Область техники, к которой относится изобретение
Изобретение относится к способу получения нетканого материала, полученного из волокон, содержащих полифениленсульфид в качестве основного компонента. Более конкретно настоящее изобретение относится к способу получения нетканого материала, полученного из волокон, содержащих полифениленсульфид в качестве основного компонента, который не приводит к неравномерной усадке по ширине, сморщиванию или неровности поверхности вследствие термического сжатия в процессе термокомпрессионного связывания нетканого полотна в одну стадию.
Уровень техники
Полимер полифениленсульфид (далее иногда сокращенно называется «ПФС») имеет превосходные характеристики, включая термостойкость, химическую инертность, огнестойкость и свойство электроизоляции, и, соответственно, используется в качестве конструкционных пластмасс, пленок, волокон и нетканых материалов. В частности, предполагают использование нетканого материала, полученного из волокон ПФС, в промышленных целях, включая термостойкие фильтры, электроизоляционные материалы и сепараторы для ячеек, использующие данные характеристики.
Как способ получения нетканого материала, полученного из волокон ПФС, предложен коротковолоконный нетканый материал из волокна, полученный из штапельных волокон (см. патентный документ 1). Однако чтобы получить нетканый материал, необходимо плавить полимер ПФС и прясть из него нити, затем нити соединять в форме кудели, растягивать в мокром виде на отдельной стадии, подвергать термообработке под натяжением, гофрировать, нарезать на штапель и далее обрабатывать с помощью механического пневмосоединительного устройства, например ворсовальной машины, или игольного перфоратора на другой стадии. Таким образом, для данного способа требуется много стадий.
В качестве средства решения данных проблем предложен простой способ производства, так называемый фильерный способ, в котором полимер ПФС подвергается прядению и вытягиванию эжектором и преобразуется непосредственно в нетканый материал из волокна. В частности, предложен нетканый материал из волокна, который получают прядением полимера ПФС фильерным способом с образованием материала, растяжением материала при температуре стеклования или выше, причем предпочтительно двухосное растяжение материала, и гофрированием полученного материала (см. патентный документ 2). Кроме того, предложен способ получения нетканого материала из волокна, в котором материал, полученный прядением полимера ПФС фильерным способом, соединяют временно при температуре начала кристаллизации или ниже, затем проводят термообработку при температуре начала кристаллизации или выше под натяжением и соединяют постоянно (см. патентный документ 3). Цель термообработки под натяжением в патентном документе 3 заключается в активации кристаллизации полимера ПФС, которая является труднодостижимой только за счет стадий прядения и растяжения, чтобы обеспечить низкую усадку и стабильность размеров. В данном документе показано, что если термообработка под натяжением не проводится перед связыванием или если термообработка под натяжением является недостаточной, на этой стадии связывания возникает проблема неравномерной усадки по ширине вследствие термического сжатия.
Таким образом, чтобы получить нетканый материал, образованный гофрированием нетканого полотна, полученного из полимера ПФС, ранее полученного фильерным способом, и термосоединением полученного фильерного полотна, требуются растяжение при нагревании или термообработка под натяжением в качестве стадии, предшествующей термосоединению нетканого полотна или материала. Данный способ имеет недостатки в том, что требуются устройства для растяжения нетканого полотна или материала при нагревании или термообработки нетканого полотна или материала под натяжением, что приводит к усложнению стадии множеством этапов и увеличению энергопотребления, что увеличивает себестоимость по сравнению со способом получения фильерного нетканого материала с использованием универсального полимера, например полиэфира или полипропилена, и не обязательно является предпочтительным способом.
Далее, существует также предложение устранения необходимости устройств для термообработки путем повышения стабильности размеров на стадии прядения полимера ПФС. Например, существует способ, в котором стабильность размеров при нагревании улучшается посредством сополимеризации полимера ПФС с трихлорбензолом и прядения и растяжения полученного сополимера как средства улучшения на основании исходных материалов (см. патентный документ 4). Однако при сополимеризации полимера ПФС с трихлорбензолом существует проблема ухудшения тягучести, и в процессе прядения и растяжения часто происходит обрыв нити, и данный способ не обеспечивает достаточную стабильность производства.
Далее, в качестве средства улучшения на стадии прядения предложен способ получения термостойкого нетканого материала, в котором степень кристаллизации волокна повышается за счет прядения полимера ПФС на крайне высокой скорости прядения, чтобы подавить термическое сжатие (см. патентный документ 5). Однако в данном способе, так как используется крайне высокая скорость прядения (7000-11000 м/мин в примерах патентного документа 5), вследствие которой увеличивается степень деформации волокон, волокно не успевает следовать за деформацией, и часто происходит обрыв нити, а вследствие необходимости большого количества сжатого воздуха возникает проблема большого энергопотребления.
Как описано выше, до настоящего времени не был предложен способ стабильного одностадийного получения нетканого материала из волокна с использованием полимера ПФС, который не производит неравномерную усадку по ширине, сморщивание, или неровность поверхности вследствие термического сжатия.
Документы предшествующего уровня техники
Патентные документы
Патентный документ 1: японский патент № 2764911.
Патентный документ 2: японская нерассмотренная патентная публикация № 2005-154919.
Патентный документ 3: японская нерассмотренная патентная публикация № 2008-223209.
Патентный документ 4: японский патент № 2890470.
Патентный документ 5: международная публикация WO 2008/035775.
Описание изобретения
Проблемы, решаемые изобретением
Таким образом, принимая во внимание вышеупомянутые проблемы предшествующего уровня техники, цель настоящего изобретения заключается в том, чтобы предложить способ получения, который позволяет получить нетканый материал из волокна, содержащего ПФС в качестве основного компонента, в котором не происходит неравномерная усадка по ширине, сморщивание или неровность поверхности вследствие термического сжатия, в процессе термокомпрессионного связывания нетканого полотна в упрощенной стадии, в которой с нетканым полотном или материалом не осуществляется процедура растяжения при нагревании и/или термообработки под натяжением.
