Уровень техники
Сопротивление представляет собой механическую силу, создаваемую твердым объектом, движущимся в текучей среде (жидкости или газе). Если текучая среда представляет собой газ, например воздух, она называется аэродинамическим сопротивлением (или сопротивлением воздуха). Если текучая среда представляет собой жидкость, например воду, она называется гидродинамическим сопротивлением. В качестве примера, источником аэродинамического сопротивления является приповерхностное трение между молекулами воздуха и твердой поверхностью крыла или фюзеляжа (имеющихся у воздушного судна). В качестве другого примера, источником аэродинамического сопротивления является приповерхностное трение между молекулами воздуха и твердой поверхностью лопаток ротора (имеющихся у ветровой турбины). Так как приповерхностное трение представляет собой взаимодействие между твердым телом и газом, его величина зависит от свойств как твердого тела, так и газа. Что касается твердого тела, гладкая, вощеная поверхность создает меньшее приповерхностное трение, чем шероховатая поверхность. Что касается газа, величина зависит от вязкости воздуха и относительной величины сил вязкого сопротивления движению потока, выраженных в виде числа Рейнольдса. Вдоль поверхности твердого тела возникает граничный слой потока с низкой энергией, и величина приповерхностного трения зависит от условий в этом граничном слое.
Сущность изобретения
Здесь описаны металлические листы и пластины с текстурированными поверхностями, уменьшающими трение, и способы их изготовления.
Согласно одному из вариантов реализации настоящего изобретения, описано транспортное судно, включающее, по меньшей мере, одно металлическое изделие, по меньшей мере, одна поверхность которого выполнена, по существу, рифленой, причем упомянутая, по существу, рифленая поверхность создает ребристый рельеф, включающий множество соседних, непрерывно прокатанных продольных ребер, проходящих вдоль, по меньшей мере, части поверхности, и ребристый рельеф покрыт, по меньшей мере, одним покрытием, адекватным образом разработанным и нанесенным, чтобы сохранить этот рельеф. Согласно одному из вариантов реализации настоящего изобретения, упомянутое множество соседних, непрерывно прокатанных продольных ребер приводит к получению текстурированной поверхности, уменьшающей трение. Согласно одному из вариантов реализации настоящего изобретения, металлическое изделие используют при изготовлении, по меньшей мере, части воздушного судна. Согласно одному из вариантов реализации настоящего изобретения, металлическое изделие используют при изготовлении, по меньшей мере, части лопатки ротора. Согласно одному из вариантов реализации настоящего изобретения, металлическое изделие представляет собой лист или пластину из алюминиевого сплава. Согласно одному из вариантов реализации настоящего изобретения, металлическое изделие представляет собой лист или пластину из титана. Согласно одному из вариантов реализации настоящего изобретения, металлическое изделие представляет собой лист или пластину из стали.
Согласно одному из вариантов реализации настоящего изобретения, описан способ изготовления металлического изделия, который включает получение, по существу, плоского металлического листа или пластины; пропускание упомянутого, по существу, плоского металлического листа или пластины через прокатный стан, причем прокатный стан включает: по меньшей мере, один валок, на внешней поверхности которого выгравирован ребристый рельеф, включающий множество соседних продольных ребер, и, по меньшей мере, один валок с неизмененной, по существу, плоской внешней поверхностью; создание, по существу, рифленого металлического листа или пластины, содержащих множество соседних, непрерывно прокатанных продольных ребер, проходящих вдоль, по меньшей мере, части поверхности; нанесение на упомянутый, по существу, рифленый металлический лист или пластину, по меньшей мере, одного покрытия, адекватным образом разработанного и нанесенного, чтобы сохранить упомянутое множество соседних, непрерывно прокатанных продольных ребер; и получение металлического изделия.
Согласно одному из вариантов реализации настоящего изобретения, упомянутое, по меньшей мере, одно покрытие выбирают из группы, состоящей из грунтового покрытия, финишного покрытия и покрытия, обеспечивающего легкое/самостоятельное очищение. Согласно одному из вариантов реализации настоящего изобретения, покрытие, обеспечивающее легкое/самостоятельное очищение, представляет собой супергидрофильное покрытие. Согласно одному из вариантов реализации настоящего изобретения, супергидрофильное покрытие представляет собой активируемую светом систему, содержащую диоксид титана анатазной модификации. Согласно одному из вариантов реализации настоящего изобретения, к финишному покрытию добавляют гидрофобную химическую добавку. Согласно одному из вариантов реализации настоящего изобретения, гидрофобная химическая добавка представляет собой функционализированную силоксановую систему.
Согласно одному из вариантов реализации настоящего изобретения, металлическое изделие, соответствующее настоящему изобретению, используют при изготовлении транспортного судна, включая (но не ограничиваясь) воздушное судно или воздушное транспортное средство (такое как самолет, вертолет, ракета, планер, воздушный шар и дирижабль), наземное транспортное средство (такое как автомобиль и поезд), морское транспортное средство (такое как подводная лодка, яхта, автоматическое надводное транспортное средство, автономное подводное транспортное средство и т.д.), а также стенку трубопровода.
Краткое описание чертежей
Далее настоящее изобретение будет рассмотрено со ссылкой на приложенные чертежи, на которых аналогичные элементы на нескольких видах обозначены аналогичными ссылочными номерами. Приведенные чертежи не обязательно выполнены в масштабе, вместо этого акцент, в основном, сделан на иллюстрирование принципов этого изобретения.
На фиг.1А-D изображены два варианта разных валков, которые могут использоваться при изготовлении металлических листов и пластин с текстурированными поверхностями, уменьшающими трение, которые соответствуют настоящему изобретению. Фиг.1А и 1В иллюстрируют валок, на котором выгравирован рельеф в виде V-образных ребер с высотой приблизительно 125 мкм. Фиг.1С и 1D иллюстрируют валок, на котором выгравирован рельеф в виде V-образных ребер с высотой приблизительно 50 мкм.
На фиг.2А-D приведены несколько примеров различной геометрии ребер, которые могут быть выгравированы на внешней окружной поверхности валка. На фиг.2А показаны V-образные ребра. На фиг.2В показаны прямоугольные ребра. На фиг.2С показаны ребра в форме акульих зубов. На фиг.2D показаны ребра в форме видоизмененных акульих зубов.
На фиг.3 приведена таблица с различными параметрами (интервал, высота, радиус R, радиус r и угол) геометрии ребер, показанных на фиг.2А-D.
На фиг.4А-Н приведены полученные путем оптической металлографии изображения в поперечном сечении для ребристых рельефов, созданных в качестве одного из вариантов на содержащих алюминиевый сплав листах из материала Alclad толщиной 0,270" при пропускании листа из алюминиевого сплава через прокатный стан с разной степенью уковки, где А представляет наивысшую степень уковки, и Н - наименьшую степень уковки, причем прокатный стан включает, по меньшей мере, один валок, на внешней поверхности которого выгравирован рельеф в виде V-образных ребер, и этот ребристый рельеф валка включает множество соседних продольных ребер, имеющих высоту приблизительно 250 мкм и интервал приблизительно 500 мкм.
Фиг.5 представляет собой график, иллюстрирующий взаимосвязь между зазором валков (дюймы) в прокатном стане, высотой (мкм) ребер на листе из алюминиевого сплава после прокатки, остающимся после прокатки плакированием (дюймы) на листе из алюминиевого сплава и уковкой (%) по толщине листа из алюминиевого сплава после прокатки, на основе образцов, показанных на фиг.4А-Н.
На фиг.6А-F приведены полученные путем оптической металлографии изображения в поперечном сечении для ребристых рельефов, созданных в качестве одного из вариантов на содержащих алюминиевый сплав листах из материала Alclad толщиной 0,270" при пропускании листа из алюминиевого сплава через прокатный стан с разной степенью уковки, где А представляет наивысшую степень уковки, и F - наименьшую степень уковки, причем прокатный стан включает, по меньшей мере, один валок, на внешней поверхности которого выгравирован ребристый рельеф в виде акульих зубов, и этот ребристый рельеф валка включает множество соседних продольных ребер, имеющих высоту приблизительно 260 мкм и интервал приблизительно 500 мкм.
Фиг.7 представляет собой график, иллюстрирующий взаимосвязь между зазором валков (дюймы) в прокатном стане, высотой (мкм) ребер на листе из алюминиевого сплава после прокатки, остающимся после прокатки плакированием (дюймы) на листе из алюминиевого сплава и уковкой (%) по толщине листа из алюминиевого сплава после прокатки, на основе образцов, показанных на фиг.6А-F.
На фиг.8 приведен один из вариантов схемы технологического процесса при изготовлении листа обшивки фюзеляжа из алюминиевого сплава, имеющего, по существу, рифленую поверхность, полученную за счет ребристого рельефа, соответствующего настоящему изобретению.
На фиг.9 схематично показан один из вариантов зависимости температуры от времени при изготовлении листа обшивки фюзеляжа из алюминиевого сплава, имеющего, по существу, рифленую поверхность, полученную за счет ребристого рельефа, соответствующего настоящему изобретению.
На фиг.10 приведен один из вариантов схемы технологического процесса при изготовлении листа обшивки фюзеляжа из алюминиевого сплава, имеющего, по существу, рифленую поверхность, полученную за счет ребристого рельефа, соответствующего настоящему изобретению.
На фиг.11 схематично показан один из вариантов зависимости температуры от времени при изготовлении листа обшивки фюзеляжа из алюминиевого сплава, имеющего, по существу, рифленую поверхность, полученную за счет ребристого рельефа, соответствующего настоящему изобретению. Ребра были прокатаны после этапа отжига, но перед этапом термической обработки с получением твердого раствора (Solution Heat Treatment).
На фиг.12 схематично показан один из вариантов зависимости температуры от времени при изготовлении листа обшивки фюзеляжа из алюминиевого сплава, имеющего, по существу, рифленую поверхность, полученную за счет ребристого рельефа, соответствующего настоящему изобретению. Ребра были прокатаны после этапа отжига, но перед этапом термической обработки с получением твердого раствора.
На фиг.13 приведен один из вариантов схемы технологического процесса при изготовлении листа или пластины обшивки из алюминиевого сплава, имеющих, по существу, рифленую поверхность, полученную за счет ребристого рельефа, соответствующего настоящему изобретению.
На фиг.14 схематично показан один из вариантов зависимости температуры от времени при изготовлении листа обшивки фюзеляжа из алюминиевого сплава, имеющего, по существу, рифленую поверхность, полученную за счет ребристого рельефа, соответствующего настоящему изобретению.
На фиг.15 приведен один из вариантов схемы технологического процесса при изготовлении листа или пластины обшивки из алюминиевого сплава, имеющих, по существу, рифленую поверхность, полученную за счет ребристого рельефа, соответствующего настоящему изобретению.
На фиг.16 схематично показан один из вариантов зависимости температуры от времени при изготовлении листа обшивки фюзеляжа из алюминиевого сплава, имеющего, по существу, рифленую поверхность, полученную за счет ребристого рельефа, соответствующего настоящему изобретению.
На фиг.17 приведен один из вариантов схемы технологического процесса при изготовлении листа или пластины обшивки крыла из алюминиевого сплава, имеющих, по существу, рифленую поверхность, полученную за счет ребристого рельефа, соответствующего настоящему изобретению.
На фиг.18А и В приведены полученные путем оптической металлографии изображения в поперечном сечении для двух различных ребристых рельефов, полученных путем непрерывной прокатки на содержащих алюминиевый сплав листах из материала Alclad с использованием способов, соответствующих настоящему изобретению.
На фиг.19 приведен один из вариантов схемы технологического процесса при подготовке поверхности и окрашивании листа или пластины из алюминиевого сплава, имеющих ребристый рельеф, чтобы получить изделие из алюминиевого сплава, соответствующее настоящему изобретению.
На фиг.20А приведен один из вариантов установки для нанесения комбинации "грунтовое покрытие/финишное покрытие" с использованием ручной емкости для подачи за счет всасывания при нанесении как грунтового, так и финишного покрытия на лист или пластину из алюминиевого сплава, имеющие ребристый рельеф, чтобы получить изделие из алюминиевого сплава, соответствующее настоящему изобретению. На фиг.20В приведено полученное путем оптической металлографии изображение в поперечном сечении для изделия из алюминиевого сплава, имеющего V-образные ребра, покрытые комбинацией "грунтовое покрытие/финишное покрытие" согласно таблице, что иллюстрирует один из вариантов реализации настоящего изобретения.
На фиг.21А приведен один из вариантов установки для нанесения комбинации "грунтовое покрытие/финишное покрытие" с использованием ручной емкости для подачи за счет всасывания при нанесении как грунтового, так и финишного покрытия на лист или пластину из алюминиевого сплава, имеющие ребристый рельеф, чтобы получить изделие из алюминиевого сплава, соответствующее настоящему изобретению. На фиг.21В приведено полученное путем оптической металлографии изображение в поперечном сечении для изделия из алюминиевого сплава, имеющего V-образные ребра, покрытые комбинацией "грунтовое покрытие/финишное покрытие" согласно таблице, что иллюстрирует один из вариантов реализации настоящего изобретения.
На фиг.22А приведен один из вариантов установки для нанесения комбинации "грунтовое покрытие/финишное покрытие" с использованием ручной емкости для подачи за счет всасывания при нанесении грунтового покрытия и роботизированного вращающегося устройства для электростатического распыления при нанесении финишного покрытия на лист или пластину из алюминиевого сплава, имеющие ребристый рельеф, чтобы получить изделие из алюминиевого сплава, соответствующее настоящему изобретению. На фиг.22В приведено полученное путем оптической металлографии изображение в поперечном сечении для изделия из алюминиевого сплава, имеющего V-образные ребра, покрытые комбинацией "грунтовое покрытие/финишное покрытие" согласно таблице, что иллюстрирует один из вариантов реализации настоящего изобретения.
На фиг.23А приведен один из вариантов установки для нанесения комбинации "грунтовое покрытие/финишное покрытие" с использованием ручного устройства для электростатического распыления с нагнетательным баком при нанесении как грунтового, так и финишного покрытия на лист или пластину из алюминиевого сплава, имеющие ребристый рельеф, чтобы получить изделие из алюминиевого сплава, соответствующее настоящему изобретению. На фиг.23В приведено полученное путем оптической металлографии изображение в поперечном сечении для изделия из алюминиевого сплава, имеющего видоизмененные ребра в форме синусоиды, покрытые комбинацией "грунтовое покрытие/финишное покрытие" согласно таблице, что иллюстрирует один из вариантов реализации настоящего изобретения.
На фиг.24А приведен один из вариантов установки для нанесения комбинации "грунтовое покрытие/финишное покрытие" с использованием устройства для электроокраски (E-coat) методом электроосаждения с погружением при нанесении грунтового покрытия и с использованием ручной емкости для подачи за счет всасывания при нанесении финишного покрытия на лист или пластину из алюминиевого сплава, имеющие ребристый рельеф, чтобы получить изделие из алюминиевого сплава, соответствующее настоящему изобретению. На фиг.24В приведено полученное путем оптической металлографии изображение в поперечном сечении для изделия из алюминиевого сплава, имеющего V-образные ребра, покрытые комбинацией "грунтовое покрытие/финишное покрытие" согласно таблице, что иллюстрирует один из вариантов реализации настоящего изобретения.
На фиг.25А и В показаны два разных варианта способа предотвращения загрязнения изделия из алюминиевого сплава, имеющего непрерывно прокатанный ребристый рельеф, соответствующий настоящему изобретению.
Фиг.26А-С демонстрируют, что изделие из алюминиевого сплава с текстурированными поверхностями, уменьшающими трение, которое соответствует одному из вариантов реализации настоящего изобретения, дополненное компонентом, обеспечивающим легкое/самостоятельное очищение, может быть более чистым по сравнению с окрашенным рельефом без компонента, обеспечивающего легкое/самостоятельное очищение.
Фиг.27 - таблица, в которой приведены условия окрашивания и нанесения вещества, обеспечивающего легкое/самостоятельное очищение, для изделий из алюминиевого сплава с текстурированными поверхностями, уменьшающими трение, которые показаны на фиг.26А-С.
Фиг.28А и В схематично иллюстрируют один из вариантов прокатанного ребристого профиля с поверхностной обработкой с целью пропитки герметизирующими соединениями, позволяющей использовать анодирование в борной/серной кислотах или серной кислоте.
Фиг.29А и В схематично иллюстрируют один из вариантов прокатанного ребристого профиля с поверхностной обработкой, полученной с использованием ручного устройства для электростатического распыления. Ребристый профиль включает рельеф в виде глубоких V-образных ребер и в форме синусоиды.
На фиг.30А-D приведены результаты эксперимента, в котором пропитывающие герметизирующие соединения, вместе с системой легкого/самостоятельного очищения, продемонстрировали лучшую способность к очистке, чем стандартная окраска с использованием системы легкого/самостоятельного очищения или без нее, что иллюстрирует один из вариантов реализации настоящего изобретения. На фиг.30А показано изделие из алюминиевого сплава, соответствующее одному из вариантов реализации настоящего изобретения, которое имеет стандартное грунтовое покрытие, анодированное в борной/серной кислотах и герметизированное, и стандартное финишное покрытие (без компонента, обеспечивающего легкое/самостоятельное очищение). На фиг.30В показано изделие из алюминиевого сплава, соответствующее одному из вариантов реализации настоящего изобретения, которое имеет стандартное грунтовое покрытие, анодированное в борной/серной кислотах и герметизированное, и стандартное финишное покрытие с двумя слоями активируемой светом системы супергидрофильного покрытия, содержащей диоксид титана анатазной модификации (ТОТО). На фиг.30С показано изделие из алюминиевого сплава, соответствующее одному из вариантов реализации настоящего изобретения, которое имеет стандартное грунтовое покрытие, анодированное в борной/серной кислотах (без герметизации), покрытое полисилоксаном SDC MP101 c 2% примешанного ТОТО. На фиг.30D показано изделие из алюминиевого сплава, соответствующее одному из вариантов реализации настоящего изобретения, которое имеет стандартное грунтовое покрытие, анодированное в борной/серной кислотах (без герметизации), покрытое полисилазаном Kion 1067А с 2% примешанного ТОТО.
Хотя указанные выше чертежи иллюстрируют рассматриваемые в настоящее время варианты реализации настоящего изобретения, как отмечено в описании, возможны также и другие его варианты. Представленные в этом описании варианты являются иллюстративными и не накладывают ограничений. Специалистам в данной области техники будут очевидны и другие многочисленные модификации и варианты реализации, которые не выходят за пределы объема и сущности принципов рассматриваемого изобретения.
Подробное описание
В одном из вариантов его реализации настоящим изобретением предлагаются металлические листы (как правило, с толщиной более приблизительно 0,001 дюйма и менее приблизительно 0,30 дюйма) и пластины (как правило, с толщиной более приблизительно 0,30 дюйма), которые имеют непрерывно прокатанную и, по существу, рифленую поверхность, полученную за счет ребристого рельефа (текстуры, в отличие от гладкой поверхности), а также способы их изготовления. Ребристый рельеф включает множество соседних продольных ребер, проходящих вдоль, по меньшей мере, части поверхности, что приводит к созданию текстурированной поверхности, уменьшающей трение. Согласно одному из вариантов реализации настоящего изобретения, текстурированная поверхность, уменьшающая трение, обеспечивает уменьшение сопротивления в диапазоне от приблизительно пяти процентов вплоть до приблизительно пятнадцати процентов. Согласно одному из вариантов реализации настоящего изобретения, металлические листы и пластины покрывают, по меньшей мере, одним покрытием, адекватным образом, разработанным и нанесенным для сохранения ребристого рельефа, что приводит к получению металлического изделия, соответствующего настоящему изобретению. В одном из вариантов металлическое изделие, соответствующее настоящему изобретению, используют при производстве транспортного судна, включая (но не ограничиваясь) воздушное судно или воздушное транспортное средство (такое как самолет, вертолет, ракета, планер, воздушный шар и дирижабль), наземное транспортное средство (такое как автомобиль и поезд), морское транспортное средство (такое как подводная лодка, яхта, автоматическое надводное транспортное средство, автономное подводное транспортное средство и т.д.), а также стенку трубопровода.
В одном из вариантов металлическое изделие, соответствующее настоящему изобретению, используют при изготовлении, по меньшей мере, части воздушного судна, например, крыла, хвостового обтекателя или хвостового оперения фюзеляжа и стабилизаторов. В одном из вариантов металлическое изделие, соответствующее настоящему изобретению, используют при изготовлении, по меньшей мере, одной лопатки ротора ветровой турбины. В одном из вариантов металлическое изделие, соответствующее настоящему изобретению, используют при изготовлении, по меньшей мере, стенки трубопровода. Воздушное судно должно обеспечивать значительную экономию топлива, а лопатки ротора ветровой турбины должны иметь высокие окружные скорости, чтобы работать эффективно. Эти требования подтверждают тот факт, что как крылья воздушного судна, так и лопатки роторов должны иметь низкое аэродинамическое сопротивление.
