Область техники
Группа изобретений относится к области технологического оборудования для обработки поверхностей в массовом производстве, в частности, вакуумного технологического оборудования, предназначенного для нанесений тонкопленочных покрытий с заданными оптическими, электрическими и другими характеристиками.
Предшествующий уровень техники
Из уровня техники известны различные способы нанесений тонкопленочных покрытий на обрабатываемые изделия (подложки).
В патенте US 4,851,095, опубликованном 25.07.1989, описывается способ магнетронного напыления тонкопленочных покрытий на подложки, размещенные на вращающемся барабане. Напыление покрытий на подложки осуществляется рабочими устройствами, расположенными в вакуумной камере вокруг барабана.
К недостаткам данного технического решения относятся низкая производительность и значительная себестоимость изделий, обусловленная необходимостью повторения технологических операций для достижения требуемого количества слоев в структуре.
Наиболее близким по совокупности существенных признаков к заявленному способу является раскрытый в патенте US 6,893,544, опубликованном 17.05.2005, способ нанесения тонкопленочных покрытий, в котором подложки крепятся на вертикальную плоскую каретку-носитель, перемещаемую в технологическом устройстве линейного типа (катоды магнетронного распыления, линейные источники плазмы и т.п.).
Недостатками данного способа являются высокая себестоимость и низкая производительность, особенно в случае нанесения сложных и прецизионных покрытий, обусловленные необходимостью применения сложных систем управления и настройки (т.е. непроизводительных потерь времени и материалов), высокая материалоемкость вследствие того, что зона обработки технологического устройства больше зоны равномерности и, например, при магнетронном распылении, от 30 до 50% материала мишени уходит мимо подложек, а также ограниченный круг применимых технологий и технологических устройств, т.к. можно применять только устройства, обеспечивающие приемлемую равномерность, что делает неприменимым большой круг перспективных технологий.
Из уровня техники известны различные установки для нанесений тонкопленочных покрытий на обрабатываемые изделия (подложки).
В частности, для обработки подложек небольших размеров в массовом производстве применяются барабанные установки периодического действия, такие, например, как установка, описанная в патенте US 4,851,095, опубликованном 25.07.1989, включающая держатель подложек, представляющий собой цилиндр, по образующей которого устанавливаются подложки. Равномерность покрытия в одном направлении обеспечивается вращением барабана, во втором - применением линейных технологических устройств.
В дисплейном производстве, где обрабатываются плоские подложки, применяется оборудование проходного типа (in-line type). В качестве примера такого оборудования, где подложки крепятся на каретку-носитель, перемещаемую вдоль последовательно расположенных технологических этапов, можно привести автоматизированную установку для формирования тонкопленочных покрытий, раскрытую в патенте на полезную модель RU 78785, опубликованном 10.12.2008. Однако данному устройству, как и известному на сегодняшний день оборудованию проходного типа, присущи такие недостатки как невысокая эксплуатационная надежность, обусловленная зависимостью надежности крепления подложек от плавности движения транспортной системы, и высокая себестоимость, связанная с наличием сложных систем управления и настройки для обеспечения требуемой равномерности наносимых покрытий.
Наиболее близкой по совокупности существенных признаков к заявленному изобретению является технологическая линия для нанесения тонкопленочных покрытий, описанная в патенте US 6,893,544, опубликованном 17.05.2005, включающая последовательно расположенные шлюзовую камеру, технологическую камеру с расположенным в ней технологическим устройством, выходную буферную камеру и плоский держатель подложек, выполненный с возможностью перемещения вдоль камер.
Данному техническому решению присущи следующие недостатки:
- ограниченный спектр типоразмеров обрабатываемых подложек, в частности, невозможность обработки гибких подложек, например, тонких стекол, из-за невозможности обеспечения их надежного крепления и сохранности при перемещении вдоль технологической линии;
- высокая себестоимость, обусловленная как наличием сложных систем управления и настройки, особенно для сложных и прецизионных покрытий, так и значительной материалоемкостью наносимого материала, от 30 до 50% которого распыляется вне подложки из-за обеспечения равномерности наносимого слоя за счет выполнения зоны обработки технологического устройства больше зоны равномерности;
- ограниченный круг применимых технологий и технологических устройств, поскольку возможное применение ограничивается требованиями к приемлемой равномерности наносимого слоя.