Решения проблем
Авторы настоящего изобретения провели основательные исследования, чтобы решить указанные проблемы и, соответственно, приняли следующие средства для достижения настоящего изобретения.
Таким образом, способ получения нетканого материала из волокна согласно настоящему изобретению представляет собой способ получения нетканого материала из волокна, включающий стадии: a) получение волокон, имеющих температуру кристаллизации, не превышающую 112°C, плавлением полимера, содержащего полифениленсульфид в качестве основного компонента, который по существу не сополимеризован с трихлорбензолом, и вытягиванием и растяжением волоконных нитей, образованных при выпуске расплавленного полимера из фильер при скорости прядения, составляющей от 5000 м/мин до 6000 м/мин, с помощью эжектора, который расположен таким образом, что расстояние между нижней стенкой фильер и отверстием для выпуска сжатого воздуха эжектора составляет от 450 до 650 мм; b) сбор полученных волокон на движущуюся сетку с образованием нетканого полотна; и c) термокомпрессионное связывание полученного нетканого полотна с помощью горячего барабана.
В соответствии с предпочтительным аспектом способа получения нетканого материала из волокна согласно настоящему изобретению стадию (d) временного прессования нетканого полотна с помощью каландра при температуре ниже, чем температура кристаллизации волокна, осуществляют между стадиями (b) и (c).
Преимущества изобретения
В соответствии с настоящим изобретением, так как не обязательно осуществлять процедуру растяжения при нагревании и/или термообработку под натяжением, которые осуществляются для кристаллизации ПФС, в отношении нетканого полотна или материала, и становится возможным термокомпрессионное связывание нетканого полотна, полученного фильерным способом, с помощью горячего барабана, появляется возможность упростить данную стадию и производить нетканый материал из волокна, который отличается низкой себестоимостью и превосходной стабильностью размеров, термостойкостью и химической инертностью.
Краткое описание чертежей
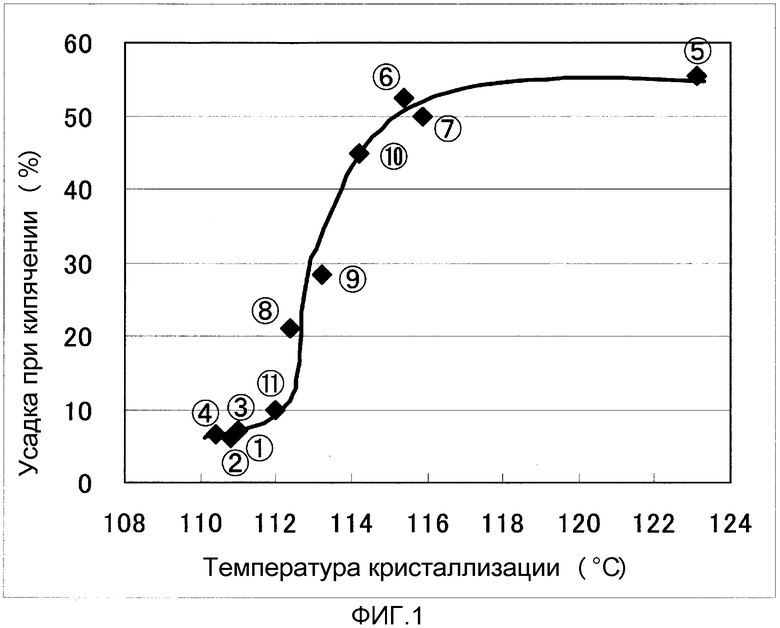
Фиг. 1 представляет собой чертеж, показывающий соотношение между температурой кристаллизации и усадкой при кипячении волокна ПФС. Данные приведены на основании примеров и сравнительных примеров и обведенные кружками числа на чертеже соответствуют данным числам, приведенным в таблице 1.
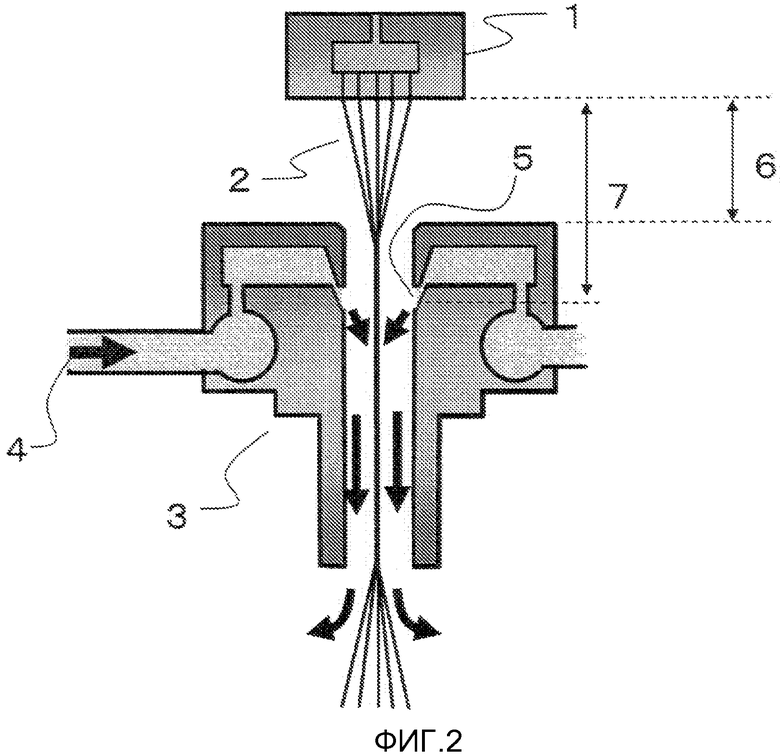
Фиг. 2 представляет собой чертеж, показывающий пример вида в разрезе прядильной секции, и показывает относительное положение длины прядения и Dn, которые будут описаны позже.
Описание числовых обозначений
1: фильера
2: нить
3: эжектор
4: сжатый воздух
5: отверстие для выпуска сжатого воздуха
6: длина прядения
7: Dn
Варианты осуществления изобретения
Далее будет подробно описан способ получения нетканого материала из волокна согласно настоящему изобретению.
