Настоящее изобретение касается способа и устройства спектрального анализа слоя металлического покрытия, наносимого на поверхность стальной полосы, охарактеризованных в ограничительных частях пунктов 1 и 2 формулы изобретения.
В частности, изобретение относится к контролю за качеством металлического покрытия, наносимого методом погружения на непрерывно движущуюся металлическую полосу, например, покрытия из цинкового сплава, прошедшего обработку легированием.
Цинкование погружением непрерывно движущегося стального полосового проката является известной технологией. Она в основном содержит два варианта, в одном из которых полосу, выходящую из цинковальной печи, опускают под углом в ванну жидкого цинка и отклоняют вертикально вверх при помощи ролика, погруженного в упомянутую ванну жидкого цинка. В другом варианте полосу отклоняют вертикально вверх на выходе из печи и затем перемещают в вертикальном канале, содержащем расплавленный цинк, удерживаемый за счет магнитной левитации.
Кинетика формирования этого покрытия хорошо известна специалистам и раскрыта во многих публикациях, в том числе “Modeling of galvanizing reactions” Georgi et al., “La Revue de Métallurgie - CIT”, октябрь 2004 г. Согласно этому источнику, при контакте жидкой смеси покрытия с полосой происходит растворение железа из стальной полосы, которое, с одной стороны, участвует в формировании на поверхности полосы комбинированного слоя соединения Fe2Al3Znx толщиной около 0,1 мкм и, с другой стороны, диффундирует в направлении ванны жидкого металла, пока не образуется сплошной слой Fe2Al3Znx. Слой Fe2Al3Znx служит подложкой для защитного слоя цинка, тогда как растворенное железо способствует образованию в жидкой смеси осаждений, состоящих из Fe, Al и Zn и называемых «штейнами» или «дроссами».
Нанесение покрытий из металлического сплава на основе цинка на стальные полосы применяют во многих вариантах, таких как автомобильные кузова, электробытовые приборы, строительство. Многие покрытия различаются по своему составу и по возможным видам обработки после нанесения на полосу.
Один из них, в частности, представляет собой так называемую обработку «легирования» посредством нагрева, которая за счет диффузии обеспечивает образование сплава между железом стали и цинком покрытия. Этот тип покрытия обычно называют аббревиатурой “GA” или термином «гальваннил». GA-цинкование обеспечивает хорошую защиту стали от коррозии, и некоторые отдельные качества, такие как пористость и текстура поверхности, улучшают ее способность к окрашиванию, поскольку улучшают сцепление, и облегчают электродуговую сварку содержащих покрытие полос. По этим причинам его в основном применяют в автомобильной промышленности.
Сплав железо-цинк GA-покрытия может представлять собой несколько фаз разного состава и с разными ячейками кристаллической решетки. Как показали исследования, чтобы покрытие имело оптимальные характеристики способности к штамповке и к окрашиванию, содержание железа на поверхности покрытия должно быть незначительным, но вместе с тем и не нулевым.
Многие параметры могут влиять на микроструктуру слоя гальваннила: химический состав полосы и химический состав цинковальной ванны, шероховатость поверхности полосы, температура цинковальной ванны и особенно температура в печи легирования и скорость прохождения полосы.
Были проведены исследования для определения средств отслеживания изменения содержания цинка, железа и алюминия в толще покрытий гальваннила, чтобы лучше понять влияние каждого параметра и обеспечить контроль за качеством полос с покрытием. Было предложено насколько методов построения профиля концентрации элементов сплавов на образцах полос с покрытием, в том числе спектральный анализ типа “Glow discharge optical emission spectroscopy LIBS” или типа “Laser induced breakdown spectroscopy LIBS”.
В документе WO 00/08446 представлены принципы такого лазерно-абляционного анализа (LIBS), а в документе US 2003/0016353 предложены некоторые усовершенствования с целью повышения точности измерений.
Однако описанные методы анализа характеризуются трудностями применения при работе в реальном времени на линии цинкования, где полоса движется со скоростью, достигающей более 3 метров в секунду.
Действительно, как известно, способ LIBS использует взаимодействие лазера и материала для нагрева анализируемой мишени до очень высокой температуры и для получения спектральных линий, характерных для нагретого материала в облучаемой точке полосы. Импульсный лазер облучает при этом мишень в течение очень короткого времени, порядка 10 наносекунд с энергией в несколько десятков миллиджоулей, сфокусированной на очень малой площади. Образуется микроплазма, которая испускает континуум излучений, и несколько микросекунд спустя появляются первые спектральные линии, характерные для материала, образующего мишень, то есть для покрытия полосы. Спектрометр осуществляет спектральный анализ излучаемого света во временном окне измерения, расположенном в пределах микросекунд, следующих за лазерным импульсом, когда фоновой шум континуума в достаточной степени ослабнет.
Однако в течение всего одной микросекунды промежутка между лазерным импульсом и измерением спектрометра и при скорости движения порядка 3 метров в секунду полоса и, следовательно, мишень перемещаются на 3 миллиметра. Для осуществления измерения на подвижной мишени специалист должен предусмотреть смещение положения между осью лазерного облучения и оптической осью измерительного устройства, чего очень сложно добиться с достаточной точностью, тем более что скорость движения полосы во время цинкования может меняться в больших пределах в зависимости от толщины упомянутой полосы, от мощности нагрева цинковальной печи, от толщины предусматриваемого покрытия, от производительности устройств для обдувки жидкого покрытия.
Кроме того, вибрации или деформации, характерные для полосы или для траектории ее движения, делают упомянутое измерение очень неточным, учитывая, что точность локального облучения необходима в интервале в несколько микрон. Для этого в статье “New approach to online monitoring of the Al depth profile of the hot galvanized sheet steel using LIBS”, H. Balzer et al., 29.03.2006, Springer Verlag 2006 представлен пример системы с применением комплексной компенсации вибрации. В этой же статье указано, что эта система адаптирована для низких допустимых скоростей движения полосы (менее 1 м/с), тогда как в промышленном процессе требуемые скорости могут составлять от 3 до 4 м/с. Следовательно, такая система по своим возможностям не может компенсировать возникающие при этом вибрации.
