Изобретение относится к подготовительной фазе получения шихты на основе углеволокна, а также получения углеродной ваты для изготовления углепластиковых деталей и силовых элементов. Способ можно использовать для получения углеволоконной теплоизоляции, работающей при высоких температурах, и углеволоконного заполнителя.
Известен способ резки и пневмоперепутывания комплексных химических нитей (см. пат. РФ № 2074582,Кл. D02G от 27.02.1997), который основан на подаче однонаправленного жгута из нитей через щель, расположенную под углом 15º. Жгут подают в направляющий патрубок сжатым воздухом, которым производят пневмоперепутывание нитей.
Ближайшим техническим решением с предлагаемым изобретением является способ резки и пневмоперепутывания искуственного волокна (Пат. СССР № 106957, Кл. B03d 1/02 от 15.11.56). Этот способ включает резку нитей искуственного волокна вращающимся ножом, перемещение нитей подвижным поршнем и воздушным потоком. Затем отрезки нитей сжатым воздухом перемещают в эжектор, выполненный в виде расширяющегося воздушного патрубка, где осуществляют пневмоперепутывание нитей.
Этот способ имеет следующие недостатки: подачу жгута искусственных волокон осуществляют с помощью подвижного поршня и воздушного потока. Это снижает производительность такого способа, которая ограничена примитивным подающим устройством. Пневмоперепутывание нитей осуществляют в эжекторе, выполненном в виде расширяющегося воздушного патрубка, что резко снижает интенсивность перепутывания.
Технической задачей предлагаемого изобретения является увеличение производительности способа резки и пневмоперепутывания углеволокна, повышение интенсивности и эффективности процесса пневмоперепутывания.
Указанная техническая задача решается следующим образом: углеволокно режут в направляющем патрубке, а затем полученные отрезки углеволокна подают в воздушный поток ствола под углом 45º±10º, после чего направляют рубленое углеволокно в гофрированный рукав, где создают турбулентный воздушный поток с пограничным слоем, превышающим радиус гофра, причем пневмоперепутывание осуществляют в гофрированном рукаве, длина которого не менее двух диаметров воздушного ствола, после чего укладывают пневмоперепутанное углеволокно в контейнер.
Способ пневмоперепутывания углеволокна поясняется следующими чертежами.
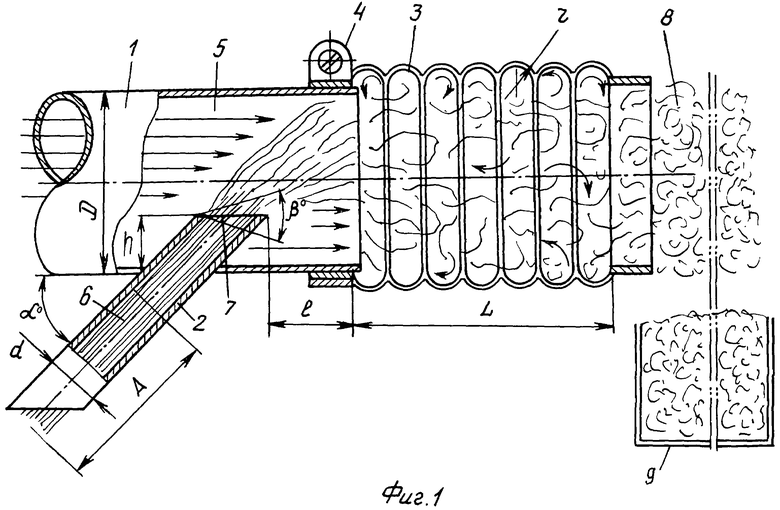
На фиг.1 показано устройство для осуществления способа получения пневмоперепутанного углеволокна.
