Предпосылки к созданию изобретения
Область применения изобретения
В соответствии с примерными вариантами осуществления настоящего изобретения предлагаются устройства, системы и способы для подачи и направления материалов через машину для переработки. Более конкретно, в соответствии с примерными вариантами осуществления настоящего изобретения предлагается система подачи, которая может быть использован для подачи фальцованных упаковочных материалов в машину для переработки (например, в машину для переработки бумаги и картона на тару), которая производит упаковочный шаблон из упаковочных материалов.
Уровень техники
Уже давно стремятся использовать автоматизированные процессы в промышленности, причем фактически в любой отрасли промышленности может быть использован некоторый тип автоматизированного процесса. В автоматизированном процессе часто используют современные технологические достижения, которые комбинируют в одной или нескольких автоматизированных машинах, выполняющих заданные функции для получения изделия. Для изготовления изделия при помощи автоматизированной машины используют исходные материалы. Такие материалы сами могут быть загружены или введены в автоматизированную машину с использованием автоматизированного процесса, или же такая загрузка может быть ручной. В том случае, когда загрузку производят с использованием автоматизированного процесса, исходные материалы может быть расположены поблизости от машины, чтобы облегчить загрузку.
Тароупаковочное производство представляет собой один из примеров промышленного производства, в котором достигнут значительный прогресс в последние годы за счет использования автоматизированных технологий. Например, коробки и другие типы упаковки могут быть образованы из продуктов на основе бумаги (например, из гофрированного картона), и автоматизированная машина может быть запрограммирована на использование одного или нескольких имеющихся в распоряжении инструментов для выполнения ряда различных операций с гофрированным картоном. После загрузки в упаковочную машину (в оберточный автомат), гофрированный картон может быть разрезан, надрезан, перфорирован, фальцован, согнут, скреплен лентой или иным образом обработан, чтобы образовать коробку фактически любой формы и размера, или отформован в шаблон, из которого позднее может быть собрана коробка. Один пример такой машины для переработки раскрыт в патенте США No.7,100,811, который включен в данное описание в качестве ссылки, в которой использованы различные смещенные друг от друга в боковом направлении каналы, так что множество линий упаковочных шаблонов могут быть индивидуально или одновременно изготовлены. В самом деле, машина для переработки начинает работать с необработанной формой гофрированного картона (например, с фальцованным гофрированным картоном в одном или нескольких отдельных каналах подачи) и преобразует необработанную форму в форму шаблона, который затем может быть собран в коробку или в другой тип упаковки.
Таким образом, машина для переработки, которая предназначена для изготовления упаковочных шаблонов, может производить упаковочные шаблоны только после того, как гофрированный картон или другой упаковочный материал введен в машину. В стандартных конфигурациях фальцевания используют пакеты, содержащие множество слоев упаковочного материала. Каждый слой имеет ориентировочно один и тот же размер и имеет ранее образованные линии надреза на каждом конце, чтобы разделять слои и позволить укладывать слои фальцованного материала друг на друга. Таким образом, исходные фальцованные панели могут быть уложены в пакет в положении загрузки поблизости от машины для переработки.
Для введения фальцованного материала в машину для переработки, в стандартных машинах для переработки используют подающее колесо, которое втягивает (подает) фальцованный материал в машину для переработки. Размеры стандартных подающих колес соответствуют размерам (расстоянию) между линиями надреза фальцованного материала. Например, фальцованный материал может иметь линии надреза, расположенные друг от друга на расстоянии 48 дюймов. Следовательно, стандартная машина для переработки может иметь подающее колесо, имеющее углы, смещенные друг от друга на 48 дюймов. Такие подающие колеса, которые согласованы с длиной фальцованного материала, специально выполнены так, чтобы избежать сгибания слоев фальцованного материала между линиями надреза, так как такое сгибание ухудшает эстетическую привлекательность произведенного шаблона коробки и, возможно, ухудшает конструктивную целостность.
За счет выбора размера стандартных подающих колес в соответствии с размером слоев фальцованного материала, может возрастать размер подающих колес. При больших размерах подающих колес, пакет исходных материалов должен быть расположен дальше от машины для переработки, что приводит к увеличению зоны обслуживания машины. При большой зоне обслуживания, будет занято ценное пространство, которое в противном случае могло бы быть использовано для осуществления других операций, причем может потребоваться помещение с большей высотой. Более того, так как стандартные подающие направляющие выполнены с возможностью использования ранее существующих линий надреза на фальцованном материале, то стандартные подающие направляющие проектируют с большим радиусом, чтобы можно было произвести поворот фальцованного материала от подающего колеса в машину для переработки так, чтобы не вызывать сгибание фальцованного материала между заданными линиями надреза на краях пакета фальцованного материала. Стандартные подающие направляющие с большим радиусом увеличивают общие размеры машины для переработки, что, в свою очередь, также требует больше места. Более того, по причине большого размера, стандартные подающие колеса являются более дорогими в изготовлении, так как для них требуется больше материала, а также увеличивается стоимость их обработки и стоимость инструментов для их обработки, что повышает полную стоимость машины для переработки.
Так как пакет необработанного фальцованного материала и размер стандартных подающих колес в некоторых случаях могут находиться на некотором расстоянии друг от друга, то существует повышенная опасность для невнимательного оператора при использовании машины для переработки. Например, пространство между пакетом фальцованного материала и машиной для переработки позволяет невнимательному оператору входить в пространство между пакетом фальцованного материала и машиной для переработки. Так как подающее колесо вращается, чтобы подавать фальцованный материал, то подающее колесо может ударить оператора.
Кроме того, когда размер подающего колеса в основном равен расстоянию между надрезами в фальцованном материале, изменение размера фальцованного материала может приводить к необходимости изменения или замены подающего колеса в соответствии с другим размером фальцованного материала. Например, подающее колесо может иметь расширяемые и/или втягивающиеся углы, которые позволяют производить некоторую вариацию размера, хотя большие изменения размера фальцованного материала могут потребовать замены на другое подающее колесо, причем как модификация, так и замена подающего колеса могут приводить к значительному времени простоя машины для переработки. Более того, большие размеры стандартных подающих колес в основном побуждают отгружать машину для переработки в разобранном состоянии, что требует дорогого и обременительного процесса сборки после прибытия машины для переработки на площадку заказчика.
Кроме того, во время процесса переработки, машины для переработки могут частично подавать назад фальцованный материал для создания различных шаблонов. Учитывая большие размеры стандартных подающих колес, существует значительное сопротивление обратному движению, которое часто может приводить к заеданию стандартной машины для переработки, в результате чего увеличиваются время простоя и эксплуатационные расходы. Таким образом, существует необходимость в создании альтернативных систем подачи, которые являются более эффективными и менее дорогими, и которые менее подвержены простоям и потерям рабочего времени.
Сущность изобретения
В соответствии с примерными вариантами осуществления настоящего изобретения предлагаются устройства, системы и способы для подачи фальцованного материала в машину для переработки. Варианты осуществления настоящего изобретения позволяют производить обработку фальцованного материала таким образом, что подающие компоненты машины могут иметь меньшие размеры по сравнению с другими машинами для переработки. Более того, в соответствии с вариантами осуществления настоящего изобретения предлагаются устройства и способы, позволяющие предотвращать заедание в машине. Кроме того, указанные варианты осуществления, связанные с подающим колесом и подающими направляющими, позволяют эффективно подавать фальцованный материал в машину, при одновременном снижении размеров места для установки машины и/или при упрощении загрузки.
В соответствии с одним примерным вариантом осуществления настоящего изобретения, предлагается система для подачи исходного материала в машину для переработки. Фальцованный материал может быть сконфигурирован с ранее существующими (образованными) линиями сгиба на исходном материале. Например, исходный материал между соседними ранее существующими линиями сгиба может образовывать слой, панель или заготовку. Подающее устройство может работать с использованием подающего колеса, которое входит в зацепление с исходным материалом. Подающее колесо сконфигурировано для облегчения фальцовки исходного материала. Например, подающее колесо может входить в зацепление с исходным материалом у ранее существующих линий сгиба, и затем сгибать панель исходного материала в местоположении между ранее существующими линиями сгиба.
Когда подающее колесо вращается, оно может подавать имеющий сгибы исходный материал в подающую направляющую. Подающая направляющая может иметь комплект направляющих, которые образуют траекторию движения имеющего сгибы исходного материала. Такая подающая направляющая позволяет сгибать исходный материал не только у исходных, ранее существующих линий сгиба, но также и у вновь образованных сгибов. В некоторых случаях, радиус кривизны факультативной подающей направляющей является таким, что исходный материал должен сгибаться у сгибов, а не просто у ранее существующих линий сгиба.
В соответствии с другим примерным вариантом осуществления настоящего изобретения, предлагается машина для переработки, которую используют для переработки фальцованного материала в шаблоны упаковок, и в которой используют подающее колесо, которое сконфигурировано так, чтобы сгибать фальцованный материал в различных местах. Подающее колесо содержит, в одном примере, три радиальных элемента, которые смещены друг от друга по окружности (по углу). Подающее колесо может быть соединено с валом или с другой осью, которая позволяет производить прямое вращение подающего колеса, когда фальцованный материал втягивается в машину для переработки. Подающее колесо может вращаться в направлении подачи, и, возможно, в направлении, перпендикулярном к направлению подачи. Такое поперечное направление может быть использовано для перемещения назад фальцованного материала и/или для осуществления некоторых функций переработки (преобразования).
Машина для переработки в соответствии с некоторыми вариантами осуществления содержит факультативную подающую направляющую, которая сконфигурирована для изменения ориентации фальцованного материала из в основном вертикальной ориентации в главным образом горизонтальную ориентацию, за счет направления фальцованного материала вокруг радиусного участка подающей направляющей. Радиусный участок подающих направляющих может быть сконфигурирован так, чтобы использовать сгибы, образованные в фальцованном материале между кромками панели, что позволяет радиусному участку подающих направляющих иметь меньший радиус по сравнению со стандартными машинами для переработки. Подающая направляющая может направлять согнутый фальцованный материал в механизм для переработки, который осуществляет различные операции сгибания, изгибания, фальцовки, перфорирования, разрезания, надрезания, или любую их комбинацию, чтобы создать шаблоны упаковок.