Задачей настоящего изобретения является обеспечение измерения при спектральном анализе слоя металлического покрытия, наносимого на поверхность стальной полосы, при этом упомянутое измерение производят с учетом того, что упомянутая полоса находится в движении. Следует отметить, что полоса может иметь разные форматы или разные скорости движения, потенциально превышающие 1м/с. Такое измерение становится возможным за счет применения способа, представленного в пункте 1 формулы изобретения. Предложено также устройство для реализации упомянутого способа в нескольких зависимых пунктах, раскрывающих несколько предпочтительных вариантов в соответствии с изобретением. Наконец, в зависимых пунктах формулы изобретения предложены также варианты использования упомянутого устройства в соответствии с настоящим изобретением.
Таким образом, объектом настоящего изобретения является способ спектрального анализа слоя металлического покрытия, наносимого на поверхность стальной полосы, отличающийся тем, что содержат следующие этапы:
- упомянутую полосу приводят в движение по дугообразной траектории на наружной поверхности вращающегося барабана с цилиндрической стенкой, контактно направляющей полосу,
- так называемый абляционный лазерный луч направляют в полость внутри цилиндрической стенки таким образом, чтобы его оптическое падение происходило по оси, являющейся осью нормали к наружной поверхности барабана в точке-мишени контакта полосы и барабана, при этом прохождение упомянутого луча через стенку происходит через отверстие стенки, прозрачное для луча,
- плазменное спектральное излучение от лазерной абляции в точке контакта отбирают за счет оптического отражения в направлении оси нормали к наружной поверхности барабана и через отверстие, после чего направляют в блок спектрального измерения,
- ось нормали к наружной поверхности, адаптированной к оптическому падению и отражению, приводят во вращение синхронно с барабаном.
Предпочтительно барабан может быть ведущим или несущим барабаном любого типа, таким как барабан, вращающий полосу, или направляющий барабан, вращаемый полосой. Главное, чтобы в ходе способа измерения в соответствии с настоящим изобретением полоса оставалась в контакте на участке дуги окружности (например, 90°), чтобы точка-мишень облучения лазером находилась точно на пересечении наружной поверхности барабана и покрытия полосы. Таким образом, устраняют любой риск измерения за пределами требуемого поля, так как любая вибрация движущейся полосы полностью ослабляется. Барабан производит естественное натяжение, способствуя идеальному прилеганию полосы к наружной поверхности упомянутого барабана. Тем не менее, для этой цели можно добавлять вспомогательные системы натяжения полосы на барабане.
Этот способ можно осуществлять при помощи простого устройства, которое может иметь множество вариантов выполнения, облегчающих, в частности, его установку на уровне барабанов в линии обработки стальной полосы.
В частности, устройство для осуществления способа в соответствии с настоящим изобретением, предназначенного для спектрального анализа слоя металлического покрытия, наносимого на поверхность стальной полосы, отличается тем, что содержит:
- излучатель так называемого абляционного лазерного луча, приемник плазменного спектрального излучения;
- первый оптический путь, находящийся на выходе излучателя и предназначенный для направления абляционного лазерного луча в полость барабана и содержащий оптическое направляющее средство для направления падения упомянутого луча в точку-мишень контакта,
- второй оптический путь, находящийся на входе приемника и предназначенный для отбора плазменного спектрального излучения через упомянутое оптическое направляющее средство,
- по меньшей мере, оптическое направляющее средство может вращаться за счет механически синхронной связи с вращением барабана.
Для обеспечения падения лазерного луча, а также оптического отражения плазменного излучения оптическое направляющее средство может содержать дихроичное зеркало с наклоном 45° относительно оси нормали и оси вращения барабана. Благодаря этому зеркалу, можно придавать направление падающему лучу по оси нормали, а также придавать направление оптически отраженному лучу, что позволяет использовать только один оптический путь по оси нормали. Следовательно, дихроичное зеркало, по меньшей мере, располагают на оси нормали.
Предпочтительно первый оптический путь может содержать световод, такой как оптическое волокно или воздуховод, которые позволяют лучше распределять, то есть направлять в точку-мишень падающий свет и направлять обратно свет, излучаемый плазмой, напрямую или через дихроичное зеркало соответственно за счет отражения и/или пропускания. Можно также реализовать вариант устройства, заменив дихроичное зеркало на полностью отражающее зеркало.
Аналогично, второй оптический путь может содержать световод, такой как оптическое волокно или воздуховод, чтобы направлять луч плазменного излучения в приемник.
В качестве альтернативы дихроичному зеркалу, установленному внутри полости барабана (на оси нормали), первый и второй оптические пути могут содержать, по меньшей мере, одно оптическое волокно, содержащее изгиб под 90°, в качестве оптического направляющего средства, ограничивая, таким образом, зону волокна, проходящую вдоль оси вращения барабана, и зону волокна, проходящую вдоль оси нормали к точке-мишени контакта.
Однако наиболее предпочтительным является расположение дихроичного зеркала за пределами полости барабана таким образом, чтобы разделить два луча, выходящие из излучателя и входящие в приемник, если для них предусмотрено только одно волокно (или один пучок из нескольких волокон) с одной стороны барабана.
Устройство в соответствии с настоящим изобретением можно гибко адаптировать в зависимости от многочисленных требований предусматриваемых конфигураций. Действительно, по меньшей мере, излучатель и/или приемник можно расположить за пределами внутренней полости барабана. Это позволяет легко установить инструмент типа LIBS без существенного и сложного вмешательства в полость барабана. В этом случае необходимо предусмотреть оптические (коллиматоры, линзы…) или механические (поворотные шарниры) переходы для обеспечения энергетической связи этих элементов и/или оптической связи в зависимости от того, вращается или не вращается LIBS (излучатель и/или приемник) вместе с барабаном.
