Область техники, к которой относится изобретение
Настоящее изобретение относится к способу обработки изображений и устройству обработки изображений для обработки данных, которые должны быть напечатаны пигментной краской.
Предшествующий уровнень техники
Некоторые печатающие устройства, такие как принтер, копировальная машина и факсимильное устройство, конфигурируются для печати изображения, образованного из точечной матрицы на печатном носителе, таком как бумага или тонкая пластмассовая пластина, на основе информации изображения. Эти печатающие устройства классифицируются по способу печати на струйный тип, матричный тип, термографический тип, лазерный тип и т.п. Из этих печатающих устройств, струйный тип (струйное печатающее устройство) печатает путем выпускания капель краски (печатной жидкости) из отверстий в печатающей головке на печатный носитель. Струйное печатающее устройство может выполнять бесконтактную печать путем выпускания краски из печатающей головки и может стабильно печатать изображения на самых разнообразных печатных носителях. Струйное печатающее устройство пользуется спросом как печатающее устройство, которое может удовлетворить требования быстрой печати, высокого разрешения, высокого качества изображения, низкого уровня шума и т.п.
В качестве краски используется пигментная краска и краска на основе красителя. В частности, пигментная краска перед краской на основе красителя имеет преимущество погодоустойчивости и даже в последнее время используется в струйных печатающих устройствах. Погодоустойчивость включает в себя светостойкость, озоностойкость и водостойкость. Отличительным признаком пигментной частицы является то, что она практически не теряет цветное проявление при распаде от света или озона. Поскольку цвета не блекнут даже при продолжительном воздействии света или озона, пигментная краска проявляет замечательные характеристики при использовании для наружной рекламы и для выставок, которые демонстрируются в течение долгого периода, или для струйных фотографий, которые требуется сохранить в течение долгого времени. Пигментная частица нерастворима в воде и превосходит по водостойкости краску на основе красителя. Пигментная краска широко используется для печатных материалов общего плана.
Что касается качества фотографического изображения в струйном печатающем устройстве, качественное представление не может быть получено без широкой гаммы в темном участке. Путем увеличения количества выпускаемой краски можно добиться высокой OD (Оптической плотности) черного, но без высокой насыщенности в темной области. В отличие от этого, путем увеличения плотности краски можно получить удовлетворительную насыщенность, но при этом понижается надежность характеристик выпускания. Таким образом, OD черного и гамма в темной области не могут быть улучшены одновременно.
Вообще пигментная краска имеет свойство, согласно которому пигмент остается на поверхности, когда пигментная краска одного цвета используется в применении к глянцевой бумаге. Когда глянцевая бумага покрывается пигментом, глянец самого пигмента начинает преобладать и усиливает отражение света. Здесь уделяется внимание тому факту, что глянцевитость (количество отражаемого света) пигментной черной (Bk) краски обычно бывает высока. OD Bk-краски, как правило, становится выше при более слабом отражении света, так что повышенная глянцевитость Bk-краски приводит к пониженной OD черного. Для улучшения OD черного важно уменьшить глянцевитость Bk-краски и подавить отражение света.
В выложенных патентных заявках Японии 2002-307755 и 2005-052984 управление глянцевитостью производится посредством прозрачной краски или т.п., не содержащей пигмента. В выложенной патентной заявке Японии 2002-307755 неравномерность глянцевитости между областью, где наносится цветная краска, и областью, где цветная краска не наносится, уменьшается путем печати прозрачной краской в области, где цветная краска не наносится. В выложенной заявке на патент с серийным номером 2005-052984, поданной в Японии, большое количество прозрачной краски наносится в области, где количество цветной краски мало. Глянцевитость у области, где количество цветной краски мало, ниже чем у области, где количество цветной краски велико. По этой причине большое количество прозрачной краски наносится в области, где количество цветной краски мало, увеличивая глянцевитость и уменьшая неравномерность глянцевитости в рамках одного изображения.
Однако в этой патентной литературе прозрачная краска наносится в малых количествах или не наносится вовсе в области, где количество выпускаемой цветной краски, например, Bk-краски, велико. Таким образом, глянцевитость не может быть уменьшена в районе темных участков, где количество выпускаемой Bk-краски велико.
Сущность изобретения
Аспектом настоящего изобретения является устранение вышеупомянутых проблем стандартной технологией. Настоящее изобретение обеспечивает струйное печатающее устройство, которое накладывает слой прозрачной краски на ахроматическую цветную краску, содержащую пигментное красящее вещество, тем самым уменьшая глянцевитость в области, где нанесена ахроматическая цветная краска, содержащая пигментное красящее вещество, и улучшая OD черного и гамму в темной области.
Настоящее изобретение согласно первому аспекту обеспечивает способ обработки изображений, при котором обрабатываются данные для печати изображения с использованием печатающей головки для выпускания цветных красок, включающих в себя краску, содержащую технический углерод в качестве красящего вещества, и прозрачную краску, не содержащую красящего вещества, причем способ содержит: конвертирующий этап, на котором происходит конвертирование входных данных изображения в данные красок, соответствующие каждой из цветных красок и прозрачной краске, причем данные красок представляют объем использования каждой из цветных красок и прозрачной краски, причем данные изображения включают в себя первые данные изображения для получения, на конвертирующем этапе, первых данных красок для использования краски, содержащей технический углерод, и вторые данные изображения для получения, на конвертирующем этапе, вторых данных красок для неиспользования краски, содержащей технический углерод, причем, в результате конвертирования на конвертирующем этапе, объем использования прозрачной краски на основе первых данных красок становится больше либо равен объему использования прозрачной краски на основе вторых данных красок.