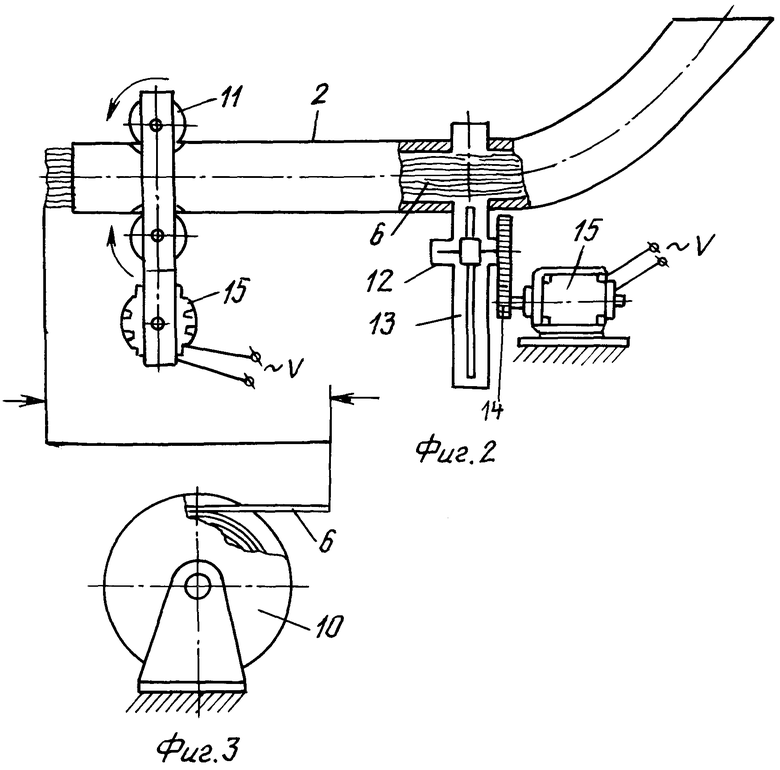
На фиг.2 дана схема подачи и рубки углеволоконного жгута в направляющем патрубке.
На фиг.3 изображена бобина с многорядной укладкой на ней углеволоконного жгута.
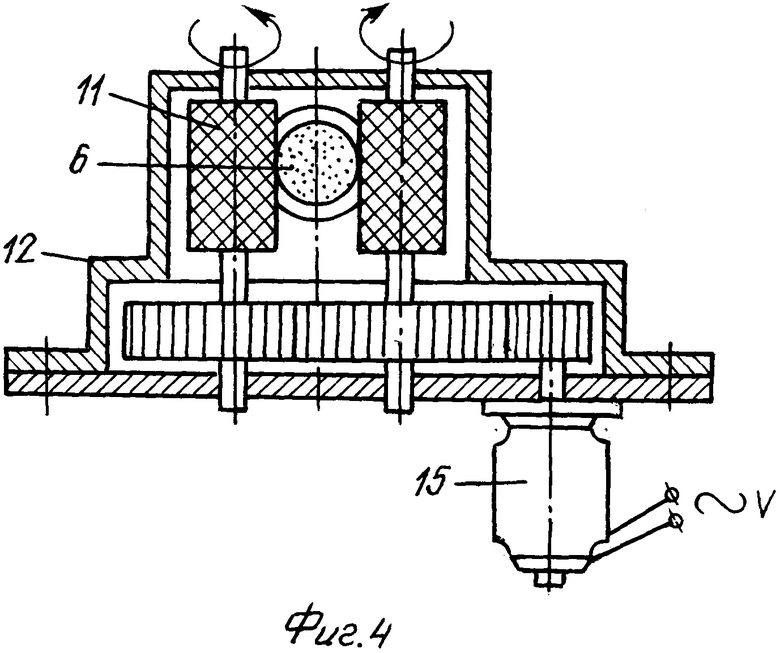
На фиг.4 показан узел подачи углеволоконного жгута в направляющем патрубке.
Устройство для осуществления способа пневмоперепутывания углеволокна состоит из корпуса со стволом 1 подачи сжатого воздуха, выполненного из тонкостенной металлической трубы, в нижней части которой установлен направляющий патрубок 2. На конце ствола с помощью хомута 4 закреплен гофрированный рукав 3. Через ствол 1 и гофрированный рукав 3 подается воздушный поток 5, имеющий скорость 15…30 м/с.
