Изобретение относится к области уплотнительной техники, в частности, к узлам уплотнения механизмов, и может быть использовано в различных отраслях машиностроения для герметизации кольцевого зазора между корпусом и поршнем (плунжером, штоком) в гидравлических, пневматических и других устройствах, работающих в условиях возвратно-поступательного движения.
Известно манжетное уплотнение V-образного поперечного сечения (см. RU 2176756, F16J 15/32, 10.12.2001), которое предназначено для герметизации кольцевого зазора в подвижных соединениях с возвратно-поступательным движением. Недостатком конструкции указанного манжетного уплотнения является то, что оно выполнено из волокнистого материала, пропитанного эластичным связующим, при этом в качестве волокнистого материала взят трикотажный материал, выполненный из крученой комбинированной пряжи, содержащей комплексную политетрафторэтиленовую нить в сочетании с хлопчатобумажной, углеродной, стеклянной или синтетической комплексной нитью, имеющей 1-6 сложений. Сам по себе политетрафторэтилен очень устойчив и инертен в обычных условиях, однако при нагревании свыше 200°C он начинает разлагаться с образованием токсичных продуктов, что приводит к повышенному износу при высоких рабочих температурах, определяющему герметизирующую способность уплотнения, и снижению ресурса силового цилиндра.
Задачей изобретения является повышение герметичности подвижных соединений в условиях эксплуатации при высоких рабочих температурах (выше 200°C), надежности, износостойкости и эрозионной стойкости, а также увеличение срока службы манжетного уплотнения.
Технический результат достигается тем, что манжетное уплотнение, выполненное в виде кольца, имеющего V-образное поперечное сечение, сформировано из фольги, содержащей слой терморасширенного графита с равномерно распределенным по его ширине по меньшей мере одним расправленным углеродным жгутом, посредством ее спиральной навивки с последующей подпрессовкой в направлении оси кольца.
Преимущества выполнения манжетных уплотнений из терморасширенного графита (ТРГ) заключаются в том, что теплопроводность ТРГ 100-150 Вт/м·К значительно выше теплопроводности политетрафторэтилена, которая не превышает 2,4 Вт/м·К, что обеспечивает эффективный отвод тепла из зоны трения и позволяет эксплуатировать силовые цилиндры без перегрева в широком диапазоне температур (до 650°C на воздухе, до 3000°C - в инертной атмосфере). ТРГ обладает низким коэффициентом трения по стали: <0,12 по сухой поверхности и <0,03 при наличии жидкостной пленки. Это свойство практически исключает износ манжетных уплотнений и увеличивает ресурс деталей. При этом ТРГ обладает низкой коррозийной активностью. Манжетные уплотнения из ТРГ практически непроницаемы для жидкостей и газов и являются универсальными, так как обладают высокой химической стойкостью практически ко всем средам за исключением сильных окислителей.
При этом, чтобы в процессе эксплуатации манжетных уплотнений при больших давлениях рабочей среды избежать «вымывания» эластичного материала манжетного уплотнения - терморасширенного графита, манжетное уплотнение формируют из фольги, содержащей слой терморасширенного графита с равномерно распределенным по его ширине по меньшей мере одним расправленным углеродным жгутом, посредством ее спиральной навивки с последующей подпрессовкой в направлении оси кольца.
Также манжетное уплотнение может быть сформировано из фольги, которая снабжена дополнительным слоем терморасширенного графита, при этом по меньшей мере один расправленный углеродный жгут содержит клеевое покрытие и расположен между первым и дополнительным слоями терморасширенного графита. Клеевое покрытие нанесено на углеродный жгут для улучшения адгезии расправленных углеродных жгутов к терморасширенному графиту. Это позволяет более надежно закрепить армирующие волокна углеродного жгута и избежать их сдвига при спиральной навивке армированной графитовой фольги. При этом с целью упрощения навивки такой армированной графитовой фольги при изготовлении манжетного уплотнения слой расправленных углеродных жгутов с липким клеевым покрытием располагают между двумя (первым и дополнительным) слоями терморасширенного графита.
Вышеизложенные особенности и преимущества изобретения будут понятны из последующего описания предпочтительного примера осуществления манжетного уплотнения со ссылками на прилагаемые чертежи, на которых для представления одинаковых элементов используются одинаковые позиции.
