Настоящее изобретение относится к устройству, содержащему металлическую пластину и элемент для поддержания металлической пластины, в котором металлическая пластина покрыта зольгелиевым покрытием, и к способу изготовления такого устройства.
Негибкие покрытия, такие как золь гелиевые покрытия и керамические покрытия, широко используются в различных устройствах, включающих бытовые электроприборы, такие как утюги и электроприборы для личной гигиены, такие как устройства для завивки волос. В области, касающейся утюгов, покрытия наносят на подошву утюга для придания функциональных свойств. Например, скольжение утюга может быть улучшено посредством обеспечения покрытия на подошве. Кроме того, покрытия наносят для декоративных целей. Обычные материалы подошвы утюга включают алюминий и алюминиевые сплавы, благодаря их хорошим свойствам теплопередачи. Нержавеющую сталь можно также соответствующим образом использовать благодаря ее приятному внешнему виду. По этой причине подошвы из нержавеющей стали в большинстве случаев не снабжены покрытием. Однако такие подошвы менее стойки к царапинам и обладают плохим скольжением, в частности, по ткани из полиэфирного волокна.
В настоящее время существуют различные варианты осуществления подошв утюгов. В одном из известных вариантов осуществления подошва состоит только из блока, отлитого из алюминия под давлением. В другом из известных вариантов осуществления, помимо алюминиевого блока используют тонкую металлическую пластину, прикрепленную к алюминиевому блоку. Существуют различные способы прикрепления тонкой металлической пластины к алюминиевому блоку, как это пояснено ниже, причем тонкая металлическая пластина далее называется гладильной пластиной.
Во-первых, обычной практикой является наличие алюминиевой гладильной пластины, прикрепленной к алюминиевому блоку с помощью заклепок и/или клея. В процессе прикрепления гладильная пластина остается плоской и не испытывает каких-либо механических деформаций. Во-вторых, гладильная пластина может быть пластиной из нержавеющей стали. В таком случае предпочтительно, чтобы гладильная пластина имела загнутые края, используемые для прикрепления гладильной пластины к алюминиевому блоку посредством механического прессования и закатывания загнутых краев вокруг подошвы. Другими словами, гладильную пластину из нержавеющей стали закатывают вокруг алюминиевого блока.
Как утверждалось ранее, при применении нержавеющей стали, обычно не используют покрытие. Тем не менее, известны варианты осуществления в данной области техники, в которых используется покрытие. Например, в Международной заявке на патент WO 98/13544 раскрыт утюг, содержащий подошву, состоящую из алюминиевого блока, в котором тонкая пластина из нержавеющей стали прикреплена к подошве. При этом, завальцовывание, склеивание вместе и применение механических средств крепления, таких как винты, заклепки и т.д., упомянуты в качестве осуществимых способов, посредством которых может быть выполнено прикрепление тонкой пластины из нержавеющей стали к алюминиевому блоку. Процесс изготовления известного утюга включает стадии обеспечения тонкой пластины из нержавеющей стали с антифрикционным слоем с одной стороны и прикрепление тонкой пластины из нержавеющей стали стороной без покрытия, к алюминиевому блоку.
Что касается упомянутого антифрикционного слоя, то в Международной заявке на патент WO 98/13544 сказано, что зольгелиевый процесс может быть использован для нанесения слоя. Кроме того, в этой заявке WO 98/13544 сказано, что слой может быть выполнен толщиной в диапазоне от 10 мкм до 25 мкм и что толщина должна практически быть меньше 20 мкм, так как, как утверждается в данной заявке, при больших толщинах может происходить нежелательное образование трещин в слое.
В Международной заявке на патент WO 02/066728 раскрыт утюг с гладильной пластиной, снабженной покрытием, у которой зольгелиевое покрытие может иметь большую толщину, а именно: толщину в диапазоне от 35 мкм до 90 мкм. В этом утюге подошва содержит алюминий в соответствии с тем, что известно из заявки WO 98/13544. Кроме того, обеспечен пористый слой окиси алюминия для улучшения адгезии золь гелиевого покрытия к подошве, таким образом, чтобы не было риска отслоения зольгелиевого покрытия. В частности, когда зольгелиевое покрытие наносят поверх пористого слоя окиси алюминия, покрытие проникает в поры окиси алюминия, таким образом, создавая некоторый вид взаимопроникающей сетки.
