Настоящее изобретение относится, в целом, к изделиям, генерирующим аэрозоль. В частности, хотя и не исключительно, настоящее изобретение относится к элементам, обеспечивающим проницаемость для аэрозоля, используемым в трубчатых изделиях, генерирующих аэрозоль, включая, в частности, такие изделия, генерирующие аэрозоль, выполненные с возможностью нагревания субстратов, образующих аэрозоль, без их сжигания. Настоящее изобретение также относится к способам изготовления таких изделий и элементов.
Фильтрующая часть изделия, генерирующего аэрозоль, выполняет несколько функций и, таким образом, несколько из ее свойств следует учитывать при ее разработке и изготовлении. Главной функцией фильтрующей части является эффективность фильтрации, а именно ее эффективность в удалении нежелательных компонентов аэрозоля, но это всегда должно быть сбалансировано с общим сопротивлением затяжке, что представляет собой падение давления, которое проявляется при прохождении аэрозоля через фильтр. Дополнительная сложность в случае изделий, генерирующих аэрозоль, выполненных с возможностью нагревания субстратов, образующих аэрозоль, без сжигания, заключается в том, что количество средств, обладающих органолептическими свойствами, как правило, является более плотно упакованным. Таким образом, свойственное сопротивление затяжке, обеспечиваемое средствами, обладающими органолептическими свойствами, в таких изделиях, генерирующих аэрозоль, в целом намного выше, чем у традиционных курительных изделий.
Существует несколько других требований к фильтрующей части, которые обусловлены ее взаимодействием со ртом потребителя. Они включают, например, структурную жесткость и сопротивление смачиванию. Фильтрующая часть изделия, генерирующего аэрозоль, может часто подвергаться значительным сжимающим усилиям, прикладываемым на нее потребителем. Некоторые потребители также получают удовольствие от жевания фильтрующей части и часто обладают ожиданиями относительно ее сопротивления сжатию. Структура фильтрующей части должна иметь способность выдерживать такие усилия, продолжая при этом также выполнять свою основную функцию и удовлетворяя ожидания потребителя. Фильтрующая часть также должна продолжать функционировать, несмотря на воздействие слюны потребителя, и должна минимизировать или предотвращать ее перемещение через себя для исключения смачивания субстрата, образующего аэрозоль.
Все эти конкурентные требования, а именно: эффективная фильтрация, минимальное сопротивление затяжке, способность к сжатию и сопротивление смачиванию, должны быть сбалансированы в конечном продукте. Следовательно, было бы преимущественно предоставить элемент, обеспечивающий проницаемость для аэрозоля, который обеспечивает баланс между этими конкурентными факторами.
Один известный способ изготовления фильтрующих частей курительных изделий включает затягивание непрерывного стержня фильтрующего материала, например, ацетатцеллюлозы, на движущуюся полосу оберточной бумаги, которая закрывается и приклеивается вокруг стержня. Затем непрерывный обернутый стержень разрезают на отрезки или палочки, которые затем соединяют с остальной частью курительного изделия ободковой бумагой, обеспечивая необходимое сопротивление смачиванию. Оберточная бумага является в целом твердой для сопротивления давлению со стороны рта потребителя, что затрудняет образование ее формы. Более того, это может повлиять на вкус аэрозоля, и процесс склеивания может вызвать проблемы.
Другой известный способ изготовления фильтрующих частей курительных изделий включает использование слоистого листа на основе полимолочной кислоты (PLA) вместо твердой оберточной бумаги. Листы PLA являются более простыми в отношении формы, обладают большим сопротивлением слюне и переносу воздуха и являются биологически разлагаемыми. Однако такие листы все еще имеют некоторые из тех же недостатков, что и оберточная бумага.
Следовательно, было бы преимущественно предоставить альтернативный способ изготовления элемента, обеспечивающего проницаемость для аэрозоля, предпочтительно элемента, который по меньшей мере частично устранил бы одну или более проблем, связанных с известными курительными изделиями.
В документе US 4149550A раскрыт волокнистый элемент, содержащий удлиненную конструкцию, имеющую волокнистую сердцевину с волокнами, расположенными в случайной ориентации.
Соответственно первый аспект настоящего изобретения предоставляет элемент, обеспечивающий проницаемость для аэрозоля, для использования в изделии, генерирующем аэрозоль, при этом элемент, обеспечивающий проницаемость для аэрозоля, содержит проницаемую для аэрозоля сердцевину, окруженную рукавом, при этом рукав содержит линейные ориентированные по оси волокна, и сердцевина содержит расширенные многонаправленные или случайно ориентированные (или как многонаправленные, так и случайно ориентированные) волокна.
Согласно настоящему изобретению предоставлен элемент, обеспечивающий проницаемость для аэрозоля, для использования в изделии, генерирующем аэрозоль, при этом элемент, обеспечивающий проницаемость для аэрозоля, содержит проницаемую для аэрозоля сердцевину, окруженную рукавом, при этом рукав содержит линейные ориентированные по оси волокна, и сердцевина содержит расширенные случайно ориентированные волокна, при этом рукав содержит два или более продольных сегмента, образованных из одного и того же жгута, и материал жгута продольных сегментов склеен по меньшей мере вдоль продольных кромок сегментов для образования цельного рукава.
Было обнаружено, что снабжение рукава линейными ориентированными по оси волокнами и сердцевины - расширенными многонаправленными, или случайно, или как многонаправленными, так и случайно ориентированными волокнами, предоставляет преимущественный новый баланс среди упомянутых выше свойств.
В контексте данного документа линейные и ориентированные по оси волокна относятся к множеству волокон, которые по существу выровнены друг с другом вдоль осевого направления, или направления втягивания аэрозоля, элемента, обеспечивающего проницаемость для аэрозоля. Аналогично, многонаправленные, или случайные, или многонаправленные и случайные ориентированные волокна относятся к множеству волокон, которые преимущественно неправильно выровнены и имеют множество разных, или случайных, или разных и случайных ориентаций, включая как параллельные, так и перпендикулярные относительно осевого направления или направления втягивания аэрозоля.
Сердцевина может иметь сопротивление затяжке от 0,3 миллиметра водяного столба (мм вод.ст.) до 5 миллиметров водяного столба (мм вод.ст.), предпочтительно от 0,5 миллиметра водяного столба (мм вод.ст.) до 2 миллиметров водяного столба (мм вод.ст.) на миллиметр длины, например, осевой длины, элемента, обеспечивающего проницаемость для аэрозоля. Миллиметр водяного столба (мм вод.ст.) также известен как миллиметр воды (мм H2O).
Сердцевина может содержать одну или более органолептических добавок, таких как ингредиенты, ароматизаторы или другие химические вещества, например, для модификации или улучшения органолептического ощущения потребителя. Одна или более органолептических добавок могут содержать пористые материалы, гранулы, растительные материалы, капсулы, покрытие или любые другие элементы или материалы.