Раскрытие изобретения
Задачей, на достижение которой направлена настоящая группа изобретений, является создание высокопроизводительного унифицированного оборудования для обработки подложек широкого спектра типоразмеров.
При решении поставленной задачи достигается технический результат, заключающийся в обеспечении возможности обработки как гибких крупноформатных подложек, так и подложек небольшого размера с высокой степенью равномерности покрытия, с возможностью применения широкого круга технологий и технологических устройств, а также с высокой эффективностью полезного использования наносимых материалов.
Указанный технический результат достигается за счет того, что способ нанесения тонкопленочных покрытий на подложки включает расположение подложек на держателях и последовательное перемещение держателей с подложками через технологические камеры, в которых осуществляют нанесение покрытия посредством технологических устройств, расположенных в зоне обработки камер, при этом держатели подложек выполнены в виде вращающихся барабанов, которые перемещают через технологические камеры параллельно оси вращения барабанов и вращают с одинаковой постоянной линейной и угловой скоростью, причем соотношение линейной и угловой скоростей выбирают из условия, чтобы каждая точка поверхности барабана совершала не менее двух полных оборотов при прохождении зоны обработки..
Принцип достижения равномерности, реализуемый в разработке, объясняется на примере описания движения цилиндрического держателя, совершающего равномерное вращательно-поступательное движение через технологическую зону с одним устройством. При движении цилиндра, в каждой из точек на поверхности цилиндра, составляющих его образующую, за один оборот будет нанесена некоторая толщина покрытия f(x). При каждом обороте, каждая рассматриваемая точка А будет смещаться на шаг смещения цилиндра d в точку А', и при следующем обороте в ней будет нанесена толщина покрытия, соответствующая точке А'. Суммарная толщина Т, нанесенная в точке А при прохождении через всю технологическую зону, будет получаться суммированием значений построенного графика в точках с шагом d. Это суммирование эквивалентно интегрированию графика методом средних прямоугольников с шагом d. Для другой точки В, получается такое же суммирование, но по другому набору точек. Т.е. для любой точки, оценка полной нанесенной толщины дается величиной T0=S/d, где S - площадь под графиком. Точность этой оценки растет с уменьшением шага пропорционально его квадрату. Оценка относительной погрешности дается выражением 
При использовании N идентичных технологических устройств, равномерно расположенных вокруг держателя подложек, справедлив предыдущий расчет, приведенный для отдельного технологического устройства, который можно повторить, пронумеровав технологические устройства последовательно от 1 до N. При этом для каждой точки вклад k-того технологического устройства будет определяться суммой значений в точках, смещенных относительно первого на 
- вокруг держателей подложек симметрично могут быть расположены несколько идентичных технологических устройств;
- вдоль пути держателей подложек могут быть расположены несколько идентичных устройств с шагом S=(m+1/n)*d, где m - целое число, n - количество устройств, d - линейное перемещение держателя подложек за время одного оборота;
- часть зоны напыления могут быть замаскирована управляемой снаружи заслонкой.
Указанный технический результат достигается также за счет того, что в технологической линии для нанесения тонкопленочных покрытий, содержащей шлюзовые, буферные камеры и, по крайней мере, одну технологическую камеру с технологическим устройством, держатели подложек, расположенные на каретках, установленных с возможностью последовательного прохождения камер, и транспортную систему, каждый держатель подложек выполнен в виде вращающегося барабана, установленного на каретке соосно направлению ее перемещения, при этом барабаны выполнены с возможностью вращения с постоянной угловой скоростью и каретки выполнены с возможностью перемещения с постоянной линейной скоростью и с обеспечением не менее двух полных оборотов каждой точки поверхности барабана при прохождении зоны обработки. При этом технологическая линия может содержать входные шлюзовую и буферную камеры и выходные буферную и шлюзовую камеры.
Указанный технический результат достигается также за счет того, что каретка держателя подложек может быть выполнена в виде подвеса, расположенного над цилиндром, или в виде рамы, или в виде тележки с линейными направляющими, расположенными под цилиндром.