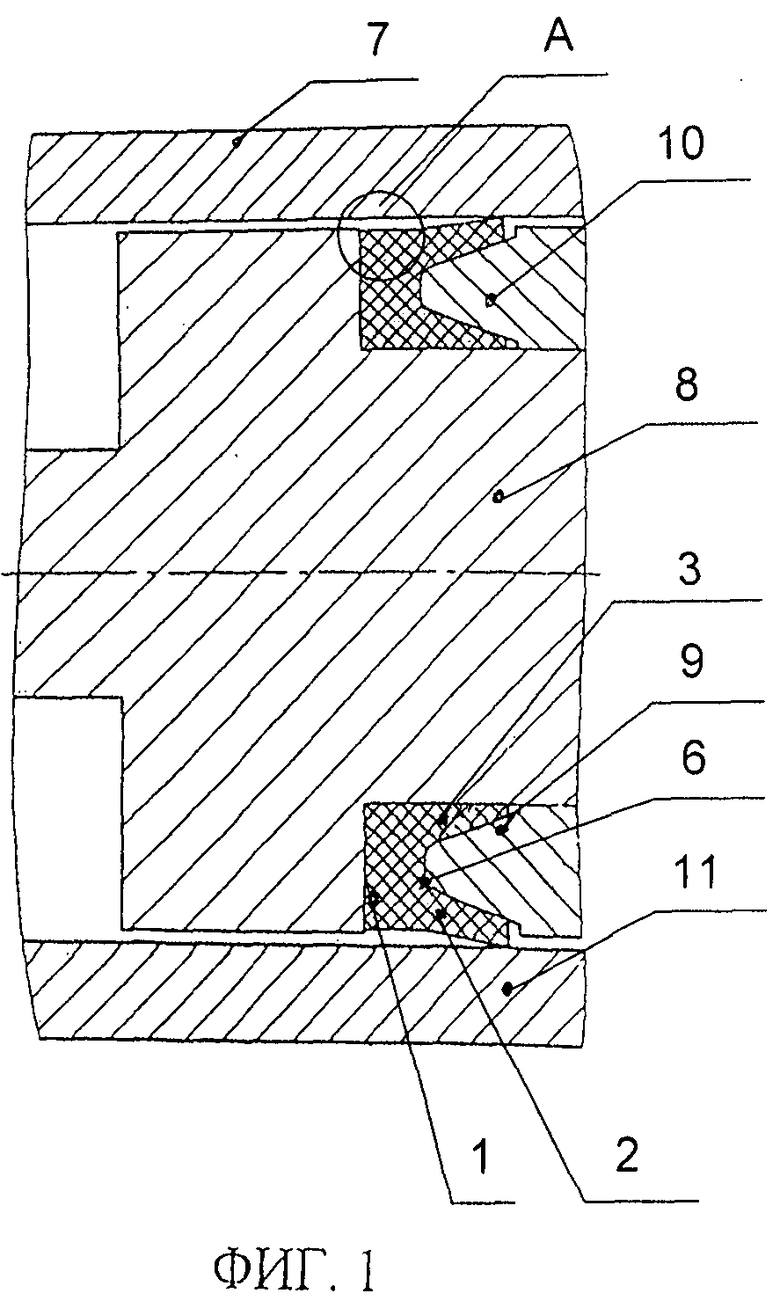
На фиг.1 изображена схема силового цилиндра с манжетным уплотнением в соответствии с настоящим изобретением;
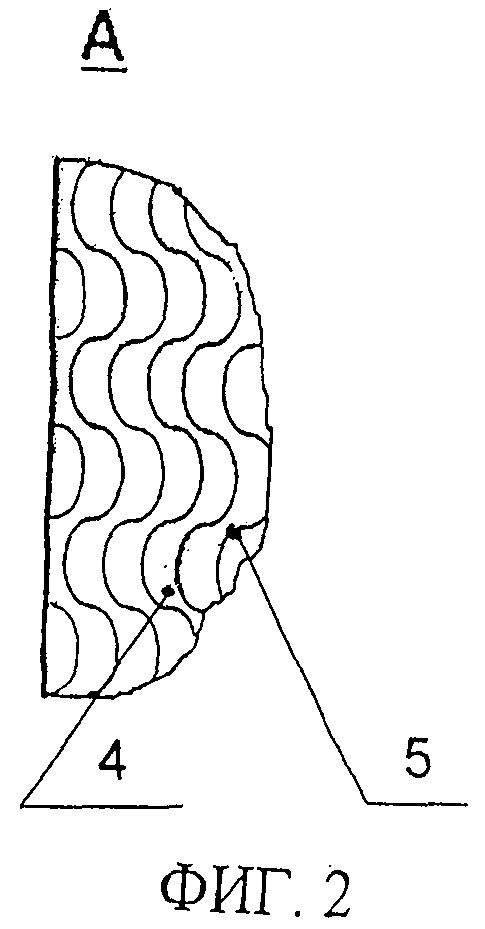
на фиг.2 - выносной элемент А фиг.1, отображающий в увеличенном масштабе чередующиеся слои терморасширенного графита и армирующего расправленного углеродного жгута, образующего гофры после подпрессовки в осевом направлении.