Действительно, можно предусмотреть, чтобы излучатель и/или приемник был синхронно связан во вращении с оптическим направляющим средством, в частности, когда он расположен в полости барабана, и в этом случае его также соединяют с электрической связью через поворотный шарнир, в идеале для питания энергией, для сигнализации управления и/или контроля.
Отверстие на части барабана, называемой обечайкой, содержит иллюминатор из материала, оптически прозрачного или проницаемого для абляционного лазерного луча и для плазменных спектральных излучений, индуцируемых абляцией. Это позволяет избежать появления следов на стороне полосы и ее покрытия, входящей в контакт с поверхностью барабана во время ее прохождения перед окном облучения, выполненном в обечайке барабана, которое оборудовано упомянутым иллюминатором, наружная поверхность которого сопрягается с краями отверстия в виде окна.
Устройство для осуществления способа в соответствии с настоящим изобретением можно применять для разных целей, в частности, для химического анализа поверхности покрытия стальной полосы, движущейся по барабану, на выходе процесса цинкования.
В этой связи можно предусмотреть очень точное многократное измерение, практически непрерывное (с учетом высокой частоты лазерных импульсов), при этом упомянутое измерение становится возможным за счет того, что, даже если мишень вращается в контакте с барабаном, точка облучения остается одной и той же в системе координат, связанной с барабаном, поскольку она перемещается по дуге контакта (определенной в неподвижной системе координат на земле, например, с углом 90° на 360° барабана).
В частности, опыт показал, что для такого варианта использования устройства предпочтительной является следующая последовательность этапов способа:
- излучение последовательных во времени импульсов абляционного лазерного луча на разных глубинах полосы в одну точку контакта движущейся полосы с вращающимся барабаном, при этом упомянутую точку можно рассматривать как мишень облучений,
- запуск измерений химического анализа, связанных с каждым из облучений упомянутой точки-мишени.
По меньшей мере, одно из абляционных лазерных облучений осуществляют по глубине:
а) от 0 до 3 микрометров от наружной поверхности покрытия полосы, в идеале от 1 до 2 микрометров;
b) по толщине, близкой к 40-60% толщины покрытия,
с) по толщине, близкой к 90-95% толщины покрытия.
Понятно, что эти параметры можно адаптировать в зависимости от формата и характеристик полосы и ее покрытия. В частности, поскольку измерение обеспечивает точный спектральный анализ, способ в соответствии с настоящим изобретением позволяет автономно определить, с учетом наличия или отсутствия искомого элемента в покрытии, следует ли произвести новое более или менее глубокое облучение.
Устройство для осуществления способа в соответствии с настоящим изобретением можно также использовать для управления параметрами, влияющими на регулировку установки для процесса цинкования и на регулировку печи для легирования, установленной на выходе установки цинкования. Действительно, поскольку химический анализ получаемого покрытия является очень надежным, он может также служить индикатором расхождений между упомянутым получаемым покрытием и желаемым покрытием, а также позволяет адаптировать регулировку установок для нанесения покрытия, чтобы свести к минимуму эти расхождения.
Устройство для осуществления способа в соответствии с настоящим изобретением можно также использовать в варианте для контроля в реальном времени рабочих данных процесса цинкования по отношению к контрольным данным. Действительно, поскольку аналитическое измерение осуществляют на движущейся полосе, которую нет необходимости замедлять или останавливать, можно реализовать контур регулировки в реальном времени.
Наконец, устройство для осуществления способа в соответствии с настоящим изобретением можно также использовать для выдачи сценариев эффективного управления в зависимости от выбранных параметров, чтобы обеспечить получение рабочих данных в пределах допуска контрольных данных. Таким образом, способ в соответствии с настоящим изобретением становится еще более автономным, чтобы получать покрытия, характеристики которых требуют точных допусков.
В частности, использование устройства для управления установкой цинкования погружением непрерывно движущихся стальных полос отличается применением осуществляемых на нескольких глубинах измерений содержания некоторых элементов сплава покрытия, например, таких как железо, алюминий и цинк, при этом измерения производят на движущейся полосе при помощи устройства лазерно-абляционного спектрометрического анализа. Для этого данные, собираемые устройством анализа, использует система автоматов управления установкой цинкования, чтобы управлять мощностью нагрева печи легирования, в частности, в зависимости от скорости движения полосы.
С другой стороны, данные, собираемые устройством анализа, передаются в систему оптимизации процесса, так же, как и другие регистрируемые или измеряемые данные, такие как формат, химический состав, шероховатость поверхности полосы, химический состав и температура цинковальной ванны, мощность печи легирования, скорость движения полосы.
Эта система оптимизации процесса может определять соответствие рабочих данных процесса с заранее определенной зоной стабильной и оптимальной работы установки. Эта рабочая зона может быть, например, огибающей зоной возможных скоростей движения полосы в зависимости от всех других параметров.
Таким образом, эта же система оптимизации может предлагать возможные сценарии улучшения характеристик процесса внутри упомянутой зоны стабильной и оптимальной работы. Эти сценарии основаны на стратегиях адаптивного контроля, которые могут быть аналогичными стратегиям системы автоматов управления установкой.
