1. ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Примерные варианты осуществления изобретения относятся к системам, способам и устройствам для преобразования листовых материалов. Более конкретно, примерные варианты осуществления изобретения относятся к вертикальной компактной установке для преобразования картона, гофрированного картона, плотной бумаги и подобных фальцованных материалов в заготовки для коробок и других упаковок.
2. РЕЛЕВАНТНАЯ ТЕХНОЛОГИЯ
В транспортной и упаковочной отраслях промышленности часто используется оборудование для обработки картона и других фальцованных материалов, которое преобразует фальцованные материалы в заготовки коробок. Одно преимущество такого оборудования состоит в том, что грузоотправитель может подготовить коробки заданных размеров, как необходимо, вместо хранения запаса стандартных предварительно изготовленных коробок различных размеров. Следовательно, грузоотправитель может исключать необходимость прогнозирования своих потребностей в конкретных размерах коробок, а также хранения предварительно изготовленных коробок стандартных размеров. Вместо этого грузоотправитель может хранить одну или более упаковок фальцованного материала, который может использоваться для получения множества размеров коробок на основе конкретных требований по размерам коробки во время каждой погрузки. Это позволяет грузоотправителю уменьшать пространство для хранения, обычно требуемое для периодически используемых поставок, а также уменьшать отходы и затраты, связанные с присущим по существу неточным процессом прогнозирования требований для размера коробки, поскольку транспортируемые объекты и их соответствующие размеры время от времени изменяются.
В дополнение к уменьшению недостатков, связанных с хранением предварительно выполненных коробок многочисленных размеров, создание коробок заказанных размеров также уменьшает стоимость упаковки и доставки. В отрасли выполнения заказов считается, что транспортируемые объекты обычно упакованы в коробки, которые приблизительно на 40% больше, чем транспортируемые объекты. Коробки, которые слишком велики для конкретного предмета, более дороги, чем коробка, которая имеет заказанные размеры для предмета, из-за стоимости избыточного материала, используемого для изготовления большей коробки. Когда предмет упакован в негабаритную коробку, в коробке часто размещают наполнитель (например, пенопласт, вспененные гранулы, бумагу, воздушные подушки и т.д.) для предотвращения движения предмета в коробке и для предотвращения прогиба коробки, когда прилагается давление (например, когда коробки заклеивают липкой лентой или укладывают друг на друга). Эти наполнители дополнительно увеличивают стоимость, связанную с упаковкой предмета в негабаритную коробку.
Имеющие заказанные размеры коробки также снижают стоимость доставки, связанную с отгрузкой предметов, по сравнению с отгрузкой предметов в негабаритных коробках. Транспортное средство доставки, заполненное коробками, которые на 40% больше, чем упакованные предметы, намного менее рентабельно при работе, чем транспортное средство доставки, заполненное коробками, которые имеют заказанные размеры, приспособленные к упакованным предметам. Другими словами, транспортное средство доставки, заполненное упаковками, имеющими заказанные размеры, может нести значительно большее число негабаритных упаковок, что может позволить сократить количество транспортных средств, требуемых для перевозки такого же количества предметов. Соответственно, в дополнение или в качестве альтернативы вычислению стоимости перевозки на основе веса упаковки, на стоимость перевозки часто влияет размер перевезенной упаковки. Таким образом, уменьшение размера упаковки предмета может уменьшать стоимость доставки предмета.
Хотя установки для обработки листового материала и соответствующее оборудование потенциально могут смягчить недостатки, связанные со складированием поставляемых предметов стандартного размера, и уменьшать количество пространства, требуемого для хранения таких поставляемых предметов, ранее доступные установки и связанное с ними оборудование имели значительную площадь основания и занимали большую площадь пола. Площадь пола, занятая этими большими установками и оборудованием, могла бы использоваться лучше, например, для хранения товаров, которые следует транспортировать. В дополнение к большой площади основания, размер ранее доступных машин и относящегося к ним оборудования делает их обслуживание, ремонт и замену длительными и дорогими. Например, некоторые из существующих машин и относящееся к ним оборудование имеет длину около 22 футов и высоту около 12 футов.
Соответственно, было бы предпочтительно иметь картонажную установку с относительно малой площадью основания, которая может обеспечивать экономию площади пола, а также уменьшать эксплуатационные расходы и простой, соединенный с ремонтом и/или заменой установки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Данное раскрытие относится к системам, способам и устройствам для обработки картона (такого как гофрированный картон) и подобных фальцованных материалов и преобразования их в упаковочные заготовки. Например, в одном варианте осуществления изобретения картонажная установка, используемая для преобразования в целом жесткого фальцованного материала в упаковочные заготовки для сборки коробок или другой упаковки, включает в себя загрузочную направляющую, один или более подающих роликов, преобразующий узел и разгрузочную направляющую. Загрузочная направляющая направляет фальцованный материал в картонажную установку. Один или более подающих роликов перемещают фальцованный материал через картонажную установку в первом направлении. Преобразующий узел может выполнять одну или более функций преобразования фальцованного материала, когда фальцованный материал движется через картонажную установку. Например, чтобы создать упаковочную заготовку, преобразующий узел может осуществлять одну или больше из следующих функций преобразования фальцованного материала: фальцовку, сгибание, складывание, перфорирование, резание и рифление. После того, как преобразующий узел выполнил одну или более функций преобразования фальцованного материала, разгрузочная направляющая изменяет направление перемещения фальцованного материала от первого направления во второе, в целом вертикальное направление.
В другом варианте осуществления изобретения способ создания упаковочных заготовок для сборки коробок или других упаковок из в целом твердого фальцованного материала может включать в себя перемещение фальцованного материала в первом направлении. Одна или более функций преобразования также могут быть выполнены с фальцованным материалом, когда фальцованный материал движется в первом направлении. Функции преобразования могут включать в себя такие функции как фальцовку, сгибание, складывание, перфорирование, резание и рифление фальцованного материала. Способ также может включать в себя изменение направления перемещения фальцованного материала от первого направления во второе, в целом вертикальное направление после выполнения одной или более функций преобразования фальцованного материала.
В другом варианте осуществления изобретения картонажная установка, используемая для преобразования фальцованного материала в упаковочные заготовки для сборки коробок или другой упаковки, может включать в себя раму и картридж преобразующего узла, выборочно смонтированный на раме. Картридж преобразующего узла может включать в себя, по меньшей мере, один продольный преобразующий инструмент, который выполняет одну или более функций преобразования фальцованного материала в первом продольном направлении и, по меньшей мере, один поперечный преобразующий инструмент, который выполняет одну или более функций преобразования фальцованного материала во втором поперечном направлении, которое в целом перпендикулярно первому продольному направлению. Картридж преобразующего узла также может включать в себя один или более подающих роликов, которые перемещают фальцованный материал через картонажную установку в первом продольном направлении. Картридж преобразующего узла, включающий в себя продольный и поперечный преобразующие инструменты и один или более подающих роликов, также может избирательно отсоединяться от рамы как единый узел.
Картонажная установка также может включать в себя загрузочную направляющую, смонтированную на раме, которая направляет фальцованный материал в картридж преобразующего узла.
В других вариантах осуществления изобретения система для формирования упаковочных заготовок для сборки коробок или другой упаковки может включать в себя кипу фальцованного материала и картонажную установку, используемую для преобразования фальцованного материала в упаковочные заготовки. Картонажная установка может быть расположена смежно с кипой фальцованного материала. Картонажная установка может включать в себя раму, которая опирается на опорную поверхность, и преобразующий узел, смонтированный на раме. Преобразующий узел может быть расположен на высоте над опорной поверхностью, которая в целом равна или больше роста пользователя. Преобразующий узел также может быть расположен на высоте над опорной поверхностью, которая в целом равна или больше самой большой длины упаковочных заготовок таким образом, что упаковочные заготовки могут свисать от преобразующего узла, не сталкиваясь с опорной поверхностью. Преобразующий узел может включать в себя один или более подающих роликов, которые перемещают фальцованный материал через преобразующий узел в первом направлении, и один или более преобразующих инструментов, конфигурированных для выполнения одной или более функций преобразования фальцованного материала, когда фальцованный материал движется через преобразующий узел. Функции преобразования могут включать в себя фальцовку, сгибание, складывание, перфорирование, резание и рифление фальцованного материала. Система также может включать в себя разгрузочную направляющую, которая изменяет направление перемещения фальцованного материала от первого направления во второе, в целом вертикальное направление после того, как преобразующий узел выполнил одну или более функций преобразования с фальцованным материалом. Кроме того система, включающая в себя кипу фальцованного материала и картонажную установку, может иметь размер площади основания в пределах приблизительно от 24 квадратных футов до приблизительно 48 квадратных футов. Размер площади основания системы может быть увеличен посредством добавления дополнительных кип фальцованного материала, который подается в преобразующий узел для создания упаковочных заготовок различных размеров.