Так как уменьшение сопротивления непосредственно связано с повышением эффективности использования топлива, уменьшение сопротивления на пять процентов может привести к повышению эффективности использования топлива приблизительно на одиннадцать процентов, а более высокое снижение сопротивления может привести к еще большему повышению эффективности использования топлива. Измеряя один или более следующих параметров, включая (но не ограничиваясь) среднее приповерхностное трение, коэффициент сопротивления из-за приповерхностного трения (Cdf), касательные напряжения для поверхности или стенки, давления Престона, давления позади и перед кромкой граничного слоя, распределение скоростей в направлении потока ниже ребристого рельефа либо величину турбулентности у стенки, количественно определяют уменьшение трения (сопротивления), которое может обеспечить текстурированная поверхность, соответствующая изобретению. Согласно одному из вариантов реализации настоящего изобретения, уменьшение трения представляет собой уменьшение сопротивления из-за приповерхностного трения. Чтобы определить уменьшение сопротивления, обеспечиваемое металлическими листами и пластинами, соответствующими настоящему изобретению, можно провести эксперименты с использованием одного или более следующих способов, включая (но не ограничиваясь) испытания в гидродинамической трубе, испытания в аэродинамической трубе и испытания в направленном потоке (например, масла или воды). Уменьшение сопротивления можно сравнить с уменьшением сопротивления для металлического листа или пластины с гладкой плоской поверхностью. Металлические листы или пластины, имеющие гладкие поверхности, можно испытывать одновременно с металлическими листами и пластинами, соответствующими настоящему изобретению, чтобы сделать возможным сравнение "один к одному".
В том виде, как он здесь используется, термин "алюминиевый сплав" относится к материалу, содержащему алюминий и другой металл, сплавленный вместе с ним, и включает один или более сплавов серий 1ХХХ, 2ХХХ, 3ХХХ, 5ХХХ, 6ХХХ, 7ХХХ и 8ХХХ, стандартизированных Ассоциацией алюминиевой промышленности (The Aluminum Association, Inc.), и их модификации. В одном из вариантов алюминиевый сплав, соответствующий настоящему изобретению, представляет собой "Alclad" или "плакированный сплав", определенный как литой алюминиевый сплав, одна или обе поверхности которого покрыты металлургически связанным, тонким слоем чистого алюминия или алюминиевого сплава, где комбинацию сердцевины и плакирующих сплавов выбирают таким образом, чтобы это плакирование служило анодом по отношению к сердцевине.
В том виде как он здесь используется, термин "изделие из алюминиевого сплава" в соответствии с настоящим изобретением относится к листу или пластине из алюминиевого сплава, по меньшей мере, одна поверхность которых выполнена, по существу, рифленой, где, по существу, рифленая поверхность получена за счет ребристого рельефа, и ребристый рельеф включает множество соседних, непрерывно прокатанных продольных ребер, проходящих вдоль, по меньшей мере, части поверхности.
Хотя для удобства описания делается ссылка на использование алюминия и особенно предпочтительных сплавов для металлических листов и пластин с непрерывно прокатанным ребристым рельефом, изобретение этим не ограничивается. С выгодой также могут использоваться и другие алюминиевые сплавы, а также другие металлы. Например, могли бы использоваться сталь, медь, чугун, титан и их комбинации.
Согласно одному из вариантов реализации настоящего изобретения, металлические листы и пластины, имеющие непрерывно прокатанный, ребристый рельеф, производят из материала на основе алюминиевого сплава. Согласно одному из вариантов реализации настоящего изобретения, материал на основе алюминиевого сплава представляет собой алюминиевый сплав с плакированием, например, материал Alclad на основе алюминиевого сплава. Согласно одному из вариантов реализации настоящего изобретения, материал Alclad на основе алюминиевого сплава представляет собой лист из Alclad 2524. Согласно одному из вариантов реализации настоящего изобретения, материал на основе алюминиевого сплава не имеет плакирования или является незащищенным. Согласно одному из вариантов реализации настоящего изобретения, незащищенный материал на основе алюминиевого сплава представляет собой лист из Al-Li. Согласно одному из вариантов реализации настоящего изобретения, незащищенный материал на основе алюминиевого сплава представляет собой сплав серии 5ХХХ. Материал на основе алюминиевого сплава может представлять собой термически обрабатываемый алюминиевый сплав или термически необрабатываемый алюминиевый сплав. Термически необрабатываемые сплавы образуют группу сплавов, для улучшения прочностных свойств которых используется обработка в холодном состоянии и упрочнение в твердом растворе. Они отличаются от термически обрабатываемых сплавов тем, что для повышения их прочности не используется выделение второй фазы.
Материал на основе алюминиевого сплава может быть любым подходящим алюминиевым сплавом, но в некоторых случаях - это ковкий алюминиевый сплав, например, как любой из сплавов серий 1ХХХ, 2ХХХ, 3ХХХ, 5ХХХ, 6ХХХ, 7ХХХ и 8ХХХ, которые стандартизованы Ассоциацией алюминиевой промышленности, и их модификации. Согласно одному из вариантов реализации настоящего изобретения, материал на основе алюминиевого сплава представляет собой сплав серии 2ХХХ. Согласно одному из вариантов реализации настоящего изобретения, сплав серии 2ХХХ представляет собой сплав серии 2524. Согласно одному из вариантов реализации настоящего изобретения, материал на основе алюминиевого сплава представляет собой сплав серии 5ХХХ. Согласно одному из вариантов реализации настоящего изобретения, материал на основе алюминиевого сплава представляет собой сплав алюминия с литием.
В том виде, как он здесь используется, термин "сопротивление из-за приповерхностного трения" относится к сопротивлению, которое возникает на основе вязкого взаимодействия текучей среды (жидкости или газа) с поверхностью. Например, сопротивление из-за приповерхностного трения может быть вызвано реальным контактом частиц воздуха с поверхностью воздушного судна. Так как сопротивление из-за приповерхностного трения обусловлено взаимодействием твердого тела (например, поверхности самолета) и текучей среды (например, воздуха), величина этого сопротивления зависит от свойств, как твердого тела, так и текучей среды. Что касается самолета как твердого тела, сопротивление из-за приповерхностного трения может быть уменьшено, а скорость полета может быть в определенной степени увеличена за счет поддержания поверхности воздушного судна в высшей степени, отполированной и чистой. Что касается текучей среды, величина сопротивления зависит от вязкости воздуха или жидкости, контактирующих с поверхностью твердого тела. Вдоль твердой поверхности самолета возникает граничный слой потока с низкой энергией.
В том виде, как он здесь используется, термин "ребристый рельеф" относится к уменьшающей трение текстуре, которая создана путем непрерывной прокатки на материале на основе алюминиевого сплава, например, листе или пластине. Согласно одному из вариантов реализации настоящего изобретения, ребристый рельеф включает множество соседних продольных ребер, которые созданы путем непрерывной прокатки на материале на основе алюминиевого сплава, что приводит к получению металлического листа или пластины с текстурированной поверхностью, уменьшающей трение. Согласно одному из вариантов реализации настоящего изобретения, текстурированная поверхность, уменьшающая трение, представляет собой поверхность, которая уменьшает сопротивление из-за приповерхностного трения у объекта, в состав которого входит металлический лист или пластина, соответствующие настоящему изобретению. В одном из вариантов металлические листы и пластины, соответствующие настоящему изобретению, используют при изготовлении воздушных судов, неважно каких - коммерческих, военных или воздушно-космических. В одном из вариантов металлические листы и пластины, соответствующие настоящему изобретению, используют при изготовлении морских судов, неважно каких - надводных или тех, которые предназначены для работы в погруженном состоянии. В одном из вариантов металлические листы и пластины, соответствующие настоящему изобретению, используют при изготовлении поездов, например скорых поездов или "высокоскоростных" поездов. В одном из вариантов металлические листы и пластины, соответствующие настоящему изобретению, используют при изготовлении лопастей или лопаток роторов, например, имеющихся в вертолете или в ветровой турбине. В одном из вариантов металлические листы и пластины, соответствующие настоящему изобретению, используют при изготовлении стенки трубопровода.
В одном из вариантов способ изготовления металлического изделия, соответствующего настоящему изобретению, включает получение, по существу, плоского металлического листа или пластины; пропускание упомянутого, по существу, плоского металлического листа или пластины через прокатный стан, причем прокатный стан включает, по меньшей мере, один валок, на внешней поверхности которого выгравирован ребристый рельеф, включающий множество соседних продольных ребер, и, по меньшей мере, один валок с неизмененной, по существу, плоской внешней поверхностью; создание, по существу, рифленого металлического листа или пластины, содержащих множество соседних, непрерывно прокатанных продольных ребер, проходящих вдоль, по меньшей мере, части поверхности; нанесение на упомянутый, по существу, рифленый металлический лист или пластину, по меньшей мере, одного покрытия, адекватным образом разработанного и нанесенного, чтобы сохранить упомянутое множество соседних, непрерывно прокатанных продольных ребер; и получение металлического изделия.
Согласно одному из вариантов реализации настоящего изобретения, каждое ребро в ребристом рельефе имеет одну и ту же или одинаковую высоту. По геометрии ребра в ребристом рельефе могут иметь множество форм, включая (но не ограничиваясь) V-образные ребра, прямоугольные ребра, ребра в форме акульих зубов (SS, Shark Scale) и видоизмененные ребра в форме акульих зубов. Ребра различной формы, например, V-образные ребра и ребра в форме акульих зубов, как правило, представляют собой согласованные последовательности из возвышений и углублений, напоминающих рифление. Согласно одному из вариантов реализации настоящего изобретения, каждое ребро в ребристом рельефе отличается по высоте или имеет свою высоту. Высота может находиться в диапазоне от 0,001 дюйма (приблизительно 25 мкм) до приблизительно 0,20 дюйма (приблизительно 5,0 мм). Согласно одному из вариантов реализации настоящего изобретения, ребра в ребристом рельефе расположены с одинаковым интервалом между ними. Согласно одному из вариантов реализации настоящего изобретения, ребра в ребристом рельефе расположены с разным, неодинаковым интервалом между ними. Интервал может находиться в диапазоне от 0,001 дюйма (приблизительно 25 мкм) до приблизительно 0,20 дюйма (приблизительно 5 мм). Типичные значения высоты и интервала ребер находятся в диапазоне от приблизительно 25 мкм до приблизительно 2 мм.
Лист или пластину из алюминиевого сплава пропускают через пару валков, которые расположены на расстоянии друг от друга. В том виде, как он здесь используется, термин "зазор между валками" относится к расстоянию от валка с неизмененной, по существу, плоской внешней поверхностью до вершины ребра на валке с гравировкой. Согласно одному из вариантов реализации настоящего изобретения, зазор между валками может находиться в диапазоне от приблизительно 0,22 дюйма до приблизительно 0,27 дюйма. Зазор между валками влияет на коэффициент уковки листа или пластины из алюминиевого сплава, а также на снижение каждого из ребер в ребристом рельефе изделия из алюминиевого сплава, как подробно будет описано ниже со ссылкой на фиг.4, 5, 6 и 7. Согласно одному из вариантов реализации настоящего изобретения, коэффициент уковки при прокатке может составлять вплоть до приблизительно 10% для листа обшивки из Alclad. Согласно одному из вариантов реализации настоящего изобретения, коэффициент уковки при прокатке может составлять вплоть до приблизительно 70% для незащищенного (или без плакирования) листа или пластины из алюминия.
Согласно одному из вариантов реализации настоящего изобретения, на внешней окружной поверхности валка, например стального валка, выгравировано множество соседних продольных ребер. Это может быть сделано с использованием различных способов, включая (но не ограничиваясь) прецизионную механическую обработку, лазерную гравировку, накатывание, текстурирование посредством электрического разряда (EDT), дробеструйную обработку, трехмерную рентгеновскую литографию и литографию с использованием пленочного материала. Например, при лазерной гравировке созданные компьютером конфигурации передаются в лазерный модулятор, и соответствующая последовательность импульсов лазерного луча проецируется на поверхность валка, чтобы создать требуемые выступы и впадины ребристого рельефа. Согласно одному из вариантов реализации настоящего изобретения, режущий инструмент, используемый для создания множества соседних продольных ребер, изготовлен из поликристаллического нитрида бора с кубической решеткой (PCBN). Согласно одному из вариантов реализации настоящего изобретения, на внешней окружной поверхности валка множество соседних продольных ребер гравируют при помощи установки для текстурирования посредством электрического разряда. Согласно одному из вариантов реализации настоящего изобретения, на внешней окружной поверхности валка множество соседних продольных ребер гравируют при помощи установки для текстурирования посредством электрического разряда, в которой используется проволока. При последовательной или одновременной прокатке холоднокатаных или горячекатаных пластины или листа из алюминиевого сплава с использованием валка с гравировкой, соответствующего настоящему изобретению, тот же ребристый рельеф будет непрерывным образом создаваться на этих пластине или листе из алюминиевого сплава.
Согласно одному из вариантов реализации настоящего изобретения, валок с выгравированным ребристым рельефом имеет диаметр от приблизительно трех дюймов до приблизительно сорока дюймов. Согласно одному из вариантов реализации настоящего изобретения, валок с выгравированным ребристым рельефом имеет диаметр от приблизительно десяти дюймов до приблизительно сорока дюймов. Согласно одному из вариантов реализации настоящего изобретения, валок с выгравированным ребристым рельефом имеет диаметр приблизительно полдюйма. Согласно одному из вариантов реализации настоящего изобретения, валок с выгравированным ребристым рельефом имеет длину бочки от приблизительно пяти дюймов до приблизительно двухсот двадцати дюймов. Согласно одному из вариантов реализации настоящего изобретения, валок с выгравированным ребристым рельефом имеет длину бочки от приблизительно двадцати дюймов до приблизительно двухсот дюймов. Согласно одному из вариантов реализации настоящего изобретения, валок с выгравированным ребристым рельефом имеет длину бочки приблизительно полдюйма. Свойства и размеры валков, которые можно использовать для создания ребер путем прокатки, могут меняться в широком диапазоне. Согласно одному из вариантов реализации настоящего изобретения, валок с выгравированным ребристым рельефом имеет твердость от приблизительно пятидесяти HRC (по Роквеллу) до приблизительно восьмидесяти HRC. Согласно одному из вариантов реализации настоящего изобретения, валок с выгравированным ребристым рельефом имеет твердость приблизительно двадцать HRC.
Согласно одному из вариантов реализации настоящего изобретения, что касается создания путем прокатки ребер на листе обшивки из Alclad, скорость прокатки может находиться в диапазоне от приблизительно десяти футов в минуту до приблизительно пятисот футов в минуту. Согласно одному из вариантов реализации настоящего изобретения, при создании путем прокатки ребер на листе обшивки из Alclad температура прокатки может находиться в диапазоне от приблизительно комнатной температуры до приблизительно 300°F. Согласно одному из вариантов реализации настоящего изобретения, при создании путем прокатки ребер на листе обшивки из Alclad сила разделения может находиться в диапазоне от нескольких тысяч фунтов до приблизительно десяти миллионов фунтов, в зависимости от ширины листа и свойств сплавов, служащих сердцевиной листа обшивки из Alclad. Согласно одному из вариантов реализации настоящего изобретения, при создании путем прокатки ребер на листе обшивки из Alclad коэффициент уковки может находиться в диапазоне от нуля до приблизительно десяти процентов. Согласно одному из вариантов реализации настоящего изобретения, для создания ребер используется валок, реализующий накатывание с небольшой пластической деформацией (LPB) - технологию повышения качества поверхности, в которой используется локальное деформирование поверхности в холодном состоянии, чтобы создать остаточные сжимающие напряжения на поверхности металлических компонентов и поблизости от нее. Процесс создания ребер путем прокатки, соответствующий настоящему изобретению, также приводит к деформированию в холодном состоянии материала поблизости от поверхности ребер, и степень деформирования в холодном состоянии материала на поверхности меняется локально в зависимости от формы ребра. Локальная вариация деформирования во время создания ребер путем прокатки похожа на технологию LPB, и считается, что это может привести к возникновению остаточных сжимающих напряжений поблизости от поверхности. Доказано, что намеренно созданные остаточные сжимающие напряжения на поверхности, полученные при помощи LPB, дробеструйного упрочнения или, возможно, создания ребер путем прокатки, приводят к значительному улучшению стойкости к зарождению трещин. В первоначальной серии испытаний на усталостную долговечность два листовых материала из Alclad 2524-Т3, имеющих две разных формы ребер, изготовленных в соответствии со способами, предлагаемыми настоящим изобретением, показали, что ребра не снижают значительно ресурс по усталости, и при более низких уровнях напряжений он может даже увеличиться. Эти эффекты могут быть отнесены на счет возникших сжимающих напряжений, получаемых в результате создания ребристой геометрии путем прокатки.
На фиг.1А-D изображены два варианта ребристого рельефа, которые были созданы путем прецизионной механической обработки на внешней окружной поверхности валка. Согласно одному из вариантов реализации настоящего изобретения (фиг.1А), на внешней окружной поверхности валка 100 выгравированы V-образные канавки 105, имеющие глубину приблизительно 125 мкм и интервал приблизительно 125 мкм. Согласно одному из вариантов реализации настоящего изобретения (фиг.1С), на внешней окружной поверхности валка 150 выгравированы V-образные канавки 155, имеющие глубину приблизительно 50 мкм и интервал приблизительно 50 мкм. На фиг.1В и 1D представлены изображения со смещением по фазе соответствующих поверхностей гравированного валка (фиг.1А и 1С, соответственно), иллюстрирующие ребристый рельеф.
По геометрии ребра в ребристом рельефе могут иметь множество форм, включая (но не ограничиваясь) изображенные на фиг.2А-D. На фиг.2А показаны V-образные ребра 200 (также известные как ребра в виде зубьев пилы). На фиг.2В показаны прямоугольные ребра 220, на фиг.2С показаны ребра 240 в форме акульих зубов, и на фиг.2D показаны видоизмененные ребра 260 в форме акульих зубов. Как показано на фиг.2А, в сечении V-образные ребра 200 представляют собой, как правило, согласованные последовательности из возвышений 205 и углублений 210, напоминающих рифление. На фиг.3 приведена таблица с различными параметрами (интервал, высота, радиус R, радиус r и угол) геометрии ребер, показанных на фиг.2А-D.
На фиг.4А-Н приведены полученные путем оптической металлографии изображения в поперечном сечении для ребристых рельефов, созданных на содержащих алюминиевый сплав листах из материала Alclad толщиной 0,270" при пропускании листа из алюминиевого сплава через прокатный стан, включающий, по меньшей мере, один валок, на внешней поверхности которого выгравирован глубокий рельеф в виде V-образных ребер, причем ребристый рельеф валка включает множество соседних продольных ребер, имеющих высоту приблизительно 250 мкм и интервал приблизительно 500 мкм, что иллюстрирует один из вариантов реализации настоящего изобретения. На фиг.4А показан ребристый рельеф, полученный с использованием прокатного стана, имеющего зазор между валками приблизительно 0,221 дюйма. На фиг.4В показан ребристый рельеф, полученный с использованием прокатного стана, имеющего зазор между валками приблизительно 0,230 дюйма. На фиг.4С показан ребристый рельеф, полученный с использованием прокатного стана, имеющего зазор между валками приблизительно 0,241 дюйма. На фиг.4D показан ребристый рельеф, полученный с использованием прокатного стана, имеющего зазор между валками приблизительно 0,249 дюйма. На фиг.4Е показан ребристый рельеф, полученный с использованием прокатного стана, имеющего зазор между валками приблизительно 0,251 дюйма. На фиг.4F показан ребристый рельеф, полученный с использованием прокатного стана, имеющего зазор между валками приблизительно 0,257 дюйма. На фиг.4G показан ребристый рельеф, полученный с использованием прокатного стана, имеющего зазор между валками приблизительно 0,260 дюйма. На фиг.4Н показан ребристый рельеф, полученный с использованием прокатного стана, имеющего зазор между валками приблизительно 0,264 дюйма.
Фиг.5 представляет собой график, иллюстрирующий взаимосвязь между зазором валков (дюймы) в прокатном стане, высотой (мкм) ребер на содержащем алюминиевый сплав листе из материала Alclad толщиной 0,270" после прокатки, остающимся после прокатки плакированием (дюймы) на листе из алюминиевого сплава и уковкой (%) по толщине листа из алюминиевого сплава после прокатки, на основе образцов, показанных на фиг.4А-Н.