Кроме того, технологическая линия может быть снабжена, по крайней мере, одним приводом вращения барабанов, а барабаны могут быть снабжены фрикционными и/или магнитными разъемными муфтами и/или низковольтным электродвигателем.
Указанный технический результат достигается также за счет того, каждый держатель подложек может быть снабжен электродвигателем, а транспортная система снабжена роликами, а каретка - взаимодействующими с роликами направляющими.
Краткое описание чертежей
Изобретение иллюстрируется чертежами, где:
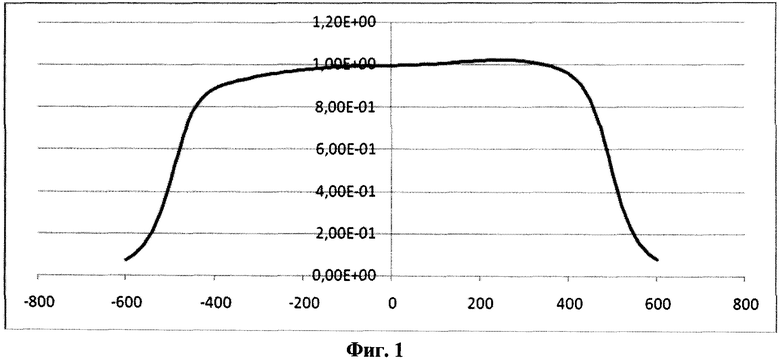
на фиг.1 представлен график распределения наносимой за один оборот толщины от одного технологического устройства показан на графике (координаты по оси Х - в мм, от центра устройства);
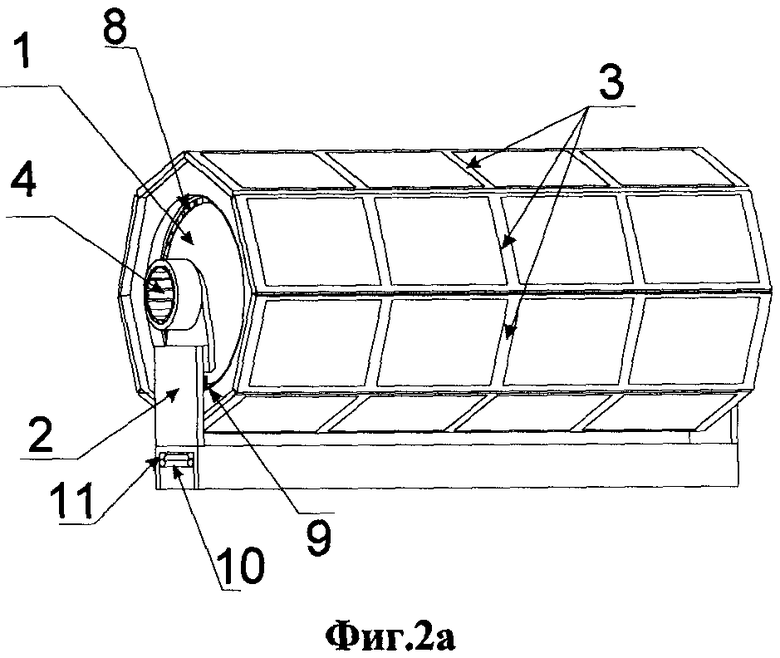
на фиг.2 изображен держатель подложек;
на фиг.3 изображена магнитная муфта;
на фиг.4 изображена общая схема технологической линии;
Лучший вариант осуществления изобретения
Заявленный способ нанесения тонкопленочных покрытий на подложки можно проиллюстрировать на примере организации технологических устройств линии для нанесения четырехслойного просветляющего покрытия на стекле. Требования к равномерности слоев составляют ±1% для первого и второго слоя, и ±3% для третьего и четвертого слоев.
Длина держателя подложек составляет 100 см, скорость движения держателей в технологической зоне определяется тактом работы линии, и составляет 1 м/мин.
