Область техники, к которой относится изобретение
Настоящее изобретение относится, в общем, к изделиям из алюминиевых сплавов и, особенно, к таким изделиям, способам их изготовления и применения, в частности, в авиационно-космической промышленности.
Предшествующий уровень техники
Исследования с целью разработки материалов, которые могли бы одновременно уменьшить массу и увеличить эффективность высококачественных конструкций самолетов, проводятся постоянно. В данном отношении сплавы алюминий-литий (AlLi) представляют значительный интерес, поскольку литий может уменьшать плотность сплавов алюминия на 3% и увеличивать модуль упругости на 6% на каждый массовый процент вводимого лития. Однако сплавы AlLi еще не применяются в значительной степени в авиационно-космической промышленности по причине недостатков сплавов, разработанных до настоящего времени, таких, как, например, неприемлемая термическая стабильность, сильная анизотропия и неприемлемое сопротивление разрыву.
История разработки сплавов AlLi описана, например, в главе "Alliages aluminium-lithium" ("Алюминиево-литиевые сплавы") труда "Aluminium and Aluminium Alloys" ("Алюминий и алюминиевые сплавы"), (ASM Specialty Handbook, 1994). Первые сплавы алюминий-литий (Al-Zn-Cu-Li) были введены в 20-е годы в Германии, в последующем в конце 50-х годов был введен сплав AA2020 (Al-Cu-Li-Mn-Cd), а в середине 60-х годов в Советском Союзе был введен сплав 1420 (Al-Mg-Li). Промышленное применение сплав AA2020 нашел только в крыльях и горизонтальных стабилизаторах самолетов RA5C Vigilante. Состав традиционного сплава AA2020 (в массовых процентах): Cu: 4,5, Li: 1,2, Mn: 0,5, Cd: 0,2. Среди причин, связанных с ограниченным применением данного сплава, можно отметить его низкую вязкость. Если отбросить специфическую роль Cd, одну из причин таких ограниченных свойств видели в использовании в данном сплаве Mn. В 1982 году E.A. Starke заявил (в издании "Metallurgical Transactions A.", Vol. 13A, p.2267): "Богатые Mn дисперсоиды наиболее крупного размера могут быть также вредными для пластичности, вызывая пористость". Данная идея о вредном действии Mn была широко признана специалистами в данной области техники. Например, в 1991 году Blackenship заявил (в издании "Proceedings of the Sixth International Aluminium-Lithium Conference", Garmisch-Partenkirchen, p.190): "Богатые марганцем дисперсоиды создают пористость и содействуют, таким образом, процессу излома". Было преложено использование циркония вместо марганца в качестве агента, управляющего зернистой структурой. В том же документе Blackenship заявил: "Цирконий представляет собой избранный элемент для управления зернистой структурой в сплавах Al-Li-X".
Разработка сплавов AlLi была продолжена в 80-е годы и привела к внедрению коммерческих сплавов AA8090, AA2090 и AA2091. Все эти сплавы содержали цирконий вместо марганца.
В начале 90-х годов была введена новая гамма сплавов AlLi, содержащих серебро и известных под названием "Weldalite®". Эти сплавы содержали, в общем, меньше Li и показывали лучшую термическую стабильность. В патенте US 5 032 359 (Pickens, Martin Marietta) описываются сплавы, содержащие от 2,0 до 9,8 мас.% элемент сплава, состоящего из Cu, Mg, и их смесей, от 0,01 до 2,0 мас.% Ag, от 0,2 до 4,1 мас.% Li и от 0,05 до 1,0 мас.% добавки, уменьшающей зернистость, выбранной из Zr, Cr, Mn, Ti, B, Hf, V, TiB2 и их смесей. Следует заметить, что в перечне добавок, уменьшающих зернистость, предложенном Pickens, фактически смешаны элементы, применяемые для уменьшения зернистости при литье (например, TiB2), и элементы, применяемые для управления структурой зернистости в ходе обработки, например, цирконий. При том, что Pickens указывает, что "хотя в данном случае следовало бы сконцентрироваться на применении циркония для уменьшения зернистости, могут быть использованы и традиционные агенты, уменьшающие зернистость, такие, как Cr, Mn, Ti, B, Hf, V, TiB2 и их смеси", из истории разработки сплавов AlLi ясно следует, что у специалистов в данной области техники существует предубеждение, связанное с использованием для управления зернистой структурой какого бы то ни было другого элемента, иного, чем Zr. Таким образом, во всех примерах, описанных Pickens, был использован Zr. Также было найдено, что в сплаве, разработанном совсем недавно (AA2050, см. также документ WO 2004/106570) с применением циркония для уменьшения зернистости, введение марганца позволяет улучшить вязкость.
Можно также упомянуть сплав AA2297, который содержит литий, медь и марганец и, по выбору, магний, но не содержит серебро и в котором для уменьшения зернистости используется также цирконий. В документе US 5 234 662 описывается предпочтительный состав, содержащий 1,6 мас.% Li, 3 мас.% Cu, 0,3 мас.% Mn и 0,12 мас.% Zr.
Сплавы AA2050 и AA2297 были принципиально предложены для получения толстых листов толщиной больше 0,5 дюйма (12,7 мм).
Другая гамма сплавов AlLi, содержащих Zn, была описана, например, в патенте US 4 961 792 и патенте US 5 066 342, и разработана в начале 90-х годов. Металлургию этих сплавов нельзя сравнивать с металлургией сплавов "Weldalite®", поскольку введение значительного количества цинка, в частности комбинации цинка и магния, полностью изменяет свойства сплава, например, в отношении механической прочности и коррозионной стойкости. Для возможности применения сплавов AlLi в конструкции фюзеляжа сплавы должны обладать такими же и даже лучшими показателями в отношении механической прочности и устойчивости к повреждениям, что и применяемые в настоящее время сплавы, не содержащие Li. В частности, сопротивление распространению трещин представляет собой важный аспект в рамках такого применения, что объясняет, почему традиционно применяются сплавы, известные своей высокой устойчивостью к повреждениям, такие как AA2524 и AA2056.
