Изобретение относится к полипропиленовому волокну, которое обладает отличной прочностью, теплостойкостью и водоудерживающей способностью, способу получения полипропиленового волокна, гидравлической композиции, гидравлическому продукту, структуре веревки, листообразной структуре из волокна, композиционному материалу и формовому продукту с использованием полипропиленового волокна.
Полипропиленовое волокно широко применяется для различных областей, так как полипропиленовое волокно обладает отличными свойствами, такими как химическая стойкость и малая масса, оно легко плавится, обладает отличной эффективностью повторного использования, может быть легко подвергнуто утилизации сжиганием без образования вредного газа, такого как газообразный галоген, даже когда полипропиленовое волокно сжигается, и т.п. Однако теплостойкость полипропиленового волокна недостаточно высокая по сравнению с другими синтетическими волокнами, и поэтому существует потребность в улучшении его теплостойкости.
Например, известен листовой материал с отличной эффективностью повторного использования и прочностью, полиолефиновый листовой материал, усиленный полипропиленовым волокном. В производстве армированного волокном листового материала необходимо плавить полиолефин при максимально возможных температурах для обеспечения адгезии полиолефинового листового основания и полипропиленового волокна с точки зрения повышения производительности, адгезионной способности между полипропиленовым волокном и полиолефиновым листовым основанием и т.п. Однако вследствие низкой теплостойкости полипропиленового волокна полиолефин нельзя расплавить при высокой температуре, чтобы сформовать его в листовой материал в момент получения армированного волокном листового материала. Поэтому нельзя повысить скорость производства и, кроме того, адгезия между полипропиленовым волокном и полиолефиновым листом оказывается недостаточной, что приводит к снижению производительности, недостаточной прочности армированного волокном полиолефинового листового материала и т.п.
Кроме того, ткань, полученная из полипропиленового волокна, используется как фильтр. Поскольку фильтр иногда используется в условиях действия высоких температур, поставлено требование по улучшению теплостойкости полипропиленового волокна.
Как традиционная технология, направленная на усовершенствование теплостойкости полипропиленового волокна, известно полипропиленовое волокно, имеющее скорость тепловой усадки при 170°С в течение 10 минут 10% или ниже и температуру пика плавления 178°С или выше. Полипропиленовое волокно получают плавлением и формованием гомополипропиленовой смолы, имеющей долю изотактических пентад 96% или больше и ниже чем 98,5% и скорость течения расплава (230°С, нагрузка 2,16 кг) от 0,1 до 30 г/10 минут, с последующей вытяжкой промежуточного продукта (смотри патентный документ 1).
Однако эндотермический пик плавления полипропиленового волокна имеет форму широкого двойного пика или одного пика, и его кристаллы не являются однородными. Таким образом, его теплостойкость все же не является достаточно высокой.
В качестве другого традиционного технического решения известно полипропиленовое волокно, имеющее два ДСК эндотермических пика плавления при температуре от 155 до 170°С, которое получено прядением из расплава полипропиленового гомополимера, имеющего показатель изотактичности от 90 до 99%, или прядением полипропиленового гомополимера из расплава с последующей вытяжкой (смотри патентный документ 2).
Однако в полипропиленовом волокне эндотермический пик при более низкой температуре из двух ДСК эндотермических пиков служит показателем теплостойкости полипропиленового волокна, форма пика широкая, и кристаллы полипропилена не однородные. Поэтому его теплостойкость недостаточна.
Кроме того, полипропиленовое волокно представляет собой широко используемое синтетическое волокно, применяемое в различных промышленных материалах, и его гидрофобность является проблемой во многих областях применения. Например, в таких областях применения, как бумага и нетканое полотно, волокно, как основной компонент, во многих случаях должно обладать высокой гидрофильностью. Более того, волокно, используемое как армирующий материал для различных материалов матрицы, должно быть гидрофильным с точки зрения равномерного распределения в матрице, прочности связи с матрицей и т.п. Однако из-за того, что полипропиленовое волокно является гидрофобным и имеет низкую гидрофильность, полипропиленовое волокно, как таковое, трудно наносить на бумагу, использовать в нетканом материале, как армирующий материал и т.д., что требует гидрофильности.
Таким образом, традиционно предложены технические решения, направленные на усовершенствование гидрофильности и водоудерживающей способности полипропиленового волокна. Например, известно получение водопоглощающего полипропиленового волокна путем прядения из расплава полипропилена, в котором водопоглощающая смола в форме частиц равномерно распределена в смоле с помощью полиэтиленового воска (патентный документ 3). Однако в случае использования данного способа полипропилен, в который введены частицы, подвергают прядению и вытяжке, что делает невозможным избежать влияния их на параметры прядения и вытяжки. Таким образом, нельзя получить полипропиленовое волокно, имеющее достаточную прочность.
Кроме того, известно получение полипропиленового волокна, имеющего неровности на поверхности, путем облучения полипропиленового волокна ионизирующим излучением, осуществления тиснения и вытяжки полипропиленового волокна или осуществления прядения из расплава полипропиленового волокна при изменении скорости съема полипропиленового волокна и его последующей вытяжки (документы 4-6). Однако данные способы применимы к полипропиленовому волокну, имеющему большую тонину, т.е. тонина моноволокна составляет такую высокую величину, как 50-100000 денье, и трудно применимы к полипропиленовому волокну, имеющему малую тонину, т.е. тонину моноволокна от 10 дтекс и меньше, потому что волокно оказывается сильно поврежденным.
В частности, в патентном документе 4 описана технология получения моноволокна, имеющего тонину от 50 до 50000 денье и особенно от 3000 до 12000 денье, облучением ионизирующим излучением перед и после вытяжки. Однако когда способ применяют к полипропиленовому волокну, имеющему тонину моноволокна 10 дтекс или ниже, и особенно 3 дтекс или ниже, его прочность снижается, часто возникает образование ворсинок, заметна неравномерность формы и возникают проблемы в ходе процесса, проблемы качества и сорта.
Кроме того, известно полипропиленовое волокно, имеющее прочность моноволокна 9 сН/дтекс или больше и бороздчатую грубую структуру поверхности, образованную вдоль изогнутой поверхности волокна. Полипропиленовое волокно получено вытяжкой полипропиленовой невытянутой пряжи при 125-155°С в горячей воздушной ванне (патентный документ 7). Однако в полипропиленовом волокне промежутки между бороздчатыми грубыми поверхностными структурами, которые существуют на поверхности волокна, и по его высоте, являются небольшими. Поэтому волокно не обладает достаточной водоудерживающей способностью, и совместимостью с матрицей оказывается недостаточной.
Далее, известен способ получения вытянутой нити путем вытяжки полипропиленовой невытянутой нити на одной стадии с использованием насыщенного пара высокого давления от 3,0 до 5,0 кг/см2 (температура от 133 до 153°С) (патентный документ 8). Однако в полипропиленовой вытянутой нити (полипропиленовом волокне), полученной данным способом, образование неровностей на поверхности волокна недостаточно, промежутки между неровностями и их высота невелики, волокно не обладает достаточной водоудерживающей способностью, а совместимость с матрицей недостаточна.
Кроме того, гидравлический продукт, полученный гидратационным сшиванием (далее по тексту иногда называемым «сшивание водой») гидравлической композиции, содержащей затвердевающие в воде вещества, такие как цемент, гипс и водогранулированный шлак, обычно имеет низкую прочность и склонность к растрескиванию в момент усадки при высыхании.
Таким образом, армирующее волокно традиционно добавляли к затвердевающему в воде веществу, такому как цемент. В качестве армирующего волокна для затвердевающего в воде вещества традиционно используется асбест. Однако асбест является опасным для людей материалом и нежелателен для использования с точки зрения безопасности и гигиены. Таким образом, его использование в настоящее время регулируется законодательно.
В последние годы в качестве армирующего волокна для затвердевающих в воде веществ вместо асбеста использовали различные неорганические волокна и синтетические волокна. В качестве синтетических волокон используют главным образом полипропиленовое волокно, волокно на основе поливинилового спирта, акриловое волокно и т.д. Из них полипропиленовое волокно обладает отличной стойкостью к воздействию щелочей и ударной прочностью, малым весом и может быть подвергнуто отверждению в автоклаве. Поэтому количество потребления полипропиленового волокна особенно возросло за последние годы.
Известно, что когда сшивание в автоклаве проводят при высокой температуре в момент получения затвердевающего в воде продукта из затвердевающего в воде вещества, такого как цемент, то сшивание может быть завершено за короткий промежуток времени. В свете изложенного, когда может быть использовано армирующее волокно, имеющее высокую теплостойкость, время сшивания укорачивается, что экономит пространство, необходимое для осуществления отверждения. Кроме того, поскольку увеличивается оборот при использовании специального оборудования, такого как пресс-формы, сшивание в автоклаве при более высокой температуре является преимущественным для производства гидравлического продукта. Более того, известно, что температура отверждения в автоклаве влияет на стабильность размеров гидравлического продукта. Когда температура отверждения выше, то стабильность размеров получаемого гидравлического продукта стремится к увеличению.
Однако в настоящее время полипропиленовое волокно для армирования гидравлического вещества, которое имеет высокую теплостойкость, придающую волокну стойкость в условиях отверждения в автоклаве, высокую прочность и отличную совместимость с гидравлическим веществом, таким как цемент, до сих пор не разработано.
Например, патентный документ 1, упомянутый выше, описывает использование в качестве армирующего цемент материала полипропиленового волокна, имеющего скорость тепловой усадки при 170°С в течение 10 минут 10% или ниже и температуру пика плавления 178°С или выше, которое получено в патентном документе 1. Однако в полипропиленовом волоке, полученном в патентном документе 1, эндормический пик имеет форму широкого двойного пика или форму широкого одинарного пика, кристаллы полипропилена неоднородны, а теплостойкость все еще недостаточно высокая, как рассмотрено выше. Поэтому полипропиленовое волокно патентного документа 1 не подходит для отверждения в автоклаве при высокой температуре, особенно при температуре, превышающей 150°С, и более предпочтительно при такой высокой температуре, как 170°С или выше. Когда полипропиленовое волокно патентного документа 1 подвергают отверждению в автоклаве при высокой температуре, то вероятнее всего будет происходить снижение прочности, деструкция полипропиленового волокна и т.п.
Вышеупомянутые патентные документы 4-6 описывают использование полипропиленового волокна, полученного в данных изобретениях, которое имеет неровности на поверхности, для армирования гидравлического вещества. Полипропиленовые волокна, описанные в патентных документах 4-6, имеют большую тонину, т.е. тонину моноволокна от 50 до 100000 денье. Таким образом, совместимость каждого из полипропиленовых волокон с гидравлическим веществом, вероятно, станет недостаточной и, более того, для того, чтобы равномерно распределить полипропиленовые волокна в гидравлическом веществе для достаточного усиления, необходимо будет смешать большое количество (большую массу) полипропиленовых волокон. Кроме того, когда способы формирования неровностей согласно патентным документам 4-6 применяются к полипропиленовому волокну, имеющему мелкий размер, т.е. с тониной моноволокна 10 дтекс или меньше, волокно заметно повреждается. Таким образом, действительно трудно применять методы формования к полипропиленовому волокну, имеющему малый размер.
Из них, полипропиленовое волокно, описанное в документе 4, имеет большую тонину и трудно реализует достаточный армирующий эффект в гидравлическом веществе.
Кроме того, патентный документ 7 описывает использование полипропиленового волокна, имеющего прочность моноволокна 9 сН/дтекс или больше и желобчатую грубую поверхность, сформированную по закругленной поверхности волокна, для армирования бетона. Однако, как рассмотрено выше, вследствие того, что полипропиленовое волокно не обладает достаточной водоудерживающей способностью, совместимость с гидравлическим веществом недостаточна.
Далее, вышеупомянутый патентный документ 8 относится к армирующему волокну для цемента, как одной из областей применения полипропиленовой вытянутой нити, полученной в изобретении согласно патентному документу 8. Однако, как описано выше, в полипропиленовой вытянутой нити (полипропиленовом волокне), полученной способом согласно патентному документу 8, формирование неровностей на поверхности волокна является недостаточным, промежутки между неровностями и их высота являются маленькими, а полипропиленовое волокно не обладает достаточной водоудерживающей способностью. Поэтому совместимость с гидравлическим веществом, образующим матрицу, недостаточна.
Веревка, изготовленная из волокна, имеет много областей применения, например, наземный/морской транспорт, рыболовство, сельское хозяйство и строительные площадки. В качестве материала волокна для веревки, изготовленной из волокна, используют как натуральное волокно, так и синтетическое волокно. В последние годы используется главным образом веревка, изготовленная из синтетического волокна. В качестве синтетического волокна для изготовления веревок можно упомянуть найлоновое волокно, винилоновое волокно, полиэфирное волокно, полипропиленовое волокно, полиэтиленовое волокно, поливинилхлоридное волокно и т.д. Из них, веревка, изготовленная из полипропиленового волокна, имеет то преимущество, что обладает отличной химической стойкостью, малым весом и т.д., может легко плавиться, обладает отличной эффективностью для вторичной переработки, может утилизоваться сжиганием без образования вредного газа, такого как газообразный галоген, даже когда полипропиленовое волокно сжигают, и т.д. Поэтому даны различные предложения на веревку, изготовленную из полипропиленового волокна, способ получения полипропиленового волокна для использования в веревке, и т.п. (смотри патентные документы 9 и 10).
Однако из синтетических волокон теплостойкость полипропиленового волокна невысокая. Таким образом, требуется усовершенствование теплостойкости веревки, изготовленной при использовании полипропиленового волокна. Это обусловлено тем, что когда веревка, изготовленная при использовании полипропиленового волокна, подвергается воздействию высокой температуры или подвергается воздействию теплоты трения в момент скольжения или задирания, полипропиленовое волокно, образующее веревку, плавится, вызывая, например, сплавление веревки, что приводит к тому, что такие физические свойства, как прочность, вероятнее всего, снижаются, и растяжение веревки при высокой температуре оказывается высоким.
Как описано выше, патентный документ 1 раскрывает полипропиленовое волокно, чью теплостойкость пытались увеличить, которое имело скорость тепловой усадки при 170°С в течение 10 минут 10% или ниже и температуру пика плавления 178°С или выше. Полипропиленовое волокно получено плавлением и формованием гомополипропиленовой смолы, имеющей долю изотактических пентад 96% или больше и ниже 98,5% и скорость течения расплава (230°С, нагрузка 2,16 кг) от 0,1 до 30 г/10 минут, с последующей вытяжкой полученного продукта. Однако в полипропиленовом волокне кристаллы не были однородными, а теплостойкость оставалась недостаточно высокой. Поэтому, даже когда веревку изготавливают с использованием полипропиленового волокна, то вероятнее всего будет происходить плавление и снижение физических свойств вследствие теплоты трения или т.п. Таким образом, растяжение при высокой температуре, вероятно, будет высоким.
Кроме того, аналогично тому, как в веревках, изготовленных из других синтетических волокон, также важно, чтобы в веревке, изготовленной из полипропиленового волокна, при скручивании не было проскальзывания между волокнами и между прядями из волокон и чтобы зацепления между волокнами и между прядями из волокон были жесткими и туго скрученными, с точки зрения предотвращения раскручивания волокон или прядей из волокон и улучшения прочности, сопротивления растяжению, износостойкости и сохранения формы.
Однако для веревки, изготовленной из обычного полипропиленового волокна, проскальзывание между полипропиленовыми волокнами и проскальзывание между нитями из полипропиленовых волокон является высоким, и очень трудно достаточно жестко и плотно скрутить волокна.
Как метод снижения проскальзывания между полипропиленовыми волокнами и проскальзывания между нитями из полипропиленового волокна, на поверхности полипропиленового волокна создают неровности, и поверхность полипропиленового волокна делают шероховатой. Однако в традиционно известном полипропиленовом волокне, на поверхности которого созданы неровности, и полипропиленовом волокне, чья поверхность сделана шероховатой, неровности (поверхностная шероховатость) недостаточны, и образование неровностей регулируется. Даже когда веревка получена с использованием полипропиленовых волокон, трудно плотно и жестко скрутить полипропиленовые волокна (полипропиленовые нити и пряди). Таким образом, веревка, изготовленная из полипропиленового волокна, которая обладает высокой прочностью, сопротивлением растяжению, износостойкостью, способностью удерживать форму и т.д., не может быть получена.
Например, в полипропиленовых волокнах, каждое из которых имеет неровности на поверхности, для армирования гидравлического вещества, которые предложены в патентных документах 4-6, упомянутых ранее, вероятно могут возникнуть повреждения. Таким образом, данные полипропиленовые волокна применили для изготовления веревки, но веревка, изготовленная из полипропиленового волокна, которая обладала бы отличными механическими свойствами, износостойкостью, способностью удерживать форму и т.д., не может быть получена.
Кроме того, что касается полипропиленового волокна для армирования бетона, описанного в патентных документах 7, упомянутых ранее, промежутки между бороздчатыми шероховатыми поверхностными структурами, которые существуют на поверхности волокна, и их высота являются небольшими. Поэтому эффект антипроскальзывания между волокнами недостаточен, и даже когда полипропиленовое волокно применяют для изготовления веревки, волокна скручены не плотно и не жестко. Таким образом, веревка, которая бы обладала отличными механическими свойствами, износостойкостью, сопротивлением раскручиванию, способностью удерживать форму т.п., не может быть получена.
Кроме того, что касается полипропиленовой вытянутой нити (полипропиленового волокна), описанного в патентном документе 8, упомянутом ранее, формирование неровностей на поверхности волокна недостаточно, и промежутки между неровностями и их высота являются небольшими. Поэтому эффект антипроскальзывания между волокнами недостаточен, и даже когда полипропиленовое волокно применяют для изготовления веревки, волокна не скручены плотно и жестко. Таким образом, веревку, обладающую отличными механическими свойствами, износостойкостью, сопротивлением раскручиванию, способностью удерживать форму и т.п., получить нельзя.
Кроме того, полипропиленовое волокно использовано для получения листообразной структуры из волокна, такой как текстильная ткань или трикотажная ткань, нетканый материал, синтетическая бумага и сетчатое изделие, с реализацией преимущества по свойствам, таким как химическая стойкость, низкий вес, легкость вторичного использования и отсутствие образования вредного газа в момент сжигания.
В зависимости от предполагаемого назначения, от листообразной структуры из волокна, полученной из полипропиленового волокна, требуется теплостойкость. Например, как рассмотрено выше, в производстве полиолефинового листового материала, армированного тканью, полученной из полипропиленового волокна, полиолефиновое листовое основание необходимо расплавить при высокой температуре для крепления между полиолефиновым листовым основанием и тканью, полученной из полипропиленового волокна, с точки зрения улучшения производительности и адгезионной способности между тканью, полученной из полипропиленового волокна, и полиолефиновым листовым основанием. Однако поскольку теплостойкость ткани, полученной из полипропиленового волокна, недостаточна, полиолефиновое листовое основание нельзя расплавить при высокой температуре, что влечет снижение производительности, отсутствие адгезии между волокном, полученным из полипропилена, и полиолефиновым основанием и т.п. Кроме того, когда листообразная структура из волокна, полученная из полипропиленового волокна, используется для фильтра, сепаратора, одежды (в частности, спортивной и т.п.) и т.д., необходимо улучшить теплостойкость. Это обусловлено тем, что листообразная структура из волокна, изготовленная из полипропиленового волокна, иногда используется в условиях действия высоких температур или возникновения трения.
Полипропиленовые волокна, описанные в патентных документах 1 и 2, чью теплостойкость пытались повысить, могут быть использованы для изготовления листообразной структуры из волокна. Однако в полипропиленовых волокнах, раскрытых в патентных документах 1 и 2, кристаллы являются неоднородными, и теплостойкость остается недостаточно высокой. Таким образом, не может быть получена листообразная структура из волокна с отличной теплостойкостью.
Кроме того, синтетическая бумага и нетканый материал, изготовленные из полипропиленового волокна, используются как материалы для промышленных изделий, таких как фильтры и сепараторы. Однако вследствие низкой гидрофобности синтетическая бумага и нетканая ткань, изготовленные из полипропиленового волокна, как они есть, трудно применить для фильтрации водных жидкостей и в сепараторах щелочных вторичных конденсаторов, которые требуют высокой гидрофильности.
Как рассмотрено выше, патентный документ 3 описывает водопоглощающее полипропиленовое волокно, полученное формованием волокна из расплава полипропилена, в который добавлена и диспергирована водопоглощающая смола в форме частиц с помощью полиэтиленового воска. Однако полипропиленовое волокно имеет недостаточную прочность и, таким образом, нельзя достичь достаточной прочности при формировании листообразной структуры из волокна, такой как текстильная или трикотажная ткань, нетканый материал, синтетическая бумага и сетчатые изделия.
Более того, даже когда полипропиленовые волокна, описанные в патентных документах 4-8, каждое из которых имеет неровности на поверхности и использовано для изготовления листообразной структуры из волокна, такой как текстильная или трикотажная ткань, нетканый материал, синтетическая бумага и сетчатая структура, не может быть получена листообразная структура из волокна, имеющая высокую водоудерживающую способность и обладающую отличной прочностью. Это обусловлено тем, что неровности (шероховатость поверхности) являются недостаточными, так как образование неровностей ограничено, и потому что прочность самого полипропиленового волокна является низкой.
Рассматривая конкретно полипропиленовые волокна (в частности, полипропиленовое волокно, имеющее малую тонину, т.е. тонину моноволокна 10 дтекс или ниже), полученное способами формирования нерегулярностей, описанными в патентных документах 4-6, особенно в патентном документе 4, следует отметить, что образование дефектов значительное. Поэтому, даже когда получают листообразную структуру из волокна с использованием полипропиленового волокна, не может быть получена листообразная структура из волокна с отличной прочностью.
Кроме того, что касается полипропиленового волокна, описанного в патентном документе 7, промежутки между бороздчатыми шероховатыми поверхностными структурами, которые существуют на поверхности волокна, и их высота являются небольшими. Таким образом, даже когда использовано полипропиленовое волокно, листообразная структура из волокна с отличной водоудерживающей способностью не может быть получена. Далее, что касается полипропиленового волокна, описанного в патентном документе 8, образование неровностей на поверхности волокна является недостаточным, и промежутки между неровностями и их высота являются небольшими. Таким образом, даже если использовано полипропиленовое волокно, листообразная структура из волокна с отличной водоудерживающей способностью не может быть получена.
Далее, в качестве одной из областей применения полипропиленового волокна упомянуто о его использовании в качестве армирующего волокна для органических полимеров. В качестве конкретного примера его указан вышеупомянутый армированный полипропиленовым волокном полиолефиновый листовой материал. Однако вследствие того, что теплостойкость полипропиленового волокна недостаточна, производительность снижается, и прочность адгезии между полипропиленовым волокном и полиолефиновым основанием оказывается недостаточной, как рассмотрено выше.
Кроме того, когда полипропиленовое волокно используют как армирующее волокно для органических полимеров, отличных от полиолефинов, для получения композиционного материала, содержащего полипропиленовое волокно и органический полимер, и формового продукта, необходимый эффект усиления иногда не достигается вследствие низкой теплостойкости полипропиленового волокна и низкой адгезионной способности полипропиленового волокна к органическому полимеру. С этих точек зрения существует потребность в полипропиленовом волокне с отличной износостойкостью и, более того, имеющем отличную адгезионную способность к органическому полимеру. Однако теплостойкость каждого типа полипропиленового волокна, описанного в патентных документах 1 и 2, все же является недостаточно высокой. Таким образом, полипропиленовые волокна, описанные в патентных документах 1 и 2, не являются необходимым образом эффективными как армирующие волокна для органических полимеров.
Кроме того, что касается полипропиленовых волокон, имеющих неровности на поверхности, описанных в патентных документах 4-8, неровности на поверхности (шероховатая поверхность) являются недостаточными, образование неровностей регулировано, и прочность недостаточна. Поэтому, даже когда данные полипропиленовые волокна используют как усиливающее волокно для органических полимеров, невозможно получить композиционный материал, содержащий органический полимер и полипропиленовое волокно, формовой продукт и т.д., которые обладали бы отличной прочностью и т.п., вследствие недостаточной адгезии с органическими полимерами.
Патентный документ 1: патент Японии 2002-302825 А
Патентный документ 2: патент Японии 2001-20132 А
Патентный документ 3: патент Японии 04-41710 А
Патентный документ 4: патент Японии 61-26510 В
Патентный документ 5: патент Японии 56-9268 А
Патентный документ 6: патент Японии 61-301 В
Патентный документ 7: патент Японии 2003-293216 А
Патентный документ 8: патент Японии 3130288 В
Патентный документ 9: патент Японии 07-90785 А
Патентный документ 10: патент Японии 2002-20926 А
Не патентный документ 1: “Macromolecules”, vol. 6, 1973, p.925
Не патентный документ 2: “Macromolecules”, vol. 8, 1975, p.687
Задачей настоящего изобретения является разработка полипропиленового волокна, которое имеет однородную кристаллическую структуру и обладает отличной теплостойкостью, а также прочностью.
Другой задачей настоящего изобретения является разработка полипропиленового волокна, которое имеет высокую водоудерживающую способность и отличную прочность.
Кроме того, еще одной задачей настоящего изобретения является разработка полипропиленового волокна, которое имеет отличную прочность, теплостойкость и водоудерживающую способность.
Далее, также задачей настоящего изобретения является разработка способа гладкого получения полипропиленового волокна.