Эти и другие цели и особенности настоящего изобретения будут более очевидны из следующего описания и прилагаемой формулы изобретения или могут быть поняты при осуществлении изобретения, описанного далее.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для дополнительного пояснения указанных выше и других преимуществ и признаков настоящего изобретения будет представлено более конкретное описание изобретения в отношении конкретных вариантов его осуществления, которые показаны на прилагаемых чертежах. Следует понимать, что эти чертежи изображают только иллюстративные варианты осуществления изобретения и, таким образом, не должны рассматриваться как ограничивающие его объем. Изобретение будет описано и пояснено с дополнительными подробностями и деталями с помощью прилагаемых чертежей, на которых:
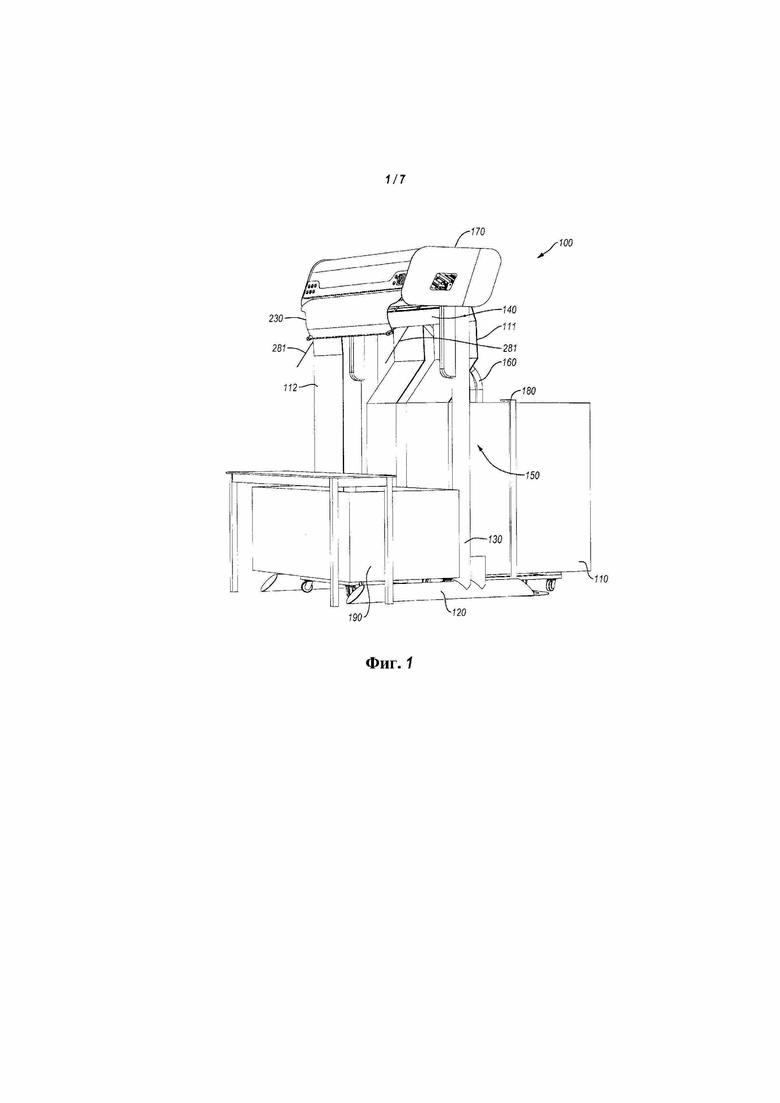
фиг. 1 - вид в перспективе вертикальной картонажной установки и кип фальцованных материалов, которые подаются через картонажную установку, как описано согласно одному аспекту настоящего изобретения;
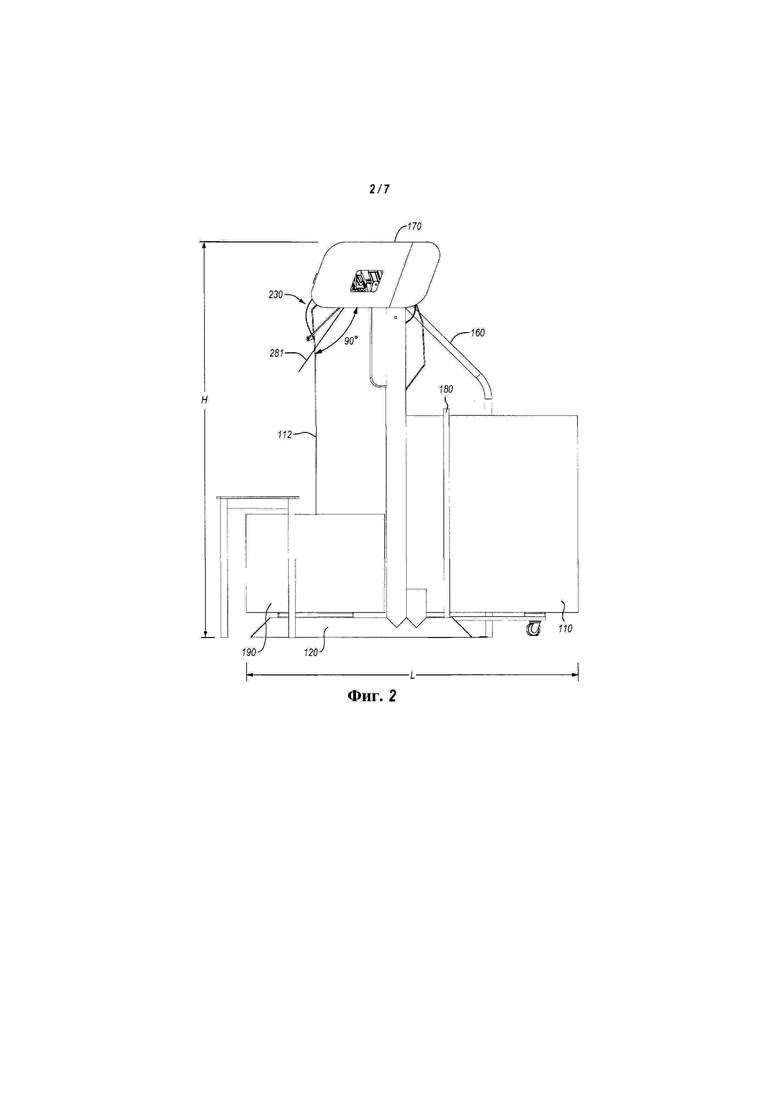
фиг. 2 - вид сбоку вертикальной картонажной установки и кип фальцованных материалов, показанных на фиг. 1;
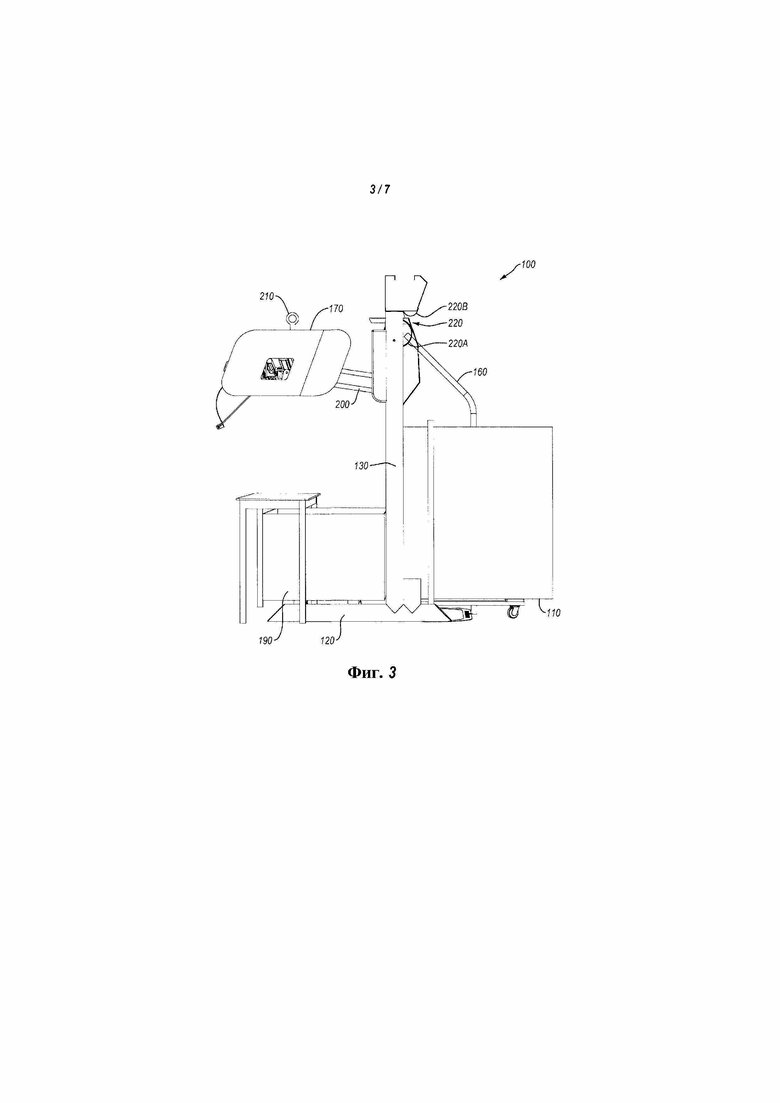
фиг. 3 - вид сбоку вертикальной картонажной установки, показанной на фиг. 1, с преобразующим узлом в опущенном положении или положении для обслуживания;
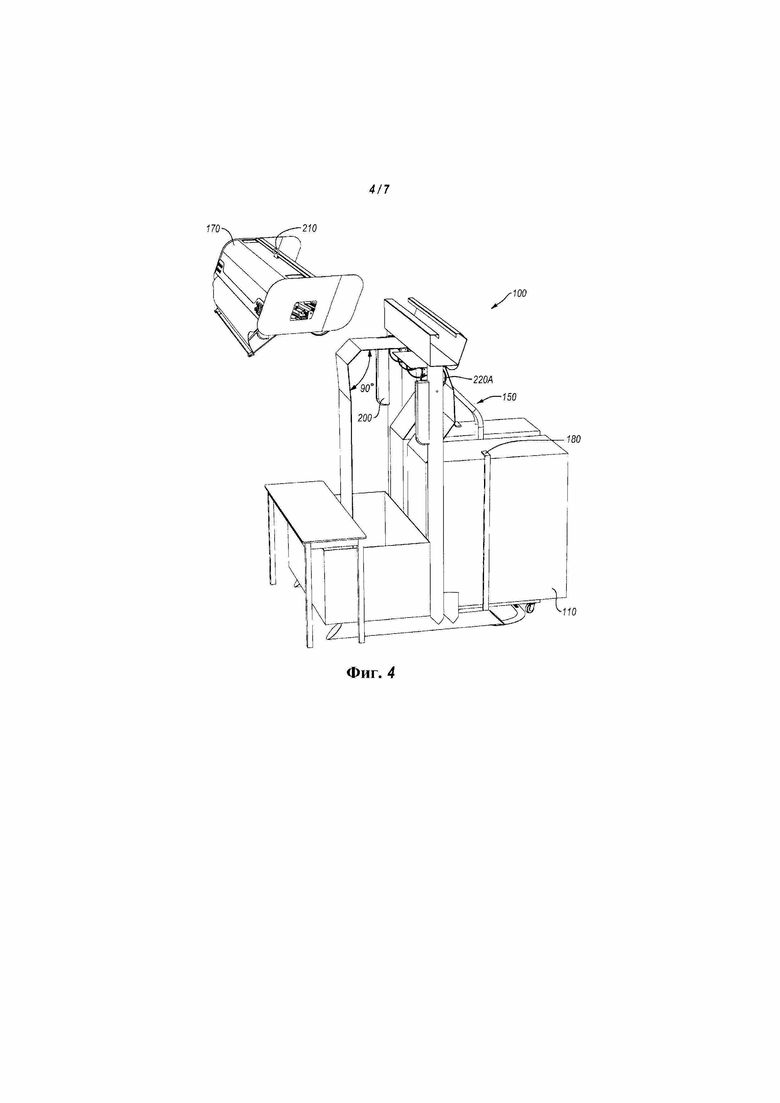