На фиг.6А-F приведены полученные путем оптической металлографии изображения в поперечном сечении для ребристых рельефов, полученных на содержащих алюминиевый сплав листах из материала Alclad толщиной 0,270" при пропускании листа из алюминиевого сплава через прокатный стан, включающий, по меньшей мере, один валок, на внешней поверхности которого выгравирован ребристый рельеф в виде акульих зубов (SS), причем ребристый рельеф валка включает множество соседних продольных ребер, имеющих высоту приблизительно 260 мкм и интервал приблизительно 500 мкм, что иллюстрирует один из вариантов реализации настоящего изобретения. На фиг.6А показан ребристый рельеф, полученный с использованием прокатного стана, имеющего зазор между валками приблизительно 0,239 дюйма. На фиг.6В показан ребристый рельеф, полученный с использованием прокатного стана, имеющего зазор между валками приблизительно 0,249 дюйма. На фиг.6С показан ребристый рельеф, полученный с использованием прокатного стана, имеющего зазор между валками приблизительно 0,254 дюйма. На фиг.6D показан ребристый рельеф, полученный с использованием прокатного стана, имеющего зазор между валками приблизительно 0,259 дюйма. На фиг.6Е показан ребристый рельеф, полученный с использованием прокатного стана, имеющего зазор между валками приблизительно 0,263 дюйма. На фиг.6F показан ребристый рельеф, полученный с использованием прокатного стана, имеющего зазор между валками приблизительно 0,266 дюйма.
Фиг.7 представляет собой график, иллюстрирующий взаимосвязь между зазором валков (дюймы) в прокатном стане, высотой (мкм) ребер на содержащем алюминиевый сплав листе из материала Alclad толщиной 0,270" после прокатки, остающимся после прокатки плакированием (дюймы) на листе из алюминиевого сплава и уковкой (%) по толщине листа из алюминиевого сплава после прокатки, на основе образцов, показанных на фиг.6А-F.
Хотя рассмотренные здесь металлические листы и пластины описываются, главным образом, применительно к производству коммерческих воздушных судов, способы, процессы и изделия, описанные в этой заявке, могут использоваться при производстве военных воздушных судов, сверхзвуковых воздушных судов, воздушно-космических судов, наземных транспортных средств, таких как грузовые и легковые автомобили, поезда, высокоскоростные поезда, морских судов и транспортных средств, а также в области применения ветровых турбин.
Согласно одному из вариантов реализации настоящего изобретения, рассмотренные здесь металлические листы и пластины являются составной частью конструкции воздушных судов, наземных транспортных средств, поездов, морских судов и транспортных средств, ветровых турбин и трубопроводов, в отличие от пленок с ребристым рельефом, прикрепленных за счет адгезии к поверхностям конструктивных элементов воздушных судов, наземных транспортных средств, поездов, морских судов и транспортных средств, ветровых турбин и трубопроводов.
Согласно одному из вариантов реализации настоящего изобретения, технологические процессы создания ребер путем прокатки включают в конце холодную прокатку, чтобы обеспечить плоскостность и качество поверхности, а также по соображениям повреждения изделий при работе с ними. В качестве примера, при создании ребер путем прокатки на листе обшивки из Alclad, как показано на схемах технологических процессов, приведенных на фиг.8 и 9, скорость холодной прокатки может находиться в диапазоне от приблизительно десяти футов в минуту до приблизительно пятисот футов в минуту, температура прокатки может находиться в диапазоне от приблизительно комнатной температуры до приблизительно 300°F, при этом сила разделения находится в диапазоне от нескольких тысяч фунтов до приблизительно десяти миллионов фунтов, в зависимости от ширины листа и свойств сплавов, служащих сердцевиной листа обшивки из Alclad. Согласно одному из вариантов реализации настоящего изобретения, при создании ребер на листе обшивки из Alclad путем холодной прокатки коэффициент уковки находится в диапазоне от приблизительно нуля до приблизительно десяти процентов.
Способ изготовления изделия из алюминиевого сплава с текстурированной поверхностью, уменьшающей трение, из термически обрабатываемого материала Alclad
На фиг.8 приведен один из вариантов схемы технологического процесса при изготовлении изделия из алюминиевого сплава, по меньшей мере, одна поверхность которого выполнена, по существу, рифленой, что приводит к получению текстурированной поверхности, уменьшающей трение. Согласно одному из вариантов реализации настоящего изобретения, изделие из алюминиевого сплава представляет собой лист обшивки фюзеляжа. В варианте реализации настоящего изобретения, изображенном на фиг.8, получаемый в результате лист обшивки фюзеляжа изготавливают из термически обрабатываемого материала Alclad, который был произведен по соответствующей технологии Alcladding. В настоящее время при создании материала Alclad литую заготовку сердцевины из легированного алюминия покрывают с одной или обеих сторон литой заготовкой облицовки, содержащей алюминий более высокой чистоты, либо алюминиевым сплавом. Как в общих чертах показано на фиг.8, заготовку 302 сердцевины и пару заготовок 301 облицовки подвергают гомогенизации на этапах 303 и 304 соответственно. Согласно одному из вариантов реализации настоящего изобретения, гомогенизацию можно выполнять путем выдерживания металла при температуре в диапазоне от приблизительно 900°F, или приблизительно 910°F, или приблизительно 920°F до приблизительно 945°F, или приблизительно 950°F, или приблизительно 960°F, либо, возможно, даже до приблизительно 1050°F, в течение периода времени, как правило, составляющего, по меньшей мере, от приблизительно 1 часа вплоть до приблизительно 8 часов или более, чтобы растворить растворимые химические элементы и сделать однородной внутреннюю структуру металла. Подходящий период времени составляет приблизительно 4 часа или более при температуре в диапазоне гомогенизации. Согласно одному из вариантов реализации настоящего изобретения, гомогенизация является необязательным этапом. После гомогенизации с заготовки 302 сердцевины и заготовок 301 облицовки снимают поверхностный слой на этапах 305 и 306 соответственно, чтобы удалить поверхностные дефекты. Как только поверхностные дефекты удалены, литые заготовки 301 облицовки повторно нагревают на этапе 307. Повторный нагрев может гарантировать должное распределение компонентов сплава внутри металлургической структуры. Повторный нагрев также доводит металл до подходящей температуры для горячей прокатки на этапе 309. Заготовку сердцевины, с которой снят поверхностный слой, очищают на этапе 308. После чего на этапе 310 облицовку и сердцевину собирают в пакет. Пакет из облицовки и сердцевины, которые контактируют друг с другом, предварительно нагревают, а затем подвергают горячей прокатке на этапе 312 с получением плоской заготовки или целостного материала Alclad. Материал сердцевины обеспечивает прочность и необходимые свойства, требуемые для изделия в виде листа обшивки фюзеляжа, а облицовка обеспечивает коррозионную стойкость. Необходимо отметить, что некоторые из этапов можно исключить, а другие этапы добавить, без выхода за пределы объема и сущности изобретения.
После горячей прокатки материала Alclad на этапе 312 при выполнении способа после этапа 320 происходит переход на маршрут А или маршрут В, в зависимости от того, какой вид должен иметь получаемый в результате лист обшивки фюзеляжа - рулона или плоского листа соответственно. На маршруте А термически обрабатываемый материал Alclad на этапе 322 подвергают термической обработке с получением твердого раствора и на этапе 324 - холодной прокатке с использованием прокатного стана, который включает, по меньшей мере, один валок, на рабочей поверхности которого выгравировано множество соседних продольных ребер, как описано выше. Когда материал Alclad пропускают через валок, имеющий множество выгравированных соседних продольных ребер, на поверхности материала Alclad возникает множество непрерывно прокатанных, соседних продольных ребер. Поучаемый в результате лист обшивки фюзеляжа имеет текстурированную поверхность, уменьшающую трение. После чего лист обшивки фюзеляжа сворачивают в рулон. В качестве альтернативы, как показано на маршруте В, термически обрабатываемый материал Alclad подвергают вытягиванию перед холодной прокаткой и после нее, после чего - непрерывной прокатке, чтобы удалить внутренние напряжения, сделать лист обшивки плоским и/или улучшить механические свойства получаемого в результате листа обшивки фюзеляжа. Лист обшивки фюзеляжа (лист большой толщины) затем формуют в плоский прокатанный лист или пластину.
На фиг.9 схематично показана зависимость температуры от времени для одного из вариантов технологического процесса при изготовлении листа обшивки фюзеляжа, по меньшей мере, одна поверхность которого выполнена, по существу, рифленой, что приводит к получению текстурированной поверхности, уменьшающей трение. В варианте реализации настоящего изобретения, изображенном на фиг.9, получаемый в результате лист обшивки фюзеляжа изготавливают из термически обрабатываемого материала Alclad, который был произведен по соответствующей технологии Alcladding. Как в общих чертах показано на фиг.9, заготовки отливают, снимают с них поверхностный слой и собирают в пакет "облицовка - сердцевина - облицовка". После литья можно выполнить необязательный этап снятия напряжений. После сборки пакета "облицовка - сердцевина - облицовка" его подвергают гомогенизации, где этап гомогенизации служит для нагрева перед этапом прокатки. Согласно одному из вариантов реализации настоящего изобретения, гомогенизацию можно выполнять путем выдерживания металла при температуре в диапазоне от приблизительно 900°F, или приблизительно 910°F, или приблизительно 920°F до приблизительно 945°F, или приблизительно 950°F, или приблизительно 960°F, либо, возможно, даже до приблизительно 1000°F, в течение периода времени, как правило, составляющего, по меньшей мере, от приблизительно 1 часа вплоть до приблизительно 8 часов или более, чтобы растворить растворимые химические элементы и сделать однородной внутреннюю структуру металла. Подходящий период времени составляет приблизительно 4 часа или более при температуре в диапазоне гомогенизации. Согласно одному из вариантов реализации настоящего изобретения, гомогенизацию не выполняют и сплав просто нагревают перед этапом прокатки. В некоторых вариантах реализации настоящего изобретения после горячей прокатки имеется повторный нагрев и второй этап горячей прокатки. Необязательные этапы на фиг.9 помечены звездочкой. Согласно одному из вариантов реализации настоящего изобретения, материал сердцевины обеспечивает прочность и стойкость к повреждениям, требуемые для изделия в виде листа обшивки фюзеляжа, а облицовка обеспечивает коррозионную стойкость. Необходимо отметить, что некоторые из этапов можно исключить, а другие этапы добавить, без выхода за пределы объема и сущности изобретения.
После горячей прокатки собранного пакета Alclad, этот пакет подвергают холодной или горячей прокатке до получения окончательной толщины. Термически обрабатываемый материал Alclad подвергают термической обработке с получением твердого раствора и вытягиванию перед холодной прокаткой и после нее и непрерывной прокатке, чтобы удалить внутренние напряжения или улучшить механические свойства получаемого в результате листа обшивки фюзеляжа. Лист обшивки фюзеляжа (лист большой ширины) формуют в плоский прокатанный лист или пластину. В ходе технологического процесса можно использовать необязательный этап искусственного старения, особенно для изделия из алюминиевого сплава типа Т6, Т7 или Т8.
Способ изготовления изделия из алюминиевого сплава с текстурированной поверхностью, уменьшающей трение, из термически обрабатываемого материала без плакирования
Варианты, описанные со ссылкой на фиг.10-12, аналогичны описанным со ссылкой на фиг.8 и 9, различие заключается в том, что используется термически обрабатываемый материал на основе алюминиевого сплава, являющийся незащищенным (без плакирования). Согласно одному из вариантов реализации настоящего изобретения, термически обрабатываемым, незащищенным материалом на основе алюминиевого сплава является сплав Al-Li. Как в общих чертах показано на фиг.10, литую заготовку 402 подвергают гомогенизации на этапе 404, снятию поверхностного слоя на этапе 406, повторному нагреву на этапе 408 и горячей прокатке на этапе 410. После горячей прокатки материала на основе алюминиевого сплава на этапе 410 выполнение способа продолжается по маршруту А или маршруту В, что идентично описанному выше для фиг.8. На фиг.11 и фиг.12 схематично показаны зависимости температуры от времени для различных вариантов технологического процесса изготовления листа обшивки фюзеляжа, по меньшей мере, одна поверхность которого выполнена, по существу, рифленой, что приводит к получению текстурированной поверхности, уменьшающей трение. В варианте реализации настоящего изобретения, показанном на фиг.11, получаемый в результате лист обшивки фюзеляжа изготавливают из термически обрабатываемого, незащищенного материала, а этап создания ребер путем прокатки выполняют после этапа термической обработки с получением твердого раствора. Как изображено на фиг.11, после литья заготовки обработка включает этап снятия напряжений (необязательный), этап снятия поверхностного слоя, этап гомогенизации, служащий для нагрева перед прокаткой, а затем этап горячей прокатки. Также в типичном случае могут иметься повторный нагрев и второй этап горячей прокатки, но это необязательно. После горячей прокатки материала его подвергают либо холодной, либо горячей прокатке до получения окончательной толщины. Термически обрабатываемый, незащищенный материал подвергают термической обработке с получением твердого раствора и вытягиванию перед холодной прокаткой и после нее и непрерывной прокатке, чтобы удалить внутренние напряжения, сделать плоским и/или улучшить механические свойства получаемого в результате листа обшивки фюзеляжа. Лист обшивки фюзеляжа (лист большой ширины) формуют в плоский прокатанный лист или пластину. В ходе технологического процесса можно использовать необязательный этап искусственного старения для изделия типа Т6, Т7 или Т8.
При создании ребер путем прокатки могут возникнуть трудности после термической обработки с получением твердого раствора, если происходит значительное естественное старение, и материал становится слишком прочным для создания ребер путем прокатки. Другим возможным вариантом обработки является отжиг листа и создание ребер путем прокатки перед термической обработкой с получением твердого раствора. Обработка незащищенного, термически обрабатываемого листа, показанная на фиг.12, предназначена для случая, когда ребра путем прокатки создают перед выполнением этапа термической обработки с получением твердого раствора. Мероприятия перед холодной прокаткой идентичны описанным выше для фиг.11. Обработка может включать одну или более операций отжига и холодной прокатки (необязательных) с последующим отжигом и затем - создание ребер путем прокатки. После чего лист может обрабатываться либо по маршруту А, либо по маршруту В, показанным на фиг.10. Что касается маршрута А, здесь не будет этапа создания ребер путем прокатки, и что касается маршрута В, здесь не будет создания ребер путем прокатки или второй операции вытягивания.
Способ изготовления изделия из алюминиевого сплава с текстурированной поверхностью, уменьшающей трение, из термически необрабатываемого материала Alclad
На фиг.13 приведен один из вариантов схемы технологического процесса при изготовлении изделия из алюминиевого сплава, по меньшей мере, одна поверхность которого выполнена, по существу, рифленой, что приводит к получению текстурированной поверхности, уменьшающей трение. Согласно одному из вариантов реализации настоящего изобретения, изделие из алюминиевого сплава представляет собой лист обшивки фюзеляжа. Лист обшивки используется, например, в областях, связанных с водой. В варианте реализации настоящего изобретения, изображенном на фиг.13, получаемый в результате лист обшивки изготавливают из термически необрабатываемого материала Alclad, который был произведен по соответствующей технологии Alcladding, как было ранее описано выше для фиг.8. После этого выполнение способа продолжается по одному из маршрутов А или В, в зависимости от того, должен ли лист обшивки быть свернут в рулон или отформован в плоский лист/пластину соответственно. Различие между маршрутами А и В на фиг.13 и теми, которые приведены на фиг.8 и 10, заключается в том, что исключен этап термической обработки с получением твердого раствора, так как используется термически необрабатываемый материал Alclad, при этом все оставшиеся этапы эквивалентны описанным выше для фиг.8 и 10.
На фиг.14 схематично показана зависимость температуры от времени для одного из вариантов технологического процесса при изготовлении листа обшивки фюзеляжа, по меньшей мере, одна поверхность которого выполнена, по существу, рифленой, что приводит к получению текстурированной поверхности, уменьшающей трение. В варианте реализации настоящего изобретения, изображенном на фиг.14, получаемый в результате лист обшивки фюзеляжа изготавливают из термически необрабатываемого материала Alclad, который был произведен по соответствующей технологии Alcladding. Как в общих чертах показано на фиг.14, заготовки отливают, снимают с них поверхностный слой и собирают в пакет "облицовка - сердцевина - облицовка". После литья можно выполнить необязательный этап снятия напряжений. После сборки пакета "облицовка - сердцевина - облицовка" его подвергают гомогенизации, где этап гомогенизации служит для нагрева перед этапом прокатки, и затем подвергают горячей прокатке. Согласно одному из вариантов реализации настоящего изобретения, гомогенизацию можно выполнять путем выдерживания металла при температуре в диапазоне от приблизительно 900°F, или приблизительно 910°F, или приблизительно 920°F до приблизительно 945°F, или приблизительно 950°F, или приблизительно 960°F, либо, возможно, даже до приблизительно 1000°F, в течение периода времени, как правило, составляющего от, по меньшей мере, приблизительно 1 часа вплоть до приблизительно 8 часов или более, чтобы растворить растворимые химические элементы и сделать однородной внутреннюю структуру металла. Подходящий период времени составляет приблизительно 4 часа или более при температуре в диапазоне гомогенизации. Согласно одному из вариантов реализации настоящего изобретения, гомогенизацию не выполняют, и сплав просто нагревают перед этапом прокатки. В некоторых вариантах реализации настоящего изобретения после горячей прокатки имеется повторный нагрев и второй этап горячей прокатки. Необязательные этапы на фиг.14 помечены звездочкой. Согласно одному из вариантов реализации настоящего изобретения, материал сердцевины обеспечивает прочность и механические свойства, требуемые для изделия в виде листа обшивки фюзеляжа, а облицовка обеспечивает коррозионную стойкость. Необходимо отметить, что некоторые из этапов можно исключить, а другие этапы добавить, без выхода за пределы объема и сущности изобретения.
Согласно одному из вариантов реализации настоящего изобретения, после того как собранный пакет Alclad подвергнут горячей прокатке, этот пакет подвергают холодной прокатке до получения окончательной толщины. Термически необрабатываемый материал Alclad подвергают вытягиванию перед прокаткой, предназначенной для создания ребер, и после нее. Вытягивание удаляет внутренние напряжения, делает плоским и/или улучшает механические свойства получаемого в результате листа обшивки фюзеляжа. Лист обшивки фюзеляжа (лист большой ширины) формуют в плоский прокатанный лист или пластину.
Способ изготовления изделия из алюминиевого сплава с текстурированной поверхностью, уменьшающей трение, из термически необрабатываемого материала без плакирования
На фиг.15 приведен один из вариантов схемы технологического процесса при изготовлении изделия из алюминиевого сплава, по меньшей мере, одна поверхность которого выполнена, по существу, рифленой, что приводит к получению текстурированной поверхности, уменьшающей трение. Согласно одному из вариантов реализации настоящего изобретения, изделие из алюминиевого сплава представляет собой лист обшивки фюзеляжа. В варианте реализации настоящего изобретения, изображенном на фиг.15, получаемый в результате лист обшивки изготавливают из термически необрабатываемого, незащищенного материала (не представляющего собой Alclad), как было ранее описано выше для фиг.10-12. После этого выполнение способа продолжается по одному из маршрутов А или В, как описано выше для фиг.13.
На фиг.16 схематично показана зависимость температуры от времени для одного из вариантов технологического процесса при изготовлении листа обшивки фюзеляжа, по меньшей мере, одна поверхность которого выполнена, по существу, рифленой, что приводит к получению текстурированной поверхности, уменьшающей трение. В варианте, изображенном на фиг.16, получаемый в результате лист обшивки фюзеляжа изготовлен из термически необрабатываемого, незащищенного материала, и этап создания ребер путем прокатки выполняют после необязательного этапа отжига. Как показано на фиг.16, после литья заготовки обработка включает этап снятия напряжений (необязательный), этап снятия поверхностного слоя, этап гомогенизации, который служит для нагрева перед этапом прокатки, и затем - этап горячей прокатки. После горячей прокатки пакета может иметься одна или более операций отжига и холодной прокатки, которые являются необязательными. Пакет подвергают вытягиванию перед прокаткой, предназначенной для создания ребер, и после нее. Вытягивание удаляет внутренние напряжения, делает плоским и/или улучшает механические свойства получаемого в результате листа обшивки фюзеляжа. Лист обшивки фюзеляжа (лист большой ширины) формуют в плоский прокатанный лист или пластину.
