Область техники, к которой относится изобретение
Настоящее изобретение, в целом, относится к устройствам и способам перемещения и маркировки и, более конкретно, к устройству, которое может загружать, перемещать и маркировать отдельные изделия с высокими скоростями. В предпочтительных вариантах осуществления настоящее изобретение обеспечивает маркировку на противоположных сторонах изделий и маркировку изделий с высоким разрешением, многоцветными и/или составными изображениями с совмещением. В вариантах осуществления, устройство и способы могут быть использованы для обеспечения непосредственного изготовления пищевых изделий с нанесенным печатным изображением по заказу потребителя, например, через интернет или в условиях розничной торговли.
Описание предшествующего уровня техники
Обычное устройство для нанесения печатного рисунка на отдельные изделия описано в патенте US № 4905589, содержащее поддерживающие стержни, прикрепленные к цепи конвейера. Поддерживающие стержни размещены бок о бок для образования по существу непрерывной конвейерной поверхности, которая следует пути транспортировки. Карманы размещены в поддерживающих стержнях для переноса небольших изделий, которые загружаются в карманы на наклонном участке пути транспортировки и обеспечиваются нанесенным печатным рисунком на горизонтальном участке пути транспортировки.
Конструкция систем поддерживающих стержней ограничивает общую скорость, при которой изделия могут перемещаться. Скорости 50-75 футов в минуту (15-23 м/мин) являются типичными для обычных систем поддерживающих стержней, при этом 100 футов в минуту (30 м/мин) является максимальной скоростью на практике. При скоростях выше этой скорости изделия начинают дребезжать в карманах и выскакивать во время перемещения.
Заполнение карманов при высоких скоростях также представляет проблему. При высоких скоростях карман является доступным для изделия в течение более короткого интервала времени. Изделия могут проскакивать над карманами или перемещаться на поверхности поддерживающих стержней, ограничивая относительное содержание карманов, которые могут быть действительно заполнены при высоких скоростях ("эффективность заполнения").
Другим недостатком обычного устройства для перемещения и маркировки является сложность нанесения печатного рисунка на двух сторонах изделия. Для того чтобы нанести печатный рисунок на две стороны изделия, перемещаемого в карманах поддерживающих стержней, изделия должны быть загружены в цилиндрическую емкость для их переворачивания, как описано в патенте US № 5878658. В качестве альтернативы, патент US № 5423252 раскрывает устройство для нанесения печатного рисунка на двух сторонах твердых изделий, таких как плитка или капсула, с помощью переноса изделия с первой ленты или цепи конвейера на вторую ленту или цепь конвейера. Имеется другая конфигурация поддерживающих стержней, в которой плитки ориентированы вертикально (т.е. установлены на своем крае) внутри полости, имеющей два отверстия для печати на противоположных сторонах плитки. Однако вертикально ориентированные поддерживающие стержни имеют те же проблемы эксплуатации и те же ограничения в отношении скорости операции и объема выпуска, что и горизонтально размещенные системы поддерживающих стержней. В силу способа, с помощью которого они сконструированы, вертикально ориентированные поддерживающие стержни ограничены возможностью нанесения печатного рисунка вдоль одного ряда изделий, что ограничивает объем выпуска, и участки печатающей поверхности загораживаются многочисленными участками поддерживающих стержней.
На данном уровне техники также имеется необходимость в устройстве для перемещения и маркировки, которое может быть использовано для печати многократных изображений на изделии посредством удерживания изделия в фиксированном положении между печатающими узлами без использования вакуумных или захватывающих механизмов для фиксации изделия. Патент US № 7182018, принадлежащий патентообладателю данного изобретения и включенный в данный документ согласно ссылке, указывает способы и устройство для перемещения изделий с фиксацией между двумя печатающими узлами для образования составного, совмещенного изображения с использованием вакуумного или захватывающего механизма для предохранения изделий от перекашивания или отклонения между этапами печати.
Патентная заявка US № 09/587108, принадлежащая тому же патентообладателю и включенная в данный документ согласно ссылке, раскрывает систему и устройство для печати высокого разрешения на пищевых изделиях, которая позволяет потребителю передать изображение, используя один компьютер, на второй компьютер с тем, чтобы пищевой продукт, выполненный по техническим условиям заказчика, мог быть обеспечен печатным рисунком с использованием данного изображения. Это может применяться на практике, например, через интернет или в условиях розничной торговли. Имеется особая необходимость в быстром изготовлении изделий, которые должны быть обеспечены печатным рисунком на заказ согласно предпочтениям покупателя в режиме ожидания в условиях розничной торговли. Однако обычные системы для печатания на отдельных изделиях обычно являются слишком большими, чтобы быть размещенными в условиях розничной торговли.
В свете вышеизложенного описания предшествующего уровня техники и проблем, которые должны быть решены, одной целью настоящего изобретения является создание устройства для перемещения и маркировки, которое обеспечивает более высокую скорость перемещения отдельных изделий, главным образом, пищевых изделий. Возможность перемещения изделий с высокими скоростями может быть существенной при увеличении объема выпуска в условиях массового производства или, например, в условиях розничной торговли, когда пищевые изделия, обеспеченные нанесенным печатным рисунком по заказу покупателя, подготовлены для покупателей в режиме ожидания.
Другая цель настоящего изобретения заключается в том, чтобы обеспечить двустороннюю печать на изделии без необходимости переноса изделия на отдельный конвейер, предпочтительно предусматривая многочисленные ряды изделий, подлежащих нанесению печатного рисунка.
Еще одна цель настоящего изобретения состоит в улучшении исполнения полости, удерживающей изделие, с одной стороны, обеспечивая большую эффективность заполнения изделий в полостях, и, с другой стороны, позволяя надежно закрепить изделия на месте во время перемещения, например, для предотвращения перекашивания или отклонения между этапами печати.
Еще одной целью настоящего изобретения является создание устройства для перемещения и маркировки, которое занимает меньше производственной площади и использует меньше сложных элементов конструкции, где эти особенности могут быть особо привлекательными в условиях розничной торговли.
Имеется особая необходимость для этих улучшений в области печатания на пищевых изделиях, поскольку имеется растущая потребность в предложенных покупателем и оформленных покупателем пищевых продуктах. Эти приложения требуют быстрого и легкого преобразования для обеспечения различных изделий, подлежащих печати с использованием различных изображений, предложенных покупателем, а также нуждаются в высоком объеме выпуска пищевых изделий для быстрого оборота заказов. Эти и другие цели настоящего изобретения достигаются в соответствии с настоящим изобретением, описанным и заявленным в данном документе.
Краткое описание чертежей
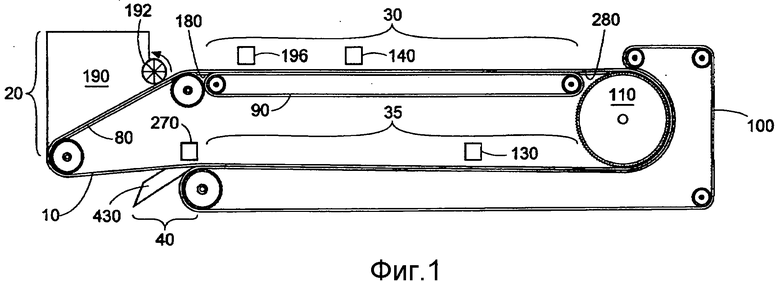
Фиг.1 представляет собой схематичный вид сбоку перемещающего устройства согласно варианту осуществления настоящего изобретения.