Настоящее изобретение согласно второму аспекту обеспечивает устройство обработки изображений, которое обрабатывает данные для печати изображения с использованием печатающей головки для выпускания цветных красок, включающих в себя краску, содержащую технический углерод в качестве красящего вещества, и прозрачную краску, не содержащую красящего вещества, причем устройство содержит: конвертирующее средство, сконфигурированное для конвертирования входных данных изображения в данные красок, соответствующие каждой из цветных красок и прозрачной краске, причем данные красок представляют объем использования каждой из цветных красок и прозрачной краски, причем данные изображения включают в себя первые данные изображения для получения, конвертирующим средством, первых данных красок для использования краски, содержащей технический углерод, и вторые данные изображения для получения конвертирующим средством вторых данных красок для неиспользования краски, содержащей технический углерод, причем, в результате конвертирования конвертирующим средством, объем использования прозрачной краски на основе первых данных красок становится больше либо равен объему использования прозрачной краски на основе вторых данных красок.
Настоящее изобретение может накладывать слой прозрачной краски на ахроматическую цветную краску, содержащую пигментное красящее вещество, тем самым уменьшая глянцевитость в области, где нанесена ахроматическая цветная краска, содержащая пигментное красящее вещество, и улучшая OD черного и гамму в темной области.
Краткое описание чертежей
Дополнительные признаки настоящего изобретения станут ясны из последующего описания иллюстративных вариантов осуществления со ссылками на приложенные чертежи, на которых:
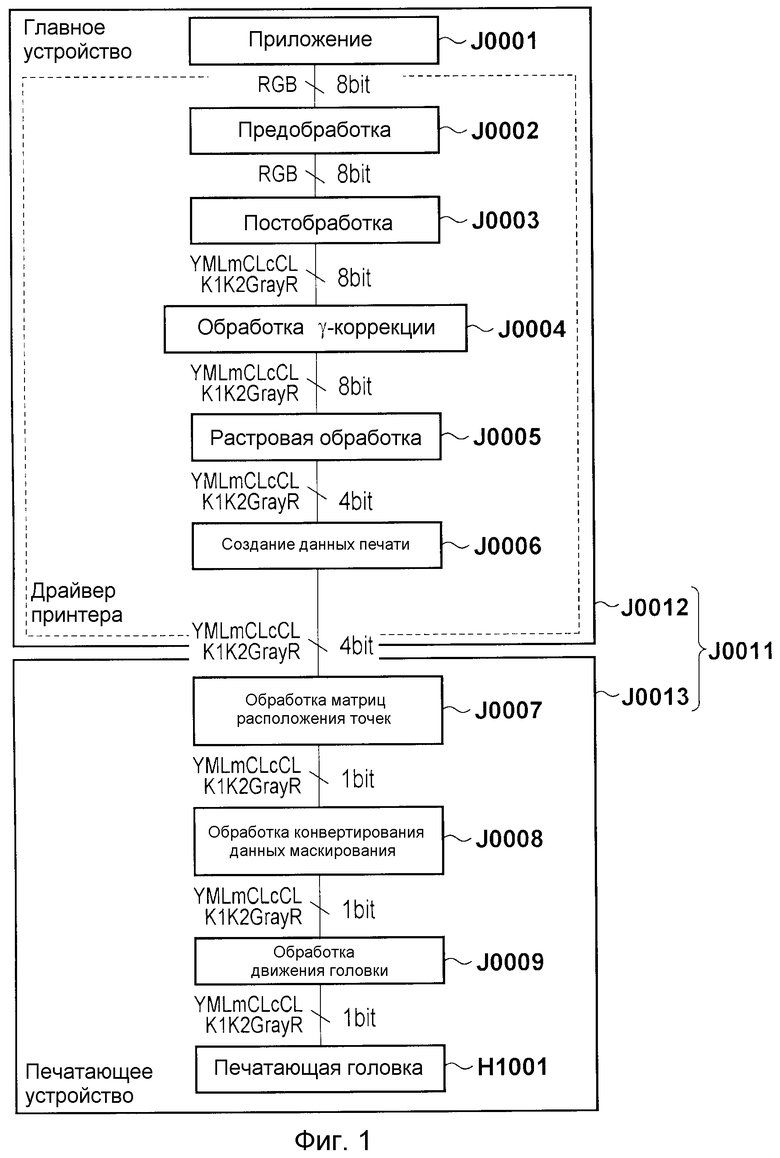
Фиг.1 изображает блок-схему последовательности операций способа для пояснения последовательности обработки данных изображения;
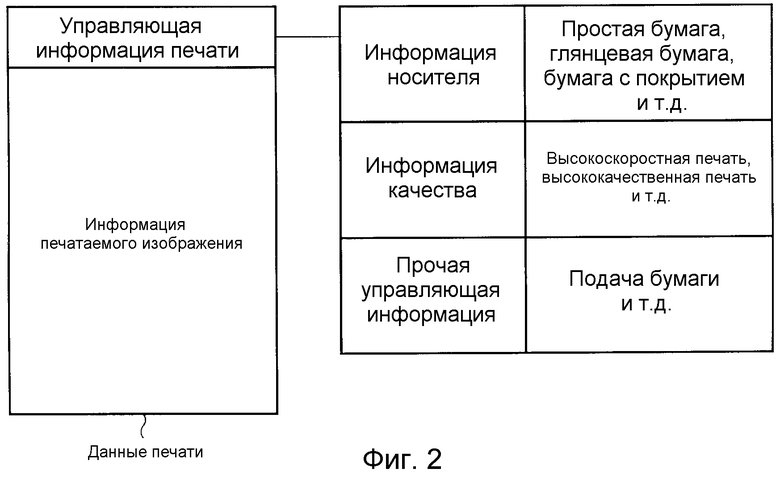
Фиг.2 изображает структуру данных печати;
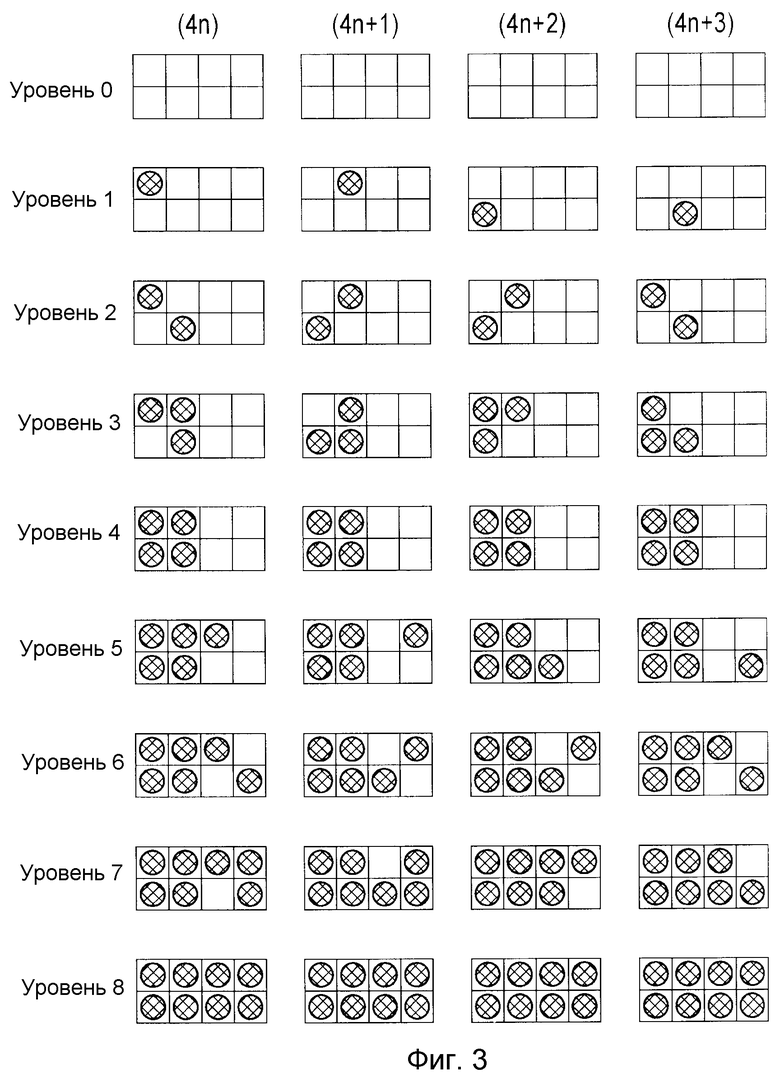
Фиг.3 изображает выходные матрицы, соответствующие входным уровням 0-8, которые конвертируются при обработке матриц расположения точек;
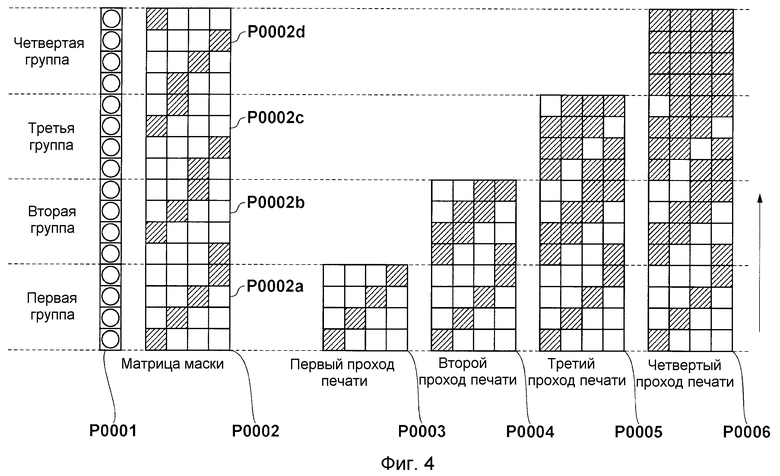
Фиг.4 схематично изображает печатающую головку и печатную матрицу;
Фиг.5 изображает схематично применяемую матрицу маски;
Фиг.6 изображает общий вид струйного печатающего устройства;
Фиг.7 изображает общий вид внутреннего строения струйного печатающего устройства;
Фиг.8 изображает структурную схему устройства управления струйного печатающего устройства;
Фиг.9A-9D изображают диаграммы для пояснения глянцевитости и матовости;
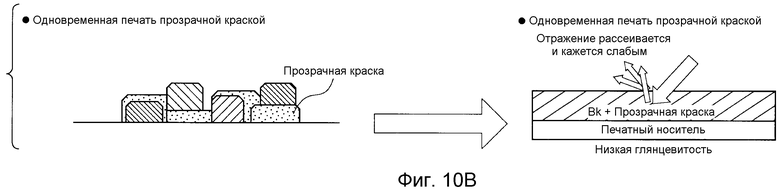
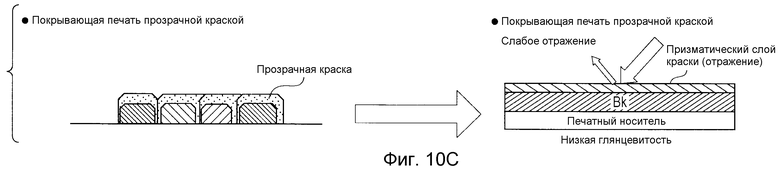
Фиг.10A-10C изображают разницу состояния печатной поверхности в зависимости от разницы наложения слоев цветной и прозрачной красок;
Фиг.11A-11C изображают диаграммы изменения глянцевитости и OD черного;
Фиг.12A и 12B изображают диаграммы для пояснения примеров использования прозрачной краски на шкале "White-Col-Bk";
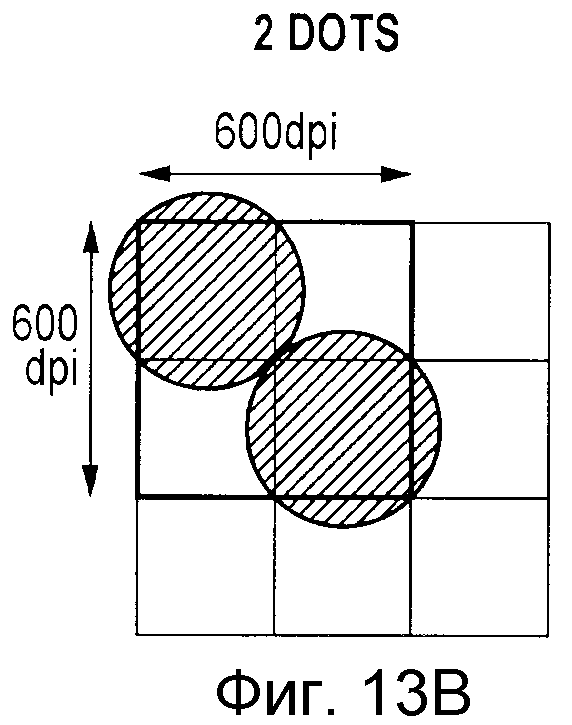
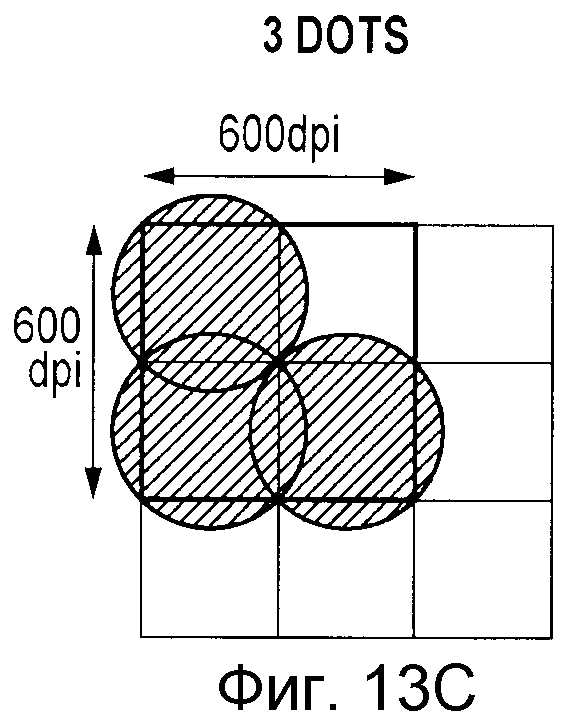
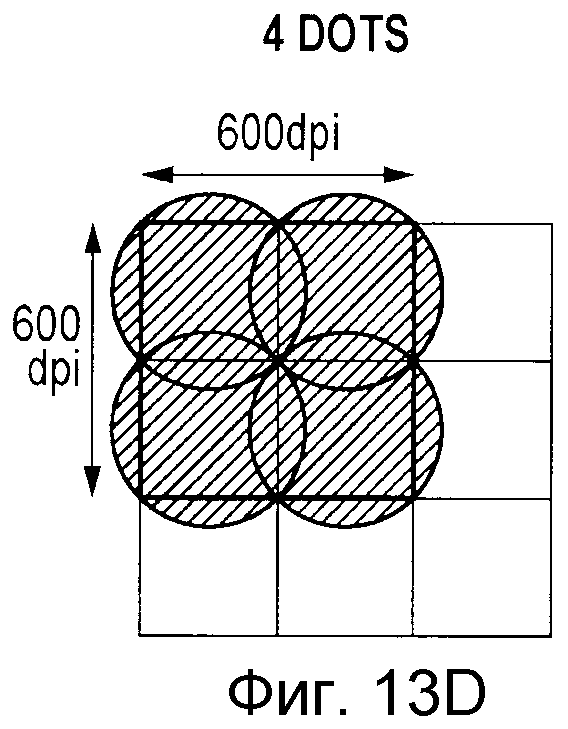
Фиг.13A-13D изображают диаграммы для пояснения случая, когда множество капель краски печатается в одном пикселе;
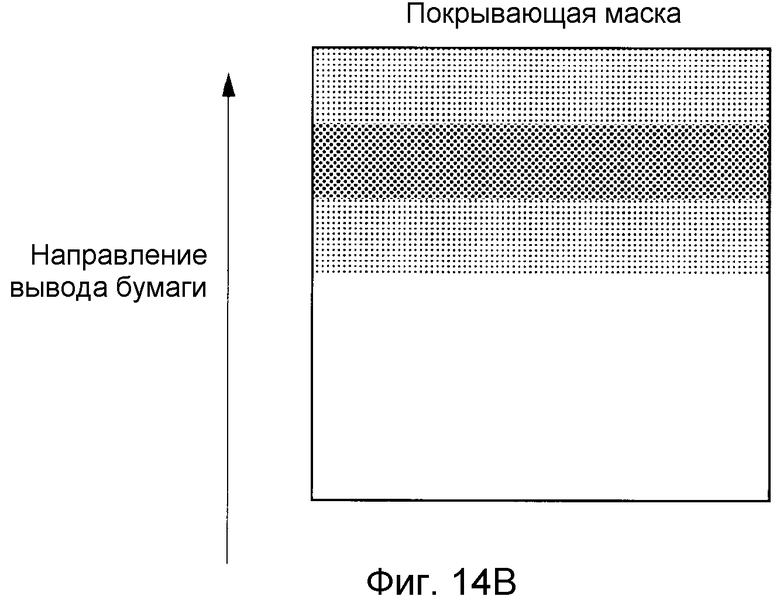
Фиг.14A и 14B изображают маски, которые завершают печать в шесть проходов;
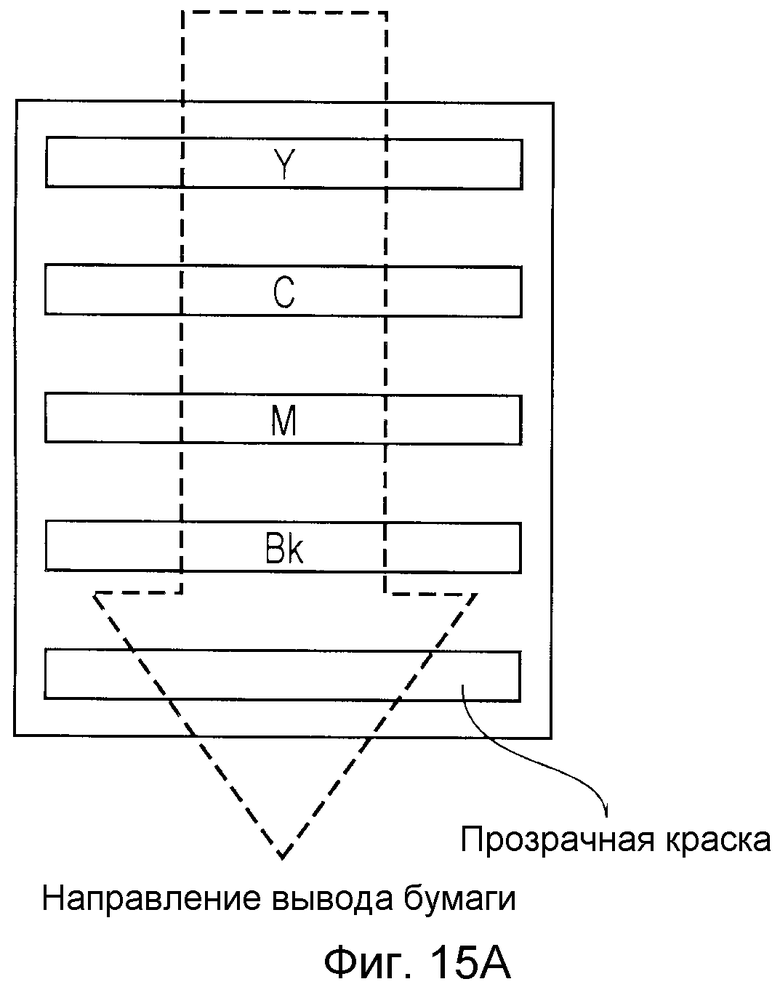
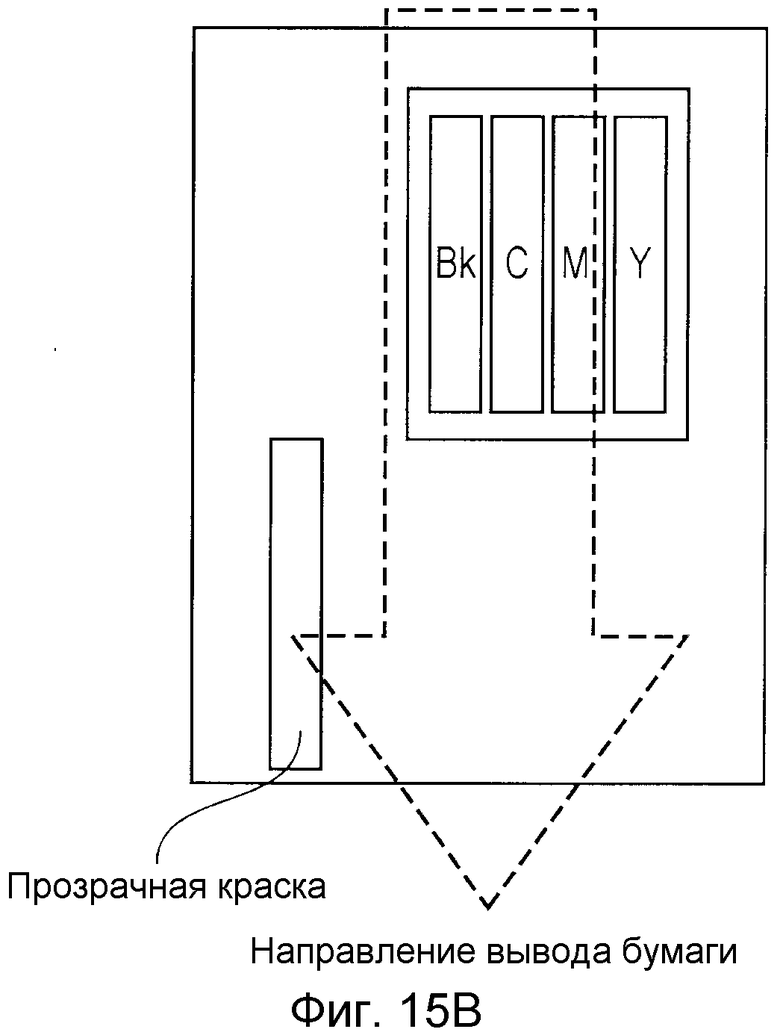
Фиг.15A и 15B изображают структуры головки согласно варианту осуществления;
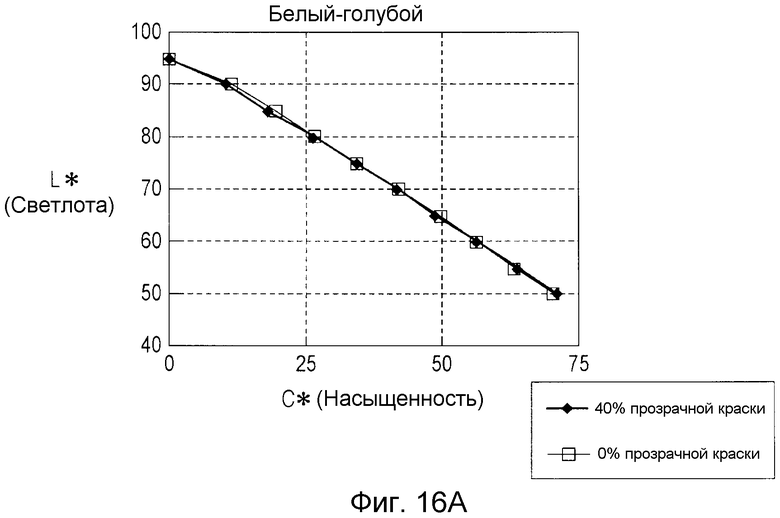
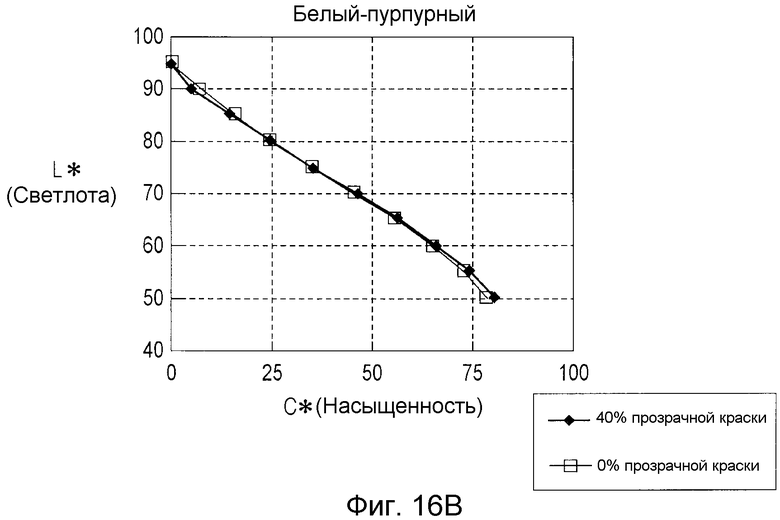
Фиг.16A и 16B изображают диаграммы для пояснения случая, когда используется цветная краска без технического углерода; и
Фиг.17 изображает таблицу компонентов красок.
Подробное описание вариантов осуществления изобретения
Далее будут подробно описаны предпочтительные варианты осуществления настоящего изобретения со ссылками на сопроводительные чертежи. Следует понимать, что следующие варианты осуществления не предназначены для ограничения формулы настоящего изобретения и что не все из комбинаций аспектов, которые описываются согласно следующим вариантам осуществления, обязательно требуются в отношении средств для решения проблем согласно настоящему изобретению
В первую очередь будут пояснены структура устройства, компонентный состав краски и обработка изображений, используемые в одном варианте осуществления согласно настоящему изобретению.
1. Базовая структура
1.1 Основные принципы системы печати
Фиг.1 изображает блок-схему последовательности операций способа для пояснения последовательности обработки данных изображения в системе печати согласно варианту осуществления. Система печати J0011 включает в себя главное устройство J0012, например PC, и печатающее устройство J0013. Главное устройство J0012 генерирует данные изображения, представляющие изображение, которое должно быть напечатано, и предоставляет UI (Пользовательский интерфейс) для генерирования данных. Печатающее устройство J0013 осуществляет печать на печатном носителе на основе данных изображения, генерируемых главным устройством J0012.
Печатающее устройство J0013 в этом примере печатает десятью цветными красками: голубой (C), светло-голубой (Lc), пурпурной (M), светло-пурпурной (Lm), желтой (Y), красной (R), первой черной (K1), второй черной (K2), серой (Gray) и прозрачной (CL). По этому варианту осуществления, печатающее устройство J0013 использует печатающую головку H1001, которая выпускает все десять цветных красок.
Программы, запущенные на операционной системе главного устройства J0012, включают в себя приложение и драйвер принтера. Приложение J0001 исполняет процессы создания данных изображения для печати в печатающем устройстве. Главное устройство J0012 принимает, теми или иными средствами, данные изображения или нередактированные данные и т.п. Главное устройство J0012 принимает, посредством CF-карты, к примеру, данные JPEG-изображения, захваченного цифровой камерой. Главное устройство J0012 принимает данные TIFF-изображения, считанные сканером, и данные изображения, сохраненные в CD-ROM. Кроме того, главное устройство J0012 принимает данные с веб-сайта через Интернет. Эти принятые данные отображаются на мониторе главного устройства J0012 и редактируются и обрабатываются посредством приложения J0001 для создания, к примеру, sRGB-данных изображения R, G и В. На UI-экране, отображаемом на мониторе главного устройства J0012, пользователь устанавливает тип печатного носителя, используемого для печати, качество печати и т.п. и подает команду печати. В соответствии с командой печати, данные изображения R, G и В передаются драйверу принтера.