Способ изготовления изделия из алюминиевого сплава с текстурированной поверхностью, уменьшающей трение, из термически обрабатываемого материала без плакирования
На фиг.17 приведен один из вариантов схемы технологического процесса при изготовлении изделия из алюминиевого сплава, по меньшей мере, одна поверхность которого выполнена, по существу, рифленой, что приводит к получению текстурированной поверхности, уменьшающей трение. Согласно одному из вариантов реализации настоящего изобретения, изделие из алюминиевого сплава представляет собой лист обшивки крыла. В варианте реализации настоящего изобретения, изображенном на фиг.17, получаемый в результате лист обшивки крыла изготавливают из термически обрабатываемого, незащищенного материала (не представляющего собой Alclad), который был произведен, как показано на фиг.10. После этого выполнение способа продолжается по маршруту А или маршруту В, в зависимости от того, необходимо ли подвергнуть термически обрабатываемый, незащищенный материал горячей или холодной прокатке соответственно. На маршруте А термически обрабатываемый, незащищенный материал подвергают термической обработке с получением твердого раствора, вытягиванию и прокатке с использованием прокатного стана, содержащего одну или более клетей, каждая из которых имеет два или более валков. На всей окружной поверхности, по меньшей мере, одного из валков имеется множество соседних продольных ребер, созданных путем прецизионной механической обработки. Когда термически обрабатываемый, незащищенный материал пропускают через валки, в него вдавливается множество соседних продольных ребер, созданных путем прецизионной механической обработки, создавая множество соседних, непрерывно прокатанных продольных ребер. Продольные ребра идут в виде рельефа обтекаемой формы вдоль, по меньшей мере, части поверхности термически обрабатываемого, незащищенного материала, что придает листу обшивки крыла способность уменьшать сопротивление. В качестве альтернативы, на маршруте В термически обрабатываемый, незащищенный материал подвергают термической обработке с получением твердого раствора и прокатке с использованием прокатного стана, содержащего одну или более клетей, каждая из которых имеет два или более валков. На всей окружной поверхности, по меньшей мере, одного из валков имеется множество соседних продольных ребер, созданных путем прецизионной механической обработки. Когда термически обрабатываемый, незащищенный материал пропускают через валки, в него вдавливается множество соседних продольных ребер, созданных путем прецизионной механической обработки, создавая множество соседних, непрерывно прокатанных продольных ребер. Необходимо отметить, что на маршрутах А и В создание ребер путем прокатки может происходить до термической обработки с получением твердого раствора.
В рассмотренных здесь вариантах реализации настоящего изобретения описаны схемы технологических процессов, включающие холодную прокатку для создания ребер. Однако необходимо отметить, что настоящее изобретение также относится к созданию ребер на металлических листах или пластинах во время процессов горячей прокатки, особенно в случае твердых сплавов и металлов, имеющих высокий предел текучести при комнатной температуре. Согласно одному из вариантов реализации настоящего изобретения, при создании ребер во время горячей прокатки твердость валков может быть типичной для горячей прокатки и может находиться в диапазоне от приблизительно сорока до приблизительно семидесяти HRC. Размер валков может быть типичным для горячей прокатки, и их диаметр находится в диапазоне от приблизительно двадцати дюймов до приблизительно сорока дюймов, а ширина может находиться в диапазоне от приблизительно двадцати дюймов до приблизительно двухсот двадцати дюймов. Скорость прокатки может находиться в диапазоне от приблизительно десяти футов в минуту до приблизительно четырехсот футов в минуту, в то время как температура прокатки находится в диапазоне от приблизительно 650°F до приблизительно 975°F, при силе разделения в диапазоне от приблизительно одного до приблизительно десяти миллионов фунтов, в зависимости от сплава, ширины и коэффициента уковки. Коэффициент уковки может находиться в диапазоне приблизительно от нуля до приблизительно семидесяти процентов.
На фиг.18А и 18В показаны два варианта ребристого рельефа, полученного путем непрерывной прокатки на материале Alclad на основе алюминиевого сплава с использованием способов, соответствующих настоящему изобретению, с целью изготовления изделия из алюминиевого сплава, соответствующего настоящему изобретению. На фиг.18А приведен вид в поперечном сечении V-образных ребер 800. На фиг.18В приведен вид в поперечном сечении ребер 850 в форме акульих зубов. Как можно видеть, в обоих вариантах ребра имеют, по существу, гладкую поверхность.
Чтобы предотвратить или снизить до минимума коррозию и обеспечить декоративный и привлекательный внешний вид воздушного судна, каркас и внешнюю обшивку обычно снабжают защитным покрытием, которое обычно наносят в один или более слоев. В случае многослойных покрытий, первое, являющееся грунтовым основанием покрытие может представлять собой антикоррозионный слой травильной грунтовки, второе, промежуточное грунтовое покрытие может быть предназначено для усиления сцепления и связи с металлом, например, алюминием или его сплавами, после чего на слой грунтового покрытия наносят другой слой (слои). Этот слой (слои) могут включать цветные пигменты для обеспечения декоративности и привлекательности, например, цветов авиалинии и глянца. Как правило, эти многослойные покрытия наносят на гладкую, плоскую металлическую поверхность, поэтому мало внимания уделяется сохранению рельефа плоской поверхности. Как правило, желательно, чтобы красочные покрытия заполняли и выравнивали поверхность, которую требуется покрыть.
Согласно одному из вариантов реализации настоящего изобретения, описанные здесь металлические листы и пластины используются при производстве воздушного судна. Если требуется, чтобы воздушное судно, содержащее эти металлические листы или пластины, было покрыто, по меньшей мере, одним слоем краски, необходимо уделять большое внимание всему процессу окрашивания в целом. Чтобы металлические листы и пластины сохранили свою текстурированную поверхность, уменьшающую трение, важно в значительной степени сохранить ребристый рельеф при выполнении различных этапов изготовления, таких как процессы очистки, предварительной обработки и окрашивания. Что касается сохранения рельефа, целью является не допустить полного заполнения краской этого рельефа. Ребристый рельеф можно сохранить за счет тщательного управления реологией, вязкостью и характером потока краски, а также управления используемой окрашивающей системой.
Описанные здесь способы окрашивания сохраняют передачу рельефа поверхности через слои краски в максимально возможной степени. При нанесении окрашивающих систем на поверхность операцию окрашивания определяет множество параметров, включая (но не ограничиваясь) тип краски (торговое название/химический состав), способ нанесения краски (ручной или роботизированный), способ подачи краски (для подачи в распыляющий пистолет), тип распыляющего пистолета, размер форсунок распыляющего пистолета, вязкость краски, тип и количество разбавляющего растворителя, количество текучей среды, подаваемой в распыляющий пистолет (число оборотов ручки управления текучей средой), давление воздуха при окрашивании, число проходов при распылении и условия отверждения краски.
Описанные здесь металлические листы и пластины можно окрашивать, одновременно сохраняя свойства их текстурированных поверхностей, уменьшающих трение. Как проиллюстрировано вариантом реализации настоящего изобретения, показанным на фиг.19, поверхность изделия из алюминиевого сплава, имеющего описанный здесь ребристый рельеф, подготавливают на этапе 902 очистки, этапе 904 удаления окисных пленок и этапе 906 анодирования перед этапом 908 окрашивания (показан на фиг.19 как нанесение грунтового покрытия и нанесение финишного покрытия). Согласно одному из вариантов реализации настоящего изобретения, металлический лист и пластину, имеющие ребристый рельеф, изготавливают в соответствии со схемами технологического процесса, показанными на фиг.8-17, а затем окрашивают, используя технологии, соответствующие настоящему изобретению, чтобы сохранить ребристый рельеф. Согласно одному из вариантов реализации настоящего изобретения, металлический лист и пластину, имеющие ребристый рельеф, изготавливают, например, на предприятии-изготовителе оригинального оборудования (OEM, Original Equipment Manufacturer) с использованием других способов, а затем окрашивают с использованием технологий, соответствующих настоящему изобретению, чтобы сохранить ребристый рельеф.
Фиг.20-24 иллюстрируют варианты способов окрашивания, используемых для нанесения грунтового и финишного покрытий. Во всех случаях поверхности были предварительно обработаны перед окрашиванием путем очистки с использованием щелочного очистителя Henkel Ridoline 4355 с последующим удалением окисных пленок с использованием хроматированной системы удаления окисных пленок Henkel 6/16 и анодированием в виде стандартного анодирования с использованием смеси борной и серной кислот (8 г/л борной кислоты и 45 г/л серной кислоты) в течение приблизительно двадцати минут при 15 В и приблизительно 80°F, после чего была выполнена герметизация разбавленной хромовой краской при приблизительно 195°F в течение приблизительно двадцати пяти минут.
В системах электростатического распыления используются капли краски, которым сообщают отрицательный заряд вблизи от положительно заряженной основы (например, алюминиевого сплава). Капли притягиваются к основе, и возникает равномерное покрытие. Эта система хорошо работает на цилиндрических, округлых и рифленых объектах, благодаря присущему ей эффекту "обволакивания", который практически позволяет покрывать объект с одной стороны. На избыточное распыление тратится очень мало краски, и, как отмечено, эффективность переноса составляет более девяноста пяти процентов. Распространением заряженных капель краски по поверхности алюминиевого сплава руководят, по меньшей мере, две силы: поверхностного натяжения и электростатического притяжения, поэтому этим двум силам необходимо уделять особое внимание. Действенность обычных систем электростатического распыления в значительной степени зависит от точного контроля вязкости краски. Если вязкость слишком большая, красочное покрытие имеет неоднородность. Критерием вязкости краски является ее проводимость. Более высокая проводимость указывает на более низкую вязкость. В дополнение к этому, проводимость связана с качеством процесса образования капель в распыляющем сопле. Высокая проводимость позволяет лучше управлять размером капель.
Согласно одному из вариантов реализации настоящего изобретения, для окраски текстурированной поверхности используется система электростатического распыления, при этом точное управление проводимостью/вязкостью красок помогает сохранить ребристый рельеф. Как правило, заряженные микрокапли краски распыляются на текстурированную поверхность в несколько проходов, что позволяет получить тонкие слои краски, которые обволакивают каждое из множества продольных ребер и сцепляются с ними с созданием на этих ребрах покрытия. Давление в распыляющем сопле можно регулировать таким образом, чтобы для покрытия текстурированной поверхности подавался мелкий туман из краски, имеющей определенную вязкость. За счет изменения параметров окрашивания ребристый рельеф можно сделать более заметным. За счет использования различных окрашивающих систем ребристый рельеф можно сделать отчетливым.
Как описано выше со ссылкой на фиг.19, согласно одному из вариантов реализации настоящего изобретения, текстурированную поверхность изделия из алюминиевого сплава анодируют на этапе 906, чтобы покрыть эту поверхность специальной пленкой из оксида алюминия. Подходящие способы создания специальных покрытий из оксида алюминия включают, не ограничиваясь перечисленным, электрохимическое окисление (например, анодирование) и погружение с химическим преобразованием (например, обработку веществом Alodine). Согласно одному из вариантов реализации настоящего изобретения, слой оксидной пленки может быть модифицирован путем добавления различных частиц/компонентов, как показано на этапе 907. Согласно одному из вариантов реализации настоящего изобретения, в пленку из оксида алюминия могут быть добавлены частицы, препятствующие коррозии. Согласно одному из вариантов реализации настоящего изобретения, в пленку из оксида алюминия могут быть добавлены частицы герметизирующего вещества. Согласно одному из вариантов реализации настоящего изобретения, в пленку из оксида алюминия могут быть добавлены органические красители. Добавление этих частиц и красителей в пленку из оксида алюминия может сделать возможным исключение некоторых или всех операций окрашивания. Согласно одному из вариантов реализации настоящего изобретения, поверхности могут быть модифицированы химически таким образом, чтобы они содержали светочувствительные соединения, такие как диоксид титана анатазной модификации, чтобы придать свойство легкого/самостоятельного очищения оксиду алюминия. Модификацию оксида алюминия можно выполнять путем введения в химическую структуру оксида или путем физической пропитки оксидного слоя.
На фиг.20А, 20В и в таблице показан вариант процесса окрашивания, который можно использовать для листа или пластины из алюминиевого сплава, имеющих ребристый рельеф, чтобы создать изделие из алюминиевого сплава, соответствующее настоящему изобретению, после подготовки поверхности и окрашивания с применением слоя грунтового покрытия и финишного покрытия. В варианте, изображенном на фиг.20А и 20В, при подаче краски для обеих окрашивающих систем использовалась емкость для подачи за счет всасывания, показанная на фиг.20А. Конкретные условия окрашивания, которые применялись, приведены в таблице. На фиг.20В приведено полученное путем оптической металлографии изображение в поперечном сечении, демонстрирующее плохую передачу рельефа через слои краски.
На фиг.21А, 21В и в таблице показан вариант процесса окрашивания, который можно использовать для листа или пластины из алюминиевого сплава, имеющих ребристый рельеф, чтобы создать изделие из алюминиевого сплава, соответствующее настоящему изобретению, после подготовки поверхности и окрашивания с применением слоя грунтового покрытия и финишного покрытия. В варианте, изображенном на фиг.21А и 21В, при подаче краски для обеих окрашивающих систем использовалась емкость для подачи за счет всасывания, показанная на фиг.21А. Оптимизированные условия окрашивания, которые применялись, приведены в таблице. На фиг.21В приведено полученное путем оптической металлографии изображение в поперечном сечении, демонстрирующее улучшенную передачу рельефа через слои краски по сравнению с фиг.20В.
На фиг.22А, 22В и в таблице показан вариант процесса окрашивания, который можно использовать для листа или пластины из алюминиевого сплава, имеющих ребристый рельеф, чтобы создать изделие из алюминиевого сплава, соответствующее настоящему изобретению, после подготовки поверхности и окрашивания с применением слоя грунтового покрытия и финишного покрытия. Была использована система финишного покрытия (полисилазан Kion 1067А), отличающаяся от системы финишного покрытия, показанной на фиг.20А и 20В. В ходе роботизированного процесса электростатического окрашивания краску электрически заряжают при помощи электростатического источника энергии, после чего наносят посредством вращающегося конусного распылителя ITW Ransburg, установленного на роботе-манипуляторе ABB, как в общих чертах показано на фиг.22А. Кроме того, блок электростатического управления ITW Ransburg RMA-101 направляет поток воздуха в конусный распылитель с целью управления схемой распыления, при этом движением робота управляют при помощи компьютерного интерфейса. Электростатическое нанесение должно обеспечить более плотное покрывание поверхности покрытием и, таким образом, улучшенную передачу рельефа. Конкретные условия окрашивания сведены в таблицу. На фиг.22В приведено полученное путем оптической металлографии изображение в поперечном сечении, демонстрирующее очень хорошую передачу рельефа поверхности за счет применения при нанесении финишного покрытия роботизированного способа электростатического окрашивания.
На фиг.23А, 23В и в таблице показан вариант процесса окрашивания, который можно использовать для листа или пластины из алюминиевого сплава, имеющих ребристый рельеф, чтобы создать изделие из алюминиевого сплава, соответствующее настоящему изобретению, после подготовки поверхности и окрашивания с применением слоя грунтового покрытия и финишного покрытия. В варианте реализации настоящего изобретения, изображенном на фиг.23А и 23В, применяется ручная операция электростатического окрашивания, где краска электрически заряжается в форсунке пистолета. Аналогично роботизированной операции электростатического окрашивания, показанному на Фиг.22А, сообщение заряда обеим окрашивающим системам призвано увеличить до максимума способность "прикрепления" к рельефу поверхности. Ручная операция электростатического окрашивания с использованием способа, в котором применяется ручная емкость для подачи за счет всасывания, схематично показана на фиг.23А. Условия электростатического нанесения грунтового покрытия и финишного покрытия в общих чертах указаны в таблице. На фиг.23В приведено полученное путем оптической металлографии изображение в поперечном сечении, демонстрирующее превосходную передачу нижележащего рельефа через слои краски за счет применения ручного электростатического окрашивания при нанесении слоев как грунтового, так и финишного покрытий.
Окрашивание методом электрофореза (электроосаждение или электроокраска) относится к процессу, при котором алюминиевая деталь становится анодом (анодное электростатическое окрашивание) или катодом (катодное электростатическое окрашивание). Очищенное изделие из алюминиевого сплава с текстурированной поверхностью, уменьшающей трение, погружают в резервуар с краской для электроосаждения, и подают электрический ток, в результате чего на алюминии возникает заряд относительно противоэлектрода, и частицы краски притягиваются к поверхности.
На фиг.24А, 24В и в таблице показан вариант процесса окрашивания, который можно использовать для листа или пластины из алюминиевого сплава, имеющих ребристый рельеф, чтобы создать изделие из алюминиевого сплава, соответствующее настоящему изобретению, после подготовки поверхности и окрашивания с применением слоя грунтового покрытия и финишного покрытия. В варианте реализации настоящего изобретения, изображенном на фиг.24А и 24В, применялся процесс на основе электрофореза. Процесс на основе электрофореза включает диффузию краски через электролит под действием притяжения к отрицательно заряженной части (катоду), в результате чего достигается прочное сцепление краски, этот процесс изображен на фиг.24А. Условия окрашивания, которые применялись в этом случае, представлены в таблице. На фиг.24В приведено полученное путем оптической металлографии изображение в поперечном сечении, демонстрирующее, что обеспечивается частичная передача рельефа окрашивающей системой, во-первых, за счет использования эпоксидной окрашивающей системы для грунтового покрытия, которая нанесена методом электрофореза, а затем нанесения полиуретанового финишного покрытия с применением емкости для подачи за счет всасывания.
Согласно одному из вариантов реализации настоящего изобретения, металлические листы и пластины обладают способностью к легкому/самостоятельному очищению, что препятствует накоплению на текстурированной поверхности, уменьшающей трение, загрязнений. Приведены два варианта, которые могут придать способность к легкому/самостоятельному очищению текстурированной поверхности, уменьшающей трение. Схемы технологических процессов для этих способов показаны на фиг.25А и 25В. Конкретные химические составы, используемые в любом из этих двух способов, могут зависеть, по меньшей мере, отчасти от формы и размеров ребристого рельефа. Согласно одному из вариантов реализации настоящего изобретения, металлический лист и пластину, имеющие ребристый рельеф, изготавливают в соответствии с одной из схем технологического процесса, показанных на фиг.10-17, а затем придают им способность к легкому/самостоятельному очищению, используя технологии, соответствующие настоящему изобретению, чтобы сохранить ребристый рельеф. Согласно одному из вариантов реализации настоящего изобретения, металлический лист и пластину, имеющие ребристый рельеф, изготавливают, например, на предприятии-изготовителе оригинального оборудования (OEM) с использованием других способов, а затем придают им способность к легкому/самостоятельному очищению, используя технологии, соответствующие настоящему изобретению, чтобы сохранить ребристый рельеф.
Как показано в варианте, изображенном на фиг.25А, на этапе 908 (см. фиг.19) применяются методы окрашивания, соответствующие настоящему изобретению, после чего путем распыления на этапе 909 наносится супергидрофильное покрытие или покрытия поверх красочного финишного покрытия. В качестве альтернативы, супергидрофильное покрытие может быть распылено непосредственно на изделие из алюминиевого или титанового сплава, соответствующее настоящему изобретению, без необходимости первоначального нанесения слоя грунтового или финишного покрытия. Супергидрофильное покрытие полностью и мгновенно смачивается водой, а именно демонстрируя углы смачивания при растекании капель воды, составляющие приблизительно менее пяти градусов в пределах 0,5 секунды или менее после контакта с водой. Фотохимически активные материалы, такие как диоксид титана (TiO2), могут стать супергидрофильными после воздействия ультрафиолетового излучения либо видимого излучения - при обработке подходящими химическими соединениями. Согласно одному из вариантов реализации настоящего изобретения, супергидрофильное покрытие представляет собой активируемую светом систему, содержащую диоксид титана анатазной модификации (систему ТОТО), которая позволяет предотвратить накопление загрязнений на поверхности в значительной степени на основе взаимодействия этого материала со светом и водой. Хотя вода является ключевым элементом механизма самостоятельного очищения, материалы, обработанные этим типом системы самостоятельного очищения, могут также демонстрировать присущую им способность до некоторой степени отталкивать грязь даже при отсутствии воды.
Как показано в варианте реализации настоящего изобретения, изображенном на фиг.25В, на этапе 908а на поверхность с ребристым рельефом сначала наносят слой грунтового покрытия, как описано выше для фиг.19, а затем на этапе 908b - финишное покрытие, свойства которого улучшены путем добавления на этапе 910 химической добавки, при этом в краске возможен выбор концентрации из некоторого диапазона. Этот тип системы будет предназначаться для придания гидрофобных свойств поверхности с ребристым рельефом химическим путем и за счет создания рельефа (в микромасштабе). Этот гидрофобный компонент позволит воде образовывать капли на поверхности ребристого рельефа. Такое каплеобразование, в свою очередь, позволит каплям воды легко удалять загрязнения с поверхности ребристого рельефа по мере их перемещения по поверхности. Согласно одному из вариантов реализации настоящего изобретения, химическая добавка на этапе 910 представляет собой функционализированную силоксановую систему, например, BYK Silclean 3710, позволяющую получить супергидрофобную (водоотталкивающую) поверхность. И в этом случае также материалы, обработанные таким образом, могут демонстрировать присущую им способность до некоторой степени отталкивать грязь даже при отсутствии воды.