В соответствии с еще одним примерным вариантом осуществления настоящего изобретения, предлагается способ подачи фальцованного материала в машину. Способ предусматривает, в одном из вариантов осуществления, введение в зацепление фальцованного материала с подающим колесом и сгибание фальцованного материала при помощи подающего колеса, когда подающее колесо вращается. Сгибы (линии сгибов) могут быть ранее существующими, или могут быть первично образованы при помощи подающего колеса. В некоторых случаях, ранее существующие сгибы в основном перпендикулярны направлению подачи и расположены скорее в промежуточных местоположениях в пакете фальцованного материала, а не вдоль граничной кромки, которая также перпендикулярна направлению подачи. Способ может дополнительно предусматривать направление согнутого фальцованного материала в машину для переработки с использованием подающей направляющей. Чтобы направлять фальцованный материал, подающие направляющие могут переориентировать фальцованный материал вдоль траектории, которая идет в различных направлениях. Например, фальцованный материал может быть направлен в вертикальном направлении и затем переориентирован в горизонтальном направлении. Переориентация из вертикального в горизонтальное направление может быть осуществлена с использованием изогнутой направляющей. Кривизна направляющей выбрана так, чтобы фальцованный материал сгибался у промежуточных сгибов, а не просто у граничных кромок.
В соответствии с еще одним примерным вариантом осуществления настоящего изобретения, предлагается пакет фальцованного материала, который согнут (сложен) не только вдоль граничных кромок, но и у промежуточных местоположений между граничными кромками. Например, множество слоев фальцованного материала могут быть объединены в пакет. Размер слоев может быть задан при помощи граничных линий надреза, которые идут вдоль противоположных внешних кромок пакета. Каждый слой может иметь ориентировочно один и тот же размер. Каждый слой может также содержать одну или несколько линий надреза или сгиба, которые не расположены у граничных линий надреза, но предварительно образованы между граничными линиями надреза, и идут параллельно граничным линиям надреза. Способ, которым уложен фальцованный материал в пакет, позволяет вытягивать сложенные гармошкой слои, начиная от чередующихся граничных кромок. Более того, слои не обязательно должны быть одинаковыми, причем некоторые слои могут иметь промежуточные сгибы или надрезы с различным местоположением или числом. Другие пакеты могут иметь обычные слои, в том, что касается размера, числа и расположения промежуточных сгибов.
Это краткое изложение изобретения является вводной частью, поясняющей выбор концепций настоящего изобретения в упрощенном виде, которые описаны далее более подробно в подробном описании изобретения. Следует иметь в виду, что это краткое изложение изобретения не предназначено для того, чтобы идентифицировать ключевые характеристики или существенные характеристики заявленного предмета изобретения, а также не предназначено для использования в качестве вспомогательного средства при определении объема заявленного предмета изобретения.
Дополнительные характеристики и преимущества настоящего изобретения будут описаны в приведенном далее описании, и станут частично понятны из этого описания или могут быть выяснены при внедрении изобретения. Характеристики и преимущества настоящего изобретения могут быть получены при помощи инструментов и комбинаций, специально указанных в приложенной формуле изобретения. Эти и другие признаки настоящего изобретения станут более понятны из приведенного далее описания и приложенной формулы изобретения, или могут быть выяснены при внедрении настоящего изобретения.
Краткое описание чертежей
Для дополнительного пояснения приведенного здесь выше краткого изложения изобретения и других преимуществ и характеристик настоящего изобретения, будет дано подробное описание изобретения со ссылкой на его специфические варианты осуществления, которые показаны на приложенных чертежах. Следует иметь в виду, что на этих чертежах показаны только типичные варианты осуществления изобретения, так что поэтому их не следует рассматривать как ограничивающие его объем. Более того, несмотря на то, что приложенные чертежи в основном приведены в масштабе, подходящем для пояснения настоящего изобретения, они не обязательно приведены в масштабе, подходящем для пояснения всех вариантов осуществления изобретения. Таким образом, настоящее изобретение будет описано и объяснено далее с дополнительной специфичностью и деталями за счет использования вспомогательных чертежей.
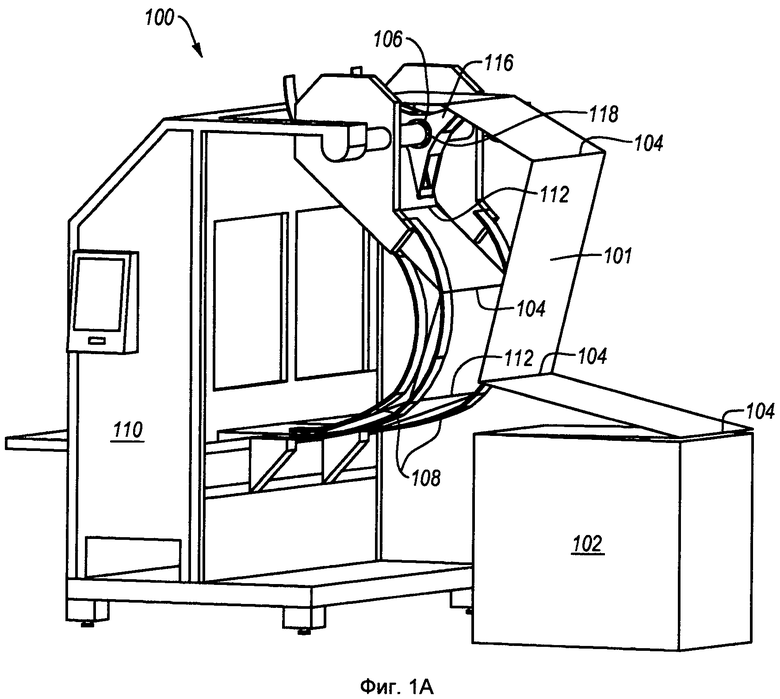
На фиг.1А показан вид в перспективе примерной машины для переработки, имеющей систему подачи, предназначенную для подачи упаковочных материалов в механизм для переработки в соответствии с одним из вариантов осуществления настоящего изобретения.
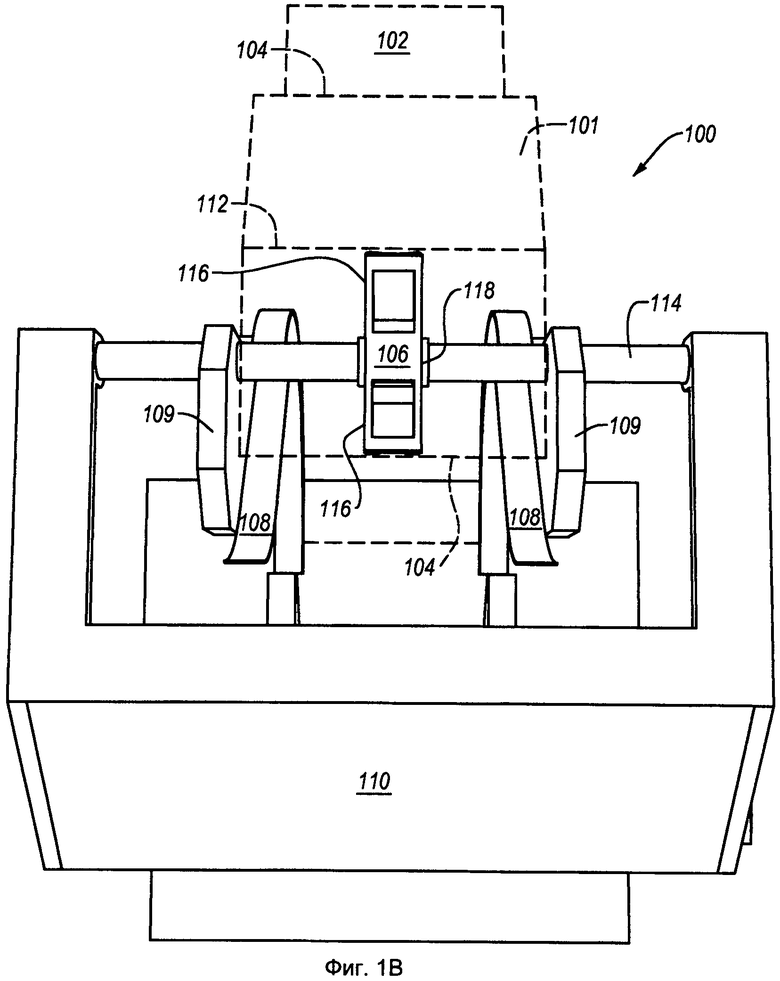
На фиг.1В показан вид сверху машины для переработки и системы подачи, показанных на фиг.1А, причем упаковочные материалы показаны пунктиром, чтобы можно было показать различные внутренние компоненты.
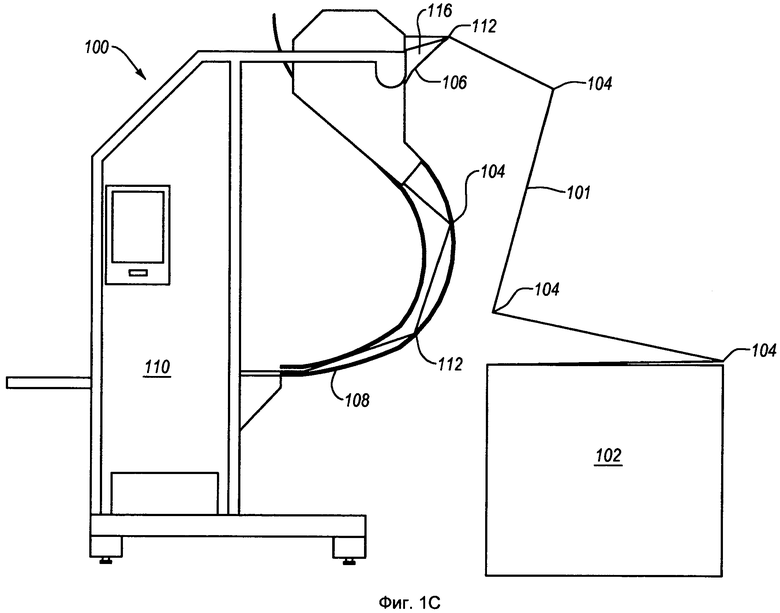
На фиг.1C показан вид сбоку машины для переработки и системы подачи, показанных на фиг.1А.
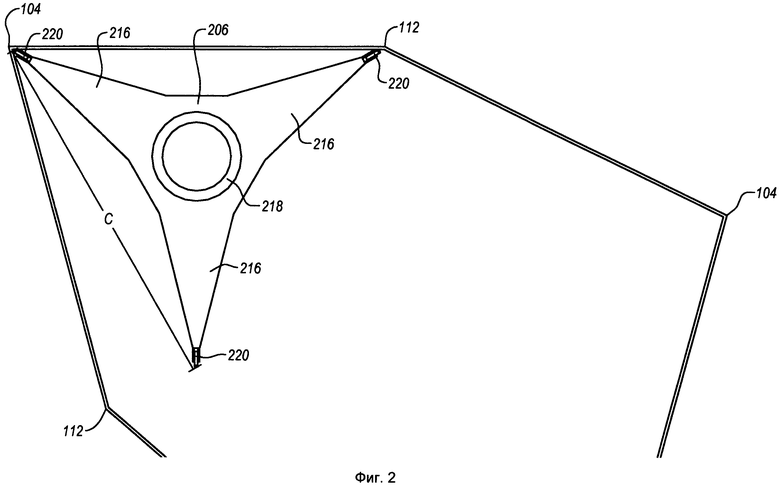
На фиг.2 показано с увеличением подающее колесо и упаковочные материалы, которые подают с его помощью.
