Область техники, к которой относится изобретение
Изобретение относится, в общем, к области декоративных поверхностей, создаваемых цифровым способом, предпочтительно строительных панелей, таких, как панели пола и стен. Изобретение относится к способам и оборудованию для получения таких декоративных поверхностей.
Область применения
Варианты осуществления данного изобретения пригодны, в частности, для использования в полах, которые можно формировать из панелей пола, содержащих сердцевину, декоративный слой и прозрачный износостойкий структурированный слой поверх декоративного слоя. Поэтому нижеследующее описание известного способа, проблем известных систем, а также задач и признаков изобретения, будет приведено в качестве неограничительного примера, ориентированного на эту область применения, а в частности - на настилы, похожие на обычные настилы из слоистого пластика или настилы с упругим поверхностным слоем.
Следует подчеркнуть, что варианты осуществления этого изобретения можно использовать для получения цифрового изображения на любой поверхности, но - плоских панелей, например, таких, как строительные панели в целом, при этом предпочтительны панели стен, потолки, а также компоненты мебели и аналогичные им компоненты, которые имеют большие поверхности с декоративными рисунками. Способ также применим для нанесения отпечатка на любой поверхности, которая может быть плоской, криволинейной, структурированной или аналогичной, на бумаге, пленках, текстильных материалах, металле, древесном шпоне, пробковом слое, полимерном материале, и аналогичных поверхностях.
Предпосылки создания изобретения
Большую часть из всех полов из слоистого пластика изготавливают в соответствии со способом изготовления, обычно именуемым способом получения ламината прямого давления (DPL). Изготовленные таким способом полы содержат сердцевину из древесноволокнистой плиты толщиной 6-12 мм, верхний декоративный поверхностный слой ламината толщиной 0,2 мм и нижний балансирующий слой ламината, пластмассы, бумаги или аналогичного материала толщиной 0,1-0,2 мм.
Поверхностный слой пола из ламината отличается тем, что его декоративные свойства и свойства износа в общем случае получаются с помощью двух отдельных слоев бумаги, уложенных один поверх другого. Декоративный слой в общем случае представляет собой печатную бумагу, а слой износа - прозрачную бумагу оверлей, которая содержит мелкие частицы оксида алюминия.
Печатную декоративную бумагу и оверлей пропитывают меламиноформальдегидными смолами и наслаивают на сердцевину из древесноволокнистой плиты высокой плотности (HDF) в крупногабаритных прессах прерывистого или непрерывного действия для формования ламинатов, где смола вулканизируется под действием сильного нагрева и высокого давления, а упомянутые бумаги наслаиваются на материал сердцевины. Поверхностную структуру формирует тисненая плита пресса или стальная лента. Иногда в качестве прессующей матрицы используют структурированную бумагу.
Полы из ламината можно также изготавливать с помощью технологии печати. Одно преимущество заключается в том, что можно избежать операции прессования и что для обеспечения декоративной износостойкой поверхности не требуются печатные бумаги.
Панели пола с поверхностью из слоистого пластика прямой печати содержат сердцевину из HDF такого же типа, как DPL. Декор печатают непосредственно на сердцевину. Процесс изготовления довольно сложен и рентабелен только при очень больших объемах производства. Для печати декора посредством многокрасочной печатающей машины с валиками, которые осуществляют печать непосредственно на заранее уплотненную сердцевину, используют водные типографские краски.
Технологию прямой печати можно заменить технологией цифровой печати, которая является намного быстрее переналаживаемой, так что с ее помощью можно сделать рентабельным производство в небольших объемах. Различие между этими двумя способами заключается главным образом в этапе печати, где печатные валики заменяются процессом бесконтактной цифровой печати и где желаемое изображение наносят непосредственно на сердцевину, предварительно подвергнутую отделочной обработке.
Цифровую печать можно также использовать для печати на листе бумаги, который используется в обычном производстве ламинатов и наслаивание которого осуществляется под действием тепла и давления. Печать можно выполнять перед пропиткой или после нее.
В качестве поверхностных слоев в полах можно использовать бумагу и полимерные пленки, и на таких материалах также можно выполнять цифровую печать.
Недавно разработаны полы нового типа - «безбумажные» - с твердыми поверхностями, содержащими по существу гомогенную смесь волокон, связующих и износостойких частиц.
Порошкообразная смесь может содержать частицы оксида алюминия, меламиноформальдегидные смолы и древесные волокна. В большинстве применений, смесь включает в себя декоративные частицы, например, такие, как цветные пигменты. В общем случае, все эти материалы предпочтительно наносить в сухом виде - как смешанный порошок - на сердцевину из HDF и отверждать под действием тепла и давления с получением сплошного слоя толщиной 0,1-1,0 мм. Порошок перед прессованием стабилизируют с помощью влаги и ламп ультрафиолетового излучения (УФ-ламп) таким образом, что порошок образует верхний покровный слой, аналогичный слою бумаги, и это предотвращает сдувание порошка во время прессования. Меламиноформальдегидную смолу и древесные волокна можно заменить термопластичными частицами.
Можно получить несколько преимуществ над известной технологией, особенно - над традиционными настилами из ламината, таких, как повышенная износостойкость и стойкость к ударным воздействиям, глубокое тиснение и сниженные затраты.
Весьма подходящей для получения декоративного поверхностного слоя, который является копией камня и керамики, является порошковая технология. Вместе с тем, труднее создавать дизайны, например, такие, как антураж древесины. Однако недавно разработана цифровая порошковая печать, и теперь возможно создание весьма перспективных дизайнов любого типа путем впрыска типографской краски в порошок и создания цифрового отпечатка перед прессованием. Поверхностную структуру выполняют так же, как для настила из ламината - посредством структурированной плиты пресса, стальной ленты или тисненой матричной бумаги, которую припрессовывают к порошку.
Полы c поверхностью древесины получают многими разными способами. Разработаны традиционные полы из цельной древесины, являющиеся встраиваемыми полами со слоями древесины, нанесенными на сердцевину, выполненную из деревянных пластинок, HDF или фанеры. Большая часть таких полов поставляются в виде заранее отделанных полов c поверхностью древесины, которая покрыта несколькими прозрачными слоями на предприятии-изготовителе. Недавно изготовлены также деревянные настилы с рисунком, полученным цифровым способом, что улучшает дизайн структуры волокон древесины в породах древесины, которые не обладают достаточным качеством поверхности.
В полах нескольких типов для создания декора используют цифровую печать. Однако объемы использования все еще очень малы из-за высокой стоимости типографской краски и больших капитальных вложений в промышленные печатающие устройства. Если бы оказалось возможным снижение стоимости типографской краски и если бы оказалось возможным использование более рентабельного оборудования в промышленном масштабе, это стало бы основополагающим преимуществом.
Определение некоторых терминов
В нижеследующем тексте видимая поверхность установленной панели пола именуется «передней стороной», а противоположная поверхность панели пола, обращенная к основанию пола, называется «задней стороной». Под «поверхностным слоем» понимаются все слои, которые придают панели ее декоративные свойства и ее износостойкость.
Под «отпечатком» понимается декор или изображение. Под словом «вверх» понимается направление к передней стороне, а под словом «вниз» - направление к задней стороне. Слово «вертикально» означает перпендикулярно поверхности, а слово «горизонтально» - параллельно поверхности.
Под «пигментами» понимается высокодисперсный порошок твердых частиц окрашивающего вещества.
Под «типографской краской на основе красителя» понимается окрашенное вещество, полностью растворяющееся в текучей среде-носителе, а получаемая типографская краска представляет собой истинный раствор, полностью растворимый в воде подобно сахару.
Под «типографской краской на водяной или водной основе» понимается типографская краска, в которой в качестве жидкого вещества используется вода. Жидкость на водной основе является носителем пигментов.
Под «типографской краской на основе растворителя» понимается типографская краска, которая в общем случае содержит три основные составляющие, такие, как текучий носитель, пигменты и смолы. Технически, «типографская краска на основе растворителя» - это термин, относящийся только к составленной на основе масла части-носителю типографской краски, несущей другие компоненты в жидкой форме и испаряющейся сразу же после нанесения на поверхность струйным способом.
Под «УФ-отверждаемой типографской краской или покрытием» понимается типографская краска или покрытие, которую или которое после нанесения отверждают, подвергая воздействию УФ излучения в УФ-печи.
Под «связующим» понимается вещество, которое соединяет две частицы или два материала, либо вносит вклад в это соединение. Связующее может быть жидким, на основе порошка, термореактивной или термопластичной смолой и аналогичным веществом.
Известный метод и сопутствующие ему проблемы
Ниже описывается общая технология, которую используют в промышленности, чтобы обеспечить цифровую печать. Способы, описываемые ниже, можно использовать по отдельности или в сочетаниях, создавая цифровой отпечаток или обеспечивая цифровое нанесение вещества в вариантах осуществления данного изобретения.
В цифровых печатающих устройствах высокого разрешения используются процессы безударной печати. В печатающем устройстве имеются печатающие головки, которые очень точно «выстреливают» капли типографской краски из печатающих головок на подложку.
Многопроходная печать, называемая также печатью по принципу сканирования, - это способ печати в случае, когда головка печатающего устройства совершает поперечное движение над подложкой много раз, чтобы генерировать изображение. Такие печатающие устройства работают медленно, но одна малая печатающая головка может генерировать большее изображение.