Среди других желательных свойств можно отметить свариваемость и коррозионную стойкость. По причине возрастающей тенденции к сокращению в авиационно-космической промышленности дорогостоящих операций механического крепления для панелей фюзеляжа вводят свариваемые сплавы, такие как AA6013, AA6056 или AA6156. Высокая стойкость к коррозии является также желательной для того, чтобы заменять плакированные изделия менее дорогостоящими изделиями без покрытий. Среди известных проблем, связанных со сплавами AlLi, ранее была упомянута анизотропия предела упругости, которая, в свою очередь, определяет анизотропию других механических свойств. Низкое значение предела упругости при испытании в промежуточных направлениях, например, при 45° по отношению к направлению прокатки, представляет собой наиболее очевидное проявление анизотропии.
Относительно свойств устойчивости к повреждениям испытание с R-кривой представляет собой широко признанное средство для охарактеризования показателей вязкости. R-кривая представляет собой изменение коэффициента интенсивности фактического напряжения, критического для распространения трещины в зависимости от фактического распространения трещины, при монотонно возрастающем напряжении. Она позволяет определять критическую для нестабильного разрушения нагрузку для любой конфигурации, относящейся к имеющим трещины конструкциям летательного аппарата. Значения коэффициента интенсивности напряжения и распространения трещины представляют собой фактические значения, такие как определенные в стандарте ASTM E 561. Используемый в основном традиционный анализ испытаний, осуществляемых на панелях с центральной трещиной, дает коэффициент интенсивности напряжения, явный при разрыве (Kapp). Это значение необязательно изменяется значительным образом в зависимости от длины R-кривой. Однако длина R-кривой - а именно максимальное распространение трещины соответственно кривой - представляет собой параметр, который сам по себе является важным для проектирования фюзеляжа, в частности панелей, содержащих закрепленные элементы жесткости.
Существует потребность в сплаве Al-Cu-Li с высокой механической прочностью, который не обладает анизотропией, высокой вязкостью и, в частности, распространением трещины перед нестабильным разрушением, высокой коррозионной стойкостью, низкой плотностью (т.е. меньше приблизительно 2,70 г/см3), для применения в авиационной промышленности, в частности для применения в качестве листов для фюзеляжа.
Объекты изобретения
Первым объектом настоящего изобретения является сплав на основе алюминия, который содержит от 2,1 до 2,8 мас.% Cu, от 1,1 до 1,7 мас.% Li, от 0,1 до 0,8 мас.% Ag, от 0,2 до 0,6 мас.% Mg, от 0,2 до 0,6 мас.% Mn, количество каждого из Fe и Si, меньшее или равное 0,1 мас.%, и неизбежные примеси в содержании, меньшие или равные 0,05 мас.% каждая, и всего составляют 0,15 мас.%, причем сплав почти не содержит цирконий, что означает, что содержание циркония составляет меньше 0,04 мас.%.
Другим объектом настоящего изобретения является способ изготовления листа из алюминиевого сплава, имеющего высокую прочность и вязкость, в котором:
(a) отливают пластину, которая содержит от 2,1 до 2,8 мас.% Cu, от 1,1 до 1,7 мас.% Li, от 0,1 до 0,8 мас.% Ag, от 0,2 до 0,6 мас.% Mg, от 0,2 до 0,6 мас.% Mn, количество каждого из Fe и Si, меньшее или равное 0,1 мас.%, и неизбежные примеси в содержании, меньшие или равные 0,05 мас.% каждая, и всего составляющие 0,15 мас.%, причем сплав почти не содержит цирконий, что означает, что содержание циркония составляет меньше 0,04 мас.%;
(b) гомогенизируют упомянутую пластину при температуре 480 до 520°C в течение 5 до 60 часов;
(c) осуществляют горячую и, по выбору, холодную прокатку упомянутой пластины в лист при начальной температуре прокатки 450 до 490°C;
(d) помещают в раствор упомянутый лист при температуре 480 до 520°C в течение 15 минут до 4 часов;
(e) закаливают упомянутый лист;
(f) растягивают контролируемым образом упомянутый лист с остаточной деформацией от 1 до 5%;
(g) осуществляют отпуск упомянутого листа нагреванием при температуре 140 до 170°C в течение 5 до 80 часов.
Еще одним объектом настоящего изобретения является прокатное, экструдированное или кованое изделие, содержащее сплав по настоящему изобретению.
Еще одним объектом настоящего изобретения является конструктивный элемент, предназначенный для авиастроения и содержащий изделие по настоящему изобретению.
Описание чертежей
Фиг.1-5 относятся к некоторым аспектам настоящего изобретения, описанным в данном тексте. Фигуры имеют иллюстративный характер и не являются в каком бы то ни было случае ограничительными.
