Область техники
Изобретение относится к композиционным материалам на основе терморасширенного графита, в частности к армированным листовым материалам, и может быть использовано в производстве прокладочных и других изделий, например, гибких нагревателей, труб, футеровки для высокотемпературных вакуумных (или в инертной атмосфере) печей и т.д.
Предшествующий уровень техники
В патенте RU 2114802 раскрывается армированная фольга на основе терморасширенного графита, представляющая собой слоистую структуру, включающую полосу эластичного графита с армирующей металлической сеткой. Способ получения фольги осуществляют следующим образом: порошок окисленного графита с насыпной плотностью 0,3-0,7 г/см смешивают с порошком химического соединения в сухом виде до получения однородной смеси. Подготовленную смесь помещают в расходный бункер, из которого смесь выдувают воздухом и водородсодержащим газом в печь расширения графита, нагретую до 900-1250°С. Из печи расширения смесь подают в прокатный стан черновой прокатки. Одновременно со смесью на черновую прокатку подают металлическую армирующую сетку или полосу. Затем графитовую полосу подвергают непрерывной термической обработке в проходной печи в вакууме или защитной атмосфере со скоростью нагрева 50-200°С/с и чистовой прокатке на требуемый размер.
Поскольку известный материал содержит слой металлической сетки, то при его использовании в изделиях, подвергающихся трению, при прижатии возможен абразивный контакт, ухудшающий эксплуатацию изделия. Из данного материала, в частности, нельзя изготовить сальниковые плетеные уплотнения, а низкая стойкость к окислению не позволит использовать данный материал в качестве высокотемпературного материала для электронагревателей.
В патенте RU 2185352 раскрывается листовой материал на основе терморасширенного графита, имеющий противоположные планарные наружные поверхности и включающий расширенные графитовые частицы и дисперсию множества игольчатых керамических волокнистых частиц, которые не реагируют с гибким графитом и стабильны при температурах вплоть до 1371,1°С в количестве от 1,5 до 30 мас.%, причем игольчатые керамические волокнистые частицы простираются внутрь графитового листа, по крайней мере, от одной из планарных наружных поверхностей, чтобы увеличить проницаемость графитового листа для жидкого раствора смолы. Способ включает: (i) обработку природного чешуйчатого графитового материала пропитывающим раствором для получения теплорасширяемых пропитанных графитовых чешуйчатых частиц; (ii) приготовление смеси примерно из 1,5-30 мас.% игольчатых керамических волокнистых частиц с указанными пропитанными графитовыми чешуйчатыми частицами для получения смеси, причем указанные игольчатые керамические чешуйчатые частицы не реагируют с гибким графитом и стабильны при температурах вплоть до 1371,1°С; (iii) пропуск указанной смеси пропитанных природных графитовых чешуйчатых частиц и игольчатых керамических волокнистых частиц сквозь пламя для быстрого расслоения указанных пропитанных природных графитовых частиц и получения смеси указанных игольчатых керамических волокнистых частиц с расслоившимися графитовыми частицами; и (iv) пропуск указанной смеси игольчатых частиц и расслоившихся графитовых частиц между прессовыми валками для получения прессованного листа гибкого графита, включающего заделанную в него дисперсию множества игольчатых частиц, которые простираются, по крайней мере, от одной из указанных планарных наружных поверхностей внутрь листа.
Поскольку керамические игольчатые волокнистые частицы химически неактивны и не обладают адгезией по отношению к графиту гибкого листа, в нем возникает множество кольцевых каналов вокруг соответствующих игольчатых частиц, протянувшихся от противоположных поверхностей листа в тело листа. Эти каналы при погружении гибкого графитового листа в жидкую смолу всасывают смолу, которая затем проникает в гибкий графитовый лист по более проницаемому направлению, параллельному планарным поверхностям гибкого графитового листа и прессованным расслоившимся графитовым частицам, образующим лист.
Данный композиционный материал приобретает приемлемые свойства только после пропитки смолами, что усложняет производство из него прокладочных или иных изделий.
Наиболее близкая фольга к предложенной раскрыта в патенте GB 1312929.
Одно из воплощений данной армированной фольги представляет собой слоистый материал, содержащий два листа фольги на основе терморасширенного графита с расположенной между ними тканью из углеродного волокна.
Армированную фольгу изготавливают следующим образом: собирают пакет из двух графитовых листов фольги с размещенной между ними тканью из углеродного волокна и прикладывают давление от 100 бар.
К недостаткам данного технического решения относится то, что выполненная таким образом армированная фольга имеет четко выраженную трехслойную структуру - при дальнейшем изготовлении из данной фольги изделий, например сальниковой набивки или любых других изделий, получаемых из фольги скручиванием, навивкой и пр., возможно расслоение фольги и потеря прочности как самой фольги, так и получаемых из нее изделий.