Способ получения нетканого материала из волокна согласно настоящему изобретению использует фильерное производство, в котором плавят полимер, содержащий ПФС в качестве основного компонента, волоконные нити, полученные при выпуске расплавленного полимера из фильер, вытягивают и растягивают с помощью эжектора, расположенного непосредственно под фильерой, чтобы получить волокна, и волокна собирают на движущуюся сетку, чтобы получить нетканое полотно, и затем полученное нетканое полотно подвергают термокомпрессионному связыванию с помощью горячего барабана.
Полимер, из которого получают нетканый материал из волокна согласно настоящему изобретению, содержит ПФС в качестве основного компонента. ПФС содержит фениленсульфидные звенья, в том числе п-фениленсульфидные звенья и м-фениленсульфидные звенья, как повторяющиеся звенья. Главным образом, ПФС, содержащий п-фениленсульфидные звенья в количестве 90 мол.% или более, имеет практически линейную молекулярную цепь, и его использование предпочтительно с точки зрения его термостойкости и тягучести.
Предпочтительно, чтобы ПФС по существу не сополимеризовался с трихлорбензолом. Причина этого состоит в том, что трихлорбензол содержит три замещающих атома галогена на одну молекулу и создает разветвленную структуру молекулярной цепи ПФС, и поэтому, если ПФС сополимеризуется с трихлорбензолом, тягучесть ухудшается, и часто происходит обрыв нити в процессе прядения и растяжения, что затрудняет обеспечение стабильного производства. Степень, в которой ПФС по существу не сополимеризован, составляет предпочтительно 0,05 мол.% или менее и предпочтительнее менее чем 0,01 мол.%.
Содержание ПФС в полимере, содержащем ПФС в качестве основного компонента (далее также называется «полимер ПФС»), который используется в настоящем изобретении, составляет предпочтительно 85 мас.% или более, предпочтительнее 90 мас.% или более, и наиболее предпочтительно, 95 мас.% или более с точки зрения термостойкости и химической инертности.
Далее зародыш кристаллизации, матирующий агент, пигмент, фунгицид, антибактериальный агент, огнезащитный агент и агент гидрофилизации можно добавлять в полимер ПФС в такой степени, чтобы это не уменьшало эффект настоящего изобретения.
Далее в полимере ПФС, используемом в настоящем изобретении, показатель текучести расплава (далее иногда сокращенно «MFR»), измеренный в соответствии со стандартом ASTM D1238-70 (температура измерения 315,5°C, нагрузка измерения 5 кг, единица измерения г/10 мин), составляет предпочтительно от 100 до 300 г/10 мин. Высокий MFR означает, что текучесть полимера высокая, и, таким образом, полимер ПФС с высокой степенью полимеризации, имеющий низкий MFR, является предпочтительным в целях обеспечения прочности или термостойкости волокна. Однако, имея MFR, составляющий 100 г/10 мин или более, предпочтительнее 140 г/10 мин или более, можно предотвратить увеличение обратного давления фильеры и уменьшение тягучести, то есть обрыв нити. С другой стороны, имея MFR, составляющий 300 г/10 мин или менее, предпочтительнее 225 г/10 мин или менее, можно сохранить определенную степень прочности или термостойкости волокна.
Что касается формы фильеры или эжектора, известны различные формы, в том числе круглая форма и прямоугольная форма, и предпочтительно используется сочетание прямоугольной фильеры, с той точки зрения, что мала вероятность сплавного соединения или абразивного истирания между нитями, и прямоугольного эжектора, с той точки зрения, что относительно мало использование воздуха в виде струи высокого давления, которая требуется для достижения высокоскоростного прядения.
Скорость выпускания вещества, которое выходит из выпускного отверстия фильеры, в целях соблюдения указанных выше пределов тонины, составляет предпочтительно от 0,25 до 5,90 г/мин, предпочтительнее от 0,50 до 2,90 г/мин и наиболее предпочтительно, от 1,00 до 2,30 г/мин, чтобы получить волокно с описанной ниже средней тонины моноволокна при указанной ниже скорости прядения.
Что касается формы поперечного сечения волокна ПФС, можно использовать любую форму, в том числе круглую форму, полую круглую форму, эллиптическую форму, уплощенную форму, неправильные формы, например, в виде буквы X или буквы Y, многоугольную и многодольную форму.
В настоящем изобретении крайне важно, чтобы волокно, которое получают плавлением полимера, содержащего ПФС в качестве основного компонента, и вытягиванием и растяжением волоконных нитей, образованных при выпуске расплавленного полимера из фильер с помощью эжектора (далее также называется «волокно ПФС»), имело температуру кристаллизации, не превышающую 112°C. Определение и способ измерения температуры кристаллизации будут описаны ниже в примерах.
Авторы настоящего изобретения обнаружили корреляцию между температурой кристаллизации волокна ПФС и усадкой при кипячении. То есть, как показывает соотношение между температурой кристаллизации и усадкой при кипячении, приведенное на фиг. 1, когда температура кристаллизации выше чем 112°C, усадка при кипячении составляет 30% или более, и когда температура кристаллизации составляет 112°C или ниже, усадка при кипячении быстро уменьшается и составляет несколько процентов при температуре кристаллизации 111°C. Определение и способ измерения усадки при кипячении будут описаны ниже в примерах. Усадка при кипячении составляет предпочтительно 15% или менее, предпочтительно 10% или менее и наиболее предпочтительно 8% или менее, чтобы предотвратить возникновение неравномерной усадки по ширине, сморщивания и неровности поверхности вследствие термического сжатия. Хотя неясен механизм проявления корреляции, показанной на фиг. 1, считают, что пониженная температура кристаллизации волокна ПФС показывает более высокую степень кристаллизации. Соответственно, при уменьшении температуры кристаллизации волокна до 112°C или ниже, предпочтительно 111°C или ниже, даже когда нетканое полотно, полученное из волокон ПФС, подвергают термокомпрессионному связыванию с помощью горячего барабана без осуществления процедуры растяжения и/или термообработки под натяжением при температуре кристаллизации волокна или выше, можно получить нетканый материал из волокна ПФС, в котором не возникает неравномерная усадка по ширине, сморщивание и неровность поверхности вследствие термического сжатия.