Манжетное уплотнение 1 выполнено в виде кольца, имеющего V-образное поперечное сечение. Рабочими частями манжетного уплотнения 1 являются внешняя 2 и внутренняя 3 губки.
Для выполнения манжетного уплотнения 1 использована армированная графитовая фольга, содержащая слой 4 терморасширенного графита и армирующие элементы 5, выполненные в виде по меньшей мере одного расправленного (так называемого площеного) углеродного жгута, волокна которого равномерно распределены по ширине слоя 4 терморасширенного графита. Расправленный (площеный) углеродный жгут - жгут из непрерывных углеродных волокон, которые расправлены до плоского состояния и расположены в плоскости, по существу, параллельно друг другу. Расправленный (англ. - spread) углеродный жгут может быть получен различными способами, например, в жидкой среде (например, WO 02/31242, D02J 1/18, 2002), посредством изогнутых направляющих (например, US 3874030, D01D 11/02, 1975), акустических вибраций (например, US 5042122, D01D 11/02, 1991), электростатических сил, чесанием (например, WO 99/55943, D02J 1/18, 1999), посредством валков со специальной насечкой (US 7305739, D01G 37/00, 2007), а также посредством раздува углеродного жгута (например, US 3798095, B32B 31/16, 1974; US 6836939, D01D 11/02, 2005). Армирующие элементы 5 в виде по меньшей мере одного расправленного углеродного жгута придают армированной графитовой фольге дополнительную механическую прочность, стойкость к вибрационным нагрузкам, при этом, образуя достаточно тонкий армирующий слой, обеспечивают армированной графитовой фольге гибкость.
В зависимости от ширины полотна графитовой фольги для армирования может быть использован один расправленный жгут или более.
Для улучшения адгезии углеродных волокон к терморасширенному графиту армирующие элементы 5 (по меньшей мере один расправленный углеродный жгут) могут содержать клеевое покрытие, которое позволяет более надежно закрепить армирующие элементы 5 на слое 4 терморасширенного графита и избежать их сдвига при совместном обжатии. Клеевое покрытие может быть нанесено на углеродный жгут как до его расправления, так и после. При этом армирующие элементы 5 с нанесенным на них клеевым покрытием могут быть расположены между двумя (первым и дополнительным) слоями 4 терморасширенного графита, что позволяет избежать налипания клеевого покрытия при изготовлении манжетного уплотнения 1 и тем самым упростить его изготовление.
Манжетное уплотнение 1 сформировано посредством спиральной навивки полосы из описанной выше гибкой армированной графитовой фольги с образованием слоистой структуры с последующей подпрессовкой в направлении оси навивки. При этом при навивке используют полосу армированной графитовой фольги переменной ширины с целью образования на одном из торцов навивки круговой выемки 6, благодаря которой при последующей подпрессовке навивки в осевом направлении готовое манжетное уплотнение 1 будет иметь V-образное поперечное сечение.
При подпрессовке навитой полосы слои армированной графитовой фольги сжимаются, при этом равномерно распределенные по ширине фольги волокна по меньшей мере одного расправленного углеродного жгута, представляющие собой тонкий слой армирующих элементов 5, образуют гофры в направлении оси кольца (см. фиг 2), препятствующие «вымыванию» терморасширенного графита.
При сборке силового цилиндра 7 манжетное уплотнение 1 монтируют на штоке 8 (плунжере, поршне), поджимают гайкой 9 с круговым выступом 10, который размещают в выемке 6 манжетного уплотнения 1, и затем шток 8 (плунжер, поршень) силового цилиндра 7 вместе с манжетным уплотнением 1 размещают в корпусе 11 силового цилиндра. При этом внешняя губка 2 манжетного уплотнения 1 поджимается к внутренней поверхности корпуса 11, тем самым обеспечивая герметичность соединения.