Еще дополнительной задачей настоящего изобретения является разработка гидравлической композиции и гидравлического продукта, содержащего гидравлическую композицию. Гидравлическая композиция включает полипропиленовое волокно с отличной теплостойкостью и прочностью в качестве армирующего волокна, может образовывать гидравлический продукт с отличной прочностью и сроком службы, независимо от различий в температурах отверждения, не деструктирует и не снижает прочность полипропиленового волокна даже в случае отверждения в автоклаве при высокой температуре, и может обеспечить гидравлическую композицию с отличной прочностью и сроком службы с укороченным временем отверждения.
Кроме того, другой задачей настоящего изобретения является разработка гидравлической композиции и гидравлического продукта, полученного из гидравлической композиции. Гидравлическая композиция включает полипропиленовое волокно с отличной теплостойкостью, прочностью, водоудерживающей способностью и совместимостью с гидравлическим веществом, образующим матрицу, и которое может дать гидравлический продукт с отличной прочностью и сроком службы.
Далее, другой задачей настоящего изобретения является разработка структуры веревки, изготовленной из полипропиленового волокна, которая имеет высокую прочность и отличную износостойкость, в которой плавление, течение расплава и снижение физических свойств полипропиленового волокна, образующего веревку, не возникают, даже когда структура веревки подвергается воздействию высокой температуры и трению и царапанию, веревку трудно разрезать и растянуть при высокой температуре вследствие присущих ей свойств, в которой проскальзывание между волокнами, образующими веревку, и проскальзывание между прядями волокон, образующими веревку, является низким, в которой соединение волокон и соединение прядей из волокон является жестко и прочно скрученным, и которая обладает отличной прочностью, сопротивлением растяжению, износостойкостью, способностью удерживать форму и т.п.
Кроме того, другой задачей настоящего изобретения является разработка листообразной структуры из волокна, формованной из полипропиленового волокна, которая обладает отличной водоудерживающей способностью, а также прочностью, такой как нетканая ткань, синтетическая бумага, текстильный или трикотажный материал и сетчатое изделие.
Кроме того, другой задачей настоящего изобретения является разработка листообразной структуры из волокна, полученной из полипропиленового волокна, которое обладает отличной прочностью, а также теплостойкостью.
Кроме того, другой задачей настоящего изобретения является разработка листообразной структуры из волокна, полученной из полипропиленового волокна, которая обладает отличной водоудерживающей способностью, прочностью и теплостойкостью.
Далее, задачей настоящего изобретения является разработка композиционного материала из полипропиленового волокна и органического полимера, который обладает отличными физико-механическими свойствами, такими как прочность, теплостойкость и долговечность, композиционный материал включает матрицу, полученную из органического полимера, полипропиленовое волокно, которое имеет высокую прочность, отличную износостойкость и отличную адгезионную способность к органическому полимеру, в котором не происходит плавления и снижения физико-механических свойств, даже когда на него воздействуют высокие температуры.
Другой задачей настоящего изобретения является разработка формового продукта, который содержит композиционный материал и обладает отличными физико-механическими свойствами, теплостойкостью и долговечностью.
Были проведены расширенные исследования, для решения вышеуказанных задач. В результате, на основе использования полипропилена, имеющего долю изотактических пентад (IPF) выше указанной, успешно разработано нетрадиционное полипропиленовое волокно, которое характеризуется определенными эндотермическими/плавления свойствами при измерении методом дифференциальной сканирующей калориметрии (ДСК), имеет однородную структуру кристаллов, обладает высокой теплостойкостью, а также имеет отличную прочность.
Кроме того, на основе использования полипропилена, имеющего долю изотактических пентад (IPF) выше указанной, было успешно получено нетрадиционное полипропиленовое волокно, которое имеет на поверхности волокна неровности, имеющие заданный средний промежуток и заданную среднюю высоту, как результат присутствия чередующихся выступающих областей, имеющих большой диаметр, и не выступающих областей, имеющих малый диаметр, вдоль оси волокна, нетрадиционное полипропиленовое волокно имеет малую тонину моноволокна, отличную прочность и высокую водоудерживающую способность. Кроме того, авторы настоящего изобретения успешно получили нетрадиционное полипропиленовое волокно, которое имеет как эндотермические/плавления свойства, так и неровную структуру поверхности волокна, обладает отличной прочностью, теплостойкостью и водоудерживающей способностью.
В частности, было успешно получено нетрадиционное полипропиленовое волокно, которое показывает определенные эндотермические/плавления свойства при измерении методом дифференциальной сканирующей калориметрии (ДСК), имеет однородную кристаллическую структуру, отличную теплостойкость и прочность, нетрадиционное полипропиленовое волокно получают прядением расплава полипропилена, имеющего долю изотактических пентад (IPF) выше указанной, затем охлаждением полученных нитей с их отверждением и получением полипропиленового невытянутого волокна, а затем предварительной и последующей вытяжкой полученного полипропиленового невытянутого волокна в определенных условиях.
Далее, было установлено, что когда полипропиленовое волокно, имеющее тонину моноволокна 3 дтекс или ниже, и особенно от 0,1 до 3 дтекс, получено конкретным описанным выше способом, то получают полипропиленовое волокно, которое имеет неровности с заданными средними промежутками и заданной средней высотой, как результат присутствия чередующихся выступающих областей, имеющих большой диаметр, и не выступающих областей, имеющих малый диаметр, вдоль оси волокна, и которое имеет отличную водоудерживающую способность и прочность; и когда конкретно определены эндотермические/плавления свойства методом дифференциальной сканирующей калориметрии (ДСК) полипропиленового волокна, кристаллическая структура полипропиленового волокна становится однородной, а теплостойкость становится отличной, помимо таких свойств, как высокая водоудерживающая способность и высокая прочность.
Была предпринята попытка получения гидравлической композиции смешением полипропиленового волокна, полученного выше, с гидравлическим веществом, таким как цемент, и получения гидравлического продукта при использовании гидравлической композиции. В результате этого было обнаружено, что гидравлический продукт (гидравлический формовой продукт), полученный формованием смеси, в которой воду смешали с гидравлической композицией, содержащей полипропиленовое волокно, полученное выше, и отверждением полученного полуфабриката, имеет чрезвычайно высокую прочность. В частности, было установлено, что при получении гидравлического продукта, такого как гидравлический формовой продукт, с использованием гидравлической композиции, содержащей полипропиленовое волокно, полученное выше, можно получить гидравлический продукт, имеющий высокую прочность, независимо от температур отверждения; прочность гидравлического продукта становится высокой при любом сшивании при высокой температуре, превышающей 100°С, сшивании при комнатной температуре и сшивании при температуре от комнатной температуры до высокой температуры, превышающей 100°С; и, в частности, при проведении сшивания в автоклаве при высокой температуре, превышающей 100°С, из данных высоких температур, при высокой температуре, превышающей 150°С, и особенно при высокой температуре 170°С или выше, может быть получен гидравлический продукт, который имеет высокую прочность, эквивалентную прочности продукта, отвержденного при комнатной температуре, с высокой производительностью, в значительной степени за счет снижения времени отверждения, по сравнению со случаем отверждения при комнатной температуре, вследствие высокой совместимости с гидравлическим продуктом, образующимся из-за конкретной неровной структуры поверхности полипропиленового волокна при отсутствии деструкции и снижения прочности полипропиленового волокна, содержащегося в гидравлической композиции, и при сохранении исходной высокой прочности.
Кроме того, была предпринята попытка получения веревки с использованием полипропиленового волокна, полученного выше. В результате было установлено, что когда веревку получают при использовании полипропиленового волокна, полученного выше, то можно получить веревку, имеющую следующие свойства: веревка имеет высокую прочность и отличную теплостойкость, в которой затруднено плавление, течение расплава, снижение физических свойств и т.п. полипропиленового волокна, которое образует веревку, даже когда веревка подвержена действию высокой температуры, имеет шероховатости или царапины; веревку трудно разрезать, и она показывает меньшее растяжение под действием высокой температуры вследствие вышеуказанных свойств; и проскальзывание между волокнами, образующими веревку, и проскальзывание между нитями волокна, образующего веревку, является низким, а сборка волокон и сборка нитей волокна при скручивании обоих является жесткой и прочной, так что веревка имеет отличную прочность, сопротивление растяжению, износостойкость, удерживает форму и т.п.
Более того, было установлено, что когда листообразная структура из волокна, такая как тканевая или трикотажная ткань, нетканый материал, синтетическая бумага и сетчатое изделие получены при использовании полипропиленового волокна, полученного выше, листообразная структура из волокна имеет высокую степень водоудерживающей способности и отличную водоудерживающую способность, прочность и теплостойкость.
Далее, используя полипропиленовое волокно, полученное выше, в качестве армирующего волокна для органического полимера, была предпринята попытка получения композиционного материала, содержащего полипропиленовое волокно в матрице, образованной органическим полимером, а затем получения формового продукта из композиционного материала. Как результат, касательно композиционного материала и формового продукта, полученного таким образом, полипропиленовое волокно, содержавшееся в матрице, образованной органическим полимером, имеет высокую прочность и обладает превосходной теплостойкостью. Таким образом, даже при воздействии высокой температуры, плавление, течение расплава, снижение физических свойств и т.д. вероятно не будут возникать. Кроме того, вследствие сцепляющего эффекта с органическим полимером матрицы из-за конкретных неровностей поверхности полипропиленового волокна механические свойства, такие как предел прочности при разрыве, ударная вязкость, модуль эластичности при изгибе и прочность при изгибе, являются отличными. На основе вышеуказанных установленных фактов настоящее изобретение было осуществлено.
То есть, настоящее изобретение относится:
(1) к полипропиленовому волокну, включающему полипропилен, имеющий долю изотактических пентад (IPF) 94% или больше, в котором полипропиленовое волокно имеет прочность волокна 7 сН/дтекс или больше; и форма эндотермического пика полипропиленового волокна, полученного методом дифференциальной сканирующей калориметрии (ДСК), представляет форму одиночного пика, имеющего полуширину 10°С или ниже, и измерение энтальпии плавления (ΔН) полипропиленового волокна по методу ДСК составляет 125 Дж/г или больше (далее по тексту может называться как «полипропиленовое волокно А»);
(2) к полипропиленовому волокну, включающему полипропилен, имеющий долю изотактических пентад (IPF) 94% или выше, в котором полипропиленовое волокно имеет прочность волокна 7 сН/дтекс или больше, полипропиленовое волокно имеет тонину моноволокна от 0,1 до 3 дтекс, и полипропиленовое волокно имеет на своей поверхности неровности, имеющие средний промежуток от 6,5 до 20 мкм и среднюю высоту от 0,35 до 1 мкм, как результат наличия чередующихся выступающих частей, имеющих большой диаметр, и не выступающих частей, имеющих небольшой диаметр, по оси волокна (далее по тексту называемому как «полипропиленовое волокно В»);
(3) к полипропиленовому волокну, включающему полипропилен, имеющий долю изотактических пентад (IPF) 94% или больше, в котором полипропиленовое волокно имеет прочность волокна 7 сН/дтекс или больше; полипропиленовое волокно имеет тонину моноволокна от 0,1 до 3 дтекс; форма эндотермического пика полипропиленового волокна, полученного методом дифференциальной сканирующей калориметрии (ДСК), представляет форму одиночного пика, имеющего полуширину 10°С или ниже, и измерение энтальпии плавления (ΔН) полипропиленового волокна по методу ДСК составляет 125 Дж/г или больше; и полипропиленовое волокно имеет на своей поверхности неровности, имеющие средний промежуток от 6,5 до 20 мкм и среднюю высоту от 0,35 до 1 мкм, как результат наличия чередующихся выступающих частей, имеющих большой диаметр, и не выступающих частей, имеющих небольшой диаметр, по оси волокна (далее по тексту называемому как «полипропиленовое волокно С»); и
(4) к полипропиленовому волокну согласно пунктам (2) или (3), в котором полипропиленовое волокно имеет водоудерживающую способность 10 мас. % или больше.
Кроме того, настоящее изобретение относится к (5) способу получения полипропиленового волокна по любому из пунктов с (1) по (4), включающему формование из расплава полипропилена, имеющего долю изотактических пентад (IPF) 94% или больше; охлаждение образующихся нитей с их отверждением, так что образуется полипропиленовое невытянутое волокно; предварительную вытяжку полипропиленового невытянутого волокна при температуре от 120 до 150°С и кратности вытяжки 3-10 раз; и последующую вытяжку с кратностью вытяжки 1,2-3 раза в условиях действия температуры от 170 до 190°С, скорости деформации от 1,5 до 15 раз/мин, и натяжения при вытяжке от 1,0 до 2,5 сН/дтекс;
(6) к способу получения согласно пункту (6), в котором общая кратность вытяжки на стадии предварительной вытяжки и на стадии последующей вытяжки составляет от 3,9 до 20 раз; и
(7) к способу получения по пункту (5) или (6), в котором произведение (А×В) скорости прядения расплава А (м/мин) в момент получения полипропиленового невытянутого волокна на общую кратность вытяжки В (раз) от стадии предварительной вытяжки до стадии последующей вытяжки составляет от 3000 до 17000 (м·раз/мин).
Кроме того, настоящее изобретение относится к (8) гидравлической композиции, включающей полипропиленовое волокно по любому из пунктов (1)-(4);
(9) к гидравлическому продукту, который получен при использовании гидравлической композиции согласно пункту (8); и
(10) к гидравлическому продукту согласно пункту (9), в котором гидравлический продукт включает формовой продукт.
Далее, настоящее изобретение относится к (11) структуре веревки, которая получена при использовании полипропиленового волокна согласно любому из пунктов (1)-(4).
Кроме того, настоящее изобретение относится (12) к листообразной структуре из волокна, включающей полипропиленовое волокно согласно любому из пунктов (1)-(4);
(13) листообразной структуре из волокна в соответствии с пунктом (12), в которой содержание полипропиленового волокна согласно любому из пунктов (1)-(4) составляет 50 мас.% или больше; и
(14) к листообразной структуре из волокна согласно пункту (12) или (13), в которой листообразная структура из волокна имеет водоудерживающую способность 10 мас.% или больше.
Помимо этого, настоящее изобретение относится (15) к композиционному материалу, включающему полипропиленовое волокно согласно любому из пунктов (1)-(4) в матрице, состоящей из органического полимера;
(16) к композиционному материалу согласно пункту (15), в котором полипропиленовое волокно в матрице, состоящей из органического полимера, представляет короткомерное волокно, длинномерное волокно, волокно в форме пучка нитей, в форме нитей, в форме текстильного или трикотажного материала, в форме нетканого материала или в сетчатой форме;
(17) композиционный материал согласно пункту (15) или (16), в котором органический полимер включает, по меньшей мере, один тип органического полимера, выбранного из термопластичной смолы, термореактивной смолы и каучука; и
(18) формовой продукт, включающий композиционный материал согласно любому из пунктов с (15) по (17).
Полипропиленовое волокно (полипропиленовые волокна А-С) настоящего изобретения имеет такую высокую прочность волокна, как 7 сН/дтекс или больше.
Из полипропиленовых волокон настоящего изобретения полипропиленовые волокна (полипропиленовое волокно А, полипропиленовое волокно С) содержат полипропилен, имеющий долю изотактических пентад (IPF) 94% или больше и обладают такими свойствами, как форма эндотермического пика, определенного методом дифференциальной сканирующей калориметрии (ДСК), имеющая форму единичного пика с полушириной 10°С или ниже, и изменение энтальпии плавления (ΔН) составляет 125 Дж/г или больше. Вследствие данных свойств, полипропиленовые волокна (полипропиленовое волокно А, полипропиленовое волокно С) имеют высокую кристалличность, обладают однородной кристаллической структурой и являются чрезвычайно теплостойкими, не плавятся легко даже под воздействием высокой температуры или трения и могут сохранять отличную форму волокна и прочность волокна.
Из полипропиленовых волокон настоящего изобретения полипропиленовые волокна (полипропиленовое волокно В, полипропиленовое волокно С), имеющие на поверхности неровности со средним промежутком от 6,5 до 20 мкм и средней высотой от 0,35 до 1 мкм, как результат присутствия чередующихся выступающих областей, имеющих большой диаметр, и не выступающих областей, имеющих малый диаметр, по оси волокна, имеют такую высокую водоудерживающую способность, как 10% или больше, и обладают отличной адгезионной способностью к гидравлическому веществу, органическому полимеру и другим материалам вследствие сцепляющего эффекта, обусловленного шероховатой структурой поверхности волокна.
В частности, полипропиленовое волокно (полипропиленовое волокно С) настоящего изобретения, имеющее конкретные свойства, определенные методом ДСК, детально изложенные в настоящем изобретении, и вышеупомянутую шероховатую структуру поверхности волокна, имеет высокую прочность волокна, высокую кристалличность и однородную кристаллическую структуру и является отличным по теплостойкости, водоудерживающей способности, а также адгезионной способности к другим материалам.
Учитывая преимущество вышеуказанных превосходных свойств, полипропиленовое волокно настоящего изобретения может быть эффективно использовано в различных областях в форме короткомерного волокна, длинномерного волокна, пучка волокон и т.п., или в форме волокнистой структуры, такой как текстильный или трикотажный материал, нетканый материал, сетчатое изделие и бумага.
Согласно способу получения настоящего изобретения, полипропиленовое волокно настоящего изобретения, имеющее вышеуказанные конкретные свойства, определенные методом ДСК, полипропиленовое волокно настоящего изобретения, имеющее вышеуказанную конкретную неровную структуру поверхности волокна, и полипропиленовое волокно настоящего изобретения, имеющее и вышеуказанные конкретные свойства, измеренные методом ДСК, и вышеуказанную шероховатую структуру поверхности волокна, может быть легко получено.
Даже когда гидравлическая композиция настоящего изобретения, содержащая полипропиленовые волокна (полипропиленовое волокно А, полипропиленовое волокно С) настоящего изобретения, которые имеют такую высокую прочность волокна, как 7 сН/дтекс или больше, и конкретные свойства, измеренные методом ДСК, подробно изложенные в настоящем изобретении; и которые обладают отличной теплостойкостью и прочностью, отверждается при высокой температуре, превышающей 100°С, особенно 150°С или выше, и более предпочтительно 170°С или выше, полипропиленовое волокно, содержащееся в гидравлической композиции, сохраняет форму волокна и превосходную прочность. При применении гидравлической композиции может быть легко получен гидравлический продукт, обладающий отличной прочностью и долговечностью, с высокой производительностью при сокращенном времени отверждения.
Полипропиленовые волокна (полипропиленовое волокно В, полипропиленовое волокно С) настоящего изобретения, которые имеют такую высокую прочность волокна, как 7 сН/дтекс или больше, и имеют вышеуказанную конкретную неровную структуру поверхности волокна, подробно изложенную в настоящем изобретении, обладают такой высокой степенью водоудержания, как 10 мас.% или больше, и, таким образом, совместимость с гидравлическим веществом, таким как цемент, оказывается высокой. Более того, вследствие вышеуказанной конкретной неровной структуры поверхности волокна, сила трения на межфазной поверхности волокно/цемент также является высокой. Таким образом, эффективно реализуется прочность полипропиленового волокна в момент, например, разрыва гидравлического продукта. Поэтому, при использовании гидравлической композиции настоящего изобретения, содержащей полипропиленовое волокно, может быть легко получен гидравлический продукт, имеющий высокую прочность.
В частности, из гидравлических композиций настоящего изобретения гидравлическая композиция настоящего изобретения, содержащая в качестве полипропиленового волокна полипропиленовое волокно (полипропиленовое волокно С), которое имеет тонину мооноволокна от 0,1 до 3 дтекс, прочность волокна 7 сН/дтекс или больше, вышеуказанные конкретные свойства по методу ДСК, подробно изложенные в настоящем изобретении, и вышеуказанную неровную структуру поверхности волокна, подробно изложенную в настоящем изобретении, образует гидравлический продукт с отличной прочностью, даже когда подвергается любому типу отверждения, такому как отверждение при высокой температуре, превышающей 100°С, особенно 150°С или выше и более особенно 170°, отверждение при нормальной температуре, естественное отверждение (например, при 80°С или ниже) или отверждение при промежуточной температуре между вышеуказанными температурами.
Структура веревки настоящего изобретения, полученной при использовании полипропиленовых волокон (полипропиленового волокна А и полипропиленового волокна С), имеющих вышеуказанные конкретные свойства, измеренные методом ДСК, и прочность волокна, определенную в настоящем изобретении, имеет высокую прочность, отличную теплостойкость и не плавится, не течет при плавлении, не снижает физических свойств и т.д. полипропиленового волокна, которое образует веревку, даже когда на веревку воздействует высокая температура, тянущая сила или абразивное воздействие. Таким образом, структура веревки является стойкой к разрезам и повреждению, показывает меньше растяжения при высокой температуре, может сохранять механические свойства, такие как прочность, в течение длительного промежутка времени, и имеет отличную долговечность.
Кроме того, структура веревки настоящего изобретения, полученной при использовании полипропиленовых волокон (полипропиленового волокна В и полипропиленового волокна С), имеющих вышеуказанную прочность волокна, тонину моноволокна и неровную поверхность волокна, подробно изложенную в настоящем изобретении, характеризуется отсутствием проскальзывания между полипропиленовыми волокнами вследствие конкретной неровной структуры поверхности волокна. Что касается структуры веревки, то волокна и стренды из волокон тесно и жестко скручены до состояния, при котором полипропиленовые волокна находятся в зацеплении друг с другом, а стренды из полипропиленовых волокон находятся в зацеплении друг с другом. Поэтому, структура веревки является отличной по прочности, сопротивлению растяжению, износостойкости, сохранению формы и т.п.
В частности, структура веревки настоящего изобретения, полученной при использовании полипропиленового волокна (полипропиленового волокна С) настоящего изобретения, имеющего вышеуказанные конкретную прочность волокна, ДСК свойства, тонину моноволокна и неровную структуру поверхности волокна, которые подробно изложены в настоящем изобретении, имеет высокую прочность и отличную теплостойкость. Более того, что касается структуры веревки, волокна и стренды из волокон, которые образуют структуру веревки, скручены жестко и плотно, и прочность, сопротивление растяжению, износостойкость, сохранение формы и т.д. имеют лучшие показатели.
Листообразная структура из волокон настоящего изобретения, полученная при использовании полипропиленовых волокон (полипропиленового волокна А и полипропиленового волокна С) настоящего изобретения, имеющих вышеуказанные конкретные прочность волокна и ДСК свойства, подробно изложенные в настоящем изобретении, высокую прочность, является отличной по теплостойкости, может сохранять механические свойства, такие как прочность, в течение длительного промежутка времени, даже при воздействии высокой температуры, и имеет высокую долговечность.
Листообразная структура из волокна настоящего изобретения, полученная при использовании полипропиленовых волокон (полипропиленового волокна В, полипропиленового волокна С), которые имеют вышеуказанные прочность волокна, тонину моноволокна и неровную структуру поверхности волокна, подробно изложенные в настоящем изобретении, обладает высокой водоудерживающей способностью (обычно величиной водоудержания 10 мас.% или больше) и является отличной по удерживанию воды и прочности.
В частности, листообразная структура из волокон настоящего изобретения, полученная при использовании полипропиленового волокна (полипропиленового волокна С) настоящего изобретения, имеющего вышеназванные прочность волокна, ДСК свойства, тонину моноволокна и неровную структур поверхности волокна, которые подробно изложены в настоящем изобретении, является отличной по всем показателям таких свойств, как теплостойкость, прочность, долговечность и водоудерживающая способность.
Листообразная структура из волокна (текстильный или трикотажный материал, нетканый материал, синтетическая бумага, сетчатое изделие и т.д.) настоящего изобретения может быть эффективно использована с учетом преимуществ вышеуказанных свойств в различных областях, таких как фильтры, сепараторы, армирующие материалы, одежда, пеленки и салфетки для снятия макияжа.
Композиционный материал настоящего изобретения, в котором содержатся полипропиленовые волокна (полипропиленовое волокно А, полипропиленовое волокно С) настоящего изобретения, имеющие вышеуказанные конкретные прочность волокна и ДСК свойства, определенные в настоящем изобретении, в матрице, содержащей органический полимер, и формовой продукт, содержащий композиционный материал, обладают отличными механическими свойствами, такими как предел прочности при разрыве, ударная вязкость, модули эластичности при изгибе и прочность при изгибе, и, кроме того, обладают отличной теплостойкостью и долговечностью. Это обусловлено тем, что полипропиленовое волокно является превосходным по теплостойкости и, таким образом, полипропиленовое волокно не плавится легко, даже когда подвергается воздействию высокой температуры, и сохраняет благоприятную форму волокна и прочность волокна.
Композиционный материал, в котором полипропиленовые волокна (полипропиленовое волокно В, полипропиленовое волокно С) настоящего изобретения, имеющие вышеуказанные прочность волокна, тонину моноволокна и неровности на поверхности волокна, подробно изложенные в настоящем изобретении, содержатся в матрице, содержащей органический полимер, и формовой продукт, содержащий композиционный материал, обладают отличными механическими свойствами, такими как предел прочности при разрыве, ударная вязкость, модули эластичности при изгибе и прочность при изгибе, и, кроме того, имеют отличную долговечность вследствие высокой прочности полипропиленового волокна и высокой адгезионной способности полипропиленового волокна к органическому полимеру вследствие сцепляющего эффекта к матрице из органического полимера, являющегося результатом неровной структуры поверхности волокна.
В частности, композиционный материал, в котором содержится полипропиленовое волокно (полипропиленовое волокно С) настоящего изобретения, имеющее вышеуказанную конкретную прочность волокна, параметры ДСК, тонину моноволокна и неровную структуру поверхности волокна, которые подробно изложены в настоящем изобретении, в матрице, содержащей органический полимер, и формовой продукт, содержащий композиционный материал, являются, вследствие вышеуказанных превосходных свойств полипропиленового волокна, превосходными по механическим свойствам, таким как предел прочности при разрыве, ударная вязкость, модули упругости при изгибе и прочность при изгибе, и, кроме того, превосходными по теплостойкости и долговечности.