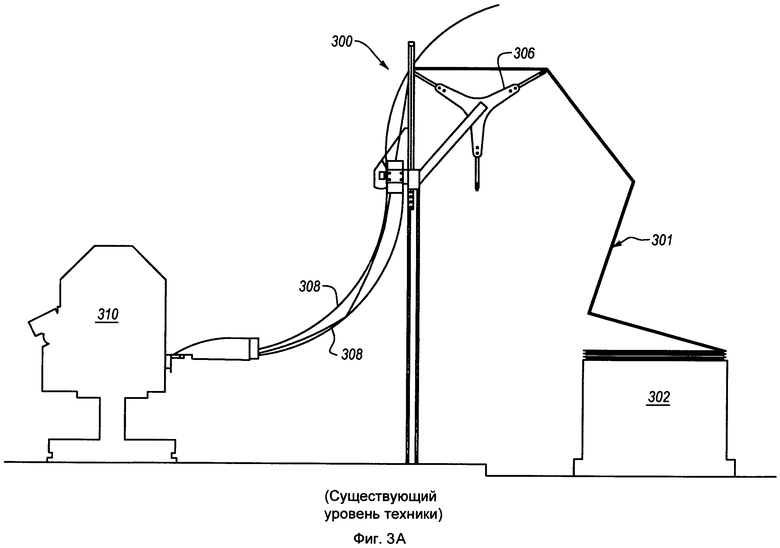
На фиг.3А показана известная ранее система подачи, имеющая подающее колесо и подающие направляющие, размер которых выбран так, чтобы предотвращать создание дополнительных сгибов упаковочных материалов.
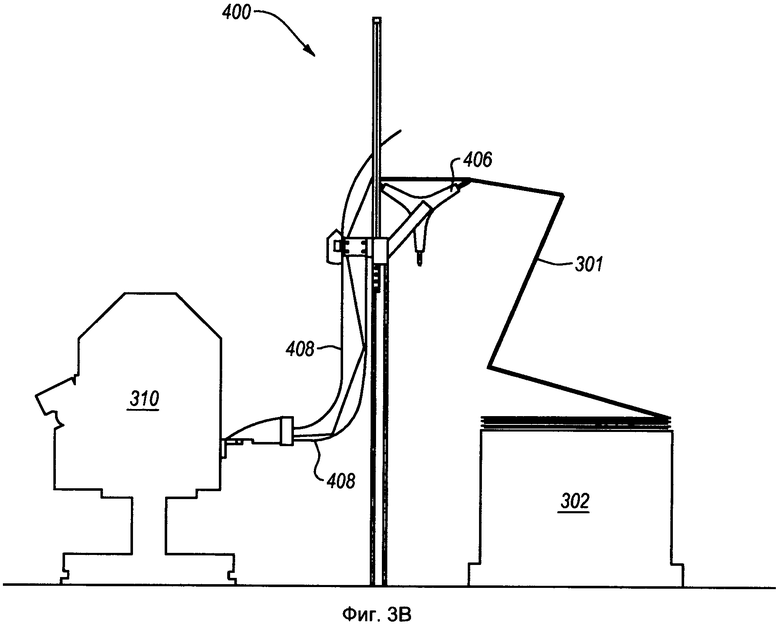
На фиг.3В показана система подачи в соответствии с одним примерным вариантом осуществления настоящего изобретения, в которой создают дополнительные сгибы, которые используются подающим колесом и/или подающими направляющими.
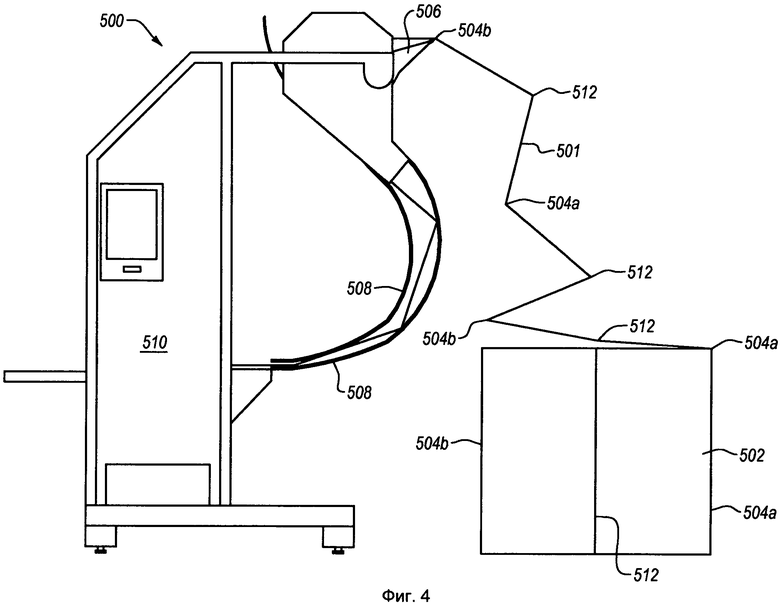
На фиг.4 показан вид сбоку примерной машины для переработки, которая втягивает исходные материалы из фальцованного пакета исходных материалов, которые имеют заранее образованные промежуточные сгибы.
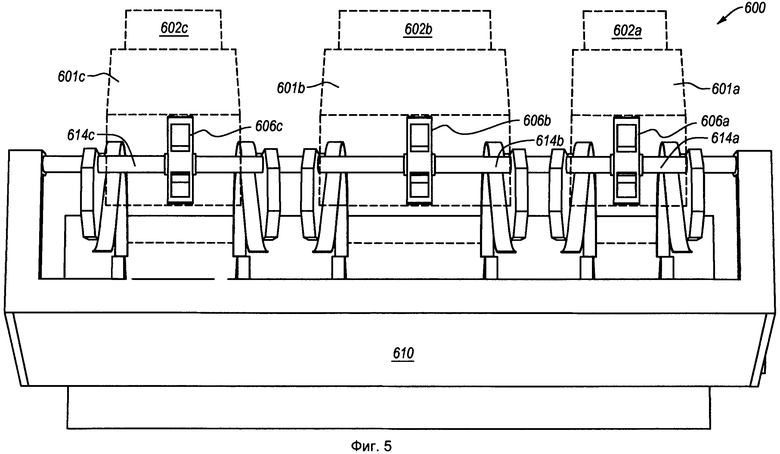
На фиг.5 показан вид сверху примерной машины для переработки, которая позволяет подавать упаковочные материалы из трех отдельных пакетов материала.
Подробное описание изобретения
Описанные здесь варианты осуществления изобретения в общем относятся к способам, устройствам, системам и комплектам для подачи фальцованного материала в машину. Более конкретно, примерные варианты осуществления изобретения относятся к способам, устройствам и системам для подачи исходных упаковочных материалов в машину для переработки, предназначенную для переработки указанных материалов в шаблон коробки.
В описании настоящего изобретения и в формуле изобретения, термин "машина для переработки" использован для общего обозначения различных машин, которые могут использовать исходные материалы и преобразовывать исходные материалы в другую форму или другой вид. В частности, использованный здесь термин "машина для переработки" относится к упаковочным машинам, которые получают упаковочные материалы (например, гофрированный картон) и производят резку, перфорирование, сгибание, надрезание, фальцевание или другое изменение упаковочных материалов, чтобы изготовить шаблон коробки. Однако следует иметь в виду, что термин "машина для переработки" может относиться и к другим типам машин, и не обязательно ограничен машинами, которые изготавливают шаблоны коробок, или машинами, которые используют в тароупаковочном производстве.
Кроме того, в описании настоящего изобретения и в формуле изобретения, термин "упаковочные материалы" использован для общего обозначения различных типов материалов, которые могут быть преобразованы с использованием машины для переработки. В частности, термин "упаковочные материалы" может быть использован для обозначения любых материалов, которые могут быть преобразованы из исходной формы в годное к употреблению изделие, или в шаблон для годного к употреблению изделия. Например, материалы на основе бумаги, такие как картон, тонкий картон, гофрированный картон и т.п., можно рассматривать как "упаковочные материалы", однако этот термин не обязательно ограничен этими материалами. Таким образом, несмотря на то, что в приведенных здесь примерах указано использование гофрированного картона и фальцованного гофрированного картона, это использование является просто примерным и не обязательно ограничивает настоящее изобретение.
Кроме того, в описании настоящего изобретения и в формуле изобретения может быть использован термин "упаковка", для общего обозначения различных типов упаковок и упаковочных компонентов, которые могут быть использованы для упаковывания, транспортирования и/или отгрузки изделий. Например, коробка может быть одним типом упаковки, однако "упаковку" не следует толковать в узком смысле как содержащую только коробки, или содержащую только упаковки специфического размера, формы или конфигурации. Таким образом, "упаковка" может иметь любую форму или размер. Термин "шаблон" также может быть использован здесь для замены термина "упаковка", в тех случаях, когда используют шаблон, чтобы после сборки получить из него "упаковку."
Как это сделано здесь, множество изделий, конструктивных элементов, композиционных элементов и/или материалов, для удобства могут быть представлены в общем списке. Однако эти списки следует истолковывать так, как если бы каждый элемент списка был индивидуально идентифицирован как отдельный и неповторимый элемент. Таким образом, ни один индивидуальный элемент такого списка не следует истолковывать как фактически (de facto) эквивалентный любому другому элементу этого же списка, единственно на основании его присутствия в общей группе, если не указано противоположное. Кроме того, здесь также могут быть представлены цифровые данные. Следует иметь в виду, что такие цифровые данные использованы просто в качестве пояснительного примера рабочих вариантов осуществления. Более того, цифровые данные, приведенные в формате диапазона, приведены указанным образом просто для удобства и краткости, и поэтому их следует гибко интерпретировать, с включением не только цифровых данных, которые явно указаны в границах диапазона, но также с включением всех индивидуальных численных значений или поддиапазонов, заключенных в этот диапазон, если такое численное значение или такой поддиапазон явно указаны. Более того, такие численные значения или поддиапазоны не предназначены для того, чтобы служить неограничивающими примерами примерных вариантов осуществления, и поэтому их не следует истолковывать как требующиеся во всех вариантах осуществления, если только это не указано четко в формуле изобретения.