Когда температура кристаллизации волокна составляет более чем 112°C, если осуществляется термокомпрессионное связывание с помощью горячего барабана, возникают проблемы неравномерной усадки по ширине и сморщивания нетканого полотна вследствие термического сжатия.
Нижний предел температуры кристаллизации волокна составляет предпочтительно 105°C или более с точки зрения свойства термокомпрессионного связывания и т.п.
В способе получения нетканого материала из волокна согласно настоящему изобретению важно установить эжектор в такое положение, чтобы расстояние между нижней стенкой фильер и отверстием для выпуска сжатого воздуха эжектора (далее также называется «Dn», см. фиг. 2) составляло от 450 до 650 мм. Таким путем можно изготовить волокно ПФС, имеющее температуру кристаллизации, не превышающую 112°C, при скорости прядения, составляющей, по меньшей мере, 5000 м/мин и менее чем 6000 м/мин. Хотя механизм этого неясен, считают, что силу натяжения можно приложить к месту состояния, в котором затвердевание при охлаждении еще не завершилось в нити пряжи, и таким образом, можно активировать ориентацию и кристаллизацию по мере того, как волокно становится тоньше. Согласно оценкам, когда Dn составляет более чем 650 мм, затвердевание при охлаждении почти завершается в месте, в котором приложена сила натяжения, и трудно активировать ориентацию и кристаллизацию. Когда Dn составляет более чем 650 мм, становится необходимым прядение при более высокой скорости прядения, составляющей 6000 м/мин или более, что не является предпочтительным, как будет описано ниже. Так как существует тенденция, что укорочение Dn может больше увеличить скорость прядения при том же самом давлении эжектора, и предпочтительно с экономической точки зрения, чтобы давление эжектора было низким, Dn предпочтительно устанавливают на расстоянии 600 мм или менее.
С другой стороны, когда Dn составляет менее чем 450 мм, охлаждение является недостаточным, и существует тенденция к частому обрыву нити. Далее, даже если полимер ПФС можно прясть при скорости прядения, составляющей 5000 м/мин или более, трудно получить волокно ПФС, имеющее температуру кристаллизации, не превышающую 112°C. Хотя механизм неясен, согласно оценкам, сила натяжения приложена к месту волокна в состоянии плавления или полуплавления, и, соответственно, нить становится тоньше, но трудно активировать ориентацию и кристаллизацию вследствие чрезмерно высокой текучести внутренней структуры волокна. Принимая это во внимание, Dn предпочтительно устанавливают на расстоянии 500 мм или более и предпочтительнее на расстоянии 550 мм или более.
Кроме того, когда используют эжектор, имеющий расстояние от впускного отверстия до отверстия для выпуска сжатого воздуха, составляющее 50 мм, так как расстояние между нижней стенкой фильер и впускным отверстием эжектора (далее называется «длина прядения») на 50 мм короче, чем Dn, длину прядения устанавливают от 400 до 600 мм, предпочтительно от 450 до 550 мм, и предпочтительнее 500 до 550 мм, в соответствии с указанным выше интервалом значений Dn.
Важно, чтобы скорость прядения, при которой прядут волокно ПФС, составляла 5000 м/мин или более и менее чем 6000 м/мин. Определение и способ измерения скорости прядения будут описаны ниже в примерах. Когда скорость прядения составляет менее чем 5000 м/мин, трудно получить волокно, имеющее температуру кристаллизации, не превышающее 112°C. Скорость прядения составляет предпочтительно 5000 м/мин или более. С другой стороны, скорость прядения, составляющая 6000 м/мин, практически находится почти на пределе для способа вытягивания и растяжения нити с помощью эжектора. Если волокно прядут при скорости прядения, составляющей 6000 м/мин или более, энергопотребление воздуха высокого давления, подаваемого в эжектор, становится огромным, и далее происходит обрыв нити, потому что волокно не успевает следовать за своей деформацией.
Хотя на скорость прядения могут влиять количество расплавленного полимера, выпускаемого из отверстия фильеры, или условия охлаждения под фильерой, скорость прядения, как правило, определяется давлением воздуха, подаваемого в эжектор (также называется «давление эжектора»), или значением Dn.
Средняя тонина моноволокна ПФС составляет предпочтительно от 0,5 до 10 дтекс. При поддержании средней тонины моноволокна на уровне 0,5 дтекс или выше, достигается тягучесть волокна, и возможно подавление частого возникновения обрывов нити. Далее, при поддержании средней тонины моноволокна на уровне 10 дтекс или ниже, количество расплавленного полимера, выпускаемого из каждого отверстия фильеры, можно поддерживать на низком уровне, чтобы обеспечить достаточное охлаждение, и, таким образом, можно подавить сплавное соединение между волокнами. Средняя тонина моноволокна нити составляет предпочтительнее от 1 до 5 дтекс и наиболее предпочтительно, от 2 до 4 дтекс с точки зрения подавления неравномерности массы на единицу площади поверхности нетканого материала, чтобы улучшить качество поверхности, или с точки зрения качества удаления пыли в случае применения нетканого материала в фильтрах.
Способ получения нетканого материала из волокна согласно настоящему изобретению включает стадию термокомпрессионного связывания полученного нетканого полотна с помощью горячего барабана. Что касается формы используемого горячего барабана, используют пару верхнего и нижнего гофрирующих барабанов, в которой соединены верхний барабан и нижний барабан, имеющие, соответственно, поверхность с выемками, пару барабанов, в которой соединяются барабан, имеющий плоскую (гладкую) поверхности и гофрирующий барабан, имеющий поверхность с выемками, или пару барабанов, в которой соединены барабаны, имеющие плоскую (гладкую) поверхность.