Рукав может содержать два или более продольных сегмента, которые могут быть связаны, скреплены, соединены или объединены вместе, например, вдоль продольных кромок сегментов, например, по меньшей мере продольных кромок. Сегменты могут образовывать цельный рукав, например, материал жгута продольных сегментов может быть связан или объединен.
По меньшей мере два или все из сегментов могут быть образованы из одного и того же жгута. Дополнительно или альтернативно сердцевина может содержать волокна, образованные из одного и того же жгута, как и по меньшей мере один из сегментов. В вариантах осуществления сердцевина содержит волокна, образованные из одного и того же жгута, как и два или более из сегментов, например, одного и того же жгута, как и все сегменты.
Рукав или жгут, из которого образован рукав, может содержать ацетилцеллюлозные волокна или волокна на основе полимолочной кислоты. Сердцевина, или жгут, из которого образована сердцевина, может содержать ацетилцеллюлозные волокна или волокна на основе полимолочной кислоты. Рукав, или сердцевина, или жгут, из которого образованы рукав или сердцевина (или как рукав, так и сердцевина), может содержать полипропилен, поли(3-гидроксибутират-со-гидроксивалерат)(PHVB), искусственный шелк, ткань или регенерированные целлюлозные волокна. Жгут, из которого образованы рукав, или сердцевина, или рукав и сердцевина, может иметь весовой номер элементарного волокна в денье (dpf) от 3,0 dpf до 15,0 dpf и предпочтительно от 5,0 dpf до 10,0 dpf. Жгут, из которого образованы рукав или сердцевина (или как рукав, так и сердцевина), может содержать Y-образное поперечное сечение.
Сегменты или жгут, из которого образованы сегменты, могут, но необязательно, содержать пластификатор. Альтернативно продольные сегменты могут быть прикреплены, соединены или объединены посредством клея, такого как поливиниловый спирт или поливинилацетат. Предпочтительно сердцевина по существу не содержит пластификатора или клея. Сердцевина или по меньшей мере некоторые из ее волокон могут быть прикреплены, соединены или объединены с рукавом посредством пластификатора или клея.
Рукав может иметь толщину, например, толщину стенки, от 0,5 миллиметра до 3 миллиметров, например, от 0,5 миллиметра до 1,5 миллиметра или от 1 миллиметра до 2 миллиметров. Сердцевина может составлять от 2 миллиметров до 8 миллиметров, например, сердцевина может иметь диаметр от 2 миллиметров до 8 миллиметров. Сердцевина может составлять от 4 миллиметров до 6 миллиметров, например, сердцевина может иметь диаметр от 4 миллиметров до 6 миллиметров. Элемент, обеспечивающий проницаемость для аэрозоля, может составлять от 3 миллиметров до 9 миллиметров, например, элемент, обеспечивающий проницаемость для аэрозоля, может иметь диаметр от 3 миллиметров до 9 миллиметров. Элемент, обеспечивающий проницаемость для аэрозоля, может составлять от 5 миллиметров до 7 миллиметров, например, элемент, обеспечивающий проницаемость для аэрозоля, может иметь диаметр от 3 миллиметров до 9 миллиметров.
Другой аспект настоящего изобретения предоставляет изделие, генерирующее аэрозоль, содержащее элемент, обеспечивающий проницаемость для аэрозоля, описанный выше. Элемент, обеспечивающий проницаемость для аэрозоля, может быть обернут в обертку, такую как бумага.
Изделие, генерирующее аэрозоль, может содержать материал, генерирующий аэрозоль, или органолептический материал, например, табак. Изделие, генерирующее аэрозоль, может содержать стержень материала, генерирующего аэрозоль, или органолептического материала, который может быть соединен, прикреплен или скреплен с элементом, обеспечивающим проницаемость для аэрозоля. В вариантах осуществления изделие, генерирующее аэрозоль, содержит дополнительный рукав, внутри которого размещен материал, генерирующий аэрозоль, или органолептический материал. Дополнительный рукав может быть соединен, прикреплен или скреплен с элементом, обеспечивающим проницаемость для аэрозоля, например, посредством ободковой бумаги.
Другой аспект настоящего изобретения предоставляет способ изготовления элемента, обеспечивающего проницаемость для аэрозоля, для использования в изделии, генерирующем аэрозоль, при этом способ включает: образование двух или более полос в сегменты, окружающие путь передачи; сведение сегментов вместе в образующее форму рукава устройство для образования рукава; и помещение разрыхленных волокон между сегментами выше по потоку от образующего форму рукава устройства таким образом, что они втягиваются в них в многонаправленной или случайной ориентации (или многонаправленной и случайной ориентации) и сжимаются между сегментами при сведении их вместе для образования проницаемой для аэрозоля сердцевины внутри рукава.
Введение разрыхленных волокон может включать генерирование турбулентного потока волокон, предпочтительно в сторону к впускному отверстию. Турбулентный поток может генерироваться с помощью средств, индуцирующих поток, таких как один или более вентиляторов, вентиляционных устройств или воздушных сопел. Вентиляторы, вентиляционные устройства или воздушные сопла могут быть ориентированы в других направлениях, предпочтительно в сторону к впускному отверстию.
Способ может включать отделение жгута на две или более полос, например, путем пропускания жгута через один или более, например, пару или набор, разрезающих валиков или между ними. Дополнительно или альтернативно способ может включать пропускание полос по направляющей, например, в сторону к друг другу или в образующее форму рукава устройство (или в сторону друг к другу и в образующее форму рукава устройство), которое может быть расположено ниже по потоку от направляющей. Способ может включать пропускание полос по направляющей и в образующее форму рукава устройство таким образом, что сегменты являются по существу или по меньшей мере частично трубчатыми или частично коническими (или частично трубчатыми и частично коническими) между направляющей и образующим форму рукава устройством. Способ может включать сдвигание сегментов вместе, например, в образующее форму рукава устройство. Способ может включать обеспечение связывания, прикрепления, соединения или объединения сегментов. Способ может включать обеспечение связывания материала жгута сегментов, например, путем применения тепла или давления (или тепла и давления), например, внутри образующего форму рукава устройства, для образования цельного рукава.
Способ может включать фрагментирование дополнительной полосы, которая может быть образована из жгута. Дополнительная полоса может быть фрагментирована, например, с использованием средства генерирования или генератора волокна или разрыхленного волокна для получения разрыхленных волокон, например, перед их помещением между сегментами. Фрагментирование дополнительной полосы может включать пропускание дополнительной полосы через один или более, например, пару или набор, гофрирующих валиков или между ними. Гофрирующие валики могут растягивать или разрезать дополнительную полосу на разрыхленные волокна или как растягивать, так и разрезать дополнительную полосу на разрыхленные волокна.
