ОБЛАСТЬ ТЕХНИКИ
Данное заявочное описание изобретения в целом относится к гибким упаковкам, в частности к гибким ламинатным тубам для упаковки продуктов.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
Хорошо известно о применении различных типов гибких туб для упаковки определенных видов продуктов, таких как жидкие продукты, полужидкие продукты и аналогичные продукты, чтобы данные продукты могли дойти до потребителей. Все такие гибкие тубы могут также содержать детальную информацию о продуктах, фирменные названия, логотип, торговую марку, дату производства, срок годности, номер партии и/или другую общую информацию с тем, чтобы облегчить потребителям выбор желаемого продукта на рынке. Такие гибкие тубы могут также включать напечатанную информацию либо на внешней поверхности, либо на внутреннем слое, в зависимости от типа гибких туб. Например, если гибкая туба изготовлена на основе прессования, то данная информация будет обязательно напечатана на внешней стороне тубы. Подобное нанесение маркировки осуществляется с помощью рельефной печати или наклеивания предварительно напечатанных стикеров. Напечатанная информация на таких гибких тубах, в целом, может плохо сохраняться, а именно может быть ободрана, смазана, получить царапины или стать неразборчивой в результате обработки, транспортировки, использования, стирания и аналогичных действий.
В свете подобных проблем, используются гибкие тубы, включающие информацию, напечатанную на внутреннем слое туб. Так гибкие тубы, включающие напечатанную информацию на своем внутреннем слое, в целом, штампуются с применением многослойных полимерных ламинатов. Как правило, напечатанная информация наносится способом выворотной печати на прозрачной полимерной пленке и наклеивается поверх другой полимерной пленки (пленок), чтобы получить ламинаты. Подобные ламинаты могут быть использованы для изготовления гибких ламинатных туб путем наложения внахлестку своих противоположных кромок и их запечатывания на основе способа термической сварки.
Однако способ запечатывания на основе термической сварки обычно ограничивается только такими ламинатами, где внутренний и внешний слои скрепляются друг с другом путем термической сварки. Другие способы уплотнения, такие как способ уплотнения на основе экструзии горячего расплава, могут во многих случаях приводить к расплавлению ламинатов и их расслоению. Далее, в любом уплотнении на основе соединения внахлестку, одна кромка ламината обычно контактирует с продуктом, упакованным в тубу. Постоянный контакт определенных продуктов с выступающей кромкой ламината приводит к расслоению различных слоев ламината. Подобное расслоение может также привести к тому, что напечатанная информация становится размытой и нечеткой. Более того, использование подобных гибких туб может приводить к возникновению различных проблем, связанных с безопасностью, контрафакцией, защитой от вскрытия, эстетической привлекательностью и аналогичными аспектами. Поскольку поставка недоброкачественных продуктов на рынок стала распространенным явлением, такие гибкие тубы, по-видимому, нельзя считать надежными.
Соответственно, существует потребность в разработке соответствующей технологии уплотнения с целью герметичного соединения кромок ламинатов внахлестку таким образом, чтобы изготовить твердые и надежные гибкие ламинатные тубы из различных видов ламината. Далее, необходимо избавиться от проблем, связанных с безопасностью, контрафакцией, защитой от вскрытия, эстетической привлекательностью и аналогичными аспектами, чтобы предотвратить выход недоброкачественных продуктов на рынок. Далее, необходимо предотвратить расслоение, последующее размывание и нечеткость напечатанной информации на тубе.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В свете вышеупомянутых недостатков, присущих известному уровню техники, основной целью данного изобретения является предоставление гибких ламинатных туб и способа их производства, усовершенствованного таким образом, чтобы включить в себя все преимущества известного уровня техники и избавиться от всех недостатков, свойственных известному уровню техники, также предлагая некоторые дополнительные преимущества.
Целью данного изобретения является предоставление крепкой и надежной гибкой ламинатной тубы, которая может быть изготовлена из различных видов ламината, используя подходящую технологию уплотнения.
Другой целью данного изобретения является предоставление гибкой ламинатной тубы, которая характеризуется эффективным уплотнением, что позволяет избежать расслоения, последующего размывания и нечеткости напечатанной на тубе информации.
Еще одной целью данного изобретения является предоставление такой гибкой ламинатной тубы, которая позволила бы преодолеть различные ограничения, связанные с безопасностью, контрафакцией, защитой от вскрытия, эстетической привлекательностью и аналогичными аспектами, а также предотвратить выход недоброкачественных продуктов на рынок.
Чтобы достигнуть вышеуказанных целей, в рамках данного раскрытия изобретения представляется гибкая ламинатная туба, далее называемая "туба". Туба включает ламинат и уплотнительную ленту. Ламинат включает, по меньшей мере, два слоя, внешний слой и внутренний слой, сформированный в соответствии с внешним слоем. Внешний слой и внутренний слой не являются герметизирующими по отношению друг к другу и являются герметизирующими относительно самих себя. Ламинат складывается таким образом, чтобы обеспечить перекрытие двух своих расположенных продольно противоположных кромок и получить в результате полый элемент конструкции. Далее, уплотнительная лента включает, по меньшей мере, два слоя, первый слой и второй слой, сформированный в соответствии с первыми слоями. Первый слой герметично скрепляется с внутренним слоем ламината, а второй слой герметично скрепляется с внешним слоем ламината. Уплотнительная лента заделана между двумя идущими продольно противоположными перекрывающимися кромками ламината таким образом, что первый слой повернут к внутреннему слою, а второй слой повернут к внешнему слою. Это необходимо, чтобы герметично скрепить две идущие продольно противоположные кромки для придания формы полому элементу конструкции с целью изготовления тубы.
Другой характерной чертой данного изобретения является способ изготовления тубы для упаковки продуктов. В данном способе ламинат складывается таким образом, чтобы обеспечить перекрытие двух своих идущих продольно противоположных кромок, чтобы придать форму полому элементу конструкции. Такой ламинат для создания тубы включает, по меньшей мере, два слоя, внешний слой и внутренний слой, сформированный в соответствии с внешним слоем. Внешний слой и внутренний слой не являются герметизирующими по отношению друг к другу и являются герметизирующими относительно самих себя. Далее, для создания тубы уплотнительная лента вводится между двумя идущими продольно противоположными перекрывающимися кромками ламината. Уплотнительная лента включает, по меньшей мере, два слоя, первый слой и второй слой, сформированный в соответствии с первыми слоями. Первый слой сваривается с внутренним слоем ламината, а второй слой сваривается с внешним слоем ламината. Уплотнительная лента заделана между двумя идущими продольно, противоположными перекрывающимися кромками ламината таким образом, что первый слой повернут к внутреннему слою, а второй слой повернут к внешнему слою, чтобы скрепить герметично две идущие продольно противоположные кромки. Способ далее включает заделку уплотнительной ленты между двумя идущими продольно противоположными перекрывающимися кромками ламината для придания формы полому элементу конструкции с целью изготовления тубы.
Еще одной особенностью данного изобретения являются представления различных типов ламината для изготовления вышеупомянутой тубы.
В одном воплощении ламинат для изготовления тубы имеет следующую структуру:
внешний слой прозрачной пленки из полиэтилентерефталата (PET), причем опционально внешний слой выполнен способом выворотной печати;
средний слой пленки из полиэтилентерефталата (PET), имеющий один из образцов металлизированной голограммы, и образец неметаллизированной голограммы, созданные с помощью технологии тиснения, причем средний слой со стороны с образцом металлизированной голограммы или со стороны с образцом неметаллизированной голограммы сформирован по отношению к стороне внешнего слоя, который опционально выполнен способом выворотной печати; и
внутренний слой пленки из полиэтилена, сформированный по отношению к среднему слою по направлению к стороне, противоположной стороне с образцом металлизированной голограммы или к стороне с образцом неметаллизированной голограммы.
В другом воплощении ламинат для изготовления тубы имеет следующую структуру:
внешний слой прозрачной пленки из полиэтилентерефталата (PET), причем опционально внешний слой выполнен способом выворотной печати;
средний слой пленки из полиэтилентерефталата (PET), имеющий либо образец металлизированной голограммы, либо образец неметаллизированной голограммы, созданные с помощью технологии тиснения, причем средний слой со стороны с образцом металлизированной голограммы или со стороны с образцом неметаллизированной голограммы сформирован по отношению к стороне внешнего слоя, который опционально выполняется способом выворотной печати;
слой алюминиевой фольги, сформированный по отношению к среднему слою по направлению к стороне, противоположной стороне с образцом металлизированной голограммы или к стороне с образцом неметаллизированной голограммы; и
внутренний слой пленки из полиэтилена, сформированный по отношению к слою алюминиевой фольги.
Еще в одном воплощении ламинат для изготовления тубы имеет следующую структуру:
внешний слой прозрачной пленки из полиэтилентерефталата (PET), причем внешний слой с зарегистрированным образцом голограммы, нанесенным путем переноса зарегистрированного образца голограммы с использованием голографической фольги или пленки на основе процесса термосилового закрепления, причем внешний слой опционально выполняется способом выворотной печати;
средний слой пленки на основе соэкструзионного этиленвинилового спирта (EVOH), причем средний слой сформирован по отношению к стороне внешнего слоя, опционально выполненной способом выворотной печати; и
внутренний слой пленки из полиэтилена сформирован по отношению к среднему слою.
Еще в одном воплощении, ламинат для изготовления тубы имеет следующую структуру:
внешний слой прозрачной пленки из герметизирующего
двуосноориентированного полипропилена (ВОРР), причем внешний слой опционально выполняется способом выворотной печати;
средний слой пленки из полиэтилентерефталата (PET) или из герметизирующего двуосноориентированного полипропилена (ВОРР), причем средний слой опционально имеет образец металлизированной голограммы или образец неметаллизированной голограммы, а средний слой со стороны с образцом металлизированной голограммы или со стороны с образцом неметаллизированной голограммы сформирован по отношению к стороне внешнего слоя, опционально выполненной способом выворотной печати; и
внутренний слой пленки из полиэтилена и литого полипропилена (СРР), сформированный по отношению к среднему слою по направлению к стороне, противоположной стороне с образцом металлизированной голограммы или с образцом неметаллизированной голограммы.