Промышленные печатающие устройства в общем случае основаны на способе однопроходной печати, предусматривающем использование неподвижных головок печатающего устройства c шириной, которая соответствует ширине носителей печатной информации. Под головками движется подложка для печатной информации. Такие печатающие устройства обладают большой емкостью и оснащены неподвижными печатающими головками, которые выровнены друг за другом в направлении подачи. Каждая печатающая головка печатает одним цветом. Такие печатающие устройства можно изготавливать на заказ для каждого приложения.
На фиг. 1a показано однопроходное печатающее устройство 35, содержащее пять цифровых печатающих головок 30a-e, которые соединены трубками 32 для типографских красок с контейнерами 31 типографских красок, наполненными типографскими красками разных цветов. Печатающие головки для печати типографскими красками соединены цифровыми кабелями 33 передачи данных с цифровым блоком 34 управления, который управляет подачей капель типографских красок и скоростью транспортера 21, который перемещает панель под печатающими головками с высокой точностью, чтобы гарантировать высококачественное изображение, содержащее несколько цветов.
На фиг. 1b показан отпечаток Р волокон древесины, обеспечиваемый на поверхности 2 панели. Поверхность панели пола часто подвергают тиснению с помощью стандартной структуры 17, которая является одной и той же для нескольких базовых декоров, как показано на фиг. 1c. В улучшенных полах используется оттиск 17 с приводкой печатного рисунка Р, как показано на фиг. 1d.
Обычная ширина промышленной печатающей головки составляет примерно 6 см, и можно печатать отрезки любой протяженности. C помощью цифровых печатающих устройств, содержащих несколько рядов печатающих головок, выровненных бок о бок, можно проводить печать широких зон размером 1-2 м.
Для характеристики разрешения и качества печати посредством цифрового печатающего устройства используется количество точек на дюйм или DPI. 300 DPI в общем случае достаточно, например, для печати структур волокон древесины того же качества, которое используется в обычных настилах из слоистого пластика. Промышленные печатающие устройства могут печатать рисунки c разрешением 300-1000 DPI, и даже больше, на скорости, превышающей 60 м/мин.
Отпечаток может быть «полным отпечатком». Это означает, что видимый печатный декор создается главным образом посредством пикселей типографских красок, вносимых в порошок или наносимых на поверхность. Цвет слоя порошка или базовый цвет бумаги в таком варианте осуществления имеет, в основном, ограниченное влияние на видимый рисунок или декор.
Отпечаток также может быть «частичным отпечатком». Цвет другого - нижележащего - слоя является одним из цветов, которые видны в готовом декоре. Зону, охваченную напечатанными пикселями, и количество используемой типографской краски, можно уменьшить, а из-за меньшего использования типографской краски и большего объема печати по сравнению с дизайном полной печати можно получить снижение затрат. Однако частичный отпечаток не так быстро переналаживается, как полный отпечаток, поскольку изменять базовые цвета труднее, чем в случае использования полного отпечатка.
Отпечаток может быть основан на принципе цветов модели CMYK. Это 4-цветная система, включающая в себя голубой, пурпурный, желтый и черный цвета. Их смешение друг с другом дает цветовое пространство, которое относительно мало, или цветовую палитру, которая относительно мала. Чтобы увеличить это пространство или эту палитру, можно добавить конкретный цвет или плашечные цвета всего спектра. Плашечный цвет может быть любым цветом. Смешение цветов и управление ими осуществляют с помощью совокупности программных и аппаратных средств (процессоров печати и/или печатающих головок).
Компания Valinge Innovation AB разработала новую технологию, которая делает возможным введение цифрового отпечатка в слой порошка. Этот новый тип «цифрового вводимого отпечатка» или DIP получается благодаря осуществлению печати в порошок, который после печати отверждают. Отпечаток внедряется в отвержденный слой, а не наносится на слой, как в случае, когда используются обычные способы печати. Отпечаток можно позиционировать горизонтально и вертикально на разных глубинах. Это можно использовать для создания эффектов объемности, когда используются прозрачные волокна, и для повышения износостойкости. Защитные слои, которые искажают исходный рисунок, не нужны.
Способ DIP можно использовать во всех материалах на основе порошка, которые можно отверждать после печати. Вместе с тем, способ DIP оказывается особо пригодным к использованию, когда порошок содержит смесь древесных волокон, малых жестких частиц и меламиноформальдегидной смолы. Поверхностный слой также может содержать термопластичный материал, например, частицы винила, которые наносят на подложку в виде порошка. Это обеспечивает введение отпечатка в частицы порошка винила. Даже в таких материалах можно достичь улучшенного дизайна и повышенной износостойкости.
Для получения высокого качества печати и высокой скорости печати в слоях на основе порошков и других вышеописанных слоях, приходится использовать подходящую головку печатающего устройства. Головка печатающего устройства имеет несколько малых сопел, которые могут управляемо «выстреливать» капли типографских красок («Drop on demond» - DOD - технология струйной печати с дозированием краски). Объем каждой капли можно изменять в зависимости от типа типографской краски и типа головки, обычно - в диапазоне от 1 до 100 пиколитров. Можно выполнить печатающие головки, которые смогут «выстреливать» капли большего объема - вплоть до величины более 200 пиколитров. Некоторые головки печатающих устройств могут «выстреливать» капли разных объемов и способны печатать в пределах полутоновой шкалы. Другие головки могут «выстреливать» только капли одного - фиксированного - объема.
Для выстреливания капель из сопла можно использовать разные технологии.
Технология головок термопечатающих устройств предусматривает использование картриджей для печати с рядом миниатюрных камер, каждая из которых содержит нагреватель, причем все они созданы посредством фотолитографии. Чтобы происходил выброс капли из каждой камеры, через нагревательный элемент пропускают импульс тока, вызывающий быстрое испарение типографской краски в камере с образованием пузырька, что обуславливает большой рост давления, продвигающий каплю типографской краски через сопло к подложке. В большинстве потребительских струйных печатающих устройств от таких компаний, как Canon, Hewlett-Packard и Lexmark, используются головки термопечатающих устройств.
В большинстве головок коммерческих и промышленных струйных печатающих устройств и некоторых потребительских печатающих устройствах, таких, как изготавливаемые компанией Epson, используется технология головок пьезоэлектрических печатающих устройств. Вместо нагревательного элемента, в наполненной типографской краской камере позади каждого сопла используется пьезоэлектрический материал. Когда прикладывается напряжение, пьезоэлектрический материал измеряет форму, что приводит к генерированию импульса давления в текучей среде, выталкивающей каплю типографской краски из сопла. Пьезоэлектрическая струйная печать (именуемая также струйной пьезопечатью) обеспечивает использование более широкой номенклатуры типографских красок, чем струйная термопечать, поскольку не выдвигается требование наличия летучего компонента и вопрос о когации не возникает. Можно использовать типографские краски множества типов, такие, как типографские краски на основе красителей, типографские краски на основе растворителей, латексные типографские краски или УФ-отверждаемые типографские краски.
Типографские краски на основе пигментов в общем случае по отдельности смешиваются друг с другом за счет использования цветных пигментов и нескольких химических веществ. Пигмент - это высокодисперсный порошок твердых частиц окрашивающего вещества, которые суспендированы или диспергированы по всей жидкости-носителю. Пигменты, используемые в типографской краске для цифровой печати, имеют средний размер частиц 0,1 микрона. Обычный размер сопел составляет примерно 20 микрон, и это означает, что частица пигмента имеет достаточно места, чтобы пройти по каналам сопла в печатающей головке. Сопла по-прежнему будут блокироваться самóй типографской краской и пигментами, которые образуют скопления частиц. Высококачественная пигментная типографская краска должна поддерживать пигмент, суспендированный в текучей среде-носителе, в течение длительного периода времени. Это трудно выполнить, в частности - при низких вязкостях, которые требуются для приемлемого функционирования печатающих головок. Пигменты имеют естественную склонность к оседанию и выпадению в осадок в жидкости-носителе. В высококачественной пигментной типографской краске оседание пигмента обычно происходить не должно.
Особо пригодными являются типографские краски на водной основе, содержащие цветные пигменты, и они могут обеспечить рентабельный способ печати с высоким качеством во многих разных материалах. Пигментные типографские краски в общем случае являются более светостойкими и более стойкими к потере первоначальных свойств, чем типографские краски на основе красителей.
Пигменты не липнут к поверхности. Они аналогичны частицам песка и могут быть легко удалены с большинства сухих поверхностей. Поэтому, чтобы обеспечить специальную типографскую краску и свойства печати, текучую среду-носитель на водной основе в общем случае смешивают с малыми количествами других добавок, таких, как связующие, которые обеспечивают адгезию пигментов к поверхности, увеличение размеров растровых точек, уровень pH, формирование капель, борьбу с коррозией печатающей головки, стойкость к потере первоначальных свойств краски, и т.д.
Цветные пигменты как таковые довольно конкурентоспособны по цене, но производство пигментных типографских красок и других типографских красок для цифровых печатающих устройств является очень сложным и дорогостоящим, а это приводит к высокой стоимости типографской краски, которая находится обычно в диапазоне примерно 100 евро/литр. Одним литром типографской краски можно осуществить печать примерно на 100 м2 покрытия, если наносят высококачественный отпечаток, и это приводит к затратам 1 евро/м2. Затраты на поверхности полов, получаемые способом обычной печати в случае использования печатных цилиндров, составляют лишь 10% затрат на поверхности полов, получаемые способом цифровой печати.