Обработка в драйвере принтера включает в себя предобработку J0002, постобработку J0003, обработку J0004 γ-коррекции, растровую обработку J0005 и обработку J0006 создания данных печати. Процессы обработок с J0002 по J0006, которые должен исполнить драйвер принтера, кратко пояснены ниже.
(A) Предобработка J0002
Предобработка J0002 выполняет гаммовое отображение. Согласно варианту осуществления, конвертирование данных исполняется для отображения гаммы, воспроизводимой sRGB-данными изображения R, G и В, в гамму, воспроизводимую печатающим устройством J0013. А именно, данные изображения R, G и В (входные данные изображения R, G и В) по 256 тональных уровней, выраженных 8 битами, в каждом, конвертируются в данные R, G и В по 8 бит в каждом в гамме печатающего устройства J0013 с использованием 3D LUT (трехмерной таблицы поиска).
(В) Постобработка J0003
На основе данных R, G и В, по 8 бит в каждом, подвергшихся гаммовому отображению, постобработка J0003 получает данные цветоделения (данные цвета краски) Y, M, Lm, C, Le, K1, K2, R, Gray и CL для 10 цветов, по 8 бит в каждом, в соответствии с комбинацией красок для воспроизведения цвета, представляемого этими данными. CL является прозрачной краской, и значение данных цветоделения (данных цвета краски) каждого цвета соответствует объему использования краски. Согласно варианту осуществления, данные цветоделения получаются посредством интерполяционного вычисления в дополнение к 3D LUT, аналогично предобработке J0002.
(С) Обработка γ-коррекции J0004
Обработка γ-коррекции J0004 конвертирует каждый элемент данных цвета из данных цветоделения, полученных постобработкой J0003, в значение плотности (тональное значение). А именно, данные цветоделения конвертируются в линейном соответствии с тональными характеристиками принтера с использованием 1D LUT (одномерной таблицы поиска), соответствующей тональным характеристикам каждой цветной краски в печатающем устройстве J0013.
(D) Растровая обработка J0005
Растровая обработка J0005 выполняет квантование для конвертирования каждого элемента данных из данных цветоделения Y, M, Lm, C, Le, Kl, K2, R, Gray и CL (прозрачная краска), по 8 бит в каждом, подвергшихся обработке J0004 γ-коррекции, в 4-битные данные. По этому варианту осуществления, 8-битные данные из 256 тональных уровней конвертируются в 4-битные данные из девяти тональных уровней с использованием диффузного способа. 4-битные данные служат в качестве индекса для указания матриц расположения в обработке матриц расположения точек в печатающем устройстве.
(E) Обработка создания данных печати J0006
Как последняя обработка, выполняемая драйвером принтера, обработка создания данных печати J0006 создает данные печати путем добавления управляющей информации печати к данным печатаемого изображения, содержанием которых являются 4-битные индексные данные.
Фиг.2 изображает структуру данных печати. Данные печати образуются из управляющей информации печати для управления печатью и информации печатаемого изображения (вышеупомянутые 4-битные индексные данные), указывающей изображение, которое должно быть напечатано. Управляющая информация печати включает в себя "информацию печатного носителя", "информацию качества печати" и "прочую управляющую информацию", такую как способ подачи бумаги. Информация печатного носителя описывает тип печатного носителя, на котором осуществляется печать, и определяет один любой тип печатного носителя из следующих: простая бумага, глянцевая бумага, открытка, диск, доступный для печати, и т.п. Информация качества печати описывает качество печати и определяет один любой тип качества из следующих: "высокое", "стандартное", "скоростная печать" и т.п. Эти элементы управляющей информации печати генерируются на основе параметров, указанных пользователем на UI-экране, отображаемом на мониторе главного устройства J0012. Информация печатаемого изображения описывает данные изображения, генерируемые при растровой обработке J0005. Данные печати, генерируемые таким образом, предоставляются от главного устройства J0012 печатающему устройству J0013.
Печатающее устройство J0013 выполняет обработку матриц расположения точек J0007 и обработку конвертирования данных маскирования J0008 (будет описано ниже) для данных печати, предоставляемых от главного устройства J0012.
(F) Обработка матриц расположения точек J0007
Растровая обработка J0005 уменьшает многозначную информацию плотности (8-битные данные) из 256 тональных уровней до информации тонального значения (4-битные данные) из 9 тональных уровней. Однако данными, которые могут быть в действительности напечатаны печатающим устройством J0013, являются двоичные данные (1-битные данные), указывающие, печатать или не печатать точку краски. Обработка матриц расположения точек J0007 назначает матрицу расположения точек, соответствующую тональному значению (один из уровней 0-8) каждого пикселя, пикселю, выраженному 4-битными данными одного из тональных уровней 0-8, которые являются выходным значением из растровой обработки J0005. Таким образом, печатать ли точку краски ("ДА/НЕТ" точки) определяется в каждом из множества участков внутри одного пикселя, и 1-битные двоичные данные "1" или "0" размещаются в каждом участке внутри одного пикселя. Значение "1" двоичных данных указывает, что точка должна быть напечатана, а значение "0" двоичных данных указывает, что точку печатать не нужно.
Фиг.3 изображает выходные матрицы, соответствующие входным уровням 0-8, которые конвертируются при обработке матриц расположения точек J0007 в этом примере. Значения уровней, изображенные слева на Фиг.3, соответствуют уровням 0-8, которые являются выходными значениями растровой обработки J0005 в главном устройстве J0012. Область из участков 2x4 справа на чертеже соответствует области из одного пикселя, выходной из растровой обработки J0005. Каждый участок внутри одного пикселя соответствует минимальной единице, для которой определяется "ДА/НЕТ" точки. В данном описании, "пиксель" - это минимальная единица, с возможностью тонального представления, и минимальная единица, подвергаемая процессам обработки изображения (к примеру, от предобработки J0002 до растровой обработки J0005) для многозначных данных множества бит.