Способ может включать отделение жгута, например, с использованием средства отделения или отделителя жгута, на по меньшей мере три полосы, которые могут содержать или включать две или более полос или дополнительную полосу (или две или более полос и дополнительную полосу). Например, способ может включать пропускание жгута через разрезающий валик (разрезающие валики) или между ним (ними) для отделения жгута на по меньшей мере три полосы. Две или более полос, например, самых отдаленных полос, образованных из жгута, могут быть пропущены по направляющей или в образующее форму рукава устройство (или как по направляющей, так и в образующее форму рукава устройство). Одна или более полос, например, одна или более внутренних или центральных полос, образованных жгутом, могут быть пропущены через гофрирующий валик (гофрирующие валики) или между ним (ними). В определенных вариантах осуществления способ может включать начальный этап предоставления одной полосы жгута, которая разделяется на три полосы, например, первую и вторую полосы, направленные для образования внешнего рукава с ориентированными волокнами (например, имеющими одну и ту же ориентацию, что и начальная полоса), или третья полоса направлена для образования сердцевины со случайно ориентированными волокнами; или первая и вторая полосы направлены для образования внешнего рукава с ориентированными волокнами, и третья полоса направлена для образования сердцевины со случайно ориентированными волокнами.
Способ может включать отделение или резание образованного рукава и сердцевины на множество элементов, обеспечивающих проницаемость для аэрозоля, например, с использованием средства отделения или отделителя элемента, обеспечивающего проницаемость для аэрозоля, такого как станция резания.
В комбинации с другими признаками в определенных вариантах осуществления настоящего изобретения предоставлен способ изготовления изделия, генерирующего аэрозоль, включающий изготовление элемента, обеспечивающего проницаемость для аэрозоля, описанного выше, и комбинирование элемента, обеспечивающего проницаемость для аэрозоля, со стержнем, содержащим средства, обладающие органолептическими свойствами, такие как табак.
Согласно настоящему изобретению предоставлен элемент, обеспечивающий проницаемость для аэрозоля, изготавливаемый так, как описано в данном документе.
Согласно настоящему изобретению предоставлен элемент, обеспечивающий проницаемость для аэрозоля, для использования в изделии, генерирующем аэрозоль; при этом рукав или сердцевина, или как рукав, так и сердцевина, элемента, обеспечивающего проницаемость для аэрозоля, содержит ацетилцеллюлозные волокна или волокна на основе полимолочной кислоты; изготовленный посредством способа, описанного в данном документе.
Согласно настоящему изобретению предоставлен элемент, обеспечивающий проницаемость для аэрозоля, для использования в изделии, генерирующем аэрозоль; при этом рукав имеет толщину стенки от 0,5 миллиметра до 3 миллиметров; изготовленный посредством способа, описанного в данном документе.
Согласно настоящему изобретению предоставлен элемент, обеспечивающий проницаемость для аэрозоля, для использования в изделии, генерирующем аэрозоль; при этом сердцевина имеет диаметр от 2 миллиметров до 8 миллиметров; изготовленный посредством способа, описанного в данном документе.
Другой аспект настоящего изобретения предоставляет устройство для изготовления элемента, обеспечивающего проницаемость для аэрозоля, изделия, генерирующего аэрозоль, при этом устройство содержит: средство направления или направляющую для образования полос из жгута на сегменты, окружающие путь передачи; средство или устройство доставки для помещения материала проницаемой для аэрозоля сердцевины между сегментами, образованными средством направления или направляющей; и средство образования рукава или образующее форму рукава устройство ниже по потоку от направляющего средства или направляющей для помещения сегментов, образованных средством направления или направляющей, и материала проницаемой для аэрозоля сердцевины, помещенной между ними, средством или устройством доставки, при этом средство образования рукава или образующее форму рукава устройство выполнено для сведения сегментов вместе для образования рукава, окружающего проницаемую для аэрозоля сердцевину, образованную из материала сердцевины.
Средство или устройство доставки может содержать средство генерирования или генератор волокна или разрыхленного волокна. Средство доставки или генерирования волокна может содержать один или более, например, пару или набор, гофрирующих валиков. Средство генерирования волокна или доставки может быть, например, подходящим для фрагментирования дополнительной полосы, образованной из жгута, например, для получения разрыхленных волокон. Средство или устройство доставки может содержать средство, индуцирующее поток, или индуцирующее поток устройство, например, для генерирования турбулентного потока материала сердцевины, например, его волокон, перед помещением между сегментами, образованными посредством направляющей. Средство, индуцирующее поток, может содержать один или более вентиляторов, вентиляционных устройств или воздушных сопел, которые могут быть ориентированы в разных направлениях, предпочтительно в сторону к впускному отверстию.
Средство образования рукава или образующее форму рукава устройство может содержать образующий конус, который может быть предназначен для помещения, или придания формы, например, вогнутой или выпуклой формы, (или как для помещения, так и для придания формы) и сжатия сегментов, образованных посредством направляющей, или материала сердцевины, помещенного посредством устройства доставки, или как сегментов, образованных посредством направляющей, так и материала сердцевины, помещенного устройством доставки. Средство образования рукава или образующее форму рукава устройство может содержать трубчатый элемент, например, ниже по потоку от образующего конуса, например, для удерживания образованного элемента, обеспечивающего проницаемость для аэрозоля (элементов, обеспечивающих проницаемость для аэрозоля), в сжатом состоянии. Устройство или средство образования рукава может содержать средство втягивания, механизм или устройство для втягивания длины или стержня готовых, например, цельных элементов, обеспечивающих проницаемость для аэрозоля. Средство или механизм втягивания может содержать устройство затягивания, которое может содержать двигатель и средство передачи или конвейер для затягивания или втягивания длины или стержня готовых, например, цельных элементов, обеспечивающих проницаемость для аэрозоля, через средство образования рукава или образующее форму рукава устройство и из них. Средство передачи может содержать один или более, например, набор или пару, затягивающих валиков.
Устройство может содержать оберточный блок для обертывания стержня оберткой, такой как бумага.
Устройство может содержать средство отделения или отделитель жгута, например, для отделения жгута на две или более полос. Средство отделения жгута может содержать один или более, например, пару или набор, разрезающих валиков.
Устройство может содержать средство отделения или отделитель элемента, обеспечивающего проницаемость для аэрозоля. Устройство или средство отделения может содержать средство или станцию резания, например, для резания образованного рукава и сердцевины на множество элементов, обеспечивающих проницаемость для аэрозоля. Средство или станция резания могут быть расположены ниже по потоку от средства образования рукава или средства втягивания (или ниже по потоку как от средства образования рукава, так и от средства втягивания). Средство резания может быть предназначено для отделения, резания или разделения рукава или сердцевины (или как рукава, так и сердцевины), покидающих средство образования рукава, для образования ряда элементов, обеспечивающих проницаемость для аэрозоля.