фиг. 4 - вид в перспективе вертикальной картонажной установки, показанной на фиг. 1, с преобразующим узлом, удаленным от рамы;
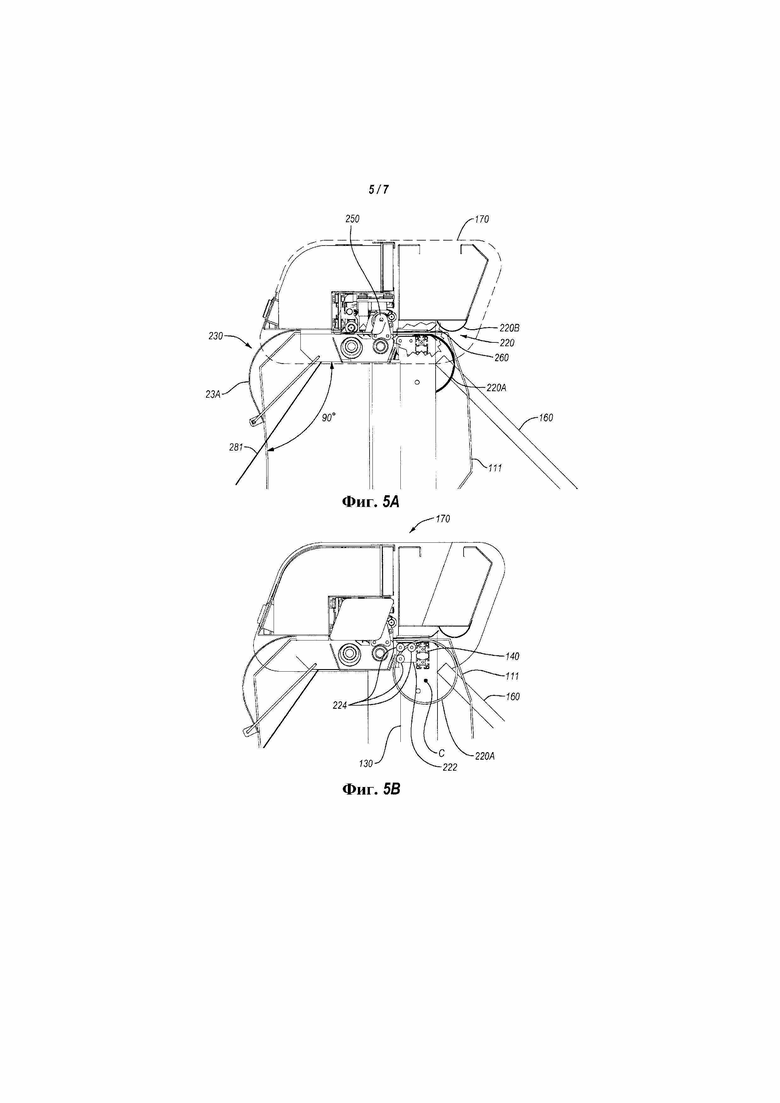
фиг. 5 A - частичный вид в разрезе вертикальной картонажной установки, показанной на фиг. 1, показывающий загрузочную направляющую и подающие ролики;
фиг. 5B - вид с частичным сечением вертикальной картонажной установки, показанной на фиг. 1, показывающий загрузочную направляющую и подающие ролики;
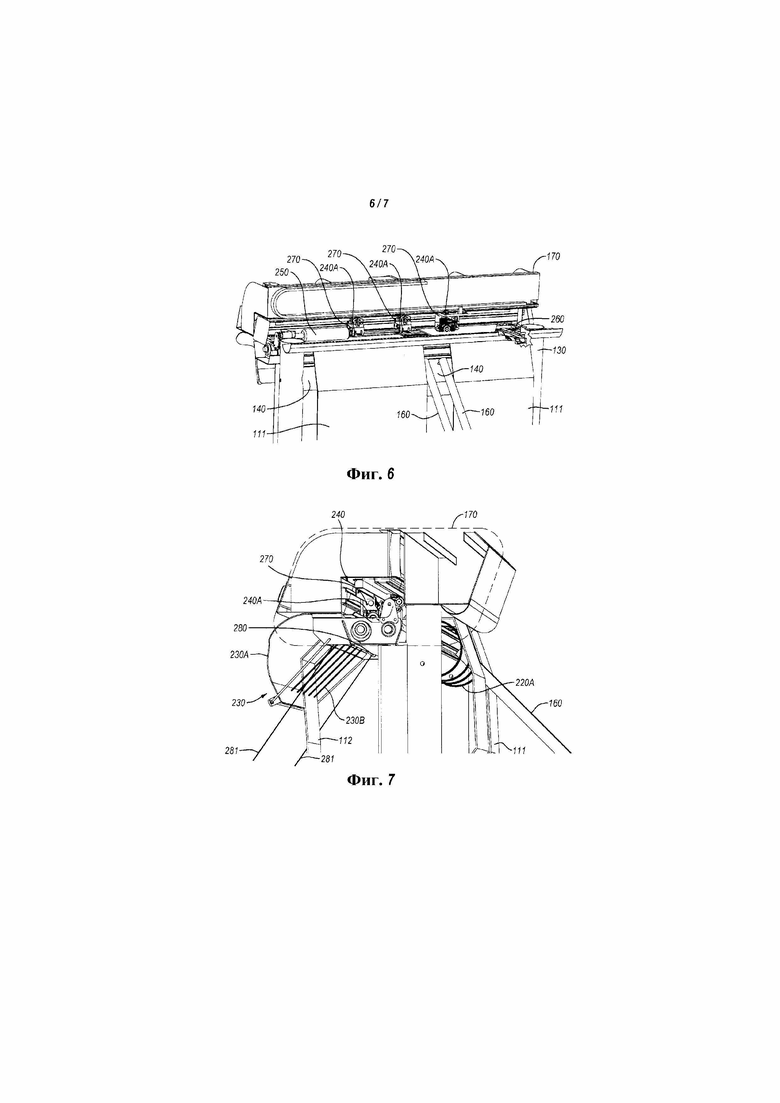
фиг. 6 - вид в перспективе стороны кипы части вертикальной картонажной установки, показанной на фиг. 1 с крышкой, удаленной от преобразующего узла для показа подающего ролика и преобразующие инструменты;
Фиг. 7 - вид в перспективе части вертикальной картонажной установки, показанной на фиг. 1, без удаленной боковой крышки; и
Фиг. 8 - вид в плане вертикальной картонажной установки и кип фальцованных материалов, показанных на фиг. 1.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Описанные здесь варианты осуществления изобретения в целом относятся к системам, способам и устройствам для обработки картона и подобных фальцованных материалов и преобразования их в упаковочные заготовки. Более конкретно, описанные варианты осуществления изобретения относятся к компактной вертикальной картонажной установке с изменяющей направление разгрузочной направляющей и способам преобразования фальцованных материалов в упаковочные заготовки.