Далее следует описание примеров, иллюстрирующих различные объекты изобретения, со ссылками на прилагаемые чертежи, на которых:
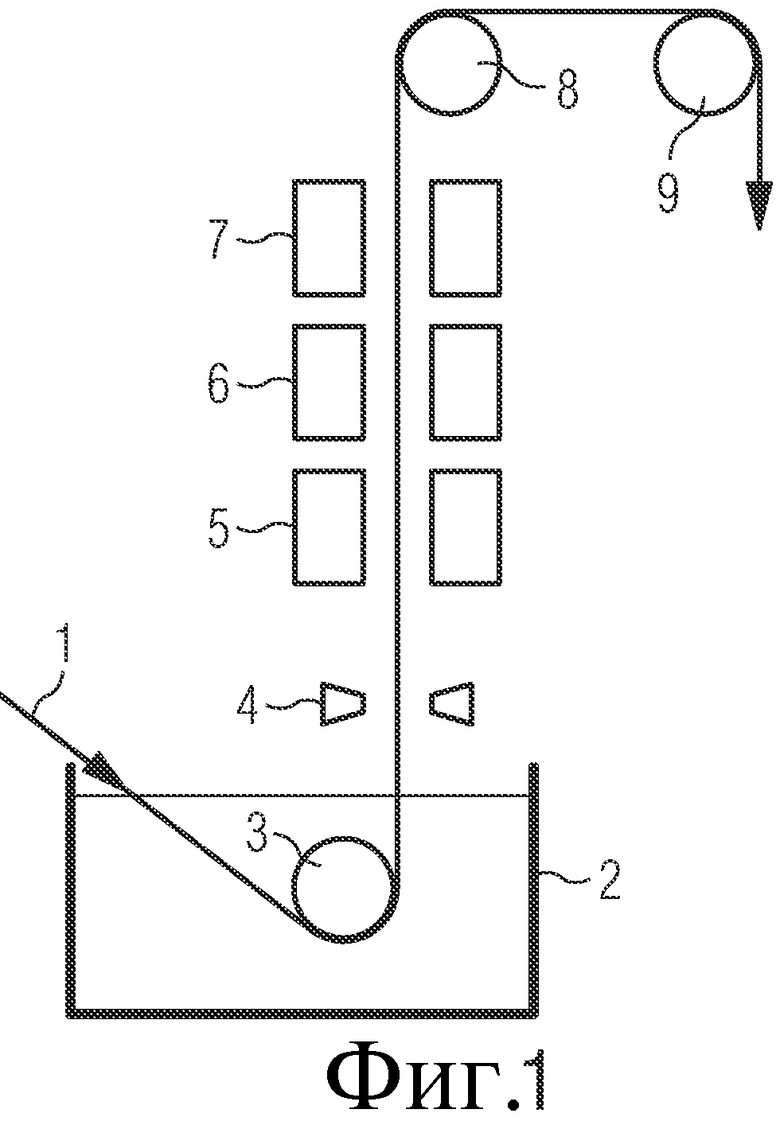
Фиг. 1 - общая схема цинкования методом погружения движущейся стальной полосы.
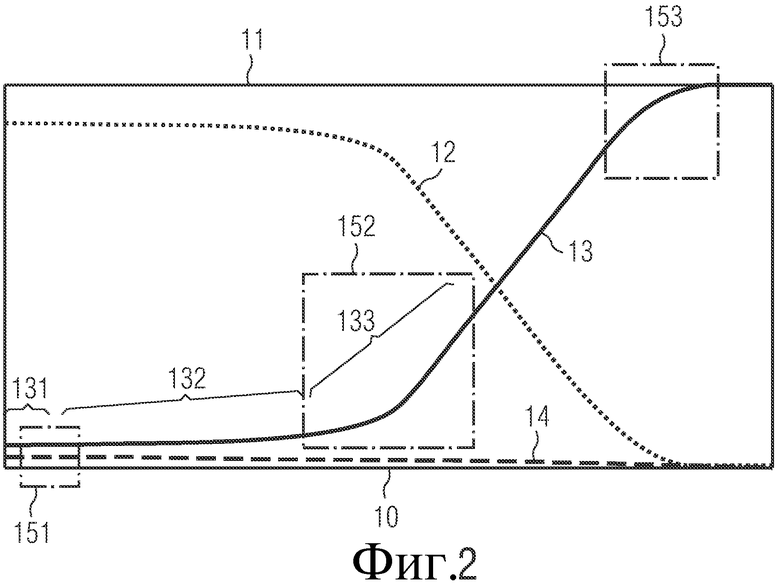
Фиг. 2 - график изменений значений содержания цинка, железа и алюминия в покрытии типа GA.
Фиг. 3А - устройство химического анализа согласно первому варианту выполнения изобретения.
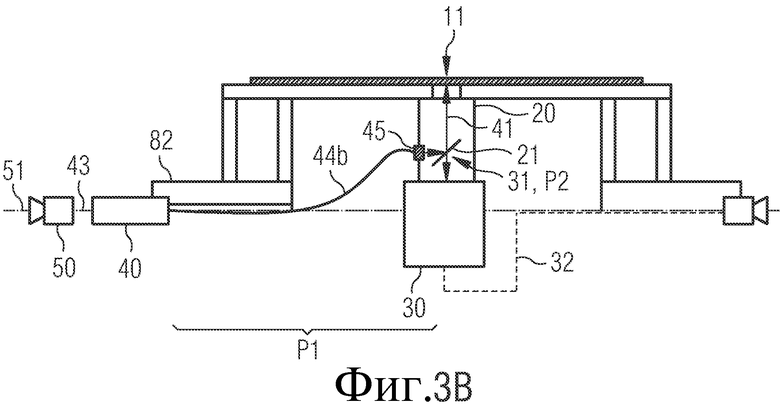
Фиг. 3В - устройство химического анализа согласно второму варианту выполнения изобретения.