Цифровые струйные печатающие устройства предусматривают использование бесконтактного способа нанесения типографской краски на поверхность. Вместе с тем, лазерная печать основана на контактном способе, в котором луч лазера проецирует изображение на электрически заряженный вращающийся барабан. Тогда сухие частицы типографской краски, обычно именуемые тонером, электростатически улавливаются заряженными зонами барабана. Типографская краска содержит мелкие частицы сухого порошка пластмассы с сажей или окрашивающими агентами. Материал термореактивной пластмассы действует как связующее. Барабан печатает изображение на бумаге за счет непосредственного контакта или нагрева, который приводит к слиянию типографской краски с бумагой посредством связывания порошка пластмассы с бумагой. Цветные лазерные принтеры предусматривают использование принципа цветов модели CMYK с помощью цветной сухой типографской краски, в типичном случае - таких цветов, как голубой, пурпурный, желтый и черный, которые смешивают, чтобы обеспечить высококачественное цветное изображение.
Лазерная технология с ударным способом не используется для печати на плоских поверхностях панелей, таких, как поверхности панелей пола.
Вышеизложенное описание различных известных аспектов представляет собой их характеристику заявителем, а не допущение, что к известному уровню техники относятся любые сведения из вышеизложенного описания. Некоторые из вышеописанных технологий известны и используются по отдельности, но не во всех вышеописанных сочетаниях и не всеми вышеописанными способами.
В заключение, следует упомянуть, что цифровая печать является очень быстро переналаживаемым способом, но ее нельзя использовать полностью из-за высокой стоимости типографской краски. Затраты обуславливаются главным образом необходимостью измельчения цветных пигментов до четко определенных очень мелких частиц и диспергирования этих частиц по всей текучей среде-носителю. Если бы можно было создавать цифровые изображения с помощью типографской краски, которая не содержит цветные пигменты или цветные вещества, это стало бы основополагающим преимуществом.
Для получения преимуществ, связанных с возможностью быстро переналаживаемого создания изображения с высоким разрешением, используют только цифровую технологию нанесения. Вместе с тем, не полностью используются или не разработаны другие аспекты этой технологии, связанные главным образом с возможностью очень точного нанесения жидкого вещества бесконтактным способом.
Известно, что порошок, наносимый на жидкое вещество, можно использовать для создания приподнятых участков или изображения главным образом на бумажной подложке, и что жидкое вещество можно наносить цифровым способом посредством струйной печати.
В US 3083116 описан порошок для печати приподнятых участков и процесс печати приподнятых участков, заключающийся в том, что распыляют порошкообразную смолу на вновь отпечатанный лист, удаляют с него избыточный порошок, которые не прилипает к влажной типографской краске, и прикладывают тепло к порошку, закрепившемуся на листе, таким образом, что частицы порошка будут течь вместе и прилипать к листу. Порошок может содержать фенольную смолу.
В US 3446184 описан способ формирования липкой копии изображения. Порошок тонера наносят на жидкое образование, и часть порошка закрепляется жидким покрытием, что приводит к формированию видимого изображения. Сыпучий порошок удаляют, а лист пропускают через нагревательный блок, где закрепившийся порошок растворяется, образуя долговременное изображение.
В US 4312268 описан способ, посредством которого осуществляют цифровое нанесение типографской краски на водной основе на непрерывное полотно, а растворимый одноцветный порошковый материал наносят и на полотно, и на типографскую краску. Часть порошкового материала связывается с жидкостью, а несвязанный порошковый материал удаляют с полотна перед нагревом полотна для высушивания жидкости и для слияния порошкового материала с полотном за счет растворения порошка. Упоминается, что порошковый материал может иметь размер частиц в диапазоне от 5 до 1000 микрон и может иметь температуру растворения или температуру слияния в диапазоне от 50 до 300 градусов по Цельсию. Порошковый материал можно получать путем разжижения или диспергирования, соответственно, красителя или пигмента в смоле или композиции смолы, после чего следует измельчение, охлаждение распылением и т.п. для превращения материала в тонкоизмельченный. Порошковый материал может придавать типографской краске, которая может содержать фенольную смолу, качества стойкости к абразивному истиранию. Жидкий материал, который наносят струями, может быть прозрачной и бесцветной водой.
В US 6387457 описан способ печати с использованием сухих пигментов. Материал связующего наносят на поверхность подложки равномерно или в виде рисунка. Сухой пигмент наносят на материал связующего в виде рисунка или равномерно. Материал сухого пигмента содержит хлопья неметаллического материала, имеющие размер частиц, меньший, чем примерно 100 микрон. Хлопья выравниваются в направлении, параллельном поверхности подложки.
В EP 0403264 A2 описан способ переноса для формирования многоцветного изображения на барабане, который переносит это изображение на бумагу. Цифровое скрытое (латентное) изображение последовательно проявляют на станции проявления, где окрашенный порошок наносят на подвижное скрытое изображение и фиксируют, получая видимое долговременное изображение. Можно использовать несколько цифровых печатающих головок, которые печатают бесцветными текучими средами, содержащими смесь воды с многоатомными спиртами и их разновидностями типа этиленгликоля, глицерина, диэтиленгликоля и полиэтиленгликоля. Поперек поверхности бумаги наносят порошковый тонер, а во время проявления прикладывают напряжение. Потом изменяют знак напряжения на противоположный, чтобы удалить тонер из зон фона. Фиксация достигается посредством обычных способов слияния для копировальных аппаратов.
В EP 0657309 A1 описан многокрасочный способ переноса, предусматривающий использование переносящей бумаги, несущей рисунок, сформированный посредством струйной печати и порошка аналогично вышеописанным способам. Этот способ переноса предназначен для декоративной керамики.
В WO 2011/107610 описан способ создания возвышения или оттиска на панели пола во избежание использования дорогостоящих плит пресса. Этот способ является таким же, как известные способы создания приподнятого отпечатка. В рассматриваемом документе описывается способ получения половицы путем печати на отверждаемой подложке для создания возвышения на панели. Возвышение можно наносить на базовый декоративный рисунок, который непосредственно отпечатан или наслоен на панели. Отверждаемое вещество может содержать износостойкие частицы. Отверждаемое вещество можно печатать цифровым способом на панели посредством осуществляемой сначала печати жидкостью с приданием заранее определенного рисунка и последующей подачи промежуточного вещества, которое может содержать порошок. Отверждаемое вещество может быть отверждаемым посредством ультрафиолетового (УФ) излучения или может быть лаком.
Известные способы непригодны для создания высококачественного многоцветного изображения на строительной панели, в частности - не на панели пола, где следует использовать пигменты, стойкие к УФ излучению и где нужно внедрять изображение в износостойкую поверхность. Неизвестна и возможность использования известных принципов для создания изображения на поверхности настила, которую прессуют, в частности - неясно как следует адаптировать упомянутые принципы для печати на поверхностях полов, аналогичных древесноволокнистым полам (WFF), где порошок, типографская краска и способы нанесения следует адаптировать к конкретным смолам, материалам и параметрам прессования, которые должны обуславливать эффективное формирование износостойкой, стойкой к ударным воздействиям и стойкой к образованию пятен высококачественной многоцветной поверхности.
Задачи и сущность изобретения
Задача по меньшей мере некоторых вариантов осуществления изобретения состоит в том, чтобы разработать способ и оборудование для изготовления отпечатанной цифровым способом строительной панели, предпочтительно панели пола, которую можно изготавливать более рентабельным образом без типографской краски, которая содержит окрашивающее вещество, например - без цветных пигментов, манипулирование которыми в цифровой печатающей головке является сложным.
Вышеупомянутые задачи являются примерными, и варианты осуществления изобретения могут предусматривать решение других или дополнительных задач.
Первый аспект изобретения представляет собой способ формирования отпечатанного цифровым способом изображения с помощью цветных пигментов на поверхности строительной панели, включающий в себя этапы, на которых:
рассеивают сухие цветные пигменты на поверхности;
связывают часть сухих цветных пигментов с поверхностью; и
удаляют несвязанные сухие цветные пигменты с поверхности таким образом, что посредством связанных сухих цветных пигментов формируется созданное цифровым способом изображение.
В соответствии с первым принципом первого аспекта, рисунок или изображение можно формировать посредством цифровой головки для нанесения покрытия, которая наносит на поверхность только связующее. Пигменты рассеивают случайным образом поверх рисунка посредством вспомогательного устройства. Связующее соединяет некоторые пигменты, формирующие такой же рисунок, как связующее, а другие - несвязанные - пигменты удаляют.
Этот двухэтапный процесс, в котором пигменты и жидкое связующее наносят отдельно, может обеспечить изображение, качество которого сравнимо с достигаемым посредством обычной технологии цифровой печати, например, сравнимо с разрешением, составляющим по меньшей мере 300 DPI.