Итак, чтобы избежать различных проблем, связанных с обеспечением безопасности, контрафакцией и т.д., и чтобы предотвратить выход недоброкачественных продуктов на рынок, предлагается туба с металлизированными и/или неметаллизированными голографическими образами, текстом или образцом. Металлизированные и/или неметаллизированные голографические образы, текст или образец могут быть нанесены с помощью разнообразной техники, что может включать, но не ограничиваться, нанесение голографических образов, текста или образца с помощью технологий жесткого, мягкого и/или УФ теснения на слой многослойной структуры, предпочтительно изготовленной из PET, ВОРР, СРР и PVC и т.д. многослойного ламината, и/или перенос зарегистрированных или незарегистрированных голографических образов, текста или образца с голографической фольги/пленки на основе процесса термосилового закрепления на внешней поверхности ламината.
Далее, чтобы обеспечить эффективное уплотнение и предотвратить расслоение, предлагается туба с уплотнительной лентой и защитными прокладками. Уплотнительная лента с внешним и внутренним слоями, которые прикреплены к соответствующим внешним и внутренним слоям ламината, заделана между наружным и внутренним слоями перекрывающихся кромок ламината для обеспечения запечатывания внахлест. Далее, защитные прокладки герметично скрепляются в продольном направлении с внутренней поверхностью, как с внутренней, так и с внешней поверхностью тубы для покрытия кромок ламината вдоль идущего продольно уплотнительного пояска, чтобы предотвратить расслоение.
Все это вместе с другими особенностями данного изобретения, наряду с различными характерными чертами, отражающими новизну, которая характерна для данного изобретения, раскрыто в деталях в описании и пунктах патентной формулы, которые здесь прилагаются, что наряду с прилагаемым вышеупомянутым кратким описанием составляет часть данного раскрытия изобретения. Для лучшего понимания данного изобретения, его эксплутационных преимуществ и конкретной цели, достигаемой при его использовании, следует делать ссылку на прилагаемые чертежи и описания, где представлены примеры осуществления данного изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Преимущества и характерные черты данного раскрытия сущности изобретения можно лучше понять со ссылкой на следующее детальное описание вместе с сопровождающими чертежами и пунктами патентной формулы, в которой соответствующие элементы идентифицированы соответствующими символами, и где:
ФИГ.1 иллюстрирует вид спереди гибкой ламинатной тубы, далее именуемой "туба", в соответствии с примером осуществления данного изобретения;
ФИГ.2А иллюстрирует увеличенный вид спереди ламината с уплотнительной лентой для изготовления тубы с ФИГ.1, в соответствии с примером осуществления данного изобретения;
ФИГ.2B иллюстрирует поперечное сечение ламинатной структуры с уплотнительной лентой ФИГ.2А, в соответствии с примером осуществления данного изобретения;
ФИГ.3 иллюстрирует увеличенное поперечное сечение, изображающее уплотнительную ленту и защитные прокладки, сформированные на тубе ФИГ.1, в соответствии с примером осуществления данного изобретения;
ФИГ.4-7 иллюстрируют изображения в разобранном виде различных типов ламинатных структур для изготовления тубы ФИГ.1, в соответствии с различными примерами осуществления данного изобретения; и
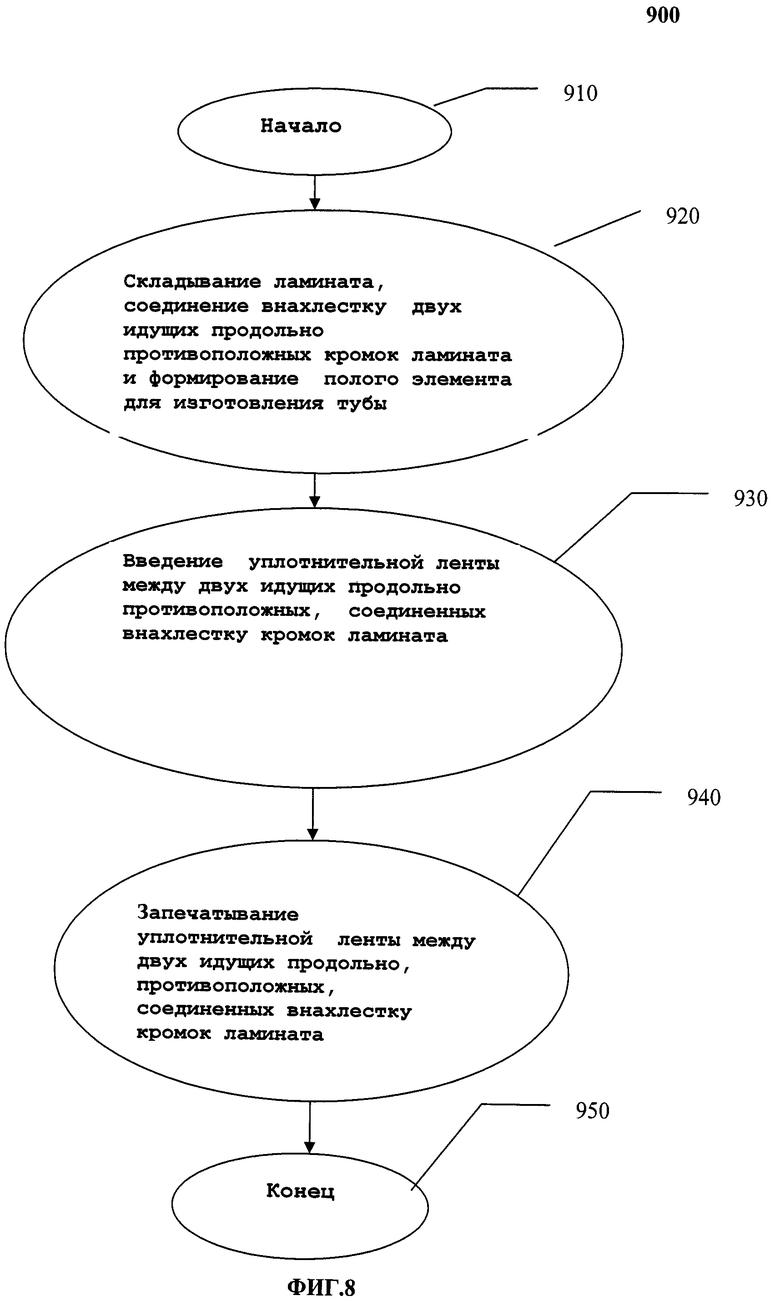
ФИГ.8 иллюстрирует способ формовки тубы ФИГ.1 в соответствии с примером осуществления данного изобретения.
Подобные номера позиций относятся к соответствующим деталям во всем описании нескольких сечений на чертежах.
ДЕТАЛЬНОЕ ОПИСАНИЕ РАСКРЫТИЯ ИЗОБРЕТЕНИЯ
Для более глубокого понимания данного раскрытия изобретения следует сделать ссылку на следующее детальное описание в связи с вышеупомянутыми чертежами и пунктами патентной формулы. Хотя данное раскрытие изобретения описывается в связи с примерами его осуществления, данное раскрытие изобретения не следует ограничивать конкретными, представленными здесь формами. Следует понимать, что различные опущения и замены эквивалентов рассматриваются исходя из сложившихся обстоятельств и целесообразности, и они должны отражать применение или воплощение, не удаляясь от сущности или объема данного раскрытия изобретения и пунктов патентной формулы. Далее, тем не менее, понимается, что не предполагается внесения каких-либо ограничений в объем данного раскрытия изобретения, а все дальнейшие видоизменения и модификации в чертежах, а также дальнейшие приложения принципов данного раскрытия изобретения отвечают представлениям квалифицированного специалиста в данной области, которому адресовано данное раскрытие изобретения. Также предполагается, что используемая здесь фразеология и терминология используются в описании данного изобретения и не должны рассматриваться как ограничительный фактор. Далее, приводимая здесь ссылка на "одно воплощение" или "воплощение" означает, что конкретная черта, характеристика или функция, описанная в связи с воплощением, включена, по меньшей мере, в одно воплощение данного раскрытия изобретения. Более того, появление здесь таких фраз в различных местах не обязательно связано с одним и тем же воплощением изобретения. Далее, используемые здесь термины "первый", "второй", "внешний", "средний" и "внутренний" не означают какую-либо последовательность, а скорее означают присутствие, по меньшей мере, одной позиции, о которой идет речь.