Наряду с этим, предпочтительно, чтобы после получения нетканого полотна осуществлялось временное прессование полотна с помощью каландра, содержащего пару из верхнего и нижнего барабанов с плоской поверхностью, соответственно, в целях регулирования толщины полученного нетканого материала и устранения различий в толщине в поперечном направлении перед термокомпрессионным связыванием с помощью горячего барабана, и затем осуществляется термокомпрессионное связывание с помощью горячего барабана, предпочтительно гофрирующего барабана. Что касается каландра, можно использовать каландр с сочетанием верхнего и нижнего металлических барабанов или каландр с сочетанием металлического барабана и полимерного барабана.
Температура, при которой осуществляют временное прессование с помощью каландра, может быть ниже, чем температура, при которой затем осуществляют термокомпрессионное связывание, но эта температура предпочтительно равна температуре кристаллизации волокна или ниже, чтобы избежать чрезмерной активации кристаллизации волокна ПФС в целях осуществления эффективного регулирования толщины нетканого материала или термокомпрессионного связывания с помощью горячего барабана. С другой стороны, температура временного прессования составляет предпочтительно 80°C или выше, чтобы обеспечить возможность соответствующего регулирования толщины нетканого полотна и соответствующего временного прессования.
Линейное давление каландра в процессе временного прессования составляет предпочтительно от 50 до 700 Н/см и предпочтительнее от 150 до 400 Н/см. При установлении линейного давления на уровне 50 Н/см или выше можно осуществлять временное прессование для достижения возможности получения листа. С другой стороны, устанавливая линейное давление на уровень 700 Н/см или ниже, можно предотвратить чрезмерно малую толщину, как у бумаги, и предотвратить ухудшение характеристик нетканого материала, например недостаточную воздухопроницаемость.
Температура, при которой осуществляют термокомпрессионное связывание с помощью горячего барабана, предпочтительно находится в интервале от 260 до 282°C. Устанавливая температуру термокомпрессионного связывания на уровне 260°C или выше, предпочтительнее 265°C или выше, можно предотвратить недостаточность термокомпрессионного связывания, и можно подавить шелушение или распыление листа. С другой стороны, устанавливая температуру термокомпрессионного связывания на уровне 282°C или ниже, предпочтительнее 280°C или ниже, можно предотвратить сплавление волокна, которое вызывает перфорацию части компрессионного связывания.
Далее, соотношение площадей компрессионного связывания во время использования гофрирующего барабана для термокомпрессионного связывания составляет предпочтительно от 8 до 40%. Устанавливая соотношение площадей компрессионного связывания на уровне 8% или выше, предпочтительнее 10% или выше и наиболее предпочтительно, 12% или выше, можно обеспечить достаточную прочность для практического использования. Далее, устанавливая соотношение площадей компрессионного связывания на уровне 40% или ниже, предпочтительнее 30% или ниже и наиболее предпочтительно, 20% или ниже, можно предотвратить превращение нетканого материала в пленкоподобное изделие в целом и препятствовать труднодостижимости таких характеристик нетканого материала, как воздухопроницаемость.
Примеры
Далее, способ получения нетканого материала из волокна из волокна согласно настоящему изобретению будет конкретно описан посредством примеров, но данные примеры не предназначены для ограничения настоящего изобретения. Характеристики в данных примерах измеряли следующими способами.
(1) Показатель текучести расплава (MFR) (г/10 мин)
Значение MFR образцов ПФС измеряли в условиях температуры измерения, равной 315,5°C, и нагрузка измерения составляла 5 кг, согласно стандарту ASTM D1238-70.
(2) Средняя тонина моноволокна (дтекс)
После вытягивания и растяжения волоконных нитей с помощью эжектора случайным образом отбирали десять небольших образцов собранного на сетке нетканого полотна, с помощью микроскопа снимали фотографии поверхности с увеличением от 500 до 1000 раз, выбирали по 10 волокон из каждого образца, всего 100 волокон, измеряли их толщину и вычисляли среднее значение. Среднюю ширину моноволокна считали средним диаметром волокна, имеющего круглое поперечное сечение, и по среднему диаметру и плотности использованного полимера в твердом состоянии вычисляли массу 10000 м моноволокна и округляли до первого десятичного знака, чтобы определить среднюю тонину моноволокна.
(3) Скорость прядения (м/мин)
Из средней тонины моноволокна (дтекс) волокон и количества, определенного согласно условиям, полимера, выпускаемого из отверстия фильеры (далее называется «скорость выпуска из отверстия (г/мин)»), вычисляли скорость прядения на основании следующего уравнения:
Скорость прядения = (10000 × Скорость выпуска из отверстия)/Средняя тонина моноволокна.
(4) Температура кристаллизации (°C)
Отбирали три образца из волокна, полученного вытягиванием и растяжением с помощью эжектора, и 5 мг образца исследовали методом дифференциальной сканирующей калориметрии (на приборе DSC 6200 производства фирмы Seiko Instruments Inc.), повышая температуру образца со скоростью 10°C/мин от 30°C до 340°C. Измеряли температуру на вершине пика кристаллизации (экзотермический пик) полученной кривой дифференциальной сканирующей калориметрии и среднее значение по трем образцам принимали как температуру кристаллизации. В случае множественных пиков кристаллизации использовали температуру вершины пика со стороны максимальной температуры.
(5) Усадка при кипячении (%)
Отбирали волокна, проходящие через эжектор, и выравнивали по пять волокон в один образец (длина составляла около 10 см). Описанную ниже нагрузку прилагали к данному образцу, измеряли его длину L0, затем образец погружали в кипящую воду на 20 минут без натяжения, извлекали из кипящей воды, сушили естественным путем и после этого снова измеряли его длину L1 с такой же приложенной нагрузкой. Из значений L0 и L1 вычисляли усадку при кипячении, определяя среднее значение по четырем образцам. Уравнения для вычисления нагрузки и усадки при кипячении приведены ниже. Значение нагрузки округляли до второго десятичного знака.
Нагрузка (г) = 0,9 × (Скорость выпуска из отверстия) (г/мин)
Усадка при кипячении (%)={(L0-L1)/L0}×100.