На Фиг.3, участок, обозначенный как "0", является участком, где следует напечатать точку. С возрастанием номера уровня, количество точек, которые должны быть напечатаны, последовательно увеличивается. Согласно варианту осуществления, информация плотности исходного изображения отражается в конечном итоге в такой форме. На Фиг.3, выражения от "(4n)" до "(4n+3)" указывают пиксельные позиций в поперечном направлении, начиная с левого конца данных изображения, которое должно быть напечатано, с прибавлением целого числа 1 или более к n. Соответственные матрицы под выражениями от "(4n)" до "(4n+3)" означают, что разные матрицы предпочтительны для соответственных пиксельных позиций даже на одном и том же входном уровне. То есть, даже когда один и тот же уровень является входным, четыре типа матриц расположения точек, указываемых выражениями от "(4n)" до "(4n+3)", циклически назначаются на печатном носителе.
На Фиг.3 продольное направление является направлением, в котором выстроены отверстия печатающей головки, а поперечное направление является направлением прохода печатающей головки. Структура, которая печатает посредством разных расположений точек, даже для одного и того же уровня, оказывает эффект распределения количества выпускаемой краски между соплами в верхнем ряду матрицы расположения точек и в нижнем ряду. Кроме того, эта структура оказывает эффект распределения различных шумовых компонентов, характерных для печатающего устройства J0013. В конце обработки матриц расположения точек J0007 определяются все матрицы расположения точек для печатного носителя.
(G) Обработка конвертирования данных маскирования J0008
Обработка матриц расположения точек J0007 определяет наличие/отсутствие точки в каждом участке на печатном носителе. Двоичные данные, указывающие расположение точек, вводятся в цепь движения печатающей головки H1001, и требуемое изображение может печататься при обработке J0009 движения головки. В этом случае, может исполняться так называемая однопроходная печать путем завершения печати на одной области прохода на печатном носителе за один проход. Однако ниже будет иллюстрироваться так называемая многопроходная печать, в которой печать на одной области прохода на печатном носителе завершается после множества проходов.
Фиг.4 схематично изображает печатающую головку и печатную матрицу для пояснения многопроходного способа печати. Печатающая головка H1001 согласно варианту осуществления на практике имеет сопловую решетку, включающую в себя 768 сопел. Однако в целях упрощения предположим, что печатающая головка H1001 имеет 16 сопел. Сопла разделяются на четыре, с первой по четвертую, сопловые группы, как изображено на Фиг.4, и каждая сопловая группа включает в себя четыре сопла. Матрица P0002 маски образуется из четырех матриц P0002a-P0002d маски. Четыре матрицы P0002a-P0002d маски определяют участки, печатаемые сопловыми группами с первой по четвертую. Сплошной участок в матрице маски является участком разрешенной печати, а пустой участок является участком запрещенной печати. Четыре матрицы P0002a-P0002d маски являются взаимодополняющими. Эти четыре матрицы маски послойно накладываются, завершая печать в области, соответствующей участкам 4x4.
Матрицы с P0003 по P0006 изображают состояния, в которых изображение завершается путем повторения прохода печати. С каждым окончанием прохода печати печатный носитель передвигается на толщину (четыре сопла на Фиг.4) сопловой группы в направлении, указанном стрелкой на Фиг.4. Изображение завершается за четыре прохода печати в одной области (области, соответствующей толщине каждой сопловой группы) на печатном носителе. Сопловые отклонения, отклонения точности перемещения печатного носителя и т.п. могут уменьшаться за счет формирования одной области изображения на печатном носителе множеством проходов с использованием множества сопловых групп этим образом.
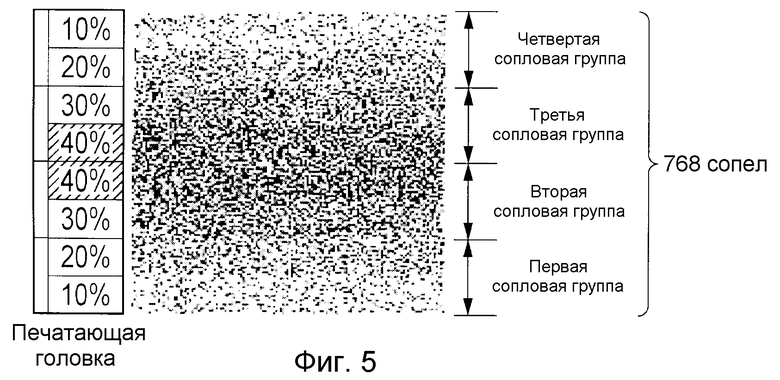
Фиг.5 изображает матрицу маски, в действительности применяемую согласно варианту осуществления. Печатающая головка H1001, используемая в этом примере, имеет 768 сопел, по 192 сопла в каждой из четырех сопловых групп. Параметры матрицы маски определяются 768 участками, что равно количеству сопел в продольном направлении и 256 участками в поперечном направлении. Четыре матрицы маски, соответствующие четырем сопловым группам, являются взаимодополняющими.
Известно, что при операции печати возле печатающего блока возникает поток воздуха, и он воздействует на направление выпуска краски, в особенности из сопел, расположенных на концах печатающей головки, при выпускании множества маленьких капель из струйной печатающей головки на высокой частоте. Что очевидно по Фиг.5, матрица маски согласно варианту осуществления локализует распределение соотношения разрешения печати между соответственными сопловыми группами или между областями даже в рамках одной сопловой группы. Отрицательный эффект от смещения позиций падения капель краски, выпущенных из сопел, на концах можно сделать менее заметным, применив матрицу маски, в которой соотношение разрешения печати сопел на концах устанавливается более низким, чем в центре, как изображено на Фиг.5.
Соотношение разрешения печати, определяемое матрицей маски, задается участками разрешенной печати (сплошными участками в матрице P0002 маски с Фиг.4) и участками запрещенной печати (пустыми участками в матрице P0002 маски с Фиг.4). То есть соотношение разрешения печати является процентным выражением отношения количества участков разрешенной печати к сумме количеств участков разрешенной печати и участков запрещенной печати, которые образуют матрицу маски. Пусть M - количество участков разрешенной печати матрицы маски, а N - количество участков запрещенной печати, тогда соотношение (%) разрешения печати матрицы маски равно M÷(M+N)×100.
Согласно варианту осуществления, память в основном блоке печатающего устройства хранит данные маски, как изображено на Фиг.5. Обработка J0008 конвертирования данных маскирования выполняет побитовую конъюнкцию данных маски с двоичными данными, полученными при обработке J0007 матриц расположения точек, определяя двоичные данные, которые должны быть напечатаны на каждом проходе печати. Эти двоичные данные передаются обработке J0009 движения головки. Затем печатающая головка H1001 приводится в действие для выпуска краски в соответствии с этими двоичными данными. При многопроходной печати, способ генерирования данных печати, охватывающий множество проходов, не ограничивается вышеописанной формой, в которой данные делятся на основе матрицы маски. К примеру, данные печати, охватывающие множество проходов, могут генерироваться при обработке J0007 матриц расположения точек, задавая для точечной матрицы не только функцию определения, выпускать ли краску, но также и функцию обозначения порядкового номера прохода для печати выпущенной краски.
На Фиг.1 главное устройство J0012 исполняет предобработку J0002, постобработку J0003, обработку J0004 γ-коррекции, растровую обработку J0005 и обработку J0006 создания данных печати. Печатающее устройство J0013 исполняет обработку J0007 матриц расположения точек и обработку J0008 конвертирования данных маскирования. Однако печатающее устройство J0013 может исполнять некоторые из процессов обработки с J0002 по J0005, которые исполняются в главном устройстве J0012, или главное устройство J0012 может исполнять их все. Альтернативно, печатающее устройство J0013 может исполнять процессы обработки с J0002 по J0008.
1.2 Структура устройства
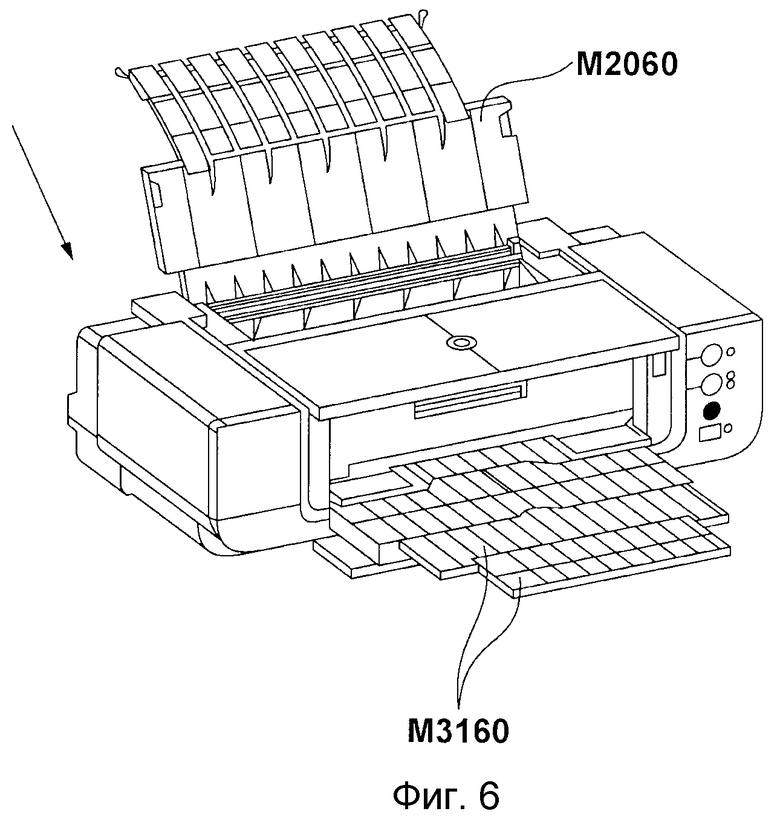
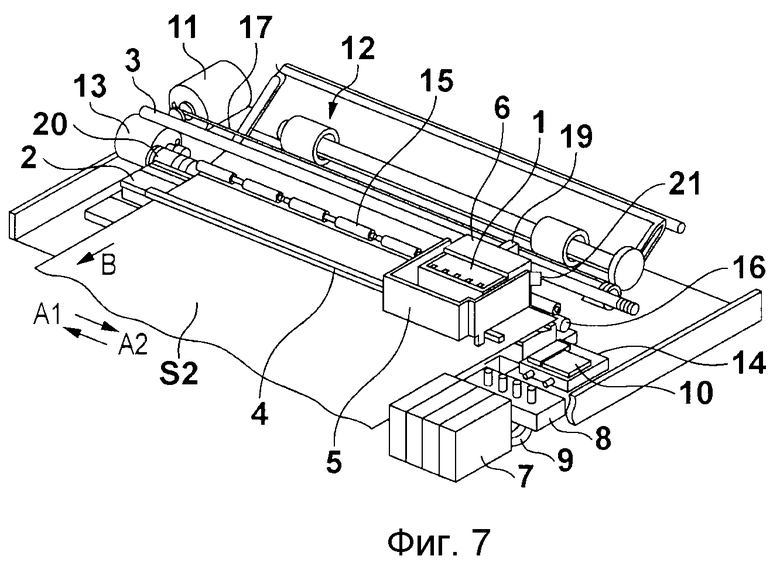
Фиг.6 изображает общий вид струйного печатающего устройства согласно варианту осуществления. Фиг.7 изображает общий вид внутреннего строения струйного печатающего устройства.
Согласно варианту осуществления, печатный носитель вводится из лотка 12 подачи бумаги в направлении, указанном стрелкой на Фиг.6, периодически передвигается для формирования изображения и затем выпускается в выводящий лоток M3160.
На Фиг.7 печатающая головка 1, установленная на каретке 5, выпускает краску из сопел, возвратно-поступательно перемещаясь вдоль направляющего рельса 4 в направлениях, указанных стрелками A1 и A2, тем самым формируя изображение на печатном носителе S2. Печатающая головка 1 имеет, к примеру, множество сопловых решеток, соответствующих краскам разных цветов и жидкости улучшения качества изображения. Примером является группа сопловых решеток для выпускания одного или нескольких типов красок из следующих: голубая (C), пурпурная (M), желтая (Y), черная 1 (Kl), черная 2 (K2), светло-голубая (LC), светло-пурпурная (LM), красная (R), серая (Gray) и прозрачная (CL). Эти цветные краски и жидкость улучшения качества изображения хранятся в картриджах (не изображены) и предоставляются из картриджей печатающей головке 1.
Согласно варианту осуществления, картриджи и печатающая головка 1 объединяются, образуя картридж 6 головки, и картридж 6 головки устанавливается на каретке 5. Приводной ремень 17 передает движущую силу от мотора 11 каретки к каретке 5 для обеспечения возвратно-поступательного движения каретки 5 вдоль направляющего вала 3 и направляющей рельсы 4 в направлениях (в главном направлении прохода), указанных стрелками A1 и A2. Когда каретка перемещается, кодовый датчик 21, присоединенный к каретке 5, считывает показания мерной линейки 19, установленной в направлении движения каретки, обнаруживая позицию каретки. При возвратно-поступательном движении начинается печать на печатном носителе. В этот момент печатный носитель S2 предоставляется из лотка 12 подачи бумаги, зажимается между передаточным роликом 16 и прижимным роликом 15 и передается на опорный стол 2.