Для нанесения покрытия организовано четыре технологические зоны, по одной зоне для каждого слоя. В качестве технологических устройств используются среднечастотные магнетроны с длиной мишени 800 мм. Количество технологических устройств определено требованиями производительности и толщинами слоев. Для нанесения первого слоя (оксид кремния) используется одно технологическое устройство 01, второго слоя (оксид титана) - два технологических устройства 02, третьего (оксид кремния) и четвертого (оксид титана) слоев - по четыре технологических устройства 03 и 04 соответственно.
Т.к. для первых двух слоев установлены более жесткие требования по равномерности, и для нанесения первого слоя используется самое малое количество технологических устройств, необходимая для равномерности скорость вращения будет определяться первым слоем.
Пример распределения наносимой за один оборот толщины от одного технологического устройства показан на графике (фиг.1), где координаты по оси Х - в мм, от центра устройства.
По графику, протяженность зоны обработки составляет 120 см, при этом, длина краевых зон, в которых происходит уменьшение толщины до нуля, составляет около 10 см.
При двух оборотах держателя подложек за время прохождения зоны обработки, неравномерность составит около ±35%: минимальная толщина будет в точке, которая попадет на края и на центр зоны обработки, максимальная - в одной из точек, которая дважды попадет в зону обработки. Соотношение этих толщин будет примерно 1:2, что дает неравномерность ±33%.
Для достижения требуемой равномерности, требуется уменьшить это значение в 35 раз, что дает оценку необходимого количества оборотов 
Более точная оценка по графику показывает, что при таком количестве оборотов, неравномерность составит ±0,8%.
Исходя из этого, скорость вращения держателя подложек должна быть установлена такой, чтобы линейное смещение держателя за один оборот составило не более 120/12≈10 см. При скорости поступательного движения 1 м/мин, скорость вращения выбирается не менее 10 об/мин.
Для остальных слоев, будет получена лучшая равномерность, т.к. применение 2-х и большего количества идентичных технологических устройств эквивалентно пропорциональному увеличению скорости вращения, т.е. улучшению равномерности.
Работу заявленной технологической линии можно рассмотреть на примере линейной компоновки с двухступенчатым шлюзованием, включающей держатель подложек, вакуумный затвор, входную шлюзовую камеру низкого вакуума, входную шлюзовую камеру высокого вакуума, входную буферную камеру, технологическую камеру, выходную буферную камеру, выходную шлюзовую камеру высокого вакуума, выходную шлюзовую камеру низкого вакуума, транспортная система с приводными роликами, высоковакуумные насосы и технологические устройства.
Держатель подложек представляет собой барабан (1), установленный в подшипниках на каретке (2). Подложки, например, стекла, крепятся на пластины (3) любым известным способом, обеспечивающим их надежную фиксацию при вращении барабана.
Каретка снабжена направляющими (10), расположенными под барабаном, и установленными на стойках (11) из диэлектрического материала.
В ряде случаев, в зависимости от применимого технологического процесса, каретка (2) может быть выполнена:
- в виде тележки, когда линейные направляющие расположены под барабаном;
- в виде подвеса, когда линейные направляющие расположены над барабаном;
- в виде рамы, когда линейные направляющие расположены по разные стороны от барабана.
- или другим образом, обеспечивающим возможность линейного перемещения вращающегося цилиндра.
На концах вала барабана установлены элементы разъемной магнитной муфты (4) и (5). Устройство муфты общеизвестно. Первый элемент разъемной муфты (4) представляет собой полый цилиндр из магнитомягкого материала, по внутренней поверхности которого закреплены магниты (6). Магниты установлены с чередующейся полярностью, с направлениями намагниченности, указанными на рисунке. Ответный элемент магнитной муфты (5) представляет собой цилиндр из магнитомягкого материала с закрепленными на его поверхности магнитами (7), количество которых совпадает с количеством магнитов первого элемента. Магниты установлены с чередующейся полярностью с направлениями намагниченности, указанными на рисунке. Между магнитами первого и второго элементов есть зазор около 5 мм, что обеспечивает отсутствие касания при прокручивании муфты в условиях неточной стыковки держателей подложек.