В соответствии со вторым принципом первого аспекта, пигменты можно рассеивать на поверхности на первом этапе, а цифровая печатающая головка, которая наносит только связующее на рассеянную смесь, после этого формирует рисунок или изображение цифровым способом. Связующее, нанесенное цифровым способом, может содержать воду, которая растворяет, например, меламиноформальдегидные частицы, которые можно смешивать с пигментами, предпочтительно по существу гомогенно смешивать с пигментами. Связующее соединяет некоторые пигменты, которые образуют такой же рисунок, как связующее, а несвязанные пигменты удаляют.
В соответствии с третьим принципом первого аспекта, пигменты можно рассеивать на поверхности на первом этапе, а луч лазера, который связывает некоторые пигменты с поверхностью путем плавления или отверждения связующего, которое может быть смешано с пигментами или включено в поверхность под пигментами, после этого формирует рисунок или изображение цифровым способом. Связующее соединяет некоторые пигменты, которые образуют такой же рисунок, как связующее, а несвязанные пигменты удаляют.
Сухие цветные пигменты можно связывать со связующим на поверхности строительной панели. Связующее можно наносить на поверхность строительной панели отдельно.
Сухие цветные пигменты можно смешивать со связующим.
Связующее может быть порошком, предпочтительно сухим порошком, или жидким веществом.
Связующее может содержать термореактивную или термопластичную смолу. Поверхность строительной панели может содержать термореактивную смолу, предпочтительно меламиноформальдегидную смолу.
Поверхность может представлять собой слой бумаги, фольгу, слой древесины или слой на древесной основе, или слой порошка. Слой порошка может содержать смесь, содержащую древесно-целлюлозные или целлюлозные частицы, связующее и, оптимально, износостойкие частицы, например, оксида алюминия. Связующее предпочтительно является термореактивным связующим, таким, как меламиноформальдегидная смола.
Строительная панель может иметь поверхность бумаги, пропитанной смолой, термопластичной пленки или фольги, слоя порошка, содержащего древесно-целлюлозные или целлюлозные частицы и связующее. Строительную панель можно формировать путем приложения тепла и давления.
Строительная панель может быть панелью пола. Поверхность может быть частью панели пола.
Панель пола может содержать систему механической блокировки для вертикальной и горизонтальной блокировки.
Строительная панель может быть панелью стены или компонентом мебели. Поверхность может быть частью панели стены или компонента мебели.
Пигменты можно удалять потоком воздуха.
Этап связывания упомянутой части сухих цветных пигментов с поверхностью может включать в себя нанесение жидкого вещества посредством цифровой головки для нанесения покрытия. Жидкое вещество можно наносить на поверхность перед нанесением сухих цветных пигментов на поверхность, или можно наносить на поверхность после того, как сухие цветные пигменты нанесены на поверхность.
Жидкое вещество может быть на водной основе.
Жидкое вещество можно подергать воздействию УФ излучения.
Жидкое вещество может быть полиуретаном на водной основе, отверждаемым УФ излучением (УФ-отверждаемым полиуретаном на водной основе).
Жидкое вещество может содержать связующее, такое, как термореактивное или термопластичное связующее.
Жидкое вещество можно наносить с помощью пьезоголовки для печати типографскими красками.
Этап связывания упомянутой части сухих цветных пигментов с поверхностью может включать в себя подачу луча лазера для связывания сухих цветных пигментов с поверхностью.
Способ может дополнительно включать в себя приложение тепла и давления к поверхности строительной панели. Поверхность строительной панели можно прессовать после того, как связанными цветными пигментами сформировано созданное цифровым способом изображение. Заключительное связывание сухих цветных пигментов с поверхностью строительной панели может происходить за счет приложения тепла и давления к поверхности строительной панели. Например, связующее, которое связывает сухие цветные пигменты с поверхностью строительной панели, можно отверждать за счет приложения тепла и давления к поверхности строительной панели. Связующее, например, термореактивную, смолу, такую, как меламиноформальдегидная смола, связывающую сухие цветные пигменты с поверхностью строительной панели, можно отверждать одновременно со связующим, например термореактивной смолой, такой, как меламиноформальдегидная смола, поверхности строительной панели. Отверждение может происходить за счет приложения тепла и давления к поверхности строительной панели.
Второй аспект изобретения заключается в том, чтобы разработать оборудование для формирования цифрового изображения на строительной панели, причем это оборудование содержит цифровую головку для нанесения покрытия, блок рассеивания порошка и систему удаления порошка. Конфигурация цифровой головки для нанесения покрытия обеспечивает нанесение жидкого вещества на поверхность строительной панели или слоя порошка, содержащего цветные пигменты и/или связующее, на поверхность строительной панели. Конфигурация узла рассеяния порошка обеспечивает нанесение слоя порошка, содержащего цветные пигменты, на поверхность строительной панели. Конфигурация жидкого вещества обеспечивает связывание части порошка с поверхностью строительной панели, а конфигурация узла удаления порошка обеспечивает удаление несвязанного порошка с поверхности строительной панели. Вследствие этого, связанные цветные пигменты формируют цифровое изображение.
Порошок может содержать термореактивную смолу.
Жидкое вещество может быть на водной основе. Жидкое вещество можно подвергать воздействию УФ излучения.
Поверхность строительной панели содержит термореактивную смолу, предпочтительно меламиноформальдегидную смолу.
Оборудование может дополнительно содержать блок прессования, адаптированный к приложению тепла и давления к поверхности строительной панели. Поверхность строительной панели можно прессовать после того, как связанные цветные пигменты сформировали цифровое изображение.
Способ изготовления и оборудование в соответствии с вариантами осуществления изобретения делают возможным быстро переналаживаемое и очень рентабельное получение во многом улучшенных декоративных рисунков, поскольку для создания рисунка с помощью связующего, которое не имеет никаких цветных пигментов, используется только цифровое оборудование.
Варианты осуществления и подробности различных аспектов можно объединять с вариантами осуществления и подробностями других аспектов. Не исключается смешивание цветных пигментов в жидком связующем, и это смешивание, которое может быть необходимо для конкретного сочетания цветов, можно использовать, например, для нанесения меньших количеств пигментов с помощью цифровой головки для нанесения покрытия.
Краткое описание чертежей
Изобретение будет подробнее описано ниже в связи с возможными вариантами осуществления и со ссылками на прилагаемые возможные чертежи, при этом:
фиг. 1a-d иллюстрируют известные способы получения печатной и тисненой поверхности;
фиг. 2a-d иллюстрируют первый аспект изобретения;
фиг. 3a-d иллюстрируют второй аспект изобретения;
фиг. 4a-d иллюстрируют третий аспект изобретения;
фиг. 5a-h иллюстрируют цифровое нанесение пигментов в соответствии с первым аспектом изобретения;
фиг. 6a-c иллюстрируют варианты осуществления изобретения.
Подробное описание вариантов осуществления
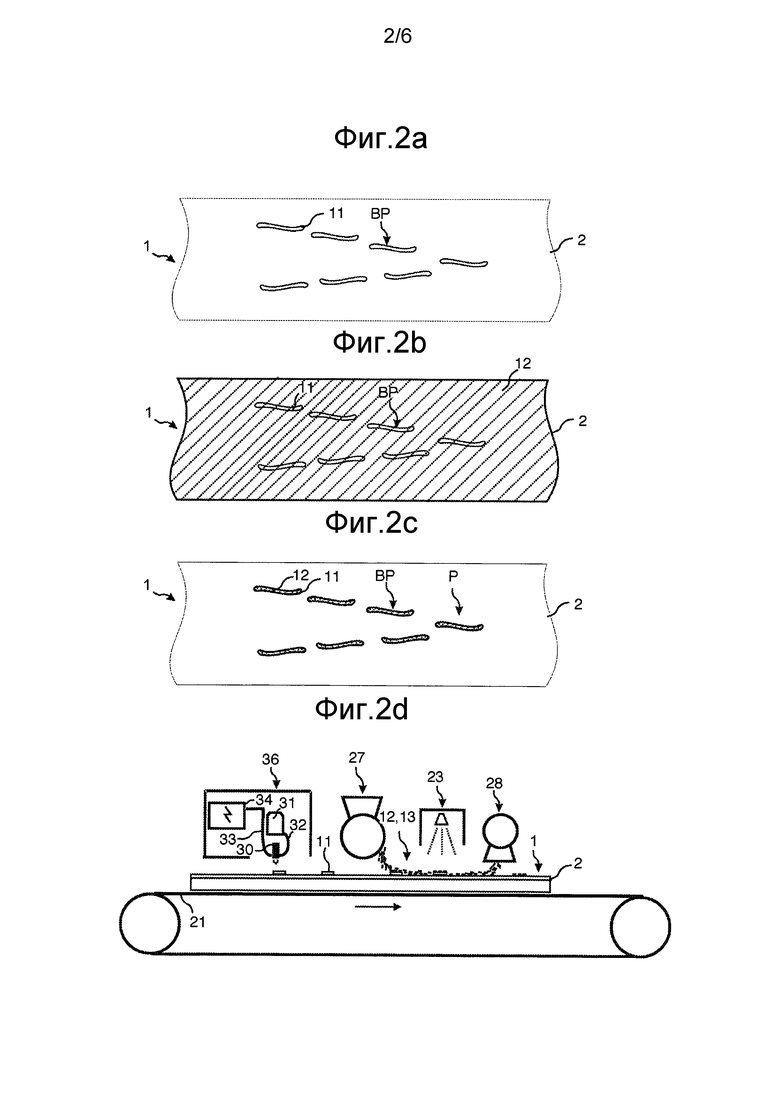
На фиг. 2a-2d показан вариант осуществления изобретения, основанный на первом принципе, в соответствии с которым рисунок связующего ВР или изображение формируют цифровым способом с помощью цифровой головки для нанесения покрытия, которая наносит связующее 11 в виде жидкого вещества. Цифровая печатающая головка или цифровая головка для печати типографскими касками, которая используется главным образом для подачи жидкого вещества без каких-либо окрашивающих веществ и которая не предназначена для печати цветного изображения, именуется в дальнейшем «цифровой головкой для нанесения покрытия». Пигменты 12 рассеивают произвольным образом посредством вспомогательного устройства поверх рисунка связующего ВР. Связующее соединяет некоторые пигменты, формирующие такой же рисунок, как связующее, а другие - несвязанные - пигменты удаляют.