Сущность изобретения поясняется на чертежах, где:
На фиг. 1 дан схематический вид, иллюстрирующий форму эндотермического пика, полученного методом ДСК, для полипропиленового волокна.
На фиг. 2 представлен вид, показывающий, как определить полуширину эндотермического пика, полученного методом ДСК, для полипропиленового волокна.
На фиг. 3 дан схематический вид, иллюстрирующий неровности полипропиленового волокна и иллюстрирующий путь определения среднего промежутка и средней высоты неровностей.
На фиг. 4 представлена снятая на сканирующем электронном микроскопе фотография полипропиленового волокна, полученного в примере 1.
На фиг. 5 дан вид, иллюстрирующий метод измерения числа оборотов шлифовального цилиндра с трением и кручением веревки до момента ее разрыва.
Ниже настоящее изобретение будет рассмотрено подробно.
Полипропиленовое волокно настоящего изобретения содержит полипропилен, имеющий долю изотактических пентад (далее по тексту иногда просто в сокращении как «IPF») 94% или больше. Предпочтительно, чтобы полипропиленовое волокно содержало полипропилен, имеющий IPF от 95 до 99%, и еще более предпочтительно, чтобы полипропиленовое волокно содержало полипропилен, имеющий IPF от 96 до 99%.
Когда IPF полипропилена составляет меньше 94%, однородная кристаллическая структура в полипропиленовом волокне образуется с трудом, что делает невозможным получить полипропиленовое волокно настоящего изобретения, имеющее достаточную прочность и теплостойкость. В отличие от этого, поскольку полипропилен, имеющий IPF, превышающую 99%, трудно получить в промышленном масштабе, такой полипропилен не имеет практического значения с точки зрения стоимости и т.п.
Полипропиленовое волокно настоящего изобретения может быть формовано из пропиленового гомополимера одного типа или может быть формовано из пропиленового сополимера на основе пропилена и другого сополимеризуемого с ним мономера, если только величина IPF попадает в вышеуказанный интервал значений. Или, когда IPF всей смеси попадает в вышеуказанный интервал значений, полипропиленовое волокно настоящего изобретения может быть получено из смеси двух или нескольких пропиленовых гомополимеров; из смеси одного, двух или нескольких пропиленовых гомополимеров и одного, двух или нескольких пропиленовых сополимеров; или из смеси двух или нескольких пропиленовых сополимеров.
Кроме того, если только IPF всего пропиленового полимера, образующего полипропиленовое волокно, попадает в вышеуказанный интервал значений, полипропиленовое волокно настоящего изобретения может быть конъюгированным пряденым волокном или смешанным пряденым волокном, имеющим конъюгированную форму и смешанную форму, образованную при использовании двух или нескольких пропиленовых гомополимеров и/или пропиленовых сополимеров, такую как типа оболочка-ядро, типа «острова в море» и типа «бок о бок»; или конъюгированным волокном, образованным полипропиленом и другим полимером, типа оболочка-ядро, типа «остров в море» или типа «бок о бок».
IPF полипропилена является показателем, показывающим стереорегулярность, и влияет на кристалличность, когда полипропилен формуют в волокно. В общем, когда полипропилен имеет более высокую величину IPF, его стереорегулярность является более высокой. IPF полипропилена может быть определена по сигналу 13С ЯМР, и величина IPF полипропилена, как она использована в описании, относится к величине, рассчитанной методом, рассмотренным в представленных далее примерах.
Прочность волокна полипропиленового волокна настоящего изобретения составляет 7 сН/дтекс или больше, предпочтительно от 7 до 13 сН/дтекс, более предпочтительно от 8 до 13 сН/дтекс, также более предпочтительно от 9 до 13 сН/дтекс, все еще более предпочтительно от 9 до 13 сН/дтекс.
Здесь прочность волокна (тонина моноволокна) полипропиленового волокна, как она использована в описании, относится к прочности волокна, измеренной методом, рассмотренным в представленных далее примерах.
Вследствие вышеуказанной прочности волокна, полипропиленовое волокно настоящего изобретения может быть эффективно использовано в различных областях. Когда прочность волокна полипропиленового волокна составляет меньше 7 сН/дтекс, то становится трудно изготовить из такого полипропиленового волокна различные продукты высокой прочности, и требуется использовать большое количество полипропиленовых волокон, чтобы достичь данной прочности. Таким образом, показатель малой массы, который исходно присущ полипропиленовому волокну, не может быть реализован. Например, когда изготавливают веревку из полипропиленового волокна, имеющего прочность волокна 7 сН/дтекс или меньше, то становится трудно изготовить веревку, имеющую высокую прочность. Таким образом, чтобы получить веревку, имеющую достаточно большую прочность, необходимо использовать много полипропиленового волокна, чтобы изготовить веревку, имеющую большую тонину волокна, что сводит на нет значение параметра малой массы.
В отличие от этого, полипропиленовое волокно, имеющее прочность волокна, превышающую 13 сН/дтекс, имеет проблему с точки зрения практического использования, потому что необходимо применять условия, при которых производительность низкая.
Из полипропиленовых волокон настоящего изобретения полипропиленовые волокна (полипропиленовое волокно А, полипропиленовое волокно С), имеющие конкретные параметры ДСК, так что «форма эндотермического пика при измерении дифференциальной сканирующей калориметрией (ДСК) (далее по тексту иногда просто называемой как «измерения ДСК») представляет собой одиночный пик, имеющий полуширину 10°С или ниже, и изменение энтальпии плавления (ΔН) составляет 125 Дж/г или больше», помимо вышеуказанного свойства, такого как прочность волокна, составляющая 7 или больше сН/дтекс, обладают отличной теплостойкостью, обусловленной данными свойствами.
Поскольку полипропиленовое волокно, в котором форма эндотермического пика при измерении ДСК представляет форму узкого (острого) одиночного пика, имеющего полуширину 10°С или ниже, и изменение энтальпии плавления (ΔН) составляет 125 Дж/г или больше, обладает отличной теплостойкостью, то течение расплава и снижение физических свойств менее вероятны, даже при воздействии высокой температуры.
Здесь, вышеупомянутый термин «форма эндотермического пика» и «изменение энтальпии плавления (ΔН)», полученные при измерении методом ДСК, как использованы в настоящем изобретении, относятся к форме эндотермического пика и изменению энтальпии плавления (ΔН) при измерении методом ДСК, осуществленном согласно методу, описанному в представленных ниже примерах.
При измерениях методом ДСК изотактического полипропиленового волокна эндотермический пик плавления, наблюдаемый при 160°С или выше, обычно обусловлен плавлением кристаллов. Традиционно известно полипропиленовое волокно, в котором температура эндотермического пика составляет 160°С или выше, и в некоторых случаях 175°С или выше. Однако в данном традиционном полипропиленовом волокне кристаллизация недостаточна. Поэтому форма эндотермического пика имеет форму двойного пика или форму широкого (уширенного) одиночного пика, обусловленного тем, что кристаллическая структура в целом является неравномерной.
В отличие от этого, в полипропиленовом волокне (полипропиленовом волокне А, полипропиленовом волокне С) настоящего изобретения форма эндотермического пика при измерении методом ДСК имеет форму узкого (острого) одиночного пика, имеющего полуширину 10°С или ниже, свидетельствующего об однородной кристаллической структуре.
Кроме того, в полипропиленовом волоке настоящего изобретения изменение энтальпии плавления (ΔН) при измерении методом ДСК составляет такую большую величину, как 125Дж/г или больше, кристалличность является высокой; кристаллическая структура является однородной, а теплостойкость является превосходной.
Здесь будут рассмотрены «форма эндотермического пика при измерении методом ДСК» и «полуширина», как использовано в описании.
Во-первых, на фиг. 1 дан схематический вид, иллюстрирующий форму эндотермического пика полипропиленового волокна при измерении методом ДСК.
На фиг.1 (а) соответствует типичному примеру кривой эндотермического пика полипропиленового волокна настоящего изобретения. Кривая плавления имеет только один эндотермический пик (одиночный пик). Одиночный пик является узким и высоким. Изменение энтальпии плавления (ΔН) также имеет большую величину по сравнению с традиционным полипропиленовым волокном.
В отличие от этого, на фиг. 1 (b) представлен пример кривой плавления традиционного полипропиленового волокна. Кривая плавления имеет два эндотермических пика (двойной пик), и ширина пика (полуширина) является большой, а изменение энтальпии плавления (ΔН) является небольшим.
Кроме того, на фиг. 1 (с) представлен другой пример кривой плавления традиционного полипропиленового волокна. Кривая плавления имеет эндотермический пик (одиночный пик), и изменение энтальпии плавления (ΔН) является небольшим.
Далее, на фиг. 2 дан вид, иллюстрирующий метод определения полуширины эндотермического пика плавления полипропиленового волокна при измерении методом ДСК.
Фиг. 2 представляет типичный пример эндотермических свойств (свойств плавления) полипропиленового волокна настоящего изобретения при измерении методом ДСК. В частности, когда точка пересечения перпендикулярной прямой из вершины Х единственного эндотермического пика (одиночного пика) с осью температур и базовой линией эндотермического пика определяется как Y, точка, которая разделяет отрезок X-Y, определена как М. Тогда точки пересечения прямой линии, параллельной оси температур, проходящей через М и кривую плавления, определены как N1 и N2, соответственно, а длина (ширина по оси температур) отрезка N1-N2 эквивалентна «полуширине (°С)», как использовано в описании.
Когда кривая плавления полипропиленового волокна имеет два эндотермических пика (двойной пик), как показано на (b) фиг. 1, или имеет три или больше эндотермических пиков, то полуширина определяется следующим образом. Вершина самого высокого эндотермического пика определяется как Х, точка пересечения перпендикулярной линии из вершины Х к оси температур и базовой линии кривой плавления определена как Y; точка, которая разделяет пополам отрезок X-Y, определена как М; и из точек пересечения прямой линии, параллельной оси температур, проходящей через М и кривую плавления, точка пересечения при самой низкой температуре определена как N1, а пересечение при самой высокой температуре определена как N2, длина (ширина по оси температур) отрезка N1-N2 эквивалентна «полуширине (°С)», как использовано в описании. В данном случае полуширина (°С) обычно является широкой.
Затем на кривой плавления площадь, ограниченная базовой линией эндотермического пика (смотри фиг. 2) и кривой плавления выше базовой линии, эквивалентна «изменению энтальпии плавления (ΔН)», как использовано в описании.
Когда образование кристаллов в полипропиленовом волокне недостаточно, другой эндотермический пик или экзотермический пик может вновь появиться на кривой вследствие, например, перегруппировки кристаллов в момент проведения измерений методом ДСК, обуславливая сложный вид кривой плавления ДСК. Кроме того, когда образование кристаллов в полипропиленовом волокне недостаточно, эндотермический пик или экзотермический пик может появиться или исчезнуть, обуславливая возможность изменения кривой плавления, даже в случае использования того же образца, в зависимости от разницы в скорости повышения температуры в момент проведения измерений методом ДСК.
В отличие от этого, из полипропиленовых волокон настоящего изобретения, что касается полипропиленовых волокон (полипропиленового волокна А, полипропиленового волокна С), имеющих конкретные свойства при измерении методом ДСК, такие как «форма эндотермического пика при измерении методом ДСК имеет форму одиночного пика с полушириной 10°С или ниже и изменение энтальпии плавления (ΔН) составляет 125 Дж/г или больше», кривая плавления имеет форму острого и большого одного эндотермического пика и имеет большое изменение энтальпии плавления (ΔН) в интервале скоростей изменения температуры от 1 до 50°С в момент проведения измерений методом ДСК, обусловленные свойствами при измерении методом ДСК, даже когда скорости повышения температуры отличаются. Это подтверждает тот факт, что среди полипропиленовых волокон настоящего изобретения полипропиленовое волокно, имеющее вышеуказанные свойства при измерении методом ДСК, имеет однородную и высокую кристалличность и, как результат этого, высокую теплостойкость.
Когда изменение энтальпии плавления (ΔН) полипропиленового волокна составляет меньше 125 Дж/г, то теплостойкость может оказаться недостаточной.
Следует обратить внимание, что даже в случае полипропиленового волокна, не отвечающего такому требованию, как «кривая плавления при измерении методом ДСК имеет единственный эндотермический пик с полушириной 10°С или ниже и изменение энтальпии плавления (ΔН) составляет 125 Дж/г или больше», полипропиленовое волокно (полипропиленовое волокно В) настоящего изобретения, имеющее свойства «содержащее полипропилен, имеющий IPF 94 % или больше; имеющее тонину моноволокна от 0,1 до 3 дтекс; имеющее прочность волокна 7 сН/дтекс или больше; и имеющее на поверхности неровности со средним промежутком от 6,5 до 20 мкм и среднюю высоту от 0,35 до 1 мкм, как результат присутствия чередующихся выступающих областей, имеющих большой диаметр, и не выступающих областей, имеющих малый диаметр, по оси волокна», может образовывать гидравлический продукт, композиционный материал и т.п., которые обладают отличными механическими свойствами, такими как предел прочности при разрыве, ударная вязкость, модуль эластичности при изгибе и прочность при изгибе, вследствие вышеуказанных конкретных неровностей на поверхности волокна. Это связано с тем, что когда полипропиленовое волокно (полипропиленовое волокно В) настоящего изобретения вводится в гидравлический материал, органический полимер и т.п., адгезионная способность к гидравлическому материалу или матрице из органического полимера улучшается вследствие высокой величины удержания воды, сцепляющего эффекта, эффекта зацепления и т.п., основанных на описанных ниже неровностях поверхности. Когда полипропиленовое волокно используют для изготовления веревки, можно получить веревку, имеющую высокую прочность.
Когда изменение энтальпии плавления (ΔН) полипропиленового волокна выше, то теплостойкость становится больше. Однако полипропиленовое волокно, превышающее 165 Дж/г, трудно получить, если резко не увеличить производительность, и, кроме того, для производства данного полипропиленового волокна необходимо использовать полипропилен, чья IPF по существу составляет 100%. Таким образом, эффективность оказывается низкой с точки зрения промышленного аспекта применения.
С точки зрения вышеуказанных причин, полипропиленовое волокно настоящего изобретения предпочтительно имеет изменение энтальпии плавления (ΔН) от 125 до 165 Дж/г, более предпочтительно от 130 до 165 Дж/г, еще более предпочтительно от 135 до 165 Дж/г, и также еще более предпочтительно от 140 до 165 Дж/г.
Тонина волокна (тонина моноволокна) полипропиленового волокна настоящего изобретения особенно не ограничивается. С точки зрения легкости производства в момент получения полипропиленового волокна (особенно легкости вытяжки) долговечности и т.п. тонина волокна (тонина моноволокна) полипропиленового волокна составляет обычно предпочтительно от 0,01 до 500 дтекс, более предпочтительно от 0,05 до 50 дтекс, и еще более предпочтительно от 0,1 до 5 дтекс.
Когда полипропиленовое волокно, тонина волокна которого (тонина моноволокна) является чрезвычайно низкой, используется для структуры или т.п., или после получения, то возникает плавление, разрыв нитей и т.п. полипропиленового волокна, иногда приводя в разрушению, недостаточной прочности и т.п. структуры. В отличие от этого, когда тонина моноволокна полипропиленового волокна является чрезвычайно высокой, снижаются показатели вытяжки для получения полипропиленового волокна. Таким образом, полипропиленовое волокно, которое имеет высокую прочность и которое имеет высокую кристалличность, не может быть получено. Более того, когда тонина волокна полипропиленового волокна является чрезвычайно большой, то может оказаться трудным изготовить текстильный или трикотажный материал, нетканое полотно, сетку и т.п.
Настоящее изобретение охватывает полипропиленовые волокна (полипропиленовое волокно С), имеющие свойства, такие что «тонина моноволокна составляет от 0,1 до 3 дтекс; и на поверхности образованы неровности, неровности, которые имеют средний промежуток от 6,5 до 20 мкм и среднюю высоту от 0,35 до 1 мкм, как результат присутствия чередующихся выступающих областей, имеющих большой диаметр, и не выступающих областей, имеющих небольшой диаметр, по оси волокна», помимо свойства иметь прочность волокна 7 сН/дтекс или больше и такого свойства, как прочность волокна 7 сН/дтекс или больше и вышеуказанных свойств при измерении методом ДСК, подробно изложенных в настоящем изобретении, как то «кривая плавления при измерении методом ДСК имеет одиночный эндотермический пик с полушириной 10°С или ниже и изменение энтальпии плавления (ΔН) 125 Дж/г или больше».
Что касается полипропиленового волокна, имеющего вышеуказанные конкретные неровности на поверхности волокна, помимо свойства иметь прочность волокна 7 сН/дтекс или больше, или помимо свойства иметь прочность волокна 7 сН/дтекс или больше и вышеуказанные конкретные свойства при измерении методом ДСК, для того, чтобы без затруднений получить полипропиленовое волокно (полипропиленовое волокно В, полипропиленовое волокно С), имеющее неровности на поверхности волокна, тонина моноволокна полипропиленового волокна предпочтительно составляет от 0,1 до 3 дтекс, более предпочтительно от 0,2 до 2,5 дтекс и более предпочтительно от 0,3 до 2,4 дтекс.
В полипропиленовом волокне, имеющем вышеуказанные неровности на поверхности волокна, когда тонина волокна полипропиленового волокна составляет ниже 0,1 дтекс, прядение осуществляют с использованием фильеры, имеющей чрезвычайно большое количество отверстий для прядения, чтобы сохранить производительность. Таким образом, чтобы достаточно гарантировать промежутки между отверстиями для прядения на фильере, необходимо существенно преобразовать оборудование (например, увеличить масштаб прядильного устройства). Кроме того, поскольку тонина волокна является низкой, то велика вероятность разрыва нитей пряжи и образование ворса в процессе вытяжки. В отличие от этого, когда тонина волокна полипропиленового волокна превышает 1 дтекс, трудно реализовать описанные выше конкретные неровности на наружной круговой поверхности волокна, и, таким образом, удельная поверхность волокна становится небольшой. Поэтому достаточная водоудерживающая способность не может быть гарантирована. Более того, снижается показатель вытяжки, что делает невозможным достижение достаточной прочности волокна.
Предпочтительно для полипропиленового волокна, имеющего вышеуказанные конкретные неровности на поверхности волокна, иметь тонину волокна (тонину моноволокна) предпочтительно от 0,2 до 2,5 дтекс, более предпочтительно от 0,3 до 2,4 дтекс.
Здесь выражение «полипропиленовое волокно имеет на поверхности волокна неровности как результат присутствия чередующихся выступающих областей, имеющих большой диаметр, и не выступающих областей, имеющих маленький диаметр, по оси волокна», как использовано в описании, относится к тому, что, как схематически показано на фиг. 1, полипропиленовое волокно не имеет равномерного диаметра в продольном направлении; и выступающие области (выпуклые области), имеющие большой диаметр (A1, A2, A3, A4,…. на фиг.3), и не выступающие области (вогнутые области), имеющие небольшой диаметр (В1, В2, В3… на фиг. 3), поочередно образованы вдоль оси волокна (в продольном направлении волокна), в результате чего поверхность волокна становится неровной.
Затем, вышеуказанное выражение «средний промежуток», как использовано в описании, относится к средней величине промежутков (расстояний) между соседними выступающими областями (выпуклыми областями) (длины А1-А2, А2-А3, А3-А4 … на фиг. 3) среди многих неровностей (выступающих областей и не выступающих областей), образованных по оси волокна.
Кроме того, вышеуказанное выражение «средняя высота» относится к средней величине отрезков перпендикулярных линий от вершины (h1, h2, h3, h4 …на фиг. 3) каждой из выступающих областей (выпуклых областей) между двумя соседними не выступающими областями (вогнутыми областями) среди многих неровностей (выступающих областей и не выступающих областей), образованных в направлении оси волокна, к соответствующим воображаемым прямым линиям, соединяющим минимальные части диаметра двух соседних не выступающих областей (вогнутых областей) (прямая линия, соединяющая В1 и В2, прямая линия, соединяющая В2 и В3, прямая линия, соединяющая В3 и В4 … на фиг. 3).
Средний промежуток и средняя высота вышеуказанных неровностей, образованных по оси волокна полипропиленового волокна, могут быть определены по фотографиям полипропиленового волокна, снятым с использованием сканирующей электронной микроскопии или т.п. Вышеуказанные средние промежутки и средняя высота неровностей в описании относятся к величинам, определенным методами, описанными в представленных ниже примерах.
Полипропиленовое волокно (полипропиленовое волокно В, полипропиленовое волокно С) настоящего изобретения, имеющее на поверхности волокна вышеуказанные неровности со средним промежутком от 6,5 до 20 мкм и средней высотой от 0,35 до 1 мкм по оси волокна обычно, имеет такую высокую водоудерживающую способность, как 10% или больше; имеет высокую совместимость с матрицей, такой как цемент, при смешивании с матрицей; и показывает высокое усиливающее действие. Кроме того, вследствие сцепляющего эффекта и зацепляющего действия, обусловленных конкретной неровной структурой поверхности волокна, при смешивании полипропиленового волокна (полипропиленового волокна В, полипропиленового волокна С) настоящего изобретения с другой матрицей, такой как органический полимер, улучшается адгезия с матрицей.
Следует обратить внимание, что водоудерживающая способность полипропиленового волокна, используемого в описании, относится к водоудерживающей способности, измеренной представленными ниже в примерах методами.
В полипропиленовом волокне, имеющем неровности на поверхности, когда вышеуказанный средний промежуток между неровностями ниже чем 6,5 мкм, и/или когда средняя высота их ниже чем 0,35 мкм, неровности на поверхности волокна становятся избыточно мелкими, что снижает водоудерживающую способность, сцепляющий эффект, эффект зацеплений и т.д. Полипропиленовое волокно, имеющее неровности со средним промежутком, превышающим 20 мкм, и/или средней высотой, превышающей 1 мкм, не может быть получено до тех пор, пока резко не упадет производительность процесса получения полипропиленового волокна. Кроме того, для производства данного полипропиленового волокна необходимо использовать полипропилен, IPF которого по существу составляет 100%, что неприемлемо для промышленного производства.
В полипропиленовом волокне настоящего изобретения, имеющем неровности на поверхности, предпочтительно, чтобы средний промежуток между неровностями, образованными вдоль оси волокна, составлял от 6,6 до 20 мкм, и практически от 6,8 до 20 мкм, а средняя высота их составляла от 0,40 до 1 мкм, особенно от 0,45 до 1 мкм.
Предпочтительно для полипропиленового волокна настоящего изобретения соответствовать требованию «тонина моноволокна составляет от 0,1 до 3 дтекс»; «форма эндотермического пика на кривой плавления при определении методом дифференциальной сканирующей калориметрии (ДСК) представляет форму одиночного пика с полушириной 10°С или ниже и изменение энтальпии плавления (ΔН) составляет 125 Дж/ или больше» и «на поверхности образованы неровности; неровности, которые имеют средний промежуток от 6,5 до 20 мкм и среднюю высоту от 0,35 до 1 мкм, как результат присутствия чередующихся выступающих областей, имеющих большой диаметр, и не выступающих областей, имеющих малый диаметр, по оси волокна», помимо соответствия такому требованию, как «полипропиленовое волокно содержит полипропилен имеющий долю изотактических пентад (IPF) 94% или больше и прочность волокна составляет 7 сН/дтекс или больше».
Профиль (профиль в горизонтальном поперечном сечении) полипропиленового волокна настоящего изобретения особенно не ограничивается и может представлять собой профиль сплошного кругового поперечного сечения или другие несимметричные профили поперечного сечения. В случае, когда профиль волокна в горизонтальном поперечном сечении является несимметричным профилем, плоский профиль, поперечный профиль, Y-образный профиль, Т-образный профиль, V-образный профиль, звездчатый профиль, многолепестковый профиль, стрелочный профиль и полый профиль могут быть упомянуты как конкретный пример несимметричного профиля поперечного сечения. Когда полипропиленовое волокно использовано как армирующий материал, то получением полипропиленового волокна с несимметричным профилем поперечного сечения, имеющего большую удельную поверхность, и особенно многолепестковый профиль или т.п., можно повысить адгезионную прочность с матрицей, например, при изготовлении армированного волокном формового продукта, имеющего высокую прочность.
Полипропиленовое волокно настоящего изобретения может содержать один или несколько типов теплостабилизаторов, УФ абсорбер, антиоксидант, краситель, мягчитель, агент, облегчающий выход изделий из пресс-форм, наполнитель, антистатик и т.п., в той мере, пока не затрудняется достижение цели настоящего изобретения. Удельная плотность полипропиленового волокна обычно ниже, чем у воды, и они плавают на ее поверхности. Таким образом, чтобы распределить полипропиленовое волокно настоящего изобретения в воде, удельную плотность нужно отрегулировать подходящим образом смешением с волокном карбоната кальция, сульфата бария, оксида титана, оксида цинка, оксида алюминия, диоксида кремния, метакрилата калия и т.п., чтобы предотвратить всплывание полипропиленового волокна.