В патенте США №6895700 раскрыта подошва, непосредственно снабженная зольгелиевым покрытием, у которой поверхность, на которую нанесено покрытие, упрочнена, и исключено применение гладильной пластины. Толщину слоя поддерживают меньше 10 мкм. В патенте США №6895700 сказано, что благодаря этому удар, нанесенный по покрытию, передается упрочненной металлической подошве, которая может надежно противостоять ударам значительной величины, чтобы, таким образом, предотвращалось разрушение или деформация покрытия.
В заявке на патент США №2003/074814 раскрыт утюг, содержащий алюминиевую подошву, снабженную покрытием, которое обеспечено посредством зольгелиевого процесса. В частности, зольгелиевое покрытие имеет толщину от 35 мкм до 90 мкм.
В патенте Германии DE №4411790 раскрыт утюг, содержащий алюминиевую подошву, прикрепленную к блоку, состоящему из кремнийсодержащей алюминиевой отливки. Прикрепление осуществляют посредством использования термостойкого адгезива. Кроме того, возможно, чтобы прикрепление дополнительно осуществлялось с применением механического способа, а именно: с помощью оловянных клапанов, которые являются частью подошвы и которые загибают вокруг блока во время процесса изготовления утюга.
В Европейском патенте EP 0206121 сказано, что может быть выполнен такой процесс, как пескоструйная обработка, до процесса нанесения покрытия на бытовое устройство для обеспечения достаточного закрепления покрытия.
В Европейском патенте EP 0640714 раскрыт утюг, содержащий металлическую подошву, снабженную антифрикционным слоем из неорганического полимера, нанесенным с помощью зольгелиевого процесса.
Задачей настоящего изобретения является создание способа получения относительно толстого зольгелиевого покрытия на металлической пластине, с одной стороны, и обеспечение средств для прикрепления металлической пластины к поддерживающему элементу, действующих исключительно на основании процесса механической деформации, по меньшей мере, части металлической пластины с покрытием, с другой стороны.
Согласно настоящему изобретению создано устройство, содержащее металлическую пластину и элемент для поддержания металлической пластины, в котором часть металлической пластины закатана вокруг поддерживающего элемента, в котором металлическая пластина покрыта зольгелиевым покрытием и в котором толщина покрытия составляет в диапазоне от 25 мкм до 60 мкм. Как следует из описания уровня техники в данной области, предполагалось, что такое устройство не осуществимо потому, что считалось, что напряжение, которое могло быть создано в металлической пластине, приводило бы к образованию трещин (микротрещин и/или макротрещин) в покрытии, которые могли появиться сразу же после процесса изготовления и распространялись бы от загнутой части пластины в другие области. Однако испытания, выполненные в ходе создания настоящего изобретения и относившиеся к процессу изготовления сборки из алюминиевой подошвы и гладильной пластины из нержавеющей стали с покрытием для использования в утюге, подтвердили, что ожидавшееся образование трещин не происходило и что может быть получена готовая продукция без трещин. Этот неожиданный результат представляет собой важное достижение, так как преимущества прикрепления металлической пластины к основанию посредством частичной механической деформации и применения зольгелиевого покрытия, имеющего относительно большую толщину, соединены без возникновения каких-либо новых проблем. При применении настоящего изобретения можно исключить различные процессы изготовления компонентов, подлежащих использованию в утюгах, что приводит к относительно большим затратам, так как в этих процессах алюминиевые пластины подвергают дорогостоящим электрохимическим обработкам.
Толщина покрытия предпочтительно составляет менее 50 мкм. Следовательно, предпочтительный диапазон толщины покрытия находится в пределах от 25 мкм до 50 мкм.
В пригодном варианте осуществления устройство согласно настоящему изобретению представляет собой, по меньшей мере, часть утюга, в которой металлическая пластина с покрытием предназначена для использования в контакте с объектами, подлежащими глажению и для передачи тепла этим объектам. Обычно в таком случае поддерживающий элемент представлен подошвой утюга, которая может быть изготовлена из алюминия литьем под давлением, как уже было описано выше. Утюг может быть любого известного типа, включая паровые утюги и гладильные агрегаты.
В случае если требуется подвергнуть металлическую пластину с покрытием воздействию высокой температуры во время обработки устройства согласно настоящему изобретению, то целесообразно, чтобы между металлической пластиной и поддерживающим элементом был расположен теплопроводный материал.