Во избежание сомнений, любые из описанных в данном документе признаков в равной степени применимы к любому аспекту настоящего изобретения. Например, изделие, генерирующее аэрозоль, может содержать любой один или более признаков элемента, обеспечивающего проницаемость для аэрозоля, или наоборот, способ подобным образом может включать любой один или более признаков или этапов, относящихся к одному или более признакам элемента, обеспечивающего проницаемость для аэрозоля, или изделия, генерирующего аэрозоль.
В комбинации с другими признаками определенные варианты осуществления могут дополнительно содержать элемент компьютерной программы, содержащий средство с машиночитаемым программным кодом для обеспечения исполнения процессором процедуры для реализации одного или более этапов вышеупомянутого способа.
В комбинации с другими признаками определенные варианты осуществления могут дополнительно содержать элемент компьютерной программы, реализованный на машиночитаемом носителе данных.
В комбинации с другими признаками определенные варианты осуществления могут дополнительно содержать машиночитаемый носитель данных с сохраненной на нем программой, при этом программа предусмотрена для обеспечения исполнения компьютером процедуры для реализации одного или более этапов вышеупомянутого способа.
В комбинации с другими признаками определенные варианты осуществления могут дополнительно содержать средство управления, или систему управления, или контроллер, содержащий вышеупомянутый элемент компьютерной программы или машиночитаемый носитель данных.
Все научные и технические термины, используемые в данном документе, имеют значения, обычно используемые в данной области техники, если не указано иное. Приведенные в данном документе определения предназначены для облегчения понимания определенных терминов, часто применяемых в данном документе.
В контексте данного документа термин «изделие, генерирующее аэрозоль» относится к изделию, содержащему субстрат, образующий аэрозоль, который способен высвобождать летучие соединения, которые могут образовывать аэрозоль, например, в результате нагрева, сгорания или химической реакции.
В контексте данного документа термин «субстрат, образующий аэрозоль» используется для описания субстрата, способного высвобождать летучие соединения, которые могут образовывать аэрозоль. Аэрозоли, генерируемые из субстратов, образующих аэрозоль, изделий, генерирующих аэрозоль, согласно настоящему изобретению могут быть видимыми или невидимыми и могут содержать пары (например, тонкодисперсные частицы веществ, находящихся в газообразном состоянии, которые при комнатной температуре обычно являются жидкими или твердыми), а также газы и капли жидкости конденсированных паров.
В контексте данного документа термин «лист» обозначает пластинчатый элемент, имеющий ширину и длину, превышающие его толщину.
В контексте данного документа термин «элемент, обеспечивающий проницаемость для аэрозоля» используется для описания элемента, который обеспечивает возможность проникновения через него аэрозоля, частично или полностью. Как правило, элемент, обеспечивающий проницаемость для аэрозоля, будет представлять собой, но без ограничения, фильтр, разделитель или охлаждающий элемент. Элемент, обеспечивающий проницаемость для аэрозоля, может иметь комбинацию функций.
В контексте данного документа термин «рукав» используется для описания частичного или полного покрытия. В идеальном случае происходит частичное покрытие продольной внешней поверхности сердцевины элемента, обеспечивающего проницаемость для аэрозоля. Термин «сердцевина», используемый в данном документе, используется для описания внутренней части элемента, обеспечивающего проницаемость для аэрозоля, по меньшей мере частично покрытой рукавом элемента, обеспечивающего проницаемость для аэрозоля.
Термины «выше по потоку» и «ниже по потоку» относятся к относительным положениям элементов изделия, генерирующего аэрозоль, описываемым относительно направления вдыхания потока воздуха по мере того, как он втягивается через корпус изделия, генерирующего аэрозоль, от дальнего крайнего конца к мундштучному концу. Другими словами, в контексте данного документа термин «ниже по потоку» определяется относительно потока воздуха во время использования курительного изделия или изделия, генерирующего аэрозоль, при этом мундштучный конец изделия является концом, расположенным ниже по потоку, через который втягиваются воздух и аэрозоль. Конец, противоположный мундштучному концу, является концом, расположенным выше по потоку.
Слова «предпочтительный» и «предпочтительно» относятся к вариантам осуществления настоящего изобретения, которые могут обеспечить определенные преимущества при определенных обстоятельствах. Однако другие варианты осуществления также могут быть предпочтительными при тех же или других обстоятельствах. Кроме того, описание одного или более предпочтительных вариантов осуществления не означает, что другие варианты осуществления не являются полезными, и не предназначено для исключения других вариантов осуществления из объема настоящего изобретения, в том числе формулы изобретения.
По всему описанию и формуле изобретения этого описания слова «содержит» и «вмещает» и их варианты означают «включающий, но без ограничения», и они не предназначены для исключения других веществ, добавок, компонентов, целых чисел или этапов (и не исключают их). По всему описанию и формуле изобретения этого описания изобретения единственное число охватывает множественное число, если контекст не требует иного. В частности, в тех случаях, когда применяется форма единственного числа, описание изобретения следует понимать как предполагающее множественность, а также единственность, если контекст не требует иного.
В рамках объема настоящей заявки прямо подразумевается, что различные аспекты, варианты осуществления, примеры и альтернативы, изложенные в предыдущих абзацах, в формуле изобретения, в описании и графических материалах, и, в частности, их отдельные признаки могут быть взяты самостоятельно или в любой комбинации. То есть все варианты осуществления или признаки любого варианта осуществления могут быть объединены любым способом, если такие признаки не являются несовместимыми. Во избежание неопределенности выражения «может», «и/или», «например» и любой подобный термин в контексте данного документа следует интерпретировать как неограничивающие, так что любой признак, описанный в данном документе, не обязательно должен присутствовать. В действительности, любая комбинация необязательных признаков явно предусмотрена без выхода за рамки объема настоящего изобретения, независимо от того, указаны они в явной форме или нет. Заявитель оставляет за собой право изменять любой первоначально поданный пункт формулы или подавать любой новый пункт формулы соответственно, в том числе право изменять любой первоначально поданный пункт так, чтобы он находился в зависимости от любого признака любого другого пункта или включал его, хоть и не будучи первоначально заявленным таким способом, или чтобы включал признаки, описанные в описании.