После того как каретка 5 производит один проход печати в направлении A1, передаточный мотор 13 приводит в движение передаточный ролик 16 посредством продольного колеса 20. Затем печатный носитель S2 передвигается на предварительно определенное расстояние в направлении, указанном стрелкой В, выполняющем функцию межпроходного направления. В то время как каретка 5 проходит в направлении A2, на печатном носителе S2 выполняется печать. В исходной позиции головная насадка 10 и восстановительный блок 14 конфигурируются для периодического выполнения восстановительной обработки для печатающей головки 1 по мере необходимости. Повторением этой операции заканчивается печать на одном печатном носителе. После этого печатный носитель выпускается, чем завершается печать на одном печатном носителе.
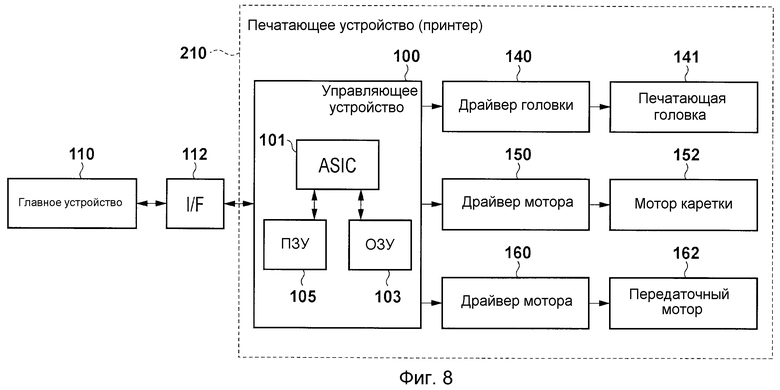
Фиг.8 изображает структурную схему, показывающую структуру управления струйным печатающим устройством согласно варианту осуществления. Управляющее средство 100 печатающего устройства 210 является главным управляющим блоком и включает в себя, к примеру, ASIC 101, ПЗУ 103 и ОЗУ 105 для конфигурирования микрокомпьютера. ПЗУ 103 хранит матрицу расположения точек, матрицу маски и другие постоянные данные. В ОЗУ 105 имеется область для данных растрированного изображения, рабочая область и т.п. ASIC 101 исполняет ряд процессов для считывания программы с ПЗУ 103 и печати данных изображения на печатном носителе. А именно, матрица маски выбирается из информации, соответствующей количеству выпускаемой краски, для деления данных изображения, генерируя данные печати для каждого прохода. Главное устройство 110 является источником данных изображения, который будет описан позже, и может, помимо компьютера, принимать форму средства считывания изображения или аналогичного, которое, к примеру, создает и обрабатывает данные изображения, которые должны быть напечатаны. Главное устройство 110 передает/принимает данные изображения, другие команды, сигналы состояния и т.п. к/от управляющего средства 100 посредством интерфейса (I/F) 112. Драйвер 140 головки приводит в действие печатающую головку 141 в соответствии с данными печати или под. Драйвер 150 мотора приводит в действие мотор 152 каретки, а драйвер 160 мотора приводит в действие передаточный мотор 162.
1.3 Соотношение между глянцевитостью и ясностью изображения
Способ оценки глянцевитости и ясности изображения
Глянцевитость и ясность изображения на поверхности печатного носителя будут описаны как критерии для оценки равномерности глянцевитости в изображении согласно варианту осуществления. Глянцевитость и ясность изображения являются показателями для оценки глянца печатного носителя или изображения. Ниже будут пояснены способ оценки для глянцевитости и ясности изображения и соотношение между ними.
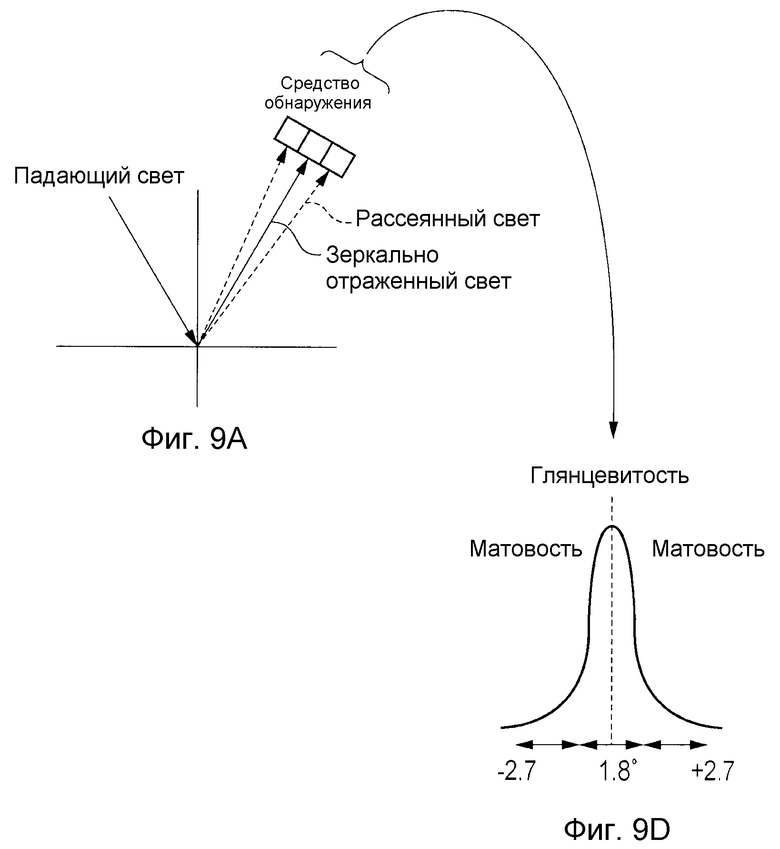
Фиг.9A-9D изображают диаграммы для пояснения глянцевитости и матовости. Как изображено на Фиг.9A, значения в 20° зеркальной глянцевитости (в целях упрощения будет называться "глянцевитостью") и матовости могут быть получены путем обнаружения света, отраженного поверхностью печатного материала, посредством общего средства обнаружения. Отраженный свет распределяется под заданным углом с осью зеркально отраженного света в центре. Как изображено на Фиг.9D, глянцевитость обнаруживается, к примеру, на ширине раскрытия в 1,8° в центре средства обнаружения, а матовость обнаруживается в диапазоне ±2,1° вне раскрытия. А именно, когда наблюдается отраженный свет, отражательная способность зеркально отраженного света, выполняющего функцию центральной оси распределения падающего света, определяется как глянцевитость. Рассеянный свет, возникающий вблизи зеркально отраженного света в распределении отраженного света, измеряется и определяется как матовость или матовое значение. Единицы глянцевитости и матовости, измеряемые средством обнаружения, бесконечно малы. Глянцевитость соответствует JIS К 5600, а матовость соответствует ISO DIS 13803. Ясность изображения измеряется посредством, к примеру, JIS H 8686 "Методы проверки ясности изображения анодно-оксидного покрытия на алюминии и алюминиевом сплаве" или JIS К 7105 "Методы испытаний оптических свойств пластмасс". Ясность изображения указывает резкость изображения, отраженного на печатном носителе. К примеру, когда освещенное изображение, отраженное на печатном носителе, размыто, значение ясности изображения мало.
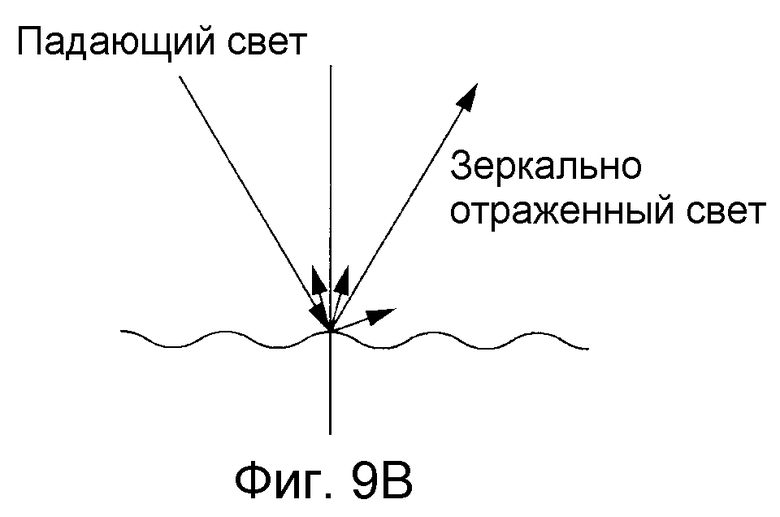
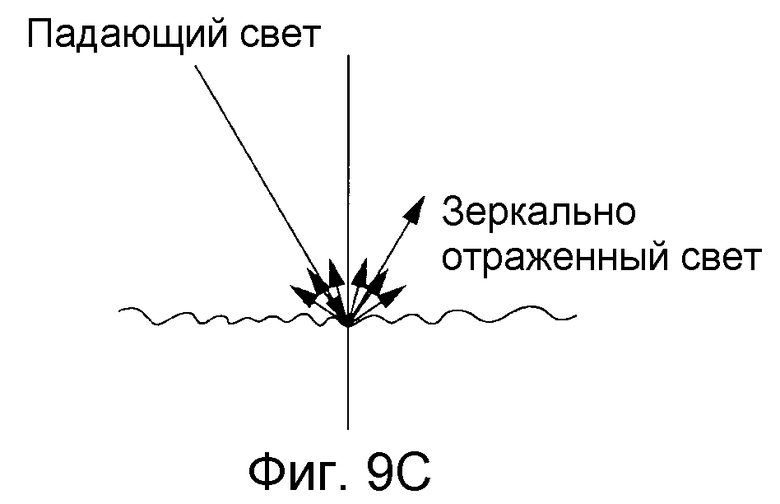
Фиг.9B и 9C изображают, что интенсивность и направление отраженного света меняются в зависимости от шероховатости поверхности печатаемого изображения. Как изображается на Фиг.9B и 9C, более шероховатая поверхность, как правило, рассеивает отраженный свет гораздо сильнее, уменьшая интенсивность зеркально отраженного света, и измерения ясности изображения и глянцевитости дадут более низкие показатели. Согласно варианту осуществления, более низкое значение измерения измеряемой ясности изображения, чем требуемая ясность изображения, будет выражено в виде низкой ясности изображения. Кроме того, более низкое значение измерения измеряемой глянцевитости, чем требуемая глянцевитость, будет выражено в виде низкой глянцевитости.
Состав краски
Далее будет описана цветная краска (далее будет называться "краска"), содержащая пигментное красящее вещество и жидкость улучшения качества изображения, которая используется в струйном печатающем устройстве согласно варианту осуществления.
Прежде всего будут описаны компоненты красок.
Водная среда
Краска, которая используется в настоящем изобретении, предпочтительно содержит водную среду, содержащую воду и водорастворимый органический растворитель. Содержание (массовая доля (%)) водорастворимого органического растворителя в краске предпочтительно больше либо равно 3,0% и меньше либо равно 50,0% от полной массы краски. Содержание (массовая доля (%)) воды в краске предпочтительно больше либо равно 50,0% и меньше либо равно 95,0% от полной массы краски.
Примеры водорастворимого органического растворителя следующие: алкиловые спирты с 1-6 атомами углерода, такие как метанол, этанол, пропанол, пропандиол, бутанол, бутандиол, пентанол, пентандиол, гексанол и гександиол; амиды, такие как диметилформамид и диметилацетамид; кетоны или кетоспирты, такие как ацетон и диацетоновый спирт; эфиры, такие как тетрагидрофуран и диоксан; полиалкиленгликоли со средней молекулярной массой 200, 300, 400, 600, 1000 и т.п., такие как полиэтиленгликоль и полипропиленгликоль; алкиленгликоли с алкиленовой группой с 2-6 атомами углерода, такие как этиленгликоль, пропиленгликоль, бутиленгликоль, триэтиленгликоль, 1,2,6-гексантриол, тиодигликоль, гексиленгликоль и диэтиленгликоль; ацетаты низших алкиловых эфиров, такие как ацетат монометилового эфира полиэтиленгликоля; глицерин; низшие алкиловые эфиры многоатомных спиртов, такие как монометиловый (или этиловый) эфир этиленгликоля, монометиловый (или этиловый) эфир диэтиленгликоля и монометиловый (или этиловый) эфир триэтиленгликоля; и N-метил-2-пирролидон, 2-пирролидон, 1,3-диметил-2-имидазолидинон и т.п. В качестве воды предпочтительно использовать деионизованную воду (ионообменную воду).
Пигмент
В качестве пигмента предпочтительно использовать технический углерод или органический пигмент. Содержание (массовая доля (%)) пигмента в краске предпочтительно больше либо равно 0,1% и меньше либо равно 15,0% от полной массы краски.