Для поддержания вращения барабана применен электропривод прямого действия. Ротор электропривода (8) образован кольцевым магнитопроводом с установленными на нем магнитами. Статор электропривода (9) с блоком управления размещен на раме каретки. Питание электропривода осуществляется постоянным током, через линейные направляющие каретки (10). Для этого, линейные направляющие закреплены на каретке на изолирующих стойках (11). Питание на линейные направляющие передается через ролики транспортной системы.
Технологическая линия состоит из входной шлюзовой камеры низкого вакуума (14), входной шлюзовой камеры высокого вакуума (15), входной буферной камеры (16), технологических камер (17) с установленными в них технологическими устройствами, выходной буферной камеры (18), выходной шлюзовой камеры высокого вакуума (19), и выходной шлюзовой камеры низкого вакуума (20).
Технологические устройства устанавливаются вдоль движения держателей подложек и зона обработки определяется как область вдоль движения держателей подложек, в которой расположено технологическое устройство, и в пределах которой на держатель подложек попадает основная часть (более 90%) наносимого этим устройством материала. При этом несколько технологических устройств, предназначенных для нанесения одного и того же материала, образующие частично или полностью перекрывающиеся зоны обработки, рассматриваются как одно технологическое устройство. При необходимости, несколько технологических устройств, участвующих в нанесении слоя, могут быть установлены вокруг держателей подложек.
Держатель (22) с закрепленными на нем подложками поступает во входную шлюзовую камеру (14), после чего дверь (21) шлюзовой камеры закрывается. После закрытия двери держатель подается назад и его разъемная муфта (4) входит в зацепление с ответной частью муфты (23), закрепленной на валу вакуумного ввода вращения двигателя (24), установленного на двери шлюзовой камеры, и приводимого в действие электродвигателем (25).
Электродвигатель раскручивает барабан держателя подложек до заданной скорости вращения, одновременно происходит откачка шлюзовой камеры до давления 10-20 Па.
После откачки и раскрутки барабана, открывается транспортный затвор (25), держатель кареток переезжает во входную шлюзовую камеру высокого вакуума (15), затвор (25) закрывается. Шлюзовая камера высокого вакуума снабжена турбомолекулярными насосами (26), и в ней происходит откачка до давления <0,01 Па.
После откачки шлюзовой камеры высокого вакуума, открывается транспортный затвор (27), держатель подложек переезжает во входную буферную камеру (16), затвор (27) закрывается. В буферной камере, держатель подложек замедляется до технологической скорости, и стыкуется с держателем подложек, поступившим в технологическую линию на предыдущем такте. Магнитные муфты держателей подложек входя в зацепление, и вращение поступившего держателя подложек синхронизируется с вращением держателей подложек (28), идущих через технологическую камеру. В технологической камере, на ролики транспортной системы подается электропитание, так, что электродвигатели держателей подложек поддерживают вращение их барабанов.
При прохождении технологических камер (17) происходит нанесение покрытия на подложки. В процессе обработки подложки (при прохождении зоны обработки), барабан вращается и равномерно перемещается вдоль соей оси. Держатели подложек двигаются через зоны обработки с минимальным зазором друг между другом.
Учитывая, что равномерность определяется, в основном, шагом смещения за один оборот, соотношение скорости линейного перемещения и скорости вращения держателя подложек устанавливается таким, чтобы каждая точка поверхности держателя подложек совершала не менее двух полных оборотов при прохождении зоны обработки. Таким образом, шаг смещения за время одного оборота является достаточно малым и позволяет обеспечить получение высокой равномерности наносимых покрытий независимо от используемых типов технологических устройств, включая линейные и точечные.
Задача обеспечения требуемой скорости вращения держателя подложек во время обработки при одновременном линейном перемещении может быть реализована одним из следующих способов:
1. Держатель подложек раскручивается до требуемой скорости внешним приводом в одной из входных камер при неподвижной каретке, и в дальнейшем сохраняет вращение за счет инерции.
2. Каждая каретка снабжается низковольтным электродвигателем,. Питание на электродвигатель подается через ролики транспортной системы или отдельные контактные ролики на линейные направляющие каретки, изолированные от корпуса каретки.