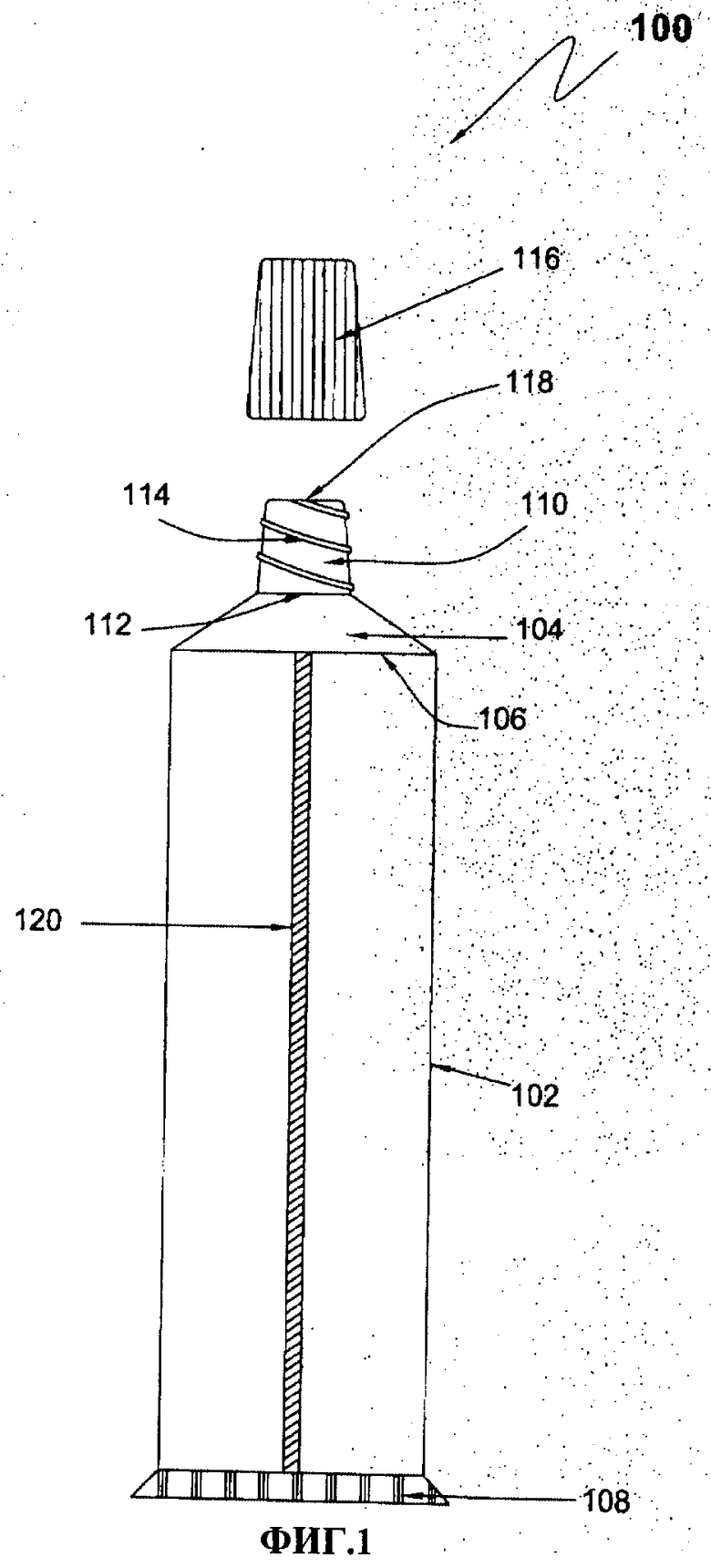
На ФИГ.1 иллюстрируется вид спереди гибкой ламинатной тубы (100), далее именуемой "туба (100)", в соответствии с примером осуществления данного изобретения. Туба (100) включает полый элемент конструкции (102) и деталь заплечика (104), идущую по направлению вверх от первой оконечной части (106) полого элемента конструкции (102), где вторая оконечная часть (108) полого элемента конструкции (102) защемлена и запечатана термически, или с помощью ультразвука, или любым другим подходящим способом после заполнения тубы продуктом. Далее, деталь заплечика (104) включает деталь жиклера (110), идущую по направлению вверх от периметра (112) детали заплечика (104). Деталь жиклера (110) может быть снабжена резьбой снаружи или изнутри. Как показано на ФИГ.1, деталь жиклера (110) снабжена резьбой снаружи, чтобы сформировать витки резьбы (114) на поверхности. Деталь жиклера (110) за счет витков резьбы (114) подгоняет деталь крышки (116) для закрытия отверстия (118) детали жиклера (110). Деталь крышки (116) может также быть изоляционного типа или в виде клапана. Туба (100) пригодна для упаковки различных видов продуктов, таких как жидкие продукты, полужидкие продукты и аналогичные продукты.
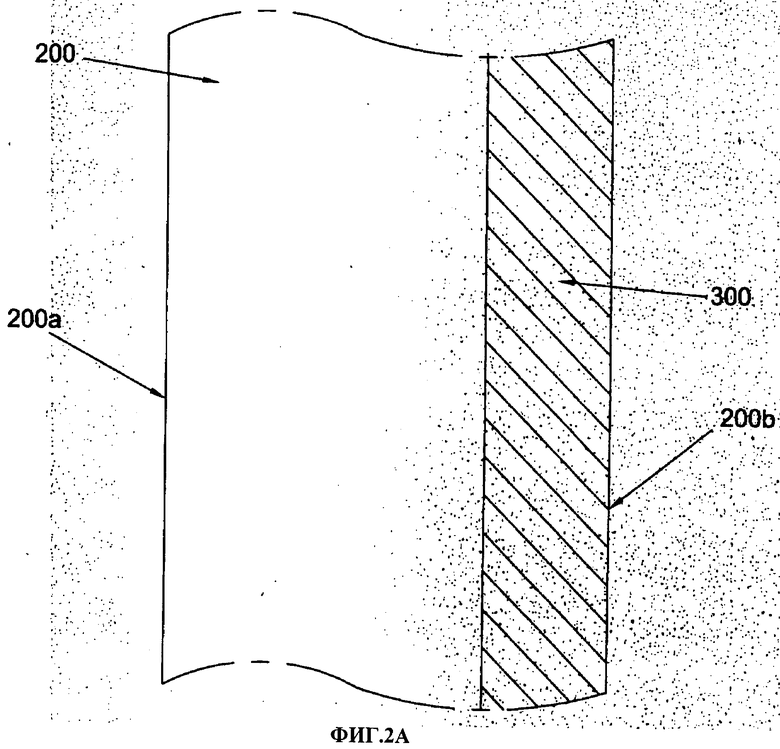
Туба (100) для изготовления полого элемента конструкции (102) включает ламинат (200) и уплотнительную ленту (300), как показано на ФИГ.2А и ФИГ.2B. Ламинат (200) включает, по меньшей мере, два слоя полимерной пленки, внешний слой (202) и внутренний слой (204). В других различных воплощениях разного раскрытия изобретения ламинаты могут включать более чем два слоя, что будет описано далее в подробностях со ссылкой на различные фигуры.
Внутренний слой (204) сформирован по отношению к внешнему слою (202). Осуществление конфигурации внутреннего слоя (204) с внешним слоем (202) может быть выполнено за счет слоя подходящего адгезива или путем ламинирования способом экструзии, известного в данной области. Внешний слой (202) и внутренний слой (204) могут обладать такими свойствами, которые делают их негерметизирующими друг к другу и герметизирующими по отношению к самим себе. Так, внешний слой (202) является герметизирующим по отношению к самому себе и негерметизирующим по отношению к внутреннему слою (204). Аналогично, внутренний слой (204) является герметизирующим по отношению к самому себе и негерметизирующим по отношению к внешнему слою (202). Однако, не выходя за рамки объема данного изобретения, может сложиться так, что внешний слой и внутренний слой могут иметь свойства, которые отличаются от свойств раскрытых здесь внешнего и внутреннего слоев (202) и (204). Так, внешний слой (202) может иметь свойства, которые делают его герметизирующим относительно самого себя, так и относительно внутреннего слоя (204), и, аналогично, внутренний слой (204) может иметь свойства, которые делают его герметизирующим как относительно самого себя, так и относительно внешнего слоя (202).
Ламинат (200) с внешним и внутренним слоями (202) и (204) может быть выбран из различных видов полимерной пленки. Например, внешний слой (202) ламината (200) может быть герметизирующей пленкой из полиэтилентерефталата (PET) или из двуосноориентированного полипропилена (ВОРР). Внешний слой (202) ламината (200) может быть опционально выполнен способом выворотной печати. Далее, внешний слой (202) может включать зарегистрированный голографический образец, нанесенный путем переноса зарегистрированного голографического образца с голографической фольги или пленки на основе процесса термосилового закрепления на внешней поверхности. Аналогично, внутренний слой (204) ламината (200) может представлять собой герметизирующую пленку либо из двуосноориентированного полипропилена (ВОРР), либо из полиэтилена (РЕ), либо из литого полипропилена (СРР).
Некоторые примеры двухслойных ламинатов представлены здесь с целью облегчения понимания, однако раскрытие изобретения ни в коей мере не должно ограничиваться только этими структурами. Примеры таковы:
1. Ламинат (200) может иметь внутренний слой (204) из РЕ и внешний слой (202) из герметизирующего PET.
2. Ламинат (200) может иметь внутренний слой (204) из РЕ и внешний слой (202) из герметизирующего ВОРР.
3. Внутренний слой (204) может иметь внутренний слой (204) из герметизирующего ВОРР и внешний слой (202) из герметизирующего PET.
4. Ламинат (200) может иметь внутренний слой (204) из герметизирующего СРР и внешний слой (202) из герметизирующего PET.
5. Ламинат (200) может иметь внутренний слой (204) из герметизирующего СРР и внешний слой (202) из герметизирующего ВОРР.
В любых других воплощениях ламинат (200) может включать средний слой, расположенный между внешним слоем (202) и внутренним слоем (206). Средний слой может быть сформирован между внешним слоем (202) и внутренним слоем (206) с помощью слоя подходящего адгезива или путем ламинирования способом экструзии, как это применяется в данной области техники. Средний слой может быть PET слоем, PET слоем с неметаллизированным голографическим образцом, PET слоем с металлизированным голографическим образцом, ВОРР слоем, ВОРР слоем с неметаллизированным голографическим образцом, ВОРР слоем с металлизированным голографическим образцом, слоем на основе соэкструзионного этиленвинилового спирта (EVOH), слоем алюминиевой фольги, или их комбинацией. Далее, металлизированный и неметаллизированный голографический образец, нанесенный на средний слой, выполняется техникой тиснения. Некоторые примеры ламината со средним слоем представлены здесь с целью лучшего понимания, и раскрытие сущности данного изобретения не должно ограничиваться только этими структурами.