Этот двухэтапный процесс, в котором пигменты и жидкое связующее наносят отдельно, может обеспечить изображение такого же качества, как достигаемое посредством обычной технологии цифровой печати. Способ пригоден, в частности, в применениях, где приходится наносить значительные количества пигментов на большую плоскую панель 1, чтобы сформировать улучшенное крупное изображение или декоративный рисунок. В отличие от известных способов, цифровую головку для нанесения покрытия, как правило, не используют для нанесения типографской краски любого типа с цветными пигментами. Это является основополагающим преимуществом, поскольку не приходится манипулировать дорогостоящими красками, содержащими дисперсии пигментов, посредством цифровой головки для нанесения покрытия.
На фиг. 2a показано, что посредством цифровой головки 30 для нанесения покрытия, показанной на фиг. 2d, на поверхности 2 строительной панели 1 формируют рисунок связующего ВР. Поверхность 2 может быть, например, слоем бумаги, стабилизированным слоем порошка, фольгой или иметь базовый цвет после нанесения на материал, предпочтительно материал сердцевины на основе древесины или пластмассы. Связующее 11 в этом предпочтительном варианте осуществления является связующим на водной основе и содержит главным образом воду, например, по меньшей мере 50% воды. Связующее 11 может дополнительно содержать добавки, такие, как разделяющий агент, агенты, придающие поверхностное натяжение, смачивающие агенты, загустители, и т.д. Слой 12 пигмента наносят, например, путем рассеивания сухого порошка поверх влажного рисунка связующего ВР, как показано на фиг. 2b. Слой пигмента может содержать, например, частицы меламиноформальдегидного порошка, которые растворяются, когда они оказываются в контакте с рисунком РС связующего на водной основе. Сухие пигменты и меламиноформальдегидный порошок, которые не контактируют с рисунком связующего ВР на водной основе, удаляют, например, потоком воздуха, а оставшиеся цветные пигменты 12 образуют отпечаток, как показано на фиг. 2c, который по существу идентичен рисунку связующего ВР.
Отпечаток P можно сушить и стабилизировать, например, подвергая его воздействию инфракрасного (ИК) или УФ излучения, которые нагревают влажную меламиноформальдегидную смолу и связывают цветные пигменты с поверхностью 2 за счет высыхания меламиноформальдегидной смолы. Поверхность 2 можно покрыть вторым связанным рисунком, а на поверхность поверх первого отпечатка и/или рядом с ним можно нанести второй слой пигментов и меламиноформальдегидного порошка. Можно создать улучшенный декор с несколькими цветами.
Связующее в этом варианте осуществления может содержать влажную меламиноформальдегидную смолу и может быть нанесено в два этапа, на первом - как жидкое вещество, такое, как вода, из цифровой головки 30 для нанесения покрытия, а на втором - как порошок из блока 27 рассеивания. Порошок можно смешивать с сухими цветными пигментами. Это упрощает функцию цифровой головки для нанесения покрытия, которая должна только нанести капли воды без связующих и цветных пигментов или с ограниченными количествами связующих и цветных пигментов.
Связующее в сухом виде может входить в состав порошка и может активироваться жидким веществом, наносимым головкой для нанесения покрытия, как описано выше, или может входить в состав только жидкого вещества, подаваемого цифровой головкой для нанесения покрытия.
Этот способ, в котором жидкое вещество и порошок наносят непосредственно на панель, пригоден для формирования цифрового изображения на строительной панели. Способ, включающий в себя нижеследующие этапы, является особенно подходящим для формирования изображения на поверхности пола, обладающей высокой стойкостью к ударным воздействиям и износостойкостью. Наносят жидкое вещество, совместимое с термореактивными смолами, и это вещество должно обладать конкретными химическими свойствами, такими, что во время отверждения термореактивных смол не вызывается появление дефектов. Это может быть достигнуто с помощью жидкого вещества, которое содержит, например, воду и/или гликоли. Вещество следует наносить на поверхность строительной панели, чтобы исключить проблемы, связанные с позиционированием отпечатка на панели. В состав поверхностного слоя панели и/или в состав порошка, наносимого на панель, предпочтительно входят термореактивные смолы, такие, как меламиноформальдегидные смолы, и они могут реагировать с жидким веществом и связывать порошок с поверхностью панели, так что несвязанный порошок можно удалить. Порошок предпочтительно содержит УФ-стабильные цветные пигменты. Преимущества заключаются в том, что такое сочетание материалов можно прессовать или отверждать при высоком давлении, превышающем 4 МПа (40 бар), и нагревать до температуры, превышающей 160 градусов по Цельсию. Поверхность и сформированное цифровым способом изображение можно отверждать до получения твердой износостойкой поверхности без так называемого смешивания пигментов в течение этапа прессования и нагревания, а пигменты можно внедрять в отвержденную поверхность так, что они смогут создавать УФ-стабильное износостойкое изображение, аналогичное изображениям обычных полов из слоистых пластиков.
В качестве частиц в рассеиваемом порошке или дисперсиях или жидких веществах, в связующем, наносимом посредством цифровой головки для нанесения покрытия, можно использовать широкую номенклатуру термореактивных и термопластичных материалов. Большую часть таких материалов можно получать в виде сухого порошка или дисперсий жидкостей.
В качестве альтернативы термореактивным материалам, таким, как меламиноформальдегидные смолы, или термопластичным материалам, таким, как, например, порошок поливинилхлорида (ПВХ), можно использовать, например, УФ-отверждаемый полиуретан в виде порошка или в качестве дисперсии.
Можно использовать УФ-отверждаемое полиуретановое вещество с вязкостью, которая адаптирована к цифровой головке 30 для нанесения покрытия. В качестве жидкого вещества в цифровой головке для нанесения покрытия предпочтительны полиуретановые дисперсии на водной основе, поскольку они не отверждаются до тех пор, пока не подвергаются воздействию УФ излучения. Полиуретановые дисперсии представляют собой полностью прореагировавшие полиуретанополимочевины из мелких и дискретных частиц полимеров, и такие частицы можно получать с размером примерно 0,01-5,0 микрон, вследствие чего ими можно манипулировать в цифровой печатающей головке или других аналогичных головках. Они могут иметь содержание твердых частиц 20-70%. Полиуретановые дисперсии можно смешивать, например, с акриловыми эмульсиями и другими эмульсиями, чтобы снизить издержки.
Цифровая головка 30 для нанесения покрытия, которая предпочтительно является пьезоголовкой, предпочтительно имеет некоторую емкость для «выстреливания» капель с объемом капель примерно 1-200 пиколитров или более. Объем капель может изменяться, и это можно использовать, чтобы изменят интенсивность цвета для создания полутоновой шкалы с теми же базовыми цветами.
Можно также использовать клеи на водной основе, такие, как водорастворимые клеи или вододиспергируемые клеи.
В порошке для диспергирования или в качестве дисперсий можно использовать другие УФ-отверждаемые материалы, такие, как акрилаты эпоксидной смолы, уретана, сложного полиэфира, простого полиэфира, аминомодифицированные сложно-полиэфирные акриловые и смешанные акрилатные олигомеры.
На фиг. 2d показана станция «печати связующим» оборудования для печати связующим, которое можно использовать для создания цифрового отпечатка способом «печати связующим». Цифровая головка 30 нанесения покрытия, которая может быть пьезоголовкой, наносит рисунок связующего ВР. Для охвата ширины поверхности, на которой надлежит выполнить печать, можно позиционировать бок о бок несколько головок 30 для нанесения покрытия. Рисунок связующего создают цифровым способом точно так же, как при обычной цифровой печати. Цвета разделены, и каждый блок 36 нанесения покрытия наносит в основном то же вещество, которое используется для связывания одного конкретного цвета на каждом этапе нанесения покрытия. Цифровая головка для нанесения покрытия соединена подающей трубкой 32 с контейнером 31, который содержит связующее или один компонент связующего, предпочтительно вещество на водной основе, которое в этом варианте осуществления может быть главным образом дистиллированной или деионизованной водой. Цифровые головки для нанесения покрытия соединены цифровыми кабелями 33 передачи данных с цифровым блоком 34 управления, который управляет подачей капель, скоростью транспортера 21, функционированием блока нанесения порошка и всем остальным оборудованием, которое используется для связывания и удаления пигментов.