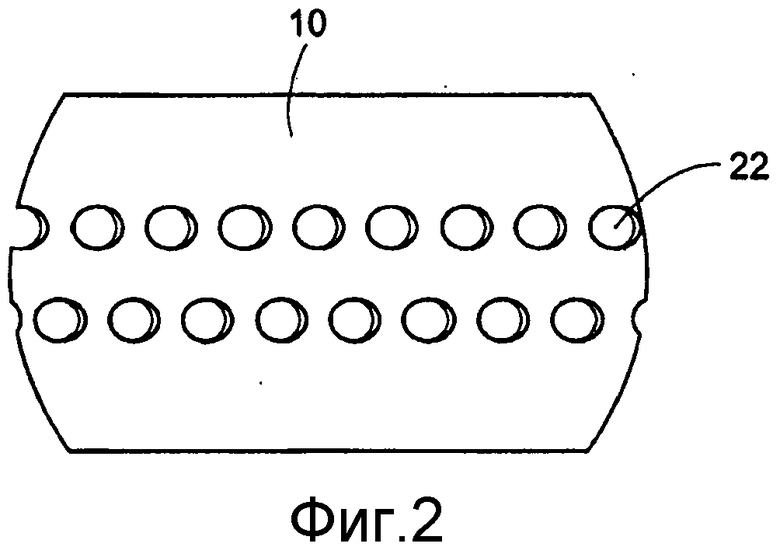
Фиг.2 представляет собой схематичный вид сверху конвейерной ленты устройства, изображающий полости ленты, если смотреть сверху, в варианте осуществления настоящего изобретения.
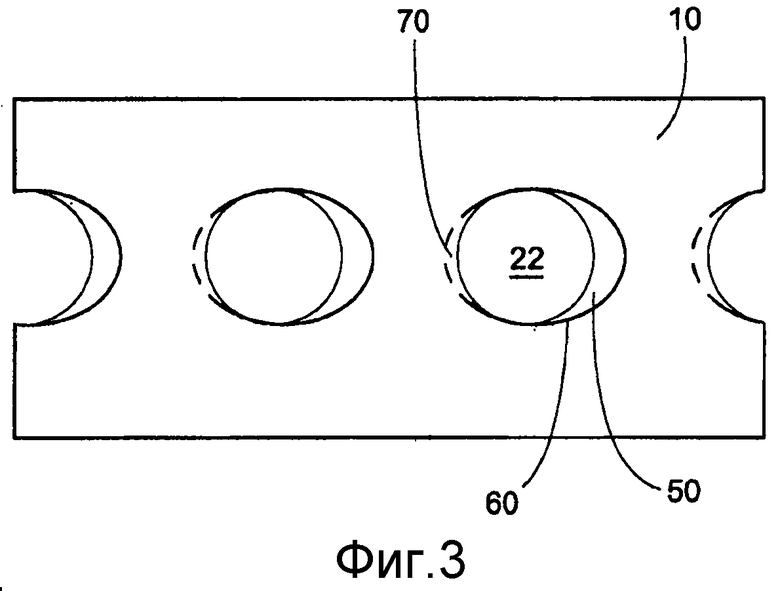
Фиг.3 представляет собой увеличенный подробный вид двух полостей, показанный в виде сверху, и изображающий подробные элементы переднего и заднего участков полостей согласно варианту осуществления настоящего изобретения.
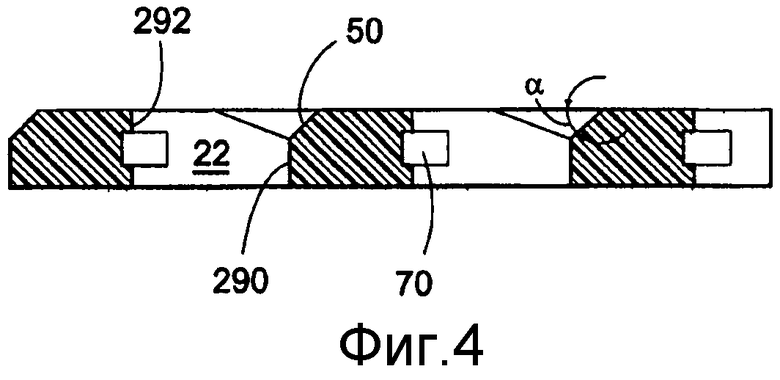
Фиг.4 представляет собой вид сбоку в разрезе ленты в варианте осуществления настоящего изобретения.
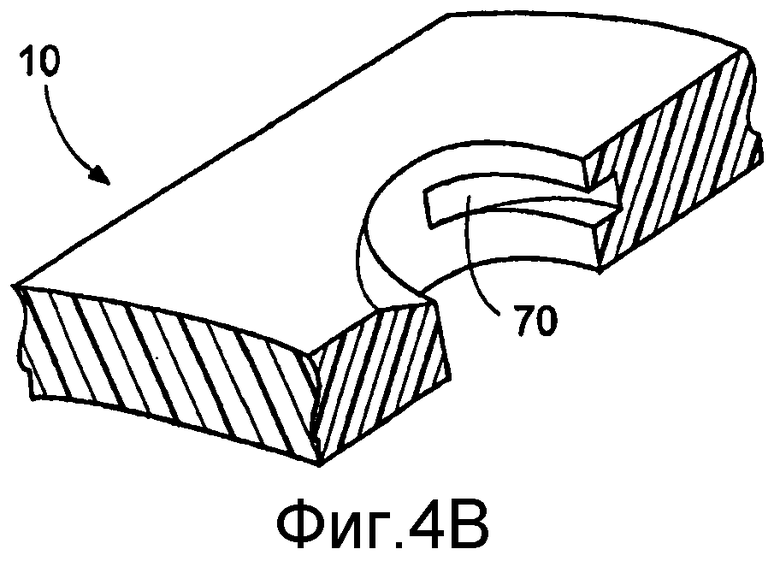
Фиг.4В представляет собой изометрическую проекцию полости согласно предпочтительному варианту осуществления настоящего изобретения, имеющей паз и вырезанный передний край.
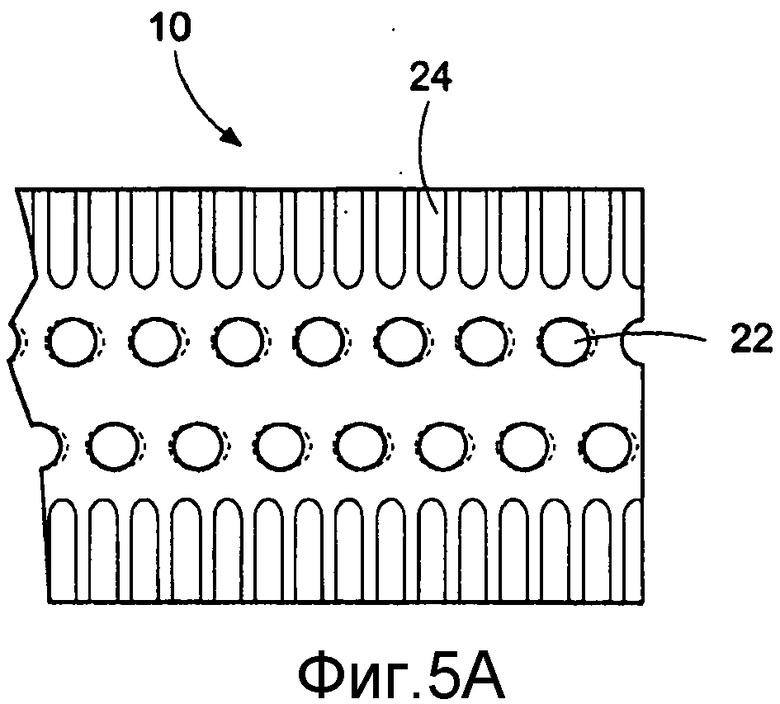
Фиг.5А представляет собой увеличенный подробный вид конвейерной ленты, если смотреть снизу.