В дополнение к химическим различиям и различиям в механизме между системами, отличается и способ, которым их наносят на поверхность. Фиг.26А-С показывают, что изделие из алюминиевого сплава, имеющее текстурированные поверхности, уменьшающие трение, которые соответствуют настоящему изобретению, дополненные компонентом, обеспечивающим легкое/самостоятельное очищение, способно продемонстрировать повышенную чистоту по сравнению с окрашенным рельефом без компонента, обеспечивающего легкое/самостоятельное очищение. Согласно одному из вариантов реализации настоящего изобретения, система ТОТО основана на нанесении путем распыления или погружения нескольких слоев растворов ТОТО поверх красочного слоя финишного покрытия, как изображено на фиг.26В. Систему Silclean наносят путем примешивания ее к краске финишного покрытия перед нанесением этого покрытия с последующим распылением финишного покрытия на поверхность, как изображено на фиг.26С. Условия окрашивания и нанесения вещества, обеспечивающего легкое/самостоятельное очищение, для панелей, установленных на подвижном держателе, приведены в таблице на фиг.27. Во всех трех случаях панели сначала были очищены в щелочном очистителе Henkel Ridoline 4355, с них были удалены окисные пленки с использованием кислотного удалителя окисных пленок Henkel Ridoline 6/16, затем анодированы с использованием смеси борной и серной кислот (8 г/л борной кислоты и 45 г/л серной кислоты) в течение приблизительно двадцати минут при 15 В, после чего была выполнена герметизация разбавленной хромовой краской при 195°F в течение приблизительно двадцати пяти минут.
Как изображено на фиг.26А-С, после 3-недельного нахождения на открытом воздухе в "запыленной" среде изделие из алюминиевого сплава, имеющее текстурированные поверхности, уменьшающие трение, с веществом ТОТО, обеспечивающим легкое/самостоятельное очищение (фиг.26В), чище, чем другие изделия из алюминиевого сплава, имеющие текстурированные поверхности, уменьшающие трение (фиг.26А и 26С). Изделие из алюминиевого сплава, имеющее текстурированную поверхность, уменьшающую трение, с очищающим веществом Silclean (фиг.26С) также демонстрирует более чистую поверхность, чем контрольная панель без вещества, обеспечивающего легкое/самостоятельное очищение (фиг.26А). Предполагается, что изделия из алюминиевого сплава, соответствующие настоящему изобретению, с приданным им свойством легкого/самостоятельного очищения, вероятно, будут чище, чем изделия из алюминиевого сплава без приданного им свойства легкого/самостоятельного очищения, что уменьшает возможное влияние появляющейся во время эксплуатации грязи и осадков на характеристики воздушного сопротивления.
Кроме того, можно использовать пористую структуру и специальные химические составы анодных оксидов, чтобы дополнительно расширить возможности применения текстурированной поверхности, уменьшающей трение, в аэрокосмической области. В противоположность применению стандартных методов анодной герметизации и окрашивания грунтовым покрытием/финишным покрытием, анодный оксид можно оставить негерметизированным, что позволяет использовать обработку органическими или неорганическими веществами, называемыми пропитывающими герметизирующими соединениями (ISC). Соединения ISC могут включать покрытия, отличающиеся от стандартных покрытий, используемых в аэрокосмической отрасли, такие как силазаны или силоксаны, вещества для обработки, обеспечивающей легкое/самостоятельное очищение, представленные на фиг.26А-С, либо их комбинацию. Способы нанесения этих соединений ISC по своей природе могли бы относиться к распылению или погружению, в зависимости от конкретных требований к эксплуатационным характеристикам. Предполагается, что этот подход позволил бы избавиться от необходимости в системах грунтового покрытия/финишного покрытия, используемых в настоящее время в аэрокосмической области. Ниже рассмотрены два варианта с анодированием, оба из которых обеспечивают химическое сродство для возможного использования соединений ISC. Как изображено на фиг.28А и 28В, анодный оксид может быть специально приспособлен для создания пальцевидной структуры, в которой пальцевидные выступы по величине тоньше приблизительно на два порядка, чем базовая столбчатая структура, наблюдаемая при анодировании с использованием борной/серной кислот или серной кислоты. Пальцевидную структуру создают за счет использования отличающегося способа анодирования на основе "смешанного электролита", представляющего собой комбинацию серной, фосфорной и борной кислот. Пальцевидная структура может обеспечить как улучшение эксплуатационных характеристик, так и химическое сродство к различным соединениям ISC. Как показано на фиг.29А и 29В, стандартное анодирование с использованием борной/серной кислот или серной кислоты можно использовать без выполнения последующего этапа герметизации. После чего в столбчатую анодную структуру, соответствующую этим способам анодирования, может вводиться выбранное соединение ISC. На фиг.30А-D можно увидеть способность к легкому/самостоятельному очищению у выбранных комбинаций "негерметизированный анодный оксид/соединение ISC/компонент для легкого/самостоятельного очищения" по сравнению со стандартным сценарием окрашивания с компонентами, обеспечивающими легкое/самостоятельное очищение, или без них. В этом тесте металлические изделия, соответствующие настоящему изобретению (с текстурированными поверхностями, уменьшающими трение), были подвергнуты воздействию грязи в виде бомбардировки влажной древесной золой, выбрасываемой под небольшим давлением. Поверхности образцов были подвергнуты этой бомбардировке путем зарядки влажной древесной золы в пневматический гравемет Q-Panel QGR и "выстреливания" ее на панели под давлением подаваемого воздуха 10 фунтов на кв.дюйм в течение приблизительно 10 секунд. Затем для образцов визуально оценивалась присущая им способность противостоять воздействию грязи (фиг.30А-D). Полученные путем анодирования системы с соединениями ISC (полисилоксан и полисилазан), дополненные компонентом, обеспечивающим легкое/самостоятельное очищение, как было отчетливо видно, отталкивали древесную золу более эффективно, чем системы на основе стандартных красок для аэрокосмической отрасли с компонентом, обеспечивающим легкое/самостоятельное очищение, или без него.
Согласно другим вариантам реализации настоящего изобретения, металлические изделия, соответствующие настоящему описанию, можно использовать при изготовлении частей транспортного судна, включая (но не ограничиваясь) воздушное судно или воздушное транспортное средство (такие как самолет, вертолет, ракета, планер, воздушный шар и дирижабль), наземное транспортное средство (такое как автомобиль и поезд) и морское транспортное средство (такое как подводная лодка, яхта, автоматическое надводное транспортное средство, автономное подводное транспортное средство и т.д.). Из-за формования с рихтовкой и выполнения других операций при изготовлении обшивки крыльев, а также требований по ориентации ребер в соответствии с геометрией крыла (иначе эффекты уменьшения сопротивления ослабляются), может оказаться невозможным прокатывать ребра непосредственно на пластине/листе обшивки крыла. Однако изделия из алюминиевого сплава с созданными путем прокатки ребрами в виде накладного модуля, соответствующего настоящему изобретению, могут прикрепляться механически и/или за счет адгезии к верхним и нижним элементам обшивки крыла, изготавливаемым обычным образом. Ребра, созданные путем прокатки на изделиях из алюминиевого сплава, соответствующих настоящему описанию, ориентируют в соответствии с геометрией крыла. Изделия из алюминиевого сплава с созданными путем прокатки ребрами для крыльев воздушного судна могут иметь различную ширину, толщину и различный состав сплава, чтобы принять во внимание легкость и экономичность изготовления, коррозионные свойства, изготовителя/модель воздушного судна, требования к весу воздушного судна, структурную целостность/прочность конструкции и т.д. Например, если сплав, выбранный для изделия с созданными путем прокатки ребрами, представляет собой сплав серии 1ХХХ, это изделие может обеспечить значительные преимущества с точки зрения коррозии. Ширина изделия с созданными путем прокатки ребрами может находиться в диапазоне от приблизительно пяти дюймов до приблизительно двухсот дюймов. Направление ребер (рифления), как правило, соответствует направлению прокатки (перпендикулярно направлению по ширине), но можно нарезать заготовки из листа из алюминиевого сплава и создать ребра в поперечном направлении или под некоторым углом относительно направления прокатки листа. Согласно некоторым вариантам реализации настоящего изобретения, сплав может представлять собой алюминиевый сплав серии 1ХХХ, 3ХХХ, 5ХХХ, 6ХХХ, 7ХХХ и 8ХХХ, а также сплав Al-Li. Используемый алюминиевый сплав может быть термически обрабатываемым или термически необрабатываемым сплавом. Что касается термически необрабатываемого листа, создание ребер путем прокатки можно выполнять в состоянии деформационного упрочнения (вид термообработки H) или состоянии отжига (вид термообработки О). Создание ребер путем прокатки на термически обрабатываемом листе можно осуществлять либо перед, либо после термической обработки с получением твердого раствора. Для случая, когда создание ребер путем прокатки выполняют перед термической обработкой с получением твердого раствора, создание ребер путем прокатки можно осуществлять на материале в состоянии после прокатки (вид термообработки F) или отожженном материале (вид термообработки O), и создание ребер путем прокатки можно выполнять либо при низкой, либо при повышенной температуре. После создания ребер путем прокатки лист можно подвергнуть термической обработке, закалке и старению - естественному или искусственному. Для случая, когда создание ребер путем прокатки осуществляют после термической обработки с получением твердого раствора, прокатку можно выполнять для материала в состоянии сразу после закалки (вид термообработки W), состоянии естественного старения (вид термообработки Т3) или в состоянии искусственного старения (например, вид термообработки Т6 или Т7). Лист с созданными путем прокатки ребрами может быть незащищенным или иметь структуру Alclad. Толщина может находиться в диапазоне от, например, приблизительно 0,0010 дюйма до приблизительно 0,300 дюйма. Прокатанный алюминиевый лист с ребрами может быть использован для крыльев нового или уже существующего воздушного судна из алюминия.
Согласно другим вариантам реализации настоящего изобретения, все из описанных здесь ребристых рельефов могут также создаваться путем прокатки на титановом листе или фольге. Процесс прокатки может иметь вид горячей прокатки или холодной прокатки. Согласно одному из вариантов реализации настоящего изобретения, процесс прокатки представляет собой горячую прокатку. При горячей прокатке температура прокатки находится в диапазоне от приблизительно 400°С (752°F) до приблизительно 1100°С (2012°F). Коэффициент уковки при прокатке находится в диапазоне от приблизительно 20% вплоть до приблизительно 75%. При высоких коэффициентах уковки эффекты наклепа могут быть снижены до минимума при использовании температуры прокатки выше 800°С (1472°F). Температура рекристаллизации составляет приблизительно 600°С (1112°F). В то же время при холодной прокатке коэффициент уковки находится в диапазоне от приблизительно 0,5% вплоть до приблизительно 20%. Толщина накладного титанового листа или фольги с ребрами может составлять от приблизительно 0,002 дюйма до приблизительно 0,200 дюйма.
Другие способы изготовления накладного титанового листа или фольги с ребрами, соответствующих настоящему описанию, могут иметь вид формования в сверхпластичном состоянии. Ребристые рельефы могут быть созданы путем прокатки на листе или фольге из Ti при температуре от приблизительно 840°С (1544°F) до приблизительно 870°С (1598°F) и чрезвычайно низкой скорости прокатки со скоростью деформации от приблизительно 0,0001/с до приблизительно 0,001/с. Коэффициент уковки может находиться в диапазоне от приблизительно 20% вплоть до приблизительно 300%.
Согласно другим вариантам реализации настоящего изобретения, металлические изделия, соответствующие настоящему описанию, могут использоваться при изготовлении частей морского транспортного средства, включая (но не ограничиваясь) подводную лодку, яхту, автоматическое надводное транспортное средство и автономное подводное транспортное средство. Согласно одному из вариантов реализации настоящего изобретения, множество соседних, непрерывно прокатанных продольных ребер приводит к получению текстурированной поверхности, уменьшающей трение, которая способна обеспечить уменьшение сопротивления в диапазоне, например, от приблизительно пяти процентов вплоть до приблизительно пятнадцати процентов. Согласно одному из вариантов реализации настоящего изобретения, металлическое изделие представляет собой высокопрочную, низколегированную сталь, которая определена спецификациями Общества инженеров автомобильной промышленности (SAE, Society of Automotive Engineers) J410, J1392 и J1442, а также спецификациями Американского общества по испытанию материалов (ASTM, American Society of Testing Materials) А242, А440, А441, А572, А588, А606, А607, А618, А633, А656, А690, А709, А714, А715, А808, А812, А841, А860 и А871. Процесс прокатки может иметь вид горячей прокатки или холодной прокатки. При горячей прокатке диапазон температур прокатки составляет от приблизительно 720°С (1328°F) до приблизительно 1050°С (1922°F). Коэффициент уковки при прокатке может меняться в широком диапазоне, причем типичный коэффициент уковки на последнем проходе прокатки при создании ребер превышает приблизительно 50%. Охлаждение после прокатки с созданием ребер можно проводить в диапазоне от приблизительно 10°С/мин до приблизительно 300°С/мин. Высокая скорость охлаждения желательна для получения меньшего размера зерна феррита и, как следствие, более высокой прочности. При холодной прокатке при комнатной температуре коэффициент уковки находится в диапазоне от приблизительно пяти (5) процентов до приблизительно восьмидесяти (80) процентов. За холодной прокаткой следует отжиг при температуре в диапазоне от приблизительно 400°С (752°F) до приблизительно 700°С (1292°F). Время отжига меняется в зависимости от предъявляемых требований по микроструктуре и свойствам.
Как инженеры самолетостроительной отрасли, которые создают крылья и пропеллеры для воздушных судов, так и инженеры отрасли ветровых турбин, которые разрабатывают лопатки роторов, имеют дело с аэродинамическим сопротивлением. Воздушное судно должно обеспечивать значительную экономию топлива, а лопатки роторов ветровых турбин должны иметь большие окружные скорости, чтобы работать эффективно. Поэтому важно, чтобы как крылья воздушных судов, так и лопатки роторов имели низкое аэродинамическое сопротивление. В одном из вариантов его реализации настоящим изобретением предлагается лопатка ротора, содержащая, по меньшей мере, одно металлическое изделие, по меньшей мере, одна поверхность которого выполнена, по существу, рифленой, причем эта, по существу, рифленая поверхность создает ребристый рельеф, включающий множество соседних, непрерывно прокатанных продольных ребер, проходящих вдоль, по меньшей мере, части поверхности, и ребристый рельеф покрыт, по меньшей мере, одним покрытием, адекватным образом разработанным и нанесенным, чтобы сохранить этот рельеф. Согласно одному из вариантов реализации настоящего изобретения, множество соседних, непрерывно прокатанных продольных ребер приводит к получению текстурированной поверхности, уменьшающей трение, которая способна обеспечить уменьшение сопротивления в диапазоне от приблизительно пяти процентов вплоть до приблизительно пятнадцати процентов. Согласно одному из вариантов реализации настоящего изобретения, уменьшенное сопротивление увеличивает количество энергии, которое можно генерировать при той же скорости ветра.
Потери напора из-за трения, или сопротивление, в трубопроводной системе - это ненужные траты энергии, и они могут повлиять на экономические показатели работы трубопроводной системы. Некоторыми компаниями, эксплуатирующими трубопроводы для жидкости и газа, используются вещества, снижающие сопротивление (DRA), чтобы снизить до минимума турбулентность потока и, следовательно, увеличить пропускную способность и, таким образом, уменьшить стоимость эксплуатации трубопроводов. Хотя DRA является веществом, эффективно увеличивающим пропускную способность, его использование в течение продолжительного периода является дорогостоящим. Согласно другим вариантам реализации настоящего изобретения, металлические изделия, соответствующие настоящему описанию, могут быть использованы при изготовлении трубопроводной системы. Согласно одному из вариантов реализации настоящего изобретения, множество соседних, непрерывно прокатанных продольных ребер приводит к получению текстурированной поверхности, уменьшающей трение, которая способна обеспечить уменьшение сопротивления в диапазоне, например, от приблизительно пяти процентов вплоть до приблизительно тридцати процентов. Согласно одному из вариантов реализации настоящего изобретения, уменьшенное сопротивление снижает потери энергии за счет уменьшения трения вдоль стенки трубопровода.