6) Масса на единицу площади поверхности нетканого материала (г/м2)
Массу на единицу площади поверхности измеряли согласно стандарту JIS L 1906 (2000), параграф 5.2 «Масса на единицу площади поверхности».
(7) Прочность на растяжение нетканого материала (Н/5 см)
Прочность на растяжение измеряли согласно стандарту JIS L 1906 (2000), параграф 5.3 «Прочность на растяжение и удлинение (стандарт)».
(8) Термическое сжатие нетканого материала (%)
Термическое сжатие измеряли согласно стандарту JIS L 1906 (2 000), параграф 5.9 «Термическое сжатие». Температуру в изотермической сушильной машине устанавливали на уровне 200°C, и термическую обработку образца проводили в течение 10 минут.
(Пример 1)
Линейный полифениленсульфидный полимер (производитель: Toray Industries, Inc., номер изделия: E2280), имеющий MFR = 160 г/10 мин, преднамеренно не сополимеризованный с трихлорбензолом, сушили при температуре 160°C в течение 10 часов в атмосфере азота. Полимер плавили в экструдере, расплавленный полимер выпускали из прямоугольной фильеры, имеющей отверстие диаметром 0,30 мм, со скоростью выпуска из отверстия, составлявшей 1,38 г/мин, при температуре прядения 325°C, и нити, выходившие в атмосферу при комнатной температуре 20°C, вытягивали и растягивали при давлении эжектора 0,25 МПа с помощью прямоугольного эжектора, расположенного на расстоянии 550 мм (длина прядения 550 мм) от точки непосредственно под фильерой, причем расстояние от впускного отверстия до отверстия для выпуска сжатого воздуха эжектора составляло 50 мм (расстояние (Dn) между нижней стенкой фильеры и отверстием для выпуска сжатого воздуха эжектора составляло 600 мм), и собирали на движущуюся сетку, чтобы получить нетканое полотно. Прядимость была хорошей, и средняя тонина моноволокна в полученных волокнах составляла 2,4 дтекс, пересчитанная скорость прядения составляла 5726 м/мин, температура кристаллизации волокна составляла 110,9°C и усадка при кипячении составляла 6,7%.
После этого полученное нетканое полотно подвергали временному прессованию при температуре, составлявшей 90°C, и линейном давлении 200 Н/см с помощью пары из верхнего и нижнего металлических каландров, расположенных последовательно, и затем термокомпрессионному связыванию при температуре, составлявшей 275°C, и линейном давлении 1000 Н/см с помощью пары из верхнего и нижнего гофрирующих барабанов, в которой верхний барабан представлял собой металлический гофрирующий барабан, имеющий рельеф в горошек и отношение площади компрессионного связывания 12%, и нижний барабан представлял собой металлический плоский барабан, чтобы получить нетканый материал из волокна, имеющий массу на единицу плотности поверхности 201 г/м2. Полученный нетканый материал из волокна представлял собой нетканый материал хорошего качества, который не приводил к значительной неравномерности усадки по ширине, сморщиванию и неровности поверхности вследствие термического сжатия в процессе термокомпрессионного связывания волоконного нетканого полотна с помощью гофрирующего барабана. Далее, полученный нетканый материал из волокна имел прочность на растяжение в машинном направлении 305 Н/5 см и термическое сжатие 0% в машинном направлении и -0,4% в поперечном направлении.
(Пример 2)
Нетканый материал из волокна получали таким же образом, как в примере 1, за исключением расположения эжектора на расстоянии 450 мм (длина прядения 450 мм, Dn 500 мм) от точки непосредственно под фильерой. Прядимость была хорошей, как в примере 1. Средняя тонина моноволокна в полученных волокнах составляла 2,3 дтекс, пересчитанная скорость прядения составляла 5,897 м/мин, температура кристаллизации волокна составляла 110, 8°C и усадка при кипячении составляла 6,0%. Далее, полученный нетканый материал из волокна представлял собой нетканый материал хорошего качества, который не приводил к значительной неравномерности усадки по ширине, сморщиванию и неровности поверхности вследствие термического сжатия в процессе термокомпрессионного связывания волоконного нетканого полотна с помощью гофрирующего барабана. Далее, полученный нетканый материал из волокна имел массу на единицу плотности поверхности 201 г/м2, прочность на растяжение в машинном направлении 306 Н/5 см и термическое сжатие -0,1% в машинном направлении и -0,2% в поперечном направлении.
(Пример 3)
Нетканый материал из волокна получали таким же образом, как в примере 1, за исключением изменения скорости выпуска полимера из отверстия до 0,83 г/мин. Хотя наблюдалась тенденция к некоторому увеличению частоты обрыва нити в процессе прядения по сравнению с примером 1, частота обрыва нити не представляла никакой проблемы. Средняя тонина моноволокна в полученных волокнах составляла 1,6 дтекс, пересчитанная скорость прядения составляла 5188 м/мин, температура кристаллизации волокна составляла 111,0°C и усадка при кипячении составляла 7,0%. Далее, полученный нетканый материал из волокна представлял собой нетканый материал хорошего качества, который не приводил к значительной неравномерности усадки по ширине, сморщиванию и неровности поверхности вследствие термического сжатия в процессе термокомпрессионного связывания волоконного нетканого полотна с помощью гофрирующего барабана. Далее, полученный нетканый материал из волокна имел массу на единицу плотности поверхности 202 г/м2, прочность на растяжение в машинном направлении 310 Н/5 см и термическое сжатие -0,1% в машинном направлении и 0% в поперечном направлении.