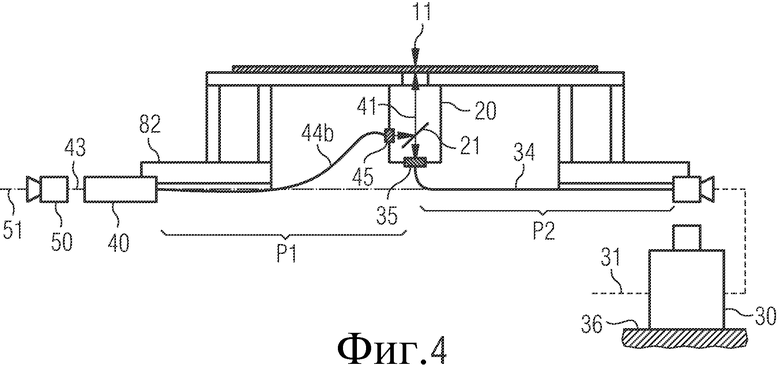
Фиг. 4 - устройство химического анализа согласно третьему варианту выполнения изобретения.
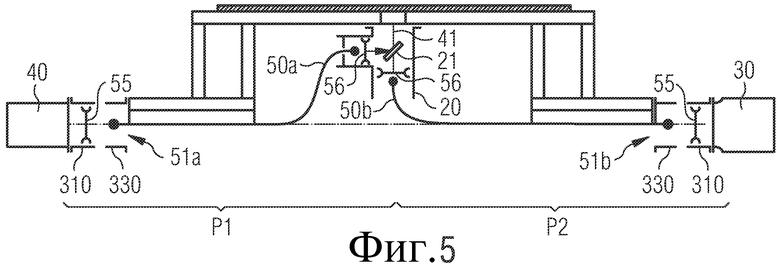
Фиг. 5 - устройство химического анализа согласно четвертому варианту выполнения изобретения.
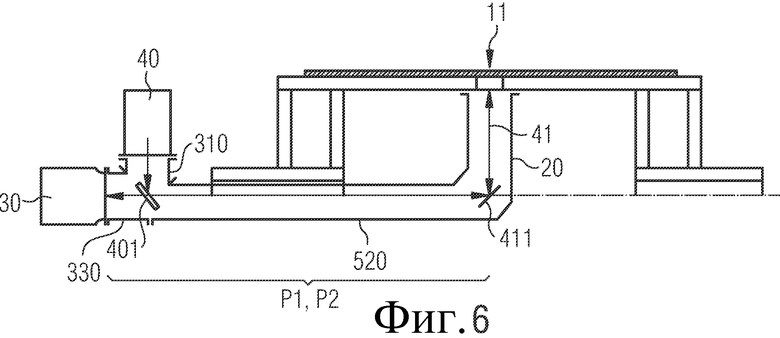
Фиг. 6 - устройство химического анализа согласно пятому варианту выполнения изобретения.
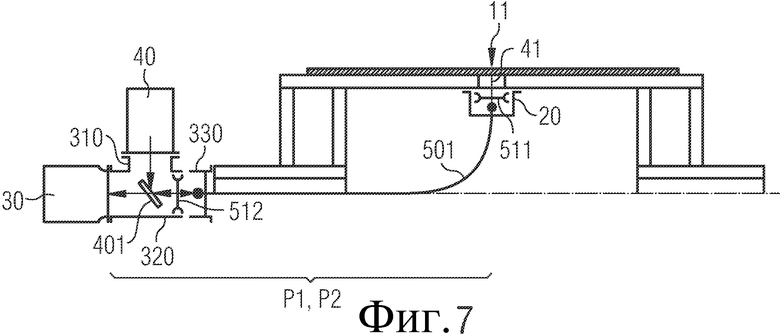
Фиг. 7 - устройство химического анализа согласно шестому варианту выполнения изобретения.
На фиг. 1 показана общая схема цинкования методом погружения движущейся стальной полосы (1): полосу (1), поступающую из цинковальной печи, погружают в жидкую цинковальную ванну (2) и отклоняют в вертикальном направлении барабаном (3), погруженным в ванну. Затем полоса последовательно проходит перед устройством (4) обдувки жидкой пленки, в устройстве (5) индукционного нагрева, в устройства (6) выдержки при температуре легирования и в устройстве (7) охлаждения, где пленка покрытия затвердевает. Затем полоса частично наматывается вокруг первого отклоняющего барабана (8), затем вокруг второго барабана, после чего происходят операции трансформации и намотки в оцинкованные рулоны.
На фиг. 2 в качестве примера представлен график изменения содержания цинка, железа и алюминия покрытия типа GA: ось абсцисс (10) показывает изменение глубины в покрытии, при этом поверхность упомянутого покрытия находится на пересечении с осью ординат (11), на которой показаны изменения содержания различных элементов - цинка, железа и алюминия: кривая (12) характеризует изменение содержания цинка, кривая (13) - изменение содержания железа, и кривая (14) - изменение содержания алюминия. Первый интервал (131) с небольшими изменениями глубины кривой (13) соответствует присутствию первой фазы сплава железо/цинк, называемой фазой типа ζ, второй интервал (132) со средними изменениями глубины соответствует второй так называемой фазе типа δ, и третий интервал (133) соответствует третьей так называемой фазе типа Г. В соответствии с каждой из фаз первая рамочная зона (151) графика соответствует приоритетной зоне первого лазерного абляционного облучения, и аналогично вторая и третья рамочные зоны (152, 153) соответствуют приоритетным зонам облучений, следующих за первым.
При помощи этого графика можно определить контрольные параметры для осуществления способа в соответствии с настоящим изобретением или для использования соответствующего ему устройства.