Черная краска предпочтительно использует в качестве пигмента технический углерод, такой как печная сажа, ламповая сажа, ацетиленовая сажа или канальная сажа. Примерами черной краски являются следующие промышленные продукты: Raven: 7000, 5750, 5250, 5000ULTRA, 3500, 2000, 1500, 1250, 1200, 1190ULTRA-II, 1170, 1255 (все перечисленное поставляется из Колумбии); BLACK PEARLS L, REGAL: 330R, 400R, 660R, MOGUL L, MONARCH: 700, 800, 880, 900, 1000, 1100, 1300, 1400, 2000, VULCAN XC-72R (все перечисленное поставляется компанией "Cabot"); Color Black: FW1, FW2, FW2V, FW18, FW200, S150, S160, S170, Printex: 35, U, V, 140U, 140V, Special Black: 6, 5, 4A, 4 (все перечисленное поставляется компанией "Degussa"); и No. 25, No. 33, No. 40, No. 47, No. 52, No. 900, No. 2300, MCF-88, MA600, MA7, MA8, MA100 (все перечисленное поставляется компанией "Mitsubishi Chemical"). Технический углерод, приготовленный специально для настоящего изобретения, также доступен. Разумеется, настоящее изобретение не ограничивается этими примерами и может задействовать любой стандартный технический углерод. Черная краска не ограничивается техническим углеродом и может использовать в качестве пигмента магнитные порошки (к примеру, магнетит или феррит), титановую сажу или подобное.
Примеры органического пигмента следующие: нерастворимые в воде азопигменты, такие как толуидиновый красный, толуидиновый каштановый, ганза желтый, бензидиновый желтый и пиразолоновый красный; водорастворимые азопигменты, такие как литоль красный, гелиобордо, пигмент алый и постоянный красный 2B; производные кубовых красителей, такие как ализарин, индатрон и тиоиндигоидный каштановый; фталоцианиновые пигменты, такие как фталоцианиновый синий и фталоцианиновый зеленый; хинакридоновые пигменты, такие как хинакридоновый красный и хинакридоновый пурпурный; периленовые пигменты, такие как периленовый красный и периленовый алый; изоиндолиноновые пигменты, такие как изоиндолиноновый желтый и изоиндолиноновый оранжевый; имидазолоновые пигменты, такие как бензимидазолоновый желтый, бензимидазолоновый оранжевый и бензимидазолоновый красный; пирантроновые пигменты, такие как пирантроновый красный и пирантроновый оранжевый; индиговые пигменты, конденсированные азопигменты, тиоиндиговые пигменты и дикетопирролопирроловые пигменты; и кубовый желтый, ациламидный желтый, хинофталоновый желтый, никель-азо желтый, медный азометиновый желтый, периноновый оранжевый, антроновый оранжевый, диантрахинониловый красный и диоксазиновый фиолетовый. Однако настоящее изобретение не ограничивается ими.
Когда органический пигмент указывается номером цветового индекса (C.I.), доступны следующие пигменты: пигмент желтый с C.I.: 12, 13, 14, 17, 20, 24, 74, 83, 86, 93, 97, 109, 110, 117, 120, 125, 128, 137, 138, 147, 148, 150, 151, 153, 154, 166, 168, 180, 185 и т.п.; пигмент оранжевый с C.I.: 16, 36, 43, 51, 55, 59, 61, 71 и т.п.; пигмент красный с C.I.: 9, 48, 49, 52, 53, 57, 97, 122, 123, 149, 168, 175, 176, 177, 180, 192, 215, 216, 217, 220, 223, 224, 226, 227, 228, 238, 240, 254, 255, 272 и т.п.; пигмент фиолетовый с C.I.: 19, 23, 29, 30, 37, 40, 50 и т.п.; пигмент синий с C.I.: 15, 15:1, 15:3, 15:4, 15:6, 22, 60, 64 и т.п.; пигмент зеленый с C.I.: 7, 36 и т.п.; и пигмент коричневый с C.I.: 23, 25, 26 и т.п. Разумеется, настоящее изобретение не ограничивается ими.
Диспергирующее вещество
В качестве диспергирующего вещества для диспергирования вышеупомянутого пигмента в водной среде доступна любая водорастворимая смола. Предпочтительными примерами являются в особенности диспергирующие вещества со средневесовой молекулярной массой от 1000 (включительно) до 30000 (включительно), и более предпочтительно, от 3000 (включительно) до 15000 (включительно). Содержание (массовая доля (%)) диспергирующего вещества в краске предпочтительно больше либо равно 0,1% и меньше либо равно 5,0% от полной массы краски.
Примеры диспергирующего вещества следующие: стирол, винилнафталин, эфиры алифатических спиртов α,β-этиленненасыщенных карбоновых кислот, акриловая кислота, малеиновая кислота, итаконовая кислота, фумаровая кислота, винилацетат, винилпирролидон, акриламид и полимерсодержащие производные от них в качестве мономеров. Следует заметить, что один или несколько мономеров, которые составляют полимер, предпочтительно являются гидрофильными мономерами, и блок-сополимер, статистический сополимер, привитой сополимер или их соли также могут использоваться. Природные смолы, такие как канифоль, шеллак и крахмал, также доступны. Эти смолы предпочтительно являются растворимыми в водном растворе оснований, то есть являются смолами, растворимыми в щелочи.
Поверхностно-активное вещество
Для регулирования поверхностного натяжения краски, которая формирует красящий состав, предпочтительно используются поверхностно-активные вещества, такие как анионное поверхностно-активное вещество, неионное поверхностно-активное вещество и амфолитное поверхностно-активное вещество. Примерами являются полиоксиэтиленовый алкиловый эфир, полиоксиэтиленовые алкилфенолы, соединения ацетиленгликоля и продукты присоединения этиленоксида к ацетиленгликолю.
Другие компоненты
В дополнение к вышеперечисленным компонентам, краска, которая формирует красящий состав, может содержать увлажняемые сухие вещества, такие как мочевина, производные мочевины, триметилолпропан или триметилолэтан для влагоудержания. Содержание (массовая доля (%)) увлажняемых сухих веществ в краске предпочтительно больше либо равно 0,1% и меньше либо равно 20,0%, и более предпочтительно больше либо равно 3,0% и меньше либо равно 10,0% от полной массы краски. В дополнение к вышеперечисленным компонентам, краска, которая формирует красящий состав, при необходимости может содержать различные примеси, такие как pH-регулятор, антикоррозионное вещество, консервант, вещество для защиты от заплесневения, антиоксидант, противовосстановительное вещество и ускоритель испарения.
Краска, используемая в варианте осуществления, будет пояснена более подробно. Однако настоящее изобретение не ограничивается следующим примером, не выходя за пределы сущности изобретения. В следующем описании "часть" и "%" являются мерами массы, если не указано обратное.
Приготовление пигментных дисперсий 1-5
Пигментные дисперсии 1-5 были приготовлены путем следующих процедур. В следующем описании, диспергирующее вещество является водным раствором, полученным нейтрализацией сополимера стирол-акрилловой кислоты с кислотным числом 200 и средневесовой молекулярной массой 10000 десятипроцентным водным раствором гидроксида натрия.
Приготовление пигментной дисперсии 1, содержащей пигмент красный с C.I. 122
Прежде всего, 10 частей пигмента (пигмент красный с C.I. 122), 20 частей диспергирующего вещества и 70 частей ионообменной воды смешивали и диспергировали в течение 3ч с использованием песочной мельницы вертикального типа. Затем крупные частицы удалили путем центрифужной обработки. Далее, пигментную дисперсию фильтровали под давлением сквозь целлюлозоацетатный фильтр (поставляемый компанией "ADVANTEC") с размером пор 3,0 мкм, получив пигментную дисперсию 1 с пигментной концентрацией 10%.
Приготовление пигментной дисперсии 2, содержащей пигмент синий с C.I. 15:3
Прежде всего, 10 частей пигмента (пигмент синий с C.I. 15:3), 20 частей диспергирующего вещества и 70 частей ионообменной воды смешивали и диспергировали в течение 5ч с использованием песочной мельницы вертикального типа. Затем крупные частицы удалили путем центрифужной обработки. Далее, пигментную дисперсию фильтровали под давлением сквозь целлюлозоацетатный фильтр (поставляемый компанией "ADVANTEC") с размером пор 3,0 мкм, получив пигментную дисперсию 2 с пигментной концентрацией 10%.
Приготовление пигментной дисперсии 3, содержащей пигмент желтый с C.I. 74
Прежде всего, 10 частей пигмента (пигмент желтый с C.I. 74), 20 частей диспергирующего вещества и 70 частей ионообменной воды смешивали и диспергировали в течение 1ч с использованием песочной мельницы вертикального типа. Затем крупные частицы удалили путем центрифужной обработки. Далее, пигментную дисперсию фильтровали под давлением сквозь целлюлозоацетатный фильтр (поставляемый компанией "ADVANTEC") с размером пор 3,0 мкм, получив пигментную дисперсию 3 с пигментной концентрацией 10%.
Приготовление пигментной дисперсии 4, содержащей пигмент черный с C.I. 7
Прежде всего, 10 частей пигмента на основе технического углерода (пигмент черный с C.I. 7), 20 частей диспергирующего вещества и 70 частей ионообменной воды смешивали и диспергировали в течение 3ч с использованием песочной мельницы вертикального типа. Следует заметить, что окружная скорость в дисперсии была вдвое больше окружной скорости, используемой для приготовления пигментной дисперсии 1. Затем крупные частицы удалили путем центрифужной обработки. Далее, пигментную дисперсию фильтровали под давлением сквозь целлюлозоацетатный фильтр (поставляемый компанией "ADVANTEC") с размером пор 3,0 мкм, получив пигментную дисперсию 4 с пигментной концентрацией 10%.
Приготовление пигментной дисперсии 5, содержащей пигмент красный с C.I. 149
Прежде всего, 10 частей пигмента (пигмент красный с C.I. 149), 20 частей диспергирующего вещества и 70 частей ионообменной воды смешивали и диспергировали в течение 3ч с использованием песочной мельницы вертикального типа. Затем крупные частицы удалили путем центрифужной обработки. Далее, пигментную дисперсию фильтровали под давлением сквозь целлюлозоацетатный фильтр (поставляемый компанией "ADVANTEC") с размером пор 3,0 мкм, получив пигментную дисперсию 5 с пигментной концентрацией 10%.
Приготовление краски
Компоненты, изображенные на Фиг.17, тщательно смешивали и перемешивали. После чего полученную жидкость фильтровали под давлением через целлюлозоацетатный фильтр (поставляемый компанией "ADVANTEC") с размером пор 0,8 мкм, получив краски 1-11.
Далее будет описана прозрачная краска, используемая в описываемом варианте осуществления.
Приготовление прозрачной краски
Жидкий состав A, имеющий следующий состав, был приготовлен с использованием сополимера A стирол(St)-акриловой кислоты (AA) (соотношение массовых долей St/AA=70/30, молекулярная масса 10500, а измеренное кислотное число 203), синтезированного путем полимеризации в растворе с использованием инициатора свободнорадикальной полимеризации. Следует заметить, что исходным веществом являлся гидроксид калия, и содержание примесей регулировалось для установления pH жидкого состава в значение 8,0.
- сополимер A стирол-акриловой кислоты / 2 части
- глицерин / 7 частей
- диэтиленгликоль / 5 частей
- вода / 86 частей
Прозрачная краска, полученная путем вышеуказанного приготовления, является жидкостью для управления по меньшей мере глянцевитостью. Прозрачная краска не ограничивается вышеуказанным примером, сколь долго достигаются аналогичные эффекты.
Отношение между глянцевитостью и ясностью изображения
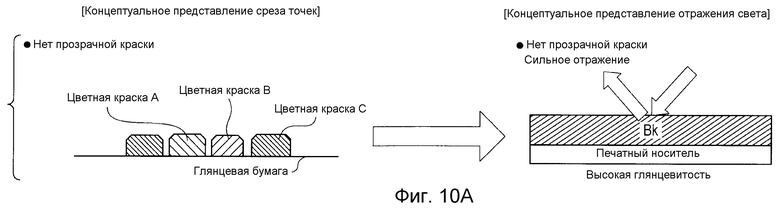
Когда прозрачная краска наносится одновременно с хроматической цветной краской или ахроматической цветной краской, ясность изображения и глянцевитость дополнительно меняются в зависимости от наложения их слоев. Фиг.10A-10C изображают разницу в состоянии печатной поверхности в зависимости от разницы в наложении слоев прозрачной краски. Фиг.10A изображает случай, когда печать производится только хроматической цветной краской без печати прозрачной краской. Фиг.10B и 10C изображают случаи, когда прозрачная краска наносится в одновременной печати и покрывающей печати (будут описаны ниже), соответственно.
В сравнительно редком способе печати (будет называться "одновременной печатью") печать хроматической цветной краской и прозрачной краской происходит одновременно. Ввиду случайного выбора промежутков времени, в некоторых случаях прозрачная краска наносится на хроматическую цветную краску, а в других случаях хроматическая цветная краска наносится на прозрачную краску, что увеличивает шероховатость печатной поверхности. В результате ясность изображения и глянцевитость имеют склонность к понижению (Фиг.10B).