Варианты осуществления настоящего изобретения будут далее описаны исключительно в качестве примера со ссылкой на прилагаемые чертежи, на которых:
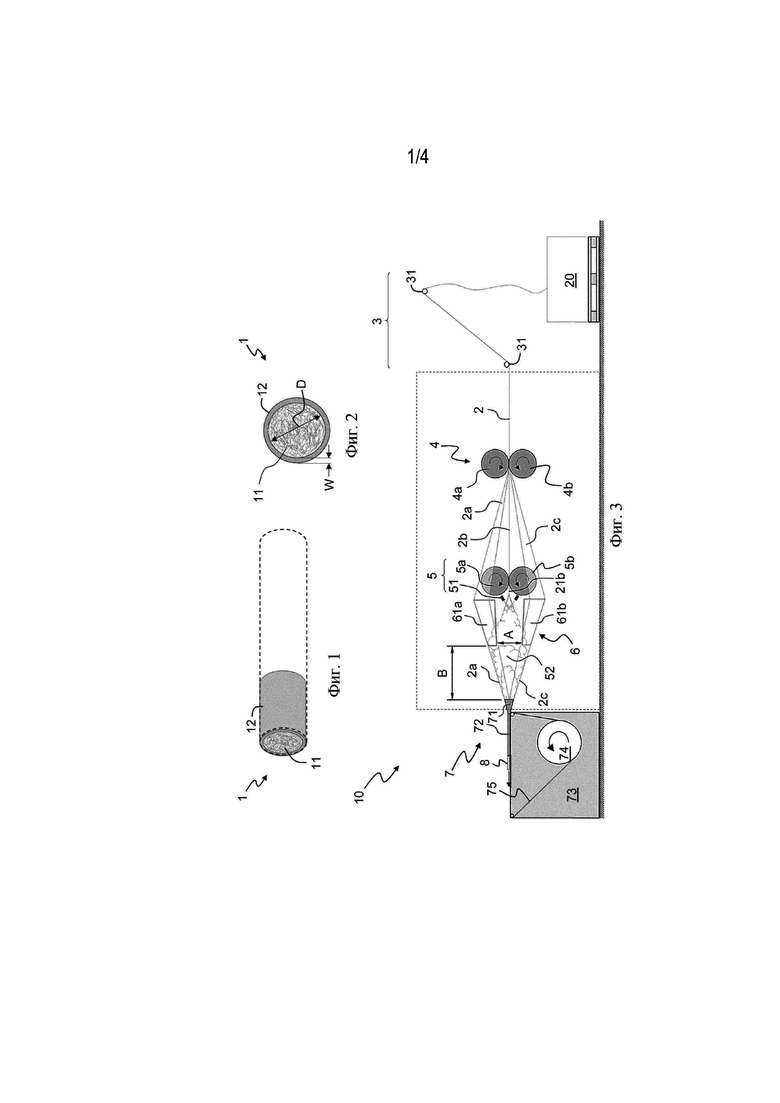
фиг. 1 - вид в перспективе элемента, обеспечивающего проницаемость для аэрозоля, согласно варианту осуществления настоящего изобретения;
фиг. 2 - вид в поперечном сечении элемента, обеспечивающего проницаемость для аэрозоля, с фиг. 1;
фиг. 3 - схематическое изображение устройства изготовления фильтра согласно варианту осуществления настоящего изобретения;
фиг. 4 - схематическое изображение жгута, когда он образован в три полосы устройством с фиг. 3;
фиг. 5 - схематическое изображение центральной полосы, когда она растянута и разрезана устройством с фиг. 3;
фиг. 6 - вид в перспективе части устройства изготовления фильтра с фиг. 3;
фиг. 7 - схематическое изображение устройства изготовления фильтра согласно другому варианту осуществления настоящего изобретения;
фиг. 8 - схематическое изображение жгута, когда он образован в две полосы устройством с фиг. 7;
фиг. 9 - схематическое изображение дополнительной полосы, когда она растянута и разрезана устройством с фиг. 7;
фиг. 10 - вид в перспективе части устройства изготовления фильтра с фиг. 7.
На фиг. 1 и 2 показан элемент 1, обеспечивающий проницаемость для аэрозоля, согласно варианту осуществления настоящего изобретения, который представляет собой фильтрующую часть 1 (которая может действовать как охлаждающая часть) для изделия, генерирующего аэрозоль (показанного пунктиром). Фильтрующая часть 1 в данном варианте осуществления содержит проницаемую для аэрозоля сердцевину 11 из расширенных случайно ориентированных волокон. Сердцевина 11 окружена рукавом 12 из линейных ориентированных по оси волокон. В данном варианте осуществления рукав 12 имеет толщину W стенки в 1 миллиметр, и проницаемая для аэрозоля сердцевина 11 имеет диаметр D в 5 миллиметров. Сердцевина 11 может быть выполнена с возможностью обеспечения сопротивления затяжке от 0,5 миллиметра водяного столба (мм вод. ст.) до 2 миллиметров водяного столба (мм вод. ст.) на миллиметр осевой длины фильтрующей части 1, в зависимости от используемых материалов и параметров обработки, используемых во время ее изготовления.
На фиг. 3-6 показано устройство 10 для изготовления фильтрующей части 1 по фиг. 1 и 2. Как проиллюстрировано на фиг. 3, длина жгута 2 подается из контейнера 20 для хранения через блок 3 подачи и через отделитель 4, который отделяет жгут 2 на три полосы 2a, 2b, 2c. Центральная полоса 2b подается в устройство 5 доставки для фрагментации, тогда как внешние полосы 2a, 2c подаются в направляющую 6, которая частично окружает путь передачи, вдоль которого передается центральная полоса 2b. Устройство 5 доставки фрагментирует центральную полосу 2b на множество волокон 52 и помещает их между внешними полосами 2a, 2c, когда они проходят по направляющей 6. Внешние полосы 2a, 2c и волокна 52, помещенные между ними, размещаются внутри образующего форму рукава устройства 7, которое объединяет полосы 2a, 2c и волокна 52, сжимает их и присоединяет внешние полосы 2a, 2c вокруг волокон 52 для образования фильтрующего стержня 8.
В данном варианте осуществления жгут 2 образован из волокон полимолочной кислоты (PLA), выравненных продольно вдоль своей длины. Блок 3 подачи жгута имеет пару натяжных валиков 31 для создания натяжения в жгуте 2 при его передаче в отделитель 4 жгута из контейнера 20 для хранения. Отделитель 4 жгута размещен ниже по потоку от блока 3 подачи жгута и содержит пару противоположных валиков 4a, 4b отделения, вращающихся в противоположную сторону, выполненных с возможностью вращения при использовании в направлении передачи устройства 10 со скоростью R1. Каждый из валиков 4a, 4b отделения имеет пару режущих кромок или лезвий 41a, 41b (показанных на фиг. 6), которые взаимодействуют с теми режущими кромками и лезвиями другого валика 4b, 4a для разрезания жгута 2 при его прохождении через них. В результате отделитель 4 жгута разделяет жгут 2 из блока 3 подачи жгута на три полосы, а именно внешние полосы 2a, 2c и центральную полосу 2b.