3. Держатель подложек раскручивается до требуемой скорости внешним приводом в одной из входных камер при неподвижной каретке, при этом каретка снабжается низковольтным электродвигателем, который используется только для поддержания вращения, и может быть очень маленькой мощности.
Для обеспечения одинаковой скорости вращения всех держателей подложек в зоне обработки, они могут быть снабжены фрикционными или магнитными разъемными муфтами, обеспечивающими передачу вращения между соседними держателями подложек при их движении с минимальным зазором.
Для нанесения металл-диэлектрических и композитных металл-диэлектрических покрытий, помимо традиционных для оборудования проходного типа установок, может использоваться один из следующих способов, а именно многократное нанесение тонких металлических или недоокисленных слоев с последующим окислением.
Под окислением в данном случае имеется в виду любая реакция, приводящая к образованию химического соединения, например, с кислородом, азотом, селеном и т.п.
Для этого формируется специальная технологическая зона, в которой вокруг держателя устанавливаются технологические устройства для нанесения одного или нескольких металлов, и технологическое устройство для окисления, представляющее собой источник активированного реактивного газа (например, источник плазмы).
В технологической зоне устанавливаются средства высоковакуумной откачки, обеспечивающие газовое разделение между технологическим устройством окисления и технологическими устройствами для нанесения металлов. Этим обеспечивается стабильная и высокопроизводительная работа технологических устройств по нанесению металлов.
При прохождении через эту технологическую зону, каждая точка обрабатываемой поверхности многократно последовательно проходит мимо технологических устройств нанесения металлов, где наносится сверхтонкий слой материала, и мимо технологического устройства окисления, где происходит полное окисление этого слоя. После прохождения технологической зоны, обрабатываемая поверхность оказывается равномерно покрытой металл-диэлектрическим или композитным металл-диэлектрическим покрытием с заданным составом.
Технологические устройства могут наносить один или разные материалы. В последнем случае, скорости нанесения материалов могут устанавливаться различными, для получения покрытий требуемого состава.
После прохождения технологических камер (17) держатель подложек выходит в выходную буферную камеру (18).
Открывается транспортный затвор (29), держатель подложек ускоряется, отрываясь от следующего за ним держателя подложек, и переезжает в выходную шлюзовую камеру высокого вакуума (19); после чего затвор (29) закрывается, открывается транспортный затвор (30), и держатель подложек переезжает в выходную шлюзовую камеру низкого вакуума (20), где передний элемент магнитной муфты держателя стыкуется с ответным элементом магнитной муфты (31), установленным на двери. Элемент магнитной муфты (31) закреплен на валу, вращение которого затруднено за счет трения.
Затвор (30) закрывается, в камеру напускается осушенный воздух, давление поднимается до атмосферного. В это время, за счет торможения муфты (31), происходит остановка барабана держателя подложек.
После выравнивания давления в выходной шлюзовой камере (20) с атмосферным, дверь (32) камеры открывается, и держатель подложек выходит их технологической линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования пленки LiCoO и устройство для его реализации | 2020 |
|
RU2765222C1 |
| БАРАБАННЫЙ СКАЛЬПЕРАТОР СЫПУЧИХ МАТЕРИАЛОВ | 2011 |
|
RU2464110C1 |
| СЕПАРАТОР ПРЕДВАРИТЕЛЬНОЙ ОЧИСТКИ | 2014 |
|
RU2559969C1 |
| ВАКУУМНАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2008 |
|
RU2471015C2 |
| АППАРАТ ДЛЯ ОБМОЛОТА КОРОБОЧЕК СЕМЯН | 2010 |
|
RU2447645C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ В ВАКУУМЕ | 2014 |
|
RU2572658C2 |
| ЭЛЕКТРОХИМИЧЕСКИЙ РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ ФОРМИРОВАНИЯ НАНОРАЗМЕРНЫХ ПОКРЫТИЙ | 2013 |
|
RU2555272C2 |
| Способ получения электродных покрытий для оптоэлектронных устройств на основе галогенидных перовскитов | 2022 |
|
RU2797895C1 |