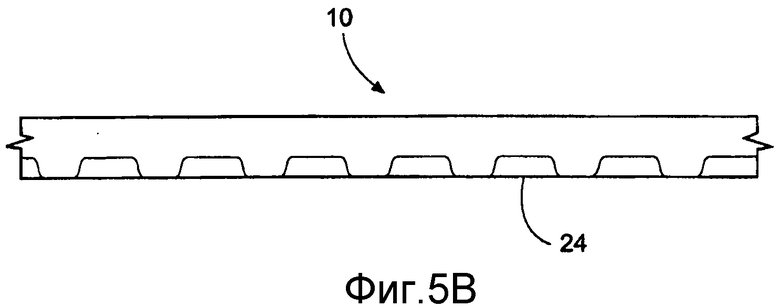
Фиг.5В представляет собой увеличенный подробный вид сбоку конвейерной ленты, изображающий зубья синхронизации для зацепления конвейера согласно варианту осуществления настоящего изобретения.
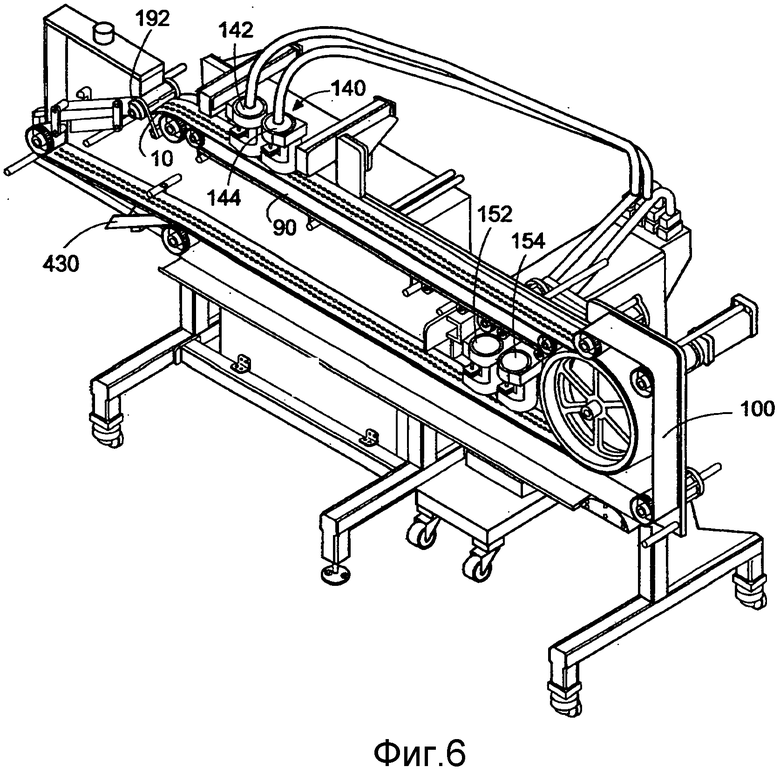
Фиг.6 представляет собой вид в перспективе устройства согласно варианту осуществления настоящего изобретения.
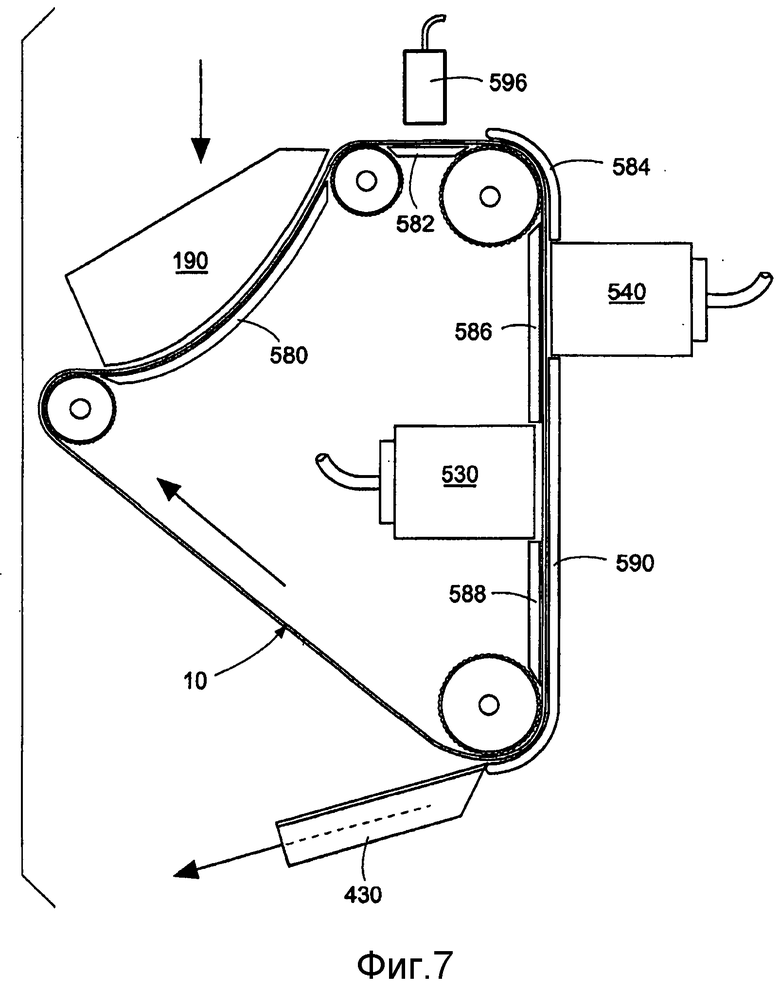
Фиг.7 представляет собой вид в перспективе устройства согласно второму варианту осуществления настоящего изобретения, в котором нанесение печатного рисунка выполняется на вертикальном линейном участке пути ленты.
Сущность изобретения
В одном аспекте настоящее изобретение представляет собой перемещающее и маркирующее устройство, содержащее: непрерывную гибкую конвейерную ленту, имеющую первую сторону и вторую сторону. По меньшей мере одна полость продолжается через конвейерную ленту, выполнена с возможностью вмещения отдельного изделия и имеет отверстие на первой стороне и отверстие на второй стороне. Конвейер выполнен с возможностью перемещения конвейерной ленты вдоль пути транспортировки, включающего в себя наклонный участок и линейный участок. По меньшей мере один удерживающий элемент размещен вплотную к одному отверстию полости. Выдачное устройство выполнено с возможностью выдачи отдельного изделия в полость, и маркировочное устройство размещено проксимально к линейному участку и выполнено с возможностью маркировки изделия, размещенного в полости.
В предпочтительных вариантах осуществления отверстия рассчитаны по размеру с возможностью обеспечения печати на изделии через отверстия на первой и второй сторонах. Например, отверстия могут обеспечивать маркировочное устройство по существу неограниченным обзором площади поверхности изделия, обращенной к устройству, или обзором, ограниченным только совсем небольшим пазом в задней боковой стенке полости, который может быть использован для удерживания изделия на месте.
В предпочтительных вариантах осуществления удерживающий элемент содержит вспомогательную ленту, контактирующую с конвейерной лентой вдоль участка пути транспортировки для удерживания изделия в полости. В других вариантах осуществления используются одна или более удерживающих пластин. В других вариантах осуществления, одна или более удерживающих пластин и одна или более вспомогательных лент могут быть использованы в комбинации, при этом обеспечивая контакт с конвейерной лентой вдоль различных участков пути транспортировки.
Полость в ленте может содержать вырезанный участок на переднем крае полости, включающий в себя наклонную поверхность, продолжающуюся под углом от переднего края полости до передней боковой стенки полости для приведения изделия в полость во время загрузки. Полость также может содержать паз, выполненный в задней боковой стенке полости для фиксации изделия в полости. Полости могут быть размещены рядами, идущими вдоль длины ленты.
В наиболее предпочтительных вариантах осуществления настоящее изобретение представляет собой устройство для двусторонней печати, содержащее вышеописанную гибкую ленту и дополнительно содержащее первое маркирующее устройство и второе маркирующее устройство. Первое маркирующее устройство может быть размещено для маркировки первой площади поверхности изделия через отверстие на первой стороне конвейерной ленты, и второе маркирующее устройство может быть размещено для маркировки второй площади поверхности изделия через отверстие на второй стороне конвейерной ленты, противоположной упомянутой первой стороне.