На фиг. 3А показано устройство химического анализа согласно первому варианту выполнения изобретения, позволяющее применять вышеуказанный способ, предназначенный для спектрального анализа слоя металлического покрытия, наносимого на поверхность стальной полосы (1), при этом:
- упомянутую полосу приводят в движение по дугообразной траектории на наружной поверхности (813) барабана (8), вращающегося вокруг оси (51), с цилиндрической стенкой, контактно направляющей полосу,
- так называемый абляционный лазерный луч направляют в полость внутри цилиндрической стенки таким образом, чтобы его оптическое падение происходило по оси, являющейся осью нормали (41) к наружной поверхности барабана в точке-мишени (11) контакта полосы и барабана, при этом прохождение упомянутого луча через стенку происходит через отверстие (811) стенки, прозрачное для луча,
- плазменное спектральное излучение от лазерной абляции в точке контакта отбирают за счет оптического отражения в направлении оси нормали (41) к наружной поверхности барабана и через отверстие, после чего направляют в блок спектрального измерения,
- ось нормали к наружной поверхности, адаптированной к оптическому падению и отражению, приводят во вращение синхронно с барабаном.
Для этого показанное устройство содержит:
- излучатель (40) так называемого абляционного лазерного луча, приемник (30) плазменного спектрального излучения;
- первый оптический путь (Р1), находящийся на выходе излучателя и предназначенный для направления абляционного лазерного луча в полости барабана и содержащий оптическое направляющее средство (20) для направления падения упомянутого луча в точку-мишень (11) контакта,
- второй оптический путь (Р2), находящийся на входе приемника и предназначенный для отбора плазменного спектрального излучения через упомянутое оптическое направляющее средство (20),
- по меньшей мере, оптическое направляющее средство (20) может вращаться за счет механически синхронной связи с вращением барабана (8, 81, 82, 83), по поверхности (813) обечайки (81, 812, 813) которого движется полоса.
Таким образом, полоса (1) частично наматывается на дуге окружности барабана (8), содержащего обечайку (81) и две (опорные) оси (82) вращения, соединенные на каждом из своих концов с соединительными фланцами (83). В обечайке открыто окно, образующее отверстие (811). Оптическое устройство, являющееся направляющим средством (20) и прилегающее к первому оптическому пути (Р1) в виде воздуховода (44а), расположено перпендикулярно к внутренней поверхности (812) обечайки (81) и направляет импульс лазерного луча, выходящего из излучателя (40), на поверхность полосы (1), входящую в контакт с наружной поверхностью (813) обечайки (81), через окно (811). Это оптическое устройство содержит дихроичное зеркало (21), которое направляет падение выходящего из излучателя (40) лазерного луча на точку-мишень (11) и пропускает назад по второму оптическому пути (Р2) в виде воздуховода (31) излучаемый плазмой световой луч в спектрометрическое устройство, то есть в приемник (30). Оптическое устройство дополнено фокусирующими линзами и элементами (не показаны), необходимыми для крепления устройств абляции и анализа. Излучатель (40) и приемник (30) соответственно соединены проводами (42, 32), связывающими их с поворотным шарниром (50), который, в свою очередь, соединен с неподвижным проводом, внешним по отношению к барабану и подающим на устройства (40, 30) необходимую для их работы энергию, а также переносящим сигналы, управляющие их работой (команды, регулировка, контроль, тревожные сигналы и т.д.).
Таким образом, в качестве оптического направляющего средства это устройство содержит простое дихроичное зеркало, наклоненное под углом 45° относительно оси нормали (41) и оси вращения (51) барабана.
Таким образом, первый и второй оптические пути содержат световод, физически выполненный в виде простого воздуховода в направляющем средстве (20).
Отверстие (811) содержит иллюминатор, выполненный из материала, оптически прозрачного для абляционного лазерного луча и для плазменных спектральных излучений.
Следует отметить, что в этом варианте выполнения и излучатель, и приемник расположены во внутренней полости барабана и неподвижно соединены с барабаном для обеспечения синхронного вращения оси нормали (41).
Вместе с тем, необходимо, чтобы, по меньшей мере, только излучатель и/или приемник был соединен с возможностью синхронного вращения с оптическим направляющим средством, в частности, когда он находится в полости барабана, и в этом случае его также соединяют с электрической линией (42, 32) с поворотным шарниром (50), в идеале для энергетического питания, сигнализации управления и/или контроля и т.д.
Этот последний признак, являющийся альтернативой фиг. 3А, показан на фиг. 3В, где приемник (30) расположен в полости, такой как показана на фиг. 3А, тогда как излучатель (40) находится за пределами полости, например, на одном из концов барабана. При этом излучатель (40) может быть механически связан с осью (51) вращения барабана и совершает, таким образом, движение вращения синхронно с барабаном. В этом случае первый оптический путь (Р1) содержит световод, который физически может быть выполнен в виде оптического волокна (44b), связанного с направляющим средством (20), или в виде воздуховода (не показан), если дихроичное зеркало (21) в направляющем средстве (20) альтернативно помещено на оси (51) вращения, что позволяет улавливать падающий луч, выходящий из излучателя (40), и отклонять его в точку-мишень (11). Таким образом, это устройство химического анализа согласно второму варианту выполнения изобретения предусматривает, чтобы излучатель и приемник тоже совершали синхронное вращение с барабаном и с осью нормали (41).
Наконец, тоже альтернативно фиг. 3А и аналогично расположению излучателя на фиг. 3В, излучатель и приемник (40, 30) могут быть оба расположены за пределами полости барабана. Излучатель и приемник на концах можно, таким образом, объединить (или не объединять в зависимости от выбранных на концах оптических средств и от выбранного механического монтажа) в синхронном вращении с осью барабана.
Похожее расположение выбрано для устройства согласно третьему варианту выполнения, представленному на фиг. 4. Излучатель и приемник связаны соответственно через первый или второй оптические пути (Р1, Р2), содержащие оптическое волокно (44b, 34), с направляющим средством (20), обеспечивающим направление падения и отражения световых лучей от выхода оптического волокна (44b) для падения или к входу оптического волокна (34) для отражения. Синхронное вращение с барабаном и осью нормали (41) совершает только излучатель (40), как на фиг. 3В. Приемник (30) расположен без возможности вращения за пределами полости, и его оптический вход, в который заходит второй оптический путь (Р2) (содержащий оптическое волокно 34), предусматривает, в случае необходимости, вращающееся соединение на конце оптического волокна.