Раскрытие изобретения
Задачей изобретения является получение однородной и прочной армированной фольги.
Поставленная задача решается армированной графитовой фольгой, включающей терморасширенный графит и армирующие элементы из углеродных волокон, которая в качестве армирующих элементов содержит нити из углеродных волокон с плотностью 10-35 текс, равномерно распределенные по ширине фольги и расположенные вдоль полотна фольги, при этом толщина армирующих элементов составляет не более 75% от толщины армированной фольги.
Фольга может содержать компоненты при следующем соотношении, мас.%:
Поставленная задача также решается способом изготовления армированной графитовой фольги, включающим получение заготовки, содержащей два слоя терморасширенного графита и расположенные между ними армирующие элементы из углеродных волокон и последующее формование из упомянутой заготовки фольги, отличающимся тем, что слои терморасширенного графита получают путем предварительной прокатки терморасширенного графита до плотности 0,05-0,20 г/см3, а промежуточный слой получают путем равномерного распределения по ширине заготовки нитей из углеродных волокон с линейной плотностью 10-35 текс, расположенных вдоль полотна заготовки.
В других частных воплощениях изобретения нити предварительно проклеивают.
Сущность изобретения состоит в следующем.
Заявленная фольга представляет собой монолитный материал без четко выраженной слоистой структуры и содержит частицы терморасширенного графита и армирующий элемент из углеродных волокон.
Армирующий элемент представляет собой нити из углеродных волокон с плотностью, не превышающей 35 текс, равномерно распределенные по ширине фольги и расположенные в направлении прокатки, при этом толщина армирующего элемента составляет не более 75% от толщины армированной фольги.
Армированная фольга должна обладать определенным удлинением при разрыве (на уровне 1,1±0,2%), для этого как графитовый материал, так и армирующий компонент должны обладать схожими свойствами для обеспечения необходимой эластичности (гибкости) графитового материала. Поэтому армирующий компонент должен обладать определенной прочностью и удлинением при растяжении, что достигается регламентированием линейной плотности нитей и их содержанием в армированной фольге.
Величина удлинения при разрыве в зависимости от линейной плотности нитей из углеродных волокон меняется следующим образом:
Как следует из приведенных данных, линейная плотность нитей до 35 текс обеспечивает необходимое удлинение нитей при разрыве, совпадающее с удлинением фольги.
Для некоторых аспектов изобретения, например для использования фольги в качестве материала для сальниковых уплотнений, количество армирующих элементов должно находиться в пределах 5-10 мас.%. Для других воплощений изобретения, например при использовании фольги в качестве термоизоляционного материала или электронагревательного, содержание нитей из углеродных волокон может быть иным.
Проведенные исследования показали, что в качестве заготовки для получения армированной фольги нужно брать не саму фольгу (материал, спрессованный до плотности 1 г/см3, как это сделано в способе-прототипе), а прекурсор данной фольги в виде достаточно рыхлой заготовки с плотностью 0,05-0,20 г/см3.
Армирующие нити с линейной плотностью, не превышающей 35 текс, следует равномерно распределить по ширине заготовки, например разложить их на некотором одинаковом расстоянии друг от друга. При этом нити направляют вдоль полотна фольги, т.е. параллельно кромке фольги.
При наличии всех этих факторов получается прочная и однородная по структуре фольга, которая при дальнейшей эксплуатации не расслаивается, а изделия, полученные из данной фольги, обладают улучшенными эксплуатационными характеристиками.
Сырьем для получения графитовой фольги является природный чешуйчатый графит, прошедший специальную химическую и термическую обработку.
Могут быть использованы любые углеродные волокна - из карбонизованного вискозного волокна, карбонизованного полиакрилонитрильного волокна, пекового волокна или их комбинации.
Для улучшения адгезии нити из углеродного волокна к заготовке из терморасширенного графита ее предварительно пропитывают клеем.
Пропитка нити из углеродного волокна не является обязательной операцией. Она позволяет более надежно закрепить армирующие нити и избежать их сдвига при совместной прокатке.
Клеем в данном случае может быть любой клей, обеспечивающий адгезию нити из углеродных волокон к графиту и не влияющий на эксплуатационные свойства изделий.
В частности, в дальнейших примерах реализации изобретения был использован невысыхающий клей на акриловой основе.
Окончательное формирование армированной фольги (компакт: графитовая рыхлая заготовка - армирующий элемент - графитовая рыхлая заготовка) осуществляется через валки финишной прокатки до требуемой толщины и плотности.