Маркирующим устройством может быть любой тип принтера или гравировального устройства, известного в данном уровне техники, или их комбинация, включая в себя, в частности, струйные печатающие устройства непрерывного действия или капельно-импульсные струйные печатающие устройства. Капельно-импульсные струйные печатающие устройства включают в себя пузырьково-струйные (термальные) или пьезоструйные принтеры. Технология струйной печати с дозированием краски включает в себя печатающие головки, приспособленные для печати чернил на водной основе, чернил, содержащих растворитель, или с использованием твердых красителей.
Другой тип маркировочной технологии, пригодный для применения с помощью настоящего изобретения, содержит селективно вызванное изменение цвета в покрытии на поверхности изделия с помощью CO2 лазера. Другие принтеры, известные в данной области техники, также могут быть использованы, не выходя за рамки объема настоящего изобретения, включая ротогравюру, офсетную и лазерную печать. Вместо принтера может быть использовано гравировальное устройство, одно или в комбинации с печатающим устройством.
В типичном применении маркирующее устройство может быть размещено над горизонтальным линейным участком на пути транспортировки и выдачное устройство может быть размещено на наклонном участке на пути транспортировки. Устройство может включать в себя приспособления для контроля такие, как один или более лазерных датчиков (отражательных или в проходящем свете) или устройства емкостного типа для определения, заполнены ли полости, или для контроля изделий после того, как они были обеспечены печатным рисунком для определения того, что они были обеспечены печатным рисунком правильно или были повреждены. Предпочтительно, работа маркировочного устройства управляется таким образом, чтобы нанесение печатного рисунка не осуществлялась в полости, в отношении которой установлено с помощью устройства контроля, что она пуста.
В другом аспекте настоящее изобретение представляет способ перемещения и маркировки изделий, содержащий этапы: перемещения непрерывной гибкой конвейерной ленты вдоль пути транспортировки, которая включает в себя наклонный участок и линейный участок. Лента имеет первую сторону и вторую сторону. Предусмотрена по меньшей мере, одна полость, продолжающаяся через конвейерную ленту, имеющая отверстие на первой стороне и отверстие на второй стороне, выполненная с возможностью вмещения отдельного изделия. Отдельное изделие выдается в полость на наклонном участке пути транспортировки и удерживается в полости с помощью по меньшей мере одного удерживающего элемента, размещенного вплотную к отверстию на второй стороне полости. Маркирующее устройство, которое размещено проксимально к линейному участку, маркирует изделие, когда изделие находится проксимально к маркирующему устройству на пути транспортировки. Обычно конвейерная лента имеет ряды полостей и множество изделий загружаются в полости на наклонном участке пути транспортировки.
Способ может включать в себя контроль полостей для определения заполнены ли они, или контроль изделий после того, как они были обеспечены печатным рисунком, для определения того, были ли они обеспечены печатным рисунком правильно или были повреждены. Если определено, что полость является пустой, этап маркировки может быть пропущен для этой полости. Способ может включать в себя этап удаления изделий, которые повреждены или которые не были обеспечены печатным рисунком правильно.
В предпочтительных вариантах осуществления способа конвейерная лента приводится в контакт со вспомогательной лентой вдоль участка пути транспортировки для удерживания изделия в полости, и отверстия на противоположных сторонах ленты обеспечивают доступ к противоположным площадям поверхности изделия. Полость, снабженная двумя отверстиями на противоположных сторонах, позволяет маркировку первой площади поверхности изделия через отверстие на первой стороне конвейерной ленты на первом этапе маркировки, и маркировку второй площади поверхности изделия через отверстие на второй стороне конвейерной ленты, противоположной упомянутой первой стороне, на втором этапе маркировки.
Управление изделий улучшено с помощью участка с выемкой на переднем крае полости в направлении перемещения конвейерной ленты, что приводит изделие в полость при выдаче изделия на ленту. После приведения в полость, изделие может быть фиксировано с помощью паза, выполненного в задней боковой стенке полости.
В наиболее предпочтительных вариантах осуществления настоящего изобретения изделие представляет собой пищевое изделие и поверхности в контакте с изделием выполнены из материалов, пригодных для контакта с пищевыми продуктами.
Подробное описание предпочтительных вариантов осуществления
Определения
Термин "лента" используется в данном документе в обычном смысле для описания непрерывной полоски гибкого материала. "Конвейерная лента" представляет собой ленту, используемую для перемещения изделий. "Непрерывная гибкая конвейерная лента" также представляет собой ленту, которая может быть изогнута вокруг валиков для образования непрерывной, неразрывной поверхности. Таким образом, эти термины являются синонимами. Полоса или лента выполнена в виде тонкой плоской полоски таким образом, чтобы она имела две основные плоские стороны или поверхности, называемые в данном документе как первая сторона и вторая сторона.
Термин "полость" используется в данном документе для ссылки на пространство, выполненное в ленте. Внешняя граница полости на стороне ленты называется "отверстием" полости, которое может быть на первой стороне и на второй стороне, поскольку полость продолжается через ленту. Лента имеет направление перемещения, в силу чего полость имеет "передний край", относящийся к той части отверстия на первой стороне ленты, которая находится впереди в направлении перемещения, и "задний край", относящийся к той части отверстия на первой стороне, которая размещена с некоторым отставанием в направлении перемещения. Подобным образом, внутренняя часть полости определяется как имеющая "переднюю боковую стенку" и "заднюю боковую стенку". В вариантах осуществления полость имеет "паз", который представляет собой углубление или вырез в боковой стенке полости, обычно в задней стенке полости.
В своем наиболее широком применении, устройство, описанное в данном документе, может перемещать любое отдельное изделие. В вариантах осуществления, изделие имеет трехмерную конфигурацию, имеющую неплоскую поверхность, которая может быть обеспечена печатным рисунком, такую как, например, овальная, сфероидальная или линзообразная форма. Однако наиболее предпочтительным применением является перемещение и маркировка пищевых изделий. Под термином "пищевой продукт" подразумевается такой продукт, который может быть употреблен людьми или животными в качестве пищи, и должен отличаться от "нетоксичного продукта", который является неким продуктом, который может быть принят внутрь и проглочен, но который не употребляется в качестве пищи. При использовании устройства для пищевых изделий, термин "пригодные для контакта с пищевыми продуктами" относится к материалам, удовлетворяющим стандартам, которые одобрены Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов США (FDA) для поверхностей и инструментов, которые используются в оборудовании для обработки пищевых продуктов и производства медикаментов.
В некоторых вариантах осуществления устройство используется для перемещения пищевых кондитерских изделий, содержащих, в частности, жевательную конфету, кондитерские изделия, покрытые сахарной оболочкой, и прессованные таблетированные кондитерские изделия. Примеры кондитерских изделий, покрытых сахарной оболочкой, которые могут использоваться с помощью устройства согласно настоящему изобретению включают в себя, помимо прочего, M&M'S® Milk Chocolate Candies, SKITTLES® Bite Size Candies, M&M'S® Milk Chocolate Peanut или Chocolate Almond Candies. Корм для домашних животных и лакомства для домашних животных также могут быть обеспечены печатным рисунком с использованием устройства согласно настоящему изобретению.
Конвейерная лента согласно настоящему изобретению перемещается вдоль пути транспортировки, имеющему по меньшей мере один наклонный участок и по меньшей мере один линейный участок. Как используется в данном документе, под "наклонным участком" подразумевается участок, имеющий изменение по высоте, и он не обязан быть прямолинейным или с фиксированным углом. Загрузка изделий в полости ленты предпочтительно выполняется на наклонном участке. В вариантах осуществления изделия выдаются на ленту на наклонном участке, который искривлен для облегчения загрузки. В этих вариантах осуществления наклонный участок включает в себя искривленный участок, который может иметь один или более углов кривизны.