Теперь будет сделана ссылка на примерные варианты осуществления, показанные на чертежах, на которых аналогичные детали имеют одинаковые позиционные обозначения. Несмотря на то, что здесь будет использована специфическая терминология для описания примерных вариантов осуществления, тем не менее, следует иметь в виду, что это не подразумевает в связи с этим никакого ограничения объема изобретения. Следует иметь в виду, что чертежи являются схематичными и на них показаны схематичные изображения различных вариантов осуществления изобретения, причем их не следует истолковывать как ограничивающие настоящее изобретение, если только их конфигурация, форма, масштаб, функция или другая характеристика четко не указаны как существенные. Все изменения и дополнительные модификации показанных здесь характеристик изобретения, и дополнительные применения принципов заявленного изобретения, которые могут быть сделаны специалистами в данной области после ознакомления с описанием настоящего изобретения, следует считать сделанными в рамках настоящего изобретения.
Дополнительно, никакие специфические элементы не следует считать существенными для всех вариантов осуществления, причем не требуется производит их сборку или изготовление в любом специфическом порядке, если только в формуле изобретения четко не указано, что это является существенным. Таким образом, из рассмотрения чертежей нельзя сделать никакого вывода о необходимости того или другого элемента. В последующем описании приведены многочисленные специфические детали для того, чтобы обеспечить полное понимание настоящего изобретения. Однако, совершенно очевидно, что некоторые специалисты в данной области могут внедрить настоящее изобретение без этих специфических деталей. В других случаях, общие технологии изготовления и упаковки продуктов, а также хорошо известные аспекты работы упаковочных машин, в том числе механика изготовления шаблона коробки, после того, как исходные материалы поданы в упаковочную машину, не описаны здесь подробно, чтобы избежать ненужного затемнения новых аспектов настоящего изобретения.
На фиг.1А-1С показана примерная машина 100 для переработки, в которой могут быть внедрены варианты и аспекты настоящего изобретения. На фиг.1А и 1В, например, показаны соответственно вид в перспективе и вид сверху машины 100 для переработки, которая может быть использована для переработки исходных материалов 101, уложенных в пакет 102 фальцованного материала. В этом примерном варианте осуществления, пакет 102 фальцованного материала - который показан пунктиром на фиг.1В - расположен в непосредственной близости от машины 100 для переработки и содержит исходные упаковочные материалы 101. Пакет 102 фальцованного материала может быть образован из множества различных слоев упаковочных материалов 101. Например, в соответствии с одним примерным вариантом осуществления, линия 104 надреза может быть образована у противоположных кромок каждого слоя упаковочных материалов 101 в пакете 102 фальцованного материала, и может разграничивать переход из одного слоя в другой. Каждый слой может быть в основном расположен в пакете 102 так, что он лежит вертикально ниже чем предыдущий слой и вертикально выше относительно следующего слоя.
Линии 104 надреза могут быть образованы в исходных упаковочных материалах 101 любым подходящим образом. Например, когда образуют желательную ширину, толщину и т.п. упаковочных материалов 101, процесс изготовления может также предусматривать использование ножа для сгиба по ширине упаковочных материалов 101. Нож может делать сгибы с заданными промежутками, причем каждый такой сгиб может быть образован как частичный разрез (как надрез) в исходных упаковочных материалах 101, в результате чего образуются линии 104 надреза. Когда после этого складывают упаковочные материалы 101, тогда каждая область между линиями 104 надреза может образовывать отдельный слой и эти области могут быть сложены гармошкой, что позволяет отдельно идентифицировать каждый слой относительно смежных слоев, но также при их непрерывном соединении. Таким образом, пакет 102 фальцованного материала может быть бесконечным пакетом материалов 101. Более того, линии 104 надреза являются просто примерными и, в других вариантах осуществления, различные механизмы могут быть использованы для идентификации отдельных слоев. Например, в некоторых вариантах осуществления, слои могут быть разделены при помощи линий сгиба, фальцев, частичных разрезов (надрезов), перфораций и т.п., у кромок пакета 102 фальцованного материала, так что образование надрезов исходных материалов 101 не является необходимым. В других вариантах осуществления, единственный слой может иметь одну или несколько промежуточных линий надреза.
Как уже было указано здесь выше, специфическим аспектом линий 104 надреза является то, что они позволяют складывать друг на друга слои исходного материала 101, с образованием множество слоев пакета 102 фальцованного материала. Таким образом, если смотреть на пакет 102 сбоку или сверху, то линии 104 надреза будут находиться у кромок пакета 102 фальцованного материала. Когда упаковочный материал 101 из пакета 102 фальцованного материала подают в машину 100 для переработки, тогда подающее колесо 106 может захватывать упаковочный материал 101 и направлять его из пакета 102 фальцованного материала. Машина для переработки 100 также может содержать одну или несколько подающих направляющих 108. Подающими направляющими 108 может быть, например, комплект направляющих, между которыми может быть расположен упаковочный материал, и которые вместе (коллективно) направляют упаковочный материал 101 после его зацепления с подающим колесом 106 в механизм для переработки 110, который может перерабатывать упаковочный материал 101 в упаковку и/или в шаблон упаковки.
Движущая сила подающего колеса 106 может быть создана любым подходящим образом. Например, в соответствии с одним из вариантов осуществления, подающее колесо 106 может быть установлено на валу 114, который вращается при помощи двигателя или другого приводного механизма. Когда вал 114 вращается, подающее колесо 106 может иметь соответствующее вращение и может создавать движущая силу, которая поднимает слои упаковочных материалов 101 из пакета 102 фальцованного материала, и подает их в механизм 110 для переработки. Подающие направляющие 108 могут содействовать направлению упаковочных материалов 101 в механизм 110 для переработки, и могут образовывать общую траекторию движения исходных материалов 101, когда они движутся от подающего колеса 106 в механизм 110 для переработки. В других вариантах осуществления, движущая сила может быть приложена к упаковочным материалам 101. Например, механизм 110 для переработки может содержать один или несколько роликов, которые толкают упаковочные материалы 101 в механизм 110 для переработки. Когда такая движущая сила приложена к упаковочным материалам 101, она может передаваться к подающему колесу 106, которое будет вращаться за счет силы, приложенной к упаковочным материалам 101. Подающее колесо 106 может вращаться на валу 114, или же может вращаться вместе с валом 114.
Вне зависимости от того, приложена ли движущая сила непосредственно к подающему колесу 106 или приложена к упаковочным материалам 101, так чтобы вызывать вращение подающего колеса 106, или использована комбинация того и другого, подающее колесо 106 может в рабочем состоянии входить в зацепление с фальцованным упаковочным материалом 101 и поднимать упаковочный материал 101 из пакета 102 фальцованного материала. Например, как это показано в виде сбоку на фиг.1C, подающее колесо 106 может вращаться в направлении против часовой стрелки, чтобы поднимать упаковочные материалы 101 из пакета 102 фальцованного материала, и направлять упаковочные материалы 101 вперед, в соответствии с ориентацией подающих направляющих 108, и далее в механизм 110 для переработки. Как это лучше всего показано на фиг.1А, примерное подающее колесо 106 может быть колесом с тремя ветвями, которое имеет три радиальных элемента 116, выходящих из центральной ступицы 118. Когда подающее колесо 106 вращается, радиально наиболее удаленный конец одного или нескольких радиальных элементов 116 может быть сконфигурирован так, чтобы входить в зацепление с упаковочным материалом 101. Например, один радиальный элемент 116 может входить в зацепление с упаковочным материалом 101 в положении поблизости от линии 104 надреза. Другие радиальные элементы 116 также могут входить в зацепление с упаковочным материалом 101, но не обязательно в положении поблизости от линии 104 надреза. Например, длина хорды между радиально наиболее удаленными концами радиальных элементов 116 может быть ориентировочно равна половине длины каждого слоя упаковочных материалов 101 в пакете 102. В результате, радиальные элементы 116 могут входить в зацепление с упаковочным материалом 101 в положении ориентировочно посредине между линиями 104 надреза. Следовательно, радиальные элементы 116 могут создавать новые сгибы или фальцы 112 в упаковочном материале. Таким образом, в соответствии с некоторыми вариантами осуществления, подающее колесо 106 действует как средство фальцовки упаковочных материалов 101.
Как это показано на фиг.1C, после входа в зацепление подающего колеса 106, с возможным созданием сгибов 112 в местоположении между соседними линиями 104 надреза, упаковочный материал 101 может быть пропущен поверх подающих направляющих 108. Как уже было указано здесь выше, подающие направляющие 108 в первую очередь направляют упаковочный материал 101 от подающего колеса 106 в механизм 110 для переработки. Например, в показанном варианте осуществления, подающие направляющие 108 сконфигурированы так, чтобы изменять ориентацию упаковочного материала 101 из в основном вертикального положения в главным образом горизонтальное положение. В тех случаях, когда желательно, чтобы фальцованный материал 101 выходил назад из механизма 110 для переработки (например, для осуществления функции преобразования, для устранения заедания, или по другим причинам), тогда механизм, приводящий во вращение подающее колесо 106, может изменять вращение подающего колеса 106 на обратное. Например, на фиг.1В, подающее колесо 106 может вращаться в направлении по часовой стрелке, протягивая упаковочные материалы 101 так, чтобы побуждать упаковочные материалы двигаться горизонтально и/или вертикально поверх направляющих 108 и в направлении удаления от механизма 110 для переработки, в направлении пакета 102 фальцованного материала.
Как это лучше всего показано на фиг.1 В, следует также иметь в виду, что машина 100 для переработки является регулируемой, и может быть использована с множеством различных размеров фальцованного материала 101. Например, в показанном варианте осуществления, направляющие 108 и/или подающее колесо 106 могут быть избирательно закреплены на валу 114, или могут скользить на нем в осевом направлении. Более конкретно, в этом конструктивном варианте направляющие 108 соединены с опорами 109, которые в свою очередь соединены с валом 114. Опоры 109 могут скользить в осевом направлении вдоль вала 114. Таким образом, если заменяют исходные материалы 101 другими исходными материалами, которые имеют большую или меньшую ширину, тогда опоры 109 перемещают со скольжением вдоль вала 114 в осевые положения, соответствующие новой ширине исходных материалов. При этом направляющие 108 также перемещаются в необходимые положения. Более того, подающее колесо 106 может иметь, например, стопорный механизм, который блокирует его на валу 114, так что оно вращается вместе с валом 114. Этот механизм может быть ослаблен, чтобы переместить подающее колесо 106. Кроме того, множество подающих колес 106 могут быть установлены на валу 114, чтобы совместно или индивидуально поднимать и подавать исходные материалы 101, или использовать различные пакеты 102 исходных материалов 101.