Хотя настоящее описание будет приведено подробно со ссылками на конкретные конфигурации, описания имеют иллюстративный характер и не должны рассматриваться как ограничивающие объем настоящего изобретения. Могут быть выполнены различные модификации показанных конфигураций без отхода от сущности и объема изобретения, определенных формулой изобретения. Для лучшего понимания подобные компоненты обозначены одинаковыми ссылочными позициями на всех различных прилагаемых фигурах.
Используемый здесь термин "кипа" следует рассматривать как относящийся к штабелю листового материала, который в целом является твердым и может использоваться для изготовления упаковочной заготовки. Например, кипа может быть сформирована из непрерывного листа материала или листа материала любой определенной длины, такого как листовые материалы из гофрированного картона и бумажного картона. Дополнительно кипа может содержать материал, который является по существу плоским, сложенным или намотанным на бобину.
Используемый здесь термин "упаковочная заготовка" следует рассматривать как относящийся к по существу плоскому материалу, который может быть согнут в коробчатую форму. Упаковочная заготовка может иметь выемки, надрезы, разделительные элементы и/или биги, которые могут допускать сгибание и/или складывание упаковочной заготовки с получением коробки. Кроме того, упаковочная заготовка может быть выполнена из любого пригодного материала, известного специалистам в данной области техники. Например, в качестве материала заготовки могут использоваться картон или гофрированный картон. Пригодный материал также может иметь любую толщину и вес, которые допускали бы его сгибание и/или складывание в коробчатую форму.
Используемый здесь термин "линия сгиба" следует рассматривать как линию, вдоль которой может быть согнута заготовка. Например, линия сгиба может быть отпечатком в материале заготовки, который может содействовать сгибанию частей заготовки, отделенных друг друга линией сгиба. Соответствующий отпечаток может быть создан посредством приложения достаточного давления для уменьшения толщины материала в желательном местоположении и/или удаления части материала вдоль желательного местоположения, например, посредством рифления.
Термины "надрез", "выемка" и "разрез" использованы здесь попеременно и относятся к форме, созданной посредством удаления материала из заготовки или отделения части заготовки, таким образом, что образуется надрезанная заготовка.
Используемый здесь термин "опорная поверхность" следует рассматривать как поверхность, которая поддерживает описанную здесь установку. Примеры опорных поверхностей включают в себя, но не ограничены полом, основанием, опорой или стеллажом.
Как показано в примерном варианте осуществления изобретения на фиг. 1 и 2, приподнятая картонажная установка 100 может содержать преобразующий узел 170, смонтированный на раме 150. Картонажная установка 100 может быть выполнена с возможностью выполнения одной или более функций преобразования фальцованного материала 111, как описано более подробно ниже. Например, преобразующий узел 170 может принимать фальцованный материал 111 из кипы фальцованного материала 110 и преобразовывать фальцованный материал 111 в упаковочные заготовки 112. Настоящее описание иллюстрирует приподнятую картонажную установку 100, которая может быть существенно более компактной, чем существующие установки.
В некоторых вариантах осуществления изобретения приподнятая картонажная установка 100 может включать в себя раму 150, которая имеет одну или более опор 130 и основание 120. По меньшей мере в одном варианте осуществления изобретения одна или более опор 130 могут содержать две противостоящие опоры 130. Опоры 130 могут быть в целом перпендикулярными основанию 120 и могут быть прикреплены к нему. Основание 120 и/или опоры 130 могут иметь в целом трубчатую форму. Например, основание 120 и опоры 130 могут быть выполнены из трубчатой стали, такой как стальные трубы. Опоры 130 могут иметь по существу прямую, изогнутую или дугообразную форму. Кроме того, опоры 130 могут быть расположены по существу под прямым, острым или тупым углом относительно основания 120. Существует много известных способов соединения основания 120 и опор 130; например, опоры 130 могут быть приварены к основанию 120. Основание 120 может быть помещено в опорную поверхность. В некоторых вариантах осуществления изобретения основание 120 может быть включено в опорную поверхность. В некоторых случаях опоры 130 могут быть заделаны в опорную поверхность или иначе прикреплены к ней. Например, опоры 130 могут быть заделаны в бетонный пол.
В некоторых вариантах осуществления изобретения рама 150 может включать в себя поперечину 140, которая может соединять друг с другом верхние концы опор 130 и может прикрепляться к ним подобно тому, как описано выше. Следовательно, в некоторых вариантах осуществления изобретения основание 120, опоры 130 и/или поперечина 140 могут составлять раму 150. Поперечина 140 может обеспечивать дополнительную жесткость, а также прочность рамы 150.
Преобразующий узел 170 может быть выборочно смонтирован на раме 150 и может находиться над опорной поверхностью. Например, преобразующий узел 170 может находиться выше кипы 110 фальцованного материала. Дополнительно или в качестве альтернативы, преобразующий узел 170 может находиться на высоте, которая позволяла бы упаковочной заготовке 112 свисать от него, не сталкиваясь с находящейся ниже опорной поверхностью. В некоторых вариантах осуществления изобретения преобразующий узел 170 может быть смонтирован на раме 150 и может находиться по меньшей мере или приблизительно в пяти футах от опорной поверхности. В других вариантах осуществления изобретения преобразующий узел 170 может быть смонтирован на такой высоте, что он может быть доступен для оператора без помощи подставки или стремянки.
Кроме того, некоторые варианты осуществления изобретения могут включать в себя преобразующий узел 170, который смонтирован на раме 150, например, быть на высоте, которая равна или больше роста оператора. В некоторых вариантах осуществления изобретения установка 100 может иметь общую высоту H в диапазоне от 68 дюймов до 120 дюймов. В других вариантах выполнения установки 100 она может иметь высоту H, которая больше 120 дюймов или меньше 68 дюймов.
В некоторых вариантах осуществления изобретения рама 150 может иметь одну или более направляющих стоек 160. Направляющие стойки 160 могут быть расположены на стороне кипы вертикальной картонажной установки 100 и могут обеспечивать дополнительную поддержку и/или устойчивость. Направляющие стойки 160 могут быть по существу прямыми, изогнутыми или дугообразными и могут быть выполнены из трубчатой стали или другого пригодного материала. В некоторых вариантах осуществления изобретения направляющие стойки 160 могут быть прикреплены к основанию 120 и/или к поперечине 140. Дополнительно или в качестве альтернативы направляющие стойки 160 могут быть прикреплены к преобразующему узлу 170. Кроме того, в некоторых вариантах осуществления изобретения направляющие стойки 160 могут быть подвижно или с возможностью скольжения соединены с рамой 150 таким образом, что одна или больше направляющих стоек 160 могут перемещаться для увеличения или уменьшения расстояния между конкретной направляющей стойкой 160 и конкретной опорой 130. Подвижность направляющих стоек 160 может допускать размещение кип 110 фальцованных материалов разной ширины.