(Пример 4)
Нетканый материал из волокна получали таким же образом, как в примере 1, за исключением изменения скорости выпуска полимера из отверстия до 0,83 г/мин и расположения эжектора на расстоянии 450 мм (длина прядения 450 мм, Dn 500 мм) от точки непосредственно под фильерой. Хотя наблюдалась тенденция к некоторому увеличению частоты обрыва нити в процессе прядения по сравнению с примером 1, уровень обрыва нити не представлял собой проблемы. Средняя тонина моноволокна в полученных волокнах составляла 1,5 дтекс, пересчитанная скорость прядения составляла 5497 м/мин, температура кристаллизации волокна составляла 110,4°C, и усадка при кипячении составляла 6,7%. Далее, полученный нетканый материал из волокна представлял собой нетканый материал хорошего качества, который не приводил к значительной неравномерности усадки по ширине, сморщиванию и неровности поверхности вследствие термического сжатия в процессе термокомпрессионного связывания волоконного нетканого полотна с помощью гофрирующего барабана. Далее, полученный нетканый материал из волокна имел массу на единицу плотности поверхности 200 г/м2, прочность на растяжение в машинном направлении 312 Н/5 см и термическое сжатие 0% в машинном направлении и -0,1% в поперечном направлении.
(Сравнительный пример 1)
Нетканый материал из волокна получали таким же образом, как в примере 1, за исключением изменения давления эжектора до 0,05 МПа. Средняя тонина моноволокна в полученных волокнах составляла 5,6 дтекс, пересчитанная скорость прядения составляла 2482 м/мин, температура кристаллизации волокна составляла 123,1°C, и усадка при кипячении составляла 55,4%. Полученный нетканый материал из волокна приводил к большой неравномерной усадке по ширине и сморщиванию вследствие термического сжатия в процессе термокомпрессионного связывания волоконного нетканого полотна с помощью гофрирующего барабана, и нетканый материал из волокна хорошего качества не был получен. В частности, неравномерная усадка по ширине нетканого материала из волокна в данном сравнительном примере была значительно больше (значительная усадка и затвердевание) по сравнению со сравнительным примером 2, описанным ниже, и, таким образом, данный нетканый материал из волокна невозможно было гофрировать.
(Сравнительный пример 2)
Нетканый материал из волокна получали таким же образом, как в примере 1, за исключением изменения давления эжектора до 0,15 МПа. Средняя тонина моноволокна в полученных волокнах составляла 3,2 дтекс, пересчитанная скорость прядения составляла 4299 м/мин, температура кристаллизации волокна составляла 115,4°C, и усадка при кипячении составляла 52,3%. Полученный нетканый материал из волокна приводил к большой неравномерной усадке по ширине и сморщиванию вследствие термического сжатия в процессе термокомпрессионного связывания волоконного нетканого полотна с помощью гофрирующего барабана, и нетканый материал из волокна хорошего качества не был получен.
(Сравнительный пример 3)
Нетканый материал из волокна получали таким же образом, как в примере 1, за исключением того, что эжектор устанавливали на расстоянии 350 мм (длина прядения 350 мм, Dn 400 мм) от точки непосредственно под фильерой, и давление эжектора изменяли до 0,20 МПа. Наблюдали случайные обрывы нити вследствие недостаточного охлаждения нити по сравнению с качеством прядения в примере 1. Средняя тонина моноволокна в полученных волокнах составляла 2,5 дтекс, пересчитанная скорость прядения составляла 5498 м/мин, температура кристаллизации волокна составляла 115,9°C и усадка при кипячении составляла 50,0%. Полученный нетканый материал из волокна приводил к большой неравномерной усадке по ширине нетканого полотна и сморщиванию вследствие термического сжатия в процессе термокомпрессионного связывания волоконного нетканого полотна с помощью гофрирующего барабана, и нетканый материал из волокна хорошего качества не был получен.
(Сравнительный пример 4)
Нетканый материал из волокна получали таким же образом, как в примере 1, за исключением расположения эжектора на расстоянии 350 мм (длина прядения 350 мм, Dn 400 мм) от точки непосредственно под фильерой. Наблюдали частые обрывы нити вследствие недостаточного охлаждения, и в отношении качества данный нетканый материал из волокна был дефектным. Средняя тонина моноволокна в полученных волокнах составляла 2,2 дтекс, пересчитанная скорость прядения составляла 6415 м/мин, температура кристаллизации волокна составляла 112,4°C и усадка при кипячении составляла 21,0%. Полученный нетканый материал из волокна приводил к сморщиванию из-за неравномерной усадки по ширине нетканого полотна вследствие термического сжатия в процессе термокомпрессионного связывания волоконного нетканого полотна с помощью гофрирующего барабана, и нетканый материал из волокна хорошего качества не был получен.
(Сравнительный пример 5)
Нетканый материал из волокна получали таким же образом, как в примере 1, за исключением расположения эжектора на расстоянии 650 мм (длина прядения 650 мм, Dn 700 мм) от точки непосредственно под фильерой. Прядимость была хорошей, и средняя тонина моноволокна в полученных волокнах составляла 2,5 дтекс, пересчитанная скорость прядения составляла 5564 м/мин, температура кристаллизации волокна составляла 113,2°C и усадка при кипячении составляла 28,4%. Полученный нетканый материал из волокна приводил к большой неравномерной усадке по ширине нетканого полотна и сморщиванию вследствие термического сжатия в процессе термокомпрессионного связывания волоконного нетканого полотна с помощью гофрирующего барабана, и нетканый материал из волокна хорошего качества не был получен.
(Сравнительный пример 6)
Нетканый материал из волокна получали таким же образом, как в примере 1, за исключением расположения эжектора на расстоянии 750 мм (длина прядения 750 мм, Dn 800 мм) от точки непосредственно под фильерой. Прядимость была хорошей, и средняя тонина моноволокна в полученных волокнах составляла 2,6 дтекс, пересчитанная скорость прядения составляла 5408 м/мин, температура кристаллизации волокна составляла 114,2°C и усадка при кипячении составляла 44,7%. Полученный нетканый материал из волокна приводил к большой неравномерной усадке по ширине нетканого полотна и сморщиванию вследствие термического сжатия в процессе термокомпрессионного связывания волоконного нетканого полотна с помощью гофрирующего барабана, и нетканый материал из волокна хорошего качества не был получен.