Понятно, что некоторые из описанных выше и других свойств и функций либо их альтернатив по желанию могут быть объединены во множество других, отличающихся систем или вариантов применения. Как следствие, специалистами в данной области техники может быть внесено множество в настоящее время непредусмотренных или невозможных альтернатив, модификаций, изменений или улучшений, которые, как предполагается, также охвачены пунктами приведенной ниже формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПРОКАТКИ МЕТАЛЛА | 2015 |
|
RU2693246C2 |
| СПОСОБ УЛУЧШЕНИЯ СПЛАВОВ 6ХХХ ПУТЕМ УМЕНЬШЕНИЯ КОЛИЧЕСТВА УЧАСТКОВ ИЗМЕНЕННОЙ ПЛОТНОСТИ | 2001 |
|
RU2276696C2 |
| СПЛАВ Al-Zn-Mg-Cu | 2004 |
|
RU2353693C2 |
| СПОСОБ ОДНОВРЕМЕННОГО ЛИТЬЯ НЕСКОЛЬКИХ СПЛАВОВ | 2002 |
|
RU2323799C2 |
| ИЗДЕЛИЕ ИЗ АЛЮМИНИЕВОГО СПЛАВА С ВЫСОКОЙ СТОЙКОСТЬЮ К ПОВРЕЖДЕНИЯМ, В ЧАСТНОСТИ, ДЛЯ ПРИМЕНЕНИЙ В АВИАЦИОННО-КОСМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ | 2004 |
|
RU2353700C2 |
| ФУНКЦИОНАЛЬНО-ГРАДИЕНТНЫЙ ЛИСТ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 2008 |
|
RU2429936C2 |
| АЛЮМИНИЕВО-ЛИТИЕВЫЕ СПЛАВЫ С ВЫСОКОЙ ПРОЧНОСТЬЮ, ВЫСОКОЙ ДЕФОРМИРУЕМОСТЬЮ И НИЗКОЙ СТОИМОСТЬЮ | 2015 |
|
RU2716722C2 |
| ЛИСТ ИЗ ВЫСОКОВЯЗКОГО АЛЮМИНИЕВО-МЕДНО-ЛИТИЕВОГО СПЛАВА ДЛЯ ФЮЗЕЛЯЖА ЛЕТАТЕЛЬНОГО АППАРАТА | 2006 |
|
RU2418088C2 |
| СПЛАВЫ СЕРИИ 2000 С ПОВЫШЕННЫМИ ХАРАКТЕРИСТИКАМИ СТОЙКОСТИ К ПОВРЕЖДЕНИЯМ ДЛЯ АЭРОКОСМИЧЕСКОГО ПРИМЕНЕНИЯ | 2006 |
|
RU2418877C2 |
| ИЗДЕЛИЕ ИЗ АЛЮМИНИЕВОГО СПЛАВА С ВЫСОКОЙ СТОЙКОСТЬЮ К ПОВРЕЖДЕНИЯМ, В ЧАСТНОСТИ, ДЛЯ ПРИМЕНЕНИЙ В АВИАЦИОННО-КОСМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ | 2004 |
|
RU2477331C2 |
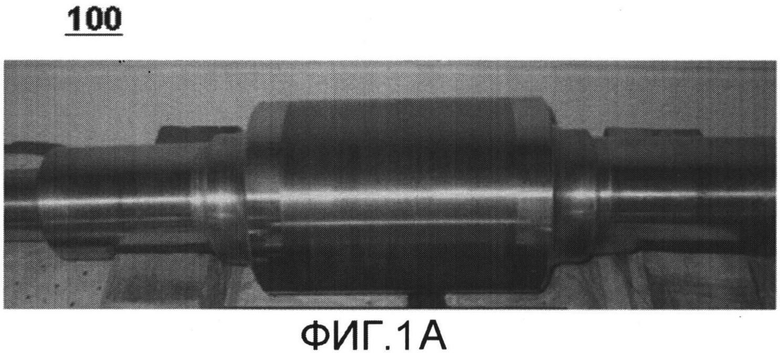
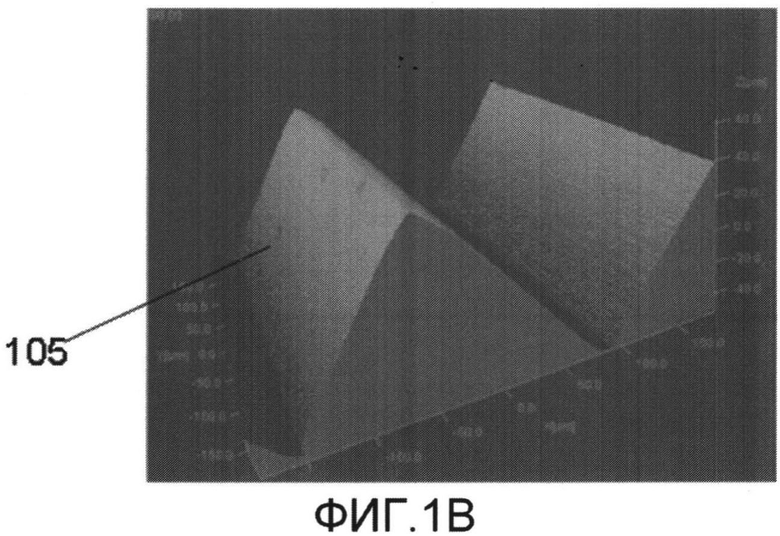

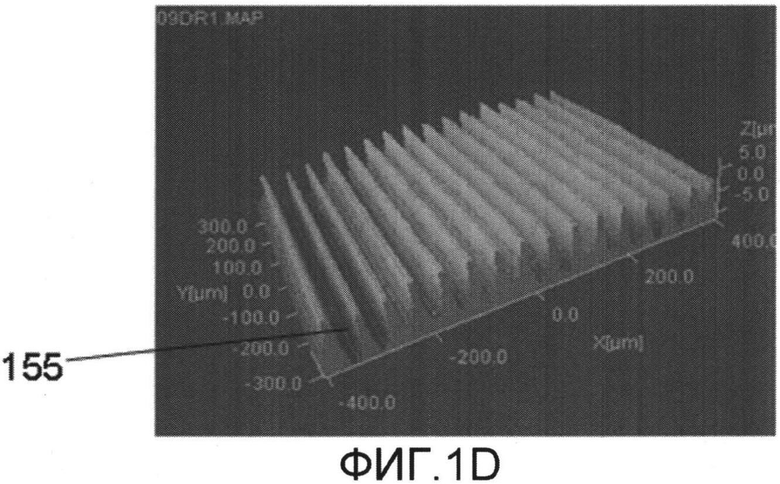
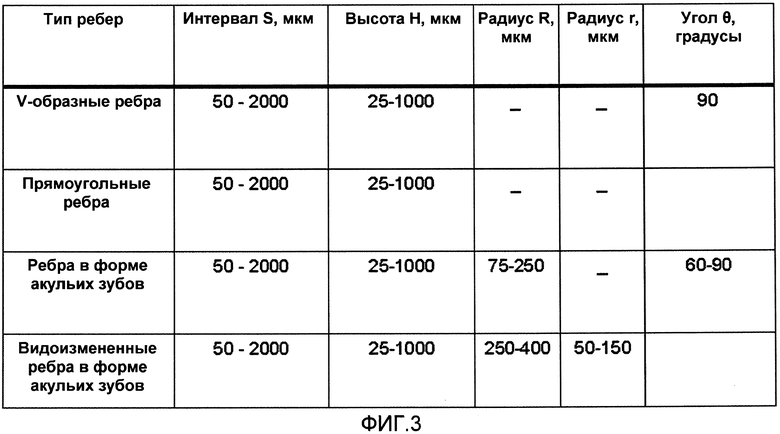
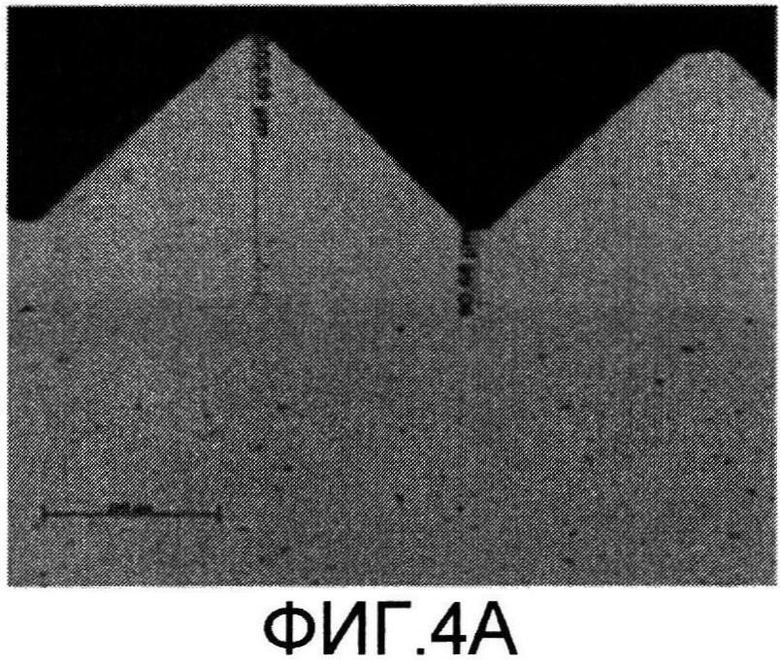
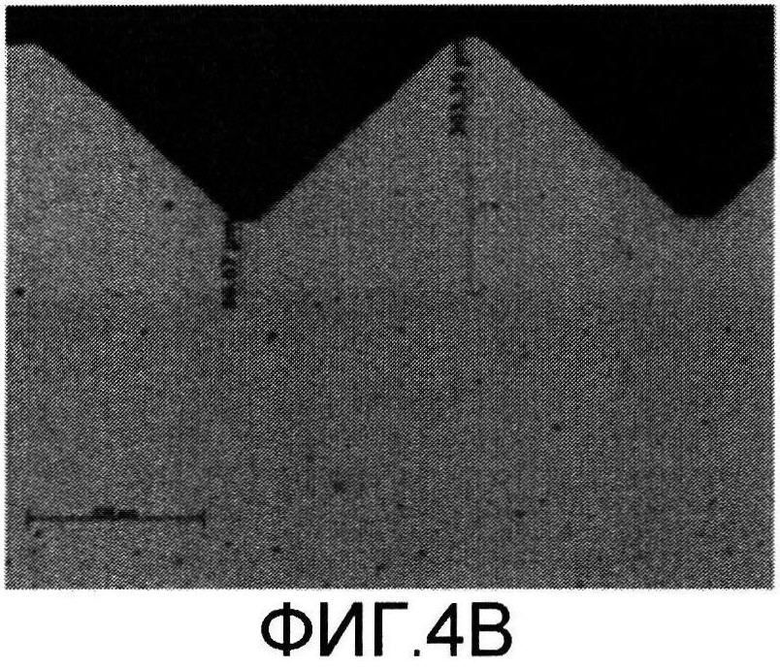
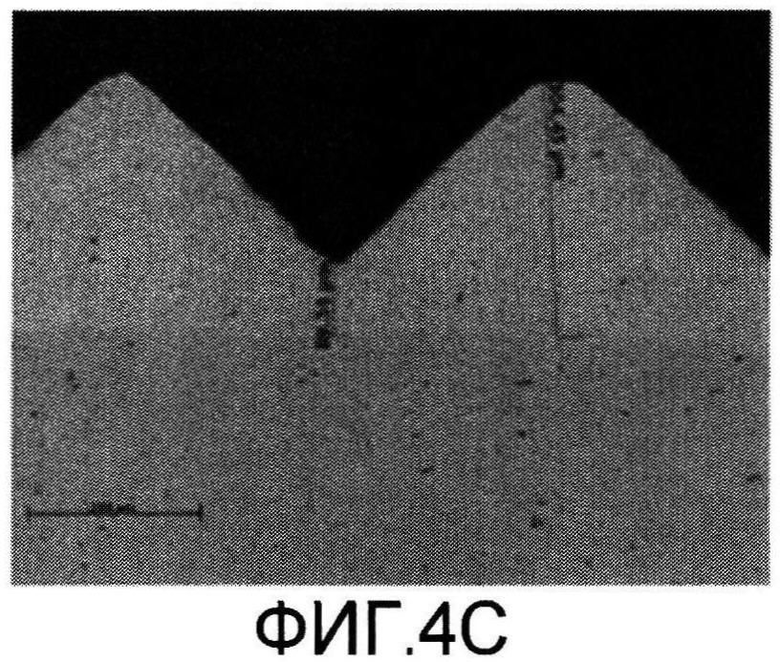

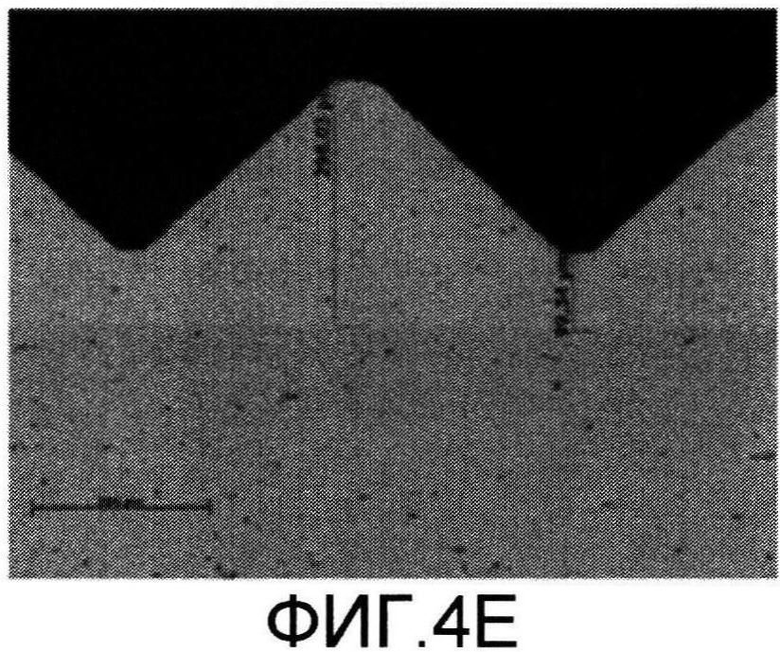
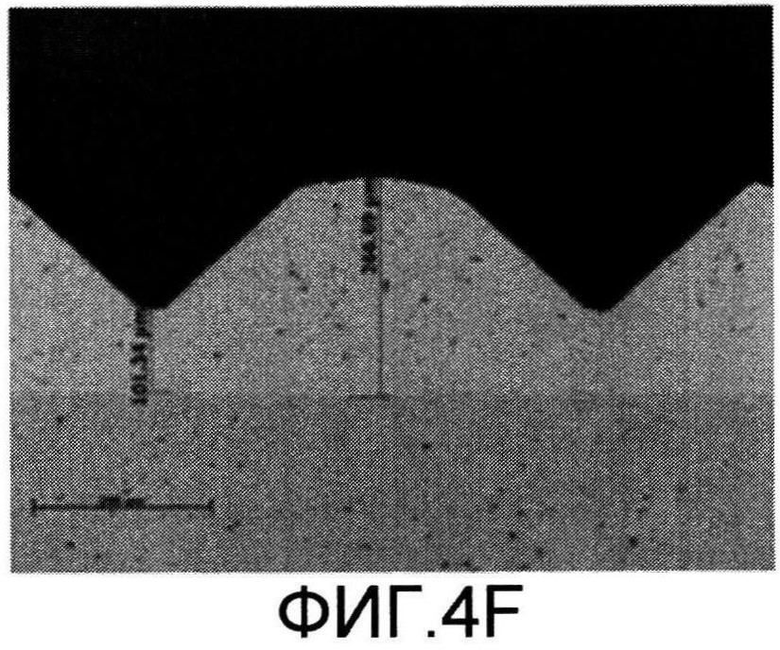
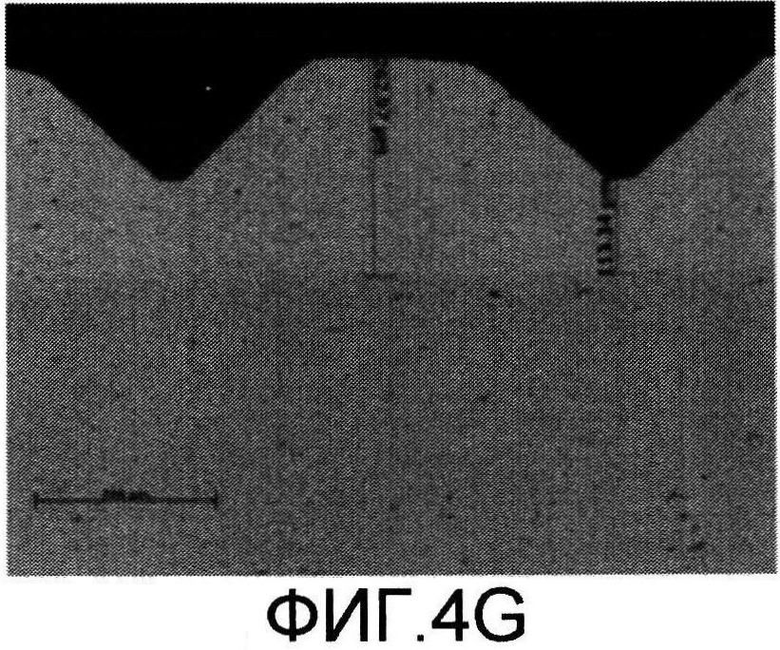
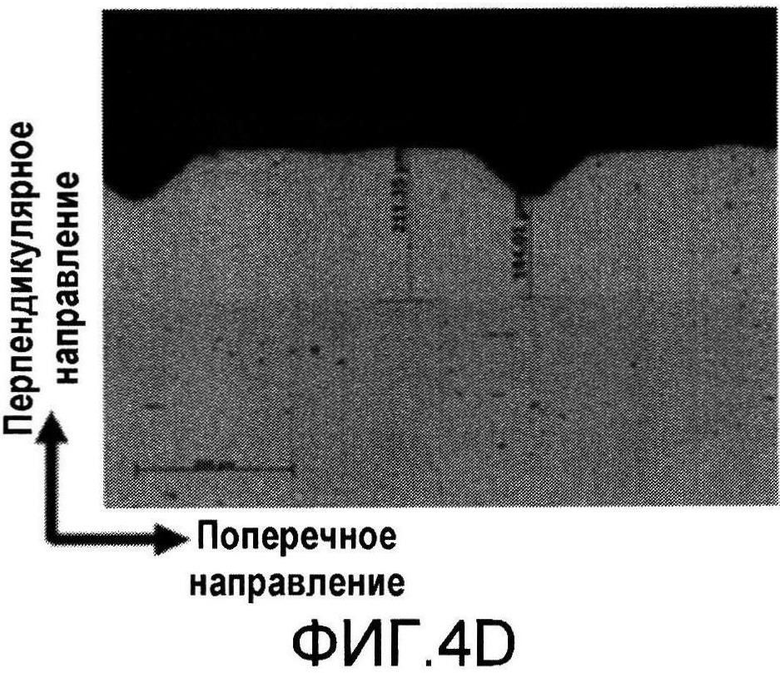
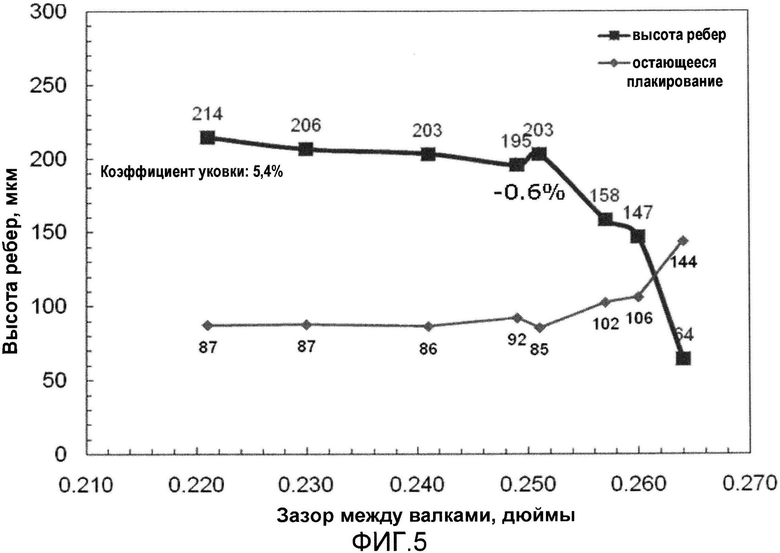
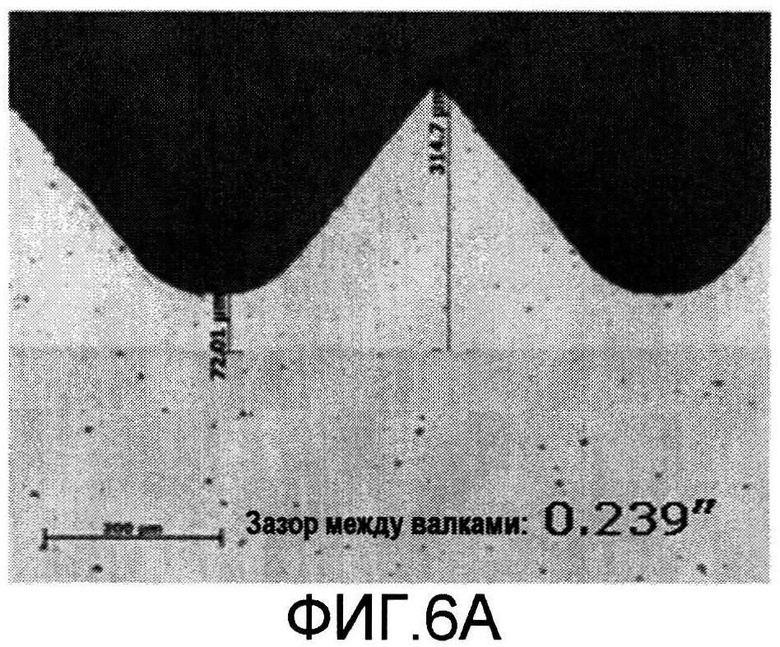
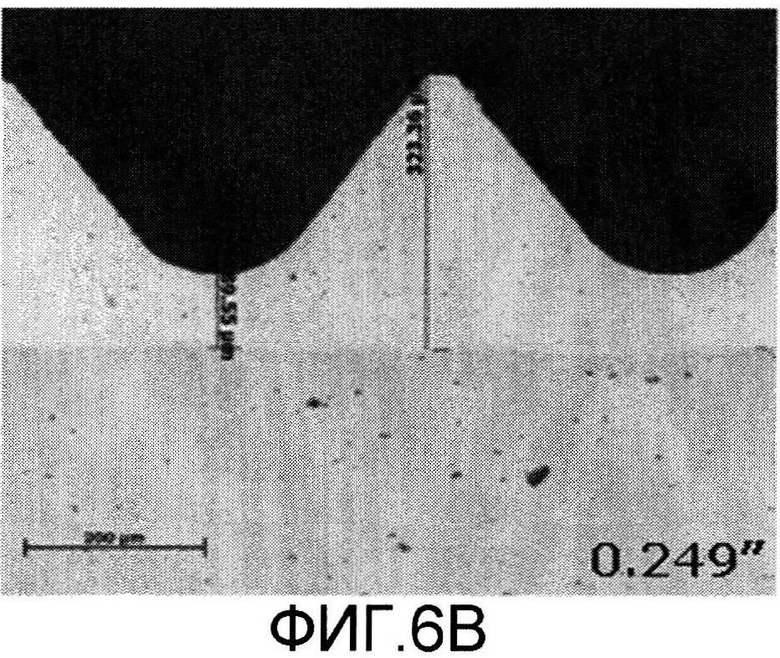
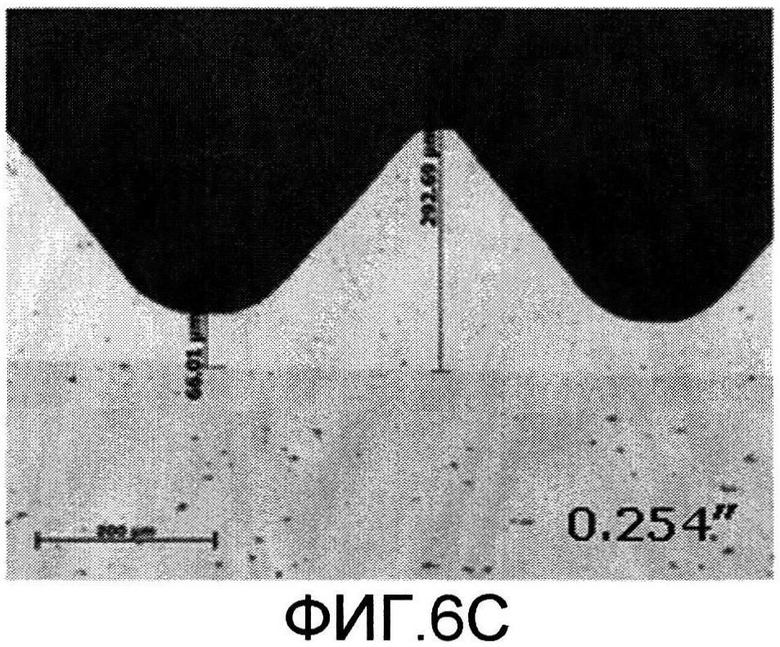
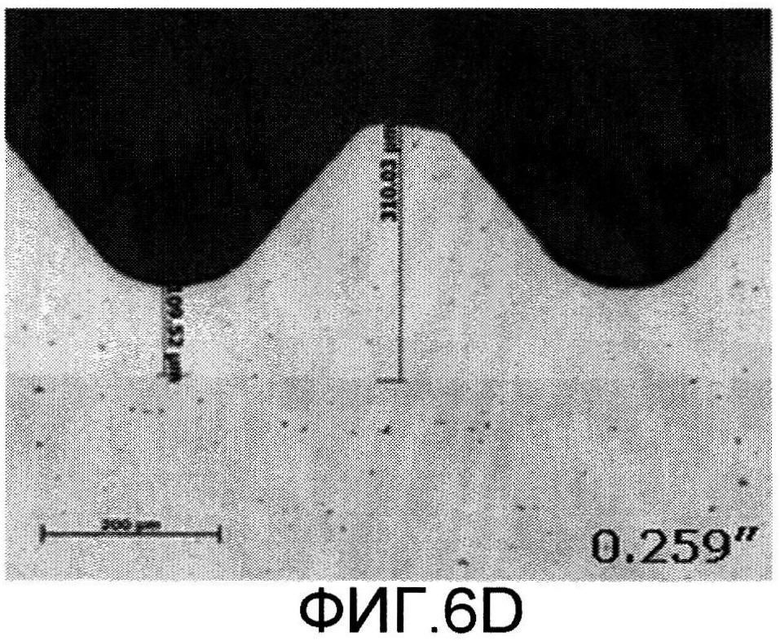

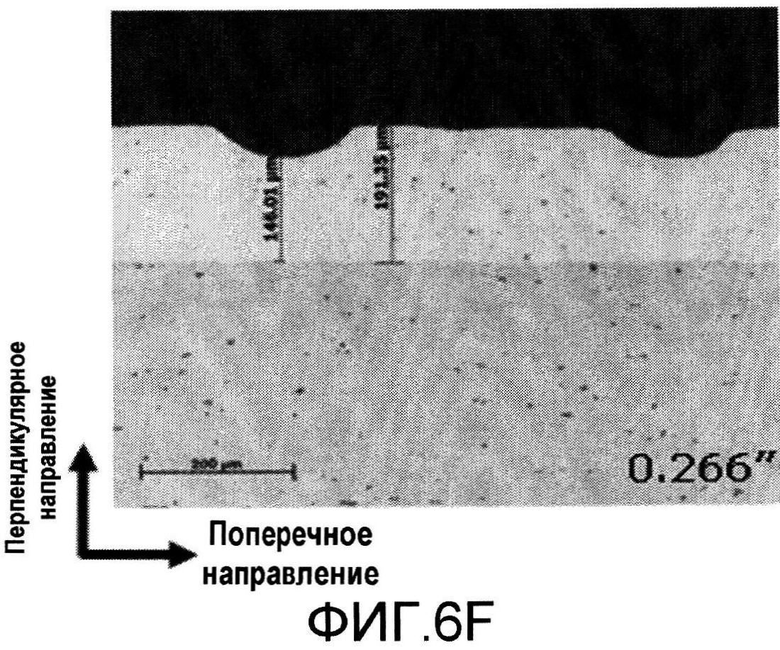

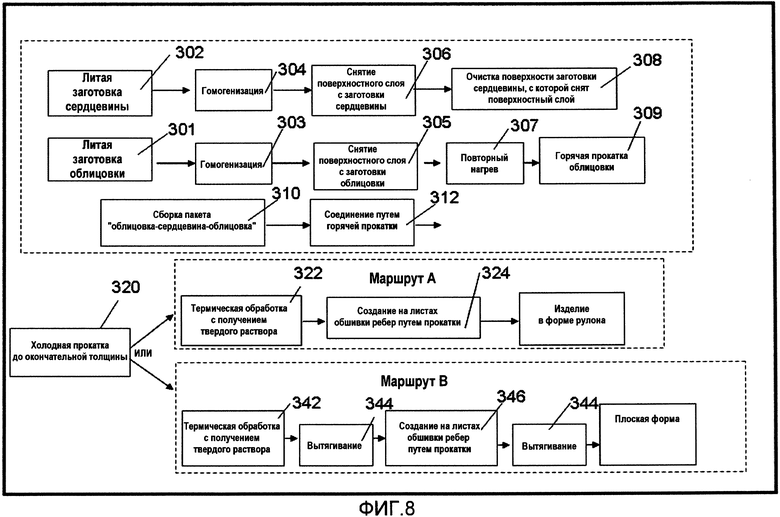
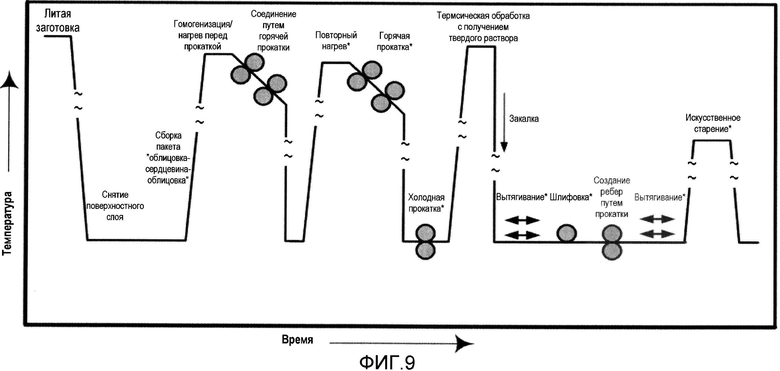

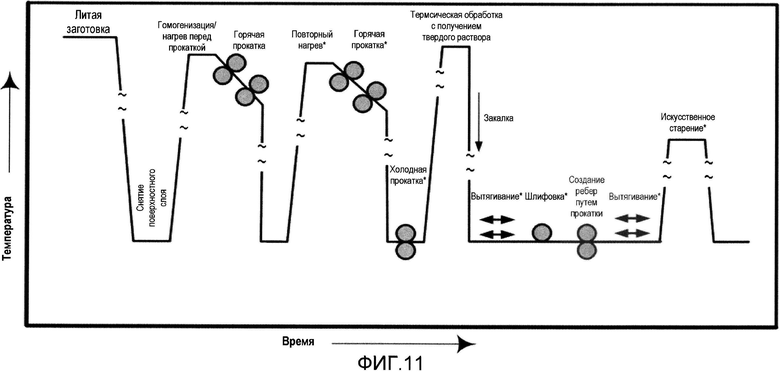
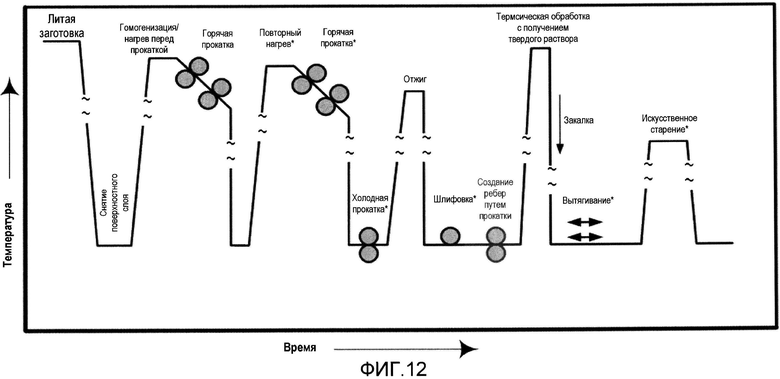
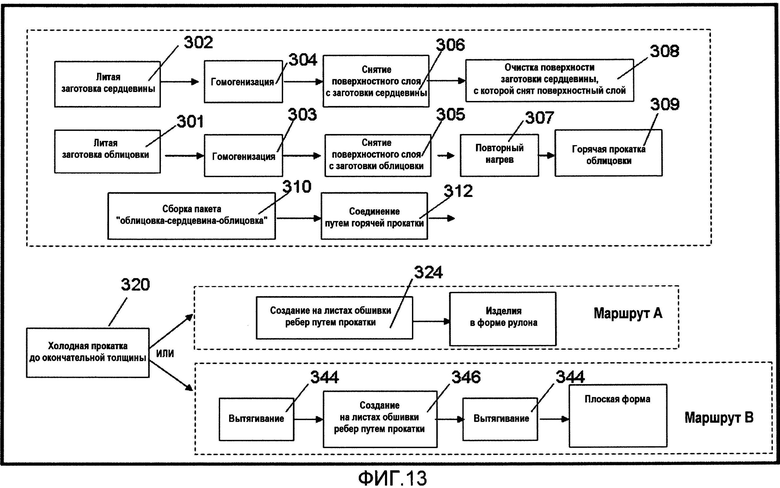

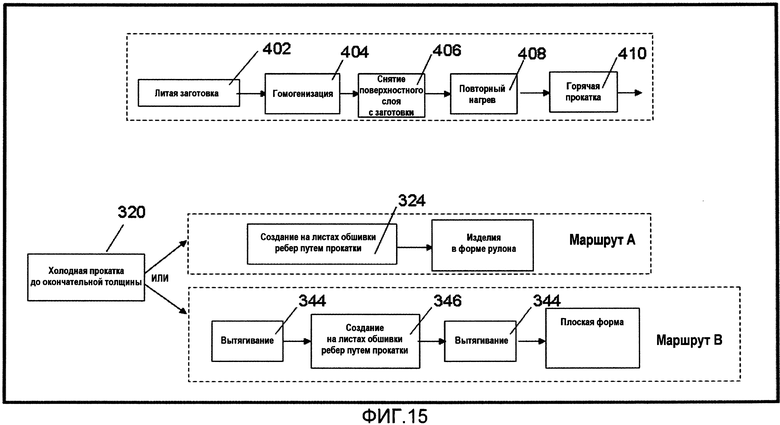
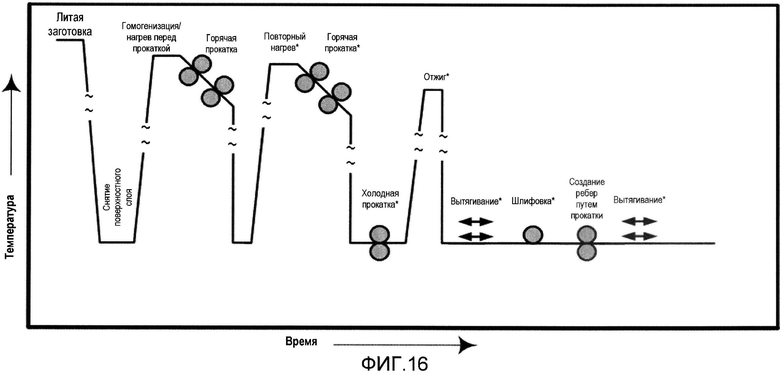
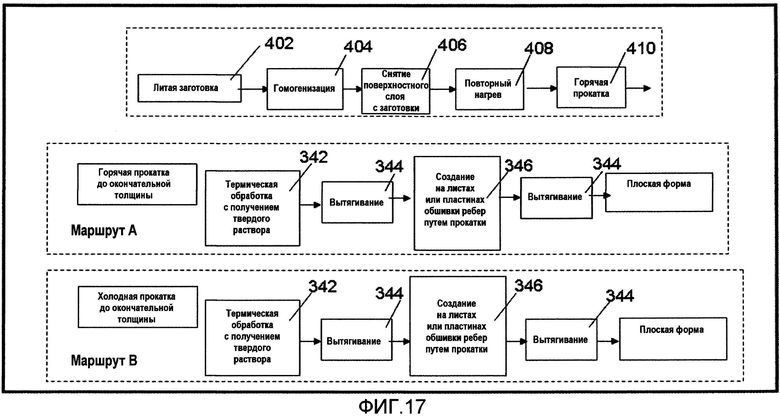
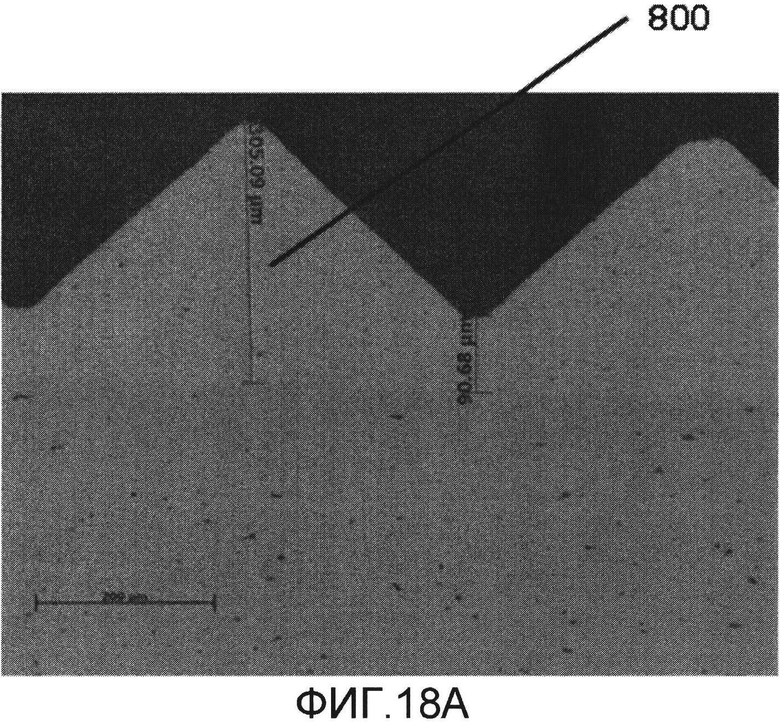
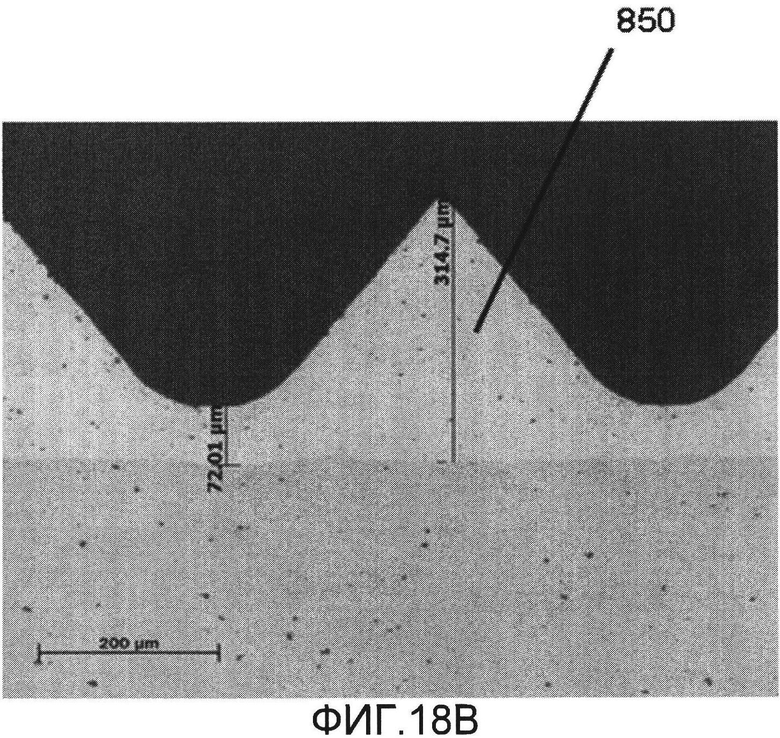
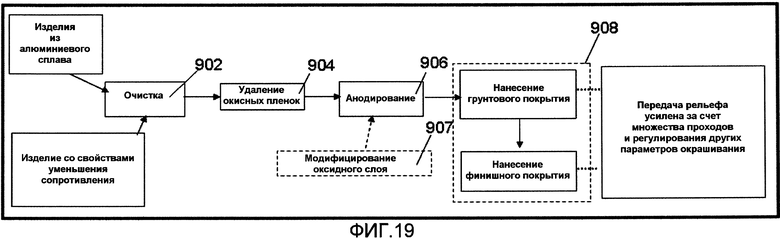
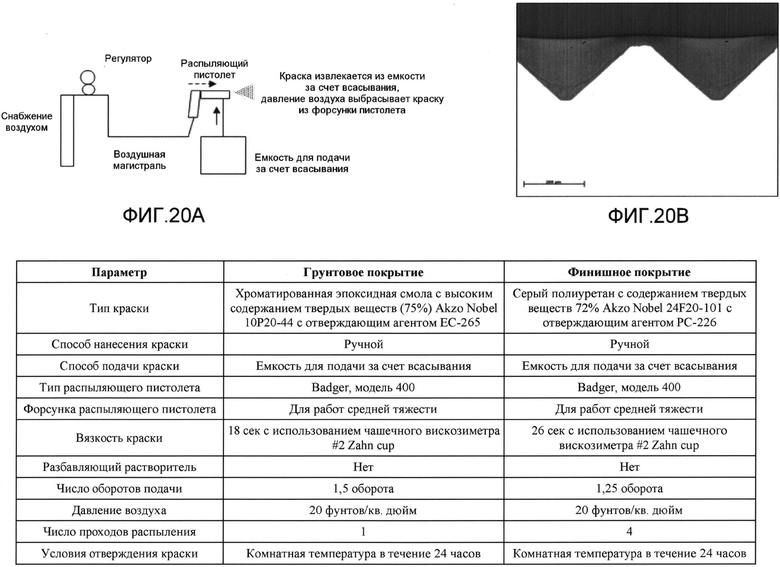
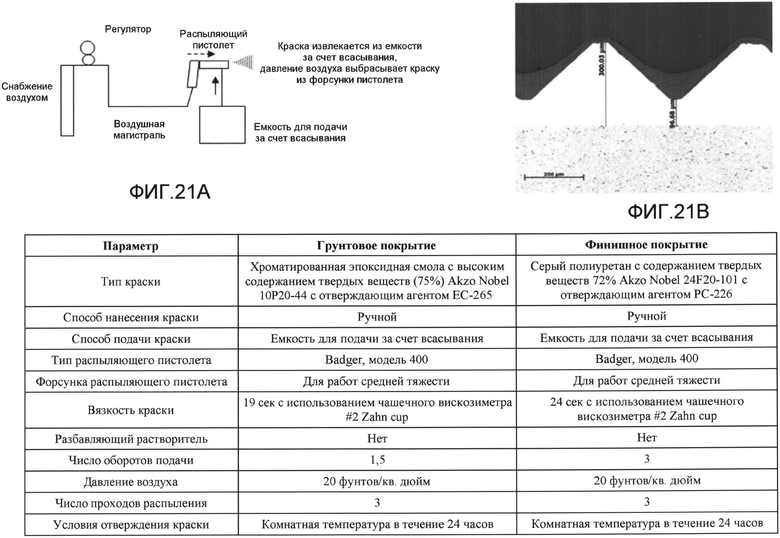
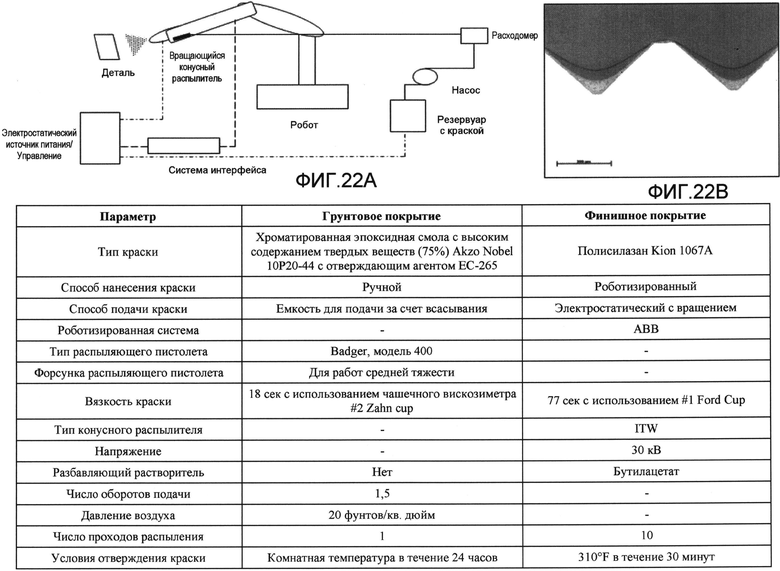
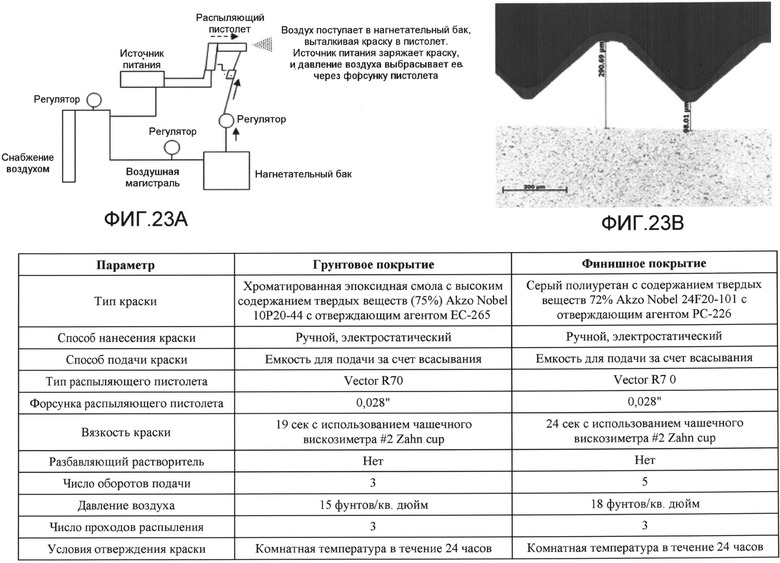
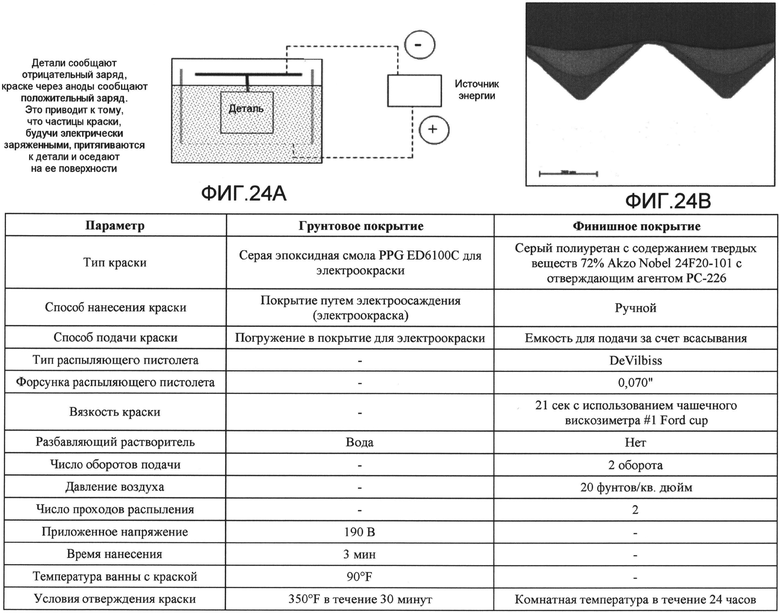


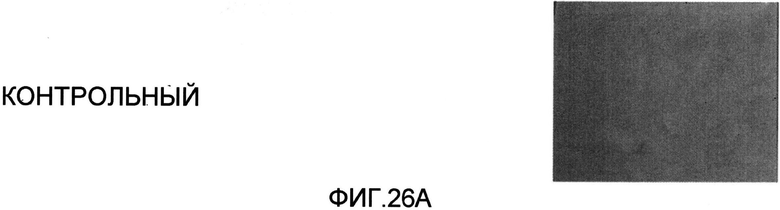

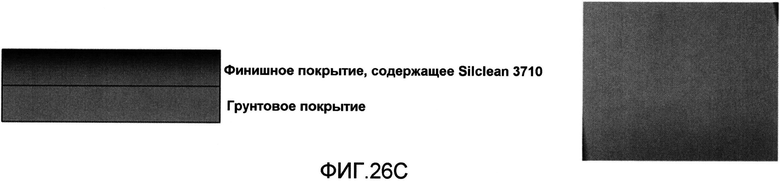
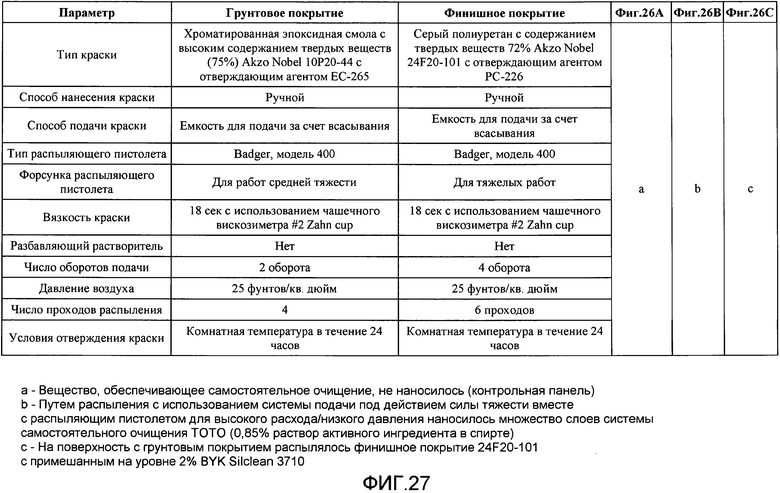
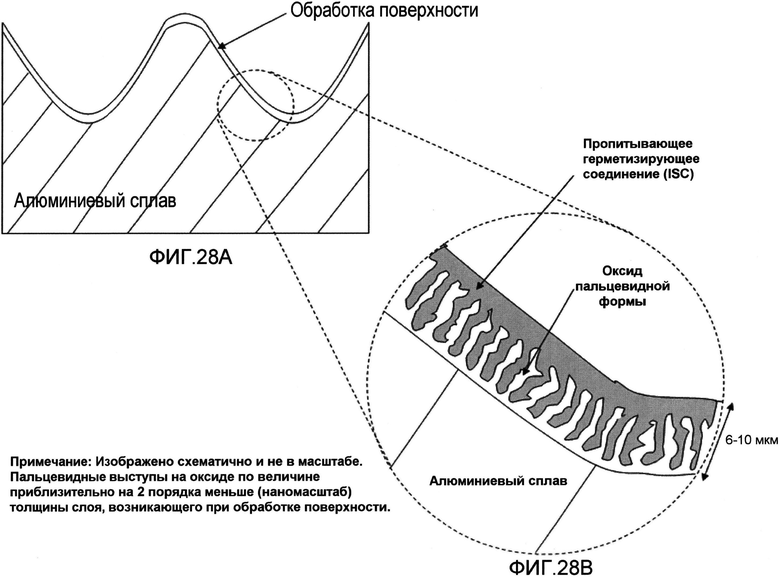
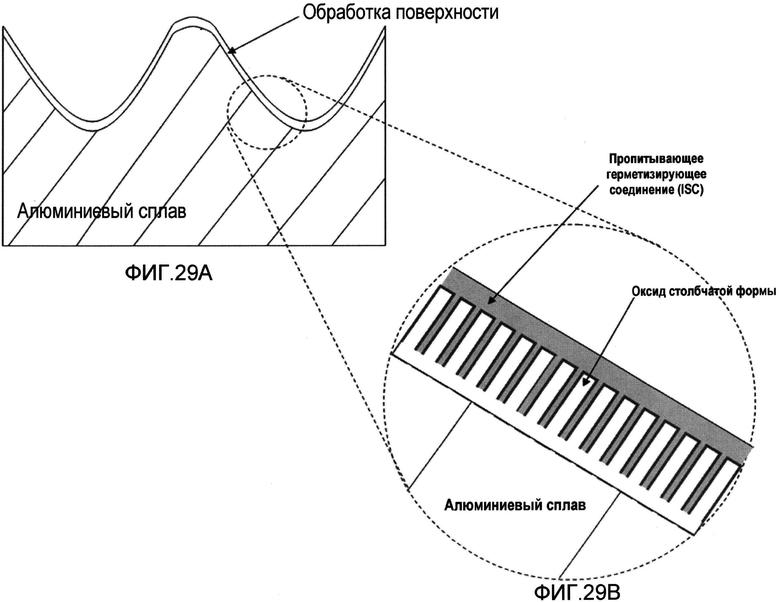
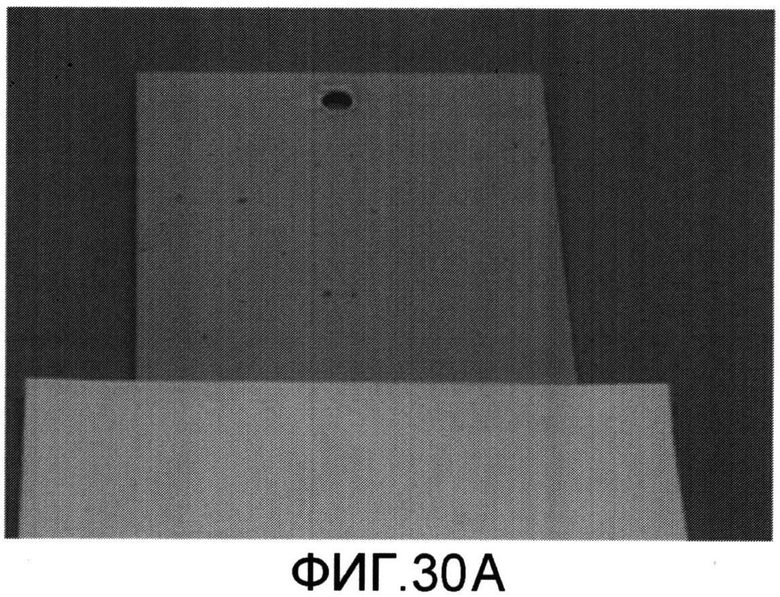
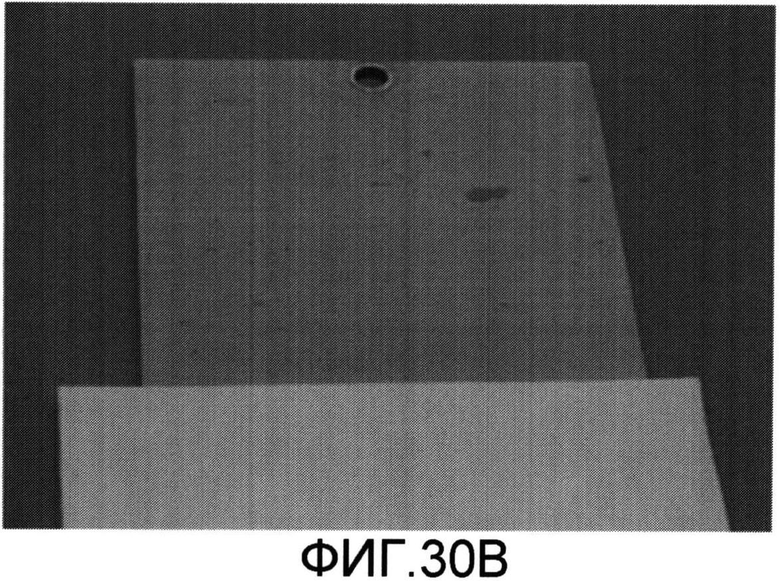
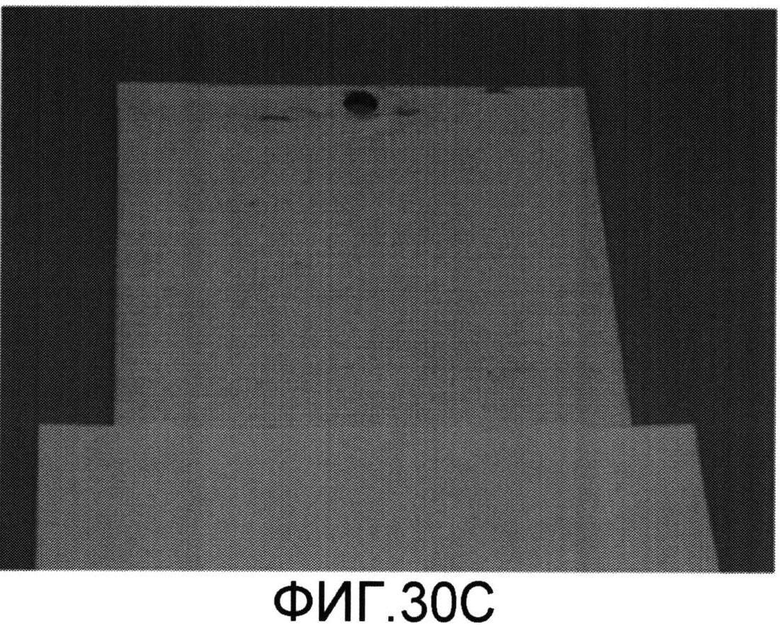