Одна или более кип 110 фальцованного материала могут быть расположены вблизи стороны приподнятой картонажной установки 100, обращенной к кипе, и фальцованный материал 111 может подаваться в преобразующий узел 170. Фальцованный материал 111 может размещаться в кипе 110 в виде множества сложенных слоев. Слои фальцованного материала 111 могут иметь в целом одинаковую длину и ширину и могут быть сложены один поверх другого в чередующихся направлениях.
В показанном варианте осуществления изобретения каждая из кип 110 фальцованного материала расположена вблизи опоры 130 и направляющей стойки 160 и по меньшей мере частично между ними. Дополнительно, опоры 130 и/или направляющие стойки 160 могут функционировать как направляющие, которые направляют кипы 110 фальцованного материала к вертикальной картонажной установке 100 и в выравнивание с ней. Следовательно, опоры 130 и/или направляющие стойки 160 также могут направлять и/или выравнивать фальцованный материал 111 относительно преобразующего узла 170.
В некоторых вариантах осуществления изобретения кипа может быть расположена на передвижной платформе с вращающимися роликами. Кипа 110 может продвигаться к приподнятой картонажной установке 100 под углом, таким образом, что передний край кипы 110 не параллелен преобразующему узлу 170. Если кипа 110 не будет выровнена относительно преобразующего узла 170, когда она перемещается к преобразующему узлу 170, кипа 110 столкнется и вступит в контакт с опорой 130 и/или направляющей стойкой 160. Вследствие этого кипа 110 будет повернута и выровнена относительно основания 130 направляющей стойки 160 и, таким образом, выровнена относительно преобразующего узла 170. Например, кипа может быть выровнена относительно преобразующего узла 170 таким образом, что фальцованный материал 111 может быть по существу выровнен относительно загрузочной направляющей 220 и подан через картонажную установку 170 в первом направлении без заедания.
Зазор между направляющей стойкой 160 и опорой 130 может быть таким, что кипа 110 может быть выровнена относительно преобразующего узла 170. В целом зазор может изменяться в зависимости от ширины кипы. Например, для кипы 110 фальцованного материала 111 шириной 24 дюйма зазор может составлять приблизительно 1/2 дюйма, то есть расстояние между направляющей стойкой 160 и опорой 130 может составлять 24,5 дюйма. Для кип большей ширины зазор между направляющей стойкой 160 и опорой 130 может быть больше. Наоборот, для кип меньшей ширины зазор между направляющей стойкой 160 и опорой 130 может быть меньшим. В любом случае зазор между направляющей стойкой 160 и опорой 130 может быть достаточно малым для выпрямления перекошенной кипы 110 (например, кипы 110 со слоями, которые не выровнены плотно по вертикали). Другими словами, когда перекошенная кипа 110 помещена между направляющей стойкой 160 и опорой 130, малый зазор между направляющей стойкой 160 и опорой 130 может вызывать вхождение в контакт сторон кипы 110 с направляющей стойкой 160 и опорой 130, таким образом, приводя слои кипы 110 в более близкое вертикальное выравнивание друг с другом и с преобразующим узлом 170.
Как показано на фиг. 3, преобразующий узел 170 может быть прикреплен к раме 150 или поперечине 140 при помощи одного или более шарниров, таких как один или более параллельных шарниров 200. Шарниры 200 могут позволять пользователю выборочно опускать преобразующий узел 170 от его верхнего или рабочего положения, показанного на фиг. 1 и 2, в нижнее положение или положение обслуживания, показанное на фиг. 3. Возможность поворота или опускания преобразующего узла 170 в показанное положение обслуживания может облегчать обслуживание и ремонт преобразующего узла 170.
Дополнительно или в качестве альтернативы, как показано на фиг. 4, преобразующий узел 170 может быть избирательно удален из шарниров 200 и/или рамы 150. Как показано на фиг. 3 и 4, некоторые варианты выполнения преобразующего узла 170 имеют подъемный крюк 210, который может облегчать удаление преобразующего узла 170 с рамы 150 или из шарниров 200. Преобразующий узел 170 может быть удален и/или заменен, когда ремонт не может быть легко выполнен на месте. Существует множество способов избирательного прикрепления преобразующего узла 170 к шарнирам 200 и/или к раме 150, которые известны специалистам в данной области техники. Например, преобразующий узел 170 может быть прикреплен при помощи болтов, которые могут быть вывинчены для отделения и/или удаления преобразующего узла 170.
Как лучше видно на фиг. 5А-5В, приподнятая картонажная установка 100 также может иметь загрузочную направляющую 220. Загрузочная направляющая 220 может быть смонтирована на раме 150 или прикреплена к ней. Дополнительно или в качестве альтернативы, загрузочная направляющая 220 может быть прикреплена к преобразующему узлу 170. Фальцованный материал 111 может подниматься из кипы 110 и подаваться по загрузочной направляющей 220 в преобразующий узел 170.
В некоторых вариантах осуществления изобретения загрузочная направляющая 220 может быть расположена на высоте, которая выше верхнего слоя кипы 110. Загрузочная направляющая 220 также может быть расположена на высоте, которая ниже комбинированной высоты кипы 110 и длины кипы 110. Другими словами, если бы верхний слой кипы 110 поворачивался в вертикальное положение относительно кипы 110, то загрузочная направляющая 220 была бы на высоте между верхней и нижней границей расположенного вертикально слоя кипы 110.
В некоторых вариантах осуществления изобретения высота преобразующего узла 170 может быть такой, что фальцованный материал 111 будет принудительно сложен (например, сложен, фальцован или загнут), когда он вытягивается из кипы 110 и в загрузочную направляющую 220. Как показано на фиг. 1-4, некоторые варианты осуществления изобретения включают в себя изгибающий элемент 180, который может преднамеренно создавать линию сгиба или сгиб в фальцованном материале 111, когда он вытягивается из кипы 110 фальцованного материала и подается через загрузочную направляющую 220. Намеренное формирование складок или изгибов может облегчать контролируемое сгибание фальцованного материала 111, когда он поднимается из кипы 110 и протягивается через загрузочную направляющую 220, что может предотвращать нежелательное или неравномерное изгибание или смятие фальцованного материала 111, когда он движется в преобразующий узел 170. Изгибающий элемент 180 может проходить частично поверх кипы 110 таким образом, что когда слой фальцованного материала 111 поднят к загрузочной направляющей 220, фальцованный материал 111 взаимодействует с изгибающим элементом 180, таким образом, что фальцованный материал 111 сгибается в месте взаимодействия. Когда слой фальцованного материала 111 продолжает продвигаться к загрузочной направляющей 220, изгибающий элемент 180 может отгибаться или отклоняться от пути слоя фальцованного материала 111. Изгибающий элемент 180 может быть изготовлен из любого пригодного материала и может быть достаточно гибким для отгибания от фальцованного материала 111 после создания линии сгиба. Например, изгибающий элемент может быть выполнен из пружинной стали или может быть нагружен пружиной.
Как лучше видно на фиг. 5A, загрузочная направляющая 220 может состоять из нижней секции 220A загрузочной направляющей и верхней секции 220B загрузочной направляющей. Нижняя секция 220A загрузочной направляющей и верхняя секция 220B загрузочной направляющей, каждая, может быть твердым телом, таким как изогнутая пластина или колесо, или может включать в себя отделенные выровненные сегменты, такие как множество загрузочных колец, как показано на фиг. 3, 5A, 5B и 7. Когда она сформирована кольцами, нижняя секция 220A загрузочной направляющей (также называемая загрузочными кольцами 22A) может вращаться для облегчения плавного перемещения фальцованного материала 111 через загрузочную направляющую 220. Нижняя секция 220A загрузочной направляющей и верхняя секция 220B загрузочной направляющей могут быть сформированы из упругого материала, такого как пластик или сталь. Например, секции направляющей могут быть сформированы из нейлона со стеклонаполнителем или пружинной стали.
Как показано на фиг. 5B, загрузочные кольца 220A с возможностью вращения расположены вокруг поперечины 140 таким образом, что загрузочные кольца 220A могут вращаться, когда фальцованный материал 111 подается в преобразующий узел 170. Каждое из загрузочных колец 220A смонтировано в колесном блоке 222 или проходит через него. Каждый колесный блок включает в себя три колеса 224, которые вращаются в пределах в целом вертикальной плоскости. Как можно видеть на фиг. 5B, колеса 224 в целом скомпонованы в форме прямоугольного треугольника, и загрузочное кольцо 220A проходит между колесами 224 таким образом, что одно из колес 224 находится снаружи загрузочного кольца 220A, и два из колес 224 находятся внутри загрузочного кольца 220A. Когда загрузочное кольцо 220A вращается вокруг поперечины 140, загрузочное кольцо 220A движется между колесами 224.