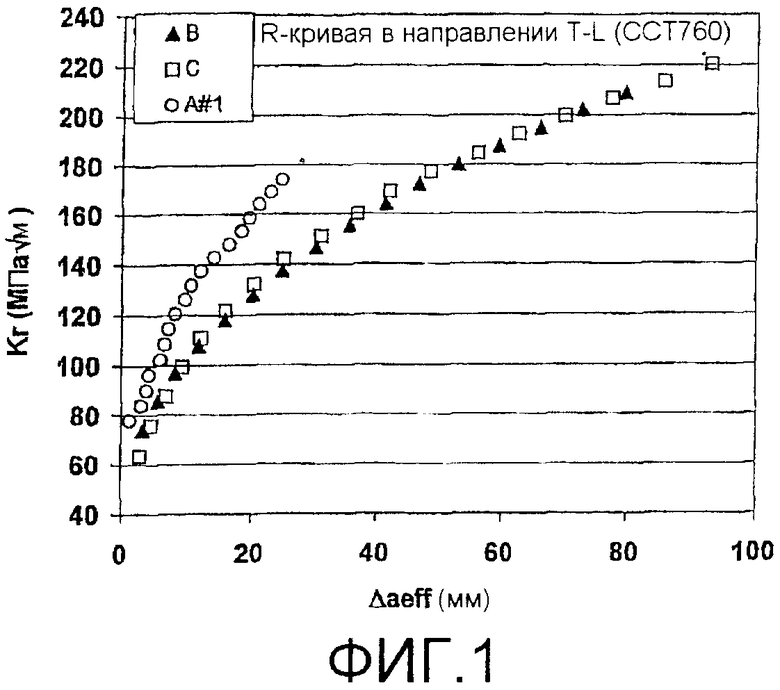
Фиг.1. R-кривая в направлении T-L (образец CCT760).
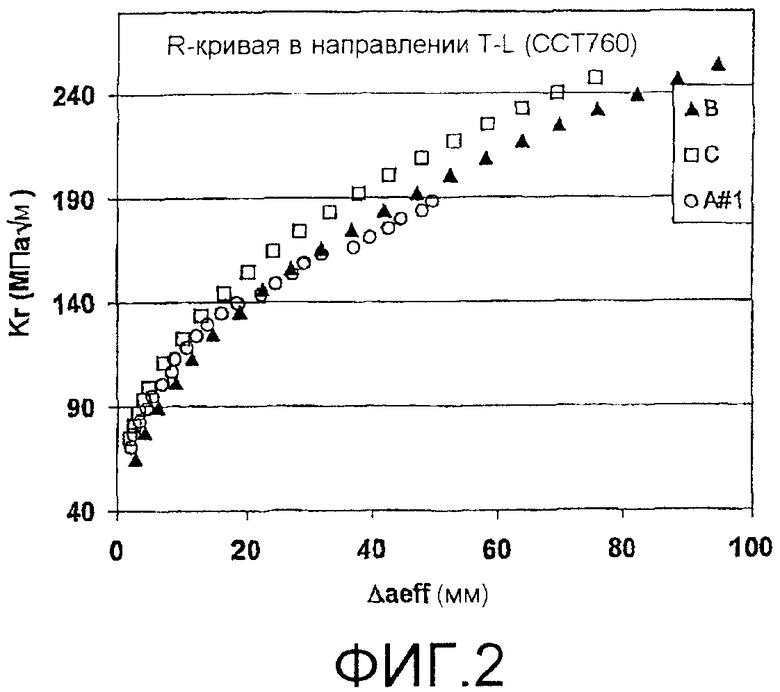
Фиг.2. R-кривая в направлении L-T (образец CCT760).
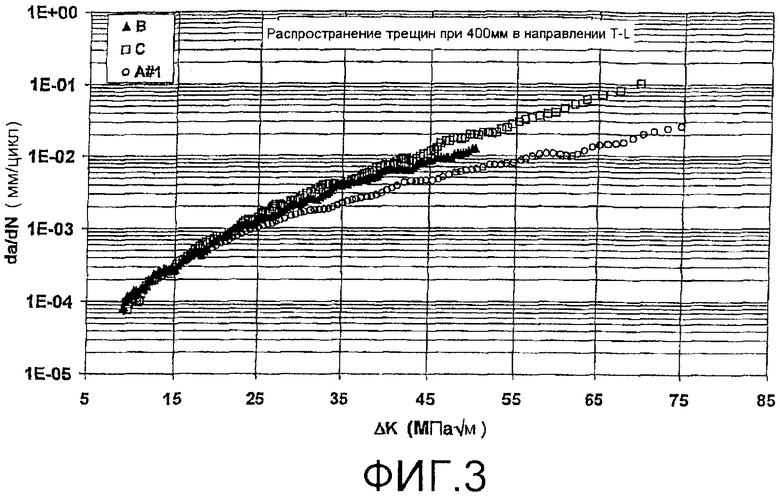
Фиг.3. Изменение скорости трещинообразования в направлении T-L при изменении амплитуды коэффициента интенсивности напряжения.
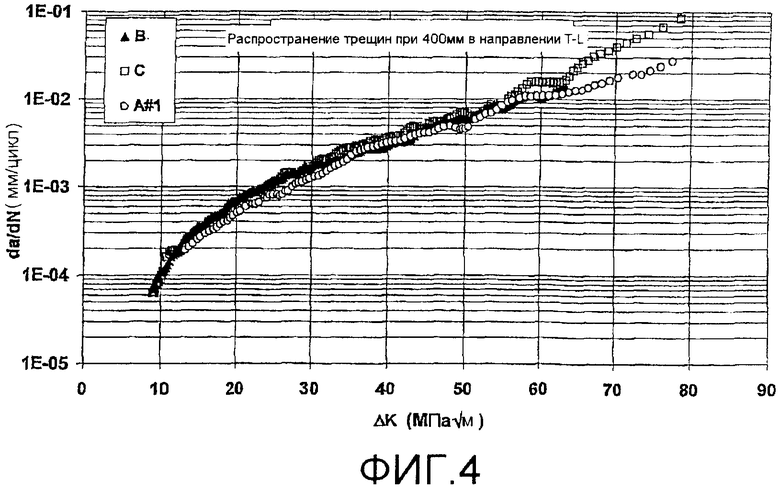
Фиг.4. Изменение скорости трещинообразования в направлении L-T при изменении амплитуды коэффициента интенсивности напряжения.