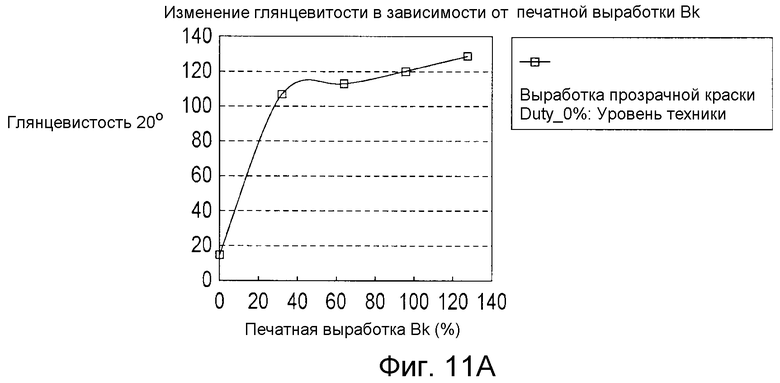
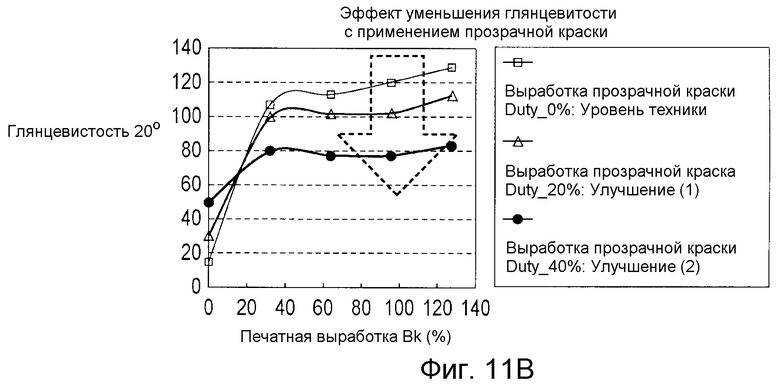
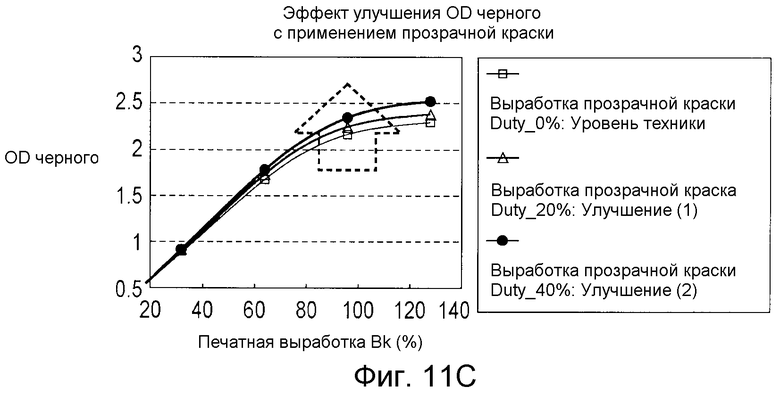
В способе печати, при котором печать хроматической и ахроматической цветной краской и прозрачной краской происходит в разные промежутки времени, ясность изображения практически не падает, и только глянцевитость имеет склонность к сильному изменению в соответствии с количеством прозрачной краски (Фиг.10C). В особенности в способе печати, при котором прозрачная краска применяется позже (будет называться "покрывающей печатью"), глянцевитость изображения эффективно изменяется. А именно, прозрачная краска, печать которой производится в области с низкой глянцевитостью, увеличивает глянцевитость в соответствии с количеством прозрачной краски. Как изображено на Фиг.11A, глянцевитость высока на том участке, где печатная выработка Bk-краски высока. Покрывающая печать прозрачной краской в этой области уменьшает глянцевитость в зависимости от количества выпускаемой прозрачной краски. Это происходит ввиду того, что покрытие прозрачной краской, более низкой по показателю преломления, чем Bk-краска, содержащая пигментное красящее вещество, образует слой прозрачной краски на слое Bk-краски, содержащей пигментное красящее вещество, уменьшая отражение света на самой верхней поверхности, как изображено на Фиг.10C. Фиг.11B изображает диаграмму состояния, в котором глянцевитость дополнительно уменьшается с увеличением количества выпускаемой прозрачной краски. Поскольку глянцевитость, то есть отражение света, уменьшается, измерение участка, где была применена прозрачная краска, общим колориметром показывает, что OD черного улучшается, как изображено на Фиг.11C.
Градация была создана вплоть до максимальной насыщенности с использованием хроматических цветных красок без технического углерода (к примеру, голубой и пурпурной), и участки, в которых прозрачная краска была применена (печатная выработка прозрачной краски=40%), и те, в которых прозрачная краска не применялась, были измерены колориметром. Фиг.16A и Фиг.16B изображают результаты. На Фиг.16A и Фиг.16B ось ординат указывает светлоту (L*), а ось абсцисс указывает насыщенность (c*). Что очевидно по Фиг.16А и Фиг.16B, насыщенность практически не меняется между случаями выпускания и невыпускания прозрачной краски как при использовании голубой, что изображено на Фиг.16A, так и при использовании пурпурной, что изображено на Фиг.16B.
Таким образом, вариант осуществления призван подавить возрастание глянцевитости в данных изображения, в особенности использующих краску на основе технического углерода. В этом случае, покрывающая печать прозрачной краской выполняется для подавления нежелательного отражения света от поверхности Bk-краски, содержащей пигментное красящее вещество. Это может улучшить как OD черного, так и гамму в темном участке (L* 40). Согласно варианту осуществления, прозрачная краска может использоваться только тогда, когда пользователь обозначает использование прозрачной краски, или в некоторых режимах печати, в которых используется глянцевая бумага, полуглянцевая бумага или под.
Первый вариант осуществления
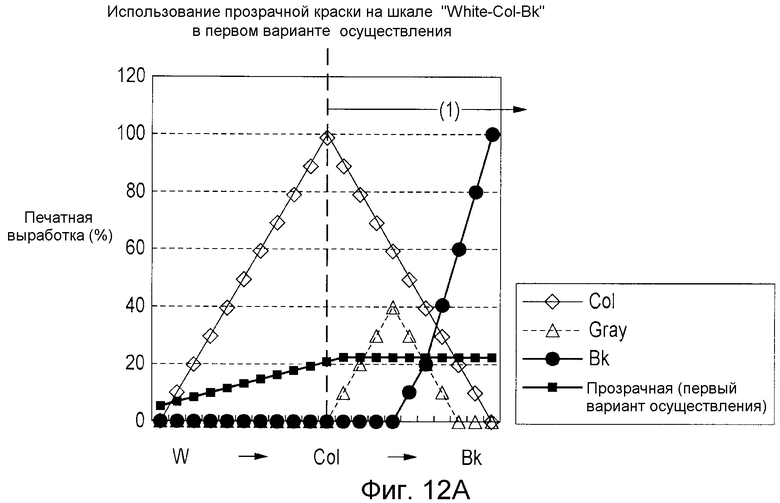
Первый вариант осуществления согласно настоящему изобретению будет описан ниже. Фиг.12A изображает диаграмму для пояснения примера использования прозрачной краски на шкале "White-Col-Bk" при заданном тоне на глянцевой бумаге. На практике задействуются Col-краски (хроматические цветные краски) множества цветов, и использование цвета усложнено. Однако вариант осуществления будет поясняться на основе Col-краски только одного цвета для удобства описания.
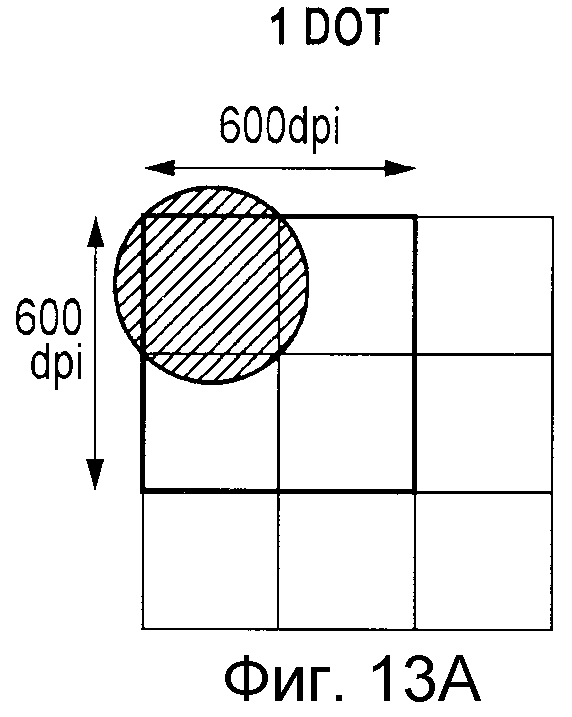
Вообще от White (белого) до Col градация создается Col-краской, и количество выпускаемой Col-краски (печатная выработка) увеличивается вплоть до максимальной насыщенности. Согласно варианту осуществления, печатная выработка, получаемая, когда восемь 3,5-пиколитровых капель краски печатаются на разных участках одного пикселя 600dpi×600dpi, выполняющего функцию участка на печатном носителе, определяется как 100%. Поскольку светлоту требуется уменьшить для соединения Col и Bk, как правило используются ахроматические цветные краски (к примеру, Gray и Bk), содержащие пигментные красящие вещества. Согласно варианту осуществления, прежде всего используется серая с учетом зернистости на начале использования черной, и затем используется Bk для уменьшения светлоты.
Фиг.11A изображает диаграмму изменения глянцевитости в зависимости от печатной выработки Bk. Как изображено на Фиг.11A, глянцевитость самого печатного носителя мала. Когда одна капля краски около 3,5 пл (выработка 12,5% на единицу поверхности, а диаметр точки около 30 мкм) печатается в пикселе 600dpi×600dpi, как изображено на Фиг.13A, участок без печати все еще велик, характеристики глянцевитости самого печатного носителя преобладают, и, следовательно, глянцевитость мала. Однако, когда две 3,5-пиколитровых капли краски (выработка 25%) печатаются в пикселе 600dpi×600dpi, как изображено на Фиг.13B, участок с печатью занимает половину пикселя на печатном носителе, отчего не характеристики глянцевитости самого печатного носителя, а характеристики глянцевитости самого пигмента начинают преобладать. Таким образом, глянцевитость резко возрастает при выработке около 25%, как изображено на Фиг.11A. С увеличением печатной выработки, как изображено на Фиг.13C и 13D, почти не остается участков без печати, и глянцевитость самого печатного носителя становится высока. Что касается серой, глянцевитость также имеет склонность к возрастанию.
Как изображено на Фиг.12A и Фиг.12B, Col-краска все еще преобладает при начале использования серой краски в тоне на шкале "White-Col-Bk", и глянцевитость не сильно возрастает. Однако ахроматическая цветная краска, содержащая пигментное красящее вещество, начинает преобладать для серой шкалы, увеличивая глянцевитость.
С учетом этого, выпускаемое количество (объем использования) прозрачной краски, назначенный значениям данных изображения R, G и В при начале использования по меньшей мере цветной краски, использующей технический углерод, то есть серой краски, как изображено на Фиг.13A, устанавливается большим либо равным объему использования прозрачной краски, назначенной значениям данных изображения R, G и В перед использованием серой краски. Это может уменьшать глянцевитость, которая возрастает, когда краска, содержащая технический углерод, начинает преобладать. Для уменьшения глянцевитости, объем использования прозрачной краски предпочтительно равен 20% или больше, хотя он зависит от максимального объема применения краски для печатного носителя. В этом примере количество выпускаемой прозрачной краски остается константным, но не ограничивается этим и может монотонно возрастать.
Второй вариант осуществления
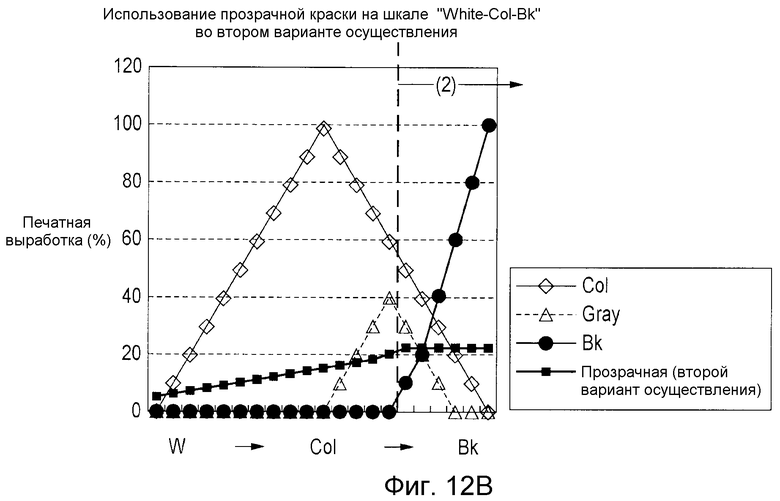
Второй вариант осуществления будет описан. Фиг.12B изображает график для пояснения примера использования прозрачной краски на шкале "White-Col-Bk" при заданном тоне. На практике задействуются Col-краски множества цветов, и использование цвета усложнено. Однако пояснение варианта осуществления будет производиться на основе Col-краски только одного цвета для удобства описания.