В неподвижном положении, показанном на фиг. 5B, центр C загрузочного кольца 220A горизонтально смещен от колес 224 к фальцованному материалу 111. Когда фальцованный материал 111 подается в преобразующий узел 170, загрузочные кольца 220A могут вращаться для облегчения подачи фальцованного материала 111. Как указано выше, загрузочные кольца 220A могут быть сформированы из упругого материала, который может изгибаться, когда к нему прилагается давление (например, когда по нему протягивается фальцованный материал 111). Смещение между центром C загрузочных колец 220A и колесами 224 допускает максимальный изгиб загрузочных колец 220A, когда по ним протягивается фальцованный материал 111. Когда загрузочные кольца 220A изгибаются, их центр C может двигаться горизонтально ближе колесами 224.
Как показано на фиг. 5A-6, приподнятая картонажная установка 100 может содержать один или более подающих роликов 250. Один или более подающих роликов 250 могут втягивать фальцованный материал 111 в преобразующий узел 170 и продвигать через него фальцованный материал 111. Подающие ролики 250 могут быть выполнены с возможностью протягивания фальцованного материала 111 с ограниченным проскальзыванием или без него и могут быть гладкими, текстурированными, имеющими выемки и/или зубцы.
Как также показано на фиг. 5A и 6, приподнятая картонажная установка 100 также может содержать один или более направляющих каналов 260. Направляющие каналы 260 могут быть выполнены с возможностью сглаживания фальцованного материала 111 для подачи по существу плоского листа в преобразующий узел 170. В некоторых вариантах осуществления изобретения ширина отверстия в направляющем канале (каналах) 260 может быть по существу такой же, как и толщина (или размер) фальцованного материала 111.
Как показано на фиг. 7, преобразующий узел 170 может содержать преобразующий механизм 240, который выполнен с возможностью фальцовки, сгибания, складывания, перфорирования, резания и/или рифления фальцованного материала 111 для создания упаковочных заготовок 112. Биги, сгибы, складки, перфорации, разрезы и/или надрезы могут быть выполнены на фальцованном материале 111 в направлении, по существу параллельном направлению перемещения и/или длины фальцованного материала 111. Биги, сгибы, складки, перфорации, разрезы и/или надрезы также могут быть выполнены на фальцованном материале 111 в направлении, по существу перпендикуляром направлению перемещения и/или длине фальцованного материала 111.
Преобразующий механизм 240 может включать в себя различные инструменты 240A для выполнения бигов, сгибов, складок, перфораций, разрезов и/или надрезов в фальцованном материале 111. Патент US № 6840898, который включен сюда полностью в качестве ссылочного материала, описывает примерные преобразующие механизмы и преобразующие инструменты, которые могут использоваться в преобразующем узле 170.
Как показано на фиг. 6, один или больше инструментов 240A, таких как режущие и биговочные ролики, могут двигаться в пределах преобразующего механизма 240 в направлении, в целом перпендикулярном направлению, в котором фальцованный материал 111 подается через преобразующий узел 170, и/или длине фальцованного материала 111. Например, один или больше инструментов 240A могут быть расположены на картридже 270 преобразующего узла. Например, картридж 270 преобразующего узла может иметь один или более продольных преобразующих инструментов, которые могут выполнять одну или более функций преобразования (описанных выше) фальцованного материала 111 в продольном направлении (например, в направлении перемещения фальцованного материала 111 и/или параллельно длине фальцованного материала 111), когда фальцованный материал 111 продвигается через преобразующий узел 170. Картридж 270 преобразующего узла может перемещать один или более продольных преобразующих инструментов назад и вперед в направлении, которое перпендикулярно длине фальцованного материала 111 для расположения должным образом одного или более продольных преобразующих инструментов относительно сторон фальцованного материала 111. Например, если продольный биг или разрез должны быть выполнены в двух дюймах от одного края фальцованного материала 111 (например, чтобы урезать избыточный материал от края фальцованного материала 111), картридж 270 преобразующего узла может перемещать один из продольных преобразующих инструментов перпендикулярно через фальцованный материал 111, чтобы должным образом поместить продольный преобразующий инструмент для получения возможности выполнить разрез или складку в желательном местоположении. Другими словами, продольные преобразующие инструменты могут быть перемещены поперек фальцованного материала 111 для расположения продольных преобразующих инструментов в надлежащем местоположении для выполнения продольных преобразований фальцованного материала 111.
Картридж 270 преобразующего узла также может иметь один или более поперечных преобразующих инструментов, которые могут выполнять одну или более функций преобразования (описанных выше) фальцованного материала 111 в поперечном направлении (например, в направлении, по существу перпендикулярном продольному направлению). Более конкретно, картридж 270 преобразующего узла может перемещать один или более поперечных преобразующих инструментов 240A назад и вперед в направлении, которое перпендикулярно длине фальцованного материала 111, для образования поперечных (например, ориентированных перпендикулярно) бигов, сгибов, складок, перфораций, разрезов и/или надрезов в фальцованном материале 111. Другими словами поперечные преобразующие инструменты могут быть перемещены поперек фальцованного материала 111 для выполнения поперечного преобразования фальцованного материала 111.
В соответствии с некоторыми вариантами осуществления изобретения инструменты 240A могут быть избирательно удаляемыми и/или заменяемыми. Например, изношенный или поврежденный инструмент 240A может быть удален и заменен. Дополнительно, инструменты 240A могут быть перегруппированы в соответствии с потребностями, например, при создании других шаблонов 112. Например, гибочные колеса могут быть заменены отрезными роликами, инструменты для рифления могут быть заменены гибочными колесами и т.д. Кроме того, в некоторых вариантах осуществления изобретения весь картридж 270 преобразующего узла может быть заменен как единый узел для ремонта или замены другим пригодным картриджем 270 преобразующего узла.
Как указано выше, преобразующий узел 170 может преобразовывать фальцованный материал 111 в упаковочную заготовку 112. Упаковочная заготовка 112 может быть подана из преобразующего узла 170 через разгрузочную направляющую 230. Разгрузочная направляющая 230 может быть выполнена с возможностью отклонения и/или перенаправления упаковочной заготовки 112 из одного направления в другое.
Например, разгрузочная направляющая 230 может быть выполнена с возможностью перенаправления упаковочной заготовки 112 из первого направления, которое может быть по существу в горизонтальной плоскости, как показано на фиг. 2 и 5A, во второе направление. Второе направление может быть в целом перпендикулярным первому направлению. Например, первое направление может быть по существу горизонтальным, в то время как второе направление может быть по существу вертикальным, как показано на фиг. 2. Первое направление и второе направление также могут рассматриваться как в целом перпендикулярные, даже когда первое направление и второе направление формируют острый или тупой угол относительно друг друга. Например, второе направление может формировать угол относительно первого направления, составляющий приблизительно от 60° до приблизительно 120°, все же считающийся в целом перпендикулярным. В одном варианте осуществления изобретения первое направление и второе направление формируют угол, составляющий приблизительно 70°.
В некоторых вариантах осуществления изобретения функции преобразования выполняют с фальцованным материалом 111, когда фальцованный материал 111 проходит в первом направлении. Например, когда первое направление находится в по существу горизонтальной плоскости, фальцованный материал 111 может лежать в целом горизонтально, когда с ним осуществляются функции преобразования. После этого полученная упаковочная заготовка 112 может быть переориентирована или перенаправлена во второе в целом вертикальное направление.
Следует понимать, что функции преобразования могут быть выполнены с фальцованным материалом 111, когда фальцованный материал 111 находится в не горизонтальной плоскости или ориентации. Например, функции преобразования могут быть выполнены с фальцованным материалом 111, когда фальцованный материал 111 ориентирован под углом относительно опорной поверхности. После этого полученная упаковочная заготовка 112 может быть перенаправлена во второе в целом вертикальное направление. Соответственно, первое направление и второе направление могут формировать угол относительно друг друга, который составляет приблизительно от 0° до приблизительно 180°.
В некоторых случаях одна или более усиливающих складок могут быть сформированы на упаковочной заготовке 112, когда она подается через разгрузочную направляющую 230. Например, когда упаковочная заготовка 112 продвигается из преобразующего узла 170, упаковочная заготовка 112 может взаимодействовать с разгрузочной направляющей таким образом, что образуется усиливающая складка (например, формирование одного или более сгибов, складок или бигов) упаковочной заготовки 112. Усиливающие складки в упаковочной заготовке 112 могут быть созданы формой разгрузочной направляющей 230 (например, формой, которая вызывает изменение направления упаковочной заготовки 112), относительным расположением разгрузочной направляющей 230 относительно местоположения преобразующего узла 170, где упаковочная заготовка выходит из преобразующего узла или их комбинации.