Транспортное судно содержит металлическое изделие, поверхность которого имеет ребристый рельеф, включающий множество соседних, непрерывно прокатанных продольных ребер, проходящих вдоль поверхности. Ребра расположены с одинаковым интервалом между ними. Первый органический слой грунтового покрытия нанесен на ребристый рельеф. Второй финишный слой нанесен сверху первого органического слоя грунтового покрытия. Первый органический слой грунтового покрытия и второй финишный слой обеспечивают постоянную толщину покрытия. Способ изготовления металлического изделия содержит следующие этапы: получают плоский металлический лист или пластину; пропускают через прокатный стан, который включает валок, на внешней поверхности которого выгравирован ребристый рельеф, и валок с плоской внешней поверхностью. Выполняют анодирование поверхностного ребристого профиля, чтобы нанести на него покрытие из пленки оксида алюминия. Наносят органический слой грунтового покрытия на пленку оксида алюминия. Наносят слой финишного покрытия поверх органического слоя грунтового покрытия и получают металлическое изделие. Группа изобретений направлена на одновременное обеспечение коррозийной стойкости и самостоятельного очищения ребристого рельефа. 2 н.. и 18 з.п. ф-лы, 29 ил.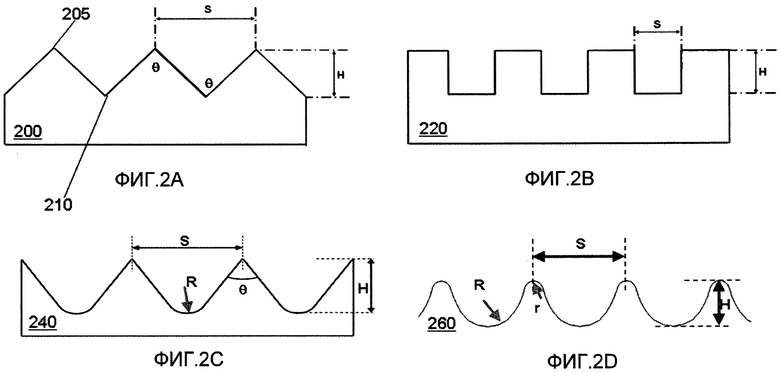
1. Транспортное судно, отличающееся тем, что оно содержит:
по меньшей мере, одно металлическое изделие, по меньшей мере, одна поверхность которого имеет ребристый рельеф, включающий множество соседних, непрерывно прокатанных продольных ребер, проходящих вдоль, по меньшей мере, части поверхности, причем каждое ребро из множества соседних, непрерывно прокатанных продольных ребер имеет высоту от 25 мкм до 500 мкм, причем ребра расположены с одинаковым интервалом между ними, составляющим от 25 мкм до 500 мкм,
первый органический слой грунтового покрытия, нанесенный на ребристый рельеф с толщиной от 25 мкм до 65 мкм;
второй финишный слой, нанесенный сверху первого органического слоя грунтового покрытия с толщиной от 25 мкм до 65 мкм,
причем первый органический слой грунтового покрытия и второй финишный слой обеспечивают, по существу, постоянную толщину покрытия по всей поверхности ребристого рельефа при одновременном обеспечении коррозийной стойкости и самостоятельного очищения ребристого рельефа.
2. Транспортное судно по п.1, в котором упомянутое множество соседних, непрерывно прокатанных продольных ребер приводит к получению текстурированной поверхности, уменьшающей трение.
3. Транспортное судно по п.1, в котором металлическое изделие выбирают из группы, состоящей из листа из алюминиевого сплава, пластины из алюминиевого сплава, листа из титана, пластины из титана, листа из стали и пластины из стали.
4. Транспортное судно по п.1, в котором металлическое изделие представляет собой, по меньшей мере, одно из следующего: лист из алюминиевого сплава Alclad или пластину из алюминиевого сплава Alclad.
5. Транспортное судно по п.1, в котором металлическое изделие выбирают из группы, состоящей из термически обрабатываемого листа из алюминиевого сплава, термически обрабатываемой пластины из алюминиевого сплава, термически необрабатываемого листа из алюминиевого сплава и термически необрабатываемой пластины из алюминиевого сплава.
6. Транспортное судно по п.1, в котором ребристый рельеф включает, по меньшей мере, сотню соседних, непрерывно прокатанных продольных ребер.
7. Транспортное судно по п.1, в котором упомянутое, по меньшей мере, одно покрытие дополнительно содержит покрытие, обеспечивающее легкое/самостоятельное очищение.
8. Транспортное судно по п.7, в котором к слою финишного покрытия добавлена гидрофобная химическая добавка и эта гидрофобная химическая добавка в качестве необязательного варианта представляет собой функционализированную силоксановую систему.
9. Транспортное судно по любому из пп.1-8, где металлическое изделие используют при изготовлении, по меньшей мере, части лопатки ротора.