В пределах объема настоящего изобретения тип металла металлической пластины может быть любым пригодным типом, например, алюминием или нержавеющей сталью. Однако применение нержавеющей стали является предпочтительным. Причиной этого является то, что на практике алюминий подвергают процессу пескоструйной обработки до нанесения покрытия, и то, что часто оказывается, что в алюминии остаются частицы, используемые при пескоструйной обработке. Если присутствуют оставшиеся частицы, то это оказывает пагубное влияние на внешний вид покрытия и приводит в результате к высокому уровню брака. Бракованные изделия после процесса нанесения зольгелиевого покрытия могут быть подвергнуты процессу повторной обработки, во время которой покрытие удаляют в процессе последующей пескоструйной обработки, и алюминий отжигают и очищают вручную, но это ведет к повышению стоимости.
Благодаря использованию нержавеющей стали в качестве носителя покрытия, упомянутые выше проблемы, связанные с высоким уровнем брака, могут быть решены. На практике пластины из нержавеющей стали также подвергают процессу пескоструйной обработки до нанесения покрытия. Однако благодаря тому, что нержавеющая сталь является более твердым материалом, чем алюминий, может быть достигнута меньшая шероховатость носителя с меньшим захватом оставшихся частиц, в результате чего носитель получается более чистым, и в процессе нанесения зольгелиевого покрытия снижается уровень брака. Следовательно, стоимость может быть снижена. Кроме того, бракованные пластины из нержавеющей стали могут быть просто повторно использованы для получения новых пластин из нержавеющей стали, а именно: путем повторной переплавки пластин, и таким образом могут быть минимизированы затраты на повторную обработку.
С целью обеспечения полноты пояснений, следует отметить, что зольгелиевые покрытия и способы нанесения этих покрытий хорошо известны в данной области техники и поэтому здесь не приведено дополнительное описание этих покрытий и способов.
Настоящее изобретение также относится к способу изготовления устройства, как это описано выше, согласно которому обеспечивают металлическую пластину и элемент для поддержания металлической пластины; согласно которому металлическую пластину прикрепляют к поддерживающему элементу посредством подвергания, по меньшей мере, части металлической пластины процессу механической деформации, и согласно которому, до прикрепления металлической пластины к поддерживающему элементу, на металлическую пластину наносят зольгелиевое покрытие толщиной в диапазоне от 25 мкм до 60 мкм, предпочтительно - в диапазоне от 25 мкм до 50 мкм.
В общем, процесс механической деформации может быть процессом закатывания, например, процессом прессования и/или закатывания. Преимущественно металлическую пластину снабжают загнутым краем, закатанным вокруг поддерживающего элемента. Преимущество загнутого края заключается в том, что процесс закатывания является более легким.
В практическом процессе осуществления способа согласно настоящему изобретению до нанесения зольгелиевого покрытия на металлическую пластину металлическая пластина может быть подвергнута, по меньшей мере, одной предварительной обработке, например, пескоструйной обработке или отжигу. Благоприятный эффект пескоструйной обработки заключается в том, что получается шероховатая поверхность, из-за чего может быть усилена адгезия покрытия. Посредством выполнения процесса отжига напряжение, созданное при пескоструйной обработке и формировании листа, может быть уменьшено.
В пределах объема настоящего изобретения процесс нанесения зольгелиевого покрытия может быть осуществлен любым пригодным способом, например, посредством выполнения процесса напыления покрытия.
Описанные выше и другие аспекты настоящего изобретения станут очевидными после ознакомления с последующим описанием процесса изготовления сборки из подошвы и гладильной пластины согласно настоящему изобретению, предназначенной для использования в утюге.