| УСТРОЙСТВО БЕСКОНТАКТНОГО ШИРОКОПОЛОСНОГО ОПТИЧЕСКОГО КОНТРОЛЯ ТОЛЩИНЫ ПЛЕНОК | 2014 |
|
RU2581734C1 |
| Способ нанесения покрытий в вакууме | 2017 |
|
RU2654991C1 |



Изобретение относится к способу и устройству нанесения тонкопленочных покрытий на подложки и может быть использовано для нанесений тонкопленочных покрытий с заданными оптическими, электрическими и другими характеристиками. Технический результат заключается в обеспечении возможности обработки как гибких крупноформатных подложек, так и подложек небольшого размера с высокой степенью равномерности покрытия. Подложки располагают на вращающихся барабанах, которые последовательно перемещают вдоль зон обработки технологической линии с одинаковой постоянной линейной и угловой скоростью. При этом соотношение линейной и угловой скоростей барабана выбирается таким образом, чтобы каждая точка поверхности барабана совершала не менее двух полных оборотов при прохождении зоны обработки. В технологической линии содержатся шлюзовые, буферные камеры и по крайней мере одна технологическая камера с технологическим устройством, держатели подложек и транспортная система. Держатели расположены на каретках, установленных с возможностью последовательного прохождения камер. Каждый держатель подложек выполнен в виде вращающегося барабана. Каретки выполнены с возможностью перемещения с постоянной линейной скоростью. 2 н. и 9 з.п. ф-лы, 4 ил.
1. Способ нанесения тонкопленочных покрытий на подложки, включающий расположение подложек на держателях и последовательное перемещение держателей с подложками через технологические камеры, в которых осуществляют нанесение покрытия посредством технологических устройств, расположенных в зоне обработки камер, отличающийся тем, что держатели подложек выполнены в виде вращающихся барабанов, при этом барабаны перемещают через технологические камеры параллельно оси вращения барабанов и вращают с одинаковой постоянной линейной и угловой скоростью, причем соотношение линейной и угловой скоростей выбирают из условия, чтобы каждая точка поверхности барабана совершала не менее двух полных оборотов при прохождении зоны обработки.
2. Технологическая линия для нанесения тонкопленочных покрытий, содержащая шлюзовые, буферные камеры и по крайней мере одну технологическую камеру с технологическим устройством, держатели подложек, расположенные на каретках, установленных с возможностью последовательного прохождения камер, и транспортную систему, отличающаяся тем, что каждый держатель подложек выполнен в виде вращающегося барабана, установленного на каретке соосно направлению ее перемещения, при этом барабаны выполнены с возможностью вращения с постоянной угловой скоростью, и каретки выполнены с возможностью перемещения с постоянной линейной скоростью и с обеспечением не менее двух полных оборотов каждой точки поверхности барабана при прохождении зоны обработки.
3. Технологическая линия по п.2, отличающаяся тем, что она содержит входные шлюзовую и буферную камеры и выходные буферную и шлюзовую камеры.
4. Технологическая линия по п.2, отличающаяся тем, что каретка держателя подложек выполнена в виде подвеса, расположенного над цилиндром.
5. Технологическая линия по п.2, отличающаяся тем, что каретка держателя подложек выполнена в виде рамы.
6. Технологическая линия по п.2, отличающаяся тем, что каретка держателя подложек выполнена в виде тележки с линейными направляющими, расположенными под цилиндром.
7. Технологическая линия по п.2, отличающаяся тем, что она снабжена, но крайней мере, одним приводом вращения барабанов.
8. Технологическая линия по п.7, отличающаяся тем, что барабаны снабжены фрикционными, и/или магнитными разъемными муфтами, и/или низковольтным электродвигателем.
9. Технологическая линия по п.2, отличающаяся тем, что каждый держатель подложек снабжен электродвигателем.
10. Технологическая линия по п.2, отличающаяся тем, что транспортная система снабжена роликами, а каретка - взаимодействующими с роликами направляющими.
| US 6893544 А, 17.05.2005 | |||
| ПОДЛОЖКОДЕРЖАТЕЛЬ | 1989 |
|
RU1644553C |
| JP 2009228062 A, 08.10.2009 | |||
| US 4851095 A, 25.07.2009. | |||

