Изобретение относится к области отжига алюминиевых полос.
Уровень техники заключается в отжиге холоднокатаных алюминиевых полос при 250-500°С. Целью является восстановление нормальной способности к формуемости.
Механизмами являются удаление дислокаций (частичный отжиг) и рекристаллизация (отжиг).
Процесс рекристаллизации, среди прочих, находится в зависимости от времени и температуры. Например, при 500°C рекристаллизация занимает несколько секунд, при 380°C - несколько минут и при 280°C - несколько часов. Другими факторами являются состав сплава и величина холодной обработки до отжига.
Частичный отжиг имеет место при 200-300°C в течение длительных периодов времени до 15 часов.
Для рулонов алюминиевых полос обычно используется камерная печь с выдвижным подом. Печь нагревают или электрическими элементами, или топливными нагревательными элементами. Для получения нормальной конвекции и температурной однородности в печи используются сильные вентиляторы для обеспечения циркуляции среды в печи. Камерная печь с выдвижным подом означает значительные затраты.
Метод прямого воздействия пламени (DFI), где множественные факелы пламени кислородотопливной горелки непосредственно встречают и нагревают движущуюся стальную полосу, является способом, ранее разработанным и запатентованным. В горелки (DFI) обычно подается топливо и окислитель с высоким содержанием кислорода. Предпочтительно использование окислителя, содержащего кислород, по меньшей мере, с массовой долей 80%. Использование горелки (DFI) обеспечивает высокую теплоотдачу от пламени к стальной полосе и, таким образом, очень высокую интенсивность нагревания.
Однако горелки (DFI), работающие с окислителем с высоким содержанием кислорода, дают очень высокую выходную мощность и высокую температуру пламени, такую как 2500°C.
Несмотря на этот факт, неожиданно было обнаружено, что является возможным нагревание алюминиевой полосы до заданной температуры очень быстро, причем без получения поверхностных повреждений, таких как локальное расплавление на поверхности полосы. У алюминия точка плавления составляет приблизительно 660°C.
В соответствии с известным уровнем техники существует проблема с отжигом. Известный уровень техники для отжига в рулонах является медленным процессом. Для него характерно неэффективное нагревание и низкая теплопроводность между слоями алюминиевой полосы в пределах рулона. Это приводит к затягиванию процесса по времени, низкой производительности и высокому потреблению энергии.
Вторая проблема заключается в опасности возможных взрывов в результате испарений смазочных материалов с поверхности рулонного материала, воспламеняемых со средой внутри печи.
Третья проблема состоит в изменении цвета на поверхности полосы вследствие реакций между технологической прокатной смазкой, металлом и средой.
Четвертая проблема состоит в том, что длительный по времени процесс может вызывать рост оксидного слоя на поверхности полосы, приводящего к снижению свойств пайки и другим отрицательным последствиям.
Пятая проблема состоит в том, что во время тепловой обработки возникают температурные градиенты в пределах рулона. При частичном отжиге в рулонах есть риск, что наружные слои рулона подвергаются тепловой обработке с различным по времени температурным профилем, чем внутренние слои, и это могло бы приводить к изменениям в механических свойствах.
Настоящим изобретением решаются все вышеупомянутые проблемы.
Настоящее изобретение относится, таким образом, к способу отжига холоднокатаных алюминиевых полос и отличается тем, что холоднокатаная полоса алюминия непрерывно транспортируется по маршруту транспортировки, где расположен горелочный мост с горелками 1 прямого воздействия пламени (DFI) для нагревания полосы, при этом упомянутый горелочный мост расположен перпендикулярно, или, по существу перпендикулярно к направлению движения полосы, а горелки (DFI) взаимно расположены так, чтобы полоса нагревалась по всей ширине до одинаковой или, по существу, почти до одинаковой температуры, при том, что скорость прохождения полосы у упомянутого горелочного моста и теплотворная способность упомянутых горелок отрегулированы для тепловой обработки полосы так, чтобы выполнялся отжиг полосы, и так, чтобы подвергнутая тепловой обработке полоса наматывалась в рулон 5.