Капли воды, которые служат в качестве связующего 11, должны быть влажными, пока они проходят станцию 27 рассеивания, наносящую порошковую смесь, которая в этом предпочтительном варианте осуществления содержит цветные пигменты 12 и меламиноформальдегидный порошок 13. Меламиноформальдегидные частицы в порошковой смеси, которые находятся в контакте с влажным рисунком связующего ВР на водной основе, растворяются, и водно-меламиноформальдегидный раствор действует как связующее, которое соединяет часть пигментно-меламиноформальдегидной смеси с поверхностью 2 панели 1. Когда порошковая смесь перемещается под предпочтительно горячей печью 23 УФ-отверждения ультрафиолетовым излучением, которая предпочтительно расположена после цифрового блока 36 нанесения покрытия в направлении подачи, в пределах нескольких секунд может происходить практически мгновенное связывание или отверждение.
Система 28 удаления порошка, которая в этом варианте осуществления основана на потоке воздуха и вакууме, удаляет пигменты и меламиноформальдегидные частицы, которые не связаны с рисунком связующего ВР, обеспечивается отличный цветной отпечаток P. Этот технологический этап можно повторять, и можно наносить другой цвет посредством второго блока 27 рассеивания, который содержит краску другого цвета. Удаленные высохшие пигменты и меламиноформальдегидные частицы можно пропускать сквозь сито или фильтр, и их можно рециркулировать и повторно использовать снова несколько раз.
Меламиноформальдегидные или другие связующие также могут входить в состав поверхностного слоя 2 в виде сухого слоя, например, когда в качестве базисной поверхности используется слой бумаги, пропитанной меламиноформальдегидной смолой, или стабилизированный слой порошка. Рисунок связующего на водной основе будет растворять часть этого меламиноформальдегидного слоя, и только пигменты можно наносить в качестве порошка с помощью блока 27 рассеивания и рециркулировать. Этот способ также можно использовать, когда все связующее вещество входит в состав жидкого вещества, наносимого посредством цифровой головки для нанесения покрытия.
Помимо пигментов и меламиноформальдегидных частиц, порошковая смесь может также содержать износостойкие частицы, такие, как мелкие частицы оксида алюминия и волокна, предпочтительно волокна древесины, которые предпочтительно содержат смешанные прозрачные или полупрозрачные волокна. Такую смесь можно использовать для создания сплошного отпечатка с помощью пигментов, позиционируемых вертикально друг над другом, причем связующие и износостойкие частицы оказываются над и под пигментами. Вещество на водной основе без каких-либо пигментов может проникать в порошковую смесь глубже, чем пигменты, наносимые в виде дисперсии при обычной цифровой печати, и можно получить очень износостойкий отпечаток.
Несколько слоев отпечатков можно располагать один поверх другого, и это можно использовать для дополнительного повышения износостойкости и для создания трехмерных декоративных эффектов.
Для нанесения и/или удаления несвязанных частиц порошка можно использовать статическое электричество. Потоки воздуха и вакуум, которые обуславливают сдувание и/или всасывание частицы, можно сочетать со щетками. В целом, для удаления пигментов и несвязанных частиц рассеянной порошковой смеси можно использовать - по отдельности или в различных сочетаниях - все «сухие» и «мокрые» способы, которые используются для удаления пыли. Вместе с тем, предпочтительны «сухие» и безударные способы.
Управляемое полное или частичное удаление несвязанных пигментов существенно для высококачественного отпечатка с заранее определенным декоративным изображением. Можно также использовать усовершенствованные системы удаления, которые удаляют цветные пигменты, тогда как существенная часть прозрачных частиц меламиноформальдегидного порошка может оставаться на поверхности. Этого можно достичь, например, посредством двухэтапного рассеивания, при котором первый слой содержит лишь меламиноформальдегидные частицы, которые соединены с поверхностью до нанесения связующего, на которое распыляется вода и которое высушивается с помощью ИК излучения, горячего воздуха, УФ излучения и аналогичными способами. Этот отдельный меламиноформальдегидный слой может в некоторых приложениях заменять, например, заранее пропитанную бумагу, а в качестве поверхностного слоя 2 можно использовать только непропитанную бумагу с базовым цветом или без него.
Влагосодержание поверхностного слоя должно быть точно управляемым, чтобы облегчить удаление несвязанных частиц порошка. Предпочтительным является влагосодержание ниже 6%. Поверхностный слой 2 можно сушить, например, посредством ИК ламп или УФ ламп или горячего воздуха перед нанесением пигментов. Чтобы уплотнить поверхность 2 или верхнюю часть связанных цветных пигментов с целью создания уплотняющего или разделяющего слоя, который может предотвратить прилипание цветных пигментов к конкретным частям поверхностного слоя, где связующее не наносится, можно подавать воду или специальные химические вещества такие, как разделяющие агенты.
Отпечаток можно покрывать прозрачными защитными слоями, например, покрытия на основе бумаги или на основе порошка, содержащего оксид алюминия и меламиноформальдегидные смолы, или УФ-отверждаемым покрытием, которое можно наносить валиками или цифровым способом, например, с помощью пьезоголовок для нанесения покрытия.
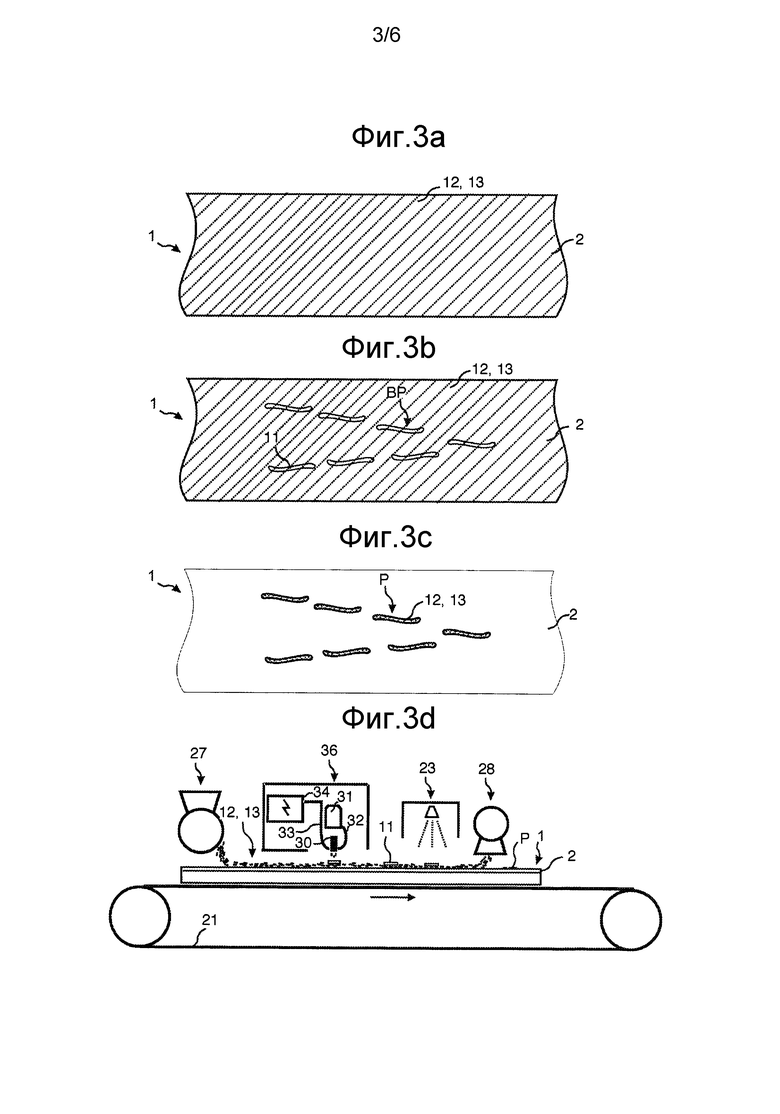
На фиг. 3a-3d показан вариант осуществления изобретения, основанный на втором принципе, согласно которому пигменты 12 на первом этапе рассеивают на поверхности 2, а после этого цифровым способом формируют рисунок или изображение с помощью цифровой головки для нанесения покрытия, которая наносит на рассеянную смесь только рисунок связующего ВР. Нанесенное цифровым способом связующее может содержать воду, которая растворяет, например, меламиноформальдегидного частицы 13, смешанные с пигментами 12 или нанесенные под пигментами. Связующее соединяет некоторые пигменты, формирующие такой же рисунок, как рисунок связующего ВР, а другие - несвязанные - пигменты удаляются. На фиг. 3a показана по существу гомогенная смесь меламиноформальдегидного порошка 13 и пигментов 12, рассеянных на поверхности 2. На фиг. 3b показан нанесенный цифровым способом рисунок связующего ВР, после нанесения на смесь. На фиг. 3c показано, что удалены все несвязанные пигменты и - в этом варианте осуществления - еще и меламиноформальдегидные частицы 13. На фиг. 3d показана станция печати связующим, содержащая блок 27 рассеивания, цифровой блок 36 нанесения покрытия, УФ-печь 23 и система 28 удаления порошка на основе потока воздуха и вакуума.
Возможно объединение первого и второго принципов. Рисунок связующего может быть нанесен до и после нанесения пигментной смеси, и это можно использовать для создания сплошного отпечатка с большей вертикальной протяженностью и повышенной износостойкостью.
