поверхностная температура индукционного нагрева может поддерживаться даже если диаметр последовательно поступающих поперечных сечений изделия отклоняется от номинального значения. Измерение диаметра поперечного сечения может осуществляться, например, с помощью наводящейся группы лазеров, соответствующим образом расположенной вокруг проволоки. Диаметр поперечного сечения представляет одно изменение параметра изделия, которое можно измерить для регулирования частоты и управления на основе широтно-импульсной модуляции согласно настоящему изобретению. Скорость, с которой проволока перемещается через один или несколько индукторов, может изменяться для регулировки периода времени, в который каждое из последовательно поступающих поперечных сечений связывается с магнитным полем, генерируемым током, протекающим через один или несколько индукторов, чтобы достичь желаемой индукционной тепловой обработки каждого последовательно поступающего поперечного сечения. В других примерах одна или несколько индукционных катушек также могут перемещаться по длине изделия, в одиночку или в комбинации с перемещением изделия.
Для дискретных изделий серия из дискретных изделий может подаваться через одну или несколько индукционных катушек посредством подходящего транспортировочного устройства, при этом тепловая обработка каждого последовательно поступающего поперечного сечения каждого дискретного изделия достигается аналогично тому, как при тепловой обработке непрерывного изделия, как описано выше. В некоторых приложениях дискретное изделие может отдельно пропускаться через одну или несколько индукционных катушек, либо изделие может удерживаться неподвижным, а одна или несколько катушек могут перемещаться по длине изделия, либо же можно использовать согласованное перемещение как изделия, так и одной или нескольких индукционных катушек.
В других примерах осуществления настоящего изобретения может использоваться управление амплитудой, отдельно или в комбинации с управлением на основе широтно-импульсной модуляции, как описано выше, для изменения выходной мощности инвертора на любой рабочей частоте от той, которая может иметь место без управления амплитудой - отдельно, либо в комбинации с управлением на основе широтно-импульсной модуляции.
Один способ управления на основе амплитуды иллюстрируется на упрощенной схеме, показанной на фиг.9. Выпрямитель 32а может состоять из активных переключающих элементов 33a-33f, таких как кремниевые управляемые выпрямители, с тем чтобы амплитуда постоянного выходного напряжения выпрямителя (вход в инвертор 10) могла изменяться для управления активными переключающими элементами, чтобы обеспечить управление выходной амплитудой инвертора в комбинации с переменной выходной частотой инвертора 10.
Альтернативно, переключающий регулятор, представленный на фиг.10 в виде неограничивающей примерной схемы 42 переключающего регулятора, может использоваться для обеспечения регулируемой мощности постоянного тока на входе инвертора 10 для изменения выходной мощности инвертора на любой рабочей частоте, от частоты, которая может иметь место без управления амплитудой.
Альтернативно, управление на основе амплитуды может заменять управление на основе широтно-импульсной модуляции в любом из вышеприведенных примеров.
Отметим, что вышеприведенные примеры предоставлены только для целей разъяснения и никаким образом не должны толковаться как ограничения настоящего изобретения. Хотя изобретение описано со ссылкой на различные варианты осуществления, понятно, что слова, которые использованы здесь, являются словами описания и иллюстрации, а не словами ограничения. Хотя изобретение описано со ссылкой на конкретные средства, материалы и варианты осуществления, изобретение не ограничивается раскрытыми здесь частностями; изобретение распространяется на все функционально эквивалентные конструкции, способы и использования, которые находятся в объеме прилагаемой формулы изобретения. Специалисты, получающие информацию из данного описания, могут вносить в него многочисленные модификации, и изменения могут быть сделаны без отхода от объема и сущности изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СКАНИРУЮЩИЙ ИНДУКЦИОННЫЙ НАГРЕВ | 2005 |
|
RU2366117C2 |
| ЭНЕРГОЭФФЕКТИВНАЯ СИСТЕМА ПИТАНИЯ УСТАНОВКИ ИНДУКЦИОННОГО НАГРЕВА | 2020 |
|
RU2745365C1 |
| Быстродействующая обучающаяся система питания установки индукционного нагрева | 2021 |
|
RU2799783C2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОТЕХНОЛОГИЧЕСКИХ УСТАНОВОК | 2013 |
|
RU2520572C1 |
| Генерирующее аэрозоль устройство, генерирующая аэрозоль система и способ управления генерирующим аэрозоль устройством | 2020 |
|
RU2819588C2 |
| Источник питания для индуктора | 2017 |
|
RU2680715C1 |
| СПОСОБ НАГРЕВА ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2831575C2 |
| КОМБИНИРОВАННЫЙ РОТОР ДЛЯ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2014 |
|
RU2575920C2 |
| Индукционная установка повышенной частоты | 1981 |
|
SU1001508A1 |
| СИСТЕМА И СПОСОБ КОНТРОЛЯ ПОДАЧИ ЭЛЕКТРОЭНЕРГИИ | 2010 |
|
RU2538904C2 |