Устройство 5 доставки расположено ниже по потоку от отделителя 4 жгута и имеет пару противоположных гофрирующих валиков 5a, 5b, вращающихся в противоположную сторону, выполненных с возможностью вращения в направлении передачи устройства 10. В данном варианте осуществления гофрирующие валики 5a, 5b вращаются со скоростью R2, которая выбрана для создания большей скорости взаимодействия, чем у отделителя 4 жгута, растягивая при этом центральную полосу 2b, когда она проходит между ними. Каждый из гофрирующих валиков 5a, 5b имеет множество канавок (не показано) на своей поверхности, которые обеспечивают эффект гофрирования, когда центральная полоса 2b проходит через них, и режущие элементы или лезвия (не показаны), которые режут центральную полосу 2b, когда она проходит между ними. Благодаря растягиванию, вызванному скоростью R2 гофрирующих валиков 5a, 5b, вместе с канавками и режущими элементами или лезвиями (не показаны) разрезают и растягивают центральную полосу 2b жгута 2, когда она проходит между ними.
Устройство 5 доставки также имеет индуцирующее поток устройство в виде воздушных сопел 51 ниже по потоку от гофрирующих валиков 5a, 5b, которые распределены вокруг выхода гофрирующих валиков 5a, 5b и направлены ниже по потоку и в сторону к пути передачи. Таким образом, каждое сопло 51 индуцирует поток ниже по потоку и в сторону к пути передачи, который сталкивается с потоком из другого сопла (сопел) 51 для генерирования турбулентного потока волокон 52, когда они выходят из гофрирующих валиков 5a, 5b.
Направляющая 6 расположена также ниже по потоку от отделителя 4 жгута и содержит пару противоположных расположенных на расстоянии частично конических и трубчатых направляющих элементов 61a, 61b (показанных более четко на фиг. 6). Верхний направляющий элемент 61a лежит выше пути передачи, а нижний направляющий элемент 61b лежит ниже пути передачи. Вместе направляющие элементы 61a, 61b частично окружают путь передачи с вертикальным зазором A между ними. Каждый из направляющих элементов 61a, 61b сужается внутрь в сторону к образующему форму рукава устройству 7. Расположенные ниже по потоку концы направляющих элементов 61a, 61b отдалены от образующего форму рукава устройства 7 на расстояние B. В данном варианте осуществления сопла 51 смежны с расположенным выше по потоку концом направляющих элементов 61a, 61b, таким образом турбулентный поток волокон 52 направляется в пространство между направляющими элементами 61a, 61b и в сторону к образующему форму рукава устройству 7.
Образующее форму рукава устройство 7 имеет первый конический сегмент или образующий конус 71 и второй трубчатый элемент 72 ниже по потоку от конического сегмента 71. Конический сегмент 71 сужается внутрь вдоль направления передачи к диаметру трубчатого элемента 72. Образующее форму рукава устройство 7 нагревается в данном варианте осуществления, таким образом внешние полосы 2a, 2c жгута 2 связываются при их передаче благодаря как теплу, так и сжатию вместе с волокнами 52 из центральной полосы 2b жгута 2 через образующее форму рукава устройство 7. Образующее форму рукава устройство 7 также содержит механизм 73 втягивания для втягивания длины завершенного фильтрующего стержня 8 через трубчатый элемент 72 образующего форму рукава устройства 7 и из него. Механизм 73 втягивания содержит двигатель 74 и конвейерную ленту 75 для затягивания или втягивания фильтрующего стержня 8. Устройство 1 может также содержать цельную станцию резания (не показана) ниже по потоку от образующего форму рукава устройства 7 для резки стержня на фильтрующие части 1. Альтернативно фильтрующий стержень 8 может подаваться на другое устройство для дополнительной обработки.
При использовании длина жгута 2 подается из контейнера 20 для хранения через натяжные валики 31 блока 3 подачи жгута и на отделитель 4 жгута. Жгут 2 проходит между валиками 4a, 4b отделителя 4 жгута, при этом режущие кромки 41a, 41b разделяют жгут 2 на внешние и центральную полосы 2a, 2b, 2c. Внешние полосы 2a, 2c отделены от пути передачи, при этом первая внешняя полоса 2a проходит через верхний направляющий элемент 61a, и вторая внешняя полоса 2c проходит через нижний направляющий элемент 61b. Внешние полосы 2a, 2c расширяются и соответствуют профилю соответствующего направляющего элемента 61a, 61b, когда они проходят через него. Направляющие элементы 61a, 61b создают натяжение во внешних полосах 2a, 2c и направляют их в сторону к образующему форму рукава устройству 7. Направляющие элементы 61a, 61b деформируют и растягивают внешние полосы 2a, 2c на частично конические трубчатые сегменты, которые частично окружают путь передачи устройства 10.
Центральная полоса 2b подается из отделителя 4 жгута в устройство 5 доставки и проходит между гофрирующими валиками 5a, 5b, которые растягивают, разделяют и фрагментируют центральную полосу 2b с образованием модифицированной области 21b жгута из разрыхленных волокон 52. После того, как центральная полоса 2b прошла через гофрирующие валики 5a, 5b, на модифицированную область 21b жгута воздействуют воздушные сопла 51, которые генерируют турбулентный поток волокон 52. Воздушные сопла 51 воздействуют на волокна 52 таким образом, что они направляются ниже по потоку и в сторону к пути передачи и в пространство между направляющими элементами 61a, 61b.
Волокна 52 втягиваются в образующее форму рукава устройство 7 в случайной ориентации вместе с частичными коническими трубчатыми внешними полосами 2a, 2c. Внешние полосы 2a, 2c висят между расположенным ниже по потоку концом направляющих элементов 61a, 61b и образующим форму рукава устройством 7 таким образом, что они контактируют с волокнами 52. Внешние полосы 2a, 2c могут иметь пластификатор, нанесенный на них при прохождении через направляющие элементы 61a, 61b, например, из устройства распыления пластификатора (не показано). Нанесение пластификатора не только способствует связыванию внешних полос 2a, 2c, но и обеспечивает приклеивание волокон 52 к внешним полосам 2a, 2c, когда они входят с ними в контакт.
Внешние полосы 2a, 2c объединяются при втягивании в конический сегмент 71 образующего форму рукава устройства 7. Волокна 52 постепенно сжимаются между внешними полосами 2a, 2c, когда они передаются из конического сегмента 71 в сторону к трубчатому элементу 72. Области продольных кромок внешних полос 2a, 2c перекрываются, когда они входят в образующее форму рукава устройство 7. Таким образом, перекрывающиеся области связываются с использованием тепла и сжатия, когда внешние полосы 2a, 2c проходят через образующее форму рукава устройство 7, таким образом они описывают рукав, окружающий волокна 52, с образованием длины фильтрующего стержня 8. Механизм 73 втягивания втягивает фильтрующий стержень 8 через и из конца трубчатого элемента 72 для обработки или резания на множество фильтрующих частей 1 (или как обработки, так и резания на множество фильтрующих частей).