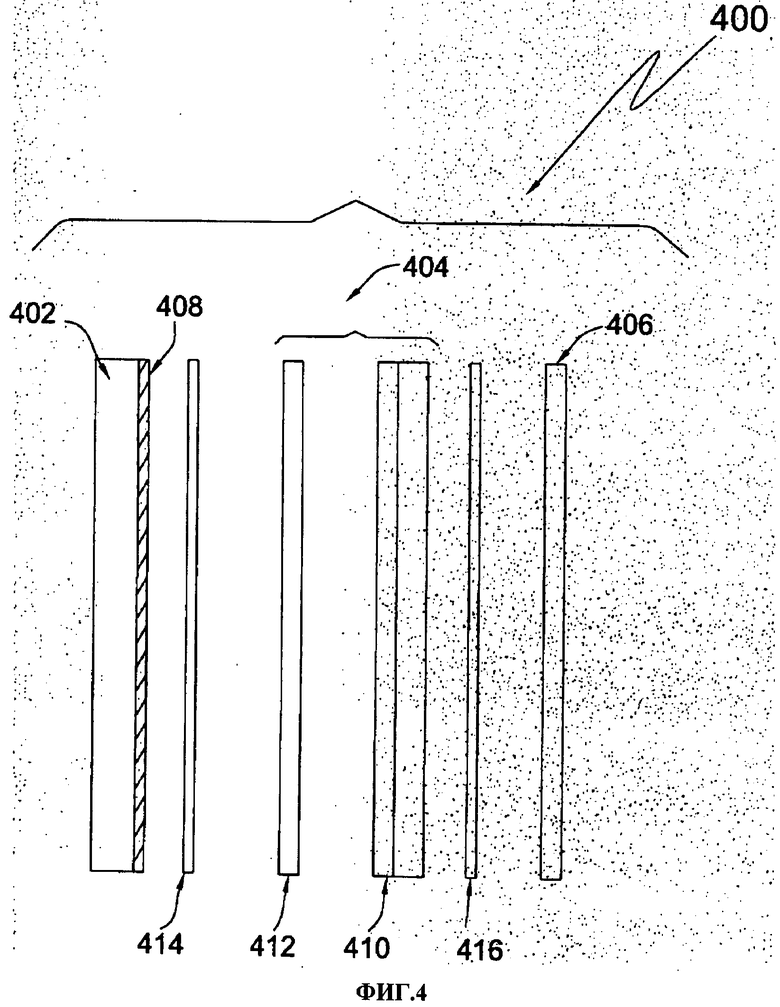
В соответствии с первым примером многослойного ламината представлен ламинат (400) для изготовления тубы (100). Ламинат (400) лучше всего иллюстрируется на ФИГ.4. Ламинат (400) включает три слоя, внешний слой (402), средний слой (404) и внутренний слой (406). Внешний слой (402) - это прозрачная пленка из полиэтилентерефталата (PET). Внешний слой (402) может быть опционально выполнен способом выворотной печати (408) с нанесением желательной информации. В одной форме, не выходя за рамки объема данного раскрытия изобретения, внешний слой (402) может иметь толщину от примерно 10 микронов до примерно 23 микронов. Далее, средний слой (404) изготовлен из пленки из полиэтилентерефталата (PET), либо с образцом металлизированной голограммы, либо с образцом неметаллизированной голограммы, нанесенной с помощью техники тиснения. Средний слой (404) со стороны с образом металлизированной голограммы или со стороны с образцом неметаллизированной голограммы, в зависимости от ситуации, сформирован по отношению к стороне внешнего слоя (402), обработанной способом выворотной печати (408). Как показано на ФИГ.4, средний слой (404) включает образец голограммы (410), нанесенный с использованием технологий жесткого, мягкого или УФ тиснения. Однако, не выходя за рамки объема данного раскрытия изобретения, образец голограммы (410) может быть нанесен, используя любую технологию, известную в данной области. Для получения металлизированного образца голограммы средний слой (404) содержит поверхностный металлизированный слой (412). Далее, для получения образца неметаллизированной голограммы, средний слой (404) не включает какого-либо металлизированного слоя, типа металлизированного слоя (412). В одной форме средний слой (404) может иметь толщину примерно от 12 микронов. Кроме того, ламинат (400) включает внутренний слой (406) пленки из полиэтилена. Внутренний слой (406) сформирован по отношению к среднему слою (404) по направлению к стороне, противоположной стороне с образцом голограммы (410). Внутренний слой (406) имеет изолирующие свойства и может иметь толщину примерно от 150 микронов до примерно 175 микронов. Все указанные слои, такие как внешний слой (402), средний слой (404) и внутренний слой (406) могут быть герметично скреплены вместе с помощью адгезивных слоев (414) и (416) или путем использования термального ламинирования способом экструзии пленок из РЕ, РР или РЕ и PP. В частности, внешний слой (402) и средний слой (404) скреплены друг с другом с помощью адгезивного слоя (414). Далее, средний слой (404) и внутренний слой (406) скреплены друг с другом с помощью адгезивного слоя (416), чтобы сформировать ламинат (400). В одной форме ламинат (400) может иметь общую толщину примерно в 190 микронов.
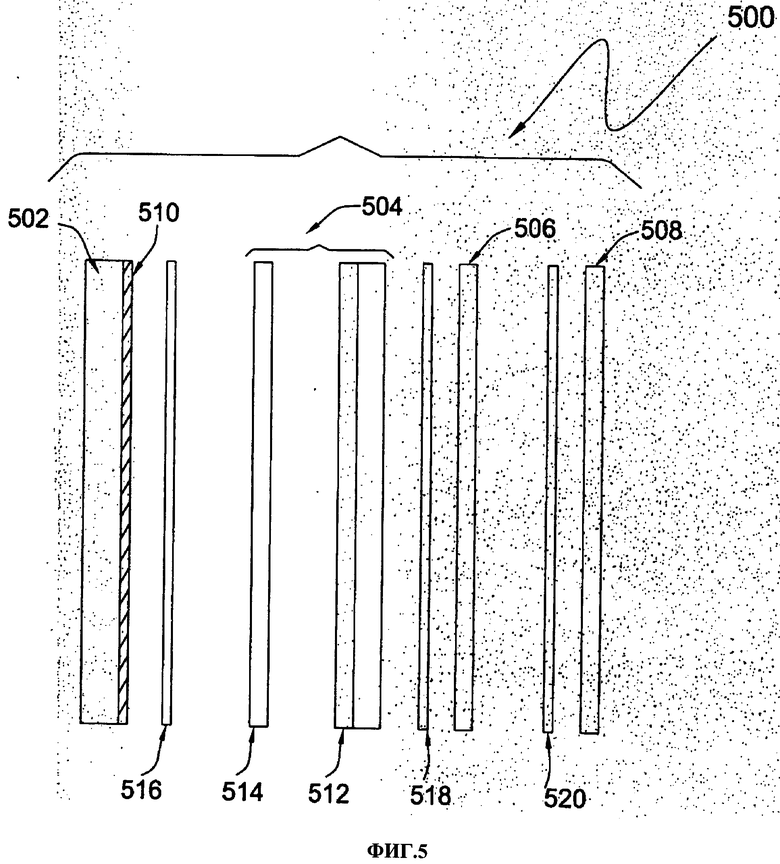
Далее, на ФИГ.5 иллюстрируется пример ламината (500) для изготовления тубы (100). В соответствии с этим примером, ламинат (500) включает четыре слоя, внешний слой (502), средний слой (504) и дополнительный защитный слой (506) и внутренний слой (508). Внешний слой (502) имеет все характерные черты внешнего слоя (402) ламината (400) и не описывается здесь снова, чтобы быть кратким. Внешний слой (502) может опционально обрабатываться способом выворотной печати (510) с целью нанесения желаемой информации. Аналогично, средний слой (504) включает все характерные черты среднего слоя (404) ламината (400), так он включает либо образец металлизированной голограммы, либо образец неметаллизированной голограммы, нанесенной путем техники тиснения. Средний слой (504) со стороны, где нанесен образец металлизированной голограммы, или образец неметаллизированной голограммы, в зависимости от ситуации, сформирован по отношению к стороне внешнего слоя (502), обработанного способом выворотной печати (510). Средний слой включает образец голограммы (512), как описано выше. Для получения образца металлизированной голограммы средний слой (504) включает поверхностный металлизированный слой (514). Далее, для получения образца неметаллизированной голограммы, средний слой (504) не включает металлизированный слой, такой как металлизированный слой (514). Кроме того, ламинат (500) включает дополнительный защитный слой (506) алюминиевой фольги, сформированный по отношению к среднему слою (504) по направлению к стороне, противоположной стороне с образом металлизированной голограммы или с образом неметаллизированной голограммы. В одной форме дополнительный защитный слой (506) может иметь толщину примерно от 5 микронов до 7 микронов. Более того, внутренний слой (508) имеет все характерные черты внутреннего слоя (406) ламината (400). Внутренний слой (508) сформирован по отношению к дополнительному защитному слою (506). Аналогично ламинату (400), все указанные слои, такие как внешние слои (502), средний слой (504), дополнительный защитный слой (506) и внутренний слой (508) ламината (500) могут быть скреплены вместе с помощью адгезивных слоев (516), (518) и (520) или путем термального ламинирования способом экструзии пленок из РЕ, РР или РЕ и РР, как показано на ФИГ.5. В частности, внешний слой (502) и средний слой (504) скреплены друг с другом с помощью адгезивного слоя (516). Далее, средний слой (504) и дополнительный защитный слой (506) скреплены друг с другом с помощью адгезивного слоя (518). Аналогично, дополнительный защитный слой (506) и внутренний слой (508) скреплены друг с другом с помощью адгезивного слоя (520), чтобы сформировать ламинат (500). В одной форме ламинат (500) может иметь совокупную толщину примерно от 200 микронов.