Настоящее изобретение ниже пояснено более подробно со ссылками на чертежи, на которых одинаковые или сходные части обозначены одинаковыми номерами позиций и на которых изображено:
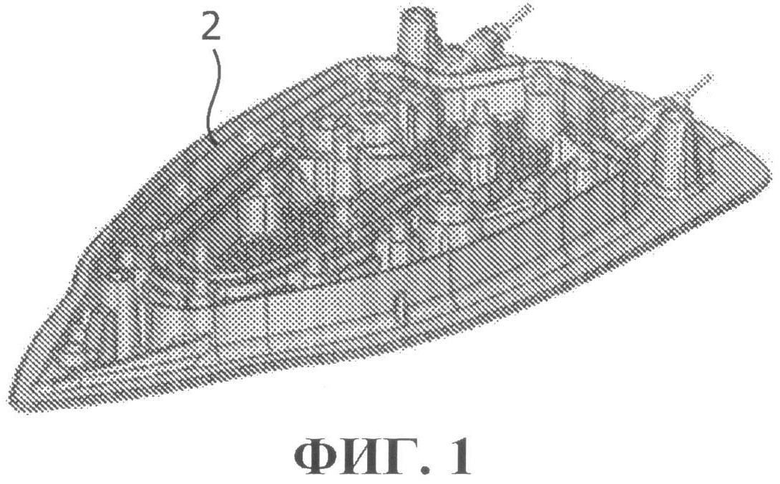
на Фиг.1 - вид в перспективе подошвы;
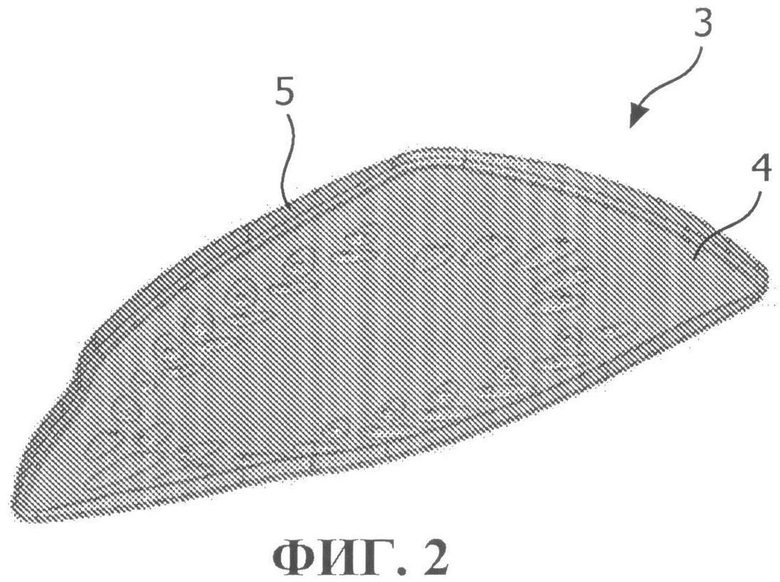
на Фиг.2 - вид в перспективе гладильной пластины, подлежащей прикреплению к подошве утюга, показанной на Фиг.1; и
на Фиг.3 - сборка из подошвы, показанной на Фиг.1, и гладильной пластины, показанной на Фиг.2.
Настоящее изобретение ниже описано в контексте, касающемся изготовления сборки 1 из подошвы 2 и гладильной пластины 3, пригодной для применения в утюге (не показан). Однако это не означает, что изобретение не применимо в других сборках и электроприборах.
Пример подошвы 2 показан на Фиг.1, а пример гладильной пластины 3 показан на Фиг.2. В практическом варианте осуществления подошва 2 сформирована как блок из алюминия, отлитого под давлением, содержащий различные виды функциональных структур. Например, подошва 2 может содержать: пространство для установки нагревательного элемента утюга; пространство, которое может быть использовано в качестве камеры для образования пара; и пространство для размещения устройства для подачи воды в это пространство известным, как таковой, способом. Гладильная пластина 3 содержит металлическую пластину 4, которая может быть, например, пластиной из нержавеющей стали. Кроме того, в показанном примере. гладильная пластина 3 снабжена отверстиями для пропуска пара к объекту, подлежащему глажению. В любом случае гладильная пластина 3 предназначена для контакта с таким объектом и для передачи тепла объекту.
В испытаниях, выполненных в контексте настоящего изобретения, гладильную пластину 3 изготавливали посредством выполнения стадий: обеспечения пластины 4 из нержавеющей стали; подготовки одной стороны пластины 4 для нанесения зольгелиевого покрытия посредством подвергания этой стороны пластины 4 пригодной предварительной обработке, например, пескоструйной обработке; и выполнения зольгелиевого процесса для фактического нанесения покрытия. В частности, пластину 4 из нержавеющей стали подвергали процессам пескоструйной обработки и отжига, после чего золь гелиевый состав наносили напылением в виде покрытия на предварительно обработанную пластину 4 из нержавеющей стали и отверждали покрытие. Процесс нанесения покрытия был направлен на получение слоя покрытия толщиной в диапазоне от 25 мкм и до 60 мкм.