На фиг. 4a-4c показан вариант осуществления изобретения, который основан на третьем принципе, согласно которому пигменты 12 на первом этапе рассеивают на поверхности 2, а после этого формируют цифровым способом рисунок связующего ВР ли изображение с помощью луча лазера 29, плавящего или отверждающего связующее, которое может быть смешано с пигментами 12 или входить в состав поверхности 2. При удалении несвязанных пигментов получается создаваемый цифровым способом отпечаток P.
На фиг. 4d показана станция печати связующим, содержащая блок 27 рассеивания, лазер 29 и систему 28 удаления порошка на основе потока воздуха и вакуума. Лазер можно заменить нагревательными лампами, которые можно использовать для создания изображений, которые могут включать в себя довольно большие зоны одного и того же цвета, как в некоторых дизайнах «под камень». Даже обычную лазерную систему, основанную на вышеописанном ударном способе, можно использовать отдельно или в сочетании с вышеописанными способами печати связующим для нанесения цифрового отпечатка частично или полностью на панель пола.
Все вышеописанные принципы можно объединять частично или полностью, а технологическая линия может содержать несколько станций цифровой печати связующим в соответствии с первым, вторым или третьим принципами.
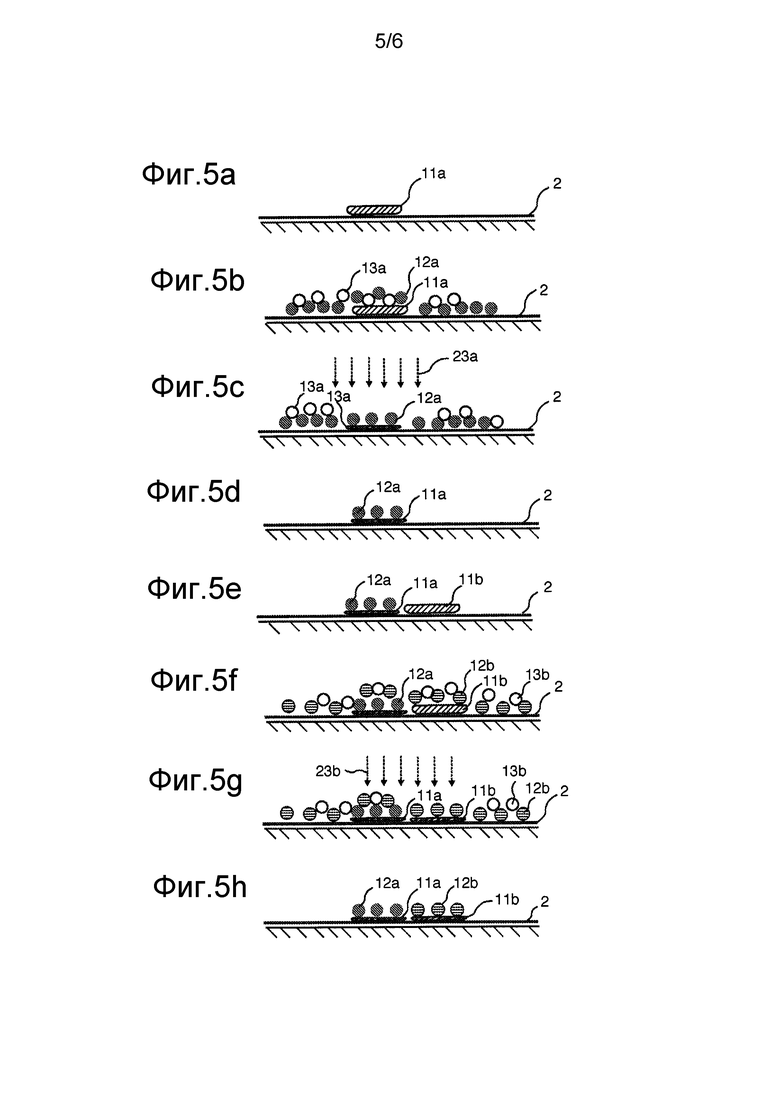
На фиг. 5a-5h показано применение разных цветов в соответствии с первым принципом. Первое связующее 11a, которым в этом варианте осуществления является по существу вода, наносят с помощью цифровой пьезоголовки на поверхность 2, которая может представлять собой стабилизированный слой порошка или бумагу, как показано на фиг. 5a. На поверхность 2 и на связующее 11a наносят первый слой порошка, содержащий цветные пигменты 12a и меламиноформальдегидные частицы 13a. Меламиноформальдегидные частицы 13a, которые находятся в контакте с влажными каплями воды, будут растворяться. Первая УФ-печь 23a сушит влажные меламиноформальдегидные частицы и связывает пигменты с поверхностью, как показано на фиг. 5c, а не связаны меламиноформальдегидные частицы и частицы пигментов удаляются таким образом, что получается пигментное изображение 12a, которое соответствует нанесенному связующему 11a. На фиг. 5e-5h показано, что такое же нанесение можно повторить с пигментом 12b другого цвета, смешанным с меламиноформальдегидными частицами 13b и новым связующим 11b, таким образом, что получаются два цветных изображения цветными пигментами 12a, 12b двух типов, как показано на фиг. 5h.
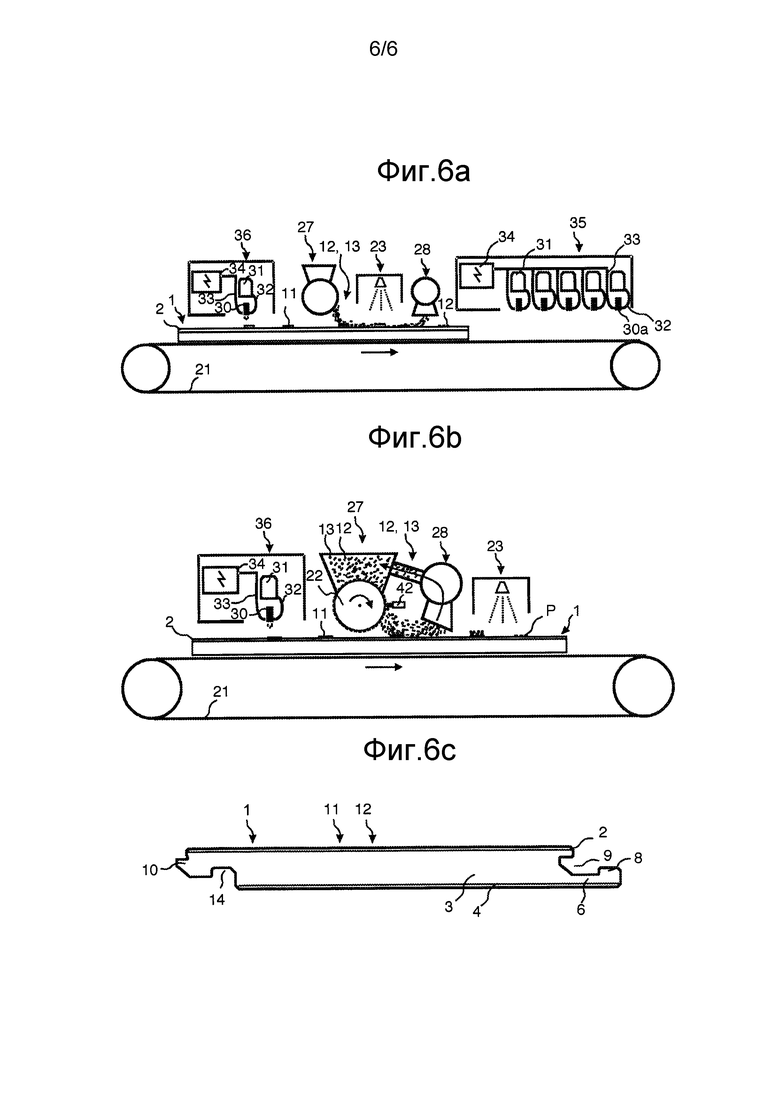
На фиг. 6a показан вариант осуществления, в котором оборудование для цифровой печати связующим, содержащее цифровой блок 36 нанесения покрытия, блок 27 рассеивания, блок 23 УФ-отверждения и вакуумную систему 28 удаления порошка, сочетается с обычным струйным печатающим устройством 35. Способ печати связующим может предусматривать использование этого сочетания для создания основной части цифрового изображения, а некоторые части готового отпечатка можно создавать посредством струйного принтера. Это может значительно снизить затраты, например, на типографскую краску, поскольку для 90% пигментов, которые необходимы для создания полностью печатного декора или рисунка, применим, например, рентабельный способ печати связующим, при котором не приходится манипулировать пигментами посредством цифровой головки для нанесения покрытия.
На фиг. 6b показано оборудование для цифровой печати связующим, где пигменты 12 и меламиноформальдегидный порошок 13 наносятся посредством блока 27 рассеивания, предпочтительно содержащего тисненый валик 22 и осциллирующую щетку 42. Несвязанные пигменты и меламиноформальдегидного частицы удаляют посредством системы 28 удаления порошка, которая рециркулирует смесь 12, 13 в блок 27 рассеивания. Посредством потоков воздуха возможно создание облака пигментной - меламиноформальдегидной пыли, а с поверхностью 2 будут связываться только пигменты и меламиноформальдегидный порошок, которые вступают в контакт с влажным связующим 11.