При этом описанное выше манжетное уплотнение за счет того, что оно имеет широкий температурный диапазон применения (до 650°C на воздухе, до 3000°C - в инертной атмосфере), а также благодаря стойкости к «вымыванию» ТРГ, армированного расправленным углеродным жгутом, позволяет повысить герметичность подвижных соединений в условиях эксплуатации при высоких рабочих температурах (выше 200°C), надежность, износостойкость и эрозионную стойкость, а также увеличить срок службы манжетного уплотнения.
Описанные выше примеры осуществления следует во всех аспектах рассматривать лишь как иллюстративные и не обуславливающие никаких ограничений. Следовательно, могут быть использованы другие примеры осуществления настоящего изобретения и примеры внедрения, которые не выходят за пределы описанных здесь существенных признаков.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАРОВОЙ КРАН | 2012 |
|
RU2502909C1 |
| ФИТИНГОВОЕ СОЕДИНЕНИЕ | 2012 |
|
RU2493469C1 |
| МАНЖЕТНОЕ УПЛОТНЕНИЕ | 2014 |
|
RU2538197C1 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ ШТОКА СИЛОВОГО ЦИЛИНДРА | 2013 |
|
RU2546380C1 |
| УПЛОТНИТЕЛЬНЫЙ УЗЕЛ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2014 |
|
RU2550369C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САЛЬНИКОВОГО КОЛЬЦА, САЛЬНИКОВОЕ КОЛЬЦО И САЛЬНИКОВОЕ УПЛОТНЕНИЕ | 2012 |
|
RU2491463C1 |
| АРМИРОВАННАЯ ГРАФИТОВАЯ ФОЛЬГА | 2009 |
|
RU2410359C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОЙ ГРАФИТОВОЙ ФОЛЬГИ, ФОЛЬГА И ПЛЕТЕНАЯ САЛЬНИКОВАЯ НАБИВКА | 2010 |
|
RU2429211C1 |
| АРМИРОВАННАЯ ГРАФИТОВАЯ ФОЛЬГА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2415108C2 |
| КОЛЬЦО УПЛОТНИТЕЛЬНОЕ | 2018 |
|
RU2682997C1 |
Изобретение относится к области уплотнительной техники, в частности к узлам уплотнения механизмов для герметизации кольцевого зазора между цилиндром и поршнем в устройствах, работающих в условиях возвратно-поступательного движения. Манжетное уплотнение выполнено в виде кольца, имеющего V-образное поперечное сечение. Указанное кольцо сформировано из фольги, содержащей слой терморасширенного графита (ТРГ) с равномерно распределенным по его ширине по меньшей мере одним расправленным углеродным жгутом, посредством ее спиральной навивки с последующей подпрессовкой в направлении оси кольца. Описанное выше манжетное уплотнение за счет того, что оно имеет широкий температурный диапазон применения (до 650°С на воздухе, до 3000°С - в инертной атмосфере), а также благодаря стойкости к «вымыванию» ТРГ, армированного расправленным углеродным жгутом, позволяет повысить герметичность подвижных соединений в условиях эксплуатации при высоких рабочих температурах (выше 200°С) и надежность. 1 з.п. ф-лы, 2 ил.
1. Манжетное уплотнение, выполненное в виде кольца, имеющего V-образное поперечное сечение и сформированное из фольги, содержащей слой терморасширенного графита с равномерно распределенным по его ширине по меньшей мере одним расправленным углеродным жгутом, посредством ее спиральной навивки с последующей подпрессовкой в направлении оси кольца.
2. Манжетное уплотнение по п.1, которое сформировано из фольги, снабженной дополнительным слоем терморасширенного графита, при этом по меньшей мере один расправленный углеродный жгут содержит клеевое покрытие и расположен между первым и дополнительным слоями терморасширенного графита.
| УПЛОТНИТЕЛЬНАЯ МАНЖЕТА | 2000 |
|
RU2176756C2 |
| Уплотнительный модуль для возвратно-поступательных штоков | 1988 |
|
SU1597490A1 |
| УПЛОТНИТЕЛЬНОЕ КОЛЬЦО | 0 |
|
SU367301A1 |
| DE 3218520 С, 29.09.1983 | |||
| US 5601294 А, 11.02.1997. | |||