На фиг. 5 показан четвертый вариант выполнения устройства, частично основанный на фиг. 4 в том, что первый и второй оптические пути (Р1, Р2) содержат соответственно оптическое волокно (50а, 50b), выходящее на направляющее средство (20), оборудованное дихроичным зеркалом (21) и оптическими средствами (56) связи волокон и установленное перед отверстием обечайки в направлении точки-мишени облучения. В отличие от фиг. 4 оптические волокна (50а, 50b), образующие оптические пути (Р1, Р2), совершают синхронное вращение (совместно) с барабаном и их входом или выходом на концах оси барабана. Они расположены, например, в одном из двух устьев (51а, 51b) удержания волокна на оси вращения барабана, в которое заходит или из которого выходит световой луч в переходном оптическом средстве (55) связи, соединенном соответственно с излучателем (40) или с приемником (30), которые являются неподвижными относительно земли (то есть не соединены с барабаном и не вращаются) с двух сторон от оси барабана. Можно выполнить средства защиты (310, 330) этой переходной оптической связи воздушного типа, например, при помощи изолирующего патрубка, неподвижно соединенного с барабаном, или с излучателем, или с приемником. Этот вариант выполнения позволяет также избежать установки излучателя и приемника в полости барабана и требует лишь простой электрически и оптически «пассивной» адаптации в упомянутой полости, что упрощает конструктивное выполнение или обслуживание барабана.
На фиг. 6 показан пятый вариант выполнения, аналогичный фиг.5 в том, что излучатель и приемник расположены вне полости барабана, но в данном случае они неподвижно соединены с осью вращения барабана (при помощи средств (310, 330) связи для механического крепления с вращающейся осью барабана аналогично на одном из концов, как на фиг. 6). Вместе с тем, это неподвижное соединение не является обязательным и может быть заменено оптическим средством связи, как на фиг. 5 (где элементы 330, 55 могут быть отсоединены). В этом случае между так называемыми элементами связи (310, 330) и воздуховодом (520) установлен элемент отсоединения от вращения. Следует отметить, что неподвижное соединение излучателя и приемника с барабаном или его осью позволяет полностью компенсировать мешающие работе вибрации. Таким образом, возможное отсоединение этих элементов относительно барабана требует, чтобы средства связи или разъединения обеспечивали достаточную компенсацию вибраций. Это технически возможно, но может усложнить вариант выполнения.
На фиг. 6 излучатель и приемник соединены с одним и тем же оптическим путем вместо первого и второго оптических путей (Р1, Р2), таким как простой воздушный канал (520), предусмотренный в оси вращения барабана. В полости барабана установлено полностью отражающее зеркало (411), обеспечивающее направление оптического падения и отражения на точку-мишень и от точки-мишени (11) и пересекающее воздушный канал под углом 45° к главному направлению воздушного канала (520), параллельному (и идентичному) оси вращения барабана. Дихроичное зеркало (401) установлено за пределами полости барабана и позволяет направлять выходящие и входящие световые лучи между излучателем или между приемником и единым воздушным каналом (520). Благодаря такой конструкции излучатель, приемник и дихроичное зеркало (401) можно установить в виде одного блока с одной стороны барабана (неподвижно соединенного с ним или нет), что облегчает применение и обслуживание барабана, а также самого измерительного устройства. Соединение между единым воздушным каналом (520) и упомянутым блоком может быть вращающимся, чтобы избежать приведения во вращение блока вместе с барабаном.
На фиг. 7 показан шестой вариант выполнения, аналогичный фиг. 6, но в котором полностью отражающее зеркало (элемент 411 на фиг. 6) заменено, по меньшей мере, одним оптическим волокном (501) (с соответствующей полосой пропускания) или пучком оптических волокон, общая полоса пропускания которого адаптирована для передачи и приема падающих или отражаемых лучей в точке-мишени (11) от абляционного лазера, сфокусированного на упомянутую точку при помощи простой линзы (511). Между дихроичным зеркалом (401), внешним по отношению к барабану, и оптическим волокном или пучком оптических волокон располагают коллимационную оптику (512) для его/их оптической связи с излучателем и приемником (40, 30). Аналогично фиг. 6 можно реализовать конфигурацию, содержащую излучатель, приемник и дихроичное зеркало в виде единого блока, чтобы обеспечить соединение, отсоединяемое от вращения барабана.