Обратимся теперь к рассмотрению фиг.2, на которой показано более подробно примерное подающее колесо 206. В частности, на фиг.2 показано с увеличением подающее колесо 206, которое позволяет подавать исходные материалы 101 в машину для переработки, и которое может сгибать исходные материалы 101 в одном или нескольких местах между соседними линиями 104 надреза.
Более конкретно, показанное подающее колесо 206 представляет собой колесо с тремя ветвями, сконфигурированное с возможностью вращения вокруг оси. В этом конструктивном варианте, три радиальных элемента 216 идут радиально наружу из центральной ступицы 218. Как это показано на фиг.2, радиальные элементы 216 расположены с одинаковыми угловыми промежутками 120° вокруг центральной ступицы 218. Само собой разумеется, что могут быть выбраны и другие угловые промежутки. Например, в некоторых вариантах осуществления, три радиальных элемента могут быть расположены с неодинаковыми угловыми промежутками. В других вариантах осуществления, другое число радиальных элементов (например, два, четыре, пять и т.п.) может быть образовано на подающем колесе, что также приводит к другим угловым промежуткам между радиальными элементами. Кроме того, несмотря на то, что показано единственное подающее колесо 206, множество подающих колес могут быть использованы для совместного перемещения исходных материалов 101, или могут работать индивидуально для подачи упаковочных материалов из различных пакетов.
В соответствии с первым аспектом настоящего изобретения, подающее колесо 206 может быть использовано фактически при любом размере исходных материалов. Например, в этом варианте осуществления, имеется длина с хорды между дистальными концами соседних радиальных элементов 216. При необходимости длину с хорды выбирают в зависимости от размера слоев исходных материалов 101, хотя это и не является обязательным. Например, слои исходных материалов 101 на фиг.2 имеют длину, которая равна расстоянию между двумя соседними линиями 104 надреза. Однако длина с хорды может быть существенно меньше чем расстояние между соседними линиями 104 надреза. В показанном варианте осуществления, например, длина с хорды ориентировочно равна половине расстояния между соседними линиями 104 надреза, хотя могут быть использованы и другие соотношения, как это обсуждается далее более подробно.
Так как подающее колесо 206 на фиг.2 имеет длину с хорды, которая не перекрывает всю длину между соседними линиями 104 надреза, то подающее колесо 206 может сгибать исходный материал 101 в местоположении между соседними линиями 104 надреза линии. Например, на фиг.2 показана одна линия 104 надреза, введенная в зацепление с одним из радиальных элементов 216. Однако следующий радиальный элемент не входит в зацепление с линией 104 надреза. Вместо этого, когда исходный материал 101 ведут вокруг подающего колеса 206, тогда следующий радиальный элемент 216 входит в зацепление с исходным материалом и образует линию 212 сгиба. Однако в других вариантах осуществления, линия 212 сгиба может быть образована ранее входа в зацепление с радиальным элементом 216. Например, пакет исходных материалов 101 может иметь сгибы, уже образованные в местоположениях между линиями надреза или между другими кромками пакета.
Как можно понять из приведенного здесь описания, подающее колесо 206, которое имеет размер, не равный размерам панелей фальцованного материала 101, может быть использовано при множестве различных размеров фальцованного материала 101. Например, подающее колесо, которое имеет треугольную конфигурацию, аналогичную конфигурации подающего колеса 206 на фиг.2, может иметь длину хорды около 16 дюймов, однако следует иметь в виду, что хорды с большей или меньшей длиной могут быть использованы с специфических применениях. В случае выбора длины хорды 16 дюймов, если фальцованный материал 101 имеет длину панелей 32 дюйма, такое подающее колесо может создавать сгиб ориентировочно посредине между всеми соседними линиями надреза. Однако, в других случаях, подающее колесо с длиной хорды 16 дюймов может быть использовано с фальцованным материалом 101, который имеет длину панелей 48 дюймов. В этом случае, когда подающее колесо подает фальцованный материал 101 в машину для переработки, как уже было описано здесь выше, первый радиальный элемент 216 может входить в зацепление с уже существующей линией 104 надреза. Подающее колесо затем может сделать полный оборот, и тот же самый радиальный элемент 216 может затем входить в зацепление со следующей уже существующей линией 104 надреза. Во время такого полного оборота, второй и третий радиальные элементы 216 могут входить в зацепление с материалом в местоположениях, не соответствующих линиям надреза, и могут создавать два сгиба 112 между соседними линиям 104 надреза.
Однако следует иметь в виду, что это же самое подающее колесо может быть использовано с другими размерами и длинами фальцованного материала 101. В других вариантах осуществления, например, длина панели исходного материала 101 может быть в 3 раза больше длины с хорды (например, в 4-8 раз больше). Кроме того, в то время как длина с хорды может иметь прямую связь с длиной единственной панели слоев исходного материала 101, это не является обязательным. Например, в некоторых вариантах осуществления, длина с хорды может соответствовать длине двух панелей исходного материала 101. Например, длина хорды с может быть ориентировочно 20 дюймов, в то время как исходный материал может иметь длину (длину панели) 30 дюймов. Таким образом, если подающее колесо имеет три радиальных элемента, то первый из них может входит в зацепление с первой линией надреза, после чего подающее колесо совершает полный оборот и тот же самый радиальный элемент входит в зацепление с третьей линией надреза. Каждый второй и третий радиальные элементы могут создавать сгибы на расстоянии около 10 дюймов от второй линии надреза, между первой и второй линиями надреза.
В других вариантах осуществления может отсутствовать прямая связь между длиной с хорды и длиной любого числа панелей исходного материала 101. В самом деле, не обязательно, чтобы радиальные элементы 216 входили в зацепление с линиями 104 надреза, и поэтому они могут входить в зацепление с исходным материалом 101 в любом месте. В частности, на фиг.2 показан пример, в котором радиальные элементы имеют элементы 220 зацепления, закрепленные на их дистальных концах. Элемент 220 зацепления может быть сконфигурирован так, чтобы входить в зацепление с линией надреза и/или создавать сгиб. Однако, в других вариантах осуществления, элемент 220 зацепления может быть сконфигурирован так, чтобы входить в зацепление с исходным материалом 101 в любом месте. Таким образом, вне зависимости от наличия связи между длиной с хорды и расстоянием между линиями 104 надреза, элемент 220 зацепления может действовать как механизм захвата. Например, элемент 220 зацепления может быть изготовлен из препятствующего скольжению материала, или может иметь препятствующее скольжению покрытие, так что когда он входит в зацепление с исходным материалом 101, то имеется малое скольжение или отсутствует скольжение между ними. В одном примере, элемент 220 зацепления может быть изготовлен из полимерного материала, такого как каучук, и может иметь покрытие с песком, всасывающий механизм, или другие препятствующие скольжению поверхности или соответствующие связанные с ним механизмы.
Несмотря на то, что это не является необходимым во всех вариантах осуществления, элемент 220 зацепления также может быть регулируемым. Например, элементы 220 зацепления могут быть соединены с радиальными элементами 216 с использованием одного или нескольких винтов, зажимов или других крепежных деталей. Если такие крепежные детали ослабить, то элементы 220 зацепления могут быть перемещены радиально внутрь или наружу относительно центральной ступицы 218, что позволяет изменять длину с хорды. В одном варианте осуществления, каждый из элементов 220 зацепления могут быть перемещен так, чтобы изменять длину с хорды до 6 дюймов, однако следует иметь в виду, что этот вариант осуществления является только примерным и в других случаях подающее колесо 206 может быть регулируемым и позволяет регулировать свою длину с хорды больше чем на 6 дюймов.
Таким образом, можно изменять форму, размеры и конструкцию подающего колеса 206. Дополнительно, также можно изменять материал, использованный для изготовления подающего колеса 206, с учетом характеристик специфической машины, фальцованного материала, местоположения, применения и т.п. Например, подающее колесо 206 в первую очередь может быть изготовлено из материала с металлическими свойствами (например, из алюминия, стали, титана, нержавеющей стали). Дополнительно или вместо этого, другие участки подающего колеса 206 могут быть изготовлены из других материалов, в том числе из пластмасс, сплавов, других металлов, дерева или других органических материалов, композиционных материалов, и/или их комбинаций.
В дополнение к изменениям материала подающего колеса 206, элементы 220 зацепления могут быть изготовлены из различных материалов. Например, могут быть использованы элементы 220 зацепления, которые изготовлены отдельно от подающего колеса 206, причем они могут быть изготовлены из того же самого или другого материала, по сравнению с подающим колесом 206. В качестве примера материалов для изготовления элементов 220 зацепления можно привести (но без ограничения) металлы, сплавы, пластмассы, композиционные материалы, дерево, органические материалы и/или их комбинации.
Эффективность использования описанной здесь системы подачи может быть более полно оценена при рассмотрении фиг.3А и 3В. На фиг.3А, например, показаны стандартная машина для переработки и система подачи, причем это является примером системы, описанной в патенте США No.7,100,811. Как это показано на фиг.3А, система 300 подачи содержит подающее колесо 306, сконфигурированное так, чтобы входить в зацепление с исходным упаковочным материалом 301 и направлять его из пакета 302 фальцованного материала и далее в машину 310 для переработки. Как часть системы, подающее колесо 306 имеет размер, специфически выбранный так, чтобы предотвращать дополнительное сгибание (фальцевание) в любом слое исходного материала 301.
В результате специфического желания избежать дополнительных фальцев или сгибов в исходном материале 301, машина 300 для переработки имеет высоту больше чем это абсолютно необходимо. Для того, чтобы уменьшить высоту, пакет 302 фальцованного материала может быть расположен в углублении. Кроме того, как это показано на фиг.3А, желание избежать фальцовки фальцованного упаковочного материала 301 приводит к использованию удлиненных направляющих 308, которые направляют упаковочный материал 301 от подающего колеса 306 в машину 310 для переработки. Более конкретно, в основном S-образные направляющие 308 удлинены так, чтобы иметь большие радиусы изгиба, позволяющие избежать фальцовки исходного материала 301.
Вместо этого, с той же самой машиной 310 для переработки может быть использована система 400 подачи (фиг.3 В), которая позволяет уменьшить размеры зоны установки по сравнению с машиной для переработки, использующей систему 300 подачи, или по сравнению с другой машиной для переработки, не имеющей заявленных здесь характеристик. Например, в отличие от системы 300 подачи, которая имеет подающее колесо 306, специфически сконфигурированное в соответствии с размером фальцованного материала 301, так чтобы не создавать дополнительные сгибы в фальцованном материале 301, подающее колесо 406 сконфигурировано так, что фальцованный материал 301 может быть согнут в местоположениях между ранее существующими линиями надреза. Следовательно, подающее колесо 406 может быть намного меньше по сравнению с подающим колесом 306 или по сравнению с другими подающими колесами, которые предназначены только для сгибания фальцованного материала 301 на ранее существующих линиях надреза.