В случае массового производства гладильных пластин 3 целесообразно, чтобы проводилась проверка для определения того, отвечает ли покрытие требованиям после завершения процесса изготовления гладильной пластины 3. Если эта проверка указывает на то, что гладильная пластина 3 отвечает этим требованиям, то значит она готова к прикреплению к подошве 2. Если проверка указывает на обратное, то гладильную пластину 3 можно переплавить таким образом, чтобы была сформирована новая пластина.
Предпочтительно, чтобы край 5 металлической пластины 4, являющийся частью гладильной пластины 3, был загнут, как это показано на Фиг.2. Этим способом достигают того, чтобы предполагаемое прикрепление гладильной пластины 3 к подошве 2, которое включает закатывание края металлической пластины 4 вокруг подошвы 2, было облегчено. В показанном примере край загнут вдоль всего контура металлической пластины 4. Кроме того, гладильная пластина 3 имеет по существу плоский внешний вид, и то же самое может относиться к стороне подошвы 2, которую требуется покрыть гладильной пластиной 3.
Во время испытаний, для изготовления сборки 1 из подошвы 2 и гладильной пластины 3, на сторону подошвы 2, которую требовалось накрыть гладильной пластиной 3, наносили теплопроводный кремниевый клей, и гладильную пластину 3 укладывали на место, на подошву 2. Затем осуществляли механическое прессование и закатывание гладильной пластины 3, в ходе которых гладильную пластину 3 закатывали вокруг подошвы 2, при этом край пластины 4 из нержавеющей стали гладильной пластины 3 закатывали вокруг подошвы 2.
После завершения всех описанных процессов готовую сборку 1 из подошвы 2 и гладильной пластины 3 проверяли на наличие трещин и дефектов. В покрытии гладильной пластины 3 не были обнаружены видимые дефекты или трещины. Проверку на наличие микротрещин производили посредством контрастирования гладильной пластины 3 и визуализации линий трещин. В гладильной пластине 3 не были обнаружены трещины при обследовании невооруженным глазом, а также не были обнаружены трещины при обследовании с помощью микроскопа.
Испытания показали, что можно изготавливать сборку 1 из подошвы 2 и гладильной пластины 3, содержащую пластину 4 из нержавеющей стали и золь гелиевое покрытие толщиной в диапазоне от 25 мкм до 60 мкм посредством закатывания гладильной пластины 3 вокруг подошвы 2, исключая при этом образование трещин в покрытии. В частности, оказалось, что вполне возможно получение толщины покрытия в диапазоне от 25 мкм до 50 мкм. Так как зольгелиевое покрытие, которое обычно используют для утюгов, имеет хрупкую, стеклообразную природу, этот результат не просто было ожидать на основании обычно известных знаний. Также, знания, имевшиеся в данной области техники, кажется, указывали скорее на противоположный настоящему изобретению результат, чем на то, чтобы сделать их очевидными.
В случае, когда металлическая пластина 4 является пластиной из нержавеющей стали, достигается хорошая адгезия покрытия, и уровень брака получается относительно низким, так как относительно твердая нержавеющая сталь не очень восприимчива к загрязнению частицами.
Специалисту в данной области техники должно быть понятно, что объем настоящего изобретения не ограничен примерами, рассмотренными выше, но что несколько изменений и модификаций возможны без отклонения от объема настоящего изобретения, определенного прилагаемой формулой изобретения. Хотя настоящее изобретение подробно проиллюстрировано на чертежах и подробно описано, приведенные иллюстрации и описание следует рассматривать только как иллюстративные сведения или сведения, приведенные в качестве примера, но не ограничивающие объем изобретения. Настоящее изобретение не ограничено раскрытыми вариантами осуществления.
Вариации раскрытых вариантов осуществления могут быть предложены и эффективно осуществлены специалистом в данной области техники при практическом использовании заявленного изобретения, в результате изучения чертежей, описания и прилагаемой формулы изобретения. В формуле изобретения слово «содержащий» не исключает использования других шагов или элементов, и неопределенные артикли «а» или «an» не исключают множественности. Простой факт того, что определенные меры процитированы во взаимно различных зависимых пунктах формулы изобретения, не указывает на то, что сочетание этих мер не может быть с успехом использовано. Любые номера позиций, указанные в формуле изобретения, не следует рассматривать как ограничивающие объем настоящего изобретения.