Нет конкретных ограничений на способы получения полипропиленового волокна настоящего изобретения. Полипропиленовое волокно настоящего изобретения может быть получено любыми способами, обеспечивающими получение следующих полипропиленовых волокон настоящего изобретения: полипропиленовое волокно (полипропиленовое волокно А, полипропиленовое волокно С), имеющее вышеуказанные свойства при измерении методом ДСК, так что «форма эндотермического пика на кривой плавления при определении методом ДСК представляет форму одиночного пика с полушириной 10°С или ниже и изменение энтальпии плавления (ΔН) составляет 125 Дж/г или больше», помимо такого свойства, как прочность волокна, составляющая 7 сН/дтекс или больше; полипропиленовое волокно (полипропиленовое волокно В, полипропиленовое волокно С), имеющее вышеуказанную тонину моноволокна и неровности на поверхности волокна (свойства таковы, что тонина моноволокна составляет от 0,1 до 3 дтекс, и на поверхности образованы неровности, неровности, которые имеют средний промежуток от 6,5 до 20 мкм и среднюю высоту от 0,35 до 1 мкм, как результат присутствия чередующихся выступающих областей, имеющих большой диаметр, и не выступающих областей, имеющих маленький диаметр, по оси волокна), помимо вышеуказанной прочности волокна; или полипропиленовое волокно (полипропиленовое волокно С), имеющее вышеуказанные свойства, измеренные методом ДСК, тонину моноволокна и показатели неровностей поверхности волокна.
Из них полипропиленовое волокно настоящего изобретения может быть легко получено способом, который включает прядение из расплава полипропилена, имеющего IPF 94% или больше, с получением полипропиленового невытянутого волокна (полипропиленовых невытянутых нитей); охлаждение полипропиленового невытянутого волокна с отверждением его и затем проведение предварительной вытяжки и последующей вытяжки охлажденного и отвержденного невытянутого полипропиленового волокна в конкретных условиях, описанных ниже.
В производстве полипропиленового волокна настоящего изобретения используют полипропилен, скорость течения расплава (MFR) которого, измеренная согласно стандарту JIS K 7210, в условиях действия температуры 230°С, нагрузки 2,16 кг и времени 10 минут, предпочтительно составляет от 5 до 70 г, более предпочтительно от 10 до 50 г, также более предпочтительно от 15 до 40 г, с точки зрения того, что способность к прядению расплава, параметры вытяжки и т.п. в момент получения волокна становятся превосходными, и может быть беспрепятственно получено полипропиленовое волокно, имеющее вышеуказанные конкретные свойства, определенные в настоящем изобретении.
При получении полипропиленового невытянутого волокна предпочтительно используют способ, который включает прядение из расплава полипропилена, имеющего IPF 94% или больше, со скоростью прядения от 200 до 3500 м/мин, и особенно от 300 до 2000 м/мин, а затем охлаждение образованных нитей и их отверждение.
Прядение из расплава полипропилена, охлаждение и отверждение полипропиленового волокна, которое получено прядением из расплава, может быть осуществлено обычным способом. В общем, используют способ, который включает перемешивание расплава при 200-300°С; выпуск полученного продукта через фильеру, имеющую температуру от 220 до 280°С, а затем распыление охлаждающего газа (воздуха или т.п.), имеющего температуру от 5 до 50°С, на образованный продукт с его отверждением при охлаждении.
Тонина моноволокна невытянутого полипропиленового волокна конкретно не ограничена и может быть определена в соответствии с кратностью вытяжки в процессе вытяжки, применением полученного в результате полипропиленового волокна и т.п. В целом, предпочтительно, чтобы тонина моноволокна невытянутого полипропиленового волокна составляла от 0,3 до 90 дтекс, и особенно от 1 до 60 дтекс с точки зрения легкости вытяжки, прочности и т.п.
Когда процесс прядения проводят с низкой скоростью прядения (когда скорость прядения составляет обычно приблизительно от 200 до 1000 м/мин) в процессе производства полипропиленового волокна настоящего изобретения, то желательное полипропиленовое волокно, имеющее высокую теплостойкость и высокую прочность, и особенно полипропиленовое волокно, в котором форма эндотермического пика на кривой плавления при измерении методом дифференциальной сканирующей калориметрии (ДСК) является формой одиночного пика с полушириной 10°С или ниже и изменение энтальпии плавления (ΔН) составляет 125 Дж/г; и прочность волокна составляет 7 сН/дтекс или больше, может быть получено вытяжкой полипропиленового невытянутого волокна (невытянутых нитей), полученных при охлаждении с отверждением после прядения из расплава при высокой кратности (обычно суммарная кратность вытяжки составляет от 5 до 20 раз).
В отличие от этого, в случае, когда прядение из расплава осуществляют при высокой скорости прядения (когда скорость прядения обычно составляет приблизительно от 1000 до 3500 м/мин), даже кратность вытяжки в момент вытяжки полипропиленового невытянутого волокна (невытянутых нитей), полученного при охлаждении с отверждением после прядения из расплава, является низкой (обычно суммарная кратность вытяжки составляет от 1,9 до 7 раз), ориентация на стадии охлаждения волокна, которое прошло прядение из расплава, с отверждением становится высокой. Как результат этого, может быть получено полипропиленовое волокно с превосходной теплостойкостью и прочностью, которое имеет вышеуказанные свойства при измерении методом дифференциальной сканирующей калориметрии (ДСК) и прочность волокна 7 сН/дтекс или больше.
Охлажденное и отвержденное полипропиленовое невытянутое волокно (невытянутые нити) может быть последовательно подвергнуто обработке вытяжкой как оно есть, без намотки, или может быть сначала смотано, а затем подвергнуто обработке вытяжкой в процессе размотки. Из них предпочтительно сначала намотать охлажденное и отвержденное полипропиленовое невытянутое волокно, а затем подвергнуть охлажденное и отвержденное полипропиленовое невытянутое волокно последовательной вытяжке при размотке, с точки зрения легкости регулирования и управления параметрами вытяжки.
Затем охлажденное и отвержденное полипропиленовое невытянутое волокно (невытянутые нити) подвергают предварительной вытяжке при температуре от 120 до 150°С с кратностью вытяжки от 3 до 10 раз и затем подвергают последующей вытяжке при кратности вытяжки от 1,2 до 3,0 раз в условиях действия температуры от 170 до 190°С, скорости деформации от 1,5 до 15 раз/мин, напряжения вытяжки от 1,0 до 2,5 сН/дтекс, таким образом, что суммарная кратность вытяжки (суммарная кратность вытяжки при предварительной вытяжке и последующей вытяжке) составляет от 3,9 до 20, с получением в результате полипропиленового волокна.
Предпочтительно осуществлять предварительную вытяжку и последующую вытяжку с использованием воздушной сушильной печи или волочильной плиты для беспрепятственного проведения обработки вытяжкой. Оба типа вытяжки, предварительная и последующая, могут быть проведены с использованием сушильной печи, оба типа вытяжки, предварительная и последующая, могут быть проведены с использованием волочильной плиты, предварительная вытяжка может быть проведена с использованием сушильной печи, а последующая вытяжка может быть проведена с использованием волочильной плиты, или предварительная вытяжка может быть проведена с использованием волочильной плиты, а последующая вытяжка может быть проведена с использованием сушильной печи.
Когда предварительную вытяжку и/или последующую вытяжку проводят с использованием сушильной печи, вышеуказанная температура в момент предварительной вытяжки и вышеуказанная температура в момент последующей вытяжки в настоящем изобретении относится к температуре в сушильной печи. Когда предварительную вытяжку и/или последующую вытяжку проводят с использованием волочильной плиты, вышеуказанная температура в момент предварительной вытяжки и вышеуказанная температура в момент последующей вытяжки в настоящем изобретении относится к температуре волочильной плиты.
Предварительная вытяжка охлажденного и отвержденного полипропиленового невытянутого волокна (невытянутых нитей) может быть проведена в одну стадию или в несколько стадий и обычно предпочтительно проводится за 1-3 стадии.
Кроме того, последующая вытяжка полипропиленового невытянутого волокна (невытянутых нитей), которое прошло предварительную вытяжку, может быть проведена в одну стадию или в несколько стадий и обычно предпочтительно проводится за 1-5 стадий.
При осуществлении обработки вытяжкой может быть применен способ, который включает последующую вытяжку полипропиленового вытянутого волокна (вытянутых нитей), полученного в результате проведения предварительной вытяжки, как оно есть, без намотки. Или может быть применен способ, который включает охлаждение (обычно приблизительно до комнатной температуры) полипропиленового вытянутого волокна (вытянутых нитей), полученного после проведения предварительной вытяжки, намотку полученного полипропиленового вытянутого волокна, а затем последующую вытяжку намотанного полипропиленового вытянутого волокна в момент его размотки. Из них последний способ, который включает сначала намотку полипропиленового вытянутого волокна (вытянутых нитей), полученного после проведения предварительной вытяжки, а затем последующую вытяжку намотанного полипропиленового вытянутого волокна в момент его размотки, является предпочтительным с точки зрения того, что желательное полипропиленовое волокно может быть получено более беспрепятственно.
Предпочтительно проводить предварительную вытяжку в одну стадию или несколько стадий при кратности вытяжки от 3 до 10 раз и особенно от 3 до 5 раз, в момент введения охлажденного и отвержденного полипропиленового невытянутого волокна (невытянутых нитей) в сушильную печь, имеющую температуру (окружающую температуру) от 120 до 150°С и особенно от 125 до 140°С, или при контакте охлажденного и отвержденного полипропиленового невытянутого волокна (невытянутых нитей) с волочильной плитой, имеющей температуру от 120 до 150°С и особенно от 125 до 140°С.
Кроме того, предпочтительно осуществлять последующую вытяжку в одну стадию или несколько стадий при кратности вытяжки от 1,2 до 3,0 раз и особенно от 1,3 до 2,5 раз, в момент введения охлажденного и отвержденного полипропиленового вытянутого волокна (вытянутых нитей), полученного предварительной вытяжкой в вышеуказанных условиях, в сушильную печь, имеющую температуру (окружающую температуру) от 170 до 190°С, особенно от 170 до 185°С и более предпочтительно от 170 до 180°С, или при контакте полипропиленового вытянутого волокна (вытянутых нитей) с волочильной плитой, имеющей температуру от 170 до 190°С, особенно от 170 до 185°С и более особенно от 170 до 180°С.
Когда последующую вытяжку проводят с использованием сушильной печи или волочильной плиты, то предпочтительно проводить последующую вытяжку путем доведения окружающей температуры в сушильной печи или температуры волочильной плиты до температуры, по меньшей мере, на 10°С выше, чем начальная температура на кривой плавления при измерении методом ДСК полипропиленового волокна непосредственно перед проведением последующей вытяжки.
Более того, когда скорость прядения расплава для производства полипропиленового невытянутого волокна (невытянутых нитей) доведена до А (м/мин) и суммарная кратность вытяжки после проведения вышеуказанной предварительной вытяжки и последующей вытяжки доведена до В (раз), прядение расплава полипропилена и вышеуказанные процессы предварительной вытяжки и последующей вытяжки проводят таким образом, чтобы произведение А×В попадало в интервал от 3000 до 17000 (м·раз/мин), особенно от 3500 до 15000 (м·раз/мин), и желательное полипропиленовое волокно было беспрепятственно получено.
Здесь, вышеуказанная кратность вытяжки при предварительной вытяжке относится к величине, полученной делением длины волокна (нитей) сразу же после выхода со стадии предварительной вытяжки на длину невытянутого волокна (невытянутой нити), которое было направлено на стадию предварительной вытяжки. Кроме того, вышеуказанная кратность вытяжки при последующей вытяжке относится к величине, полученной делением длины волокна (нитей) сразу же после выхода со стадии последующей вытяжки на длину волокна (нити), которое было направлено на стадию последующей вытяжки.
Кроме того, общая кратность вытяжки на стадиях предварительной вытяжки и последующей вытяжки, описанных выше, относится к величине, полученной делением длины волокна (нитей) сразу же после выхода со стадии последующей вытяжки на длину невытянутого волокна (нитей), которое было направлено на стадию предварительной вытяжки.
Последующую вытяжку проводят при вышеуказанной температуре (170-190°С) и кратности вытяжки (1,2-3,0 раз) в условиях скорости деформации от 1,5 до 15 раз/мин и натяжении вытяжки от 1,0 до 2,5 сН/дтекс. Желательное полипропиленовое волокно может быть получено при принятии данных условий последующей вытяжки.
Скорость деформации в момент последующей вытяжки предпочтительно составляет от 1,6 до 12 раз/мин и более предпочтительно от 1,7 до 10 раз/мин.
Кроме того, натяжение вытяжки в момент последующей вытяжки составляет предпочтительно от 1,1 до 2,5 сН/дтекс и более предпочтительно от 1,3 до 2,5 сН/дтекс.
Здесь, вышеуказанная скорость деформации при последующей вытяжке относится к величине, полученной делением кратности вытяжки (раз) при последующей вытяжке на время (минут), требуемое для последующей вытяжки (промежуток времени, пока волокно (нити) проходит воздушную сушку, когда последующую вытяжку проводят в сушильной печи, и промежуток времени, в течение которого волокно (нити) контактируют с волочильной плитой, когда последующую вытяжку проводят на волочильной плите. Когда последующую вытяжку проводят за несколько стадий, вышеуказанная скорость деформации при последующей сушке относится к величине, полученной делением конечной кратности вытяжки (суммарной кратности вытяжки) при последующей вытяжке на время обработки вытяжкой, требуемое для последующей сушки.
Кроме того, что касается вышеназванного натяжения вытяжки при последующей вытяжке, натяжение нитей сразу же после конечной вытяжки при последующей вытяжке измеряют с использованием тензометра.
Кроме того, в настоящем изобретении вышеуказанное полипропиленовое волокно может быть подвергнуто термической усадке после вытяжки в вышеуказанных условиях. Температура обработки и отношение усадки в данном случае конкретно не ограничиваются, если не затрудняется действие настоящего изобретения.
Согласно способу, который включает прядение из расплава полипропилена, имеющего долю изотактических пентад (IPF) 94% или больше, охлаждение образующегося материала с отверждением, так что образуется полипропиленовое невытянутое волокно, осуществление предварительной вытяжки полипропиленового невытянутого волокна в вышеуказанных условиях, а затем осуществление последующей вытяжки образовавшегося материала в вышеуказанных условиях, может быть беспрепятственно получено полипропиленовое волокно с отличной теплостойкостью и прочностью, и особенно полипропиленовые волокна (полипропиленовое волокно А, полипропиленовое волокно С) настоящего изобретения, которые обладают отличной теплостойкостью и прочностью и имеют такие свойства, как форма эндотермического пика на кривой плавления при измерении методом ДСК, соответствующая форме одиночного пика с полушириной 10°С или ниже, изменение энтальпии плавления (ΔН) 125 Дж/г или больше и тонина волокна 7 сН/дтекс или больше.
Кроме того, когда осуществляют прядение из расплава полипропилена, имеющего долю изотактических пентад (IPF) 94 или больше; охлаждают образующийся материал с его отверждением, так что образуется полипропиленовое невытянутое волокно; осуществляют предварительную вытяжку полипропиленового невытянутого волокна в вышеуказанных условиях, а затем дополнительно осуществляют последующую вытяжку полученного волокна в вышеуказанных условиях, при этом тонина моноволокна полипропиленового невытянутого волокна, подаваемого на стадию предварительной вытяжки, кратность вытяжки при предварительной вытяжке и последующей вытяжке и т.д., отрегулированы таким образом, что может быть получено полипропиленовое волокно, имеющее тонину моноволокна 3 дтекс или ниже, и особенно от 0,1 до 3 дтекс. В данном случае можно получить полипропиленовые волокна (полипропиленовое волокно А, полипропиленовое волокно С, особенно полипропиленовое волокно С) настоящего изобретения, имеющие неровную структуру поверхности волокна, так что «на поверхности образуются неровности; неровности, которые имеют средний промежуток от 6,5 до 20 мкм и среднюю высоту от 0,35 до 1 мкм, как результат присутствия чередующихся выступающих областей, имеющих большой диаметр, и не выступающих областей, имеющих малый диаметр, по оси волокна», помимо такого вышеуказанного свойства, как прочность волокна, составляющая 7 сН/дтекс или больше, и вышеуказанных специфических свойств при измерении методом ДСК (форма эндотермического пика при измерении методом ДСК, соответствующая форме одиночного пика с полушириной 10°С или ниже и изменение энтальпии плавления (ΔН) 125 Дж/г или больше). Полипропиленовые волокна являются превосходными по теплостойкости и прочности. Более того, вследствие вышеуказанных специфических неровностей на поверхности, полипропиленовые волокна являются превосходными по водоудерживающей способности и обычно имеют такую большую величину водоудержания, как 10% или больше.
Полипропиленовое волокно настоящего изобретения может быть использовано как таковое, без осуществления обработки его поверхности, или может быть подвергнуто подходящей обработке поверхности с целью улучшения совместимости с различными веществами, антистатиком, стабилизацией обрабатывающего агента и т.п. Конкретные примеры агента для обработки поверхности, использованного для полипропиленового волокна настоящего изобретения, но не ограниченные им, включают мягчитель на основе полиоксиэтиленового спирта, мыло на основе калиевой соли жирной кислоты, алкилфосфат калия, диалкилдитиопропионат, ди-2-этилегксилсульфосукцинат натрия, сложный эфир полиэтиленгликоля и жирной кислоты, простой эфир полиоксиэтилена и децилфосфат калия, простой эфир полиоксиэтилена и касторового масла, алкансульфонат натрия, изооктилпальмитат, изооктилстеарат, изоцетилфосфат калия, амид пальмовых жирных кислот, олеиловый спирт, простой алкиловый эфир полиоксиэтилена, диоктилсульфосукцинат натрия, аминные соли полиоксиэтилендецилэфирфосфата и сложный эфир полиэтиленгликоля и жирных пальмовых кислот.
Кроме того, полипропиленовое волокно настоящего изобретения может быть нарезано на отрезки подходящей длины. Когда проводят обработку поверхности при использовании вышеупомянутых агентов для обработки поверхности, полипропиленовое волокно может быть нарезано после сушки волокна с испарением влаги или может быть нарезано без проведения сушки. Кроме того, нет конкретных ограничений на адсорбированное количество и концентрацию агента для обработки поверхности и воды. Кроме того, нет ограничений на методы доставки, методы упаковки и формы упаковки на момент промышленного выпуска нарезанного полипропиленового волокна.
Полипропиленовое волокно настоящего изобретения может быть формовано в виде моноволокна, многожильного волокна, волокнистой ленты, короткомерного волокна, крученой пряжи (пряжи), объемной нити ложного кручения, пневмосоединенной нити и других типов нитей для использования.
Затем, вследствие высокой теплостойкости полипропиленовое волокно настоящего изобретения и нити, содержащие его, могут быть использованы для изготовления шнура и веревки. При использовании шнура и веревки могут быть изготовлены веревка скольжения, рыбачья сеть, несущая сетка, сетка для мячей для гольфа и т.п., которые обладают отличной износостойкостью и облегченной массой.
Кроме того, полипропиленовое волокно настоящего изобретения может быть эффективно использовано в производстве структур из волокна, таких как текстильная и трикотажная ткань, нетканый материал, сетчатые изделия и бумага.
Полипропиленовое волокно настоящего изобретения или структура из волокна, полученная с использованием волокна, могут быть также эффективно применены как волокнистый армирующий материал в армированных волокном пластмассовых формовых изделиях, армированных волокном резиновых формовых изделиях, армированном волокном формовом изделии из гидравлического вещества (бетона, шифера, строительного раствора, черепицы и т.п.) и т.п.
Поэтому настоящее изобретение охватывает гидравлическую композицию, содержащую вышеуказанное полипропиленовое волокно (любое из полипропиленовых волокон А-С) настоящего изобретения, и гидравлический продукт, содержащий гидравлическую композицию, структуру веревки, полученной с использованием полипропиленового волокна (любого из полипропиленовых волокон А-С) настоящего изобретения, листообразную структуру из волокна, содержащую полипропиленовое волокно (любое из полипропиленовых волокон А-С) настоящего изобретения, композиционный материал, содержащий органический полимер и полипропиленовое волокно (любое из полипропиленовых волокно А-С) настоящего изобретения, и формовой продукт, содержащий композиционный материал. Далее они будут рассмотрены.
Гидравлическая композиция и гидравлический продукт
Что касается гидравлической композиции настоящего изобретения, содержащей вышеуказанное полипропиленовое волокно настоящего изобретения, то в качестве гидравлического вещества могут быть использованы любые неорганические вещества, которые взаимодействуют водой с затвердеванием, без конкретного ограничения.
Предпочтительные примеры гидравлического вещества включают различные портландцементы, быстротвердеющий цемент, цемент среднетвердеющий, шлакопортландцемент, глиноземистый цемент, цемент с добавками, в котором котельный шлак, зольная пыль, диоксид кремния и т.д. смешаны с вышеназванными цементами, гипс, водогранулированный шлак, гидроксид кальция, карбонат магния и силикат кальция. Гидравлическая композиция настоящего изобретения может содержать только один или несколько типов вышеназванных гидравлических веществ. Из них предпочтительно, чтобы гидравлическая композиция настоящего изобретения содержала, по меньшей мере, цемент в качестве гидравлического вещества.
Содержание гидравлического вещества в гидравлической композиции настоящего изобретения конкретно не ограничено и может быть определено в зависимости от типа гидравлического вещества, типа других материалов, использованных с гидравлическим веществом, типа и назначения гидравлического продукта, полученного отверждением водой гидравлического вещества, и т.п. В общем, гидравлическая композиция настоящего изобретения содержит гидравлическое вещество предпочтительно в количестве от 10 до 99 мас.%, более предпочтительно от 20 до 98 мас.% и также более предпочтительно от 30 до 97 мас.% в расчете на общую массу гидравлической композиции перед добавлением воды.
Гидравлическая композиция настоящего изобретения образует гидравлический продукт, имеющий высокую прочность вследствие того, что полипропиленовое волокно настоящего изобретения, вводимое в композицию, имеет такую высокую прочность волокна, как 7 сН/дтекс или больше, и предпочтительно от 9 до 13 сН/дтекс. Когда полипропиленовое волокно, вводимое в гидравлическую композицию и имеющее прочность волокна ниже 7 сН/дтекс, смешивают с гидравлическим веществом, таким как цемент, с получением гидравлической композиции, а затем гидравлическая композиция затвердевает с образованием в результате гидравлического продукта, в некоторых случаях нельзя достичь достаточного эффекта усиления.
Что касается гидравлической композиции настоящего изобретения, содержащей полипропиленовые волокна настоящего изобретения (полипропиленовое волокно А, полипропиленовое волокно С), имеющие вышеуказанные свойства, то есть, «форма эндотермического пика на кривой плавления при измерении методом ДСК представляет форму одиночного пика с полушириной 10°С или ниже и изменение энтальпии плавления (ΔН) составляет 125 Дж/г или больше), помимо вышеуказанной прочности волокна, то полипропиленовое волокно является превосходным по теплостойкости. Поэтому, даже когда гидравлическая композиция подвергается отверждению в автоклаве при высокой температуре, превышающей 100°С, особенно 150°С или выше, и более особенно 170°С или выше, деструкции или снижения прочности полипропиленового волокна не происходит. Таким образом, при проведении отверждения в автоклаве при высокой температуре в течение короткого промежутка времени можно получить гидравлический продукт с высокой производительностью за укороченный промежуток времени.
Однако в случае, когда гидравлической композицией настоящего изобретения является гидравлическая композиция для получения гидравлического продукта путем отверждения при комнатной температуре или более низкой температуре 100°С или ниже, даже в случае полипропиленового волокна, не имеющего вышеуказанных свойств при измерении методом ДСК, также может быть получен гидравлический продукт, имеющий достаточно высокую прочность, смешением с гидравлическим веществом, полипропиленовым волокном (полипропиленовым волокном В) настоящего изобретения, имеющим свойства «включать полипропилен, имеющий IPF 94% или больше, иметь тонину моноволокна от 0,1 до 3 дтекс; иметь прочность волокна 7 сН/дтекс или больше и иметь на поверхности неровности со средним промежутком от 6,5 до 20 мкм и средней высотой от 0,35 до 1 мкм, как результат присутствия чередующихся выступающих областей, имеющих большой диаметр, и не выступающих областей, имеющих малый диаметр, по оси волокна», с получением в результате гидравлического продукта.
Нет ограничений на тонину моноволокна полипропиленового волокна настоящего изобретения, смешиваемого с гидравлическим веществом. С точки зрения применимости к гидравлической композиции и долговечности тонина моноволокна полипропиленового волокна обычно составляет предпочтительно от 0,01 до 500 дтекс, более предпочтительно от 0,05 до 50 дтекс и еще более предпочтительно от 0,1 до 5 дтекс.
Когда полипропиленовое волокно, имеющее чрезвычайно низкую тонину моноволокна, смешивают с гидравлическим веществом для получения гидравлической композиции, происходит плавление и разрыв нитей вследствие трения в момент смешения, что приводит к тому, что усиливающий эффект в некоторых случаях не наблюдается. В отличие от этого, когда тонина моноволокна полипропиленового волокна является чрезвычайно высокой, физические свойства при вытяжке для получения полипропиленового волокна снижаются, как рассмотрено выше, что приводит к тому, что полипропиленовое волокно, которое имеет высокую прочность и достигло высокой кристалличности, в некоторых случаях не образуется.