Меньшее подающее колесо 406 позволяет также уменьшить полную высоту и длину машины для переработки по сравнению со стандартными машинами для переработки, что позволяет устанавливать машину для переработки и систему подачи в помещениях с меньшим вертикальным габаритом (с меньшей высотой) и/или с меньшим имеющимся пространством для установки. Например, система 400 подачи требует наличия вертикального габарита около 100 дюймов, в то время как система 300 подачи требует наличия вертикального габарита около 150 дюймов или больше.
Дополнительная экономия пространства может быть получена за счет изменений, которые могут быть введены в подающие направляющие. Например, за счет использования подающего колеса 406 меньшего размера, и за счет дополнительных сгибов в фальцованном исходном упаковочном материале 301, подающие направляющие 406 могут быть сконструированы с намного меньшими радиусами изгиба по сравнению со стандартными подающими направляющими. Более конкретно, дополнительные сгибы на той же самой длине фальцованного материала 301 позволяют изменять ориентацию фальцованного материала 301 из в основном вертикального положения в главным образом горизонтальное положение на намного меньшем горизонтальном расстоянии по сравнению с подающими направляющими 308 на фиг.3А. Это становится возможным потому, что дополнительные сгибы позволяют изгибать фальцованный материал 301 вокруг меньшего радиуса. Более того, подающее колесо 406 меньшего размера и/или подающие направляющие 408 меньшего размера также позволяют отгружать систему 400 подачи уже в собранном состоянии, учитывая меньший полный размер сборки.
Для облегчения направления упаковочных материалов 301 в механизм 310 для переработки, показанные направляющие 408 имеют в основном S-образную траекторию подачи фальцованного материала. S-образная траектория подачи фальцованного материала на фиг.3В главным образом сжата в вертикальном и горизонтальном направлениях по сравнению с траекторией подачи направляющих 308 на фиг.3А. Например, траектория подачи на фиг.3В может иметь высоту около 80 дюймов и ширину около 50 дюймов, в то время как траектория подачи на фиг.3А вместо этого может иметь высоту около 120 дюймов и ширину около 75 дюймов.
Таким образом, аспекты варианта на фиг.3В позволяют уменьшить необходимое пространство для установки системы 400 подачи. Дополнительные аспекты позволяют повысить безопасность системы 400 подачи. Например, в показанном варианте осуществления, подающее колесо 406 в основном расположено рядом с верхней частью S-образной траектории подачи фальцованного материала, которая содержит подающие направляющие 408. В одном аспекте, S-образная траектория подачи фальцованного материала идет в боковом направлении от подающего колеса 406 в направлении машины 310 для переработки. Однако, в других вариантах осуществления, S-образная траектория подачи фальцованного материала может идти по меньшей мере частично в направлении пакета 302 фальцованного материала. Например, как это показано на фиг.1C, направляющие 108 идут в боковом направлении к пакету 102 фальцованного материала и, таким образом, закрывают нижний участок подающего колеса 106. Это позволяет дополнительно облегчить сгибание слоев исходного материала 101 друг на друга, когда материал направляют в механизм для переработки. В одном аспекте, сгибание фальцованного материала указанным образом не только дополнительно уменьшает необходимое пространство для установки, но и снижает риск касания подающего колеса 106 оператором.
Таким образом, фактическая траектория подачи фальцованного материала может изменяться от одного варианта осуществления к другому. Следовательно, несмотря на то, что была показана и описана S-образная траектория подачи фальцованного материала, другие различные формы траекторий подачи фальцованного материала могут быть реализованы в других вариантах осуществления изобретения. Например, палета или пакет 301 фальцованного материала могут быть установлены на том же самом уровне, что и подающее колесо 406, за счет чего создается более L- или J-образная траектория подачи фальцованного материала. В других вариантах осуществления, и как уже было описано здесь выше, траектория подачи фальцованного материала может изгибаться назад, чтобы также закрывать по меньшей мере участок нижней стороны подающего колеса в качестве дополнительной меры безопасности.
Относительное снижение размера подающего колеса 406 и/или подающих направляющих 408 также позволяет размещать пакет 302 фальцованного материала ближе к механизму 310 для переработки на фиг.3В, по сравнению с размещением пакета 302 фальцованного материала относительно механизма 310 для переработки на фиг.3А. Например, как это показано на фиг.1А-1С, пакет фальцованного материала может быть расположен в непосредственной близости от механизма для переработки, что позволяет уменьшить зону обслуживания при работе машины для переработки, а также улучшает загрузку, при дополнительном повышении безопасности, так как снижается вероятность того, что невнимательный оператор или другое лицо могут войти в зону между пакетом фальцованного материала и машиной для переработки.
Как уже было указано здесь выше, может быть введен факультативный механизм, который позволяет или побуждает подающее колесо 406 вращаться в обратном направлении. Система 400 подачи позволяет дополнительно снизить риск заедания (заклинивания) фальцованных упаковочных материалов 301 внутри системы 400 подачи, за счет того, что подающее колесо 406 может вращаться в обратном направлении. Например, пружинный механизм может быть взведен за счет прямого движения подающего колеса 406. Когда необходима обратная подача, пружинный механизм может быть полностью или частично освобожден, чтобы за счет этого фальцованный материал 301 мог выходить назад из механизма 310 для переработки. В другом примерном варианте осуществления, обратное движение может быть вызвано или облегчено за счет гравитационного механизма, который использует силу тяжести для вращения подающего колеса 406 в обратном направлении, когда необходимо, чтобы фальцованный материал 301 выходил назад из механизма 301 для переработки. В других примерных вариантах осуществления, подающее колесо может быть связано с двигателем или с трансмиссией, которые могут работать в прямом и/или обратном направлениях.
Вне зависимости от специфического вида создания обратного движения фальцованного материала 301, и от того, является ли такое движение в основном плавным или происходит резко, риск заедания может быть снижен за счет дополнительных сгибов, созданных при помощи подающего колеса 406. Дополнительные сгибы, созданные при помощи подающего колеса 406, позволяют фальцованному материалу двигаться более свободно внутри системы 400 подачи, за счет чего снижается риск заедания по сравнению с другими машинами для переработки, которые не создают дополнительных сгибов и даже специально стремятся не создавать их.
Материал подающих направляющих 408 также может быть различным и, в соответствии по меньшей мере с одним вариант осуществления, это может быть материал с пониженным трением или с нанесенным на него покрытием из материала с пониженным трением. Например, подающие направляющие 408 могут быть изготовлены из материала с металлическими свойствами, который может иметь покрытие с пониженным трением. Такое покрытие с пониженным трением позволяет подавать фальцованный материал 301 через подающие направляющие 408 с меньшим сопротивлением и, кроме того, позволяет легче направлять фальцованный материал 301 назад через подающие направляющие 408 во время операций механизма для переработки. Такое покрытие с пониженным трением обеспечивает защиту от риска заедания во время работы машины для переработки.
В соответствии с другими примерными вариантами осуществления, материалом подающих направляющих может быть просто металл без покрытия, сплав, пластмасса, композиционный материал или любой другой материал, из которого может быть образована желательная конфигурация. Более того, материал направляющих 408, или покрытие или другой материал, нанесенный на него, если они есть, может изменяться от одного варианта к другому. Например, в одном варианте, материалом направляющих 408 может быть полированный материал с металлическими свойствами. В другом варианте осуществления, направляющие 408 могут иметь порошковое покрытие или нанесенную на них краску. В другом примере, покрытие может содержать один или несколько различных материалов, предназначенных для снижения трения и защиты подающих направляющих 408 (например, это может быть покрытие, нанесенное за счет конденсации из паровой (газовой) фазы (PVD), тефлоновое покрытие, Starcote покрытие, ксилановое покрытие, сухое покрытие на основе углеводорода/ твердого смазочного материала, покрытие на основе почти не имеющего трения углеводорода (NFC), покрытие на основе дисульфида молибдена, и т.п.).
Обратимся теперь к рассмотрению фиг.4, на которой показан еще один примерный вариант машины 500 для переработки. Как это легко поймут специалисты в данной области после ознакомления с приведенным здесь описанием, машина 500 для переработки может быть в основном аналогична другим описанным здесь машинам для переработки. Поэтому ее аналогичные компоненты не будут описаны подробно, чтобы не затруднять понимание новых компонентов машины 500 для переработки. Следует иметь в виду, что также как и машина 100 для переработки, показанная на фиг.1C, машина 500 для переработки также содержит пакет фальцованного материала 502. Однако, в отличие от пакета фальцованного материала на фиг.1C, пакет 502 фальцованного материала может иметь факультативные дополнительные сгибы или линии надреза в промежуточных местоположениях в пакете 502.
В соответствии с одним примерным вариантом осуществления, например, пакет 502 фальцованного материала содержит множество различных слоев фальцованного материала 501. Каждый слой может быть ограничен при помощи противоположных линий 504а, 504b надреза. В частности, линии 504а надреза могут ограничивать показанную правую сторону слоев упаковочных материалов 501, когда их укладывают в пакет 502, в то время как линии 504b надреза могут ограничивать показанную левую слоев таких слоев. Между каждой парой правых линий 504а надреза и левых линий 504b надреза могут быть одно или несколько дополнительных образований. Например, показанный вариант содержит сгибы 512, образованные между каждой парой правых и левых линий 504а, 504b надреза, однако вместо сгибов 512 это могут быть фальцы, перфорации, линии надреза, или другие образования, которые облегчают сгибание исходных материалов 501, однако при сохранении пакета 502 в виде непрерывной последовательности соединенных панелей и слоев.
Как можно понять из приведенного описания, исходный материал 501 может быть подан в механизм 510 для переработки с использованием подающего колеса 506 и подающих направляющих 508, аналогично описанному здесь выше. Таким образом, подающее колесо 506 может иметь длину хорды или другой размер, который позволяет подающему колесу 506 входить в зацепление с исходным материалом 501 в других местоположениях, а не только у линий 504а, 504b надреза. Например, в одном варианте осуществления, сгибы 512 расположены внутри слоев исходного упаковочного материала 501 так, что расстояние между линиями 504а, 504b надреза и сгибами 512 в основном соответствует длине хорды подающего колеса 506. Другими словами, сгибы 512 могут быть предварительно образованы в упаковочном материале 501, так что подающее колесо 506 может входить в зацепление как со сгибами, так и с линиями надреза в исходном материале 501, но не обязательно создавать сгибы 512, когда исходный материал проходит вокруг подающего колеса 506.