Дополнительно или в качестве альтернативы разгрузочная направляющая 230 может съемно прикрепляться к приподнятой картонажной установке 100 таким образом, чтобы облегчать удаление и/или замену разгрузочной направляющей 230. В некоторых случаях первая разгрузочная направляющая 230 может быть удалена из приподнятой картонажной установки 100 и заменена второй разгрузочной направляющей 230. В некоторых вариантах осуществления изобретения первая разгрузочная направляющая 230 может отличаться в некотором отношении от второй разгрузочной направляющей 230. Например, вторая (замененная) разгрузочная направляющая 230 может иметь больший радиус, чем первая (удаленная) разгрузочная направляющая 230. Следовательно, со второй разгрузочной направляющей 230 упаковочные заготовки 112 могут быть поданы на заданном максимальном расстоянии от рамы 150, которое больше, чем заданное максимальное расстояние, определенное первой разгрузочной направляющей 230.
В некоторых вариантах осуществления изобретения разгрузочная направляющая 230 также может состоять из внешней секции 230A разгрузочной направляющей и внутренней секции 230B разгрузочной направляющей. Упаковочная заготовка 112 может подаваться между внешней секцией 230А разгрузочной направляющей и внутренней секцией 230B разгрузочной направляющей. Разгрузочная направляющая 230 может быть выполнена с возможностью направления упаковочной заготовки 112 в заданное и предсказуемое местоположение. Например, упаковочная заготовка 112 может быть подана из разгрузочной направляющей 230 на заданном расстоянии от рамы 150 таким образом, что пользователь или роботизированная рука могут принять упаковочную заготовку 112 в по существу одном и том же местоположении каждый раз.
В некоторых вариантах осуществления изобретения внутренняя секция 230B разгрузочной направляющей может быть выполнена с возможностью поддержания упаковочной заготовки 112, когда она подается из преобразующего узла 170. Внутренняя секция 230B разгрузочной направляющей также может быть выполнена с возможностью поддержания упаковочной заготовки 112 на заданном минимальном расстоянии от рамы 150, как показано на фиг. 2.
Внутренняя секция 230B разгрузочной направляющей может иметь по существу линейную или дугообразную форму. Дополнительно, в некоторых вариантах осуществления изобретения внутренняя секция 230B разгрузочной направляющей может быть сформирована из направляющих стержней. Однако в других вариантах осуществления изобретения внутренняя секция 230B направляющей может иметь другие конфигурации, такие как плоская или изогнутая пластина. В любом случае разгрузочная направляющая 230 может действовать как защитная крышка. Более конкретно, внешняя секция 230А разгрузочной направляющей, внутренняя секция 230B разгрузочной направляющей и одна или более боковых крышек (не показаны) могут предотвращать то, что человек попадет рукой или другим предметом в преобразующий узел 170 и будет ранен или поврежден преобразующим механизмом 240.
Как указано выше, внешняя секция 230А разгрузочной направляющей может быть выполнена с возможностью отклонения и/или перенаправления упаковочной заготовки 112 от одного направления в другое. Внешняя секция 230А разгрузочной направляющей также может быть выполнена с возможностью поддержания упаковочной заготовки 112 на заданном максимальном расстоянии от рамы 150. В некоторых вариантах осуществления изобретения внешняя секция 230А разгрузочной направляющей может иметь в целом дугообразную форму, как показано в примерном варианте осуществления изобретения на фиг. 2, 3, 5A, 5B и 7. В показанном варианте осуществления изобретения внешняя секция 230А разгрузочной направляющей прикреплена к преобразующему узлу 170. Однако в других вариантах осуществления изобретения внешняя секция 230А разгрузочной направляющей также может быть прикреплена к раме 150.
После выполнения функций преобразования фальцованного материала 111 преобразующий узел 170 может удерживать конец заготовки 112 таким образом, что заготовка 112 будет свисать с преобразующего узла 170, как показано на фиг. 1 и 2. Например, после того, как функции преобразования были выполнены, один или более подающих роликов 250 могут остановить продвижение заготовки 112 через преобразующий узел 170 и могут создавать достаточное давление на заготовку 112 таким образом, что заготовка 112 свисает с преобразующего узла 112, пока оператор не перемещает заготовку 112. Любой ненужный материал, произведенный во время картонажного процесса, может быть собран в накопительном бункере 190.
Как показано на фиг. 7, в некоторых вариантах осуществления изобретения приподнятая картонажная установка 100 может иметь один или более датчиков 280. Примеры пригодных датчиков включают в себя, но не ограничены пассивными инфракрасными датчиками, ультразвуковыми датчиками, микроволновыми датчиками и томографическими детекторами. После указанного явления, такого как детектирование руки пользователя или роботизированной руки датчиком 280 приподнятая картонажная установка 100 может подавать остаточные материалы упаковочной заготовки 112 из преобразующего узла 170. Другими словами, преобразующий узел 170 может выполнять функции преобразования фальцованного материала 111, когда фальцованный материал продвигается через преобразующий узел 170. После выполнения функций преобразования преобразующий узел может удерживать следующую заготовку 112 таким образом, что заготовка 112 свисает в предсказуемом положении, пока пользователь не достигнет заготовки 112. Когда датчик 280 обнаруживает приближающуюся руку пользователя, преобразующий узел 170 может освобождать и/или продвигать остаток заготовки 112 из преобразующего узла 170. Как показано на фиг. 1, 2, 5A и 7, датчики 280 могут испускать луч 281, который обнаруживает руку пользователя и, таким образом, вызывает освобождение и/или продвижение преобразующим узлом 170 остатка заготовки 112 из преобразующего узла 170.
Как показано на фиг. 2 и 8, площадь основания описанной выше системы может быть определена длиной L и шириной W, которые могут включать в себя приподнятую картонажную установку 100, кипы 110 и область, требуемую для подачи упаковочных заготовок 112. В некоторых вариантах осуществления изобретения площадь основания L×w может быть в диапазоне приблизительно между 24 квадратными футами и приблизительно 48 квадратными футами.
Однако в других вариантах осуществления изобретения площадь основания может быть больше 48 квадратных футов. В показанном варианте осуществления изобретения две кипы 110 помещены рядом друг с другом в один ряд вблизи картонажной установки 100. Однако в других вариантах осуществления изобретения множество рядов из одной или более кип могут быть расположены смежно с картонажной установкой 100. Кипы различных рядов могут иметь разные размеры, таким образом, допуская создание упаковочных заготовок разного размера с меньшим количеством отходов фальцованного материала. Преобразующий узел 170 и/или рама 150 может быть оборудован кассетным устройством замены, которое позволяет подавать фальцованный материал из кип во множестве рядов в преобразующий узел 170. В любом случае добавление дополнительных рядов кип фальцованного материала может увеличивать размер площади основания всей системы. Например, каждый дополнительный ряд кип фальцованного материала может увеличить площадь основания системы приблизительно на 15 квадратных футов.
В одном или более вариантов осуществления изобретения площадь основания также может включать в себя все описанные здесь различные компоненты системы, такие как рама 150, преобразующий узел 170 и кипы 110 фальцованного материала. В дополнение к компонентам системы площадь основания также включает в себя пространство, требуемое для выдачи заготовок 112. Варианты выполнения указанной выше системы могут иметь длину L в диапазоне от 68 дюймов до 90 дюймов. В вариантах осуществления изобретения, в которые добавлены дополнительные ряды кип фальцованного материала, длина L системы может увеличиться приблизительно на 4 или 5 футов для каждого дополнительного ряда кип фальцованного материала. Дополнительно варианты выполнения указанной выше системы могут иметь ширину W в диапазоне от 40 дюймов до 70 дюймов. Однако следует понимать, что картонажная установка 100 и, таким образом, вся система также может иметь более широкую конфигурацию для приема более широких кип фальцованного материала и/или больше кип фальцованного материала в каждом ряду кип.