Следует отметить, что устройство согласно настоящему изобретению может быть устройством любого типа, содержащим металлическую пластину с зольгелиевым покрытием, нанесенным на нее. Осуществимыми примерами устройства согласно настоящему изобретению являются бытовые электроприборы, такие как утюги, грили, рисоварки или кастрюли и сковородки, и электроприборы для личной гигиены, такие как устройства для завивки волос, для распрямления волос, депиляторы или бритвы.
Настоящее изобретение может быть, в общем, описано следующим образом: Устройство содержит металлическую пластину 4 и элемент 2 для поддержания металлической пластины 4, где часть 5 металлической пластины 4 закатана вокруг поддерживающего элемента 2; а металлическая пластина 4 покрыта зольгелиевым покрытием, имеющим толщину в диапазоне от 25 мкм до 60 мкм. В процессе изготовления устройства металлическую пластину 4 прикрепляют к поддерживающему элементу 2 посредством подвергания, по меньшей мере, части металлической пластины 4 процессу механической деформации, где зольгелиевое покрытие наносят на металлическую пластину 4 до прикрепления этой пластины 4 к поддерживающему элементу 2. Испытания подтвердили, что можно получить относительно толстый слой покрытия, и осуществить механическую деформацию, по меньшей мере, части 5 металлической пластины 4, на которую нанесено покрытие, без возникновения трещин в покрытии.
| название | год | авторы | номер документа |
|---|---|---|---|
| УТЮГ, СОДЕРЖАЩИЙ КОРПУС И МЕТАЛЛИЧЕСКУЮ ПОДОШВУ, НАСАЖЕННУЮ НА КОРПУС | 2015 |
|
RU2677079C2 |
| ПОДОШВА УТЮГА | 2007 |
|
RU2417280C2 |
| ПОДОШВА ДЛЯ УТЮГА | 2007 |
|
RU2420620C2 |
| ГЛАДИЛЬНАЯ СИСТЕМА С ПОКРЫТИЕМ, УСИЛИВАЮЩИМ ПАРООБРАЗОВАНИЕ | 2017 |
|
RU2707007C1 |
| ГЛАДИЛЬНАЯ ПОДОШВА, УСТРОЙСТВО ДЛЯ ГЛАЖЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ГЛАДИЛЬНОЙ ПОДОШВЫ | 2009 |
|
RU2497994C2 |
| ГЛАДИЛЬНЫЙ БАШМАК | 2007 |
|
RU2444584C2 |
| ГЛАДИЛЬНАЯ ПРОКЛАДКА | 2007 |
|
RU2423569C2 |
| ГЛАДИЛЬНЫЙ АППАРАТ, СОДЕРЖАЩИЙ ПАРОГЕНЕРАТОРНОЕ ОСНОВАНИЕ И УТЮГ, СОЕДИНЕННЫЕ ДРУГ С ДРУГОМ ПАРОПРОВОДОМ | 2014 |
|
RU2655597C2 |
| ПОКРЫТАЯ ГЛАДИЛЬНАЯ ПЛАСТИНА И СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТОЙ ГЛАДИЛЬНОЙ ПЛАСТИНЫ | 2016 |
|
RU2664224C1 |
| ГЛАДИЛЬНЫЙ БАШМАК С ТЕПЛОПРОВОДЯЩЕЙ ВЫСТУПАЮЩЕЙ КОНСТРУКЦИЕЙ | 2019 |
|
RU2741891C1 |
Утюг содержит металлическую пластину (4) из нержавеющей стали и подошву из алюминия, отлитого под давлением (2), для поддержания пластины (4). Часть (5) пластины (4) закатана вокруг подошвы (2). Пластина (4) покрыта зольгелиевым покрытием, толщина которого составляет в диапазоне от 25 мкм до 60 мкм. В процессе изготовления утюга металлическую пластину (4) прикрепляют к подошве (2) посредством механической деформации, а зольгелиевое покрытие наносят на пластину (4) до прикрепления пластины (4) к подошве (2). Соединение пластины с подошвой не вызывает возникновения трещин в покрытии. 2 н. и 9 з.п. ф-лы, 3 ил.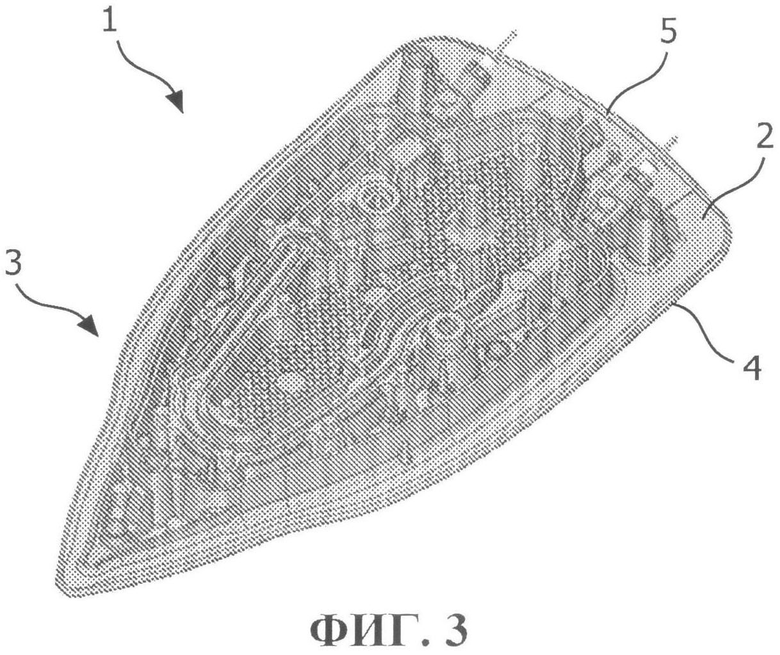