Один аспект, связанный с наличием предварительно образованных сгибов 512, состоит в ом, что они могут повышать кпд 500 машины для переработки. Например, предварительно образованные сгибы 512 требуют меньшего усилия для осуществления сгибания. В результате, подающее колесо 506 может создавать меньшие усилия, что позволяет также снижать мощность, подводимую к двигателю или к другому приводному механизму. Кроме того, это также позволяет использовать более легкие, более упругие или другие материалы для изготовления подающего колеса 506.
Следует иметь в виду, что несмотря на то, что на фиг.4 показана примерная машина 500 для переработки с подающим колесом 506, которое соответствует заданной длине между сгибом 512 и единственной линией 504а или 504b надреза, это является просто примером. В других вариантах осуществления, множество сгибов могут быть образованы в единственном слое, так что указанная длина соответствует расстоянию между сгибами 512. В дополнительных других вариантах осуществления, сгибы 512 могут быть образованы просто для облегчения движения исходного материала 501, при этом отсутствует любая прямая взаимосвязь между длиной хорды подающего колеса 506 и сгибами 512 и/или линиями 504а, 504b надреза.
Обратимся теперь к рассмотрению фиг.5, на которой показана другая примерная машина 600 для переработки. Машина 600 для переработки может в основном работать аналогично другим описанным здесь ранее машинам для переработки и системам подачи. Таким образом, специалисты в данной области легко поймут, что другие аспекты других машин для переработки, механизмов для переработки и систем подачи, описанных здесь ранее, в равной степени применимы к машине 600 для переработки.
Один аспект машины 600 для переработки состоит в том, что она имеет возможность использовать исходные материалы 601а-601с из множества различных резервов, чтобы осуществлять операции переработки. Например, в показанном варианте осуществления, машина 600 для переработки может вытягивать исходные материалы из любого из трех пакетов 602а-602с фальцованных материалов, чтобы осуществлять операции переработки, причем безо всякой ручной или другой регулировки машины 600 для переработки, чтобы адаптировать ее к различным размерам исходных материалов 601. В отличие от этого, например, на фиг.1В показана машина 100 для переработки, которая может работать только с единственным размером исходного материала 101, и которую необходимо отрегулировать для использования другого размера исходного материала. Машина 600 для переработки может работать избирательно с одним из трех различных размеров, которые уже сконфигурированы так, чтобы входить в механизм 610 для переработки безо всякой регулировки.
Машина 600 для переработки может быть адаптирована для выбора любого из различных размеров исходных материалов 601а-601с, причем нет необходимости в обязательном одновременном использовании только трех размеров, как это показано на фиг.5. Например, в некоторых случаях, единственная машина для переработки может иметь систему подачи, которая одновременно подключает механизм 610 для переработки только к двум различным размерам исходных материалов, или к четырем или нескольким другим размерам исходных материалов (например, до 12 пакетов или размеров одновременно).
Машина 600 для переработки также может быть запрограммирована или сконфигурирована иным образом так, чтобы выбирать, какой из различных пакетов 602а-602с фальцованных материалов является желательным пакетов для специфической операции. При использовании, когда желательный пакет 602а-602с фальцованного материала определен, приводной механизм (не показан) может приводить во вращение приводной вал 614а-614с, соответствующий желательному пакету. Подающее колесо 606а-606с затем может быть приведено во вращение при помощи специфического приводного вала 614а-614с, и может подавать исходные материалы 601а-601с аналогично описанному здесь ранее. В некоторых случаях, множество подающих колес 606а-606с могут входить в зацепление с единственным пакетом исходного материала. Это может происходить, например, когда исходные материалы имеют большую ширину и два или несколько подающих колес могут быть использованы для того, чтобы более эффективно поднимать материалы и подавать материалы в механизм 610 для переработки.
Как можно понять из приведенного здесь описания, каждый из приводных валов 614а-614с и каждое из подающих колес 606а-606с могут быть приведены во вращение независимо от других приводных валов и подающих колес, несмотря на то, что это не является обязательным. В одном варианте осуществления, приводные валы 614а-614с могут быть образованы в виде единого целого или иным образом соединены друг с другом, для совместного вращения. Это позволяет, например, машине 600 для переработки одновременно выпускать множество шаблонов упаковок. Машина 600 для переработки может, например, использовать пакеты 602а-602с фальцованных материалов различных размеров, чтобы образовывать различные конфигурации шаблонов упаковок с использованием проводимых одновременно операций переработки, хотя в других случаях, одинаковые шаблоны упаковок могут быть образованы из пакетов 602а-602с различных размеров, или же пакеты 602а-602с могут иметь одинаковые размеры, и различные или одинаковые шаблоны упаковок могут быть одновременно образованы из них.
Как уже было указано здесь выше, различные конструктивные варианты машин для переработки, механизмов для переработки и систем подачи не выходят за рамки настоящего изобретения. Однако невозможность идентифицировать и специфически объяснить каждую потенциальную характеристику каждого варианта не следует, однако, рассматривать как ограничивающую настоящее изобретение только показанными или описанными вариантами, так как настоящее изобретение скорее охватывает все аспекты, которые могут быт поняты специалистами в данной области после ознакомления с настоящим изобретением. Различные описанные здесь системы подачи могут быть использованы с возможностью взаимозамены в различных механизмах для переработки, причем каждая характеристика одной системы подачи может быть заменена характеристиками других систем подачи.
Более того, каждая машина для переработки и система подачи, описанная здесь или построенная после ознакомления с приведенным описанием, может быть сконфигурирована так, чтобы обрабатывать множество различных фальцованных материалов. В одном примерном варианте осуществления, фальцованный материал представляет собой гофрированный картон, который типично используют в производстве коробок и упаковок. В другом примерном варианте осуществления, компоненты машины для переработки и системы подачи машины для переработки позволяют производит обработку других типов материалов, таких как металлы, ткани, бумага, пластмасса, композиционные материалы и т.п..
Как может меняться тип материала, который подают в машину для переработки, так может меняться и укладка (компоновка) материала до его входа в зацепление с компонентами машины для переработки. Например, описанные здесь исходные материалы в основном уложены в вертикальные пакеты. Однако, в других вариантах осуществления, исходные материалы могут быть расположены или совмещены иным образом. Например, исходные материалы могут быть поданы из горизонтального пакета фальцованного материала. В других вариантах осуществления, исходные материалы могут быть поданы из рулона. В одной конфигурации, описанные здесь системы подачи и машины для переработки могут использовать линии надреза, сгибы, фальцы, перфорации и т.п., которые предварительно образованы в исходном материале, и/или могут создавать новые сгибы и фальцы, когда материал подают в механизм для переработки.
Более того, подробное описание конструкции и работы механизмов для переработки не следует считать полным для понимания описанной здесь системы подачи специалистами в данной области. Можно указать, например, что подходящий механизм для переработки может содержать множество инструментов для выполнения разрезов, надрезов, перфораций, фальцев, и/или других инструментов, каждым из которых индивидуально управляют при работе механизм для переработки. Эти инструменты могут быть установлены на направляющих и управление ими может производиться при помощи программируемого блока управления, для индивидуальной, боковой установки на направляющих. Перемещение инструмента затем может быть обеспечено при помощи бесконечного вращающегося ремня, с которым инструменты индивидуально соединяют и разъединяют от него. Такими инструментами также можно индивидуально управлять при входе в зацепление с исходным упаковочным материалом, для осуществления операций резки и фальцовки. Такие операции в первую очередь могут быть осуществлены в направлении подачи через механизм для переработки. Однако другие инструменты могут работать в направлении, перпендикулярном к направлению подачи. Однако такой вариант является просто примерным, и могут быть использованы другие механизмы для переработки, которые работают иным образом.
В изобретение могут быть введены различные изменения и эквивалентные средства. Приведенные специфические варианты, показанные на чертежах и подробно описанные, приведены просто в качестве примера. Однако следует иметь в виду, что настоящее изобретение не ограничено описанными специфическими устройствами или способами. Наоборот, настоящее изобретение перекрывает все модификации, эквиваленты и альтернативные варианты, подпадающие под объем формулы изобретения и соответствующие его сущности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНЫЙ КОЛЕСНЫЙ УКЛАДЧИК ФАЛЬЦОВАННОГО МАТЕРИАЛА И СПОСОБЫ ЕГО ИСПОЛЬЗОВАНИЯ | 2016 |
|
RU2736381C2 |
| ПРЕОБРАЗУЮЩАЯ МАШИНА С МЕХАНИЗМОМ ОБНАРУЖЕНИЯ СКЛАДКИ | 2018 |
|
RU2769414C2 |
| ВЕРТИКАЛЬНАЯ КАРТОНАЖНАЯ УСТАНОВКА С РАЗГРУЗОЧНОЙ НАПРАВЛЯЮЩЕЙ | 2012 |
|
RU2740090C2 |
| ВЕРТИКАЛЬНАЯ КАРТОНАЖНАЯ УСТАНОВКА С РАЗГРУЗОЧНОЙ НАПРАВЛЯЮЩЕЙ | 2012 |
|
RU2612924C2 |
| ПРЕОБРАЗУЮЩАЯ МАШИНА С МЕХАНИЗМОМ ОБНАРУЖЕНИЯ СКЛАДКИ | 2018 |
|
RU2758178C2 |
| КОНТЕЙНЕР НА ОСНОВЕ КАРТОНА (ВАРИАНТЫ) | 1997 |
|
RU2172710C2 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2765224C1 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2022 |
|
RU2786160C1 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2777383C2 |
| УПАКОВОЧНАЯ МАШИНА И СИСТЕМЫ | 2020 |
|
RU2811505C2 |
Группа изобретений относится к области изготовления упаковки. Система преобразования фальцованного материала в шаблоны упаковок содержит пакет фальцованного материала и машину для его переработки. Пакет фальцованного материала содержит множество слоев фальцованного материала. Размер слоя ограничен линиями надреза. Каждый слой содержит по меньшей мере один предварительно образованный сгиб. Машина для переработки содержит подающее колесо, механизм привода подающего колеса, подающую направляющую и механизм переработки. Подающее колесо имеет по меньшей мере три радиальных элемента. Расстояние между кромками радиальных элементов меньше расстояния между линиями надреза фальцованного материала. Механизм переработки выполнен с возможностью сгибания, изгибания, фальцевания, перфорирования, разрезания, надрезания. Повышается надежность системы подачи и эффективность подачи фальцованного материала. 5 н. и 21 з.п. ф-лы, 8 ил.