Настоящее изобретение описано более подробно ниже, частично в связи с примерными вариантами осуществления, отображенными на приложенных чертежах, где:
фиг.1 иллюстрирует первый вариант осуществления настоящего изобретения;
фиг.2 иллюстрирует второй вариант осуществления настоящего изобретения;
фиг.3 иллюстрирует третий вариант осуществления настоящего изобретения;
фиг.4 иллюстрирует четвертый вариант осуществления настоящего изобретения;
фиг.5 иллюстрирует пятый вариант осуществления настоящего изобретения;
фиг.6 иллюстрирует шестой вариант осуществления настоящего изобретения.
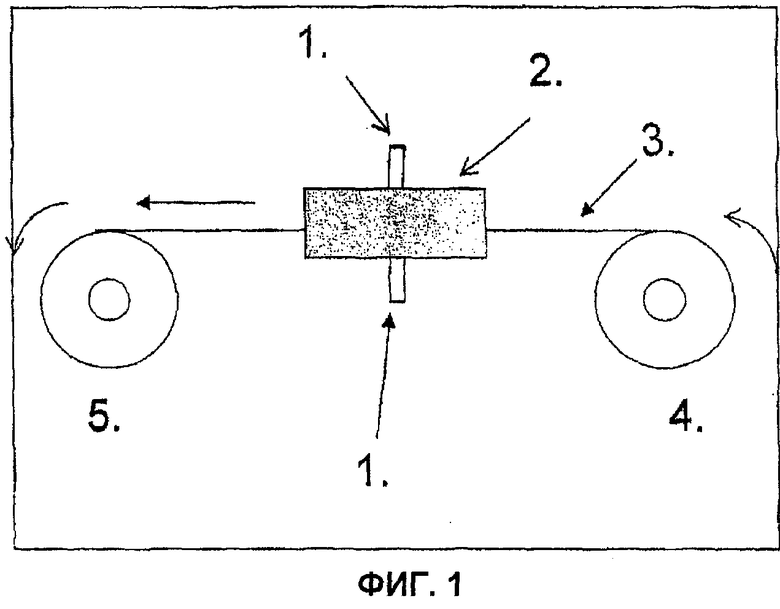
Фиг.1 иллюстрирует первый вариант осуществления настоящего способа для отжига холоднокатаных алюминиевых полос 3.
В соответствии с изобретением холоднокатаная полоса 3 из алюминия непрерывно транспортируется по транспортному маршруту, где расположен горелочный мост с горелками 1 прямого воздействия пламени (DFI) для нагревания полосы. Упомянутый горелочный мост расположен перпендикулярно, или, по существу перпендикулярно, к направлению движения полосы 3. Кроме того, горелки прямого воздействия пламени (DFI) взаимно расположены так, чтобы полоса нагревалась по всей ширине до одинаковой или, по существу, почти до одинаковой температуры. Скорость прохождения полосы 3 через упомянутый горелочный мост и теплотворная способность упомянутых горелок отрегулированы для тепловой обработки полосы так, чтобы выполнялся отжиг полосы, и так, чтобы подвергнутая тепловой обработке полоса наматывалась в рулон 5.
В соответствии с одним вариантом осуществления изобретения, скорость полосы 3, проходящей через упомянутый горелочный мост с горелками 1 и тепловая мощность упомянутых горелок отрегулированы для тепловой обработки полосы 3 так, чтобы выполнялась рекристаллизация полосы.
В соответствии с другим предпочтительным вариантом осуществления, по меньшей мере, один горелочный мост с горелками 1 находится выше, и, по меньшей мере, один горелочный мост с горелками 1 находится ниже упомянутого маршрута транспортировки упомянутой полосы 3.
Эксперименты выполнялись с холоднокатаной и намотанной в рулон алюминиевой полосой, имеющей толщину материала 1 мм. Полоса проходила один горелочный мост для горелок (DFI), расположенных выше полосы, и один горелочный мост для горелок, расположенных ниже полосы. Каждый горелочный мост имел четыре горелки. Полная тепловая мощность, произведенная горелками, составляла 200 кВт. Температура полосы достигала 400°C при прохождении полосы вдоль горелок со скоростью 24 м/сек. Температура достигала 365°C при скорости 30 м/сек. Какие-либо поверхностные повреждения не наблюдались.
Предполагалось, что настоящее изобретение предпочтительно используется для полос, имеющих толщину от 0,5 мм до максимальной толщины, с которой полосу можно наматывать в рулон.