Настоящее изобретение может быть осуществлено в других конкретных формах, не отступая от его сущности или существенных характеристик. Таким образом, описанные варианты осуществления изобретения следует рассматривать во всех отношениях только как иллюстративные и не вносящие ограничений. Объем изобретения, таким образом, указан в прилагаемой формуле изобретения, а не в предшествующем описании. Все изменения, которые входят в пределы значения и диапазона эквивалентности формулы изобретения, рассматриваются как входящие в ее объем.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРТИКАЛЬНАЯ КАРТОНАЖНАЯ УСТАНОВКА С РАЗГРУЗОЧНОЙ НАПРАВЛЯЮЩЕЙ | 2012 |
|
RU2612924C2 |
| ОБРАБАТЫВАЮЩАЯ МАШИНА | 2012 |
|
RU2614483C2 |
| ОБРАБАТЫВАЮЩАЯ МАШИНА | 2012 |
|
RU2731337C2 |
| МАШИНА ДЛЯ ФОРМИРОВАНИЯ КОРОБОК | 2023 |
|
RU2818940C1 |
| МАШИНА ДЛЯ ФОРМИРОВАНИЯ КОРОБОК | 2017 |
|
RU2790315C2 |
| МАШИНА ДЛЯ ФОРМИРОВАНИЯ КОРОБОК (ВАРИАНТЫ) | 2017 |
|
RU2765595C2 |
| Система для производства заготовок для коробок и соответствующий способ | 2017 |
|
RU2737267C2 |
| ПРЕОБРАЗУЮЩАЯ МАШИНА С МЕХАНИЗМОМ ОБНАРУЖЕНИЯ СКЛАДКИ | 2018 |
|
RU2769414C2 |
| ЖИДКОСТНОЙ ЭЖЕКЦИОННЫЙ АППАРАТ | 2013 |
|
RU2590885C2 |
| УСТРОЙСТВО ДЛЯ ГЕНЕРИРОВАНИЯ АЭРОЗОЛЯ | 2022 |
|
RU2831273C2 |

Изобретение относится к вертикальной компактной установке для преобразования картона, гофрированного картона, плотной бумаги и подобных фальцованных материалов в заготовки для коробок и других упаковок. Система, которая преобразует фальцованный материал в упаковочные заготовки, включает в себя преобразующий узел, который выполняет функции преобразования, такие как резание, фальцовка и рифление фальцованного материала, когда фальцованный материал продвигается через картонажную установку в первом направлении. Преобразующий узел может быть смонтирован на раме таким образом, что преобразующий узел находится над опорной поверхностью. Разгрузочная направляющая может изменять направление перемещения фальцованного материала из первого направления во второе, в целом вертикальное направление после того, как картонажный узел выполнил функции преобразования фальцованного материала. 2 н. и 10 з.п. ф-лы, 9 ил.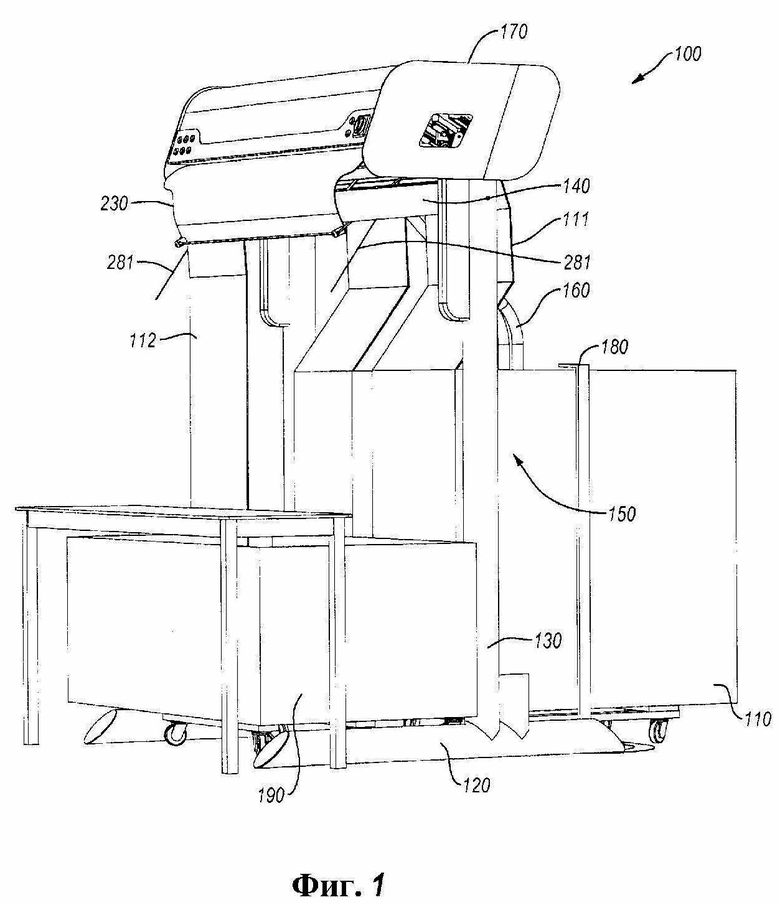
1. Картонажная установка, используемая для преобразования фальцованного материала в упаковочные заготовки для сборки коробок или другой упаковки, при этом картонажная установка содержит:
раму;
картридж преобразующего узла, выборочно смонтированный на раме, при этом картридж преобразующего узла содержит:
по меньшей мере один продольный преобразующий инструмент, который выполняет одну или более функций преобразования указанного фальцованного материала в первом, продольном направлении, причем указанный по меньшей мере один продольный преобразующий инструмент выполнен с возможностью выполнения одной или более функций преобразования указанного фальцованного материала, при этом указанная одна или более функций преобразования выбраны из группы, состоящей из выполнения бигов, сгибов, складок, перфораций, разрезов и надрезов для формирования указанной упаковочной заготовки;
по меньшей мере один поперечный преобразующий инструмент, который выполняет одну или более функций преобразования указанного фальцованного материала во втором, поперечном направлении, которое перпендикулярно первому, продольному направлению, причем указанный по меньшей мере один поперечный преобразующий инструмент выполнен с возможностью выполнения одной или более функций преобразования указанного фальцованного материала, при этом указанная одна или более функций преобразования выбраны из группы, состоящей из выполнения бигов, сгибов, складок, перфораций, разрезов и надрезов для формирования указанной упаковочной заготовки; и
один или более подающих роликов, которые перемещают указанный фальцованный материал через указанную картонажную установку в первом, продольном направлении,
при этом картридж преобразующего узла, включающий в себя продольный и поперечный преобразующие инструменты и один или более подающих роликов, может выборочно удаляться как единый узел от рамы; и
загрузочную направляющую, смонтированную на раме, причем загрузочная направляющая направляет указанный фальцованный материал в указанный картридж преобразующего узла.
2. Картонажная установка по п.1, также содержащая разгрузочную направляющую, которая изменяет направление перемещения указанного фальцованного материала из первого, продольного направления во второе, вертикальное направление, после выполнения картриджем преобразующего узла функции преобразования указанного фальцованного материала.
3. Картонажная установка по п.2, в которой первое, продольное направление находится в пределах горизонтальной плоскости, и разгрузочная направляющая изменяет направление перемещения указанного фальцованного материала на 90 градусов во второе, вертикальное направление.
4. Картонажная установка по любому из пп.1-3, в которой рама поддерживает картридж преобразующего узла на высоте приблизительно пяти футов над опорной поверхностью, на которую опирается рама.
5. Картонажная установка по любому из пп.1-4, в которой картридж преобразующего узла подвижно соединен с рамой таким образом, что картридж преобразующего узла может быть выборочно перемещен между рабочим положением и положением обслуживания.
6. Картонажная установка по п.5, в которой картридж преобразующего узла подвижно соединен с рамой параллельным шарнирным узлом.
7. Система для формирования упаковочных заготовок для сборки коробок или другой упаковки, при этом система содержит:
кипу фальцованного материала;
картонажную установку по любому из пп.1-6,
при этом система, включающая в себя кипу фальцованного материала и картонажные установки, имеет размер площади основания в диапазоне от 24 квадратных футов до 48 квадратных футов.
8. Система по п.7, в которой загрузочная направляющая является частью картриджа преобразующего узла.
9. Система по п.7 или 8, в которой по меньшей мере часть кипы фальцованного материала расположена под картриджем преобразующего узла.
10. Система по любому из пп.7-9, также содержащая контейнер для отходов, предназначенный для сбора отходов фальцованного материала, при этом контейнер для отходов расположен по меньшей мере частично под картриджем преобразующего узла и находится в пределах размера площади основания системы, составляющей от 24 квадратных футов до 48 квадратных футов.
11. Система по любому из пп.7-10, в которой разгрузочная направляющая находится в пределах площади основания системы.
12. Система по любому из пп.7-10, в которой разгрузочная направляющая содержит указанные упаковочные заготовки в пределах площади основания системы независимо от размера указанных упаковочных заготовок, пока пользователь не удаляет указанные упаковочные заготовки из картриджа преобразующего узла.
| US 6471154 B1, 29.10.2002 | |||
| WO 2010091043 A1, 12.08.2010 | |||
| Механический пресс | 1987 |
|
SU1497049A1 |
| WO 2011135433 A1, 03.11.2011 | |||
| Устройство для прессования табака | 1989 |
|
SU1718783A1 |
| НАСТОЛЬНОЕ РЕЖУЩЕЕ УСТРОЙСТВО | 2009 |
|
RU2398674C1 |