Кроме того, гидравлическая композиция настоящего изобретения охватывает, в предпочтительном аспекте, гидравлическую композицию, включающую «полипропиленовое волокно настоящего изобретения (полипропиленовое волокно С), имеющее следующие свойства: имеющее прочность волокна 7 сН/дтекс или больше; вышеуказанные свойства при измерении методом ДСК, подробно изложенные в настоящем изобретении (форма эндотермического пика при измерении методом ДСК соответствует форме одиночного пика с полушириной 10°С или ниже и изменение энтальпии плавления (ΔН) составляет 125 Дж/г или больше); дополнительно имеющее тонину моноволокна от 0,1 до 3 дтекс и имеющее неровности на поверхности, неровности, которые имеют средний промежуток от 6,5 до 20 мкм и среднюю высоту от 0,35 до 1 мкм как результат присутствия чередующихся выступающих областей, имеющих большой диаметр, и не выступающих областей, имеющих малый диаметр, по оси волокна».
Полипропиленовое волокно настоящего изобретения, имеющее вышеуказанные конкретные параметры неровностей, имеют высокую водоудерживающую способность вследствие специфических параметров неровностей и обычно имеет размер водоудержания 10% или больше. Таким образом, полипропиленовое волокно настоящего изобретения имеет высокую совместимость с гидравлическим веществом, таким как цемент, и гидравлическая композиция, содержащая полипропиленовое волокно, образует гидравлический продукт, имеющий высокую прочность.
Когда полипропиленовое волокно, имеющее низкую величину водоудержания, смешивают с таким гидравлическим веществом, как цемент, совместимость с гидравлическим веществом снижается, и, таким образом, волокно недостаточно связывается с гидравлическим веществом. Таким образом, механическая прочность получаемого гидравлического продукта может оказаться недостаточной.
Что касается полипропиленового волокна настоящего изобретения, смешиваемого с гидравлической композицией настоящего изобретения, то его величина водоудержания составляет предпочтительно 10,5% или больше, более предпочтительно от 11 до 50% и еще более предпочтительно от 12 до 50%. В случае полипропиленового волокна, имеющего величину водоудержания, превышающую 50%, необходимо значительно увеличить неровности на поверхности волокна. Таким образом, данное полипропиленовое волокно в реальной практике оказывается трудно производить с высокой производительностью.
Форма (форма горизонтального поперечного сечения) полипропиленового волокна настоящего изобретения, смешиваемого с гидравлической композицией, особенно не ограничивается. Полипропиленовое волокно настоящего изобретения может быть формовано со сплошной круговой формой поперечного сечения и вышеуказанными различными несимметричными формами поперечного сечения. Когда форма горизонтального поперечного сечения полипропиленового волокна представляет несимметричную форму поперечного сечения, обеспечивая большую удельную поверхность, особенно многолепестковую форму или т.п., прочность адгезии с гидравлическим веществом становится высокой, в результате чего может быть получен гидравлический продукт, имеющий высокую прочность.
Кроме того, добавлением к полипропиленовому волокну агента увеличения удельной плотности, такого как карбонат кальция, сульфат бария, оксид титана, оксид цинка, оксид алюминия, диоксид титана и метакрилат калия, можно повысить удельную плотность полипропиленового волокна, чья удельная плотность исходно является низкой. Таким образом, можно равномерно диспергировать полипропиленовое волокно настоящего изобретения в гидравлической композиции.
Кроме того, полипропиленовое волокно настоящего изобретения, предназначенное для смешивания с гидравлическим веществом, может быть подвергнуто обработке поверхности для увеличения совместимости с гидравлическим веществом. Например, веществами, которые могут быть использованы для обработки поверхности полипропиленового волокна настоящего изобретения, являются одно вещество, два или несколько веществ из числа таких, как полиоксиэтиленизофтанол, калиевое мыло жирной кислоты и другие соединения, которые упомянуты выше.
Длина нити полипропиленового волокна в момент смешения полипропиленового волокна настоящего изобретения с гидравлическим веществом при получении гидравлической композиции может быть определена согласно типу гидравлического вещества, типу другого материала, использованного с гидравлическим веществом, рецептуре смеси гидравлической композиции и типу и предполагаемой области использования гидравлического продукта, полученного в результате затвердевания в воде гидравлической композиции. Однако, с точки зрения эффекта усиления полипропиленовым волокном, равномерности смешения с гидравлическим веществом или другим материалом, производительности волокна и т.д., длина нити полипропиленового волокна составляет предпочтительно от 1 до 30 мм, более предпочтительно от 2 до 25 мм и еще более предпочтительно от 3 до 20 мм.
Когда длина нити полипропиленового волокна является чрезвычайно короткой, то, вероятнее всего, усиливающее действие окажется недостаточным. В отличие от этого, когда длина нити полипропиленового волокна является чрезвычайно длинной, данное полипропиленовое волокно не смешивается и не диспергируется равномерно в гидравлической композиции и, более того, например, возрастает вероятность закупорки трубопровода.
Содержание полипропиленового волокна настоящего изобретения в гидравлической композиции может быть определено согласно типу гидравлического вещества, типу другого материала, использованного с гидравлическим веществом, рецептуре смеси гидравлической композиции и типу и предполагаемой области использования гидравлического продукта, полученного в результате затвердевания в воде гидравлической композиции. Однако содержание полипропиленового волокна составляет предпочтительно от 0,05 до 10 мас.%, более предпочтительно от 0,1 до 8 мас.% в расчете на массу гидравлической композиции перед добавлением воды (общую массу гидравлической композиции перед добавлением воды, включая полипропиленовое волокно), с точки зрения усиливающего эффекта полипропиленового волокна, параметров прохождения процесса, затрат и т.п.
Гидравлическая композиция настоящего изобретения может содержать, если это требуется, агрегирующую добавку, неорганический наполнитель или органический наполнитель и другие смеси, которые широко используются в гидравлических композициях помимо гидравлического вещества и конкретного полипропиленового волокна настоящего изобретения.
В качестве агрегирующей добавки или наполнителя, который может быть использован в гидравлической композиции настоящего изобретения, можно упомянуть балласт, дробленый песок, речной песок, морской песок, горный песок, кварцевый песок, различные легкие агрегаты (например, стеклянные шарики, шарики Shirazu и полистирольные гранулы), карбонат кальция, каолин, сепиолит, бентонит, аттапульгит, слюда, волластонит, различные древесные массы и т.п. Из них одно, два или несколько веществ может содержаться в гидравлической композиции настоящего изобретения.
В качестве древесной массы может быть использован широкий ряд древесных масс. Конкретные примеры ее включают древесные массы из хвойных деревьев, широколистных деревьев, манильской пеньки, Edgeworthia, бумажной шелковицы, Diplomorphia sikokiana, Salago, шелковицы, соломы, бамбука, тростника, Sabai, Raran grass, эспарто, жмыха, сизаля, кенафа, хлопкового пуха, банана и макулатуры. Гидравлическая композиция настоящего изобретения может содержать один, два или несколько элементов из беленых и небеленых древесных масс из перечисленных выше. Степень свободности древесной массы можно подходящим образом контролировать. В данном случае, в качестве хвойного дерева можно упомянуть Taxodiaceae, Pinaceae, Cupressaceae, Araucariaceae и т.п. В качестве широколиственного дерева можно упомянуть Ulmaceae, Fagaceae, Myrtaceae, Cercidiphyllaceae, Oleaceae, Rutaceae, Betulaceae, Aceraceae, Juglandaceae, Tiliaceae, Araliaceae, Sapotaceae, Celastraceae, Nerium indicum, Verbenaceae, Magnoliaceae, Sterculiaceae, и т.д.
Кроме того, примеры вышеуказанных других смесей включают водоснижающий агент, загуститель, вспенивающий агент, раздувающий агент и агент, снижающий усадку.
Кроме того, гидравлическая композиция настоящего изобретения при необходимости может содержать органические волокна, отличные от полипропиленового волокна, и неорганические волокна.
Агрегирующий агент, наполнитель и вышеуказанные другие различные материалы, при необходимости смешиваемые с гидравлическим веществом, улучшают физико-механические свойства гидравлического продукта, например, улучшают показатели отлипания и оттаивания, влияют на ингибирование растворения корродирующего вещества (различных кислот, таких как хлорная, серная кислота и т.п.), влияют на улучшение адгезионной способности полипропиленового волокна к гидравлическому веществу, влияют на улучшение эффективности в момент получения неотвержденного формового продукта и листового материала, формованных при подходящем регулировании вязкости суспензии, обеспечивают регулирование усадки при высыхании формового продукта и листового формового продукта, способствуют нарастанию прочности гидравлического продукта и улучшают технологичность и формуемость в момент получения гидравлического продукта.
При получении гидравлической композиции настоящего изобретения нет особенного ограничения на количество гидравлического вещества и других материалов, отличных от вышеуказанных конкретных полипропиленовых волокон настоящего изобретения (агрегирующий агент, наполнитель, другие смеси и т.д.). Количество его может быть подходящим образом выбрано в зависимости от типа гидравлического вещества, типа агрегирующего агента, наполнителя, другой смеси, способа отверждения гидравлической композиции и типа и назначения гидравлического продукта, который получают отверждением гидравлической композиции.
Количество добавляемой воды в гидравлической композиции может меняться в зависимости от типа гидравлического вещества или типа другого материала, их количества и типа получаемого гидравлического продукта и т.п. В общем, количество добавляемой воды составляет предпочтительно от 10 до 10000 частей по массе, более предпочтительно от 15 до 8000 частей по массе и особенно предпочтительно от 20 до 6000 частей по массе, в расчете на 100 частей по массе от всей массы всех материалов, отличных от воды, которые использованы для получения гидравлической композиции, с учетом технологических параметров процесса, прочности получаемого гидравлического продукта и т.п.
При использовании гидравлической композиции настоящего изобретения могут быть получены различные гидравлические продукты, такие как бетон, строительный раствор и шифер.
Когда гидравлической композицией настоящего изобретения является гидравлическая композиция для получения шифера, древесные массы и при необходимости неорганический наполнитель, такой как флоккулянт, кварцевый порошок и другой материал смешивают со стандартным портландцементом и другим гидравлическим веществом. Одновременно добавляют полипропиленовое волокно настоящего изобретения, имеющее вышеуказанные свойства, в количестве предпочтительно от 0,05 до 10 мас.%, более предпочтительно от 0,1 до 8 мас.% по массе в расчете на массу гидравлической композиции, перед добавлением воды (общую массу гидравлической композиции, включая полипропиленовое волокно), как описано выше, а затем в полученную смесь добавляют воду, при этом можно беспрепятственно получить гидравлическую композицию для получения шифера. Шифер, полученный при отверждении гидравлической композиции, обладает отличной прочностью или долговечностью.
Содержание каждого гидравлического вещества, целлюлозной массы, флокулянта, неорганического наполнителя и т.д. и количество смешиваемой воды в гидравлической композиции для получения шифера может быть по существу тем же, что и в гидравлической композиции для получения обычного шифера.
Когда гидравлическая композиция настоящего изобретения является гидравлической композицией для получения бетона, агрегаты, такие как балласт и песок, неорганический наполнитель, и при необходимости другой материал смешивают со стандартным портландцементом и другим гидравлическим веществом. Одновременно добавляют полипропиленовое волокно настоящего изобретения, имеющее вышеуказанные свойства, в количестве предпочтительно от 0,05 до 10 мас.%, более предпочтительно от 0,1 до 8 мас.% в расчете на массу гидравлической композиции, перед добавлением воды (общую массу гидравлической композиции, включая полипропиленовое волокно), а затем в полученную смесь добавляют воду, при этом можно беспрепятственно получить гидравлическую композицию для получения бетона. Бетон, полученный при отверждении гидравлической композиции, обладает отличной прочностью или долговечностью.
Содержание каждого гидравлического вещества, целлюлозной массы, флокулянта, неорганического наполнителя и т.д. и количество смешиваемой воды в гидравлической композиции для получения бетона может быть по существу тем же, что и в гидравлической композиции для получения обычного бетона.
Когда гидравлическая композиция настоящего изобретения является гидравлической композицией для получения строительного раствора, неорганический наполнитель, такой как песок, загуститель, водоснижающий агент и другой материал смешивают со стандартным портландцементом и другим гидравлическим веществом. Одновременно добавляют полипропиленовое волокно настоящего изобретения, имеющее вышеуказанные свойства, в количестве предпочтительно от 0,01 до 10 мас.%, более предпочтительно от 0,1 до 8 мас.% в расчете на массу гидравлической композиции, перед добавлением воды (общую массу гидравлической композиции, включая полипропиленовое волокно), а затем в полученную смесь добавляют воду, при этом можно беспрепятственно получить гидравлическую композицию для получения строительного раствора. Бетон, полученный при отверждении гидравлической композиции, обладает отличной прочностью или долговечностью.
Содержание каждого гидравлического вещества, неорганического наполнителя, такого как песок, загустителя, водоснижающего агента и другого материала, и количество смешиваемой воды в гидравлической композиции для получения строительного раствора может быть по существу тем же, что и в гидравлической композиции для получения обычного строительного раствора.
При получении гидравлической композиции настоящего изобретения порядок введения, методы смешения, условия смешения и т.д. соответствующих материалов особенно не ограничены. Гидравлическая композиция настоящего изобретения может быть получена таким же способом, что и способ, традиционно используемый для получения гидравлической композиции.
Нет особенных ограничений на смесительное устройство для использования при получении гидравлической композиции настоящего изобретения, и может быть использовано любое смесительное устройство, используемое при получении гидравлической композиции. Например, смешение может быть осуществлено при использовании различных смесительных устройств, таких как барабанный смеситель, смеситель Eirich, опрокидывающийся смеситель, принудительный биаксиальный смеситель, смеситель Omni, смеситель Hobart и ручная мешалка.
Нет особых ограничений на способ получения гидравлического продукта с использованием гидравлической композиции настоящего изобретения. Может быть использован тот же способ, что традиционный используемый, в соответствии с типом, назначением и т.д. желательного гидравлического продукта.
Когда гидравлическая композиция настоящего изобретения является композицией для получения бетона или строительного раствора, может быть использован традиционно используемый способ для получения бетона или строительного раствора с использованием гидравлической композиции. Например, могут быть использованы методы формования, такие как литьевое формование, вибрационное формование, центробежное формование, вакуумное формование, экструзионное формование и прессование в форме. Кроме того, нет особенных ограничений на метод отверждения для неотвержденного формового продукта, полученного вышеуказанным методом формования. Например, отверждение может быть осуществлено воздушным методом отверждения, отверждением водой, влажным компрессионным методом отверждения, отверждением в автоклаве и может быть использовано объединенное использование двух или нескольких вышеуказанных методов. Как указано выше, нет особенных ограничений на температуру отверждения. Например, может быть использовано отверждение при низкой температуре (например, отверждение в низкотемпературный сезон, например, зимой или в холодных областях), отверждение при комнатной температуре, отверждение при температуре, превышающей 100°С, отверждение при температуре от комнатной температуры до 100°С и т.д.
Кроме того, когда гидравлическая композиция настоящего изобретения является композицией для получения шифера, то может быть использован традиционно используемый способ получения шифера с использованием гидравлической композиции, например, способ получения бумагоподобного продукта с использованием цилиндрической пресс-формы или бумагоделательной машины, способ получения формового продукта растеканием и т.д. Кроме того, нет особых ограничений на способ отверждения неотвержденного бумагоподобного продукта и формового продукта, полученного вышеуказанным способом. Например, отверждение может быть осуществлено воздушным отверждением, отверждением водой, влажным компрессионным отверждением, отверждением в автоклаве и объединенным использованием двух или нескольких вышеуказанных методов отверждения.
При получении бетона, строительного раствора, шифера и т.д. отверждение может быть проведено при температуре в естественных условиях, при комнатной температуре, при температуре выше комнатной температуры и равной или ниже 100°С, при высокой температуре, превышающей 100°С.
Из полипропиленовых волокон настоящего изобретения полипропиленовое волокно, имеющее свойства, так что «форма эндотермического пика на кривой плавления при измерении методом ДСК представляет форму одиночного пика с полушириной 10°С или ниже и изменение энтальпии плавления (ΔН) составляет 125 Дж/г или больше», обладает превосходной теплостойкостью и не показывает плавления, разрушения, разрыва и т.д. даже при высокой температуре 100°С или больше, особенно 150°С или больше и более особенно 170°С или больше, и может сохранять форму волокна и отличную прочность волокна. Поэтому в случае, когда полипропиленовое волокно, имеющее свойства, измеренные методом ДСК, смешивают с гидравлическим веществом с получением в результате гидравлической композиции, а затем получают гидравлический продукт при использовании гидравлической композиции, может быть получен гидравлический продукт с отличной прочностью при сокращенном времени отверждения с высокой производительностью в автоклаве или т.п. при температуре 100°С или больше, особенно 150°С или больше и более особенно 170°С или больше.
Структура веревки
Структура веревки настоящего изобретения образуется при использовании полипропиленового волокна (любого полипропиленового волокна А-С) настоящего изобретения.
Здесь, выражение «структура веревки», использованное в настоящем изобретении, является общим термином, использованным для обозначения веревки, троса, шнура и шпагата, полученных скручиванием прядей волокна, нитей и/или волокна.
Структура веревки настоящего изобретения имеет высокую прочность, потому что структура веревки настоящего изобретения получена с использованием полипропиленового волокна настоящего изобретения, имеющего прочность волокна 7 сН/дтекс. Когда структура веревки получена с использованием полипропиленового волокна, имеющего тонину волокна меньше, чем вышеуказанная тонина волокна, то прочность структуры веревки может оказаться недостаточной.
Из структур веревки настоящего изобретения, касательно структуры веревки, полученной с использованием полипропиленовых волокон (полипропиленового волокна А, полипропиленового волокна С), имеющих конкретные свойства, полученные при измерении методом ДСК, подробно изложенные в настоящем изобретении (форма эндотермического пика на кривой плавления при измерении методом ДСК представляет форму одиночного пика с полушириной 10°С или ниже и изменение энтальпии плавления (ΔН) составляет 125 Дж/г или больше), помимо того, что прочность волокна составляет 7 сН/дтекс или больше, полипропиленовое волокно, образующее структуру веревки, обладает отличной теплостойкостью. Поэтому, даже если структура веревки подвергается воздействию высокой температуры, плавление и снижение физико-механических свойств вряд ли произойдет, и даже когда структура веревки шершавая или абразивная, плавление и повреждение полипропиленового волокна вследствие теплоты трения и разрыва и повреждения структуры веревки в результате плавления и повреждения полипропиленового волокна маловероятно. Таким образом, структура веревки является прочной и обладает отличной долговечностью.
Что касается полипропиленового волокна, образующего структуру веревки настоящего изобретения, то изменение энтальпии плавления (ΔН) составляет предпочтительно от 125 до 165 Дж/г, более предпочтительно от 130 до 165 Дж/г, все еще более предпочтительно от 140 до 165 Дж/г.
Кроме того, настоящее изобретение охватывает структуру веревки, полученную с использованием полипропиленового волокна (полипропиленового волокна В) настоящего изобретения «не имеющего свойств при измерении методом ДСК, но имеющего свойства содержания полипропилена с IPF 94% или больше, имеющего тонину моноволокна от 0,1 до 3 дтекс, имеющего прочность волокна 7 сН/дтекс или больше и имеющего на своей поверхности неровности со средним промежутком от 6,5 до 20 мкм и средней высотой от 0,35 до 1 мкм как результат присутствия чередующихся выступающих областей, имеющих большой диаметр, и не выступающих областей, имеющих малый диаметр, по оси волокна»; и
структуру веревки, полученную с использованием полипропиленового волокна (полипропиленового волокна С) настоящего изобретения, «имеющего тонину моноволокна и неровную поверхность волокна, определенные в настоящем изобретении (т.е. тонина моноволокна составляет от 0,1 до 3 дтекс, на поверхности образованы неровности, неровности со средним промежутком от 6,5 до 20 мкм и средней высотой от 0,35 до 1 мкм как результат присутствия чередующихся выступающих областей, имеющих большой диаметр, и не выступающих областей, имеющих малый диаметр, по оси волокна), помимо свойства иметь прочность волокна 7 сН/дтекс или больше и свойств, измеренных методом ДСК, подробно изложенных в настоящем изобретении».
Что касается структуры веревки настоящего изобретения, полученной с использованием полипропиленового волокна настоящего изобретения, имеющего на поверхности волокна (полипропиленовое волокно В, полипропиленовое волокно С) конкретные неровности, подробно указанные в настоящем изобретении, то показано снижение проскальзывания по поверхности волокна вследствие неровностей и зацепляющего действия, обусловленного неровностями. Поэтому, волокна и пряди волокон, образующие структуру веревки, плотно и жестко скручены вследствие сцепляющего действия между волокнами и/или между прядями волокон. Таким образом, структура веревки является отличной по прочности на растяжение, сопротивлению вытягиванию, износостойкости, способности удерживать форму и т.д.
Что касается полипропиленового волокна настоящего изобретения, имеющего неровности на поверхности, то когда средний промежуток между неровностями составляет меньше чем 6,5 мкм или средняя высота их составляет меньше 0,35 мкм, неровности на поверхности волокна становятся чрезмерно мелкими, что вызывает снижение сцепляющего действия, обусловленного неровностями. В отличие от этого, полипропиленовое волокно, в котором средний промежуток между неровностями превышает 20 мкм и или средняя высота их превышает 1 мкм, не может быть получено без значительного снижения производительности производства полипропиленового волокна и, более того, необходимо использовать полипропилен, имеющий IPF по существу 100%. Таким образом, практическая осуществимость его является низкой.
Когда структура веревки настоящего изобретения получена с использованием полипропиленового волокна настоящего изобретения, имеющего на поверхности волокна неровности, то предпочтительно использовать полипропиленовое волокно, в котором средний промежуток между неровностями, образованными вдоль оси волокна, составляет от 6,6 до 20 мкм, и особенно от 6,8 до 20 мкм, и средняя высота их составляет от 0,40 до 1 мкм, особенно от 0,45 до 1 мкм.
Нет особенных ограничений на тонину моноволокна полипропиленового волокна, образующего структуру веревки настоящего изобретения. С точки зрения легкости производства в момент получения полипропиленового волокна (особенно легкости вытяжки), применимости к веревке и долговечности тонина моноволокна полипропиленового волокна обычно составляет предпочтительно от 0,01 до 500 дтекс, более предпочтительно от 0,05 до 50 дтекс и все еще более предпочтительно от 0,1 до 5 дтекс.
Когда тонина моноволокна полипропиленового волокна настоящего изобретения является чрезвычайно малой, то происходит плавление, разрыв нитей и т.п. полипропиленового волокна, в момент или после получения структуры веревки, что иногда вызывает снижение прочности структуры веревки. В отличие от этого, когда тонина моноволокна полипропиленового волокна является чрезвычайно большой, снижаются физические параметры вытяжки для получения полипропиленового волокна, что иногда делает невозможным получить полипропиленовое волокно, которое имеет высокую прочность и высокую кристалличность.
Нет особых ограничений на профиль (форму горизонтального поперечного сечения) полипропиленового волокна для использования в процессе получения структуры веревки настоящего изобретения. Ее профиль может представлять сплошную круговую форму поперечного сечения или может быть несимметричным в поперечном сечении.
Полипропиленовое волокно, образующее структуру веревки настоящего изобретения, может содержать, например, один тип, два или несколько типов теплостабилизаторов и других добавок, если не затрудняется реализация цели настоящего изобретения. Кроме того, удельная плотность полипропиленового волокна обычно ниже, чем у воды, и, таким образом, полипропиленовое волокно плавает на поверхности воды. Чтобы предотвратить всплывание полипропиленового волокна, в полипропиленовое волокно, образующее структуру веревки, при необходимости, может быть введен один тип, два или несколько типов карбоната кальция или других регуляторов удельной плотности, в соответствии с назначением структуры веревки.
Полипропиленовое волокно, образующее структуру веревки настоящего изобретения, может не подвергаться поверхностной обработке или может быть подвергнуто поверхностной обработке подходящим агентом для поверхностной обработки в зависимости от назначения и т.п. структуры веревки.
Структура веревки настоящего изобретения может быть получена из длинного нитеобразного полипропиленового волокна (нити) или может быть получена из пряжи, полученной с использованием короткомерного полипропиленового волокна.
Нет особых ограничений на тип, структуру, профиль и т.д. структуры веревки настоящего изобретения. Любые структуры веревки могут быть приемлемыми, если только структуры веревки получены с использованием полипропиленового волокна настоящего изобретения, имеющего вышеуказанные конкретные физические свойства.
Структура веревки настоящего изобретения может быть получена с использованием только полипропиленового волокна настоящего изобретения, имеющего конкретные физические свойства, или может быть получена с использованием одного типа или двух или нескольких типов других волокон и материалов из нитей вместе с полипропиленовым волокном, имеющим конкретные физические свойства.
Чтобы получить структуру веревки, изготовленной из полипропиленового волокна, в котором свойства (прочность, теплостойкость, сцепляющее действие, обусловленное неровностями на поверхности, и т.д.) полипропиленового волокна настоящего изобретения, имеющего вышеуказанные конкретные физические свойства, в достаточной степени реализованы, доля (массовая доля) полипропиленового волокна настоящего изобретения составляет предпочтительно 50 мас.%, более предпочтительно 60 мас.% и еще более предпочтительно от 70 до 100 мас.%, в расчете на массу структуры веревки.