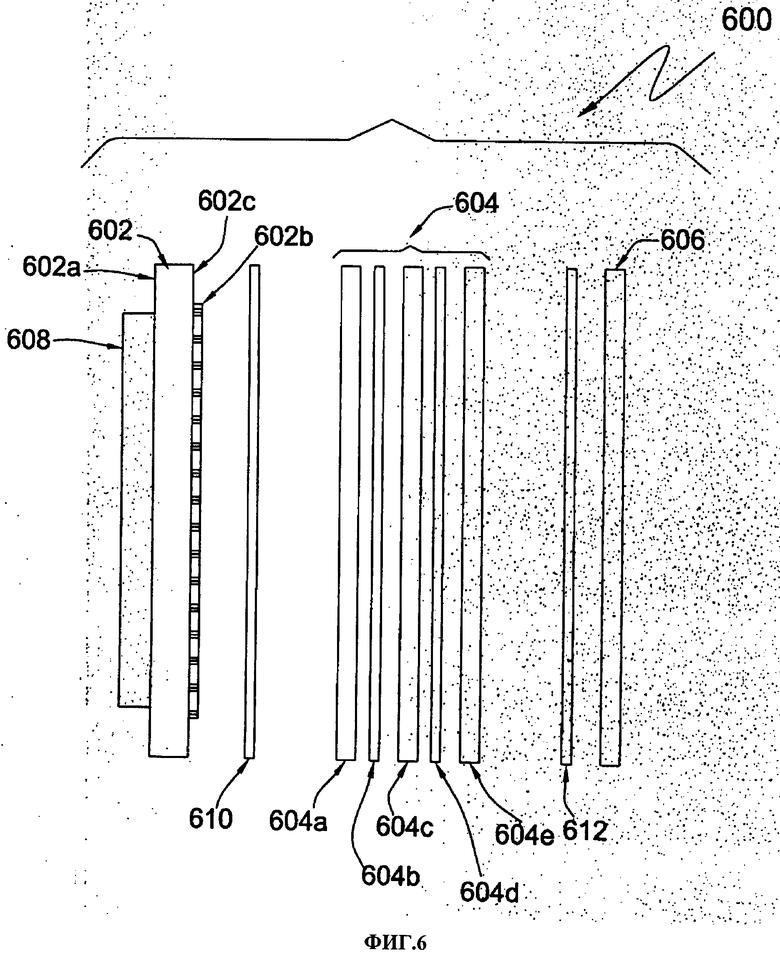
На ФИГ.6 иллюстрируется другой пример ламината (600) для изготовления тубы (100). В соответствии с этим примером, ламинат (600) включает три слоя, внешний слой (602), средний слой (604) и внутренний слой (606). Внешний слой (602) - это прозрачная пленка из полиэтилентерефталата (PET). Внешний слой (602) имеет зарегистрированный голографический образец (608), нанесенный путем переноса зарегистрированного голографического образца с голографической фольги или пленки на основе процесса термосилового закрепления на внешней поверхности (602а) ламината (600). Далее, внешний слой (602) может быть опционально выполнен способом выворотной печати (602b) с желаемой информацией на внутренней поверхности (602c). Однако, не выходя за рамки объема данного раскрытия изобретения, печать желательной информации может быть выполнена на внешней поверхности (602а), которая содержит зарегистрированный голографический образец (608). Такая печать может быть выполнена способом УФ печати или любым другим способ печати, известным в данной области. Далее, такая верхняя сторона (602а) с зарегистрированным голографическим образцом (608) и напечатанной информацией может быть покрыта подходящим защитным покрытием, применяемым в данной области. Внешний слой (602) может иметь толщину примерно от 10 микронов до примерно 23 микронов. Средний слой (604) ламината (600) - это пленка на основе соэкструзионного этиленвинилового спирта (EVOH). Средний слой (604) на основе этиленвинилового спирта может состоять из пяти или трех различных слоев. В этом примере средний слой (604) на основе этиленвинилового спирта включает пять слоев, которые представляют собой РЕ слой (604а), адгезивный слой (604b), слой на основе этиленвинилового спирта (604c), адгезивный слой (604d) и РЕ слой (604е). Адгезивные слои (604b) и (604d) состоят из хорошего адгезива, который способен скрепить РЕ слой (604а), слой на основе этиленвинилового спирта (604c) и РЕ слой (604e), чтобы сформировать средний слой (604) из соэкструзионного этиленвинилового спирта. Средний слой (604) сформирован по отношению к внутренней поверхности (602c) внешнего слоя (602). Кроме того, внутренний слой (606) ламината (600) - это пленка из полиэтилена, и он сформирован по отношению к среднему слою (604). Внутренний слой (606) имеет изолирующие свойства и может иметь толщину от примерно 150 микронов до примерно 175 микронов. Все указанные слои, такие как внешние слои (602), средний слой (604) и внутренний слой (606) могут быть скреплены вместе с помощью адгезивных слоев (610) и (612) или путем использования термального ламинирования способом экструзии пленок из РЕ, РР или РЕ и РР, как показано на ФИГ.6. В одной форме адгезивные слои (610) и (612) или слой ламинирования экструзионной пленки могут иметь толщину примерно от 30 микронов до примерно 50 микронов. Более того, ламинат (600) может иметь совокупную толщину примерно от 200 микронов.
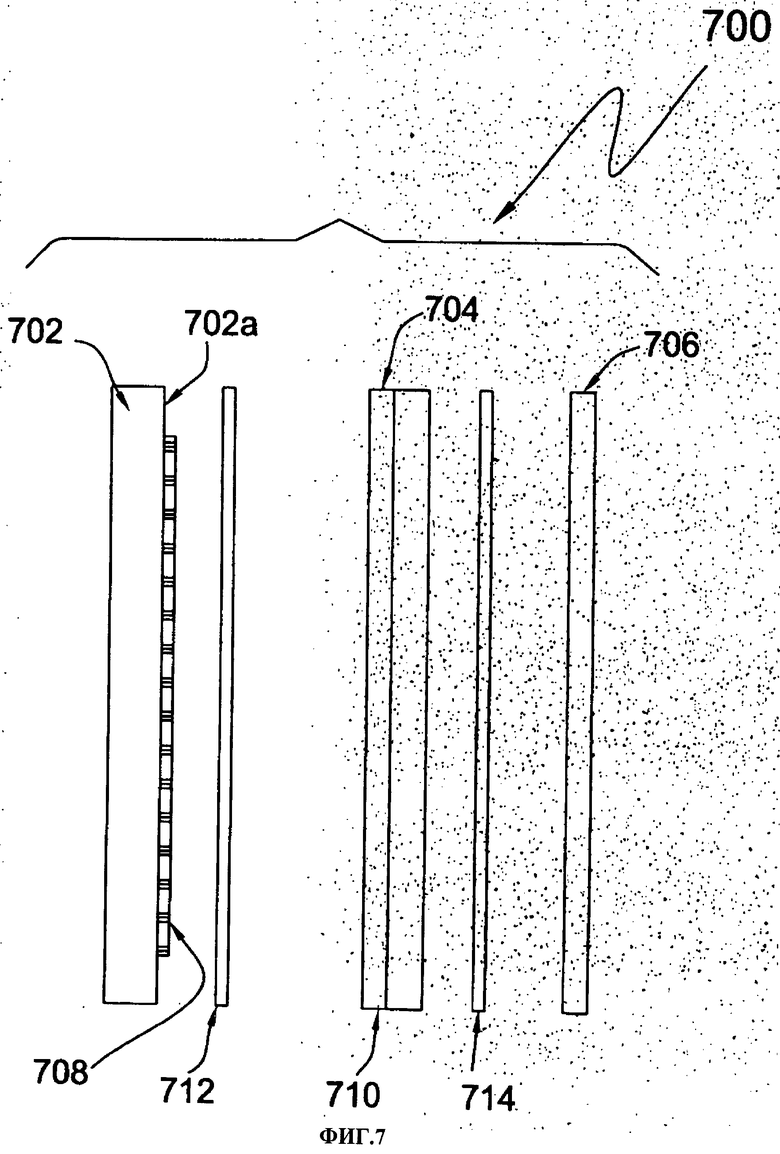
На ФИГ.7 проиллюстрирован другой пример ламината (700) для изготовления тубы (100). Ламинат (700) включает внешний слой (702), средний слой (704) и внутренний слой (706). Внешний слой (702) - это прозрачная пленка из герметизирующего двуосноориентированного полипропилена (ВОРР). Далее, внешний слой (602) может быть опционально выполнен способом выворотной печати (708) с нанесением желаемой информации на внутренней поверхности (702а). Далее, средний слой (704) - это пленки либо из полиэтилентерефталата (PET), либо из двуосноориентированного полипропилена (ВОРР). Средний слой (704) может опционально иметь образец голограммы (710) и быть сформирован на основании используемых в данной области процессов. Средний слой (704) со стороны с образцом голограммы сформирован по отношению к внутренней поверхности (702а) внешнего слоя (702). Кроме того, внутренний слой (706) - это пленки из полиэтилена или литого полипропилена (СРР). Внутренний слой (706) сформирован по отношению к среднему слою (704) по направлению к стороне, противоположной стороне с образцом голограммы (710). Все указанные слои, такие как внешние слои (702), средний слой (704) и внутренний слой (706) могут быть герметично скреплены вместе с помощью адгезивных слоев (712) и (714) или с помощью термального ламинирования способом экструзии пленок из РЕ, РР или РЕ и РР, как показано на ФИГ.7.
Сейчас обратимся опять к Фигурам 2А, 2B и 3 с целью лучшего понимания процесса изготовления тубы (100) на ФИГ.1. Как показано на ФИГ.2А, 2В и 3, иллюстрируется ламинат из двух слоев для изготовления тубы (100). Однако, не выходя за рамки объема данного раскрытия изобретения, изготовление тубы (100) может быть осуществлено, используя одну из вышеупомянутых ламинатных структур, как это детально описано выше. Ламинат (200) включает две идущие продольно, противоположные кромки, такие как первая кромка (200а) и вторая кромка (200b), далее совместно именуемые "противоположные кромки (200а) и (200b)". Для формирования полого элемента конструкции (102) ламинат (200) с противоположными кромками (200а) и (200b) складывается таким образом, чтобы противоположные кромки (200а) и (200b) соединялись внахлестку. Такие соединенные внахлестку противоположные кромки (200а) и (200b) ламината (200) должны быть герметично запечатаны для сохранения формы, которая образует полый элемент конструкции (102).