Как используется в данном документе, термин "линейный" означает: в виде прямой линии. Является предпочтительным нанесение печатного рисунка на изделия в то время, когда они транспортируются по прямолинейному пути. В некоторых случаях нанесение печатного рисунка осуществляется в то время, когда изделия находятся на наклонном участке, и в этом случае "линейный участок" пути транспортировки может находиться в пределах "наклонного участка".
Как используется в данном документе, термины "мелкосерийный" и "промышленный масштаб производства" относятся к количеству изделий, которые могут быть перемещены и маркированы с помощью данного устройства в час. Например, устройство для "мелкосерийного" производства обычно может загрузить и переместить около 6000 кондитерских изделий, покрытых сахарной оболочкой, в час, в то время как устройство для "промышленного" производства может переместить до около 1000000 изделий в час. Однако масштаб не является критическим аспектом настоящего изобретения и любой средний специалист в данной области техники будет понимать, что термины "мелкосерийное" и "промышленное" производство являются качественными терминами, и что скорость перемещения изделий, обрабатываемых с помощью данного устройства может изменяться в зависимости от свойств изделий и других факторов. В предпочтительных вариантах осуществления лента выполнена с возможностью транспортирования со скоростями более около 100 футов в минуту (30 м/мин), предпочтительно более около 200 футов в минуту (61 м/мин), и наиболее предпочтительно около 300 футов в минуту (91 м/мин).
Путь транспортировки
Как показано на фиг.1, конвейерная лента 10 может быть выполнена с возможностью образования контура, соответствующего по форме пути транспортировки, включающего в себя участок 20 загрузки, первый участок 30 маркировки, второй участок 35 маркировки и участок 40 разгрузки. Длина ленты в устройстве для промышленного производства находится в интервале от около 1,5 м до около 12,5 м, предпочтительно от около 2,5 м до около 8 м и более предпочтительно в интервале от около 4 м до около 6,7 м. При определении подходящей длины ленты в отношении устройства для мелкосерийного производства учитываются такие факторы, как желательный объем выпуска и общая площадь, отведенная для устройства. Длина ленты в устройстве такого типа, которое показано на фиг.7, например, находится в интервале от около 1 м до около 4 м, предпочтительно от около 1,5 м до около 2,5 м.
Отдельные изделия (не показаны) выдаются из выдачного устройства 190 на конвейерную ленту 10 на участке 20 загрузки пути транспортировки, размещенном на наклонном участке пути транспортировки. Для направления изделий в полости на ленте может быть использована щетка 192. Наклонная часть может иметь искривленную конфигурацию, такую как дугообразная или сигмоидальная форма. В вариантах осуществления участок загрузки имеет вогнутую кривизну, которая может иметь место только вдоль части наклонного участка или вдоль всей его длины, как показано на фиг.7. Кривизна предохраняет изделие от перемещения по наклонной части посредством ленты, при этом находясь не в полости, на ленте, тем самым обеспечивая загрузку изделий в полости.
Полный угол наклонного участка может быть фиксированным или регулируемым, и задается согласно определенным критериям, включающим в себя рабочую скорость конвейерной ленты, физические свойства изделия (например, размер, форму, вес, плотность и поверхностные характеристики), поверхностные характеристики ленты и факторы, обеспечивающие силу трения между изделием и лентой (такую как молекулярная адгезия, деформация одной или обеих поверхностей и шероховатость поверхности). Угол наклонного участка пути транспортировки выбирается в соответствии с этими критериями для обеспечения каскадного перемещения изделий к самой низкой части выдачного устройства 190 до того, как изделия размещаются в полостях. Как описано ниже, для обеспечения максимальной загрузки изделий в полости ленты может быть предусмотрено устройство 196 контроля. Информация, полученная на основании контроля, может быть предоставлена на печатающие головки для предотвращения нанесения печатного рисунка в незаполненных полостях или для управления процессом загрузки.
Конвейерная лента
Согласно настоящему изобретению, конвейерная лента представляет собой непрерывную полосу гибкого материала, достаточно прочную для того, чтобы лента не растягивалась значительно во время использования, даже когда управляется непрерывно при высоких значениях изменения скорости, и также достаточно гибкую для того, чтобы она могла принимать форму для приспосабливания к пути транспортировки, который образует контур или замкнутую петлю вокруг нескольких валиков. Лента предпочтительно выполнена из полимерного материала, примерами которого являются пластик, резина или неметаллический композитный материал, или натуральный или синтетический, но не ограничивается таковыми. Полиуретан или неопрен являются типичными материалами для лент. Наиболее предпочтительно, что конвейерная лента содержит усиленный уретановый материал. Усиливающие материалы включают в себя, в частности, волокно Kevlar®, высокопрочную сталь, стекловолокно, натуральные волокна (такие как хлопчатобумажные нити) или синтетические волокна. Конвейерная лента может иметь усиливающие металлические компоненты, но основная часть самой ленты выполнена не из металла. Материал конвейерной ленты должен быть выбран с возможностью обеспечения низкого коэффициента трения в отношении изделия для достижения желательного режима массового потока изделий, выданных на конвейерную ленту. В случае, когда изделия, транспортируемые с помощью ленты, являются пищевыми изделиями, конвейерная лента предпочтительно выполнена из материалов, пригодных для контакта с пищевыми продуктами. Низкий коэффициент трения между материалом таким, как полиуретан, и пищевым изделием может быть достигнут за счет покрытия конвейерной ленты с использованием фторполимерного смоляного покрытия Teflon® фирмы DuPontTM, силикона, смазочного или разделительного средства, пригодного для контакта с пищевыми продуктами, и тому подобного.
Множество полостей 22 может быть размещено рядами вдоль длины конвейерной ленты, как показано на виде сверху согласно фиг.2. Например, конвейерная лента устройства для мелкосерийного производства может иметь множество полостей, размещенных в один ряд, в то время как устройство для производства в промышленных масштабах может иметь множество полостей, размещенных в два-три ряда. Конвейерная лента согласно фиг.2 имеет два ряда. Размеры полостей, и размеры полостей по отношению к размеру конвейерной ленты, могут изменяться в зависимости от размера и формы перемещаемого изделия. В случае нанесения печатного рисунка на шоколадные конфеты M&M'S® Milk Chocolate Candies, толщина ленты может быть в интервале от около 4 мм до около 8,5 мм, предпочтительно от около 6 мм до около 7,5 мм.
В случае, когда изделие подлежит маркировке с использованием бесконтактной технологии маркирования, толщина ленты может быть выбрана таким образом, чтобы наивысшая точка изделия, когда оно размещено в полости, была на одном уровне или несколько ниже поверхности ленты. В случае применения контактной технологии маркировки, изделие может выступать над поверхностью ленты для того, чтобы площадь, подлежащая маркировке, была полностью доступна для маркировочного устройства, при этом осторожно захватываемую, чтобы не повредить изделие посредством устройства контактной печати.
Как изображено на фиг.3 и фиг.4, каждая полость 22 может быть снабжена передним краем 60, выполненным с возможностью обеспечения максимальной загрузки изделий из выдачного устройства. Наклонная поверхность 50 продолжается под углом от переднего края 60 на поверхности ленты на первой стороне передней боковой стенки 290 полости. Наклонная поверхность может продолжаться от около 30% до около 50% толщины ленты, образуя угол α в интервале от около 30 градусов до около 45 градусов относительно поверхности ленты на первой стороне. Полость может иметь вырезанную выемку на переднем крае для того, чтобы наиболее широкий размер полости (вдоль центральной оси полости в направлении перемещения) был в интервале от около 40% до около 60% шире, чем наиболее узкий размер полости, измеренный вдоль той же оси. В предпочтительных вариантах осуществления задняя боковая стенка полости 292 не пересекается наклонной поверхностью и пересекает ленту на первой стороне примерно под прямым углом.