Упомянутыми типичными примерами структуры веревки настоящего изобретения, без ограничений, являются:
(i) структура веревки, полученная путем связывания волокон и их скручивания с дальнейшим получением нитей, связыванием от двух до нескольких десятков (предпочтительно от 2 до 100) нитей, полученных выше, с формированием пряди (двойной нити), и дальнейшим скручиванием множества (предпочтительно от 3 до 4) прядей (двойных нитей);
(ii) структура веревки, полученная путем связыванием волокон и их скручивания с дальнейшим получением нитей, связыванием от двух до нескольких десятков (предпочтительно от 2 до 30) нитей, полученных ранее с формированием пряди (двойной нити), связыванием от двух до нескольких десятков (предпочтительно от 2 до 50) первичных прядей, полученных ранее, с формированием вторичной пряди (двойной нити), с дальнейшим скручиванием множества (предпочтительно от 3 до 4) вторичных прядей (двойных нитей);
(iii) структура веревки, полученная путем связывания волокон и их скручивания с дальнейшим получением нитей, связыванием от двух до нескольких десятков нитей (предпочтительно от 2 до 100), полученных ранее, с формированием пряди (двойной нити), и дальнейшим скручиванием множества (предпочтительно от 3 до 4) прядей (двойных нитей) в положении вокруг материала сердечника, материал сердечника формируется из другого волокна или другого волокнистого материала; и
(iv) структура веревки, полученная путем связывания волокон и их скручивания с дальнейшим получением нитей, связыванием от двух до нескольких десятков (предпочтительно от 2 до 30) нитей, полученных ранее с формированием пряди (двойной нити), и с дальнейшим скручиванием одной пряди (двойной нити), полученной ранее, или их множества и одной пряди (двойной нити), полученной из других волокон и/или волокнистого материала (например, металлического провода, волокнистого пластика, струны и ленты) или их множества.
Структура веревки по пунктам (i) и (ii) может быть получена с использованием только полипропиленового волокна настоящего изобретения (любого из полипропиленовых волокон A-С), или может быть получена с использованием полипропиленового волокна и другого волокна.
Более того, структуры веревки по пунктам (iii) и (iv) получены с использованием других волокон и/или волокнистого материала совместно с полипропиленовым волокном настоящего изобретения, имеющим вышеупомянутые специфические физические свойства.
Когда структуру веревки по пункту (i) получают с использованием только полипропиленового волокна настоящего изобретения, имеющего вышеупомянутые специфические физические свойства, то тонина волокна нити, полученной путем связыванием волокон и их скручивания, составляет приблизительно от 10 до 5000 дтекс, особенно приблизительно от 100 до 3000. Предпочтительно, чтобы тонина волокна пряди (двойной нити), полученной путем связывания волокон и их скручивания, составляла от 20 до 500000 дтекс, особенно от 200 до 300000 дтекс, с точки зрения возможности транспортирования и практической применимости.
Более того, когда структуру веревки по пункту (ii) получают с использованием только полипропиленового волокна настоящего изобретения, то предпочтительно, чтобы тонина волокна нити, полученной путем связывания волокон и их скручивания, составляла приблизительно от 10 до 5000 дтекс, особенно приблизительно от 100 до 3000, чтобы тонина волокна первой пряди (двойной нити), полученной путем связывания волокон и их скручивания, составляла от 20 до 150000 дтекс, более особенно от 200 до 90000 дтекс, и чтобы тонина волокна второй пряди (двойной нити), полученной связыванием первых прядей (двойных нитей) и их скручиванием, составляла от 40 до 7500000 дтекс, и особенно от 400 до 4500000 дтекс, с точки зрения возможностей транспортирования и практической применимости.
Кроме того, также, когда структура веревки получена с использованием другого волокна и волокнистого материала с полипропиленовым волокном настоящего изобретения, предпочтительно адаптировать тонину волокна согласно указанному выше.
Когда структура веревки настоящего изобретения получена с использованием одного вида или двух и более видов других волокон и волокнистых материалов совместно с полипропиленовым волокном настоящего изобретения, в качестве других волокон можно упомянуть, например, синтетические волокна, такие как полипропиленовое волокно, отличное от полипропиленовых волокон настоящего изобретения, найлоновое волокно, винилоновое волокно, полиэтиленовое волокно, сложные полиэфирное волокно, поливинилхлоридное волокно, поливинилидиенхлоридное волокно, арамидное волокно и полиарилатное волокно; искусственные волокна, такие как вискозное волокно; натуральные волокна, такие как пенька, хлопок и овечья шерсть; металлическое волокно и углеродное волокно. Более того, в качестве других волокнистых материалов можно упомянуть такие материалы, как металлическая проволока, волокнистый пластик, пластиковая лента, текстильная лента, струны, произведенные плетением и вязанием синтетических волокон и/или натуральных волокон, расщепленная нить и другие.
Когда структура веревки настоящего изобретения получена с использованием одного типа или двух и более типов других волокон и волокнистых материалов совместно с полипропиленовым волокном настоящего изобретения, можно упомянуть следующие примеры: полипропиленовое волокно и другое волокно и/или волокнистый материал может быть скомбинирован (смешан) в пряди (двойную нить) с образованием структуры веревки; прядь (двойная нить), полученная только из полипропиленового волокна, и прядь (двойная нить) и/или волокнистый материал, образованный другим волокном, могут быть скручены (например, классифицирована как структура веревки по пункту (d)); и другое волокно и/или волокнистый материал может составлять сердечник в центре структуры веревки, и пряди (двойные нити), образованные только полипропиленовым волокном, могут быть скручены как полипропиленовое волокно, окружающее сердечник (например, классифицирован как структура веревки по пункту (c)).
Толщина структуры веревки настоящего изобретения особенно не ограничена и может быть определена в соответствии с назначением, типом использования, характеристикам транспортирования и т.д., структуры веревки. В общем, предпочтительно, чтобы структура веревки настоящего изобретения имела диаметр приблизительно от 0,1 до 100 мм, особенно от 0,2 до 50 мм, с точки зрения упрощения производства, условий транспортирования и т.д. структуры веревки.
Кроме того, структура веревки настоящего изобретения может быть, при необходимости, подвергнута тепловой обработке и/или обработке смолой после стадии скручивания (стадии изготовления веревки).
Не существует конкретных ограничений на способ производства структуры веревки настоящего изобретения. Структура веревки настоящего изобретения может быть произведена с использованием таких же способов, какие традиционно применяются для производства веревки с использованием синтетического волокна, или синтетического волокна и другого материала.
Листообразная структура из волокна
Листообразную структуру из волокна настоящего изобретения получают с использованием полипропиленового волокна настоящего изобретения (любого из полипропиленовых волокон А-C), имеющих вышеуказанные особые свойства.
В настоящем документе термин «листообразная структура из волокна» настоящего изобретения является общим термином, относящимся к структуре из волокна в форме листа, которую получают с использованием полипропиленового волокна настоящего изобретения и/или нитей, образованных полипропиленовым волокном. Листообразная структура веревки настоящего изобретения охватывает текстильный или трикотажный материал, нетканый материал, синтетическую бумагу, сетчатое изделие, структуру из волокна, полученную путем ламинирования двух или более из них, и т.д.
Листообразная структура из волокна настоящего изобретения имеет высокую прочность из-за того, что листообразная структура из волокна настоящего изобретения получена с использованием полипропиленового волокна настоящего изобретения, имеющего прочность волокна от 7 сН/дтекс или больше. Когда листообразная структура из волокна получена с использованием полипропиленового волокна, имеющего прочность волокна меньше вышеуказанной, то прочность листообразной структуры из волокна может быть недостаточной.
Не существует особого ограничения на тонину моноволокна полипропиленового волокна, образующего листообразную структуру из волокна настоящего изобретения. В рамках технологических свойств при получении листообразной структуры из волокна, прочности и долговечности листообразной структуры из волокна и т.д., тонина единственного волокна полипропиленового волокна, в общем, составляет предпочтительно от 0,01 до 500 дтекс, более предпочтительно от 0,05 до 500 дтекс, и также более предпочтительно от 0,1 до 5 дтекс.
Когда тонина моноволокна полипропиленового волокна чрезвычайно мала, может произойти разрыв нитей или т.п. полипропиленового волокна во время или после получения листообразной структуры из волокна, что может привести к снижению прочности листообразной структуры из волокна. В отличие от этого, когда тонина моноволокна полипропиленового волокна чрезвычайно высока, снижаются физические свойства при вытяжке при получении полипропиленового волокна, что делает невозможным получение полипропиленового волокна высокой прочности и высокой кристалличности.
Среди листообразных структур из волокна настоящего изобретения, листообразная структура из волокна настоящего изобретения, полученная с использованием полипропиленовых волокон настоящего изобретения (полипропиленового волокна B, полипропиленового волокна С), которые имеют вышеуказанную определенную тонину моноволокна и вышеуказанные определенные неровности, которые подробно изложены в настоящем изобретении, помимо прочности волокна 7 сН/дтекс или более, имеет высокую величину водоудержания (в общем, величина водоудержания составляет 10 мас.% и более) и прекрасную водоудерживающую способность. Это обусловлено тем, что полипропиленовое волокно, образующее листообразную структуру из волокна, имеет вышеуказанные особые неровности вдоль оси волокна. Поэтому, листообразная структура из волокна настоящего изобретения, полученная с использованием полипропиленового волокна, также имеет высокую величину водоудержания (обычно величина водоудержания составляет 10 мас.% и более) и прекрасную водоудерживающую способность.
Когда листообразную структуру из волокна настоящего изобретения используют для областей применения, требующих высокой величины водоудержания, то величина водоудержания листообразной структуры из волокна составляет предпочтительно 10 мас.% или больше, более предпочтительно от 11 до 50 мас.%. Для получения листообразной структуры из волокна, образованной полипропиленовым волокном, имеющим величину водоудержания, превышающую 50%, неровности на поверхности полипропиленового волокна должны быть значительно увеличены, что делает действительно трудным производство с высокой производительностью такой листообразной структуры из волокна.
Следует отметить, что величина водоудержания листообразной структуры из волокна, использованная в технических требованиях настоящего изобретения, относится к величине водоудержания, измеренной методами, указанными в представленных ниже примерах.
Среди полипропиленовых волокон настоящего изобретения, полипропиленовые волокна настоящего изобретения (полипропиленовое волокно А, полипропиленовое волокно С), которые имеют вышеуказанные определенные свойства при измерении методом ДСК, подробно указанные в настоящем изобретении, помимо прочности волокна 7сН/дтекс или больше, являются прекрасным по теплостойкости, как описано выше. Поэтому, листообразная структура из волокна настоящего изобретения, полученная с использованием полипропиленового волокна, имеет прекрасную теплостойкость.
Для дальнейшего улучшения теплостойкости листообразной структуры из волокна настоящего изобретения, изменение энтальпии плавления (ΔН) полипропиленового волокна, образующего листообразную структуру из волокна, составляет предпочтительно от 125 до 165 Дж/г, более предпочтительно от 130 до 165 Дж/г, еще более предпочтительно от 135 до 165 Дж/г и также еще более предпочтительно от 140 до 165 Дж/г.
Когда изменение энтальпии плавления (ΔН) полипропиленового волокна, образующего листообразную структуру из волокна, составляет менее 125 Дж/г, то его теплостойкость может быть недостаточной.
В отличие от этого, листообразная структура из волокна настоящего изобретения, полученная с использованием полипропиленового волокна настоящего изобретения (полипропиленовое волокно В), не имеющего вышеуказанных свойств при измерении методом ДСК, но имеющего свойства по тонине моноволокна от 0,1 до 3 дтекс, по прочности волокна 7 сН/дтекс или больше и имеющего на поверхности волокна вышеуказанные специфические неровности, установленные настоящим изобретением, имеет высокую прочность связи между полипропиленовыми волокнами, образующими листообразную структуру из волокна, и прекрасную износостойкость, способность сохранять форму, водоудерживающую способность и т.д.
Листообразная структура из волокна, полученная из полипропиленового волокна настоящего изобретения (полипропиленового волокна С), имеющего прочность волокна 7 сН/дтекс или больше, тонину моноволокна от 0,1 до 3 дтекс, вышеуказанные определенные свойства при измерении методом ДСК, подробно изложенные в настоящем изобретении, и вышеуказанные определенные неровности на поверхности волокна, подробно указанные в настоящем изобретении, дополнительно обладает отличными показателями водоудерживающей способности, теплостойкости и прочности.
Форма (форма горизонтального поперечного сечения) полипропиленового волокна настоящего изобретения, образующего листообразную структуру из волокна настоящего изобретения, особенно не ограничена и может быть любой сплошной круглой формой поперечного сечения или различными несимметричными формами поперечного сечения.
Кроме того, полипропиленовое волокно настоящего изобретения, образующее листообразную структуру из волокна настоящего изобретения, может содержать, при необходимости, один, два или несколько видов вышеупомянутых термостабилизаторов и других добавок.
Полипропиленовое волокно, образующее листообразную структуру из волокна настоящего изобретения, может не подвергаться поверхностной обработке или может быть подвергнуто поверхностной обработке подходящими агентами для обработки поверхности с целью улучшения совместимости с различными веществами, предотвращения накопления статического заряда и стабилизации агента для обработки, в зависимости от предполагаемого использования или т.п. листообразных структур из волокна. В качестве агента для обработки поверхности, в данном случае, может быть использован, например, один, два и более видов различных агентов для обработки поверхности.
Листообразная структура из волокна настоящего изобретения содержит полипропиленовое волокно настоящего изобретения, имеющее определенные свойства, в соотношении предпочтительно 50 мас.% или больше, более предпочтительно 60 мас.% или больше, еще более предпочтительно 65 мас.% или больше от общей массы листообразной структуры из волокна.
Когда содержание полипропиленового волокна настоящего изобретения в листообразной структуре из волокна чрезвычайно мало, становится невозможным придать хорошие качества, такие как высокое водоудержание, теплостойкость и прочность полипропиленового волокна, листообразной структуре из волокна.
Не существует конкретных ограничений на тип и форму листообразной структуры из волокна настоящего изобретения. Могут быть использованы любые листообразные структуры из волокна, содержащие полипропиленовое волокно настоящего изобретения в соотношении предпочтительно 50 мас.% или больше. Например, можно назвать текстильную или трикотажную ткань, нетканый материал, синтетическую бумагу, сетчатое изделие, ламинированная структура из волокна, полученная путем ламинирования двух или нескольких вышеуказанных компонентов и т.д.
Когда листообразная структура из волокна настоящего изобретения является текстильной тканью, любым гладким текстильным полотном, саржевым текстильным полотном, сатиновым текстильным полотном, сетчатой тканью, многоосевой текстильной тканью, многослойной тканью и т.д., которые произведены с использованием, например, бесчелночного ткацкого станка, ткацкого станка Салзера, ткацкого станка Рапье, кареточного ткацкого станка, Жаккардового ткацкого станка и т.д., она также может являться подходящей.
Кроме того, когда листообразная структура из волокна настоящего изобретения является трикотажной тканью, могут быть приемлемыми различные трикотажные изделия, изготовленные с использованием кругловязальной машины, основовязальной машины, поперечно-вязальной машины, быстроходной машины и т.п.
Когда листообразной структурой из волокна настоящего изобретения является нетканый материал, может быть приемлемой любой из таких материалов, как нетканый материал, полученный влажным вальцеванием бумаги, иглопробивной нетканый материал, термосвязанный нетканый материал, нетканый материал воздушной укладки, нетканый материал из объемной пряжи и т.п.
Когда листообразная структура из волокна настоящего изобретения содержит другое волокно вместе с вышеуказанным конкретным полипропиленовым волокном настоящего изобретения, то тип другого волокна особенно не ограничивается. Например, может быть использован в комбинации один, два или несколько видов натуральных волокон, таких как хлопок, шелк, овечья шерсть, пенька; синтетических волокон, таких как полиэфирное волокно, найлоновое волокно, акриловое волокно, волокно из поливинилового спирта, полипропиленовое волокно, отличающееся от полипропиленового волокна настоящего изобретения, полиолефиновое волокно, такое как полиэтиленовое волокно, поливинилиденхлоридное волокно, арамидное волокно и полиарилатное волокно; искусственные волокна, такие как вискоза и штапель; и неорганические волокна, такие как стекловолокно и углеродное волокно, в соотношении 50 мас.% или меньше, предпочтительно 40 мас.% или меньше, или более предпочтительно 35 мас.% или меньше.
Когда другое волокно используют вместе с полипропиленовым волокном настоящего изобретения, характер их комбинирования особенно не ограничивается и может быть подходящим образом выбран в соответствии с типом, формой, назначением и т.д. листообразной структуры из волокна. Листообразной структурой из волокна настоящего изобретения может быть, например, текстильный или трикотажный материал и сетчатое изделие, изготовленное с использованием нитей, образованных полипропиленовым волокном настоящего изобретения, и нитей, образованных другим волокном. Текстильный или трикотажный материал и сетчатое изделие, изготовленные с использованием нитей, полученных смешением полипропиленового волокна настоящего изобретения и другого волокна; нетканый материал и синтетическая бумага, изготовленные смешением полипропиленового волокна настоящего изобретения с другим волокном; ламинат из текстильного или трикотажного материала или нетканого материала, полученного из полипропиленового волокна настоящего изобретения, и текстильного или трикотажного материала или нетканого материала, полученного из другого волокна.
Хотя не ограниченные следующими примерами, в качестве примеров листообразной структуры из волокна настоящего изобретения, можно упомянуть следующие: текстильный материал, трикотажный материал и сетчатые изделия, полученные с использованием нитей, образованных только пропиленовым волокном настоящего изобретения; текстильный материал, трикотажный материал и сетчатые изделия, полученные с использованием смешанных нитей, полученных смешением полипропиленового волокна настоящего изобретения и другого синтетического волокна, натурального волокна и/или искусственного волокна; текстильный материал, трикотажный материал и сетчатые изделия, полученные комбинированием нитей, образованных полипропиленовым волокном настоящего изобретения, и нитей, образованных другим синтетическим волокном, и/или нитей, образованных натуральным волокном. Например, когда трикотажный материал (вязанный) получен с использованием нитей, изготовленных смешением полипропиленового волокна настоящего изобретения и хлопкового, или комбинированным использованием нитей, образованных полипропиленовым волокном настоящего изобретения, и хлопчатобумажных объемных нитей, то может быть получена трикотажная ткань (вязанная), подходящая для спортивной одежды, которая имеет отличную теплостойкость, не плавится, даже при трении с полом гимнастического зала и т.п.; является легкой; имеет высокую водоудерживающую способность и обладает отличной способностью впитывать пот.
Кроме того, когда листообразной структурой из волокна настоящего изобретения является нетканый материал и синтетическая бумага, можно назвать следующие примеры: фетрообразный нетканый материал, полученный путем придания волнистости полипропиленовому волокну настоящего изобретения, и осуществлением иглопробивания после кардования; нетканый материал сухого типа, полученный путем придания волнистости полипропиленовому волокну настоящего изобретения, резкой промежуточного продукта, хлопокообразного смешения в момент кардования со связующим волокном (например, композиционное волокно типа ядро-оплетка, в котором ядро образовано полипропиленом, а оболочка образована полиэтиленом), по меньшей мере, имеющим часть поверхности, которая плавится при более низкой температуре по сравнению с полипропиленовым волокном, нагревания полученного продукта со связыванием полипропиленового волокна со связующим волокном; и нетканый материал мокрого типа (синтетическая бумага), полученный смешением связующего волокна с короткомерным волокном, полученным из полипропиленового волокна настоящего изобретения, в результате чего образуется водная дисперсия, изготовлением бумаги из полученной суспензии и сушкой полученного продукта. Нетканый материал настоящего изобретения, полученный с использованием полипропиленовых волокон (в частности, полипропиленового волокна А, полипропиленового волокна С) настоящего изобретения, может быть получен с высокой производительностью, потому что полипропиленовое волокно имеет высокую теплостойкость, и может пройти такие стадии, как стадия связывания и стадия сушки, при высокой температуре.
Листообразная структура из волокна настоящего изобретения, полученная с использованием полипропиленового волокна настоящего изобретения, имеет высокую величину водоудержания и превосходную водоудерживающую способность, теплостойкость, механические свойства, химическую стойкость и т.д. Таким образом, обладая преимущественными свойствами, листообразная структура из волокна настоящего изобретения может быть эффективно использована в различных областях применения, таких как промышленный фильтр, сепаратор щелочи аккумуляторов, армированный полипропиленовым волокном полиолефиновый листовой материал, ткань для одежды (текстильная или трикотажная ткань, нетканый материал и т.д.), материалы для санитарии и бакалеи.
Композиционный материал и формовой продукт
Композиционный материал настоящего изобретения относится к композиционному материалу, образованному матрицей, содержащей органический полимер, и полипропиленовым волокном (любым из полипропиленовых волокон А-С) настоящего изобретения, содержащимся в матрице.
Композиционный материал и формовой продукт, содержащий композиционный материал, согласно настоящему изобретению имеют высокую прочность, потому что они получены с использованием полипропиленового волокна настоящего изобретения, имеющего прочность волокна 7 сН/дтекс или больше. Когда композиционный материал и формовой продукт получены с использованием полипропиленового волокна, у которого прочность волокна меньше вышеуказанного значения прочности волокна, прочность композиционного материала и формового продукта может быть недостаточной.
Даже когда композиционный материал настоящего изобретения получен с использованием полипропиленовых волокон (полипропиленового волокна А, полипропиленового волокна С), выбранных из полипропиленовых волокон настоящего изобретения, имеющих особые ДСК свойства, подробно указанные в настоящем изобретении, помимо прочности волокна 7 сН/дтекс или больше, и формовой продукт, содержащий композиционный материал, подвергаются воздействию высокой температуры, они менее склонны к плавлению и снижению физических свойств, и у них прекрасные механические свойства, такие как прочность на растяжение, ударная вязкость, модуль эластичности при изгибе и предел прочности при изгибе. Это связано с тем, что полипропиленовые волокна настоящего изобретения имеют прекрасную теплостойкость.
Что касается полипропиленовых волокон (полипропиленового волокна А, полипропиленового волокна С) для использования в композиционном материале настоящего изобретения, изменение энтальпии плавления (ΔH) составляет предпочтительно от 125 до 160 Дж/г, более предпочтительно от 130 до 165 Дж/г, еще более предпочтительно от 135 до 165 Дж/г и все еще более предпочтительно от 140 до 165 Дж/г.
Когда изменение энтальпии плавления (ΔH) полипропиленового волокна составляет меньше чем 125 Дж/г, то теплостойкость может оказаться недостаточной.
Кроме того, настоящее изобретение охватывает композиционный материал, полученный с использованием полипропиленовых волокон (полипропиленового волокна В, полипропиленового волокна С) настоящего изобретения, имеющих конкретные параметры неровностей на поверхности волокна, определенные в настоящем изобретении, помимо тонины волокна 7 сН/дтекс или больше, или помимо тонины волокна 7 сН/дтекс или больше и свойств, измеренных методом ДСК, и определенных в настоящем изобретении; и формовой продукт.
Когда полипропиленовые волокна (полипропиленовое волокно В, полипропиленовое волокно С), имеющие неровную структуру поверхности волокна, определенную в настоящем изобретении, используются в качестве полипропиленового волокна, возникает сцепляющий эффект с органической полимерной матрицей, и возрастает адгезионная способность к матрице из органического полимера вследствие неровностей по оси волокна на поверхности полипропиленового волокна, имеющих средний промежуток от 6,5 до 25 мкм и среднюю высоту от 0,35 до 1 мкм. Таким образом, могут быть получены композиционный материал и формовой продукт, обладающие отличными механическими свойствами, такими как прочность на растяжение, ударная вязкость, модуль эластичности при изгибе и предел прочности при изгибе. Когда в полипропиленовом волокне, имеющем неровности на поверхности, средний промежуток между неровностями составляет меньше 6,5 мкм и/или средняя высота неровностей меньше 0,35 мкм, неровности на поверхности волокна становятся чрезвычайно мелкими, это приводит к снижению сцепляющего эффекта с органическим полимером матрицы. В отличие от этого, полипропиленовое волокно, имеющее неровности со средним промежутком, превышающим 20 мкм, и/или средней высотой, превышающей 1 мкм, не может быть получено до тех пор, пока производительность процесса производства полипропиленового волокна значительно не снизится, а для производства такого полипропиленового волокна необходимо будет использовать полипропилен, IPF которого по существу составляет 100%, что нецелесообразно с практической точки зрения.
Когда композиционный материал или формовой продукт согласно настоящему изобретению получены с использованием полипропиленовых волокон (полипропиленового волокна В, полипропиленового волокна С), имеющих вышеуказанные параметры неровностей поверхности волокна, то предпочтительно использовать полипропиленовое волокно, в котором средний промежуток между неровностями, образованными по оси волокна, составляет от 6 до 20 мкм и особенно от 6,8 до 20 мкм, а средняя их высота составляет от 0,40 до 1 мкм, особенно от 0,45 до 1 мкм.
Не существует особых ограничений на тонину моноволокна полипропиленового волокна для использования в композиционном материале настоящего изобретения. С точки зрения простоты получения в момент производства полипропиленового волокна (особенно простоты вытяжки) и долговечности, тонина моноволокна полипропиленового волокна составляет предпочтительно от 0,01 до 500 дтекс, более предпочтительно от 0,05 до 50 дтекс и еще более предпочтительно от 0,1 до 5 дтекс, как описано выше.
Когда тонина моноволокна полипропиленового волокна чрезвычайно мала, происходит плавление, разрыв нитей и т.д. полипропиленового волокна в момент или после формования композиционного материала и формового продукта, что иногда приводит к снижению прочности композиционного материала и формового продукта. В отличие от этого, когда тонина моноволокна полипропиленового волокна чрезвычайно велика, снижаются физические свойства при вытяжке для получения полипропиленового волокна, что иногда делает невозможным получение полипропиленового волокна, которое имеет высокую прочность и высокую кристалличность. Более того, когда из данного полипропиленового волокна получают текстильную или трикотажную ткань, нетканый материал, сетку и т.д., для использования в композиционном материале, то иногда становится трудно получить текстильный или трикотажный материал, нетканый материал, сетку и т.д.