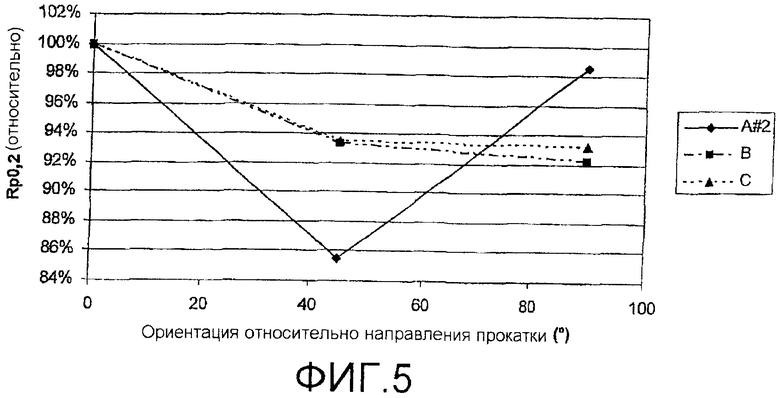
Фиг.5. Относительное изменение Rp0,2 в зависимости от ориентации относительно направления прокатки.
Описание изобретения
a. Определения
Если не указано иное, все данные, относящиеся к химическому составу сплавов, выражены в весовых процентах, основанных на общем весе сплава. Обозначение сплавов произведено в соответствии с правилами The Aluminium Association, известными специалистам в данной области техники. Определения агрегатного состояния металлов указаны по европейскому стандарту EN 515.
Если не указано иное, статические механические характеристики, а именно истинный предел прочности на разрыв Rm, предел упругости при растяжении Rp0,2 и удлинение при разрыве A, определяли в испытании на растяжение по стандарту EN 10002-1, соответственно которому отбирали детали, причем направление при испытании определяли по стандарту EN 485-1.
Скорость трещинообразования (при использовании испытания da/dN - ΔK) определяли по стандарту ASTM E 647.
Кривую зависимости коэффициента интенсивности фактического напряжения от фактического распространения трещины, известную также как R-кривая, определяли по стандарту ASTM E 561. Коэффициент интенсивности критического напряжения KC, иначе коэффициент интенсивности, при котором трещина становится нестабильной, рассчитывали исходя из R-кривой. Коэффициент интенсивности напряжения KCO также рассчитывали, соотнося начальную длину трещины в начале приложения монотонной нагрузки с критической нагрузкой. Оба эти значения рассчитывали для образца требуемой формы. Kapp представляет собой коэффициент KCO, соответствующий образцу, который был использован для осуществления испытания по R-кривой. Keff представляет собой коэффициент KC, соответствующий образцу, который был использован для осуществления испытания по R-кривой. Δaeff(max) представляет собой распространение трещины в последней точке R-кривой, действительной по стандарту ASTM E 561. Последнюю точку получали либо в момент резкого разрушения образца, либо при необходимости в момент, когда напряжение на элементе связи без трещин превышало в среднем предел упругости материала. Если не указано иное, размер трещины в конце стадии предварительного образования усталостной трещины равен W/3 для образцов типа M(T), где W представляет собой ширину образца, определяемую по стандарту ASTM E 561.
Необходимо отметить, что ширина образца, используемого при испытании на вязкость, может оказывать существенное влияние на R-кривую, определяемую при испытании. Поскольку листы для фюзеляжа представляют собой большие панели, то только результаты по вязкости, полученные на достаточно широких образцах, таких как образцы с шириной, превышающей или равной 400 мм, считаются значимыми. По упомянутой причине для оценки вязкости в испытаниях использовали только образцы CCT760 с шириной 760 мм. Начальная длина трещины 2ao=253 мм.
"Элемент конструкции" или "конструктивный элемент" механической конструкции в данном тексте означает механическую деталь, повреждение которой способно создать опасную ситуацию относительно безопасности упомянутой конструкции, лиц, эксплуатирующих ее, лиц, пользующихся ею, или иных лиц.
Относительно самолета такие элементы конструкции представляют собой, в частности, элементы, которые составляют фюзеляж (такие, как обшивка фюзеляжа (по-английски fuselage skin), элементы жесткости или стрингеры фюзеляжа (stringers), непроницаемые перегородки (bulkheads), шпангоуты фюзеляжа (circumferential frames), крылья (такие, как обшивка несущей поверхности (wing skin), элементы жесткости (stringers или stiffeners), нервюры (ribs) и лонжероны (spars)) и оперение, состоящее, в частности, из горизонтальных и вертикальных стабилизаторов (horizontal or vertical stabilisers), а также профили пола (floor beams), направляющие кресел (seat tracks) и двери.
"Лист" в данном тексте означает прокатное изделие толщиной, не превышающей 12,7 мм или 0,5 дюйма.
b. Подробное описание изобретения
Алюминиево-медно-литиево-серебряно-магниево-марганцевый сплав по одному из вариантов осуществления настоящего изобретения предпочтительно имеет приведенный далее состав.
При этом сплав почти не содержит цирконий. Под определением "почти не содержит цирконий" следует понимать, что содержание циркония должно быть меньше 0,04 мас.%, предпочтительно меньше 0,03 мас.% и более предпочтительно меньше 0,01 мас.%.
Неожиданным образом авторами изобретения было обнаружено, что низкое процентное содержание циркония позволяет улучшить вязкость сплавов Al-Cu-Li-Ag-Mg-Mn; в частности, длина R-кривой увеличилась значительным образом. Использование марганца вместо циркония для управления зернистой структурой предоставляет несколько дополнительных преимуществ, таких как получение рекристаллизованной структуры и изотропные свойства при толщине между 0,8 и 12,7 мм или между 1/32 и 1/2 дюйма.
Железо и кремний, в основном, влияют на характеристики вязкости. Количество железа должно быть ограничено 0,1 мас.% (предпочтительно 0,05 мас.%), а количество кремния должно быть ограничено 0,1 мас.% (предпочтительно 0,05 мас.%). Неизбежные примеси должны быть ограничены 0,05 мас.% каждая и 0,15 мас.% всего. Если сплав не содержит других дополнительных элементов, то остальное составляет алюминий.