Назначение участка с выемкой на переднем крае полости состоит в том, чтобы приводить изделие в полость, выполненную таким образом, чтобы при размещении изделия в полости имелось больше пространства между передним краем полости и изделием, чем между задним краем полости и изделием. Это исполнение обеспечивает максимальное заполнение полостей изделиями при загрузке на наклонном участке пути транспортировки, и повышает общую эффективность и производительность устройства.
Задняя боковая стенка полости может быть снабжена пазом 70, также показанным на фиг.3 и фиг.4. Фиг.4В представляет собой перевернутую изометрическую проекцию полости так, что передний край полости расположен слева. Паз 70 помогает фиксировать изделие в полости во время транспортирования и предотвращает перекашивание или отклонение изделия. Следовательно, одна или более площадей поверхностей изделия, подлежащих маркировке, остаются неподвижными внутри полости, и изображения могут быть последовательно маркированы на изделии с достаточным совмещением. Паз размещен между поверхностями первой стороны и второй стороны ленты и может занимать от около 30% до около 50% толщины ленты. Предпочтительно, высота паза (т.е. вертикальный размер выемки на задней боковой стенке полости) и глубина паза (т.е. размер, измеренный в наиболее глубокой точке выемки от задней боковой стенки полости) выбираются таким образом, чтобы изделие было фиксировано в полости без приведения в контакт с задней стенкой паза. Предпочтительные материалы для лент, такие как полиуретан, имеют коэффициент прилипания, который помогает фиксировать изделие в пазу.
Как показано на фиг.5А и 5В, зубья 24 синхронизации могут быть формованы, вырезаны или иным способом выполнены во второй боковой поверхности конвейерной ленты на боковой стороне конвейерной ленты. Шаг зубьев синхронизации может быть выбран специалистами в данной области техники в соответствии с размером и общей скоростью конвейерной ленты с помощью способа, известного любому среднему специалисту в данной области техники. В рабочем примере шаг Р между центрами зубьев синхронизации составляет около 12,7 мм, но может изменяться в интервале от около 2 мм до около 32 мм, не выходя за пределы объема настоящего изобретения.
Удерживающий элемент
В вариантах осуществления, по меньшей мере один удерживающий элемент размещен вплотную к одному отверстию полости в некоторой точке на пути транспортировки. В показанном варианте осуществления используются различные удерживающие элементы, таким образом, чтобы по меньшей мере один удерживающий элемент был размещен рядом по меньшей мере с одним отверстием полости вдоль пути транспортировки от участка 20 загрузки до участка 40 разгрузки. Это особенно относится к случаю, когда отверстие на первой стороне конвейерной ленты и отверстие на второй стороне ленты, оба, являются достаточно большими, чтобы изделие могло проходить иным образом через полость. Ссылаясь вновь к фиг.1, в показанном варианте осуществления неподвижная удерживающая пластина 80 размещена вплотную к отверстиям полостей на второй стороне конвейерной ленты при загрузке изделий на участке 20 загрузки, и дополнительные неподвижные удерживающие пластины 180 и 280 размещены вплотную ко второй стороне ленты в областях перемещения до и от первого участка 30 маркировки пути транспортировки. Вдоль первого участка 30 маркировки вспомогательная лента 90 размещена вплотную к отверстиям полостей на второй стороне конвейерной ленты. Для эффективной двусторонней печати предусмотрена вторая вспомогательная лента 100, контактирующая с конвейерной лентой и размещенная вплотную к отверстиям полостей на первой стороне ленты вдоль участка пути транспортировки, перемещающегося вокруг шкива 110. Вторая вспомогательная лента 100 взаимодействует со шкивом 110 для удерживания изделий в полостях во время перемещения конвейерной ленты вокруг шкива 110. После перемещения вокруг шкива первая сторона конвейерной ленты обращена вниз. Таким образом, после перемещения вокруг шкива каждое изделие в полости обеспечивает свою противоположную сторону (т.е. сторону, которая еще не маркирована) обращенную вверх. Продолжение вспомогательной ленты 100 размещено вплотную к первой стороне конвейерной ленты на втором участке 35 маркировки пути транспортировки. Материалы конструкции вспомогательных лент являются теми же материалами, которые используются для конвейерной ленты, хотя это не является критичным условием.
Вспомогательные ленты имеют зубья синхронизации подобно конвейерной ленте, и могут проходить с той же скоростью, что и конвейерная лента, приводимая в действие с помощью соответствующих электродвигателей и систем шкивов. Различие в радиусах поворота конвейерной ленты и второй вспомогательной ленты 100 на шкиве 110 обуславливает различие скоростей ленты в тот момент, когда лента поворачивается вокруг шкива, приводя к проскальзыванию между лентами, что может приводить к повреждению изделия. Это может быть иметь место во многих случаях, но предпочтительно, чтобы вспомогательные ленты и конвейерная лента перемещались с одинаковой скоростью на линейных участках пути транспортировки, где осуществляется маркировка. В предпочтительном варианте осуществления могут быть предусмотрены разные вспомогательные ленты и соответствующие приводные системы для каждого линейного участка на пути транспортировки и для участка пути транспортировки вокруг шкива 110.
Вспомогательная лента, перемещающаяся посредством конвейерной лентой, является предпочтительным удерживающим элементом, по сравнению с неподвижной пластиной, поскольку вспомогательная лента, находясь в тесном контакте с конвейерной лентой, перемещаясь с той же скоростью, что и конвейерная лента, будет предохранять продукт от повреждения, такого, как образование царапин. Кроме того, вспомогательная лента может быть легко соскоблена или очищена от чернил или остатка иного продукта, где вспомогательная лента не контактирует с конвейерной лентой. Это может выполняться непрерывно или периодически во время функционирования устройства. Неподвижная пластина, которая всегда находится в контакте с конвейерной лентой, может быть более сложной для чистки, особенно во время работы устройства.
Конвейер
Конвейер обычно включает в себя приводную систему для перемещения конвейерной ленты вдоль пути транспортировки. В предпочтительном варианте осуществления приводная система включает в себя приводной электродвигатель на конвейерной ленте и независимый привод на одной или более вспомогательной ленте(ах). В качестве альтернативы, приводной электродвигатель может быть предусмотрен для конвейерной ленты, комбинированной с ведомым приводом, опоясанным лентой или приведенным в зубчатое зацепление для приведения в действие вспомогательной ленты(т). Скорость конвейерной лентой может изменяться до около 300 футов в минуту (91 м/мин), в зависимости от возможности подачи изделий безопасно без повреждения и достижения достаточной эффективности заполнения (т.е. относительного содержания полостей, заполненных изделиями во время загрузки). Типичная рабочая скорость составляет около 200 футов в минуту (61 м/мин), хотя это не является критичной величиной. Скорость может изменяться с помощью введения инвертора или устройства сервоуправления, активируемого с помощью вмешательства оператора или введением информации на входе датчика, основанной на количестве продукта в выдачном устройстве 190, мониторинге программируемого логического контроллера эффективности заполнения, и/или осмотра неправильно обеспеченных печатным рисунком или поврежденных изделий. Другим фактором, ограничивающим практическую скорость приводной системы, является время, требуемое для высыхания изделий. В отношении чернил с фазовыми переходами, наносимых с помощью струйного печатающего устройства высокого разрешения, нет необходимости траты времени на высыхание. Для систем растворителей и систем на водной основе время высыхания может быть введено в процесс и определено с учетом анализа длины конвейера, скорости конвейерной лентой и состояния осушающего воздуха. Объем выпуска зависит от размера и веса изделий и других факторов. Устройство для мелкосерийного производства, имеющее один ряд, как может быть обеспечено в условиях розничной торговли, может работать с производительностью около 6000 изделий в час. В устройстве для производства в промышленных масштабах, в зависимости от количества рядов и многих других факторов, может быть достигнута производительность в диапазоне от около 187000 изделий в час до около 1000000 изделий в час. Скорость операции и объемом выпуска устройства согласно настоящему изобретению могут быть оптимизированы и могут выходить за пределы этих установленных величин.