Центральная и внешние полосы 2a, 2b, 2c образованы из одного и того же жгута 2. Таким образом, сердцевина 11 и рукав 12 элемента 1, обеспечивающего проницаемость для аэрозоля, изготовленные с использованием данного устройства 10, образованы из одного и того же материала. В некоторых вариантах осуществления, однако, одна или более полос 2a, 2b, 2c могут подвергаться дополнительной промежуточной обработке, например, химической обработке, для изменения их свойств. Дополнительно или альтернативно волокна 52 могут подвергаться дополнительной обработке, например, химической обработке, перед помещением или по мере их помещения в образующее форму рукава устройство 7.
Специалистам в данной области техники будет понятно, что параметры фильтрующей части 1 могут быть изменены путем изменения одного или более параметров обработки. Например, количество или плотность волокон 52 могут быть увеличены или уменьшены путем изменения ширины центральной полосы 2b так, чтоб она стала шире, например, путем изменения пространства между режущими кромками 41a, 41b валиков 4a, 4b отделения. Толщина рукава 12 может быть увеличена или уменьшена подобным образом. Дополнительно или альтернативно толщина рукава 12 может быть изменена путем модификации степени растяжения внешних полос 2a, 2c, например, путем изменения разницы между скоростью R1 валиков 4a, 4b отделения и степенью втягивания механизмом 73 втягивания готового стержня 8. Аналогично, каждая из центральной и внешних полос 2a, 2b, 2c может быть обработана на различных стадиях процесса для изменения ее характеристик.
Таким образом, настоящее изобретение обеспечивает универсальное средство получения элементов 1, обеспечивающих проницаемость для аэрозоля, характеристики которых могут варьироваться в широком диапазоне.
Обращаясь теперь к фиг. 5-8, показано устройство 100 согласно другому варианту осуществления настоящего изобретения для изготовления фильтрующих частей 1, имеющих сердцевину 11, образованную из другого материала относительно рукава 12. Устройство 100 согласно данному варианту осуществления схоже с устройством 10 согласно первому варианту осуществления, при этом подобные признаки обозначены подобными ссылками, которые не будут описаны далее. Устройство 100 отличается от устройства согласно первому варианту осуществления тем, что центральная полоса 2b снабжена другим жгутом 102 по сравнению со жгутом 2, из которого образованы внешние полосы 2a, 2c. Другой жгут 102 может быть образован из другого материала или иметь одну или более других характеристик (или может быть как образован из другого материала, так и иметь одну или более других характеристик) по сравнению со жгутом 2, из которого образованы внешние полосы 2a, 2c.
Устройство 100 содержит отделитель 104 жгута, имеющий пару противоположных валиков 141, 142 отделения, вращающихся в противоположную сторону, каждый из которых имеет одну противоположную режущую кромку или лезвие 143, 144. Валики 141, 142 отделения взаимодействуют по существу одинаковым способом, как и валики согласно первому варианту осуществления, за исключением того, что режущие кромки 143, 144 взаимодействуют для разделения жгута 2 только на внешние полосы 2a, 2c в данном варианте осуществления. Устройство 100 имеет дополнительный контейнер 120 для хранения другого жгута 102 и дополнительный блок 103 подачи жгута. Дополнительный блок 103 подачи жгута имеет дополнительную пару натяжных валиков 131 для создания натяжения в жгуте 102 при его передаче на устройство 100. Дополнительный блок 103 подачи жгута также содержит выравнивающие валики 132, 133 для выравнивания жгута 102 перед входом в устройство 5 доставки.
Более конкретно, первая пара выравнивающих валиков 132 находится снаружи от пути передачи, тогда как второй выравнивающий валик 133 находится внутри пути передачи, непосредственно выше по потоку от гофрирующих валиков 5a, 5b. Жгут 102 подается из контейнера 120 для хранения в устройство 5 доставки через выравнивающие валики 132, 133 таким образом, что он проходит между внешними полосами 2a, 2c ниже по потоку от отделителя 104 жгута и в путь передачи между отделителем 104 жгута и направляющей 6. Как проиллюстрировано на фиг. 7-10, оси вращения выравнивающих валиков 132, 133 лежат под углом относительно валиков 141, 142 отделения и гофрирующих валиков 5a, 5b для обеспечения возможности поперечной подачи жгута 102 через вертикальный зазор между внешними полосами 2a, 2b. В данном варианте осуществления натяжные валики 131, выравнивающие валики 132, 133 и валик 133 подачи полос являются бесприводными.
При использовании жгут 2 подается в отделитель 104 жгута посредством блока 3 подачи жгута и разделяется на внешние полосы 2a, 2c посредством валиков 141, 142 отделения. Внешние полосы 2a, 2c передаются через устройство 100 подобным образом на устройство 10. Дополнительная длина жгута 102 подается из контейнера 120 для хранения через дополнительный блок 103 подачи жгута на устройство 5 доставки. Дополнительная длина жгута 102 предоставляет центральную полосу в данном варианте осуществления. Дополнительный жгут 102 подается на устройство 5 доставки и проходит между парой гофрирующих валиков в соответствии с устройством 10, где создается модифицированная область 121 жгута из разрыхленных волокон 152. Модифицированная область 121 жгута фрагментируется и турбулентный поток волокон 152 создается в соответствии с устройством 10.
Специалистам в данной области техники будет понятно, что несколько вариаций в отношении вышеупомянутых вариантов осуществления предусмотрены без выхода за рамки объема настоящего изобретения. Например, количество полос 2a, 2c, используемых для образования рукава 12, в числовом отношении может составлять больше двух. Полоса или полосы 2a, 2c, используемые для образования рукава, могут подвергаться дополнительной промежуточной обработке, например, химической обработке, для изменения их свойств. Более того, тогда как внешние полосы 2a, 2c описаны как связанные с использованием тепла и давления, это не является обязательным. Они могут быть скреплены с использованием клея. Аналогично, внешние полосы 2a, 2c могут, но необязательно, содержать пластификатор, нанесенный на них. Более того, несмотря на то, что индуцирующее поток устройство 51 описано как пара противоположных воздушных сопел, это не является обязательным. Индуцирующее поток устройство 51 может представлять собой один или более вентиляторов, или вентиляционных устройств, или какую-либо их комбинацию, или любое другое подходящее средство, индуцирующее поток. Также предусмотрены другие вариации, и они должны быть понятны специалистам в данной области техники.