Получаемая таким образом фольга отличается следующими характеристиками:
Длина - до 250 м
Ширина - до 1500 мм
Толщина - не менее 0,22 мм
Плотность 0,9-1,3 г/см3
Количество армирующих нитей - 5 на 10 мм ширины фольги (через 2 мм)
Упругость 8-15%
Прочность на разрыв, измеренная по методике для неармированной фольги - не менее 11 МПа
Температура эксплуатации (в изделии) - до 650°С (до 3000°С в вакууме).
Давление в процессе эксплуатации (в изделии) до 35 МПа (подвижные части) и до 60 МПа (неподвижные части).
Армированная графитовая фольга, как уже сообщалось, может быть использована для производства плетеной сальниковой набивки, применяемой в герметизации штоков арматуры и вращающихся узлов насосов, турбин и т.д. Поэтому прочность на разрыв определяет максимальную скорость вращения валов и максимальное давление, при которых набивка обеспечивает герметизацию.
Термическая стойкость армирующих нитей обуславливает максимальную температуру, при которой набивка сохраняет механические свойства, что важно при эксплуатации.
Химическая стойкость нитей определяет возможность использования набивки для замыкающих сальниковых колец, соприкасающихся с агрессивными средами.
При использовании фольги для изготовления сальниковой набивки удлинение при разрыве армирующих нитей должно быть равным или несколько меньше значения для графитовой фольги, что достигается регламентированием линейной плотности нитей и их содержанием в армированной фольге.
Это важно для процесса ее переработки, например, в плетеные изделия, в частности в плетеную сальниковую набивку. Если удлинение нитей будет существенно выше удлинения при разрыве графитовой фольги, то это будет приводить к ее осыпанию и соответственно к ухудшению механических и антифрикционных свойств в процессе переработки.
Плетеные сальниковые набивки на основе графитовой фольги, армированной углеродными волокнами, превосходят по эксплуатационным характеристикам все набивки на основе армированных другими нитями графитовых фольг: обладают высокой температурой эксплуатации, имеют низкий коэффициент трения, не абразивные, химически инертны, выдерживают высокие давления и могут использоваться для герметизации узлов с высокими скоростями вращения валов.
Армированная фольга также прекрасно показала себя при использовании в качестве теплоизолирующих экранов в высокотемпературных печах.
Многосторонность применения - одно из основных преимуществ заявляемой армированной фольги, эксплуатационные и функциональные возможности которой настолько широки, что ограничиваются лишь потребностями промышленности, квалификацией инженеров и технологов.
Предложенная фольга может быть использована, в том числе, и в изделиях для вакуумных и газонаполненных высокотемпературных печей различного назначения.- прежде всего в изделиях для эксплуатации в условиях высоких температур до 3000°С, а именно гибких нагревателях, теплоотражающих экранах, теплоизоляционных щитах и т.д., что в целом обеспечивает эффективную высокотемпературную термическую обработку материалов и изделий.
Пример 1.
Окисленный (интеркалированный) графит, полученный на основе нитрата графита (НГ), бисульфата графита (БГ) или электрохимического нитрата графита (ЭНГ), или их комбинацию, дозировали с помощью дозатора и транспортировали потоком воздуха в печь с трубчатым реактором, где при температуре 900-1100°С происходило его вспенивание.
Далее смесь терморасширенного графита (пенографита) и газов проходила через газоотделительное устройство и попадала в бункер, в котором терморасширенный графит (ТРГ, пенографит) равномерно распределялся по ширине и падал на транспортную ленту прокатного стана. Проходя через валки прокатного стана, ТРГ спрессовывался до плотности 0,20 г/см3. Далее на него накладывали слой распределенных проклеенных углеродных нитей на основе ПАН - волокон, линейная плотность которых составляла 35 текс.
Толщина армирующей нити была 0,15 мм, что соответственно составляло приблизительно 68% от толщины армированной фольги. Степень армирования составляла 5% по массе.
Исходные углеродные нити, намотанные на шпули, располагали на шпулярнике. На выходе из шпулярника нити проходили через гребенку с шагом щелей 2 мм, через каждую из которых проходила одна нить. Далее распределенные нити проходили через ванну или специальные валки с клеем и подсушивались лампами. Таким образом получали слой проклеенных углеродных нитей с шагом 2 мм, который потом прокладывали между двумя слоями ТРГ и прокатывали.
Затем сверху слоя углеродных волокон подавали второй слой ТРГ, полученный способом, вышеописанным для первого слоя ТРГ. Полученная таким образом трехслойная заготовка проходила через ряд последовательно расположенных валков для достижения необходимой плотности 1,1 г/см3 и толщины 0,22 мм.
На выходе полученное полотно армированной графитовой фольги сматывали в рулон автоматическим намоточным устройством.