Авторами изобретения было обнаружено, что если содержание меди превышает 2,8% или даже 2,6%, или даже 2,5 мас.%, то свойства вязкости в некоторых случаях могут быстро снижаться, в то же время, если содержание меди составляет меньше 2,1% или даже 2,2%, или даже 2,3 мас.%, то механическая прочность становится очень низкой.
Что касается процентного содержания лития, то содержание лития, превышающее 1,7% или даже 1,6%, или даже 1,5 мас.%, вызывает проблемы термической стабильности содержание лития, меньшее 1,1% или даже 1,2%, или даже 1,3 мас.%, обуславливает неприемлемую механическую прочность и меньший выигрыш в отношении плотности.
Авторами изобретения было обнаружено, что если содержание серебра меньше 0,1% или даже 0,2 мас.%, то получаемая механическая прочность не удовлетворяет требуемым свойствам. Однако содержание серебра должно поддерживаться меньше 0,8% или даже 0,6%, или даже 0,4 мас.%, поскольку повышенное количество серебра увеличивает плотность сплава и также его стоимость.
Сплав по настоящему изобретению может быть использован для изготовления экструдированных, кованых или прокатных изделий. Преимущественно сплав по настоящему изобретению используется для изготовления листов.
Изделия по настоящему изобретению обладают очень высокой вязкостью. Авторы изобретения предполагают, что отсутствие циркония в изделиях по настоящему изобретению, может быть связано с показателем по вязкости. Zr и Mn, оба из которых могут быть использованы для управления зернистой структурой, имеют сильно отличающееся поведение. Во время затвердевания Zr, являясь перитектическим элементом, в основном, обогащает центр зерна и обедняет периферию зерна, в то время как Mn, который является эвтектическим элементом и обладает коэффициентом распределения, близким к единице, распределяется значительно более однородно. Различное поведение Zr и Mn во время затвердевания, возможно, связано с различающимися эффектами, наблюдаемыми в отношении вязкости. Получение рекристаллизованной структуры, которой в данном случае благоприятствует отсутствие циркония, в то же время, вероятно, может оказывать благоприятное внутреннее действие на вязкость. Степень рекристаллизации изделий по настоящему изобретению преимущественно превышает 80%.
Авторами изобретения было обнаружено, что температура гомогенизации должна предпочтительно располагаться между 480°C и 520°C в течение от 5 до 60 часов и более предпочтительно между 490°C до 510°C в течение от 8 до 20 часов. В ходе работ авторами настоящего изобретения было замечено, что при температурах гомогенизации, превышающих 520°C, в некоторых случаях имела место тенденция к уменьшению характеристики вязкости. Авторы изобретения полагают, что существует связь между технологическим действием условий гомогенизации и описанным ранее поведением во время затвердевания.
Начальная температура горячей прокатки при изготовлении листов находится предпочтительно в интервале от 450 до 490°C. Горячую прокатку осуществляют предпочтительно с получением толщины приблизительно между 4 и 12,7 мм. Для толщины приблизительно 4 мм или меньше может быть добавлена дополнительно, при необходимости, стадия холодной прокатки. В случае изготовления листов получаемый лист имеет толщину в интервале от 0,8 до 12,7 мм, а настоящее изобретение является более предпочтительным для листов толщиной от 1,6 до 9 мм и наиболее предпочтительным для листов толщиной от 2 до 7 мм. Изделие по настоящему изобретению помещают в раствор, предпочтительно термической обработкой при температуре в интервале от 480 до 520°C в течение от 15 мин до 4 ч, потом закаливают в воде при комнатной температуре.
Далее изделие подвергают контролируемому растяжению от 1 до 5% и предпочтительно от 2 до 4%. Если растяжение превышает 5%, то механические свойства могут быть недостаточно улучшенными и могут встречаться технологические затруднения, связанные с повышенными трудозатратами, которые увеличивают стоимость изделия. Отпуск осуществляют при температуре в интервале от 140 до 170°C в течение от 5 до 80 ч и более предпочтительно в интервале от 140 до 155°C в течение от 20 до 80 ч. Температуры помещения в раствор, более близкие к нижней границе данного интервала, в основном, благоприятствуют высокой вязкости. По одному варианту осуществления настоящего изобретения, содержащему этап сварки изделия, этап отпуска разделяют на два этапа: этап предварительного отпуска, предшествующий операции сварки, и конечную термическую обработку сваренного конструктивного элемента.
Характеристики листов, полученных по настоящему изобретению, отвечают по меньшей мере одной их следующих характеристик:
- предел упругости Rp0,2 в направлении L составляет предпочтительно по меньшей мере 390 МПа или даже по меньшей мере 400 МПа;
- прочность на разрыв Rm в направлении L составляет предпочтительно по меньшей мере 410 МПа или даже по меньшей мере 420 МПа;
- предел упругости при растяжении Rp0,2 при 45° относительно направления прокатки по меньшей мере равен пределу упругости при растяжении Rp0,2 в направлении L-T;
- расхождение между пределом упругости при растяжении Rp0,2 при 45° относительно направления прокатки и пределом упругости при растяжении Rp0,2 в направлении TL, определяемое как (Rp0,2(TL) - Rp0,2(45°))/Rp0,2(TL), находится в интервале от +5% до -5% и предпочтительно в интервале от +3% до -3%.