Через направляющий патрубок в ствол засасывается рубленный на отрезки жгут углеволокна 6. Он эжектируется воздушным потоком 5 через срез 7 патрубка 2.
Из выходного конца гофрированного рукава 3 расщепленная масса жгута, превращенного в пневмоперепутанное волокно 8, поступает в контейнер 9, установленный под концевой частью рукава 3.
Углеродное волокно 6 подают в направляющий патрубок 2 с бобины 10. Подача волокна осуществляется подающими роликами 11, приводимыми во вращение электродвигателем 15 через редуктор 14. Ролики и их привод закреплены на направляющем патрубке 2. На ролики нанесено фрикционное покрытие для увеличения силы трения между ними и углеродным волокном.
Между подающими роликами 11 и концевым срезом 7 направляющего патрубка 2 установлен механизм резки волокна. Резка осуществляется вращающимся ножом 13, расположенным в корпусе резки 12. На корпусе механизма резки закреплен редуктор 14 и электродвигатель 15 для привода ножа в действие.
Длина гофрированного рукава L должна быть более чем в два раза больше расстояния l от среза 7 направляющего патрубка 2 до гофрированного рукава 3.
Плоскость среза 7 направляющего патрубка выполнена под углом β к продольной оси ствола. Этот угол составляет ±15º. Высота - h направляющего патрубка 2 внутри ствола составляет 0,1-0,3 от диаметра - D.
Направляющий патрубок 2 расположен под углом α к продольной оси ствола 1, который находится в пределах 45º±10º. Диаметр d направляющего патрубка в 3-4 раза меньше диаметра ствола D.
Установка направляющего патрубка 2 в стволе 1 под углом 45º±10º и расположение плоскости среза 7 направляющего патрубка под углом ±15º к направлению движения воздушного потока 5 обеспечивают создание эжектирующего эффекта, т.е. создание разрежения в зоне среза 7 движущимся в стволе 1 воздушным потоком со скоростью 15…30 м/с.
Созданное эжектором в зоне среза 7 разрежение способствует продвижению по направляющему патрубку 2 отрезков углеволокна, получаемых после резки жгута вращающимся ножом 13. Кроме того, разрежение способствует интенсивному расщеплению фрагментов 6 углеволокна на отдельные углеродные филаменты.
Для дальнейшего расщепления и эффективного пневмоперепутывания углеволокно потоком воздуха загоняется в гофрированный рукав 3, который расположен на расстоянии - 1 от среза 7 направляющего патрубка 2.
Диаметр гофрированного рукава должен быть больше диаметра ствола D на величину, равную 2r, величину двух радиусов элемента гофра или шага одного элемента гофрированного рукава.
Длина А рубленых отрезков углеродного волокна должна быть 3-4 диаметра d направляющего патрубка, но меньше диаметра ствола D.
Для повышения интенсивности пневмоперепутывания углеволокна на внутренних ребрах гофра длина гофрированного рукава 3 задается не менее двух диаметров D воздушного ствола.
Указанные выше относительные параметры устройства для осуществления предлагаемого способа обеспечивают оптимизацию процесса движения рубленых отрезков углеволокна, полного расщепления их на филаменты с последующим активным миксированием и получение пневмоперепутанного углеволокна заданной плотности.
Способ получения пневмоперепутанного углеволокна осуществляется следующим образом: в ствол 1 корпуса устройства пневмоперепутывания подают сжатый воздух и создают направленный воздушный поток 5. Затем включают электродвигатель 15 подачи и рубки углеволокна 6 вращающимся ножом 13. Углеволокнный жгут с помощью роликов 11 подается с бобины 10 в направляющий патрубок 2. Длина А рубленых отрезков 6 углеволокна должна быть менее диаметра D воздушного ствола 1. Поэтому они без большого сопротивления воздушным потоком эжектируются в гофрированный рукав 3, где отрезки волокна распадаются на отдельные филаменты, происходит их интенсивное взаимное пневмоперепутывание в турбулентном потоке воздуха, в пульсирующем пограничном слое на внутренних ребрах гофрированного рукава.