В соответствии с предпочтительным вариантом осуществления изобретения предусмотрены две, или более, последовательно установленные горелочные мосты для горелок 1 (DFI), причем расположенные один после другого на маршруте транспортировки.
Предпочтительно, что горелочный мост или мосты расположены в печи. Однако в некоторых вариантах применения горелочного моста или мостов они могут быть установлены в раме без окружающего корпуса.
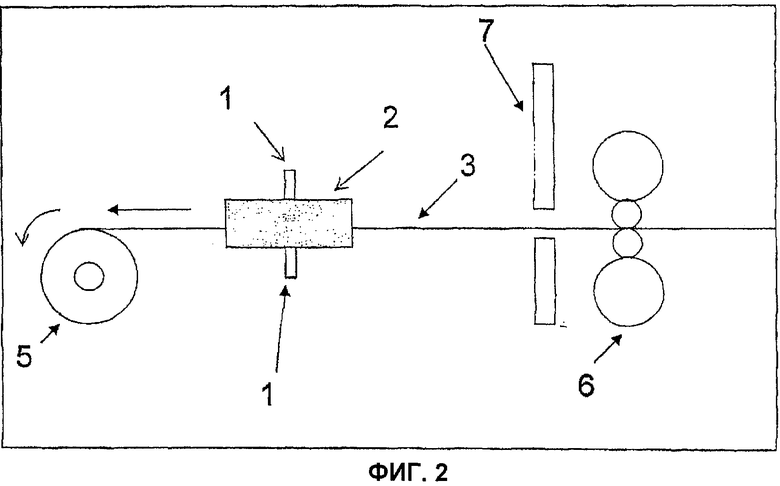
В соответствии со вторым вариантом осуществления изобретения холоднокатаная алюминиевая полоса 3 направляется непосредственно от клети 6 к упомянутому маршруту транспортировки, (см. фиг.2). В соответствии с этим вариантом осуществления защитное ограждение 7 расположено между печью 2 (DFI) и клетью, потому что используемые смазочные материалы при прокатке могут быть воспламеняемыми.
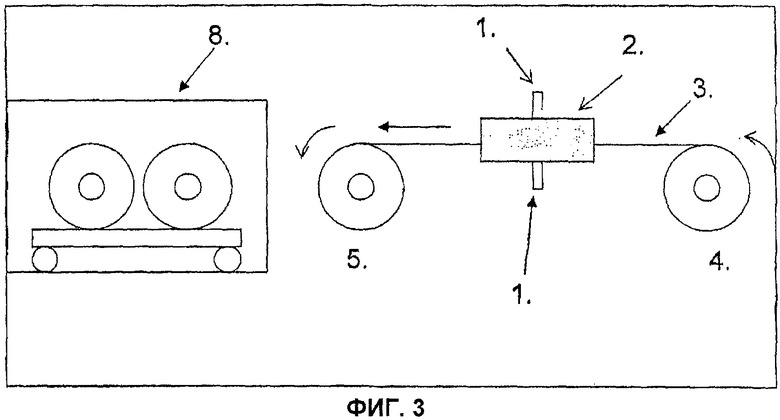
В соответствии с третьим вариантом осуществления изобретения, проиллюстрированным на фиг.З, подвергнутая тепловой обработке и намотанная в рулон 5 полоса помещается в нагревательную печь 8 для частичного отжига, то есть для удаления дислокаций. Нагревательная печь должна предпочтительно быть заполнена газообразным азотом для минимизирования наращивания пленки оксида.
В таком варианте в нагревательной печи поддерживается температура, которая соответствует температуре алюминиевой полосы, достигнутой в результате нагревания посредством упомянутых горелок (DFI). Таким образом, достигается, что отжиг алюминиевой рулонной полосы начинается немедленно в нагревательной печи по всему рулону.