На фиг. 6c показано, что способ особенно пригоден для нанесения цифрового отпечатка связующего на панель 1 пола с поверхностью 2 на основе бумаги или на основе порошка, сердцевиной 3, балансирующим слоем 4 и с системой механической блокировки, содержащей полоску 6 c блокирующим элементом 8 на одном краю, который взаимодействует с блокирующим пазом 14 в соседнем краю для горизонтальной блокировки соседних краев, и язычок 10 на одном краю, который взаимодействует с пазом 9 язычка в другом краю для вертикальной блокировки панелей. Такие панели пола имеют в целом улучшенные декоры «под древесину» или «под камень», которые требуют больших количеств различных цветных пигментов, и декор, который приходится точно позиционировать относительно тисненых структур и краев панелей с системой механической блокировки.
Во всех вариантах осуществления, поверхность строительной панели может содержать термореактивную смолу, например - меламиноформальдегидную смолу. Строительную панель можно формировать посредством приложения тепла и давления, предпочтительно после того, как связанными цветными пигментами сформировано создаваемое цифровым способом изображение. В одном варианте осуществления, связующее, смешанное с сухими цветными пигменты, отверждают одновременно как связующее в поверхности строительной панели, предпочтительно посредством приложения тепла и давления.
Все вышеописанные способы можно объединять - частично или полностью.
Пример
Порошковую смесь массой 300 г/м2, содержащую волокна древесины, меламиноформальдегидные частицы, коричневые цветные пигменты и частицы оксида алюминия, такого, как корунд, наносили посредством оборудования для рассеивания на сердцевину из HDF толщиной 8 мм. Смесь распыляли с деионизованной водой и сушили посредством УФ-печи таким образом, что получали твердую поверхность на основе стабилизированного порошка с коричневым базовым цветом. Панель с поверхностью на основе стабилизированного порошка клали на транспортер и перемещали под цифровой пьезоголовкой для нанесения покрытия, которая подавала капли воды на стабилизированную поверхность и которая печатала прозрачный рисунок волокон древесины на этой поверхности. Меламиноформальдегидные частицы под прозрачным рисунком растворялись, когда цифровая пьезоголовка для нанесения покрытия подавала капли воды. На втором этапе рассеивали черные пигменты по всей поверхности и прозрачному рисунку. После этого, панель перемещали посредством транспортера под УФ-печью. Меламиноформальдегидные частицы в прозрачном рисунке снова сушили, а пигменты над прозрачным рисунком связывали с поверхностью. После этого, панель перемещали под вакуумной всасывающей трубкой, посредством которой удаляли все несвязанные пигменты и меламиноформальдегидные частицы. Получался рисунок древесных волокон, имевший коричневый базовый цвет и черную структуру древесных волокон. По всей поверхности рассеивали защитный слой, содержащий меламиноформальдегидные частицы и частицы оксида алюминия. На этот слой обрызгивали воду и сушили под УФ-печью. Панель с отпечатком и защитным слоем после этого прессовали в течение 20 секунд при температуре 170 градусов по Цельсию и давлении 4 МПа (40 бар), а поверхность на основе порошка со структурой волокон древесины и защитный слой отверждали, получая твердую износостойкую поверхность с высококачественным отпечатком.


Изобретение относится к способу и оборудованию для формирования цифрового изображения посредством нанесения слоя порошка, содержащего цветные пигменты, на поверхности, связывания часть порошка и удаления несвязанного порошка с поверхности. Способ формирования отпечатанного цифровым способом изображения (Р) с помощью цветных пигментов на поверхности строительной панели включает в себя этапы, на которых рассеивают сухие цветные пигменты на поверхности, связывают часть сухих цветных пигментов с поверхностью, удаляют несвязанные сухие цветные пигменты с поверхности таким образом, что посредством связанных сухих цветных пигментов формируется созданное цифровым способом изображение и прикладывают тепло и давление к поверхности строительной панели. При этом этап связывания упомянутой части сухих цветных пигментов с поверхностью включает в себя нанесение жидкого вещества посредством цифровой головки для нанесения покрытия. 2 н. и 22 з.п. ф-лы, 27 ил.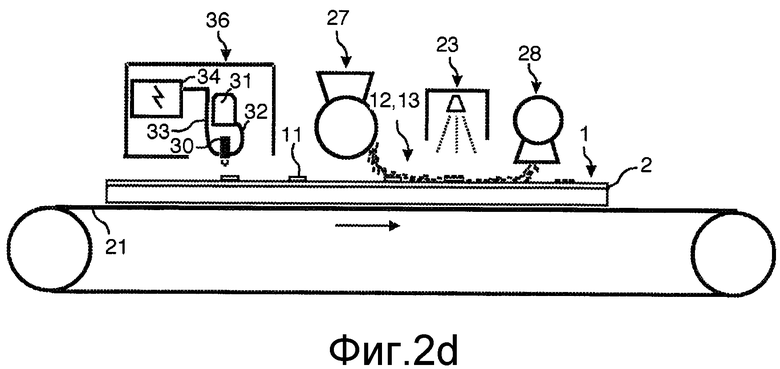
1. Способ формирования отпечатанного цифровым способом изображения (Р) с помощью цветных пигментов (12) на поверхности (2) строительной панели (1), включающий в себя этапы, на которых:
рассеивают сухие цветные пигменты (12) на поверхности (2);
связывают часть сухих цветных пигментов с поверхностью (2);
удаляют несвязанные сухие цветные пигменты с поверхности таким образом, что посредством связанных сухих цветных пигментов (12) формируется созданное цифровым способом изображение (Р); и
прикладывают тепло и давление к поверхности (2) строительной панели (1),
при этом этап связывания упомянутой части сухих цветных пигментов с поверхностью (2) включает в себя нанесение жидкого вещества (11) посредством цифровой головки (30) для нанесения покрытия.
2. Способ по п. 1, в котором сухие цветные пигменты (12) связывают со связующим на поверхности (2) строительной панели (1).
3. Способ по п. 1, в котором сухие цветные пигменты (12) смешивают со связующим.
4. Способ по п. 2 или 3, в котором связующее содержит термореактивную смолу.
5. Способ по п. 2 или 3, в котором связующее содержит термопластичную смолу.
6. Способ по п. 2 или 3, в котором связующее является порошком.
7. Способ по п. 1 или 2, в котором поверхность (2) строительной панели (1) содержит термореактивную смолу.
8. Способ по п. 1 или 2, в котором поверхность (2) строительной панели (1) представляет собой слой бумаги или фольгу.
9. Способ по п. 1 или 2, в котором поверхность (2) строительной панели (1) содержит слой порошка.
10. Способ по п. 1 или 2, в котором строительная панель является панелью (1) пола.
11. Способ по п. 10, в котором панель (1) пола содержит систему (6, 8, 9, 10, 14) механической блокировки для вертикальной и горизонтальной блокировки.
12. Способ по п. 1 или 2, в котором строительная панель является панелью стены или компонентом (1) мебели.
13. Способ по п. 1 или 2, в котором сухие цветные пигменты (12) удаляют потоком воздуха.
14. Способ по п. 1 или 2, в котором жидкое вещество (11) является веществом на водной основе.
15. Способ по п. 1 или 2, дополнительно предусматривающий воздействие УФ излучения (23) на жидкое вещество (11).
16. Способ по п. 15, в котором жидкое вещество (11) является УФ-отверждаемым полиуретаном на водной основе.
17. Способ по п. 1 или 2, в котором жидкое вещество (11) содержит термореактивное связующее.
18. Способ по п. 1 или 2, в котором жидкое вещество наносят с помощью пьезоголовки для печати типографскими красками.
19. Способ по п. 1 или 2, в котором этап связывания упомянутой части сухих цветных пигментов с поверхностью (2) включает в себя подачу луча лазера (29) для связывания сухих цветных пигментов с поверхностью.
20. Оборудование для обеспечения цифрового изображения (Р) на строительной панели (1), причем это оборудование содержит цифровую головку (30) для нанесения покрытия, блок (27) рассеивания порошка и систему (28) удаления порошка, отличающееся тем, что:
цифровая головка (30) для нанесения покрытия выполнена с возможностью нанесения жидкого вещества (11) на панель, блок (27) рассеивания порошка выполнен с возможностью нанесения слоя порошка, содержащего цветные пигменты (12), на поверхность строительной панели, при этом жидкое вещество выполнено с возможностью связывания части порошка с панелью, а блок (28) удаления порошка выполнен с возможностью удаления несвязанного порошка с панели (1),
при этом оборудование дополнительно содержит блок прессования, выполненный с возможностью приложения тепла и давления к панели (1).
21. Оборудование по п. 20, в котором порошок содержит термореактивную смолу.
22. Оборудование по п. 20 или 21, в котором жидкое вещество (11) является веществом на водной основе.
23. Оборудование по п. 20 или 21, в котором жидкое вещество (11) подвергается воздействию УФ излучения.
24. Оборудование по п. 20 или 21, в котором поверхностный слой (2) строительной панели содержит термореактивную смолу.
| WO 2012007230 A1, 19.01.2012 | |||
| RU 2010125230 A, 27.12.2011 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТЫ И ПЛИТА, В ЧАСТНОСТИ ПОЛОВАЯ ПАНЕЛЬ ИЛИ МЕБЕЛЬНАЯ ПЛИТА | 2005 |
|
RU2344940C2 |
| US 4312268 A1, 26.01.1982. | |||