Вообще от White до Col градация создается Col-краской, и количество выпускаемой Col-краски (печатная выработка) увеличивается вплоть до максимальной насыщенности. Поскольку светлоту требуется уменьшить для соединения Col и Bk, используются ахроматические цветные краски, содержащие пигментные красящие вещества. Согласно варианту осуществления, прежде всего используется серая с учетом зернистости на начале использования черной, и затем используется Bk для уменьшения светлоты.
Глянцевитость ахроматической цветной краски, содержащей пигментное красящее вещество, имеет склонность быть высокой. Bk-краска с наивысшей пигментной плотностью преимущественно используется в районе самого темного участка Col-краски. Поскольку количество выпускаемой Bk-краски больше, чем количество выпускаемой хроматической цветной краски в районе самого темного участка, глянцевитость Bk-краски начинает преобладать. Для улучшения OD черного важно подавить глянцевитость на участке, использующем краску наивысшей концентрации из красок, включающих в себя по меньшей мере ахроматическую цветную краску и краску на основе технического углерода.
А именно, количество выпускаемой прозрачной краски при начале использования Bk-краски с наивысшей пигментной плотностью устанавливается большим, чем количество выпускаемой прозрачной краски до начала использования Bk-краски, как изображено на Фиг.12B. В этом примере количество выпускаемой прозрачной краски остается постоянным, но не ограничивается этим и может монотонно возрастать.
При практическом применении первого и второго вариантов осуществления, прозрачная краска накладывается слоем на самую верхнюю поверхность, покрывая максимальную площадь, как изображено на Фиг.10C. Это может улучшать эффект подавления глянцевитости от прозрачной краски. Другой эффект от покрывающей печати состоит в подавлении уменьшения ясности изображения. Поскольку плохая ясность изображения увеличивает шероховатость поверхности, поверхность рассеяно отражает свет и кажется матовой, и даже OD черного кажется низкой. Таким образом, желательно покрытие с возможностью значительного изменения только глянцевитости в соответствии с количествами цветных и прозрачной красок без ухудшения ясности изображения.
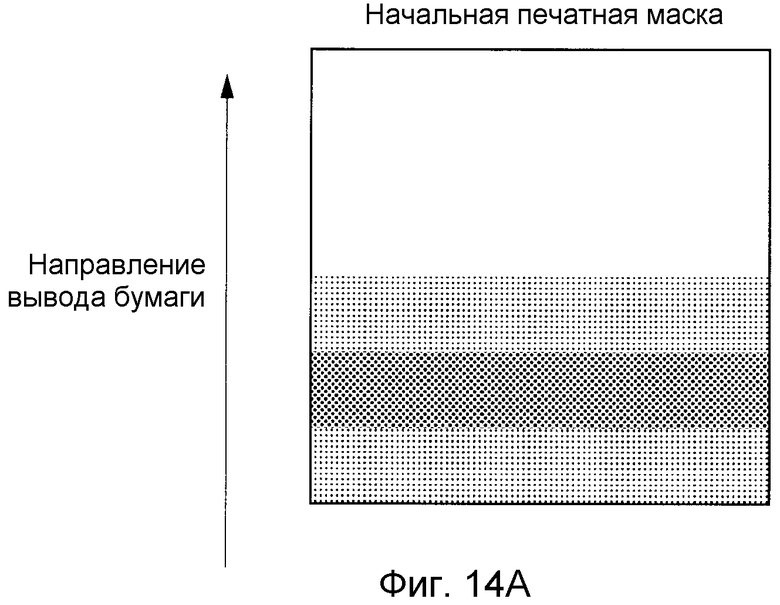
Для осуществления покрывающей печати прозрачной краской, к примеру, предоставляются маски, которые завершают печать в сущности за шесть проходов, как изображено на Фиг.14A и Фиг.14B. Краски разделяются на группу красок, включающую в себя по меньшей мере ахроматическую цветную краску (Gray или Bk) и не включающую в себя прозрачную краску, и группу красок, включающую в себя по меньшей мере прозрачную краску. Маски, изображенные на Фиг.14A и Фиг.14B, выбираются для соответственных групп красок. Фиг.14A изображает начальную печатную маску, которая завершает печать за три первых прохода из шести проходов. Фиг.14B изображает покрывающую маску, которая завершает печать за три оставшихся прохода из шести проходов. Эти маски обеспечивают возможность покрытия прозрачной краской по завершении печати хроматическими цветными красками, как на Фиг.10C.
Хотя 6-проходные маски были иллюстративно описаны, количество проходов не ограничивается таковым. К примеру, количество проходов в многопроходной печати цветными красками может отличаться от количества проходов в многопроходной печати, покрывающей прозрачной краской. В вышеописанном примере количество проходов равно трем как в многопроходной печати цветными красками, так и в многопроходной печати прозрачной краской, и печать завершается в целом за шесть проходов. Однако в 3-проходной печати цветной краской может происходить ошибка падения точки из-за отклонений в механических компонентах основного блока струйного принтера, отклонений в передаточной точности и т.п. Ошибка падения точки выглядит как локальные отклонения плотности, легко создающие ошибку изображения, как, например, полоса или неравномерность. В качестве средства для избегания этого, наиболее эффективным является увеличение количества проходов многопроходной печати, но тогда уменьшается скорость печати.
Однако в многопроходной печати бесцветной прозрачной краской ошибка падения точки практически неразличима как отклонение плотности изображения, в отличие от многопроходной печати цветными красками. Таким образом, ошибки изображения практически не возникает даже при меньшем количестве проходов, чем у многопроходной печати цветными красками. Таким образом, если происходит ошибка изображения, количество проходов для цветных красок изменяется до четырех, а количество проходов для покрытия прозрачной краской изменяется до двух проходов, при этом сохраняя общее количество в шесть проходов. Этот способ подавляет ошибку изображения без изменений общего количества проходов. В вышеприведенных вариантах осуществления, прозрачная краска наносится после завершения печати цветными красками. Однако печать как цветными, так и прозрачной красками может осуществляться в несколько проходов. Дополнительно, краски разделяются на две группы красок с Фиг.14A и Фиг.14B. Однако также возможно разделить краски на три или более групп красок и последовательно осуществить печать соответственными группами красок так, чтобы печать красками из группы, включающей в себя прозрачную краску, осуществлялась последней. Когда краски разделяются на три группы красок, достаточно разделить маску на три и осуществить печать.
Покрывающая печать также возможна путем предусмотрения структуры головки, как изображено на Фиг.15A и Фиг.15B. Как изображено на Фиг.15A, краска, печать которой осуществляется последней посредством линейной печатающей головки (то есть сопловой решетки, расположенной самой последней по направлению прохода), может быть прозрачной краской. Как изображено на Фиг.15B, сопла прозрачной краски могут сдвигаться в направлении сопловой печати для печати прозрачной краской путем покрытия по завершении печати цветными красками, как на Фиг.9C.
Как описано выше, согласно вариантам осуществления, глянцевитость Bk-краски, содержащей пигментное красящее вещество, понижается путем покрытия прозрачной краской. Понижение глянцевитости Bk-краски может уменьшать нежелательное отражение света Bk-краской и улучшать OD черного. В результате, гамма в темном участке увеличивается в сторону низкой неосвещенности, улучшая даже количество воспроизводимых цветов.
Другие варианты осуществления
Аспекты настоящего изобретения могут также быть реализованы компьютером из системы или устройства (например, CPU или MPU), который считывает и исполняет программу, записанную в запоминающем устройстве, для выполнения функций вышеописанного(-ых) варианта(-ов) осуществления, способом, этапы которого выполняются компьютером из системы или устройства путем, к примеру, считывания и исполнения программы, записанной в запоминающем устройстве для выполнения функций вышеописанного(-ых) варианта(-ов) осуществления. Для этой цели, программа предоставляется компьютеру, к примеру, по сети или с носителей информации различных типов, выполняющих функцию запоминающего устройства (к примеру, компьютерочитаемый носитель).
Хотя настоящее изобретение было описано со ссылками на иллюстративные варианты осуществления, следует понимать, что изобретение не ограничивается раскрытыми иллюстративными вариантами осуществления. Объем следующей формулы следует интерпретировать самым широким образом для охвата всех модификаций и эквивалентных структур и функций.

Способ обработки изображений включает в себя этап, на котором определяют входные данные изображения в цветовые данные красок, соответствующие объемам использования одного или нескольких типов цветных красок и прозрачной краски. При этом входные данные изображения преобразовываются в цветовые данные красок так, что количество прозрачной краски, используемой в цветовых данных красок, использующих краску, содержащую технический углерод, становится больше либо равно количеству прозрачной краски, используемой в цветовых данных красок, не использующих краску, содержащую технический углерод. Технический результат - обеспечение возможности уменьшения излишней глянцевитости в области темных участков напечатанного изображения. 2 н. и 10 з.п. ф-лы, 31 ил.
1. Способ обработки данных изображения для печати изображения, осуществляемой с использованием печатающей головки, содержащий этапы:
осуществляют выпуск цветных красок, включающих в себя краску, содержащую углеродную сажу в качестве красящего вещества, и прозрачную краску,
определяют данные красок, соответствующие каждой из цветных красок и прозрачной краске, представляющие используемое количество каждой из цветных красок и прозрачной краски для печатания на единице площади материала для печати на основе данных изображения, которое должно быть напечатано, на единицу площади,
при этом используемое количество прозрачной краски определяют таким образом, что используемое количество прозрачной краски при использовании краски, содержащей углеродную сажу, равно или больше, чем используемое количество прозрачной краски, когда используется цветная краска из цветных красок, которая не является краской, содержащей углеродную сажу.
2. Способ по п.1, в котором
цветные краски включают в себя множество красок, содержащих углеродную сажу, причем указанное множество красок, содержащих углеродную сажу, имеют разную плотность пигмента, и
при этом используемое количество прозрачной краски определяют таким образом, что используемое количество прозрачной краски при использовании краски, содержащей углеродную сажу и имеющей самую высокую плотность, равно или больше, чем используемое количество прозрачной краски, когда используется краска, содержащая углеродную сажу и имеющая плотность, отличную от наибольшей плотности.
3. Способ по п.1, в котором прозрачные чернила наносят на чернила, содержащие углеродную сажу, на материале для печати.
4. Способ по п.3, к котором дополнительно
формируют, на основе данных для красок, данные для печати путем многократного прохода печатающей головкой по единице площади,
причем на этапе формирования данные печати формируют для печати посредством прозрачной краски при одном проходе, после одного прохода для печати цветной краской.
5. Способ по п.1, в котором печатный носитель, на котором должна производиться печать с использованием прозрачной краски, является одним из либо глянцевой бумагой, либо полуглянцевой бумагой.
6. Устройство обработки данных изображения для печати изображения, осуществляемой с использованием печатающей головки для выпуска цветных красок, включающих в себя краску, содержащую углеродную сажу в качестве красящего вещества, и прозрачную краску, содержащее:
средство определения, сконфигурированное для определения данных для красок, соответствующих каждой из цветных красок и прозрачной краске, и представляющих используемое количество каждой из цветных красок и прозрачной краски, для печатания на единице площади материала для печати на основе данных изображения, которое должно быть напечатано, на единицу площади,
при этом используемое количество определяют таким образом, что используемое количество прозрачной краски при использовании краски, содержащей углеродную сажу и имеющей самую высокую плотность, равно или больше, чем используемое количество прозрачной краски, когда используется краска, содержащая углеродную сажу и имеющая плотность, отличную от наибольшей плотности.
7. Устройство по п.6, в котором используемое количество прозрачной краски определяется таким образом, что используемое количество прозрачной краски при использовании краски, содержащей углеродную сажу, больше, чем используемое количество прозрачной краски, когда используется цветная краска, из цветных красок, которая не является краской, содержащей углеродную сажу.
8. Устройство по п.7, в котором цветные краски включают в себя множество красок, содержащих углеродную сажу, причем указанное множество красок, содержащих углеродную сажу, имеют разную плотность пигмента, и
при этом используемое количество прозрачной краски определяют таким образом, что используемое количество прозрачной краски при использовании краски, содержащей углеродную сажу и имеющей самую высокую плотность, равно или больше, чем используемое количество прозрачной краски, когда используется краска, содержащая углеродную сажу и имеющая плотность, отличную от наибольшей плотности.
9. Устройство по п.6 или 7, в котором прозрачные чернила наносятся на чернила, содержащие углеродную сажу, на материале для печати.
10. Устройство по п.9, которое дополнительно сконфигурировано для формирования, на основе данных для красок, данных для печати путем многократного прохода печатающей головкой по единице площади, причем данные печати формируются для печати посредством прозрачной краски при одном проходе, после одного прохода для печати цветной краской.
11. Устройство по п.6 или 7, в котором печатный носитель, на котором должна производиться печать с использованием прозрачной краски, является одним из либо глянцевой бумагой, либо полуглянцевой бумагой.
12. Устройство по п.6 или 7, которое является струйным печатающим устройством с печатающей головкой.
| Способ выплавки стали | 1985 |
|
SU1354713A1 |
| JP 2002307755 A, 23.10.2002 | |||
| JP 2005052984 A, 03.03.2005 | |||
| US 2004032473 A1, 19.02.2004. | |||