Характеристики вязкости при использовании образцов CCT760 (при 2ao=253 мм) имеют следующие значения:
- Kapp в направлении T-L составляет предпочтительно по меньшей мере 100 МПа√м и более предпочтительно по меньшей мере 120 МПа√м;
- Kapp в направлении L-T составляет по меньшей мере 150 МПа√м и предпочтительно по меньшей мере 160 МПа√м;
- Keff в направлении T-L составляет по меньшей мере 120 МПа√м и предпочтительно по меньшей мере 150 МПа√м;
- Keff в направлении L-T составляет по меньшей мере 160 МПа√м и предпочтительно по меньшей мере 220 МПа√м;
- Δaeff(max), распространение трещины в последней действительной точке R-кривой в направлении T-L, составляет предпочтительно по меньшей мере 60 мм и более предпочтительно по меньшей мере 80 мм;
- Δaeff(max), при определении исходя из R-кривой в направлении L-T, составляет предпочтительно по меньшей мере 60 мм и более предпочтительно по меньшей мере 80 мм.
Термины "повышенная прочность", "высокая вязкость", "большое распространение трещины перед нестабильным разрушением" и "низкая анизотропия", используемые в данном тексте, относятся к изделиям, обладающим упомянутыми ранее свойствами.
Степень рекристаллизации листов по настоящему изобретению преимущественно превышает 80%.
Формование изделий по настоящему изобретению предпочтительно может осуществляться фасонной вытяжкой ("stretch-forming"), глубокой вытяжкой, прессованием, ротационной вытяжкой, прокаткой профилей или гибкой, т.е. способами, известными специалистам в данной области техники. При сборке конструктивных элементов могут использоваться, при необходимости, любые известные и возможные технологии клепки, приклеивания и сварки, приемлемые для сплавов алюминия. Изделия по настоящему изобретению могут быть прикреплены к элементам жесткости или шпангоутам, например, клепкой, приклеиванием или сваркой. Авторами настоящего изобретения было обнаружено, что в случае выбора сварки, предпочтительным может быть применение технологий сварки при низкой температуре, которые обеспечивают возможно меньшую зону термического воздействия. В данном отношении сварка лазером и сварка трением-вальцеванием часто дают особенно хорошие результаты.
Изделия по настоящему изобретению до или после формования предпочтительно могут быть подвергнуты отпуску для придачи улучшенных статических механических свойств. При необходимости такой отпуск также может быть осуществлен предпочтительным образом в отношении собранного конструктивного элемента. Изделия по настоящему изобретению применяются предпочтительно для изготовления конструктивных элементов, предназначенных для авиационных конструкций. Конструктивный элемент, образованный листом по настоящему изобретению и элементами жесткости или шпангоутами, причем такие элементы жесткости или шпангоуты предпочтительно выполнены из экструдированных профилей, может быть использован, в частности, для изготовления фюзеляжей летательных аппаратов, а также для любого другого применения, при котором имеющиеся свойства могли бы обладать преимуществом. По предпочтительному варианту осуществления настоящего изобретения изготавливают панель фюзеляжа, содержащую по меньшей мере один лист по настоящему изобретению.
Авторами изобретения было обнаружено, что изделиями по настоящему изобретению обеспечивается особенно благоприятный компромисс между статическими механическими свойствами, высокой вязкостью и плотностью. Относительно известных изделий с низкой плотностью листы с высоким сопротивлением растяжению и высоким пределом упругости обладают, в основном, низкой вязкостью. Относительно листов по настоящему изобретению высокие свойства вязкости, в частности очень длинная R-кривая, благоприятствуют промышленному применению в качестве деталей фюзеляжа летательных аппаратов. В некоторых преимущественных вариантах осуществления настоящего изобретения плотность изделий составляет приблизительно меньше 2,69 г/см3 и предпочтительно приблизительно меньше 2,66 г/см3.
Изделия по настоящему изобретению не вызывают, в общем случае, каких-либо особых проблем во время заключительных операций обработки поверхности, традиционно осуществляемых в авиационных конструкциях, в частности, при механическом или химическом полировании или при обработке, предназначенной для улучшения адгезии полимерного покрытия.
Стойкость к межзеренной коррозии изделий по настоящему изобретению является, в общем случае, высокой; например, при испытании металла на коррозионную стойкость обнаруживают, в общем случае, только отдельные очаги точечной коррозии. В предпочтительном варианте воплощения лист по настоящему изобретению может использоваться без плакирования с одной или другой стороны алюминиевым сплавом, имеющим низкое содержание легирующих элементов. Упомянутые, а также другие аспекты настоящего изобретения поясняются более подробно следующими далее иллюстративными неограничительными примерами.
ПРИМЕРЫ
Пример по настоящему изобретению имеет индекс C. Примеры B и D приведены для сравнения. Пример A представляет собой сравнительный сплав AA2098. Химический состав различных испытуемых сплавов приведен в таблице 2.
Плотности различных испытуемых сплавов представлены в таблице 3. Образцы от B до D имеют наиболее низкую плотность среди различных испытуемых материалов.
Технологические процессы, применяемые при изготовлении различных образцов, представлены в таблице 4.
Температура на выходе горячей прокатки <280°C
Зернистую структуру образцов характеризовали по исследованию под микроскопом в поляризованном свете поперечных сечений после анодного окисления или после хромового травления. При этом определяли степень рекристаллизации. Степень рекристаллизации определяли как долю поверхности, занятой рекристаллизованными частицами. Для образцов B, C и D степень рекристаллизации составляла 100%. Для образцов A#1 и A#2 степень рекристаллизации составляла 20%.
Образцы подвергали механическим испытаниям для определения их статических механических свойств, а также их сопротивлением распространению трещин. Значения предела упругости при растяжении, истинного предела прочности и удлинения при разрыве приведены в таблице 5.
Cтатические механические свойства образцов по настоящему изобретению являются сравнимыми со свойствами классического сплава типа 2XXX, устойчивого к повреждениям, и ниже свойств сплавов с высокой прочностью, таких, как 7475 или 2098 (A). Прочность сравнительного сплава B меньше прочности сплава по настоящему изобретению (C), что возможно связано с отсутствием серебра в сравнительном сплаве B. Авторы настоящего изобретения считают, что более низкая прочность относительно сплава 2098 (образец A) объясняется низким процентным содержанием меди и циркония в образце по настоящему изобретению.