Специалистам в данной области также должно быть понятно, что любое количество комбинаций вышеупомянутых признаков и тех признаков, которые показаны на прилагаемых графических материалах, обеспечивает явные преимущества по сравнению с известным уровнем техники и, следовательно, находятся в пределах объема настоящего изобретения, описанного в данном документе.



Группа изобретений относится к элементу, обеспечиваемому проницаемость для аэрозоля, и способу его изготовления, изделию, генерирующему аэрозоль, и способу его изготовления. Элемент, обеспечивающий проницаемость аэрозоля (1), содержит проницаемую для аэрозоля сердцевину (11), окруженную рукавом (12). Рукав (12) образован из линейных ориентированных по оси волокон, и сердцевина (11) образована из расширенных случайно ориентированных волокон. Способ включает образование двух или более полос (2a, 2b) в сегменты, окружающие путь передачи, сведение сегментов вместе в образующее форму рукава устройство (7) для образования рукава (12) и помещение разрыхленных волокон (52) между сегментами выше по потоку от образующего форму рукава устройства (7) таким образом, что они втягиваются в них в случайной ориентации и сжимаются между сегментами при сведении их вместе для образования фильтрующего стержня (8) с проницаемой для аэрозоля сердцевиной (11) внутри рукава (12). Фильтрующий стержень (8) затем разрезают для образования элемента, обеспечивающего проницаемость аэрозоля (1). Обеспечивается уменьшение жесткости рукава и возможность легкого формирования внешнего слоя у элемента, обеспечивающего проницаемость аэрозоля, при сбалансированных показателях эффективной фильтрации, минимальном сопротивлении затяжке, способности к сжатию и сопротивлению смачивания. 8 н. и 10 з.п. ф-лы, 10 ил.
1. Элемент, обеспечивающий проницаемость для аэрозоля, для использования в изделии, генерирующем аэрозоль, причем элемент, обеспечивающий проницаемость для аэрозоля, содержит проницаемую для аэрозоля сердцевину, окруженную рукавом, при этом рукав содержит линейные ориентированные по оси волокна, а сердцевина содержит расширенные случайно ориентированные волокна, причем рукав содержит два или более продольных сегмента, образованных из одного и того же жгута, при этом материал жгута продольных сегментов склеен по меньшей мере вдоль продольных кромок сегментов для образования цельного рукава.
2. Элемент, обеспечивающий проницаемость для аэрозоля, по п. 1, в котором сердцевина содержит волокна, образованные из одного и того же жгута, как и два или более продольных сегмента.
3. Элемент, обеспечивающий проницаемость для аэрозоля, по п. 1 или 2, в котором жгут, из которого образованы рукав или сердцевина, или как рукав, так и сердцевина, содержит ацетилцеллюлозные волокна или волокна на основе полимолочной кислоты.
4. Элемент, обеспечивающий проницаемость для аэрозоля, по любому из предыдущих пунктов, в котором рукав имеет толщину стенки от 0,5 мм до 3 мм.
5. Элемент, обеспечивающий проницаемость для аэрозоля, по любому из предыдущих пунктов, в котором сердцевина имеет диаметр от 2 мм до 8 мм.
6. Изделие, генерирующее аэрозоль и содержащее элемент, обеспечивающий проницаемость для аэрозоля, по любому из предыдущих пунктов.
7. Способ изготовления элемента, обеспечивающего проницаемость для аэрозоля, для использования в изделии, генерирующем аэрозоль, при этом способ включает:
образование двух или более полос в виде сегментов, окружающих путь передачи;
сведение сегментов вместе в образующее форму рукава устройство для образования рукава; и
помещение разрыхленных волокон между сегментами выше по потоку от образующего форму рукава устройства таким образом, что они втягиваются в них в случайной ориентации и сжимаются между сегментами при сведении их вместе для образования проницаемой для аэрозоля сердцевины внутри рукава.
8. Способ по п. 7, при котором помещение разрыхленных волокон включает генерирование турбулентного потока волокон с использованием множества воздушных сопел, ориентированных в разных направлениях в сторону к впускному отверстию.
9. Способ по п. 7 или 8, включающий разделение жгута на две или более полос.
10. Способ по любому из пп. 7-9, включающий пропускание полос по направляющей, в сторону к друг другу и в образующее форму рукава устройство ниже по потоку от направляющей, так что сегменты являются частично коническими между направляющей и образующим форму рукава устройством, сдвигание сегментов вместе в образующее форму рукава устройство и обеспечение связывания материала жгута сегментов путем применения пластификатора, или тепла, или давления, или любой их комбинации внутри образующего форму рукава устройства для образования цельного рукава.
11. Способ по любому из пп. 7-10, включающий фрагментирование дополнительной полосы, образованной из жгута, для получения разрыхленных волокон перед их помещением между сегментами.
12. Способ по п. 11, при котором фрагментирование дополнительной полосы включает пропускание дополнительной полосы между набором гофрирующих валиков, которые растягивают и разрезают дополнительную полосу на разрыхленные волокна.
13. Способ по п. 11 или 12, включающий разделение жгута на по меньшей мере три полосы, включающие две или более полос и дополнительную полосу.
14. Способ изготовления изделия, генерирующего аэрозоль, включающий изготовление элемента, обеспечивающего проницаемость для аэрозоля, с использованием способа по любому из пп. 7-13 и комбинирование элемента, обеспечивающего проницаемость для аэрозоля, с табакосодержащим стержнем.
15. Элемент, обеспечивающий проницаемость для аэрозоля, для использования в изделии, генерирующем аэрозоль, изготовленный способом по любому из пп. 7-14.
16. Элемент, обеспечивающий проницаемость для аэрозоля, для использования в изделии, генерирующем аэрозоль; при этом рукав или сердцевина, или как рукав, так и сердцевина, элемента, обеспечивающего проницаемость для аэрозоля, содержит ацетатцеллюлозные волокна или волокна на основе полимолочной кислоты; и изготовленный способом по любому из пп. 7-14.
17. Элемент, обеспечивающий проницаемость для аэрозоля, для использования в изделии, генерирующем аэрозоль; при этом рукав имеет толщину стенки от 0,5 мм до 3 мм; и изготовленный способом по любому из пп. 7-14.
18. Элемент, обеспечивающий проницаемость для аэрозоля, для использования в изделии, генерирующем аэрозоль; при этом сердцевина имеет диаметр от 2 мм до 8 мм; и изготовленный способом по любому из пп. 7-14.
| US 4149550 A, 17.04.1979 | |||
| ФИЛЬТР ДЛЯ КУРЕНИЯ ТАБАКА | 2009 |
|
RU2504309C2 |
| Фильтр табачного дыма | 2013 |
|
RU2629869C2 |
| ФИЛЬТР ДЛЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2013 |
|
RU2638750C2 |