1. Система подачи, предназначенная для подачи исходного материала в машину для переработки, содержащая:
подающее колесо, вытягивающее при возвращении исходный материал, имеющий множество предварительно образованных линий сгиба, разделяющих его панели, и при этом подающее колесо выполнено так, чтобы, когда указанный исходный материал вытягивают при помощи подающего колеса, входить в зацепление с панелями, имеющими кромки, образованные двумя предварительно образованными линиями сгиба, причем подающее колесо имеет треугольную форму, длина хорды которой меньше, чем расстояние между указанными двумя предварительно образованными линиями сгиба, образующими кромки указанных панелей, и причем указанное зацепление происходит по меньшей мере на сгибах между указанными двумя предварительно образованными линиями сгиба, образующими кромки указанных панелей; и
подающую направляющую, предназначенную принимать исходный материал от подающего колеса, после зацепления исходного материала с подающим колесом, причем подающая направляющая выполнена так, чтобы направлять исходный материал, согнутый при помощи подающего колеса, в машину для переработки.
2. Система подачи по п.1, в которой подающая направляющая имеет радиус кривизны, который побуждает исходный материал сгибаться на сгибе между указанными двумя перфорированными линиями сгиба, образующими кромки указанной панели.
3. Система подачи по п.1, в которой сгиб между двумя перфорированными линиями сгиба предварительно образован в исходном материале или образован за счет зацепления с подающим колесом.
4. Система подачи по п.1, в которой фальцованный исходный материал представляет собой фальцованный гофрированный картон.
5. Система подачи по п.1, в которой указанная машина для переработки выполнена так, чтобы производить преобразованный шаблон упаковки с использованием одной или нескольких следующих операций: резка; сгибание; перфорирование; фальцевание; или надрезание.
6. Система подачи по п.1, в которой указанные предварительно образованные линии сгиба, которые образуют кромки указанной панели, образованы при помощи одной или нескольких следующих операций: сгибание, перфорирование и надрезание.
7. Система подачи по п.1, в которой длина хорды ориентировочно равна половине расстояния между указанными двумя соседними предварительно образованными линиями сгиба.
8. Система подачи по п.1, в которой подающая направляющая образует траекторию, которая побуждает указанный исходный материал складываться после входа в зацепление с подающим колесом и закрывать обратную сторону подающего колеса, когда исходный материал направляют в машину для переработки.
9. Система подачи по п.1, в которой подающее колесо приводят во вращение как в прямом, так и в обратном направлениях.
10. Система подачи по п.1, в которой участок подающей направляющей направляет исходный материал, сгибаемый указанным подающим колесом, в направлении от машины для переработки.
11. Машина для переработки, выполненная с возможностью использования для преобразования фальцованного материала в шаблоны упаковок, предназначенные для сборки в коробки или другие упаковки, причем фальцованный материал уложен в пакет и имеет линии надреза, разделяющие одинаковые слои фальцованного материала, причем машина для переработки содержит:
подающее колесо, имеющее такие размеры и выполненное так, чтобы входить в зацепление со сгибами в фальцованном материале, когда указанное подающее колесо вращается, в местоположениях, расположенных между линиями надреза, образующими кромки слоев в пакете фальцованного материала, причем подающее колесо содержит: по меньшей мере три радиальных элемента, которые находятся на равном расстоянии друг от друга, и длина хорды, определенная как линейное расстояние между радиально удаленными кромками двух смежных радиальных элементов, существенно меньше, чем расстояние между двумя линиями надреза, образующими кромки слоя в указанном пакете фальцованного материала;
механизм привода подающего колеса во вращение, при котором указанный фальцованный материал вытягивается из указанного пакета фальцованного материала при вращении подающего колеса в прямом направлении; подающую направляющую, сконфигурированную так, чтобы получать имеющий сгибы фальцованный материал от подающего колеса и изменять ориентацию фальцованного материала из вертикального положения в горизонтальное положение вокруг участка радиуса подающей направляющей, причем указанный участок радиуса сконфигурирован так, чтобы сгибать имеющий сгибы фальцованный материал у указанных сгибов, образованных между указанными двумя линиями надреза, образующими кромки слоя в указанном пакете фальцованного материала; и механизм для переработки, выполненный так, чтобы получать указанный имеющий сгибы фальцованный материал от указанной подающей направляющей и осуществлять одну или несколько функций преобразования, включающих в себя сгибание, изгибание, фальцевание, перфорирование, разрезание, надрезание или любую их комбинацию, чтобы создать шаблон упаковки.
12. Машина для переработки по п.11, в которой приводной механизм: побуждает подающее колесо вращаться в прямом направлении, при этом фальцованный материал движется в направлении указанного механизма для переработки; или
побуждает фальцованный материал втягиваться в механизм для переработки, причем втягивание фальцованного материала в механизм для переработки побуждает подающее колесо вращаться в прямом направлении, и побуждает фальцованный материал подниматься из пакета фальцованного материала.
13. Машина для переработки по п.11, в которой приводной механизм сконфигурирован так, чтобы побуждать указанный фальцованный материал вытягиваться из механизма для переработки для осуществления по меньшей мере одной функции преобразования.
14. Машина для переработки по п.11, в которой подающее колесо входит в зацепление с фальцованным материалом и поднимает фальцованный материал из пакета фальцованного материала, причем пакет фальцованного материала расположен поблизости от подающей направляющей так, что оператор не может находиться между пакетом фальцованного материала и подающей направляющей.
15. Машина для переработки по п.11, которая изготовлена из имеющего низкое трение материала или покрыта имеющим низкое трение материалом.
16. Машина для переработки по п.11, в которой линии надреза образуют кромки каждого слоя пакета, и в которой подающее колесо сконфигурировано так, чтобы сгибать фальцованный материал в местоположениях, соответствующих предварительно образованным сгибам в пакете, причем указанные предварительно образованные сгибы образованы ранее между линиями надреза, образующими указанные кромки каждого слоя пакета.
17. Машина для переработки по п.11, которая содержит множество подающих колес и множество подающих направляющих, причем множество подающих колес и множество подающих направляющих сконфигурированы так, чтобы независимо подавать исходные материалы из множества различных пакетов.
18. Машина для переработки по п.11, в которой участок подающей направляющей ориентирован таким образом, чтобы направлять сгибаемый фальцованный материал в направлении от машины для переработки.
19. Машина для переработки по п.11, в которой подающая направляющая образует траекторию, которая побуждает согнутый материал складываться таким образом, чтобы по меньшей мере частично закрывать обратную сторону подающего колеса, когда исходный материал направляют в машину для переработки.
20. Система по п.11, в которой машина для переработки выполнена так, чтобы осуществлять одну или несколько функций преобразования, включающих в себя по меньшей мере одну из следующих операций: сгибание, изгибание, фальцевание, перфорирование, разрезание, надрезание или любую их комбинацию, чтобы создать шаблон упаковки.
21. Система по п.11, в которой подающее колесо содержит по меньшей мере три радиальных элемента, которые находятся на равном расстоянии друг от друга, и длина хорды определяется как линейное расстояние между радиально удаленными кромками двух смежных радиальных элементов.
22. Пакет фальцованного материала, который содержит: множество слоев фальцованного материала, причем каждый слой фальцованного материала имеет размер, ограниченный граничными линиями надреза, идущими вдоль противоположных внешних краев пакета,
при этом все слои имеют ориентировочно одинаковые размеры;
причем каждый слой содержит по меньшей мере один предварительно образованный сгиб или линию сгиба между указанными граничными линиями надреза, при этом указанный по меньшей мере один предварительно образованный сгиб и/или линия сгиба является параллельным указанным граничным линиям надреза.
23. Пакет фальцованного материала по п.22, в котором указанное множество слоев сконфигурировано так, чтобы вытягиваться из пакета в виде гармошки.
24. Пакет фальцованного материала по п.22, в котором все слои являются одинаковыми и имеют одинаковое число и одинаковое расположение предварительно образованных дополнительных надрезов или сгибов между указанными граничными линиями надреза.
25. Система подачи, предназначенная для подачи исходного материала в машину для переработки, содержащая:
подающее колесо, вытягивающее при возвращении исходный материал, имеющий множество предварительно образованных линий сгиба, разделяющих его панели, и при этом подающее колесо выполнено так, чтобы, когда указанный исходный материал вытягивают при помощи подающего колеса, входить в зацепление с панелями, имеющими кромки, образованные двумя предварительно образованными линиями сгиба, причем указанное зацепление происходит по меньшей мере на сгибах между указанными двумя предварительно образованными линиями сгиба, образующими кромки указанных панелей; и подающую направляющую, предназначенную принимать исходный материал от подающего колеса, после зацепления исходного материала с подающим колесом, причем подающая направляющая выполнена так, чтобы направлять исходный материал, согнутый при помощи подающего колеса, в машину для переработки, при этом подающая направляющая образует траекторию, которая побуждает указанный исходный материал складываться после входа в зацепление с подающим колесом и закрывать обратную сторону подающего колеса, когда исходный материал направляют в машину для переработки.
26. Система для преобразования фальцованного материала в шаблоны упаковок, предназначенные для сборки в коробки или другие упаковки, содержащая:
пакет фальцованного материала, который содержит множество слоев фальцованного материала, причем каждый слой фальцованного материала имеет размер, ограниченный граничными линиями надреза, идущими вдоль противоположных внешних краев пакета, каждый слой имеет приблизительно одинаковый размер, и каждый слой содержит по меньшей мере один предварительно образованный дополнительный сгиб или линию сгиба между указанными граничными линиями надреза, при этом указанный по меньшей мере один предварительно образованный дополнительный сгиб и/или линия сгиба между граничными линиями надреза является параллельным указанным граничным линиям надреза;
машину для переработки, выполненную с возможностью преобразования фальцованного материала в шаблоны упаковок, предназначенные для сборки в коробки или другие упаковки;
подающее колесо, имеющее треугольную форму и выполненное с возможностью вращения, причем при вращении фальцованный материал вытягивают из пакета фальцованного материала, и при вытягивании фальцованного материала с помощью подающего колеса указанный исходный материал вытягивают при помощи подающего колеса, зацепляются слои фальцованного материала между граничными линиями надреза, причем длина хорды подающего колеса треугольной формы существенно меньше, чем расстояние между указанными граничными линиями надреза, ограничивающими слои фальцованного материала, и при этом указанное зацепление происходит по меньшей мере на одном предварительно образованном сгибе или на линии сгиба между указанными граничными линиями надреза; и
подающую направляющую, выполненную с возможностью принимать исходный материал от подающего колеса и направлять исходный материал в машину для переработки.
| US 7100811 В2, 05.09.2006 | |||
| US 5836498 А, 17.11.1998 | |||
| US 4264200 А, 28.04.1981 | |||
| ФАЛЬЦЕВАЛЬНЫЙ АППАРАТ | 1992 |
|
RU2015030C1 |