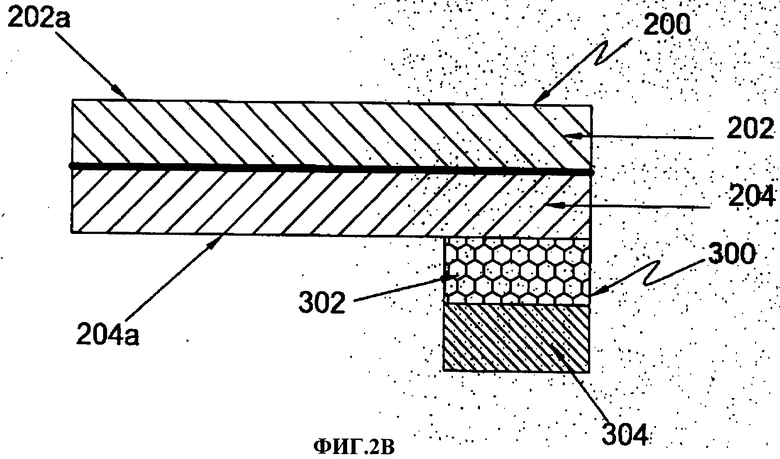
Для такого герметичного запечатывания предусмотрена уплотнительная лента (300). Уплотнительная лента (300) включает, по меньшей мере, два слоя, таких как первый слой (302) и второй слой (304). Второй слой (304) сформирован по отношению к первому слою (302) через слой подходящего адгезива или путем ламинирования способом экструзии, известного в данной области. Первый слой (302) уплотнительной ленты (300) имеет такие характеристики, которые делают его герметизирующим по отношению к внутреннему слою (204) ламината (200). Аналогично, второй слой (304) имеет такие характеристики, которые делают его герметизирующим по отношению к внешнему слою (202) ламината (200).
Уплотнительная лента (300) заделана между противоположными, соединенными внахлестку кромками (200а) и (200b) ламината (200) так, что первый слой (302) повернут к внутреннему слою (204), а второй слой (304) повернут к внешнему слою (202), чтобы герметично скрепить противоположные, соединенные внахлестку кромки (200а) и (200b) для придания формы полому элементу конструкции (102). В одной форме уплотнительная лента (300) сформирована целиком с ламинатом (200) вдоль одной из продольных кромок ламината. Как показано на ФИГ.2В, на внутренней поверхности внутреннего слоя (204) ламината (300) предусмотрена уплотнительная лента (300). Такая уплотнительная лента (300) дает возможность герметичного запечатывания противоположных, соединенных внахлестку кромок (200а) и (200b) ламината (200), чтобы придать форму полому элементу конструкции (102), который можно использовать, чтобы сформировать тубу (100) на ФИГ.1. В этом воплощении на ламинате (200) может быть предусмотрена уплотнительная лента (300) во время его изготовления. Уплотнительная лента (300) шириной примерно от 3 мм до примерно 10 мм может быть предусмотрена на ламинате (200) на станочной линии и, соответственно, для острой продольный кромки уплотнительной ленты (300); подрезка или продольная разрезка уплотнительной ленты (300) может быть осуществлена поточно на станке перед подачей. Ширина уплотнительной ленты (300) после продольной разрезки может составлять примерно от 2 мм до примерно 8 мм. Однако, не выходя за рамки объема данного раскрытия изобретения, ширина уплотнительной ленты (300) может варьироваться в зависимости от требований продукта и процесса. В другом воплощении, лента (300) может быть заправлена между противоположных, соединенных внахлестку кромок (200а) и (200b) ламината (200) на станке для формовки и запечатывания, чтобы получить полый элемент конструкции (102), который может быть использован для придания формы тубе (100).
Уплотнительная лента (300) может быть предусмотрена, чтобы герметично скрепить противоположные, соединенные внахлестку кромки (200а) и (200b) ламината (200), поскольку внешний слой (202) и внутренний слой (204) ламината (200) не являются герметизирующими по отношению друг к другу, а первый слой (302) уплотнительной ленты (300) является герметизирующим по отношению к внутреннему слою (204) ламината (200), и второй слой (304) уплотнительной ленты (300) является герметизирующим по отношению к внешнему слою (202) ламината (200). Запечатывание ламината (200) с помощью уплотнительной ленты (300) обеспечивает прочность тубы (100). Однако, не выходя за рамки объема данного раскрытия изобретения, в определенных ламинатных структурах, где внешний и внутренний слой могут быть герметизирующими по отношению друг к другу, может также использоваться уплотнительная лента для прочности запечатывания. При таком ламинировании использование уплотнительной ленты предотвращает плавление ламинатов непосредственно в момент запечатывания. Способ запечатывания, который используется для такого запечатывания, может быть термальным запечатыванием, ультразвуковым запечатыванием/сваркой, лазерным запечатыванием или любым другим способом запечатывания.
Ламинат (200) с внешним и внутренним слоем (202) и (204), с уплотнительной лентой (300) с первым и вторым слоями (302) и (304) может быть выбран из различных полимерных пленок. Например, внешний слой (202) ламината (200) может быть одной из герметизирующих пленок из полиэтилентерефталата (PET) или двуосноориентированного полипропилена (ВОРР). Внутренний слой (204) ламината (200) может быть герметизирующей пленкой либо из двуосноориентированного полипропилена (ВОРР), либо из полиэтилена (РЕ), либо из литого полипропилена (СРР), как это описано выше. Аналогично, примеры слоев уплотнительной ленты (300) могут также включать различные полимерные пленки. Первый слой (302) уплотнительной ленты (300) может быть герметизирующей пленкой либо из двуосноориентированного полипропилена (ВОРР), либо из полиэтилена (РЕ), либо из литого полипропилена (СРР). Второй слой (304) уплотнительной ленты (304) может быть герметизирующей пленкой из полиэтилентерефталата (PET) или герметизирующего двуосноориентированного полипропилена (ВОРР).
Конкретные примеры ламината (200), имеющего внешний слой (202) и внутренний слой (204), с уплотнительной лентой (300), имеющей первый слой (302) и второй слой (304), раскрыты здесь с целью лучшего понимания, и не считается, что раскрытие данного изобретения должно ограничиваться только приведенными здесь примерами. Далее в каждом примере уплотнительная лента (300) заделана между противоположными, соединенными внахлестку кромками (200а) и (200b) ламината (200) таким образом, что первый слой (302) уплотнительной ленты (300) повернут к внутреннему слою (204) ламината (200), а второй слой (306) уплотнительной ленты (300) повернут к внешнему слою (202) ламината (200), чтобы герметично скрепить противоположные, соединенные внахлестку кромки (200а) и (200b) для придания формы полому элементу конструкции (102). Примеры таковы:
1. Уплотнительная лента (300), имеющая первый слой (302) из РЕ (полиэтилена) и второй слой (304) из герметизирующего полиэстера/РЕТ (полиэтилентерефталата) подходит для запечатывания ламината (200), имеющего внутренний слой (204) из РЕ и внешний слой (202) из герметизирующего PET.
2. Уплотнительная лента (300) с первым слоем (302) из РЕ и вторым слоем (304) из герметизирующего ВОРР (двуосноориентированного полипропилена) подходит для запечатывания ламината (200), имеющего внутренний слой (204) из РЕ и внешний слой (202) из герметизирующего ВОРР.
3. Уплотнительная лента (300) с первым слоем (302) из герметизирующего ВОРР и вторым слоем (304) из герметизирующего PET пригодна для запечатывания ламината (200), имеющего внутренний слой (204) из герметизирующего ВОРР и внешний слой (202) из герметизирующего PET.
4. Уплотнительная лента (300) с первым слоем (302) из герметизирующего СРР (литой полипропилен) и вторым слоем (304) из герметизирующего PET подходит для запечатывания ламината (200), имеющего внутренний слой (204) из герметизирующего СРР и внешний слой (202) из герметизирующего PET.
5. Уплотнительная лента (300) с первым слоем (302) из герметизирующего СРР и вторым слоем (304) из герметизирующего ВОРР пригодна для запечатывания ламината (200) с внутренним слоем (204) из герметизирующего СРР и внешним слоем (202) из герметизирующего ВОРР.
Однако, не выходя за рамки объема данного раскрытия изобретения, могут быть предложены другие комбинации уплотнительной ленты (300) в зависимости от структуры ламината (200). Далее, PET пленка ламината (200) или уплотнительная лента (300) может включать, но не ограничиваться, А-РЕТ, С-РЕТ, и PETG (полиэтилентерефталатгликоль) и т.д.