Анизотропия образца C по настоящему изобретению является очень низкой, что поясняется фиг.5, на которой показано нормализованное изменение предела упругости в зависимости от ориентации. Таким образом, предел упругости при растяжении при 45° несколько больше предела упругости при растяжении в направлении TL, расхождение между данными значениями, определяемое как (Rp0,2(TL) - Rp0,2(45°))/Rp0,2(TL), составляет 0,3%. Для сравнения, такое расхождение для контрольного образца A#2 (AA2098) составляет 13,2%.
К тому же образец C по настоящему изобретению имеет высокие свойства вязкости.
R-кривые образцов A#1, B и C представлены на фиг.1 и 2 для направлений T-L и L-T соответственно. Из фиг.1 ясно видно, что распространение трещины в последней действительной точке R-кривой (Δaeff(max)) намного больше для образца C по настоящему изобретению, чем для контрольного образца A#1. Данный параметр является по меньшей мере настолько же критическим, как и значения Kapp, в силу того, что, как поясняется в описании предшествующего уровня техники, длина R-кривой представляет собой важный параметр при проектировании фюзеляжа. На фиг.2 просматривается такая же тенденция, но разница меньше, так как направление L-T дает по своей сути лучшие результаты. В таблице 6 кратко представлены результаты испытаний на вязкость.
Результаты, полученные из R-кривой, сгруппированы в таблице 7. Распространение трещины в последней действительной точке R-кривой для образца C по настоящему изобретению больше, чем для образца A#1. Авторы изобретения считают, что для объяснения таких характеристик может быть предложено несколько причин. Неожиданным образом отсутствие Zr прямо или косвенно может способствовать увеличению значений характеристик в отношении вязкости.
На фиг.3 и 4 показано изменение скорости трещинообразования в направлении T-L и L-T соответственно при изменении амплитуды коэффициента интенсивности напряжения. Ширина образца составляла 400 мм (образец CCT400), а R=0,1. Большой разницы между образцами A, B и C не наблюдается. Скорость трещинообразования для образца C является того же порядка величин, что и скорость, типично получаемая для сплавов AA6156 и AA2056.
Стойкость к межзеренной коррозии образцов A#1, B и C была испытана по стандарту ASTM G110. Во всех образцах не было обнаружено каких-либо признаков межзеренной коррозии. Стойкость к межзеренной коррозии образца по настоящему изобретению была, таким образом, высокой.
Другие преимущества, характеристики и изменения специалист в данной области техники может легко заметить. Таким образом, настоящее изобретение в его наиболее широких аспектах не ограничивается конкретными подробностями, ни типичными устройствами, показанными и описанными в данном тексте. Таким образом, не выходя за пределы изобретательского уровня или границы общей изобретательской концепции, определенные в приведенной далее формуле изобретения, могут быть осуществлены различные модификации и их эквиваленты.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛЮМИНИЕВО-МЕДНО-ЛИТИЕВЫЙ ЛИСТ С ВЫСОКОЙ ВЯЗКОСТЬЮ РАЗРУШЕНИЯ ДЛЯ ФЮЗЕЛЯЖА САМОЛЕТА | 2006 |
|
RU2415960C2 |
| ИЗДЕЛИЯ ИЗ АЛЮМИНИЕВО-МЕДНО-ЛИТИЕВОГО СПЛАВА С УЛУЧШЕННЫМИ УСТАЛОСТНЫМИ СВОЙСТВАМИ | 2014 |
|
RU2674789C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ КОНСТРУКЦИИ ПРИ ПОМОЩИ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТОЛСТЫХ ЛИСТОВ | 2003 |
|
RU2341585C2 |
| СПЛАВ Al-Zn-Mg-Cu | 2004 |
|
RU2353693C2 |
| УПРОЩЕННЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ КАТАНЫХ ПРОДУКТОВ ИЗ СПЛАВОВ Al-Zn-Mg И ПРОДУКТЫ, ПОЛУЧЕННЫЕ ДАННЫМ СПОСОБОМ | 2003 |
|
RU2326182C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВО-МЕДНО-ЛИТИЕВОГО СПЛАВА С УЛУЧШЕННЫМИ УСТАЛОСТНЫМИ СВОЙСТВАМИ | 2014 |
|
RU2674790C1 |
| СПЛАВЫ СЕРИИ 2000 С УЛУЧШЕННЫМИ ХАРАКТЕРИСТИКАМИ СТОЙКОСТИ К ПОВРЕЖДЕНИЯМ ДЛЯ АВИАЦИОННО-КОСМИЧЕСКОГО ПРИМЕНЕНИЯ | 2005 |
|
RU2379366C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СПЛАВА АЛЮМИНИЙ-МАГНИЙ-ЛИТИЙ | 1999 |
|
RU2232828C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОУСТОЙЧИВОГО К ПОВРЕЖДЕНИЯМ АЛЮМИНИЕВОГО СПЛАВА | 2004 |
|
RU2326181C2 |
| ИЗДЕЛИЕ ИЗ АЛЮМИНИЕВОГО СПЛАВА С ВЫСОКОЙ СТОЙКОСТЬЮ К ПОВРЕЖДЕНИЯМ, В ЧАСТНОСТИ, ДЛЯ ПРИМЕНЕНИЙ В АВИАЦИОННО-КОСМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ | 2004 |
|
RU2353700C2 |
Изобретение относится к прокатным, экструдированным или кованым изделиям из алюминиевых сплавов, а именно к листам, панелям фюзеляжа летательного аппарата, а также к конструктивным элементам, предназначенным для авиастроения, и может быть использовано в авиационно-космической промышленности. Сплав на основе алюминия содержит от 2,1 до 2,8 мас.% Сu, от 1,1 до 1,7 мас.% Li, от 0,1 до 0,8 мас.% Ag, от 0,2 до 0,6 мас.% Mg, от 0,2 до 0,6 мас.% Мn, количество Fe и Si каждого, меньшее или равное 0,1 мас.%, и неизбежные примеси в содержании, меньшем или равном 0,05 мас.% каждая и 0,15 мас.% всего, причем содержание циркония составляет меньше 0,04 мас.%. Способ изготовления листа из вышеупомянутого алюминиевого сплава, в котором отливают пластину, гомогенизируют упомянутую пластину при температуре от 480 до 520°С в течение от 5 до 60 часов, осуществляют горячую и, при необходимости, холодную прокатку упомянутой пластины в лист при начальной температуре прокатки от 450 до 490°С, помещают в раствор упомянутый лист при температуре от 480 до 520°С в течение от 15 минут до 4 часов, закаливают упомянутый лист, растягивают контролируемым образом упомянутый лист с остаточной деформацией от 1 до 5%, осуществляют отпуск упомянутого листа нагреванием при температуре от 140 до 170°С в течение от 5 до 80 часов. Получается сплав с высокими механической прочностью, вязкостью и коррозионной стойкостью, низкой плотностью и который не обладает анизотропией. 6 н. и 6 з.п. ф-лы, 5 ил., 7 табл.