Устройства для маркировки и контроля
Как отмечено выше, отверстия на первой и второй сторонах конвейерной лентой предпочтительно имеют соответствующие размеры для обеспечения печати на первой и второй площадях поверхностей изделия, соответственно (независимо от того, используются два этапа печати или нет). Размеры отверстий могут быть определены, основываясь на размере выбранного изображения и на размере печатающей головки или другого используемого маркирующего устройства. Это определение находится в пределах профессиональных знаний любого среднего специалиста в данной области техники. Предпочтительно иметь по существу незагороженную поверхность для печатания, видимую в полости таким образом, чтобы только очень малый участок изделия удерживался в пазу 70. Устройства 130 и 140 маркировки могут использовать чернила на этапах печатания. В некоторых вариантах осуществления чернила, наносимые принтером в первом маркирующем устройстве 140, удаляются на этапе гравировки во втором маркирующем устройстве 130. В других вариантах осуществления, составное изображение выполняется на изделии с помощью нанесения первого печатного изображения в первом маркирующем устройстве 140 при транспортировании изделия в фиксированной ориентации на конвейерной ленте, и с помощью нанесения второго печатного изображения при совмещении с первым изображением во втором маркирующем устройстве (не показано), предусмотренным для печати на той же стороне изделия, как и для первого маркирующего устройства 140, до того, как изделие перемещается вокруг шкива 110. Подходящая технология печатания включает в себя контактные способы, такие как ротогравюра, и бесконтактные способы, такие как струйная или лазерная печать. Струйная печать включает в себя струйную печать непрерывного действия и капельную печать, позволяющую печатание изображения высокого разрешения, имеющего разрешение более чем около 100 точек на дюйм (39 точек на см), предпочтительно более чем около 250 точек на дюйм (98 точек на см) и еще более предпочтительно более чем около 400 точек на дюйм (157 точек на см).
В вариантах осуществления настоящего изобретения устройство контроля может быть размещено после маркирующего устройства на траектории перемещения конвейерной ленты. Устройство контроля может использовать лазерный датчик (отражательный или в проходящем свете), устройство емкостного типа или другой инструмент для определения того, что изображение правильно нанесено на изделие, что изделие повреждено или, в иных случаях, что изделие необходимо удалить с конвейера. На удаляющее устройство 270 посылается соответствующий сигнал, где дефектные изделия могут быть удалены из полости с помощью воздушной струи или механического устройства. Устройство контроля может быть размещено после маркирующего устройства где-либо вдоль пути перемещения ленты, перед тем как изделия удаляются на участке 40 разгрузки.
Пример 1
Пример работы двустороннего печатающего устройства согласно предпочтительному варианту осуществления настоящего изобретения может быть описан применительно к фиг.6, в которой конвейерная лента 10 представляет собой непрерывный контур, включающий в себя наклонный участок, верхний участок пути транспортировки и нижний участок обратного хода пути транспортировки. Первый узел 140 печати включает в себя две печатающие головки 142, 144, по одной для каждой из двух рядов полостей, выполненных в ленте. Эти печатающие головки печатают первое изображение через первое отверстие в полости на первой стороне пищевого изделия, в то время как пищевое изделие находится на верхнем участке пути транспортировки, и пара печатающих головок 152, 154 печатает соответствующие вторые изображения через второе отверстие в полости, противоположное упомянутому первому отверстию, на второй стороне пищевого изделия, противоположной упомянутой первой стороне, в то время как пищевое изделие находится на нижнем участке обратного хода пути транспортировки. Конвейерная лента приводится в контакт со вспомогательными лентами 90 и 100 для удерживания пищевого изделия в полости во время транспортировки, в то время как фиксирующие элементы 180 и 280 (видимые на схематичном виде сбоку фиг.1) контактируют со второй стороной ленты и удерживают изделия на местах на пути транспортировки, где вспомогательная лента не обеспечена.
Опытная установка для производства в промышленных масштабах главным образом согласно фиг.6 выполнена с использованием имеющегося на рынке непрерывного уретанового/Kevlar® зубчатого ремня, выполненного при экструдировании уретана и армировании кордом Kevlar®, и снабженного покрытием Teflon® для снижения трения. Зубья синхронизации на боковых сторонах ленты размещены с шагом 0,5 дюймов (13 мм) в направлении перемещения ленты. Два ряда полостей механически обработаны резанием в ленте с шагом 1,00 дюйм (25 мм). При этом размещении с интервалами, в два ряда, идущих по всему контуру ленты, всего обеспечено 552 полости.
Пищевые изделия (не показаны) размещены в бункере 190 на наклонном участке пути транспортировки. В показанном варианте осуществления изделия представляли собой покрытые сахарной оболочкой кондитерские изделия, имеющие изогнутые поверхности. Каждое изделие было около 0,5 дюймов (13 мм) в диаметре и 0,25 дюймов (6,4 мм) в ширину, с массой около 0,875 граммов.
В показанном варианте осуществления лента выполнена с возможностью перемещения со скоростью около 300 футов в минуту (91 м/мин). С учетом вышеописанных значений количества полостей и размера изделий, устройство будет давать теоретический объем выпуска 7200 изделий в минуту. Однако согласованная работа и операция печатания достигнуты при около 200 футах в минуту (61 м/мин). Это давало теоретический объем выпуска 4800 изделий в минуту, или при 90% от полной эффективности, около 4320 изделий в минуту. При весе изделия 0,875 граммов объем выпуска может оцениваться около 500 фунтов/час (227 кг/час).
Бункер 190 находится на линейном участке, размещенном под углом 30 градусов от горизонтали, с продуктом, обеспеченным на ленте приблизительно на 27 дюймах (69 см). Величина веса продукта на ленте выдержана приблизительно в 40-80 фунтов (18-36 кг). При условии достаточного веса продукта в бункере, выкладываемого на ленту, устройство обеспечивает хорошую полную эффективность. Изделия не перемещаются значительно по ленте, как, например, за счет скольжения на ленте или стояния вертикально на концах, перед тем, как направляются в полости. Продукт, который перемещен на вершину ленты к выходу бункера, отклоняется с помощью щетки 192, вращающейся в противоположную сторону для направления продукта обратно в бункер 190.
В наиболее предпочтительных вариантах осуществления чернила с фазовыми переходами размещаются в канистрах, предназначенных для соответствующих рядов полостей на конвейерной ленте. Узел для удаления снабжен каналом 430 для приема обеспеченных печатным рисунком изделий. Удаление изделий может быть облегчено с помощью выдуваемого воздуха или других механических средств.
Пример 2
Имеющееся в розничной продаже устройство для мелкосерийного производства сконструировано главным образом в соответствии с фиг.7 и с использованием линзообразных кондитерских изделий, как и в примере 1. Лента представляет собой уретановый/Kevlar® зубчатый ремень с покрытием Teflon®. Устройство снабжено одним рядом для изделий, при этом каждая полость размещается с шагом 1,00 дюйм (25 мм), всего 100 полостей. Устройство может функционировать со скоростью 40-80 футов в минуту (12-24 м/мин), что приводит к нормам выработки около 470-922 изделий в минуту, или 0,91-1,78 фунтов в минуту (0,41-0,81 кг/мин), обеспечивая полную эффективность около 96 процентов, хотя это не является постоянным верхним пределом функциональной возможности устройства. Как показано на фиг.7, конвейерная лента для устройства для мелкосерийного производства имеет дугообразный наклонный участок, от положения 6-часов по воображаемому часовому циферблату до 70 градусов, с изделиями, обеспечиваемыми на 15 дюймах (38 см) ленты, имеющей один ряд полостей около бункера. Функция бункера обеспечивает опрокидывающее действие на вершине для избыточных изделий, падающих назад, с соответствующим рециркуляционным перемещением для того, чтобы изделия возле основания бункера надлежащим образом заполнялись в полостях.