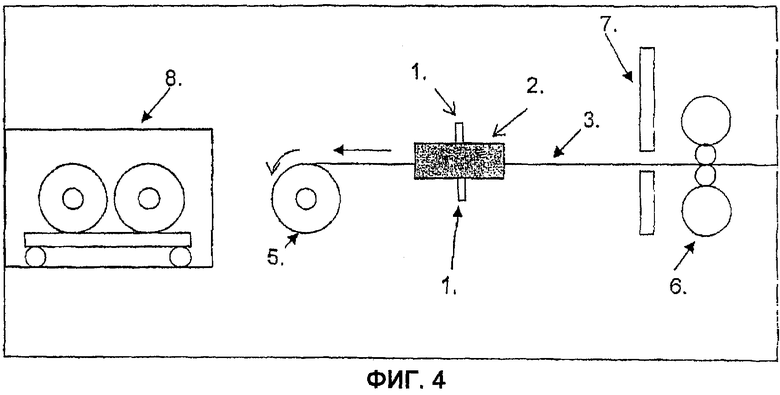
Фиг.4 иллюстрирует, что холоднокатаная алюминиевая полоса 3 направляется непосредственно от прокатной клети к упомянутому маршруту транспортировки, то есть к печи (DFI), после чего она наматывается в рулон и помещается в нагревательную печь.
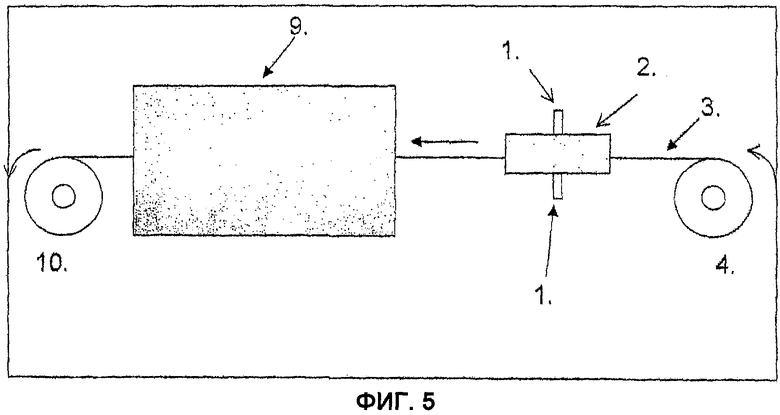
Фиг.5 иллюстрирует пятый вариант осуществления изобретения, где холодная алюминиевая полоса 3 разматывается из рулона 4, подвергается тепловой обработке в печи 2 (DFI) и направляется через печь 9 непрерывного нагревания, после чего она наматывается в рулон 10.
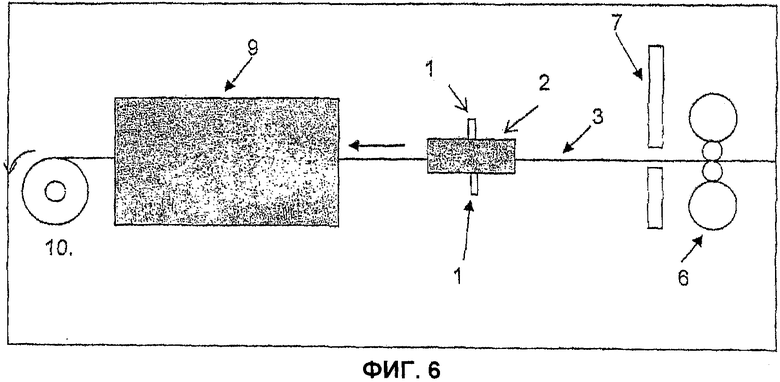
Фиг.6 иллюстрирует вариант осуществления, изображенный на фиг.5, но в котором холодная алюминиевая полоса 3 направляется непосредственно от клети 6 к упомянутому маршруту транспортировки, то есть печи 2, после чего она направляется через нагревательную печь 9 непрерывного действия, после чего она наматывается в рулон 10.
Настоящим изобретением решены все проблемы, упомянутые во вводной части. Кроме того, обеспечивается очень быстрый процесс, так как полоса нагревается в то время, когда она разматывается.
Выше описаны нескольких вариантов осуществления изобретения. Однако изобретение может быть изменено специалистом в этой области техники без отклонения от идеи изобретения.