Изобретение относится к индукционной тепловой обработке непрерывных или дискретных изделий, в которой для управления индукцией тепловой обработкой изделий используют управление на основе широтно-импульсной модуляции или управление амплитудой. Технический результат - изменение частоты инвертора при регулировке уровня выходной мощности и управление частотой источника мощности для достижения оптимального индукционного нагрева за счет управления глубины проникновения. В устройстве и способе индукционного нагрева изделия изделие продвигается сквозь индуктор для его индукционной термообработки. Индуктор имеет электрическую мощность переменной частоты. При изменении частоты величиной электрической мощности управляют путем регулировки скважности или амплитуды. Альтернативно, изделие может быть неподвижным, а индуктор может перемещаться вдоль изделия, либо можно использовать комбинированное и скоординированное перемещение как изделия, так и индуктора. 2 н. и 3 з.п. ф-лы, 16 ил.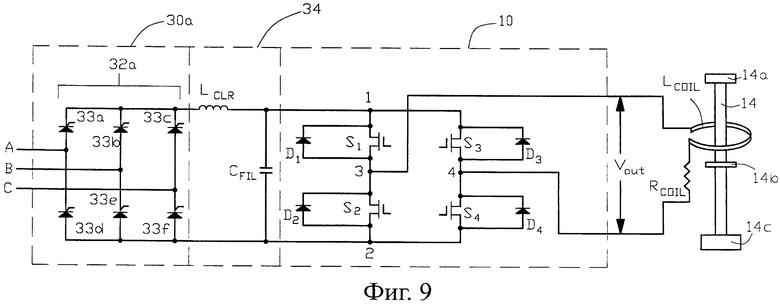
1. Устройство для индукционного нагрева изделия, содержащее: источник питания, имеющий выход переменного тока с управлением на основе широтно-импульсной модуляции;
устройство согласования импедансов, имеющее вход, присоединенный к выходу переменного тока источника питания;
индуктор, присоединенный к выходу устройства согласования импедансов для создания переменного магнитного поля;
средство для перемещения изделия сквозь индуктор для магнитной связи последовательно поступающих поперечных сечений изделия с переменным магнитным полем;
средство для измерения указанных последовательно поступающих поперечных сечений, магнитно связанных с переменным магнитным полем;
средство для избирательного регулирования частоты выходного переменного тока, когда каждое из последовательно поступающих поперечных сечений магнитно связано с переменным магнитным полем для индукционной термообработки в ответ на изменение размера поперечного сечения указанных последовательно поступающих поперечных сечений, магнитно связанных с переменным магнитным полем; и
средство для избирательного регулирования мощности выходного переменного тока путем изменения скважности выходного переменного тока, когда каждое из последовательно поступающих поперечных сечений магнитно связано с переменным магнитным полем для индукционной термообработки, а частота выходного переменного тока отрегулирована в ответ на указанное изменение размера поперечного сечения указанных последовательно поступающих поперечных сечений.
2. Устройство по п.1, характеризующееся тем, что содержит средство для измерения одного или более параметров выходной мощности переменного тока либо одного или более электрических параметров изделия и для регулировки устройства согласования импедансов, реагирующее на один или более параметров выходной мощности переменного тока либо на один или более электрических параметров.
3. Устройство по п.1, содержащее дополнительно средство для избирательной регулировки периода времени, когда каждое из указанных последовательно поступающих поперечных сечений связано с переменным магнитным полем для индукционной тепловой обработки.
4. Способ индукционного нагрева одного или более элементов изделия, содержащий шаги, на которых:
подают электрическую мощность, по меньшей мере, на один индуктор для создания переменного магнитного поля вокруг, по меньшей мере, одного индуктора;
последовательно позиционируют каждый из одного или более элементов изделия вблизи переменного магнитного поля для магнитной связи поперечного сечения каждого из указанных одного или более элементов, позиционированных в переменном магнитном поле, посредством чего каждый из указанных одного или более элементов подвергается индукционной термообработке;
согласовывают импеданс источника электрической мощности с импедансом изделия;
избирательно изменяют частоту подаваемой электрической мощности, когда поперечное сечение каждого из указанных одного или более элементов изделия последовательно позиционировано вблизи магнитного поля в ответ на изменение размера поперечного сечения каждого одного или более элементов вблизи переменного магнитного поля; и
избирательно изменяют величину подаваемой электрической мощности путем изменения скважности подаваемой электрической мощности, когда поперечное сечение каждого из указанных одного или более элементов изделия последовательно позиционировано вблизи переменного магнитного поля и частота электрической мощности отрегулирована в ответ на указанное измерение размера поперечного сечения каждого из указанных одного или более элементов.
5. Способ по п.4, содержащий дополнительный этап, на котором избирательно изменяют время тепловой обработки, когда каждый из указанных одного или более элементов изделия находится вблизи указанного переменного магнитного поля.
| АВТОНОМНЫЙ ПОЛУМОСТОВОЙ ИНВЕРТОР И СПОСОБ УПРАВЛЕНИЯ РАБОТОЙ АВТОНОМНОГО ПОЛУМОСТОВОГО ИНВЕРТОРА | 2002 |
|
RU2231906C2 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2167502C1 |
| Дышло к прицепной тележке | 1929 |
|
SU28793A1 |
| DE 102224044797 A1, 06.04.2006 | |||
| US 2006091136 A1, 04.05.2006 | |||
| US 20060290295 A1, 28.12.2006 | |||
| WO 2006050089 A2, 11.05.2006. | |||