Форма (форма горизонтального поперечного сечения) полипропиленового волокна для использования в композиционном материале настоящего изобретения особенно не ограничивается и может быть любой из форм сплошного кругового поперечного сечения или вышеупомянутых различных несимметричных форм поперечного сечения.
Полипропиленовое волокно настоящего изобретения для использования в композиционном материале настоящего изобретения при необходимости может содержать один, два или несколько типов вышеуказанных термостабилизаторов и других добавок.
Полипропиленовое волокно для использования в композиционном материале настоящего изобретения может не подвергаться поверхностной обработке или может быть подвергнуто поверхностной обработке подходящим агентом для поверхностной обработки, в зависимости от назначения или т.п. композиционного материала и формового продукта.
В композиционном материале настоящего изобретения нет особого ограничения на форму полипропиленового волокна настоящего изобретения (любого из полипропиленовых волокон А-С), содержащегося в органической полимерной матрице. Например, приемлемой является любая из форм, такая как короткомерное волокно, длинномерное волокно, прядь волокон, нить, текстильный или трикотажный материал или ткань, нетканый материал и сетка.
Когда полипропиленовое волокно имеет форму короткомерного волокна, композиционный материал настоящего изобретения имеет обычно форму органический полимерной композиции (компаунда), в которой распределено короткомерное волокно полипропиленового волокна и содержится в органическом полимере. Кроме того, когда полипропиленовое волокно имеет форму, отличную от короткомерного волокна, такую как длинномерное волокно, прядь волокон, нить, текстильный или трикотажный материал, нетканый материал или сетка, то композиционный материал настоящего изобретения может быть получен в виде веществ, имеющих различные формы, в которых полипропиленовое длинномерное волокно, прядь полипропиленовых волокон, нить, образованная полипропиленовым волокном, текстильный или трикотажный материал, получены из полипропиленового волокна, нетканый материал, сетка или т.п., содержатся в матрице органического полимера, например, при импрегнировании органическим полимером (FRP) формы произвольной конфигурации, такой как линейная форма, стержнеобразная форма, листообразная форма, пластинчатая форма, трубчатая форма и блочная форма.
Когда полипропиленовое волокно настоящего изобретения используется для изготовления текстильного материала и включено в органическую полимерную матрицу, то гладкий текстильный материал, саржевый текстильный материал, сатиновый текстильный материал, сетчатый текстильный материал, однонаправленный текстильный материл, квази-однонаправленный текстильный материал и т.д., полученный при использовании бесчелночного ткацкого станка, ткацкого станка Салзера, ткацкого станка Рапье, кареточного ткацкого станка, Жаккардового ткацкого станка, многоосевого ткацкого станка и многослойного ткацкого станка и т.д., может быть использован в качестве текстильного материала. Кроме того, как трикотажная ткань, могут быть использованы различные трикотажные ткани, полученные при использовании кругловязальной машины, основовязальной машины, поперечно-вязальной машины, быстроходной машины и т.д., стеганая ткань, негофрированная ткань и т.д. Данные текстильный ткани и/или трикотажные ткани могут быть получены только при использовании полипропиленового волокна настоящего изобретения, или могут быть получены при использовании вместе с полипропиленовым волокном настоящего изобретения, при необходимости, одного, двух или нескольких типов других волокон, таких как натуральные волокна (например, хлопка, шелка, овечьей шерсти пеньки), синтетических волокон (например, полиэфирного волокна, найлонового волокна, акрилового волокна и волокна на основе поливинилового спирта), искусственных волокон (например, вискозы и штапеля) и т.д.
В композиционном материале настоящего изобретения не существует конкретного ограничения на существующие состояния (состояния содержания) в органической полимерной матрице полипропиленового волокна в форме короткомерного волокна, длинномерного волокна, пряди волокон, нитей, текстильного или трикотажного материала, нетканого материала или сетки, и существующее состояние может быть выбрано подходящим образом в соответствии с предполагаемым использованием, целью использования и т.д. композиционного материала и формового продукта, полученного из композиционного материала. Например, полипропиленовое волокно может равномерно содержаться в матрице из органического полимера; неравномерно или статистически содержаться в матрице из органического полимера; локально содержаться в матрице из органического полимера и содержаться по всему объему или по существу по всему объему матрицы из органического полимера.
Кроме того, в композиционном материале и формовом продукте согласно настоящему изобретению полипропиленовое волокно может быть полностью погружено в матрицу органического полимера, или часть полипропиленового волокна может выходить за пределы матрицы из органического полимера. Когда часть полипропиленового волокна находится за пределами матрицы из органического полимера, степень выхода из матрицы может быть подходящим образом отрегулирована в зависимости от предполагаемого использования, цели использования и т.д. композиционного материала и формового продукта.
В композиционном материале настоящего изобретения в качестве органического полимера, образующего матрицу, приемлем любой органический полимер, если только полипропиленовое волокно может быть включено в матрицу из органического полимера без ухудшения физических свойств, неровной структуры поверхности волокна и т.д. полипропиленового волокна настоящего изобретения. Любая термопластичная смола, термореактивная смола и каучук может быть использован без какого-либо конкретного ограничения. В качестве данного органического полимера можно упомянуть, например, термопластичную смолу и термоэластопласт (термопластичный каучукоподобный полимер), чьи точки плавления ниже, чем температура плавления полипропиленового волокна; термореактивную смолу, которая отверждается при температуре ниже температуры плавления полипропиленового волокна; каучук, который вулканизуется при температуре ниже температуры плавления полипропиленового волокна, и органический полимер, который растворяется в растворителе, который не растворяет полипропиленовое волокно.
Конкретные примеры органического полимера, который может быть использован для композиционного материала настоящего изобретения, включают термопластичные смолы, такие как смолы на основе олефинов, включающие полипропилен, полиэтилен, полибутен и сополимер этилен-винилацетат, смолы на основе полистирола, включающие поливинилхлорид, полистирол, ударопрочный полистирол и ABS, акриловую смолу, полимолочную кислоту, смолу на основе сложного полиэфира, смолу на основе полиамида, поливиниловый спирт, полиакрилонитрил, и термопластичный полиуретан; термореактивные смолы, такие как эпоксидная смола, смола на основе ненасыщенного сложного полиэфира, фенольная смола, меламиновая смола, силиконовая смола, термореактивный полиуретан, меламиновая смола и алкидная смола; и каучуки, такие как натуральный каучук, полибутадиен, бутадиен-стирольный каучук, бутадиен-акрилонитрильный каучук, полихлоропрен, полиизопрен, полиизобутилен, силиконовый каучук, полистирольный термоэластопласт, полиолефиновый термоэластопласт, полиуретановый термоэластопласт, полиэтиленовый термоэластопласт, полиамидный термоэластопласт и полидиеновый термоэластопласт. Они могут быть использованы по отдельности или в комбинации двух или нескольких типов.
Отношение содержания органического полимера матрицы к полипропиленовому волокну в композиционном материале настоящего изобретения особенно не ограничено и варьируется в зависимости от типа органического полимера, образующего матрицу, от полипропиленового волокна и цели использования композиционного материала и формового продукта, полученных из них. Когда композиционный материал настоящего изобретения является компаундом, в котором короткомерное полипропиленовое волокно смешано с матрицей из органического полимера, то обычно предпочтительно, чтобы массовое отношение органического полимера, образующего матрицу, к полипропиленовому волокну составляет от 99:1 до 50:50, особенно от 98:2 до 55:45, более особенно от 97:3 до 60:40, с точки зрения простоты производства композиционного материала, эксплуатационных свойств композиционного материала и технологичности в процессе формования. Более того, когда композиционный материал настоящего изобретения является веществом, отличным от компаунда (например, веществом, в котором органический полимер, образующий матрицу, импрегнирован в текстильный материал, нетканое полотно, трикотажный материал и т.д., полученный из полипропиленового волокна), то обычно предпочтительно, чтобы массовое отношение органического полимера, образующего матрицу, к полипропиленовому волокну составляло от 70:30 до 5:95, особенно от 60:40 до 10:90, более особенно от 50:50 до 15:85, с точки зрения простоты производства композиционного материала, эксплуатационных свойств композиционного материала и перерабатываемости при формовании.
Композиционный материал настоящего изобретения может содержать, при необходимости, один, два или более видов термостабилизатора, УФ-абсорбера, антиоксиданта, красителя, наполнителя, антистатического агента, органическое волокно, отличное от вышеупомянутых полипропиленовых волокон, неорганическое волокно и т.д., помимо органической полимерной матрицы и полипропиленового волокна, если только не затрудняется выполнение задачи настоящего изобретения.
В производстве композиционного материала настоящего изобретения используют метод введения полипропиленового волокна в органическую полимерную матрицу без потери вышеуказанных физико-механических свойств и структуры полипропиленового волокна, в соответствии с типом и физическими свойствами (в частности, тепловыми характеристиками, такими как точка плавления, температура размягчения, температура отверждения, температура реакции и температура вулканизации) органического полимера, образующего матрицу, растворимостью органического полимера в растворителе, профиля полипропиленового волокна, назначения и цели применения композиционного материала и т.д.
Когда органическим полимером, образующим матрицу, является термопластичный полимер, который плавится при более низкой температуре по сравнению с полипропиленовым волокном (термопластичная смола, термоэластопласт и т.д., который плавится при более низкой температуре, по сравнению с полипропиленовым волокном), и полипропиленовое волокно находится в виде короткомерного волокна, может быть получен композиционный материал обычно при использовании способа (1а), рассмотренного ниже.
Способ (1а) смешения в расплаве короткомерного волокна-профилированного полипропиленового волокна и термопластичного полимера, который смешивают из расплава при более низкой температуре, чем точка плавления полипропиленового волокна, при использовании экструдера или другого подходящего устройства для смешения из расплава (устройство формования из расплава) с получением в результате композиционного материала (композиции термопластичного полимера, компаунда), содержащего короткомерное волокно - профилированное полипропиленовое волокно в матрице термопластичного полимера.
Предпочтительно добавлять эмульсию на основе олефина или т.п. к полипропиленовому волокну в момент осуществления способа (1а). Это обусловлено тем, что в момент смешения в расплаве менее вероятно образование волокнистой массы. Полипропиленовые волокна, использованные в настоящем изобретении, обладают отличной теплостойкостью и могут сохранять профили волокна без плавления, даже под воздействием значительной высокой температуры. Поэтому, полипропиленовое волокно может быть смешано с термопластичным полимером и смешано из расплава при температуре, превышающей обычную температуру. Таким образом, композиционный материал, содержащий полипропиленовое волокно в термопластичном органическом полимере (композиции на основе термопластичного полимера), может быть получен с производительностью, выше, чем обычная производительность данного процесса.
Различные формовые изделия могут быть получены осуществлением традиционного широко известного формования из расплава, такого как литье под давлением, экструзионное формование, формование под давлением, прессование в пресс-форме, формование с раздувом и экструзионное формование с раздувом, с использованием композиционного материала (композиции на основе термопластичного полимера, компаунда), полученного способом (1а).
Кроме того, когда органическим полимером, образующим матрицу, является термопластичный полимер, который плавится при более низкой температуре, по сравнению с полипропиленовым волокном (далее по тексту термопластичный полимер, который плавится при более низкой температуре по сравнению с полипропиленовым волокном, иногда называют как «термопластичный полимер низкотемпературного плавления»), и полипропиленовое волокно находится в виде длинномерного волокна, жгута, пряжи, текстильной или трикотажной ткани, нетканого материала, сетки или т.п., композиционный материал настоящего изобретения может быть получен способами (1b)-(1e), рассмотренными ниже:
способ (1b) экструзии расплава термопластичного полимера низкотемпературного плавления таким образом, чтобы покрыть всю поверхность полипропиленового волокна в форме длинномерного волокна, жгута или пряжи с получением в результате композиционного материала;
способ (1c) формования термопластичного полимера низкотемпературного плавления в листообразную форму на полипропиленовом волокне (структуре из полипропиленового волокна в виде текстильной или трикотажной ткани, нетканого материала или сетки) экструзией расплава, литьем расплава, каландрованием и т.д., и одновременного импрегнирования полипропиленового волокна (структуры из полипропиленового волокна) термопластичным полимером низкотемпературного плавления с получением в результате композиционного материала;
способ (1d) ламинирования пленки или листа, который получен заранее с использованием термопластичного полимера низкотемпературного плавления, с полипропиленовым волокном (структурой из полипропиленового волокна) в форме текстильной или трикотажной ткани, нетканого материала или сетки, нагревания пленки или листа, прессования, если необходимо, пленки или листа и импрегнирования полипропиленового волокна (структуры из полипропиленового волокна) термопластичным полимером низкотемпературного плавления с получением в результате композиционного материала; и
способ (1е) нанесения порошка термопластичного полимера низкотемпературного плавления на полипропиленовое волокно (структуру из полипропиленового волокна) в форме текстильной или трикотажной ткани, нетканого материала или сетки, нагревания полуфабриката, прессования, при необходимости, полуфабриката и импрегнирования полипропиленового волокна (структуры из полипропиленового волокна) термопластичным полимером низкотемпературного плавления с получением в результате композиционного материала. Композиционные материалы, полученные способами (1b)-(1c), могут быть использованы как формовое изделие или продукт, как таковые, или они могут быть дополнительно нагреты или т.п. с получением в результате формового изделия и конечного продукта в соответствии со структурой и формой получаемого композиционного материала.
Хотя не ограниченный, упомянутый в качестве конкретного примера, способ (1d) включает ламинирование расположенных чередующимся образом биаксиальной сетки, полученной с использованием полипропиленового волокна настоящего изобретения, и полиолефинового листового материала, полученного заранее, с получением многослойного (например, в сумме десятислойного) полуфабриката; и осуществление термокомпрессионной сварки полуфабриката при температуре, равной или превышающей температуру плавления полиолефинового листового материала, но ниже, чем температура плавления полипропиленового волокна, с получением в результате армированной полипропиленовым волокном полиолефиновой панели. Армированная полипропиленовым волокном полиолефиновая панель, полученная данным способом, обладает значительно улучшенным пределом прочности при растяжении и прочностью на разрыв, по сравнению с традиционным продуктом, потому что полиолефиновое волокно, как армирующее волокно, имеет высокую прочность и высокую теплостойкость и показывает отличную адгезионную способность к полипропиленовому волокну, как рассмотрено выше. Кроме того, полиолефиновый листовой материал может быть расплавлен при более высокой температуре, чем обычная температура, вследствие отличной теплостойкости полипропиленового волокна. Поэтому, армированная полипропиленовым волокном полиолефиновая панель, полученная данным способом, может быть произведена с достаточно высокой производительностью.
В данном случае, когда полипропиленовое волокно формуют в однонаправленный препрег вместо текстильной или трикотажной ткани, показатель использования прочности полипропиленового волокна может быть повышен.
Кроме того, когда органический полимер, образующий матрицу, представляет собой термореактивную смолу, которая отверждается при температуре ниже температуры плавления полипропиленового волокна, или каучук, который вулканизуется при температуре ниже точки плавления полипропиленового волокна, композиционный материл настоящего изобретения может быть получен, например, способами (2а) и (2b), рассмотренными ниже.
Способ (2а) смешения короткомерного волокна-формованного полипропиленового волокна и термореактивной смолы или каучука, которые отверждаются или вулканизуются при температуре ниже точки плавления полипропиленового волокна, при температуре ниже температуры отверждения и температуры вулканизации термореактивной смолы или каучука, с получением в результате композиционного материала, содержащего короткомерное формованное полипропиленовое волокно в матрице из термореактивной смолы или резины; и
способ (2b) нанесения на полипропиленовое волокно (структуру из полипропиленового волокна) в форме длинномерного волокна, жгута, пряжи, текстильной или трикотажной ткани, нетканого материала или сетки термореактивной смолы или каучука в форме жидкости, пасты, порошка или листа, который отверждается или вулканизуется при температуре ниже точки плавления полипропиленового волокна, прессования, при необходимости, полуфабриката и импрегнирования полипропиленового волокна (структуры из полипропиленового волокна) термореактивной смолой или каучуком с получением в результате композиционного материала.
Композиционный материал, полученный способами (2а) и (2b), может быть формован в желательный формовой продукт и изделия производства при нагревании при температуре отверждения или температуре вулканизации термореактивной смолы или каучука или формован под действием тепла (например, SMC, BMC и т.д.). Что касается полипропиленового волокна настоящего изобретения, содержащегося в композиционных материалах, полученных способами (2а) и (2b), полипропиленовое волокно настоящего изобретения является отличным по теплостойкости в сравнении с традиционным полипропиленовым волокном и может выдерживать температуру, теплообразование и нагревание в момент отверждения термореактивной смолы или в момент вулканизации каучука. Таким образом, температура отверждения или температура вулканизации его могут быть повышены. Поэтому производительность процесса производства формового изделия может быть увеличена, а такие механические свойства, как прочность получаемого формового изделия улучшаются, по сравнению со случаем производства формового изделия из термореактивной смолы или формового изделия из каучука, которое армировано традиционным полипропиленовым волокном.
Кроме того, композиционный материал настоящего изобретения может быть получен также растворением органического полимера, образующего матрицу, в растворителе, который растворяет органический полимер, но не растворяет или вызывает набухание полипропиленового волокна, с получением в результате раствора органического полимера; импрегнированием раствором органического полимера полипропиленового волокна (полипропиленового волокна в форме короткомерного волокна, длинномерного волокна, жгутов, пряжи, текстильной или трикотажной ткани, нетканого материала, сетки и т.п.); и удаления растворителя при температуре ниже, чем точка плавления полипропиленового волокна.
В качестве растворителя, который растворяет органический полимер, но не растворяет или вызывает набухание полипропиленового волокна, можно упомянуть, например, воду, ацетон, этанол, уксусную кислоту, толуол, фенол, бензол, диметилформамид, диметилсульфоксид, стирол и т.п.
Может быть использован один тип, два или несколько типов вышеуказанных растворителей согласно типу органического полимера.
Полученный таким образом композиционный материал формуют методом, подходящим для каждого органического полимера, в соответствии с типом органического полимера матрицы, образующей композиционный материал, с получением в результате желательного формового изделия.
Когда формовое изделие получают с использованием композиционного материала настоящего изобретения, содержащего полипропиленовое волокно настоящего изобретения в органическом полимере, применяют различные методы формования, которые традиционно используются в технологии так называемых «FRP» (армированных волокном пластиков). Упомянутыми в качестве методов формования, применимых в настоящем изобретении, являются следующие методы: вышеуказанные методы формования из расплава, такие как метод литья под давлением, метод экструзионного формования, метод прессования в пресс-форме, метод формования на каландре, метод литья и метод формования с раздувом; метод ручного наслаивания; метод напыления; метод формования непрерывной панели; метод формования вытяжкой; метод намотки нити; метод измельчения - комбинированной кольцевой намотки; метод центробежного формования; пакетный метод; метод холодного прессования; метод инжекционного формования смол; автоклавный метод; метод получения заготовки, согласованной с мундштуком; метод предварительного смешения; метод листового формования смеси; метод подпрессовочного формования в масле; метод компрессионного формования ламината и т.д.
В соответствии с каждым из вышеуказанных методов формования, может быть изготовлен композиционный материал, подходящий для каждого метода.
Композиционный материал настоящего изобретения и формовое изделие, полученное из него, являются отличными по механическим свойствам, таким как прочность, теплостойкость, долговечность, легкость и эффективность вторичного использования. Поэтому, используя преимущества данных свойств, композиционный материал настоящего изобретения и формовое изделие из него могут быть эффективно использованы в различных областях, таких как автомобильные детали, электрические/электронные изделия, предметы санитарии, бакалейная торговля, изделия для отдыха/спорта, канцелярские принадлежности, детали для космической и авиационной техники.
ПРИМЕРЫ
Далее настоящее изобретение будет конкретно рассмотрено со ссылкой на примеры и т.п., но не будет ограничиваться следующими примерами.
[I] Полипропиленовое волокно и его производство
В следующих примерах 1-10 и сравнительных примерах 1-9 будут конкретно рассмотрены полипропиленовое волокно и его получение.
В следующих примерах 1-10 и сравнительных примерах 1-9 долю изотактических пентад (IPF) полипропилена и натяжение вытяжки в момент вытяжки полипропилена, свойства при измерении методом ДСК, тонину моноволокна, прочность волокна, средний промежуток и среднюю высоту неровностей на поверхности волокна, сопротивление плавлению при трении и величину водоудержания полипропиленового волокна измеряли следующим образом.
(I-1) Доля изотактических пентад (IPF) полипропилена
IPF полипропилена определяли в соответствии с методом «спектра 13С-ЯМР», описанного в не патентном документе 1, с использованием прибора сверхпроводящего ядерного магнитного резонанса («Lambda 500», производимого JEOL Co., Ltd.). В частности, величина содержания (фракция) (%) пропиленовых звеньев (звеньев изотактических пентад), в которых пять пропиленовых мономерных звеньев последовательно соединены изотактическим образом, в спектре 13С-ЯМР полипропилена, была определена как IPF. В данном случае, принадлежность пика в спектре 13С-ЯМР определяли в соответствии с методом, описанным в не патентном документе 2.
(I-2) Натяжение вытяжки в момент вытяжки
Натяжение нити сразу после выхода из протяжной печи (воздушной печи) или нити сразу после отделения от протяжной плиты измеряли при использовании тензометра («DTMX-5D», производимого NIDEC-SHIMPO CORPORATION) и определяли как натяжение вытяжки (сН/декс).
(I-3) Измерения методом ДСК полипропиленового волокна
Полипропиленовое волокно кондиционировали в атмосфере, имеющей температуру 20°С и относительную влажность 65%, в течение 5 дней для увлажнения. После этого полученное волокно нарезали на отрезки длиной 1 мм, и 5 мг его взвешивали и помещали в алюминиевую кювету (объемом 100 мкл (“№.51119872”, производства METTLER TOLEDO). Затем алюминиевую кювету закрывали алюминиевой крышкой для кюветы (“№.51119871”, производства METTLER TOLEDO). Затем на кривой ДСК (первый прогон), снятой при скорости повышения температуры 10°С/мин в атмосфере азота с помощью дифференциального сканирующего калориметра (“DSC2010”, производимого ТА Instruments), определяли полуширину (°С) эндотермического пика и изменение энтальпии плавления (ΔН) (Дж/г) методом, проиллюстрированным на фиг. 1 и 2 (особенно на фиг. 2).
(I-4) Тонина волокна (тонина моноволокна) полипропиленового волокна
Полипропиленовое волокно выдерживали в атмосфере, имеющей температуру 20°С и относительную влажность 65%, в течение 5 дней для увлажнения. После этого собирали увлажненное полипропиленовое волокно (моноволокно) данной длины (900 мм) и измеряли его массу, чтобы в результате рассчитать тонину волокна. На том же увлажненном полипропиленовом волокне проводили те же измерения 10 раз, рассчитывали среднюю величину его, определенную как тонина волокна (тонина моноволокна) полипропиленового волокна. Когда волокно было тонким и тонина волокна не позволяла измерить массу образца данной длины, то тонину волокна того же увлажненного волокна измеряли с использованием измерительного устройства тонины волокна (“VIBROMAT M”, производимого Textechno).
(I-5) Прочность волокна полипропиленового волокна
Полипропиленовое волокно выдерживали в атмосфере, имеющей температуру 20°С и относительную влажность 65%, в течение 5 дней для увлажнения. После этого полипропиленовое волокно (моноволокно) нарезали на отрезки длиной 60 мм для использования в качестве образца. Образец вытягивали, держа оба конца образца (полипропиленового моноволокна, имеющего длину 60 мм) (удерживая на расстоянии 10 мм от концов), со скоростью растяжения 60 мм/мин, в атмосфере, имеющей температуру 20°С и относительную влажность 65%, и используя устройство для измерения прочности волокна (“FAFEGRAPH M”, производимого Textechno), в результате чего измеряли напряжение в момент разрыва. Затем измеренную величину делили на тонину волокна полипропиленового моноволокна с определением прочности волокна (сН/дтекс). На том же полипропиленовом волокне проводили те же измерения 10 раз, и рассчитывали среднюю величину, определенную как прочность волокна (полипропиленового моноволокна) полипропиленового волокна.
(I-6) Средний промежуток и средняя высота неровностей на поверхности полипропиленового волокна
Фотографию полипропиленового волокна (моноволокна) снимали при увеличении 1000 раз в вертикальном направлении относительно оси волокна при использовании сканирующего электронного микроскопа (“S-510”, производимого HITACHI). По полученной фотографии определяли средний промежуток и среднюю высоту неровностей на поверхности волокна вышеуказанным способом, рассмотренным на фиг. 3. При расчете среднего промежутка и средней высоты выбирали 5 точек (промежуток между каждой точкой измерения составлял 10 см) на волокно на 10 полипропиленовых волокнах (моноволокнах), а затем измеряли промежуток и высоту неровностей на каждой точке измерения (всего 50 точек). Для каждой рассчитывали их средние величины, определенные как средний промежуток (мкм) и средняя высота (мкм) неровностей.
(I-7) Сопротивление плавлению при трении
Полипропиленовые волокна, полученные в следующих примерах и сравнительных примерах, связывали в пучки с получением комплексной нити 1000 дтекс. Затем, используя комплексную нить, получали текстильную ткань полотняного переплетения, в которой основная плотность ткани составляла 30 нитей/25,4 мм (основа) и 30 нитей/25,4 мм (уток).