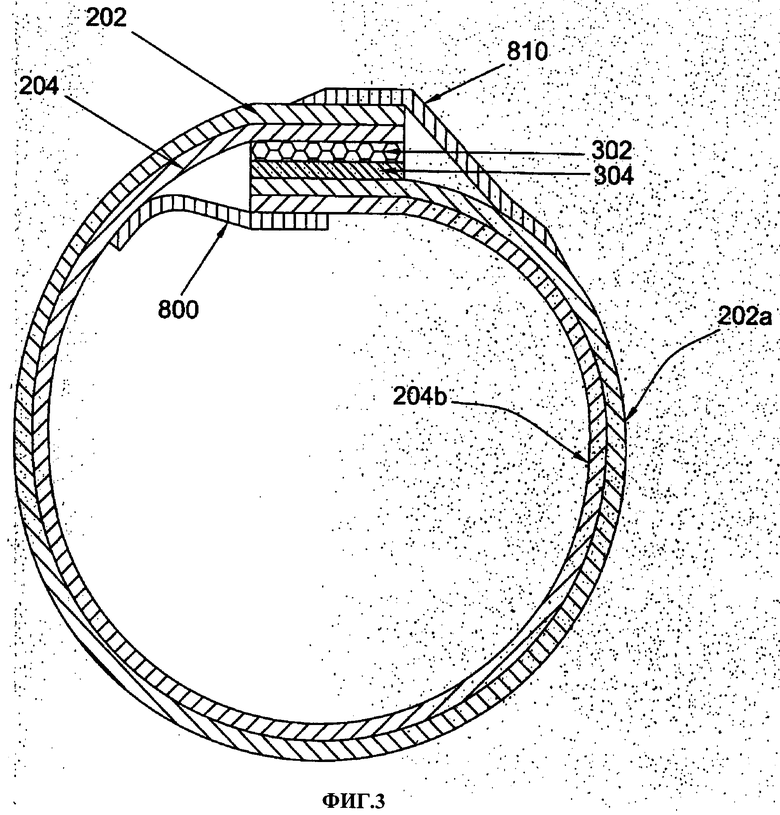
Когда получен полый элемент конструкции (102), герметично запечатанная область, которая включает уплотнительную ленту (300), сформированную между противоположными, соединенными внахлестку кромками (200а) и (200b), далее именуемая "уплотнительный поясок (120)", как показано на ФИГ.1, покрывается за счет использования, по меньшей мере, одной защитной ленты. По меньшей мере одна защитная лента сформирована продольно вдоль соединенных внахлестку кромок (200а) и (200b) ламината на, по меньшей мере, внутреннем слое (204) или внешнем слое (202), для покрытия соединенных внахлестку кромок (200а) и (200b), по меньшей мере, либо с внутренней стороны, либо с внешней стороны полого элемента конструкции (100). Как показано на ФИГ.3, дана иллюстрация двух защитных лент (800) и (810). Защитные прокладки (800) и (810) герметично прикреплены продольно к внутренней поверхности (204а) и к внешней поверхности (202а), соответственно, ламината (200), используемого для изготовления тубы (100). Защитные прокладки (800) и (810) покрывают кромки ламината для изготовления тубы (100) вдоль идущего продольно уплотнительного пояска (120) (см. ФИГ.1) с внутренней и внешней стороны тубы (100), чтобы предотвратить расслоение и обеспечить высокую надежность герметичной укупорки. Защитные прокладки (800) и (810) могут состоять из одного слоя пленки, но при этом быть герметизирующими по отношению к соответствующим внутреннему слою (204) и внешнему слою (202) ламината (200). Однако, не выходя за рамки данного раскрытия изобретения, защитные прокладки (800) и (810) могут быть многослойными пленками или ламинатом без оттисков печати и металлизации, которые являются герметизирующими по отношению к соответствующему внутреннему слою (204) и внешнему слою (202) ламината (200). Способ герметичного запечатывания может быть термальным запечатыванием, ультразвуковым запечатыванием/сваркой, лазерным запечатыванием/сваркой или любым другим способом запечатывания. Кроме того, защитные прокладки (800) и (810) могут быть добавлены к ламинату (200) до или во время формовки и герметичного запечатывания тубы (100). Более того, защитная лента (810), предусмотренная на внешней стороне кромок (200а) и (200b), может быть подстрижена (как показано на ФИГ.3) для обеспечения плавного перехода с целью более комфортного ощущения при прикосновении к внешней стороне тубы (100).
На ФИГ.8 иллюстрируется способ (900) изготовления тубы (100). Для описания способа (900) будут представлены описанные фигуры. Способ (900) начинается в позиции (910). Далее в позиции (920) ламинат, такой как ламинат (200), (400), (500), (600) или (700), складывается, чтобы соединить внахлестку две идущие продольно, противоположные кромки ламината, чтобы сформировать полый элемент конструкции (102). Используемый здесь ламинат включает все характерные черты и ограничения вышеописанных ламинатов. Далее, ламинат складывается, чтобы соединить внахлестку две идущие продольно противоположные кромки ламината, как это описано выше, и описание этого процесса не включено сюда в целях лаконичности. Кроме того, на позиции (930) уплотнительная лента заделывается между двух идущих продольно противоположных, соединенных внахлестку кромок ламината. Уплотнительная лента такая же, что и уплотнительная лента 300, и порядок заделки уплотнительной ленты между двух идущих продольно противоположных перекрывающихся кромок ламината аналогичен описанному выше порядку. Данное разъяснение также не включено сюда в целях лаконичности Более того, в позиции (940) уплотнительная лента герметично закрепляется между двух идущих продольно противоположных, соединенных внахлестку кромок ламината, как это описано выше.
После запечатывания уплотнительной ленты или во время запечатывания уплотнительной ленты защитные полоски также герметично закреплялись для покрытия уплотнительного пояска, как это описывалось выше, чтобы избежать расслоения кромок ламината внутри тубы, и/или чтобы обеспечить прочность стыка и плавность перехода с целью более комфортного ощущения при прикосновении к внешней стороне тубы. Такой полый элемент разрезан на требуемую длину вдоль линии на станке для формовки и запечатывания, предназначенном для изготовления тубы (100). Способ (900) останавливается на позиции (950).
Туба (100) данного раскрытия изобретения характеризуется следующими преимуществами. Туба, изготовленная из различных типов ламината, является прочной и надежной. Данную тубу возможно успешно герметично закупорить и избежать при этом расслоения, размывания и нечеткости напечатанной информации. В частности, защитная лента исключает контакт кромки ламината с упакованным в тубу продуктом, тем самым предотвращая расслоение различных слоев ламината, избегая размывание и нечеткость напечатанной информации. Тубу отличает прочный шов и плавный переход с целью более комфортного ощущения при прикосновении к внешней стороне тубы. Использование запечатывания с уплотнительной лентой дает возможность осуществлять запечатывание ламинатов любого типа. Такая уплотнительная лента также предотвращает плавление ламинатов во время их запечатывания, усиливая прочность запечатывания на основе различных технологий, применяемых при изготовлении тубы. Данная туба способна обеспечить преодоление различных ограничений, связанных с обеспечением безопасности, контрафакцией, защитой от вскрытия, эстетической привлекательностью и аналогичными аспектами и в целом предотвратить появление недоброкачественных продуктов на рынке.
Дальнейшие описания конкретных воплощений данного раскрытия изобретения были представлены с иллюстративными и описательными целями. Эти описания не должны рассматриваться как исчерпывающие или ограничивать данное раскрытие изобретения конкретными раскрытыми формами. В свете вышесказанного очевидно, что возможны многие модификации и вариации. Воплощения были выбраны и описаны для того, чтобы наилучшим способом разъяснить принципы данного раскрытия изобретения и его конкретное применение, чтобы дать возможность другим специалистам в данной области наилучшим способом использовать данное раскрытие изобретения и его различные воплощения с различными модификациями исходя из конкретных потребностей. Понимается, что допустимы различные опущения и замены эквивалентов в зависимости от сложившихся обстоятельств, но предполагается, что это предусматривает такое применение или воплощение, которые не выходят за рамки объема и сущности данного раскрытия изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБКАЯ УПАКОВКА, ЗАЩИЩЕННАЯ ОТ ПОДДЕЛКИ | 2020 |
|
RU2782880C1 |
| ГОЛОГРАФИЧЕСКИЙ ГИБКИЙ ТУБНЫЙ ЛАМИНАТ ДЛЯ УПАКОВКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2400369C2 |
| ПЛЕНОЧНЫЙ ЛАМИНАТ С ГЕРМЕТИЗИРУЮЩИМ СЛОЕМ | 2016 |
|
RU2663139C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕШКОВ С КЛАПАНОМ ИЗ ПОЛИМЕРНОЙ ТКАНИ И МЕШОК, ИЗГОТОВЛЕННЫЙ УКАЗАННЫМ СПОСОБОМ | 2015 |
|
RU2675720C2 |
| ПРОВОДЯЩАЯ КОМПОЗИТНАЯ СТРУКТУРА ИЛИ ЛАМИНАТ | 2012 |
|
RU2621760C2 |
| ЛАМИНИРОВАННАЯ БАРЬЕРНАЯ ПЛЕНКА И ПОКРЫВАЮЩАЯ КРАЙ ПОЛОСА ДЛЯ УПАКОВКИ | 2016 |
|
RU2726549C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО УПАКОВОЧНОГО ЛАМИНАТА | 2008 |
|
RU2460646C2 |
| ТЕРМОМЕХАНИЧЕСКИ СТАБИЛЬНАЯ ТЕРМОСВАРИВАЕМАЯ ПЛЕНКА С БАРЬЕРНЫМ ПОКРЫТИЕМ, УПАКОВОЧНЫЙ ЛАМИНАТ, СОДЕРЖАЩИЙ ЭТУ ПЛЕНКУ, УПАКОВОЧНЫЙ КОНТЕЙНЕР, ОБРАЗОВАННЫЙ ИЗ УПАКОВОЧНОГО ЛАМИНАТА, И СПОСОБ ПОЛУЧЕНИЯ ПЛЕНКИ | 2010 |
|
RU2535712C2 |
| УПАКОВКА ДЛЯ КУРИТЕЛЬНЫХ ТАБАЧНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023638C1 |
| УПАКОВКА, ИМЕЮЩАЯ ЦЕЛЬНЫЙ КОРПУС, ВКЛЮЧАЮЩИЙ В СЕБЯ ОТЛАМЫВАЮЩИЙСЯ КОЛПАЧОК | 2013 |
|
RU2607541C2 |
Изобретение относится к гибким упаковкам для продуктов и касается гибкой ламинатной тубы с запечатанными внахлестку кромками, ламинатов и способа формовки тубы из ламинатов. Туба включает ламинат и уплотнительную ленту. Ламинат имеет, по меньшей мере, два слоя, внешний слой и внутренний слой. Внешний слой и внутренний слой являются негерметизирующими по отношению друг к другу и герметизирующими по отношению к самим себе. Ламинат складывают таким образом, чтобы соединить внахлестку две идущие продольно противоположные кромки ламината и таким образом сформировать полый элемент конструкции. Уплотнительная лента включает, по меньшей мере, два слоя, первый слой и второй слой. Первый слой является герметизирующим по отношению к внутреннему слою ламината, а второй слой является герметизирующим по отношению к внешнему слою ламината. Уплотнительная лента заделана между двух идущих продольно, противоположных, перекрывающихся кромок ламината таким образом, что первый слой повернут к внутреннему слою, а второй слой повернут к внешнему слою, чтобы герметично запечатать две идущие продольно противоположные кромки для формирования полого элемента конструкции с целью изготовления тубы. Изобретение обеспечивает создание твердых и надежных гибких ламинатных туб из различных видов ламината. 2 н. и 22 з.п. ф-лы, 9 ил.