1. Сплав на основе алюминия, который содержит от 2,1 до 2,8 мас.% Сu, от 1,1 до 1,7 мас.% Li, от 0,1 до 0,8 мас.% Ag, от 0,2 до 0,6 мас.% Mg, от 0,2 до 0,6 мас.% Мn, количество Fe и Si каждого, меньшее или равное 0,1 мас.%, и неизбежные примеси в содержании, меньшем или равном 0,05 мас.% каждая и 0,15 мас. % всего, причем содержание циркония составляет меньше 0,04 мас.%.
2. Алюминиевый сплав по п.1, содержащий от 2,2 до 2,6 мас.% Сu, от 1,2 до 1,6 мас.% Li, от 0,2 до 0,6 мас.% Ag, от 0,3 до 0,5 мас.% Mg и от 0,2 до 0,5 мас.% Мn.
3. Алюминиевый сплав по п.1, содержащий от 2,3 до 2,5 мас.% Сu, от 1,3 до 1,5 мас.% Li, от 0,2 до 0,4 мас.% Ag, от 0,3 до 0,4 мас.% Mg и от 0,3 до 0,4 мас.% Мn.
4. Алюминиевый сплав по любому из пп.1-3, в котором содержание циркония составляет меньше 0,03 мас.% и предпочтительно меньше 0,01 мас.%.
5. Прокатное, экструдированное или кованое изделие, содержащее сплав по любому из пп.1-4.
6. Изделие по п.5, степень рекристаллизации которого превышает 80%.
7. Прокатное изделие по п.5 или 6, толщина которого не превышает 12,7 мм.
8. Способ изготовления листа из алюминиевого сплава, в котором:
(а) отливают пластину, которая содержит от 2,1 до 2,8 мас.% Сu, от 1,1 до 1,7 мас.% Li, от 0,1 до 0,8 мас.% Ag, от 0,2 до 0,6 мас.% Mg, от 0,2 до 0,6 мас.% Мn, количество Fe и Si каждого, меньшее или равное 0,1 маc.%, и неизбежные примеси в содержании, меньшем или равном 0,05 маc.% каждая и 0,15 мас.% всего, причем содержание циркония составляет меньше 0,04 мас.%;
(b) гомогенизируют упомянутую пластину при температуре 480 до 520°С в течение от 5 до 60 ч;
(c) осуществляют горячую и, при необходимости, холодную прокатку упомянутой пластины в лист при начальной температуре прокатки от 450 до 490°С;
(d) помещают в раствор упомянутый лист при температуре от 480 до 520°С в течение от 15 мин до 4 ч;
(e) закаливают упомянутый лист;
(f) растягивают контролируемым образом упомянутый лист с остаточной деформацией от 1 до 5%;
(g) осуществляют отпуск упомянутого листа нагреванием при температуре от 140 до 170°С в течение от 5 до 80 ч.
9. Способ по п.8, в котором толщина полученных листов находится между 0,8 и 12,7 мм и предпочтительно между 1,6 и 9 мм.
10. Лист, получаемый способом по п.8 или 9, имеющий:
(a) предел упругости Rp0,2 в направлении L по меньшей мере 390 МПа и предпочтительно по меньшей мере 400 МПа, и/или
(b) расхождение между пределом упругости при растяжении Rp0,2 при 45° относительно направления прокатки и пределом упругости при растяжении Rp0,2 в направлении TL, определяемое как (Rp0,2(TL)-Rp0,2(45°))/Rp0,2(TL), в интервале от +5% до -5% и предпочтительно в интервале от +3% до -3%, и/или
(c) вязкость при плоскостном напряжении Карр, измеренная на образцах типа ССТ760 (2ао=253 мм), в направлении T-L по меньшей мере 100 МПа и предпочтительно по меньшей мере 120 МПа
и предпочтительно по меньшей мере 120 МПа , и/или
, и/или
(d) распространение трещины в последней действительной точке R-кривой Δaeff(max) в направлении L-T по меньшей мере 60 мм и предпочтительно по меньшей мере 80 мм.
11. Панель фюзеляжа летательного аппарата, содержащая по меньшей мере один лист по п.10.
12. Конструктивный элемент, предназначенный для авиастроения и содержащий по меньшей мере одно изделие по пп.6, 7 или 10.
| WO 2004106570 A1, 09.12.2004 | |||
| US 5032359 A, 16.07.1991 | |||
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2003 |
|
RU2237098C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ, СОДЕРЖАЩИХ ЛИТИЙ | 1998 |
|
RU2139954C1 |
| WO 8901531 A1, 23.02.1989 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