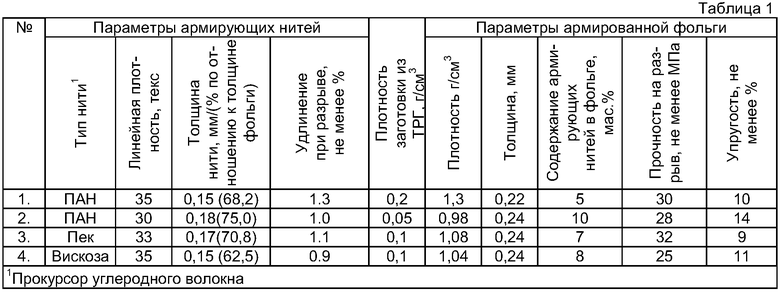
Этот и другие примеры получения армированной графитовой фольги приведены в таблице 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| АРМИРОВАННАЯ ГРАФИТОВАЯ ФОЛЬГА | 2009 |
|
RU2410359C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОЙ ГРАФИТОВОЙ ФОЛЬГИ, ФОЛЬГА И ПЛЕТЕНАЯ САЛЬНИКОВАЯ НАБИВКА | 2010 |
|
RU2429211C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ САЛЬНИКОВОГО КОЛЬЦА, САЛЬНИКОВОЕ КОЛЬЦО И САЛЬНИКОВОЕ УПЛОТНЕНИЕ | 2012 |
|
RU2491463C1 |
| ГРАФИТОВАЯ ФОЛЬГА, ЛИСТОВОЙ МАТЕРИАЛ НА ЕЕ ОСНОВЕ, УПЛОТНЕНИЕ И СПОСОБ ПОЛУЧЕНИЯ | 2018 |
|
RU2706103C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОНАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА И ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ | 2009 |
|
RU2387106C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2576303C1 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ УГЛЕГРАФИТОВЫЙ ТЕПЛОИЗОЛЯЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2398738C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАФИТОВОЙ ФОЛЬГИ | 2023 |
|
RU2811287C1 |
| МАНЖЕТНОЕ УПЛОТНЕНИЕ | 2012 |
|
RU2502907C1 |
| ШАРОВОЙ КРАН | 2012 |
|
RU2502909C1 |
Изобретение относится к композиционным материалам на основе терморасширенного графита, в частности к армированным листовым материалам, и может быть использовано в производстве прокладочных и других изделий, например гибких нагревателей, труб, футеровки для высокотемпературных печей и т.д. Армированная графитовая фольга содержит терморасширенный графит и армирующие элементы в виде нитей из углеродных волокон с линейной плотностью 10-35 текс, равномерно распределенные по ширине фольги и расположенные в направлении вдоль полотна фольги, при этом толщина армирующих элементов составляет не более 75% от толщины армированной фольги. Способ получения данной фольги предусматривает получение заготовки, содержащей два слоя терморасширенного графита с плотностью 0,05-0,20 г/см3 и расположенные между ними вдоль полотна заготовки равномерно распределенные нити из углеродных волокон с линейной плотностью 10-35 текс, с последующим формованием из упомянутой заготовки фольги. Технический результат изобретения - получение однородной и прочной армированной фольги. 2 н. и 2 з.п ф-лы, 1 табл.
1. Армированная графитовая фольга, включающая терморасширенный графит и армирующие элементы из углеродных волокон, отличающаяся тем, что в качестве армирующих элементов она содержит нити из углеродных волокон с линейной плотностью 10-35 текс, равномерно распределенные по ширине фольги и расположенные в направлении вдоль полотна фольги, при этом толщина армирующих элементов составляет не более 75% от толщины армированной фольги.
2. Фольга по п.1, отличающаяся тем, что она содержит компоненты при следующем соотношении, мас.%:
3. Способ изготовления армированной графитовой фольги, включающий получение заготовки, содержащей два слоя терморасширенного графита и расположенные между ними армирующие элементы из углеродных волокон и последующее формование из упомянутой заготовки фольги, отличающийся тем, что слои терморасширенного графита получают путем предварительной прокатки терморасширенного графита до плотности 0,05-0,20 г/см3, а армирующие элементы представляют собой равномерно распределенные по ширине заготовки нити из углеродных волокон с линейной плотностью 10-35 текс, расположенные вдоль полотна заготовки.
4. Способ по п.1, отличающийся тем, что нити предварительно проклеивают.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US 5240769 А, 31.08.1993 | |||
| GB 1312929 A, 11.04.1973 | |||
| EP 0231787 A1, 12.08.1987 | |||
| ПЛОСКАЯ УПЛОТНИТЕЛЬНАЯ ПРОКЛАДКА | 2007 |
|
RU2344324C1 |