После того как изделия загружены в полости, может быть использован узел 596 контроля для определения, заполнены ли полости. Как и в условиях промышленного производства, информация, полученная в результате контроля, может быть использована для управления действием печатающих головок 540, 530 или для индикации того, что операция загрузки должна быть изменена. В показанном варианте осуществления предусмотрены удерживающие пластины 580, 582, 586 и 588, контактирующие со второй стороной ленты, для удерживания изделий в полостях. Печатание производится когда лента находится на вертикальном линейном участке пути транспортировки, при этом обеспечивается пространство между пластинами 580, 588 и между пластинами 584, 590, контактирующими с первой стороной ленты, для того, чтобы печатающие головки 540 и 530 могли достичь изделий в полостях. Изделия, имеющие изображения, нанесенные на двух сторонах, удаляются в канал 430 и упаковываются.
Вышеизложенное описание предпочтительных вариантов осуществления настоящего изобретения предназначено только для иллюстрации и не должно подразумевать ограничение настоящего изобретения, которое определяется приложенной формулой изобретения.
Изобретение относится к устройству для перемещения и маркировки, которое может перемещать отдельные изделия с высокими скоростями и в предпочтительных вариантах осуществления обеспечивает маркировку на противоположных сторонах изделий, в то время как изделия остаются в одном и том же положении на конвейере. Конвейерная лента выполнена с возможностью вмещения отдельного изделия и имеет первое отверстие на первой стороне и второе отверстие на второй стороне, при этом указанные первое и второе отверстия находятся на противолежащих сторонах ленты и обеспечивают доступ к противоположным площадям поверхности отдельного изделия через эти отверстия. Технический результат - возможность обеспечения двусторонней печати на изделии без необходимости переноса изделия на отдельный конвейер. 2 н. и 18 з.п. ф-лы, 9 ил.
1. Устройство для перемещения и маркировки изделий, содержащее:
непрерывную гибкую конвейерную ленту, имеющую первую сторону и вторую сторону и проходящую вдоль пути транспортировки;
по меньшей мере одну полость, продолжающуюся через конвейерную ленту, выполненную с возможностью вмещения отдельного изделия и имеющую первое отверстие на первой стороне и второе отверстие на второй стороне, при этом указанные первое и второе отверстия находятся на противолежащих сторонах ленты и обеспечивают доступ к противоположным площадям поверхности отдельного изделия, и указанные первое и второе отверстия имеют размеры, позволяющие выполнять маркировку на отдельном изделии через указанные отверстия на первой и второй сторонах;
конвейер, выполненный с возможностью перемещения конвейерной ленты вдоль пути транспортировки, где путь транспортировки включает в себя наклонный участок и линейный участок;
по меньшей мере один удерживающий элемент, размещенный вплотную к одному из первого и второго отверстий полости и расположенный вплотную к и в контакте с конвейерной лентой вдоль участка пути транспортировки для удерживания отдельного изделия в полости, когда лента перемещается вдоль этого участка пути транспортировки;
выданное устройство, выполненное с возможностью выдачи отдельного изделия в полость; и
маркирующее устройство, размещенное проксимально к линейному участку, при этом маркирующее устройство выполнено с возможностью маркировки изделия, размещенного в полости.
2. Устройство по п.1, в котором удерживающий элемент содержит вспомогательную ленту, контактирующую с конвейерной лентой вдоль участка пути транспортировки.
3. Устройство по п.1, в котором удерживающий элемент содержит удерживающую пластину, контактирующую с конвейерной лентой вдоль участка пути транспортировки.
4. Устройство по п.1, содержащее участок с выемкой на переднем крае полости, включающий в себя наклонную поверхность, продолжающуюся под углом от переднего края полости до передней боковой стенки полости.
5. Устройство по п.1, содержащее паз, выполненный в задней боковой стенке полости.
6. Устройство по п.1, содержащее первое маркирующее устройство, размещенное на первом линейном участке и выполненное с возможностью маркировки первой площади поверхности изделия через первое отверстие на первой стороне конвейерной ленты, и второе маркирующее устройство, размещенное на втором линейном участке и выполненное с возможностью маркировки второй площади поверхности изделия через второе отверстие на второй стороне конвейерной ленты.
7. Устройство по п.1, в котором маркирующим устройством является струйное печатающее устройство.
8. Устройство по п.1, в котором выдачное устройство размещено на наклонном участке на пути транспортировки, и маркирующее устройство размещено над горизонтальным участком на пути транспортировки.
9. Устройство по п.1, в котором конвейерная лента содержит множество полостей, размещенных рядами.
10. Устройство по п.1, в котором первое и второе отверстия имеют такие размеры, что изделие может проходить через полость.
11. Способ перемещения и маркировки изделий, содержащий этапы:
перемещения непрерывной гибкой конвейерной ленты, имеющей первую сторону и вторую сторону, вдоль пути транспортировки, включающего в себя наклонный участок и линейный участок;
обеспечения по меньшей мере одной полости, продолжающейся через конвейерную ленту и выполненной с возможностью вмещения отдельного изделия, причем указанная по меньшей мере одна полость имеет первое отверстие на первой стороне и второе отверстие на второй стороне, при этом указанные первое и второе отверстия находятся на противолежащих сторонах ленты и обеспечивают доступ к противоположным площадям поверхности отдельного изделия, и указанные первое и второе отверстия имеют размеры, позволяющие выполнять маркировку на отдельном изделии через указанные отверстия на первой и второй сторонах;
выдачи отдельного изделия в полость на наклонном участке пути транспортировки;
обеспечения удерживающего элемента, размещенного вплотную к одному из указанных первого и второго отверстий полости, причем удерживающий элемент расположен вплотную к и в контакте с конвейерной лентой вдоль участка пути транспортировки;
удерживания изделия в полости с помощью удерживающего элемента, когда лента перемещается вдоль указанного участка пути транспортировки;
размещения маркирующего устройства проксимально к линейному участку; и
маркировки изделия, когда изделие находится проксимально к маркирующему устройству на пути транспортировки.
12. Способ по п.11, дополнительно содержащий этап контактного взаимодействия конвейерной ленты с вспомогательной лентой вдоль участка пути транспортировки для удерживания изделия в полости.
13. Способ по п.12, в котором вспомогательная лента перемещается с той же скоростью, что и конвейерная лента, на линейном участке.
14. Способ по п.11, в котором участок с выемкой, предусмотренный на переднем крае полости в направлении перемещения ленты, направляет изделие в полость при выдаче изделия на ленту.
15. Способ по п.11, содержащий этап фиксации изделия в пазу на задней боковой стенке полости.
16. Способ по п.11, включающий маркировку первой площади поверхности изделия через первое отверстие на первой стороне конвейерной ленты, на первом этапе маркировки; и маркировку второй площади поверхности изделия через отверстие на второй стороне конвейерной ленты, на втором этапе маркировки.
17. Способ по п.16, в котором первый и второй этапы маркировки, каждый, включают печатание изображения струйной печати.
18. Способ по п.11, включающий перемещение конвейерной ленты со скоростью в интервале от около 100 футов в минуту (31 м/мин) до около 300 футов в минуту (91 м/мин).
19. Способ по п.11, включающий перемещение множества изделий во множестве полостей, размещенных вдоль одного или более рядов, предусмотренных на конвейерной ленте.
20. Способ по п.11, в котором изделием является пищевое изделие.
| US 2004094050 A1, 20.05.2004 | |||
| US 2007062404 A1, 22.03.2007 | |||
| US 5878658 A, 09.03.1999 | |||
| Автоматическая линия для печати и нанесения покрытий на изделия типа кнопок | 1990 |
|
SU1778014A1 |