1. Гибкие ламинатные тубы для упаковки продуктов, гибкие ламинатные тубы, включающие:
ламинат, включающий, по меньшей мере, два слоя,
внешний слой и
внутренний слой, сформированный в соответствии с внешним слоем, причем внешний слой и внутренний слой являются негерметизирующими друг по отношению к другу и герметизирующими по отношению к самим себе,
ламинат, сложенный таким образом, чтобы соединить внахлестку две идущие продольно противоположные кромки ламината, чтобы сформировать полый элемент конструкции; и
уплотнительную ленту, включающую, по меньшей мере, два слоя, первый слой и второй слой,
первый слой, герметизирующий по отношению к внутреннему слою ламината, и второй слой, сформированный по отношению к первому слою и герметизирующий по отношению к внешнему слою ламината,
уплотнительную ленту, сформированную между двух идущих продольно противоположных перекрывающихся кромок ламината таким образом, что первый слой повернут к внутреннему слою, а второй слой повернут к внешнему слою, чтобы герметично скрепить вместе две идущие продольно противоположные кромки.
2. Гибкие ламинатные тубы по п.1, в которых уплотнительная лента - это неотъемлемая часть ламината, сформированная вдоль одной из продольных кромок ламината.
3. Гибкие ламинатные тубы по п.2, в которых уплотнительная лента - это неотъемлемая часть ламината, сформированная по отношению к внутренней поверхности вдоль одной из продольных кромок внутреннего слоя ламината со стороны первого слоя.
4. Гибкие ламинатные тубы по п.2, в которых уплотнительная лента - это неотъемлемая часть ламината, сформированного по отношению к внешней поверхности вдоль одной из продольных кромок внешнего слоя ламината со стороны второго слоя.
5. Гибкие ламинатные тубы по п.1, в которых уплотнительная лента вводится между двух идущих продольно противоположных, соединенных внахлестку кромок ламината.
6. Гибкие ламинатные тубы по п.1, в которых первый слой уплотнительной ленты представляет собой герметизирующую пленку либо из двуосноориентированного полипропилена (BOPP), либо из полиэтилена (PE), либо из литого полипропилена (CPP).
7. Гибкие ламинатные тубы по п.1, в которых второй слой уплотнительной ленты представляет собой герметизирующую пленку из полиэтилентерефталата (PET) или герметизирующего двуосноориентированного полипропилена (BOPP).
8. Гибкие ламинатные тубы по п.1, также включающие, по меньшей мере, одну защитную ленту, сформированную продольно вдоль перекрывающихся кромок ламината, по меньшей мере, на внутреннем слое или на внешнем слое, для покрытия соединенных внахлестку кромок, по меньшей мере, либо изнутри, либо снаружи полого элемента конструкции.
9. Гибкие ламинатные тубы по п.8, в которых, по меньшей мере, одна защитная лента является герметизирующей по отношению либо к внутреннему, либо ко внешнему слою ламината, по отношению к которому лента сформирована.
10. Гибкие ламинатные тубы по п.8, в которых, по меньшей мере, одна защитная лента представляет собой однослойную пленку, многослойные пленки или ламинат.
11. Гибкие ламинатные тубы по п.1, в которых полый элемент конструкции включает герметизированную оконечную часть и распределительную оконечную часть, противоположную герметизированной оконечной части.
12. Гибкие ламинатные тубы по п.1, в которых внешний слой ламината представляет собой герметизирующую пленку из полиэтилентерефталата (PET) или двуосноориентированного полипропилена (BOPP).
13. Гибкие ламинатные тубы по п.1, в которых внешний слой ламината нанесен способом выворотной печати.
14. Гибкие ламинатные тубы по п.1, в которых внешний слой включает зарегистрированный голографический образец, нанесенный путем переноса зарегистрированного голографического образца с голографической фольги или пленки с помощью процесса термосилового закрепления на своей внешней поверхности.
15. Гибкие ламинатные тубы по п.1, в которых внутренний слой ламината - это герметизирующая пленка либо из двуосноориентированного полипропилена (BOPP), либо из полиэтилена (PE), либо из литого полипропилена (CPP).
16. Гибкие ламинатные тубы по п.1, в которых ламинат также включает средний слой, расположенный между внешним слоем и внутренним слоем.
17. Гибкие ламинатные тубы по п.16, в которых средний слой - это либо PET слой, либо PET слой с неметаллизированным голографическим образцом, либо PET слой с металлизированным голографическим образцом, либо BOPP слой, либо BOPP слой с неметаллизированным голографическим образом, либо BOPP слой с металлизированным голографическим образцом, либо слой на основе соэкструзионного этиленвинилового спирта (EVOH), либо слой алюминиевой фольги, либо комбинация этих слоев.
18. Гибкие ламинатные тубы по п.17, в которых либо металлизированный, либо неметаллизированный голографический образец нанесен на средний слой с помощью техники тиснения.
19. Способ формовки гибких ламинатных туб для упаковки продуктов, способ, включающий:
складывание ламината таким образом, чтобы соединить внахлестку две идущие продольно противоположные кромки ламината и таким образом сформировать полый элемент конструкции; причем ламинат включает, по меньшей мере, два слоя, внешний слой и внутренний слой, сформированный в соответствии с внешним слоем; внешний слой и внутренний слой являются негерметизирующими друг по отношению к другу и герметизирующими по отношению к самим себе;
введение уплотнительной ленты между двух идущих продольно противоположных, соединенных внахлестку кромок ламината; уплотнительная лента включает, по меньшей мере, два слоя: первый слой, герметизирующий по отношению к внутреннему слою ламината, и второй слой, сформированный по отношению к первому слою, а также герметизирующий по отношению к внешнему слою ламината, где уплотнительная лента вводится между двух идущих продольно, противоположных, перекрывающихся кромок ламината таким образом, что первый слой повернут к внутреннему слою, а второй слой повернут к внешнему слою; и
запечатывание уплотнительной ленты между двух идущих продольно, противоположных, соединенных внахлестку кромок ламината.
20. Способ по п.19, также включающий запечатывание, по меньшей мере, одной защитной ленты продольно вдоль перекрывающихся кромок ламината, по меньшей мере, на внутренней и внешней стороне детали полого элемента.
21. Гибкие ламинатные тубы по п.16, где ламинат включает:
внешний слой прозрачной пленки из полиэтилентерефталата (PET), причем внешний слой опционально выполняется методом выворотной печати;
средний слой пленки из полиэтилентерефталата (PET) либо с образцом металлизированной голограммы, либо с образцом неметаллизированной голограммы, нанесенной с помощью техники тиснения, причем средний слой со стороны с образцом металлизированной голограммы или со стороны с образцом неметаллизированной голограммы сформирован по отношению к стороне внешнего слоя, опционально выполненного методом выворотной печати; и
внутренний слой пленки из полиэтилена, сформированный по отношению к среднему слою по направлению к стороне, противоположной стороне с образцом металлизированной голограммы или с образцом неметаллизированной голограммы.
22. Гибкие ламинатные тубы по п.16, в которых ламинат включает:
внешний слой прозрачной пленки из полиэтилентерефталата (PET), причем внешний слой опционально выполняется методом выворотной печати;
средний слой пленки, представляющий собой комбинацию
из полиэтилентерефталата (PET) либо с образцом металлизированной голограммы, либо с образцом неметаллизированной голограммы, нанесенной с помощью техники тиснения на одной стороне, и
из слоя алюминиевой фольги, сформированной по отношению к пленке по направлению к стороне, противоположной стороне с образцом металлизированной голограммы или с образцом неметаллизированной голограммы;
и средний слой со стороны с образцом металлизированной голограммы или со стороны с образцом неметаллизированной голограммы пленки, сформированной по отношению к стороне внешнего слоя, опционально выполненного методом выворотной печати; и
внутренний слой пленки из полиэтилена, сформированный по отношению к стороне со слоем алюминиевой фольги среднего слоя.
23. Гибкие ламинатные тубы по п.16, в которых ламинат включает:
внешний слой прозрачной пленки из полиэтилентерефталата (PET), причем внешний слой имеет зарегистрированный голографический образец, нанесенный путем переноса зарегистрированного голографического образца с голографической фольги или пленки на основе процесса термосилового закрепления; внешний слой опционально выполняется методом выворотной печати;
средний слой из многослойной пленки на основе соэкструзионного этиленвинилового спирта (EVOH), причем средний слой сформирован по отношению к стороне внешнего слоя, опционально выполненной методом выворотной печати; и
внутренний слой пленки из полиэтилена, сформированный по отношению к среднему слою.
24. Гибкие ламинатные тубы по п.16, в которых ламинат включает:
внешний слой прозрачной пленки из герметизирующего двуосноориентированного полипропилена (BOPP), причем внешний слой опционально выполняется методом выворотной печати;
средний слой пленки либо из полиэтилентерефталата (PET), либо из герметизирующего двуосноориентированного полипропилена (BOPP), причем средний слой опционально имеет образец голограммы, и средний слой со стороны с образцом голограммы сформирован по отношению к стороне внешнего слой, опционально выполненной методом выворотной печати; и
внутренний слой пленки либо из полиэтилена, либо из литого полипропилена (CPP), причем внутренний слой сформирован по отношению к среднему слою по направлению к стороне, противоположной стороне с образцом голограммы.
| DE 4121427 C2, 07.07.1994 | |||
| FR 2861328 B1, 17.08.2007 | |||
| WO 2007143514 A2, 13.12.2007 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВОЧНОЙ ТУБЫ С МАРКИРОВКОЙ ПОДЛИННОСТИ И ТАКАЯ ТУБА | 2003 |
|
RU2338672C2 |