Способ содержит следующие этапы: стальную полосу с покрытием приводят в движение по дугообразной траектории на наружной поверхности (813) барабана (8), вращающегося вокруг оси (51), с цилиндрической стенкой, контактно направляющей полосу, абляционный лазерный луч направляют в полости внутри цилиндрической стенки таким образом, чтобы его оптическое падение происходило по оси нормали (41) к наружной поверхности барабана в точке-мишени (11) контакта полосы и барабана, прохождение луча через стенку происходит через отверстие (811) стенки, прозрачное для луча. Плазменное спектральное излучение от лазерной абляции в точке контакта отбирают за счет оптического отражения в направлении оси нормали (41) к наружной поверхности барабана и через отверстие, после чего направляют в блок спектрального измерения. Ось нормали (41) к наружной поверхности, соответствующей оптическому падению и отражению, приводят во вращение синхронно с барабаном. Технический результат - обеспечение измерения при спектральном анализе слоя металлического покрытия, наносимого на поверхность стальной полосы, находящейся в движении и имеющей разные форматы и разные скорости движения, потенциально превышающие 1 м/с. 3 н. и 12 з.п. ф-лы, 8 ил.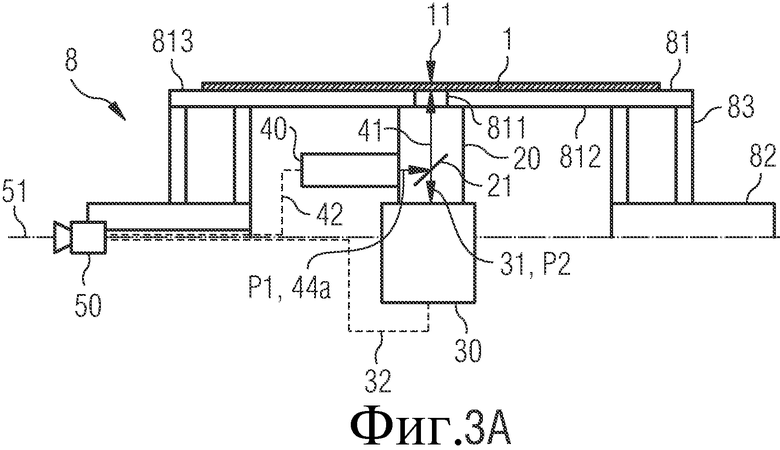
1. Способ спектрального анализа слоя металлического покрытия, наносимого на поверхность стальной полосы (1), отличающийся тем, что содержит следующие этапы:
упомянутую полосу приводят в движение по дугообразной траектории на наружной поверхности (813) барабана (8), вращающегося вокруг оси (51), с цилиндрической стенкой, контактно направляющей полосу,
так называемый абляционный лазерный луч направляют в полости внутри цилиндрической стенки таким образом, чтобы его оптическое падение происходило по оси, являющейся осью нормали (41) к наружной поверхности барабана в точке-мишени (11) контакта полосы и барабана, при этом прохождение упомянутого луча через стенку происходит через отверстие (811) стенки, прозрачное для луча,
плазменное спектральное излучение от лазерной абляции в точке контакта отбирают за счет оптического отражения в направлении оси нормали (41) к наружной поверхности барабана и через отверстие, после чего направляют в блок спектрального измерения,
ось нормали (41) к наружной поверхности, адаптированной к оптическому падению и отражению, приводят во вращение синхронно с барабаном.
2. Устройство для осуществления способа по п.1, предназначенного для спектрального анализа слоя металлического покрытия, наносимого на поверхность стальной полосы, отличающееся тем, что содержит:
излучатель (40) так называемого абляционного лазерного луча, приемник (30) плазменного спектрального излучения;
первый оптический путь (Р1), находящийся на выходе излучателя, предназначенный для направления абляционного лазерного луча в полости барабана и содержащий оптическое направляющее средство (20) для направления падения упомянутого луча в точку-мишень (11) контакта,
второй оптический путь (Р2), находящийся на входе приемника и предназначенный для отбора плазменного спектрального излучения через упомянутое оптическое направляющее средство (20),
по меньшей мере, оптическое направляющее средство (20), которое может вращаться за счет механически синхронной связи с вращением барабана.
3. Устройство по п.2, в котором оптическое направляющее средство (20) содержит зеркало, предпочтительно дихроичное зеркало с наклоном 45° относительно оси нормали и оси вращения барабана.
4. Устройство по п.3, в котором первый оптический путь содержит световод, такой как оптическое волокно (44b, 50а, 501) или воздуховод (44а, 520).
5. Устройство по п.3 или 4, в котором второй оптический путь содержит световод, такой как оптическое волокно (34, 50b, 501) или воздуховод (31, 520).
6. Устройство по п.2, в котором первый и второй оптические пути содержат, по меньшей мере, одно оптическое волокно, содержащее изгиб под 90°, в качестве оптического направляющего средства (20), ограничивая, таким образом, зону волокна, проходящую вдоль оси (51) вращения барабана, и зону волокна, проходящую вдоль оси нормали (41) к точке-мишени контакта.
7. Устройство по п.2, в котором, по меньшей мере, излучатель и/или приемник расположен за пределами внутренней полости барабана.
8. Устройство по п.2, в котором, по меньшей мере, излучатель и/или приемник синхронно связан во вращении с оптическим направляющим средством, в частности, когда он расположен в полости барабана, и в этом случае его также соединяют с электрической линией через поворотный шарнир, в идеале для питания энергией, для сигнализации управления и/или контроля.
9. Устройство по п.2, в котором отверстие (811) содержит иллюминатор из материала, оптически прозрачного для абляционного лазерного луча и для плазменных спектральных излучений.
10. Использование устройства по любому из пп.2-9 для химического анализа поверхности покрытия стальной полосы, движущейся по барабану, на выходе процесса цинкования.
11. Использование по п.10, включающее:
излучение последовательных во времени импульсов абляционного лазерного луча на разных глубинах полосы в одну точку контакта движущейся полосы с вращающимся барабаном, при этом упомянутую точку рассматривают как мишень облучений,
запуск измерений химического анализа, связанных с каждым из облучений упомянутой точки-мишени.
12. Использование по п.11, в котором, по меньшей мере, одно из абляционных лазерных облучений осуществляют по глубине:
от 0 до 3 мкм от наружной поверхности покрытия полосы, в идеале от 1 до 2 мкм;
по толщине, близкой к 40-60% толщины покрытия,
по толщине, близкой к 90-95% толщины покрытия.
13. Использование по любому из пп.10-12 для управления параметрами, влияющими на регулировку установки для процесса цинкования и на регулировку печи для легирования, установленной на выходе установки цинкования.
14. Использование по п.10 для контроля в реальном времени рабочих данных процесса цинкования по отношению к контрольным данным.
15. Использование по п.14 для выдачи сценариев эффективного управления в зависимости от выбранных параметров с целью обеспечения получения рабочих данных в пределах допуска контрольных данных.
| DE 4138157 A1, 27.05.1993 | |||
| US 2007296966 A1, 27.12.2007 | |||
| US 5798832 A, 25.08.1998 | |||
| DE 10361727 B3, 21.07.2005 | |||
| US 2005012244 A1, 20.01.2005. |