(Сравнительный пример 7)
Прядение осуществляли таким же образом, как в примере 1, за исключением того, что использовали полифениленсульфидный полимер (производитель: Toray Industries, Inc., номер изделия: T1881), имеющий MFR = 70 г/10 мин, в виде сополимера с трихлорбензолом, содержание которого составляло 0,06 мол.%, скорость выпуска полимера из отверстия изменили до 0,83 г/мин, и давление эжектора изменили до 0,20 МПа. Однако часто происходил обрыв нити в процессе прядения, образование нетканого полотна было невозможно. Средняя тонина моноволокна в волокнах составляла 1,8 дтекс, пересчитанная скорость прядения составляла 4511 м/мин, температура кристаллизации волокна составляла 112,0°C и усадка при кипячении составляла 10,0%.
(Эталонный пример 1)
Полученные как в примере 1, волоконные нити, выпускаемые из фильер, свободно падали без вытягивания и растяжения с помощью эжектора и затвердевали с образованием волокон, затем образец отбирали из волокон и измеряли при температуре кристаллизации. Соответственно температура кристаллизации составляла 135,2°C.
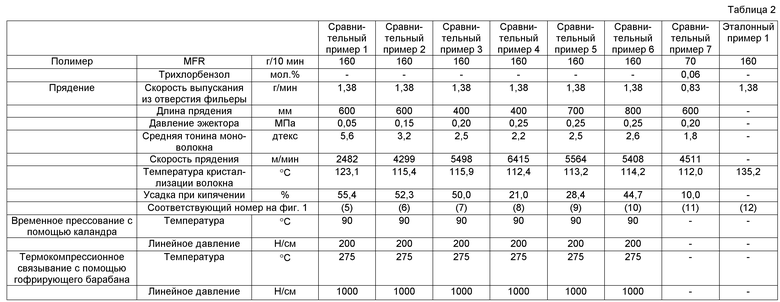
Результаты примеров 1-4 приведены в таблице 1, а результаты сравнительных примеров 1-7 и эталонного примера 1 приведены в таблице 2.
В примерах 1-4, в которых температура кристаллизации волокна составляла 112°C или ниже, даже когда процедуру растяжения и/или термообработки под натяжением при температуре кристаллизации волокна или выше не проводили с полученным нетканым полотном, можно было осуществить термокомпрессионное связывание с помощью гофрирующего барабана, и получали нетканый материал из волокна хорошего качества, в котором не наблюдались сморщивание и неровность поверхности. Далее, полученный нетканый материал из волокна проявлял небольшое термическое сжатие при 200°C и превосходную стабильность размеров.
С другой стороны, в сравнительных примерах 1-6, в которых температура кристаллизации волокна превышала 112°C, любое нетканое полотно производило большую неравномерную усадку по ширине нетканой ткани и сморщивание вследствие термического сжатия в процессе термокомпрессионного связывания с помощью гофрирующего барабана, и нетканый материал из волокна хорошего качества не был получен.
В сравнительном примере 7 при использовании сополимера ПФС с трихлорбензолом температуру кристаллизации волокна можно было сделать равной 112°C или ниже, но вследствие частого обрыва нити в процессе прядения нетканый материал хорошего качества не был получен.
Промышленная применимость
Так как полученный нетканый материал из волокна отличается превосходной стабильностью размеров, термостойкостью, огнестойкостью, химической инертностью, данный нетканый материал из волокна пригоден для возможного использования в различных промышленных фильтрах, электроизоляционных материалах, сепараторах ячеек, материалов на основе мембран для очистки воды, основных теплоизоляционных материалах и защитной одежде.
Описан способ получения нетканого материала из волокна, содержащего полифениленсульфид в качестве основного компонента. Способ получения нетканого материала из волокна включает следующие стадии: a) стадию получения волокна, имеющего температуру кристаллизации, не превышающую 112°C, в которой плавят полимер, содержащий полифениленсульфид в качестве основного компонента, который по существу не сополимеризован с трихлорбензолом, и волоконные нити, выпускаемые из прядильных фильер, вытягивают и растягивают при скорости прядения, составляющей, по меньшей мере, 5000 м/мин и менее чем 6000 м/мин, с помощью эжектора, который расположен таким образом, что расстояние между нижней стенкой фильер и отверстием для выпуска сжатого воздуха эжектора составляет от 450 до 650 мм; b) стадию, в которой полученные волокна собирают на движущуюся сетку с образованием нетканого полотна; и c) стадию, в которой осуществляют термокомпрессионное связывание полученного нетканого полотна с помощью горячего барабана. Обеспечивается исключение неравномерной усадки по ширине, неровности поверхности при получении нетканого полотна из волокна, содержащего полифениленсульфид в качестве основного компонента. 1 з.п. ф-лы, 2 ил., 2 табл., 7 пр.
1. Способ получения нетканого материала из волокна, в который входят стадии:
a) получение волокон, имеющих температуру кристаллизации, не превышающую 112°C, плавлением полимера, содержащего полифениленсульфид в качестве основного компонента, который, по существу, не сополимеризован с трихлорбензолом, и вытягиванием и растяжением волоконных нитей, образованных при выпуске расплавленного полимера из прядильных фильер при скорости прядения, составляющей, по меньшей мере, 5000 м/мин и менее чем 6000 м/мин, с помощью эжектора, который расположен таким образом, что расстояние между нижней стенкой прядильных фильер и отверстием для выпуска сжатого воздуха эжектора составляет от 450 до 650 мм;
b) сбор полученных волокон на движущуюся сетку, чтобы получить нетканое полотно; и
c) термокомпрессионное связывание полученного нетканого полотна с помощью горячего барабана.
2. Способ получения нетканого материала из волокна по п.1, в котором между стадиями (b) и (c) на стадии (d) осуществляют временное прессование нетканого полотна с помощью каландра при температуре ниже, чем температура кристаллизации волокна.
| US 4691003 A1, 01.09.1987 | |||
| WO 2008149737 A1, 11.12.2008 | |||
| WO 2008099823 A1, 21.08.2008 | |||
| JP 2006257619 A, 28.09.2006. |