Толщина пограничного слоя движущегося потока воздуха превышает высоту ребер гофра - r, а расстояние между ребрами его - 2r обеспечивает завихрение отдельных отрезков углеволокна. Из гофрированного рукава пневмоперепутанное углеволокно 8 падает в контейнер 9.
Полученное готовое пневмоперепутанное углеволокно применяют для изготовления шихты - смеси исходных материалов для получения металлоуглепластиковых, углепластиковых и углеродонаполненых материалов. Для этой цели в пневмоперепутанное углеволокно добавляют пек, металлопорошок или связующее, а затем получают готовые изделия: детали, узлы, силовые элементы.
По сравнению с известными способами получения пневмоперепутанного волокна предлагаемое изобретение позволяет повысить производительность процесса получения пневмоперепутанного углеволокна и улучшить его качественные параметры. По предлагаемому способу можно получить равномерную перепутанность углеволокна заданной плотности и требуемого объемного веса, что обеспечивает высокое качество получаемых деталей из углеволокна, подготовленного предлагаемым способом.
Устройство для осуществления предложенного способа имеет простую конструкцию, малый вес и высокую надежность в работе.
Приложение № 1
Изобретение относится к подготовительной фазе получения шихты на основе углеволокна, а также получения углеродной ваты для изготовления углепластиковых деталей и силовых элементов. Способ получения пневмоперепутанного углеволокна содержит подачу углеволокна, его резку и перемещение отрезков углеволокна в воздушный поток. Причем углеволокно режут в направляющем патрубке, а затем полученные отрезки углеволокна подают в воздушный поток ствола под углом 45º±10°. После чего направляют рубленое углеволокно в гофрированный рукав, где создают турбулентный воздушный поток с пограничным слоем превышающим радиуса гофра. Пневмоперепутывание осуществляют в гофрированном рукаве, длина которого не менее двух диаметров воздушного ствола, после чего укладывают пневмоперепутанное углеволокно в контейнер. Технической задачей предлагаемого изобретения является увеличение производительности способа резки и пневмоперепутывания углеволокна, повышение интенсивности и эффективности процесса пневмоперепутывания. 4 ил.
Способ получения пневмоперепутанного углеволокна содержащий подачу углеволокна, его резку и перемещение отрезков углеволокна в воздушный поток, отличающийся тем, что углеволокно режут в направляющем патрубке, а затем полученные отрезки углеволокна подают в воздушный поток ствола под углом 45º±10º, после чего направляют рубленое углеволокно в гофрированный рукав, где создают турбулентный воздушный поток с пограничным слоем, превышающим радиус гофра, причем пневмоперепутывание осуществляют в гофрированном рукаве, длина которого не менее двух диаметров воздушного ствола, после чего укладывают пневмоперепутанное углеволокно в контейнер.
| Водогрейный аппарат для ванн | 1927 |
|
SU6890A1 |
| Пневмотекстурирующий сердечник | 1991 |
|
SU1804506A3 |
| US 6088892 A, 18.07.2000 | |||
| УСТРОЙСТВО ДЛЯ ПНЕВМОПЕРЕПУТЫВАНИЯ КОМПЛЕКСНЫХ ХИМИЧЕСКИХ НИТЕЙ | 1994 |
|
RU2074582C1 |
| Устройство для пневмоперепутывания нитей | 1983 |
|
SU1118722A1 |
| УСТРОЙСТВО ДЛЯ АЭРОДИНАМИЧЕСКОГО ТЕКСТУРИРОВАНИЯ КОМПЛЕКСНЫХ ХИМИЧЕСКИХ НИТЕЙ | 1994 |
|
RU2074581C1 |