10. Транспортное судно по любому из пп.1-8, где металлическое изделие используют при изготовлении, по меньшей мере, части воздушного судна, выбранной из группы, состоящей из крыла воздушного судна, фюзеляжа воздушного судна и стабилизатора воздушного судна.
11. Способ изготовления металлического изделия, отличающийся тем, что он содержит следующие этапы, в соответствии с которыми:
- получают, по существу, плоский металлический лист или пластину;
- пропускают упомянутый, по существу, плоский металлический лист или пластину через прокатный стан с коэффициентом уковки от нуля до десяти процентов, причем прокатный стан включает:
- по меньшей мере, один валок, на внешней поверхности которого выгравирован ребристый рельеф, включающий множество соседних продольных ребер, причем каждое ребро из множества соседних, непрерывно прокатанных продольных ребер имеет высоту от 25 мкм до 500 мкм, причем ребра расположены с одинаковым интервалом между ними, составляющим от 25 мкм до 500 мкм, и
- по меньшей мере, один валок с неизмененной, по существу, плоской внешней поверхностью;
- создают, по существу, рифленый металлический лист или пластину, содержащие множество соседних, непрерывно прокатанных продольных ребер, проходящих вдоль, по меньшей мере, части поверхности для образования поверхностного ребристого профиля;
- выполняют анодирование поверхностного ребристого профиля, с тем, чтобы нанести на него покрытие пленки оксида алюминия;
- наносят органический слой грунтового покрытия на пленку оксида алюминия;
- наносят слой финишного покрытия поверх органического слоя грунтового покрытия, и
- получают металлическое изделие.
12. Способ по п.11, в котором упомянутое множество соседних, непрерывно прокатанных продольных ребер на, по существу, рифленом металлическом листе или пластине приводит к получению текстурированной поверхности, уменьшающей трение.
13. Способ по п.11, в котором металлический лист или пластину выбирают из группы, состоящей из листа из алюминиевого сплава, пластины из алюминиевого сплава, листа из титана, пластины из титана, листа из стали и пластины из стали.
14. Способ по п.11, в котором металлический лист или пластина представляют собой, по меньшей мере, одно из следующего: лист из алюминиевого сплава Alclad или пластина из алюминиевого сплава Alclad.
15. Способ по п.11, в котором металлический лист или пластину выбирают из группы, состоящей из термически обрабатываемого листа из алюминиевого сплава, термически обрабатываемой пластины из алюминиевого сплава, термически необрабатываемого листа из алюминиевого сплава и термически необрабатываемой пластины из алюминиевого сплава.
16. Способ по п.11, в котором упомянутое множество соседних, непрерывно прокатанных продольных ребер, проходящих вдоль, по меньшей мере, части поверхности, по существу, рифленого металлического листа или пластины, включает, по меньшей мере, сотню таких ребер.
17. Способ по п.11, дополнительно содержащий покрытие, обеспечивающее легкое/самостоятельное очищение.
18. Способ по п.17, в котором к финишному покрытию добавляют гидрофобную химическую добавку и эта гидрофобная химическая добавка в качестве необязательного варианта представляет собой функционализированную силоксановую систему.
19. Способ по любому из пп.11-18, в котором металлическое изделие используют при изготовлении, по меньшей мере, части лопатки ротора.
20. Способ по любому из пп.11-18, в котором металлическое изделие используют при изготовлении, по меньшей мере, части воздушного судна, выбранной из группы, состоящей из крыла воздушного судна, фюзеляжа воздушного судна или стабилизатора воздушного судна.
| US 4907765 A1, 13.03.1990 | |||
| US 4338807 A1, 13.07.1982 | |||
| ТРАНСПОРТНЫЙ САМОЛЕТ | 2006 |
|
RU2305651C1 |