Таким образом, настоящее изобретение не ограничивается вышеописанными вариантами изобретения, но может быть изменено в рамках объема приложенной формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ НАГРЕВАНИЯ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2008 |
|
RU2453784C2 |
| СПОСОБ ОБРАБОТКИ СТАЛИ, А ТАКЖЕ УСТАНОВКА ДЛЯ ОБРАБОТКИ СТАЛИ | 2012 |
|
RU2568548C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТВЕРДОСТИ ЛИСТОВОГО ИЗДЕЛИЯ | 2006 |
|
RU2375466C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ПЛОСКОГО ПРОКАТА | 2012 |
|
RU2573843C2 |
| СПОСОБ ТЕРМООБРАБОТКИ УДЛИНЕННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2412256C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОЛОСЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1996 |
|
RU2128717C1 |
| КОЛПАКОВАЯ ПЕЧЬ | 1995 |
|
RU2096710C1 |
| КОЛПАКОВАЯ ПЕЧЬ | 1995 |
|
RU2078836C1 |
| Электрогазовая колпаковая печь для отжига металла в рулонах | 1989 |
|
SU1735690A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ И ТЕРМООБРАБОТКИ СТАЛЬНОЙ ПОЛОСЫ | 2008 |
|
RU2429922C1 |
Изобретение относится к области термообработки алюминиевых полос. Способ характеризуется тем, что холоднокатаная полоса из алюминия непрерывно транспортируется по маршруту транспортировки, где расположен, по меньшей мере, один горелочный мост с горелками прямого воздействия пламени (DFI) для нагревания полосы, причем горелочный мост расположен перпендикулярно к направлению движения полосы, горелки прямого воздействия пламени (DFI) взаимно расположены так, чтобы полоса нагревалась по всей ширине до одинаковой или, по существу, почти одинаковой температуры, при этом скорость прохождения полосы через горелочный мост и тепловую мощность горелок устанавливают такими, чтобы при тепловой обработке выполнялся отжиг полосы, и полоса могла наматываться в рулон. Изобретение позволяет сократить процесс термообработки алюминиевой полосы и одновременно повысить стабильность механических свойств и качество ее поверхности. 6 з.п. ф-лы, 6 ил.
1. Способ отжига холоднокатаных алюминиевых полос, отличающийся тем, что холоднокатаную полосу (3) из алюминия непрерывно транспортируют по маршруту транспортировки, в котором расположен, по меньшей мере, один горелочный мост с горелками (1) прямого воздействия пламени (DFI) для нагревания полосы, причем упомянутый горелочный мост расположен перпендикулярно, или, по существу, перпендикулярно к направлению движения полосы (3), горелки (1) прямого воздействия пламени (DFI) взаимно расположены так, чтобы полоса (3) нагревалась по всей ширине до одинаковой или, по существу, почти одинаковой температуры, причем скорость прохождения полосы (3) через горелочный мост и тепловую мощность горелок (1) устанавливают такими, чтобы при тепловой обработке выполнялся отжиг полосы, и подвергнутая отжигу полоса наматывалась в рулон (5).
2. Способ по п.1, отличающийся тем, что, по меньшей мере, один горелочный мост расположен выше, а, по меньшей мере, один горелочный мост расположен ниже упомянутого маршрута транспортировки упомянутой полосы (3).
3. Способ по п.1, отличающийся тем, что предусмотрены два, или более, последовательно расположенных горелочных моста для горелок (1) прямого воздействия пламени (DFI).
4. Способ по п.1, отличающийся тем, что горелочный мост или мосты расположены в печи (2).
5. Способ по п.1, отличающийся тем, что холодный рулон (4) алюминиевой полосы разматывается, причем размотанная полоса (3) подвергается тепловой обработке.
6. Способ по п.1, отличающийся тем, что холоднокатаная алюминиевая полоса (3) направляется непосредственно от прокатной клети (6) к упомянутому маршруту транспортировки.
7. Способ по п.1, отличающийся тем, что подвергнутую тепловой обработке и намотанную в рулон (5) полосу помещают в нагревательную печь (8) для частичного отжига, то есть для удаления дислокаций.
| WO 2007006426 A3, 18.01.2007 | |||
| JP 2004043938 A, 12.02.2004 | |||
| СПОСОБ ОТЖИГА КАТАНЫХ ПОЛУФАБРИКАТОВ ИЛИ ИЗГОТАВЛИВАЕМЫХ ИЗ НИХ ИЗДЕЛИЙ ИЗ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИЯ | 2007 |
|
RU2347006C2 |
| US 5985058 A, 16.11.1999 | |||
| WO 1991008319 A1, 13.06.1991 | |||
| US 5634991 A, 03.06.1997. | |||