1. Утюг, содержащий пластину (4) из нержавеющей стали и подошву (2) для поддержания пластины (4) из нержавеющей стали, в котором пластина (4) из нержавеющей стали покрыта зольгелиевым покрытием, при этом толщина покрытия составляет от 25 до 60 мкм, отличающийся тем, что часть (5) пластины (4) из нержавеющей стали закатана вокруг подошвы (2).
2. Утюг по п.1, в котором толщина покрытия составляет меньше 50 мкм.
3. Утюг по п.1, в котором край (5) пластины (4) из нержавеющей стали закатан вокруг подошвы (2).
4. Утюг по п.1, в котором теплопроводный материал расположен между пластиной (4) из нержавеющей стали и подошвой (2).
5. Утюг по п.1, в котором подошва (2) изготовлена из алюминия, отлитого под давлением.
6. Способ изготовления утюга по п.1, в котором обеспечивают пластину (4) из нержавеющей стали и подошву (2) для поддержания пластины (4) из нержавеющей стали, согласно которому пластину (4) из нержавеющей стали прикрепляют к подошве (2) посредством подвергания, по меньшей мере, части (5) пластины (4) из нержавеющей стали процессу механической деформации, при этом до прикрепления пластины (4) из нержавеющей стали к подошве (2) на пластину (4) из нержавеющей стали наносят зольгелиевое покрытие, толщина которого составляет от 25 до 60 мкм.
7. Способ по п.6, в котором наносят покрытие, толщина которого составляет меньше 50 мкм.
8. Способ по п.6, в котором пластину (4) из нержавеющей стали снабжают загнутым краем (5), при этом загнутый край (5) закатывают вокруг подошвы (2).
9. Способ по п.6, в котором до нанесения зольгелиевого покрытия на металлическую пластину (4) из нержавеющей стали пластину (4) из нержавеющей стали подвергают, по меньшей мере, одной предварительной обработке, такой как пескоструйная обработка или отжиг.
10. Способ по п.6, в котором до прикрепления пластины (4) из нержавеющей стали к подошве (2) теплопроводный материал укладывают на поверхность подошвы (2), которую надлежит накрыть пластиной (4) из нержавеющей стали.
11. Способ по п.6, в котором обеспечивают подошву (2) в виде блока из алюминия, отлитого под давлением.
| Способ поддержания оптимального вакуума в молокопроводной системе доильной установки | 1974 |
|
SU640714A1 |
| 0 |
|
SU200647A1 | |
| US 2003074814 A1, 24.04.2003 | |||
| УТЮГ С САМООЧИЩАЮЩЕЙСЯ ПОДОШВОЙ | 2002 |
|
RU2283389C2 |
| WO 9813544 A1, 02.04.1998. | |||