(ii) Образец ткани (ширина×длина=3,5 см×8,5 см) вырезали из текстильной ткани полотняного переплетения, полученной в пункте (i). Образец прокатывали через валок (материал: вишневое дерево), вращающийся со скоростью 1800 об/мин под нагрузкой 1134 г (2,5 фунта). Затем измеряли промежуток времени от начала испытания до точки, когда начиналось плавление образца для испытаний. При измерении момент, когда звук от трения становился сильным, определяли как точку начала плавления образца для испытаний. Тот же образец (текстильная ткань полотняного переплетения) подвергали тому же испытанию 3 раза, а затем рассчитывали среднюю величину, определенную как показатель сопротивления плавлению при трении. Чем длиннее промежуток времени, взятый для образца, до начала плавления вследствие трения, тем лучше теплостойкость.
(I-8) Величина водоудержания полипропиленового волокна
1 г полипропиленового волокна сушили при 100°С в течение 5 часов, а затем измеряли его массу (М1). Высушенное полипропиленовое волокно погружали в 30 мл ионообменной воды и оставляли его стоять при 20°С в течение 10 минут. После этого полипропиленовое волокно вынимали, загружали в настольную центрифугу (“H-27F”, производства KOKUSAN), пока без покрытия (на нем не было другого материала). Затем проводили центробежное обезвоживание при температуре 20°С при скорости вращения 3000 об/мин в течение 5 минут. Измеряли его массу (М2), а затем определяли величину водоудержания (%) по уравнению (1), представленному ниже.
Величина водоудержания (%)полипропиленового волокна = (М2-М1)/М1)×100 (1)
Пример 1. [Получение полипропиленового волокна (а-1)]
(1) Полипропилен (“Y2000V”, производимый Prime Polymer Co., Ltd., IFP=97%, MFR=18 г/10 мин (230°С, нагрузка 2,16 кг) загружали в экструдер устройства для формования из расплава и осуществляли формование волокна из расплава при 240°С. Затем полученное волокно выгружали в количестве 22,3 г/мин из фильеры [число отверстий (круговых отверстий): 24, диаметр отверстия: 0,2 мм], присоединенной к формовой головке и имеющей температуру 245°С. После этого получали полипропиленовые невытянутые нити при скорости съема 800 м/мин, наматывали на бобину и хранили при комнатной температуре (общая тонина волокна полипропиленовой невытянутой нити=288 дтекс/24 волокна).
(2) Полипропиленовые невытянутые нити, полученные в пункте (1), разматывали с бобины, вводили в сушильную печь, имеющую температуру 128°С, и осуществляли предварительную вытяжку в 4,6 раз в 2 стадии с получением в результате полипропиленовой предварительно вытянутой нити. Затем полипропиленовую предварительно вытянутую нить наматывали на бобину и хранили при комнатной температуре (общая тонина волокна полипропиленовой предварительно вытянутой нити=63 дтекс/24 волокна, начальная температура теплопоглощения=153,5°С).
(3) Полипропиленовую предварительно вытянутую нить, полученную в пункте (2), разматывали с бобины, вводили в сушильную печь, имеющую температуру 172°С, и осуществляли последующую вытяжку в условиях скорости деформации 1,7 раз/мин и натяжения вытяжки 1,18 сН/дтекс в 1,3 раза в 3 стадии с получением в результате полипропиленовой вытянутой нити, имеющей общую кратность вытяжки 6,0 раз (общая тонина волокна=48 дтекс/24 волокна [полипропиленовое волокно (а-1)].
(4) Что касается полипропиленовой вытянутой нити [полипропиленового волокна (а-1)], полученной в пункте (3), то измерения ДСК [измерения формы эндотермического пика, полуширины, изменения энтальпии плавления (ΔН)] и измерения прочности волокна, сопротивления плавлению при трении, размеров поверхностных неровностей (среднего промежутка и средней высоты неровностей) и величины водоудержания осуществляли вышеуказанными методами. Результаты представлены в таблице 1.
Кроме того, снимали фотографию полипропиленовой вытянутой нити [полипропиленового волокна (а-1)], полученной в пункте (3), при использовании сканирующего электронного микроскопа (“S-510”, производства HITACHI) (при увеличении 1000 раз). Результаты показаны на фиг. 4.
Пример 2. [Получение полипропиленового волокна (а-2)]
(1) Следуя методике примера (1), только изменив скорость отбора невытянутой нити до 3000 м/мин, получили полипропиленовую невытянутую нить. Полипропиленовую невытянутую нить наматывали на бобину и хранили при комнатной температуре (общая тонина волокна полипропиленовой невытянутой нити=214 дтекс/24 волокна).
(2) Полипропиленовые невытянутые нити, полученные в пункте (1), разматывали с бобины, вводили в сушильную печь, имеющую температуру 128°С, и осуществляли предварительную вытяжку в 3,1 раз в 2 стадии с получением в результате полипропиленовой предварительно вытянутой нити. Затем полипропиленовую предварительно вытянутую нить наматывали на бобину и хранили при комнатной температуре (общая тонина волокна полипропиленовой предварительно вытянутой нити=69 дтекс/24 волокон, начальная температура теплопоглощения=155,3°С).
(3) Полипропиленовую предварительно вытянутую нить, полученную в пункте (2), разматывали с бобины, вводили в сушильную печь, имеющую температуру 172°С, и осуществляли последующую вытяжку в условиях скорости деформации 1,8 раз/мин и натяжения вытяжки 1,34 сН/дтекс в 1,5 раза в 3 стадии с получением в результате полипропиленовой вытянутой нити, имеющей общую кратность вытяжки 4,7 раз (общая тонина волокна=46 дтекс/24 волокна [полипропиленового волокна (а-2)].
(4) Что касается полипропиленовой вытянутой нити [полипропиленового волокна (а-2)], полученной в пункте (3), то измерения ДСК [измерения формы эндотермического пика, полуширины, изменения энтальпии плавления (ΔН)] и измерения прочности волокна, сопротивления плавлению при трении, размеров поверхностных неровностей (среднего промежутка и средней высоты неровностей) и величины водоудержания осуществляли вышеуказанными методами. Результаты представлены в таблице 1.
Пример 3. [Получение полипропиленового волокна (а-3)]
(1) Тот же полипропилен, что использовали в примере 1 (1), загружали в экструдер устройства для формования из расплава и осуществляли формование волокна из расплава при 240°С. Затем полученное волокно выгружали в количестве 20,2 г/мин из фильеры [число отверстий (отверстия крестообразной формы): 48, диаметр отверстия: 0,2 мм], имеющей температуру 245°С и присоединенной к формовой головке. После этого получали полипропиленовые невытянутые нити при скорости съема 800 м/мин, наматывали на бобину и хранили при комнатной температуре (общая тонина волокна полипропиленовой невытянутой нити=436 дтекс/48 волокон).
(2) Полипропиленовые невытянутые нити, полученные в пункте (1), разматывали с бобины, вводили в сушильную печь, имеющую температуру 138°С, и осуществляли предварительную вытяжку в 3,9 раза в 2 стадии с получением в результате полипропиленовой предварительно вытянутой нити. Затем полипропиленовую предварительно вытянутую нить наматывали на бобину и хранили при комнатной температуре (общая тонина волокна полипропиленовой предварительно вытянутой нити=112 дтекс/48 волокон, начальная температура теплопоглощения=155,2°С).
(3) Полипропиленовую предварительно вытянутую нить, полученную в пункте (2), разматывали с бобины, вводили в сушильную печь, имеющую температуру 172°С, и осуществляли последующую вытяжку в условиях скорости деформации 2,1 раз/мин и натяжения вытяжки 1,12 сН/дтекс в 1,3 раза в одну стадию с получением в результате полипропиленовой вытянутой нити, имеющей общую кратность вытяжки 5,1 раз (общая тонина волокна = 86 дтекс/48 волокон [полипропиленовое волокно (а-3)].
(4) Что касается полипропиленовой вытянутой нити [полипропиленового волокна (а-3)], полученной в пункте (3), то измерения ДСК [измерения формы эндотермического пика, полуширины и изменения энтальпии плавления (ΔН)], измерения прочности волокна, сопротивления плавлению при трении, размеров поверхностных неровностей (среднего промежутка и средней высоты неровностей) и величины водоудержания осуществляли вышеуказанными методами. Результаты представлены в таблице 1.
Пример 4. [Получение полипропиленового волокна (а-4)]
(1) Полипропиленовую невытянутую нить получали при использовании того же полипропилена, что использовали в примере 1(1), в тех же условиях, что и в примере 1(1), и наматывали на бобину.
(2) Полипропиленовые невытянутые нити, полученные в пункте (1), разматывали с бобины и осуществляли предварительную вытяжку в тех же условиях, что и в примере 1(2), с получением в результате полипропиленовой предварительно вытянутой нити. Полипропиленовую предварительно вытянутую нить наматывали на бобину.
(3) Полипропиленовую предварительно вытянутую нить, полученную в пункте (2), разматывали с бобины, вводили в сушильную печь, имеющую температуру 180°С, и осуществляли последующую вытяжку в условиях скорости деформации 1,7 раз/мин и натяжения вытяжки 1,06 сН/дтекс в 1,3 раза в 3 стадии с получением в результате полипропиленовой вытянутой нити, имеющей общую кратность вытяжки 6,0 раз (общая тонина волокна=50 дтекс/24 волокна [полипропиленовое волокно (а-4)].
(4) Что касается полипропиленовой вытянутой нити [полипропиленового волокна (а-4)], полученной в пункте (3), то измерения ДСК [измерения формы эндотермического пика, полуширины и изменения энтальпии плавления (ΔН)] и измерения прочности волокна, сопротивления плавлению при трении, размеров поверхностных неровностей (среднего промежутка и средней высоты неровностей) и величины водоудержания осуществляли вышеуказанными методами. Результаты представлены в таблице 1.
Пример 5. [Получение полипропиленового волокна (а-5)]
(1) Полипропиленовую невытянутую нить получали при использовании полипропилена (“ZS1337A”, производимого Prime Polymer Co., Ltd., IFP=96%, MFR=20 г/10 мин (230°С, нагрузка 2,16 кг) в тех же условиях формования расплава, что и в примере 1(1), и наматывали на бобину (общая тонина волокна полипропиленовой невытянутой нити=288 дтекс/24 волокна).
(2) Полипропиленовые невытянутые нити, полученные в пункте (1), разматывали с бобины, вводили в сушильную печь, имеющую температуру 135°С, и осуществляли предварительную вытяжку в 4,8 раз в 2 стадии с получением в результате полипропиленовой предварительно вытянутой нити. Затем полипропиленовую предварительно вытянутую нить наматывали на бобину и хранили при комнатной температуре (общая тонина волокна полипропиленовой предварительно вытянутой нити=60 дтекс/24 волокна, начальная температура теплопоглощения=152,0°С).
(3) Полипропиленовую предварительно вытянутую нить, полученную в пункте (2), разматывали с бобины, вводили в сушильную печь, имеющую температуру 172°С, и осуществляли последующую вытяжку в условиях скорости деформации 1,6 раз/мин и натяжения вытяжки 1,33 сН/дтекс в 1,8 раза в 3 стадии с получением в результате полипропиленовой вытянутой нити, имеющей общую кратность вытяжки 8,6 раз (общая тонина волокна=50 дтекс/24 волокна [полипропиленовое волокно (а-5)].
(4) Что касается полипропиленовой вытянутой нити [полипропиленового волокна (а-5)], полученной в пункте (3), то измерения ДСК [измерения формы эндотермического пика, полуширины и изменения энтальпии плавления (ΔН)] и измерения прочности волокна, сопротивления плавлению при трении, размеров поверхностных неровностей (среднего промежутка и средней высоты неровностей) и величины водоудержания осуществляли вышеуказанными методами. Результаты представлены в таблице 1.
Пример 6. [Получение полипропиленового волокна (а-6)]
(1) Полипропиленовую невытянутую нить получали при использовании полипропилена [IFP=98%, MFR=16 г/10 мин (230°С, нагрузка 2,16 кг)] в тех же условиях формования расплава, что и в примере 1(1), и наматывали на бобину (общая тонина волокна полипропиленовой невытянутой нити=293 дтекс/24 волокна).
(2) Полипропиленовые невытянутые нити, полученные в пункте (1), разматывали с бобины, вводили в сушильную печь, имеющую температуру 128°С, и осуществляли предварительную вытяжку в 4,6 раз в 2 стадии с получением в результате полипропиленовой предварительно вытянутой нити. Затем полипропиленовую предварительно вытянутую нить наматывали на бобину и хранили при комнатной температуре (общая тонина волокна полипропиленовой предварительно вытянутой нити=64 дтекс/24 волокна, начальная температура теплопоглощения=156,4°С).
(3) Полипропиленовую предварительно вытянутую нить, полученную в пункте (2), разматывали с бобины, вводили в сушильную печь, имеющую температуру 178°С, и осуществляли последующую вытяжку в условиях скорости деформации 2,8 раз/мин и натяжения вытяжки 1,54 сН/дтекс в 2,2 раза в 4 стадии с получением в результате полипропиленовой вытянутой нити, имеющей общую кратность вытяжки 10,1 раз (общая тонина волокна=29 дтекс/24 волокна [полипропиленовое волокно (а-6)].
(4) Что касается полипропиленовой вытянутой нити [полипропиленового волокна (а-6)], полученной в пункте (3), то измерения ДСК [измерения формы эндотермического пика, полуширины и изменения энтальпии плавления (ΔН)] и измерения прочности волокна, сопротивления плавлению при трении, размеров поверхностных неровностей (среднего промежутка и средней высоты неровностей) и величины водоудержания осуществляли вышеуказанными методами. Результаты представлены в таблице 2.
Пример 7. [Получение полипропиленового волокна (а-7)]
(1) Полипропиленовую невытянутую нить получали при использовании смеси (IPF смеси=95,5%), в которой полипропилен [IPF=985, MFR=16 г/10 мин (230°С, нагрузка: 2,16 кг)] и полипропилен [“Y3002G”, производимый Prime Polymer Co., Ltd., IPF=93%, MFR=30 г/10 мин (230°С, нагрузка: 2,16 кг)] загружали в массовом отношении 1:1 в тех же условиях формования из расплава, что в примере 1(1), наматывали на бобину (общая тонина волокна полипропиленовой невытянутой нити=288 дтекс/24 волокна).
(2) Полипропиленовые невытянутые нити, полученные в пункте (1), разматывали с бобины, вводили в сушильную печь, имеющую температуру 128°С, и осуществляли предварительную вытяжку в 4,6 раз в 2 стадии с получением в результате полипропиленовой предварительно вытянутой нити. Затем полипропиленовую предварительно вытянутую нить наматывали на бобину и хранили при комнатной температуре (общая тонина волокна полипропиленовой предварительно вытянутой нити=63 дтекс/24 волокна, начальная температура теплопоглощения=152,5°С).
(3) Полипропиленовую предварительно вытянутую нить, полученную в пункте (2), разматывали с бобины, вводили в сушильную печь, имеющую температуру 172°С, и осуществляли последующую вытяжку в условиях скорости деформации 1,7 раз/мин и натяжения вытяжки 1,20 сН/дтекс в 1,3 раза в 3 стадии с получением в результате полипропиленовой вытянутой нити, имеющей общую кратность вытяжки 6,0 раз (общая тонина волокна=48 дтекс/24 волокна [полипропиленовое волокно (а-7)].
(4) Что касается полипропиленовой вытянутой нити [полипропиленового волокна (а-7)], полученной в пункте (3), то измерения ДСК [измерения формы эндотермического пика, полуширины и изменения энтальпии плавления (ΔН)] и измерения прочности волокна, размеров поверхностных неровностей (среднего промежутка и средней высоты неровностей) и величины водоудержания осуществляли вышеуказанными методами. Результаты представлены в таблице 2.
Пример 8. [Получение полипропиленового волокна (а-8)]
(1) Фильеру [количество отверстий (круглое отверстие):24, диаметр отверстия: 0,2 мм] для получения композиционного волокна типа оболочка-ядро присоединяли к формовочной головке устройства для формования волокна из расплава. Полипропилен (“Y3002G”, производимый Prime Polymer Co., Ltd., IPF=93%) использовали как компонент ядра, а полипропилен [IPF=98%, MFR=16 г/10 мин (230°С, нагрузка: 2,16 кг)] использовали как компонент оболочки. Затем компонент ядра и компонент оболочки формовали из расплава при 240°С при массовом отношении компонента ядра к компоненту оболочки 1:2. Затем полученную нить снимали с фильеры в количестве 22,3 г/мин (температура фильеры 245°С) и наматывали на бобину при скорости съема 800 м/мин с получением в результате полипропиленовой невытянутой нити. Полипропиленовую невытянутую нить хранили при комнатной температуре (общая тонина волокна полипропиленовой невытянутой нити=287 дтекс/24 волокна).
(2) Полипропиленовые невытянутые нити, полученные в пункте (1), разматывали с бобины, вводили в сушильную печь, имеющую температуру 128°С, и осуществляли предварительную вытяжку в 4,6 раз в 2 стадии с получением в результате полипропиленовой предварительно вытянутой нити. Затем полипропиленовую предварительно вытянутую нить наматывали на бобину и хранили при комнатной температуре (общая тонина волокна полипропиленовой предварительно вытянутой нити=62 дтекс/24 волокна, начальная температура теплопоглощения=152,2°С).
(3) Полипропиленовую предварительно вытянутую нить, полученную в пункте (2), разматывали с бобины, вводили в сушильную печь, имеющую температуру 172°С, и осуществляли последующую вытяжку в условиях скорости деформации 1,7 раз/мин и натяжения вытяжки 1,25 сН/дтекс в 1,3 раза в 3 стадии с получением в результате полипропиленовой вытянутой нити, имеющей общую кратность вытяжки 6,0 раз (общая тонина волокна=48 дтекс/24 волокна [полипропиленовое волокно (а-8)].
(4) Что касается полипропиленовой вытянутой нити [полипропиленового волокна (а-8)], полученной в пункте (3), то измерения ДСК [измерения формы эндотермического пика, полуширины и изменения энтальпии плавления (ΔН)] и измерения прочности волокна, сопротивления плавлению при трении, размеров поверхностных неровностей (среднего промежутка и средней высоты неровностей) и величины водоудержания осуществляли вышеуказанными методами. Результаты представлены в таблице 2.
Пример 9. [Получение полипропиленового волокна (а-9)]
(1) Полипропиленовую невытянутую нить получали при использовании того же полипропилена, что использовали в примере 1(1), в тех же условиях, что и в примере 1(1), и наматывали на бобину.
(2) Полипропиленовые невытянутые нити, полученные в пункте (1), разматывали с бобины, вводили в сушильную печь, имеющую температуру 128°С, и осуществляли предварительную вытяжку в 4,6 раз в одну стадию с получением в результате полипропиленовой предварительно вытянутой нити. Затем полипропиленовую предварительно вытянутую нить наматывали на бобину и хранили при комнатной температуре (общая тонина волокна полипропиленовой предварительно вытянутой нити=63 дтекс/24 волокна).
(3) Полипропиленовую предварительно вытянутую нить, полученную в пункте (2), разматывали с бобины и приводили в контакт с протяжной плитой, имеющей температуру 172°С, и осуществляли последующую вытяжку в условиях скорости деформации 13,8 раз/мин и натяжения вытяжки 1,43 сН/дтекс в 1,6 раза в одну стадию (промежуток времени контакта с протяжной плитой=15 сек) с получением в результате полипропиленовой вытянутой нити, имеющей общую кратность вытяжки 7,4 раза (общая тонина волокна=39 дтекс/24 волокна) [полипропиленовое волокно (а-9)].
(4) Что касается полипропиленовой вытянутой нити [полипропиленового волокна (а-9)], полученной в пункте (3), то измерения ДСК [измерения формы эндотермического пика, полуширины и изменения энтальпии плавления (ΔН)] и измерения прочности волокна, сопротивления плавлению при трении, размеров поверхностных неровностей (среднего промежутка и средней высоты неровностей) и величины водоудержания осуществляли вышеуказанными методами. Результаты представлены в таблице 2.
Пример 10. [Получение полипропиленового волокна (а-10)]
(1) Полипропиленовую невытянутую нить получали при использовании того же полипропилена, что использовали в примере 1(1), в тех же условиях, что и в примере 1(1), и наматывали на бобину.
(2) Полипропиленовые невытянутые нити, полученные в пункте (1), разматывали с бобины и осуществляли предварительную вытяжку в тех же условиях, что и в примере 1(2), с получением в результате полипропиленовой предварительно вытянутой нити. Полипропиленовую предварительно вытянутую нить наматывали на бобину.
(3) Полипропиленовую невытянутую нить, полученную в пункте (2), разматывали с бобины, и получали полипропиленовую вытянутую нить в тех же условиях, что и в примере 1(3). Полипропиленовую предварительно вытянутую нить наматывали на бобину.
(4) Полипропиленовую вытянутую нить, полученную в пункте (3), разматывали с бобины, вводили в сушильную печь, имеющую температуру 168°С, для усадки ее на 2%, в результате чего получали полипропиленовую нить [полипропиленовое волокно (а-10)].
(5) Что касается полипропиленовой вытянутой нити [полипропиленового волокна (а-10)], полученной в пункте (4), то измерения ДСК [измерения формы эндотермического пика, полуширины и изменения энтальпии плавления (ΔН)] и измерения прочности волокна, сопротивления плавлению при трении, размеров поверхностных неровностей (среднего промежутка и средней высоты неровностей) и величины водоудержания осуществляли вышеуказанными методами. Результаты представлены в таблице 2.
Пример 11. [Получение полипропиленового волокна (а-11)]
(1) Фильеру [количество отверстий (круглое отверстие): 24, диаметр отверстия: 0,2 мм] для получения композиционного волокна типа оболочка-ядро присоединяли к формовочной головке устройства для формования волокна из расплава. Полипропилен (“HJ490”, производимый Mitsubishi Kasei, MFR=20 г/10 мин) использовали как компонент ядра, а полипропилен [IPF=98%, MFR=16 г/10 мин (230°С, нагрузка: 2,16 кг)] использовали как компонент оболочки. Затем компонент ядра и компонент оболочки формовали из расплава при 240°С при массовом отношении компонента ядра к компоненту оболочки 1:1. Затем полученное волокно отбирали в количестве 22,3 г/мин из фильеры (температура фильеры 245°С) и наматывали на бобину при скорости съема 800 м/мин с получением в результате полипропиленовой невытянутой нити. Полипропиленовую невытянутую нить хранили при комнатной температуре (общая тонина волокна полипропиленовой невытянутой нити=282 дтекс/24 волокна).
(2) Полипропиленовые невытянутые нити, полученные в пункте (1), разматывали с бобины, вводили в сушильную печь, имеющую температуру 128°С, и осуществляли предварительную вытяжку в 4,6 раз в 2 стадии с получением в результате полипропиленовой предварительно вытянутой нити. Затем полипропиленовую предварительно вытянутую нить наматывали на бобину и хранили при комнатной температуре (общая тонина волокна полипропиленовой предварительно вытянутой нити=61 дтекс/24 волокна, начальная температура теплопоглощения=148,7°С).
(3) Полипропиленовую предварительно вытянутую нить, полученную в пункте (2), разматывали с бобины, вводили в сушильную печь, имеющую температуру 172°С, и осуществляли последующую вытяжку в условиях скорости деформации 1,7 раз/мин и натяжения вытяжки 1,24 сН/дтекс в 1,3 раза в 3 стадии с получением в результате полипропиленовой вытянутой нити, имеющей общую кратность вытяжки 6,0 раз (общая тонина волокна=47 дтекс/24 волокна [полипропиленовое волокно (а-11)].
(4) Что касается полипропиленовой вытянутой нити [полипропиленового волокна (а-11)], полученной в пункте (3), то измерения ДСК [измерения формы эндотермического пика, полуширины и изменения энтальпии плавления (ΔН)] и измерения прочности волокна, размеров поверхностных неровностей (среднего промежутка и средней высоты неровностей) и величины водоудержания осуществляли вышеуказанными методами. Результаты представлены в таблице 2.
Сравнительный пример 1. [Получение полипропиленового волокна (-1)]
(1) Полипропиленовое невытянутое волокно получали при использовании полипропилена [“Y3002G”, производимого Prime Polymer Co., Ltd., IPF=93%] в тех же условиях формования волокна из расплава, что и в примере 1(1), и наматывали на бобину. Полипропиленовую невытянутую нить хранили при комнатной температуре (общая тонина волокна полипропиленовой невытянутой нити=288 дтекс/24 волокна).
(2) Полипропиленовые невытянутые нити, полученные в пункте (1), разматывали с бобины, вводили в сушильную печь, имеющую температуру 128°С, и осуществляли предварительную вытяжку в 4,6 раз в 2 стадии с получением в результате полипропиленовой предварительно вытянутой нити. Затем полипропиленовую предварительно вытянутую нить наматывали на бобину и хранили при комнатной температуре (общая тонина волокна полипропиленовой предварительно вытянутой нити=68 дтекс/24 волокон, начальная температура теплопоглощения=151,8°С).
(3) Полипропиленовую предварительно вытянутую нить, полученную в пункте (2), разматывали с бобины, вводили в сушильную печь, имеющую температуру 172°С, и осуществляли последующую вытяжку в условиях скорости деформации 1,7 раз/мин и натяжения вытяжки 0,96 сН/дтекс в 1,3 раза в 3 стадии с получением в результате полипропиленовой вытянутой нити, имеющей общую кратность вытяжки 6,0 раз (общая тонина волокна=48 дтекс/24 волокна [полипропиленовое волокно (b-1)].
(4) Что касается полипропиленовой вытянутой нити [полипропиленового волокна (b-1)], полученной в пункте (3), то измерения ДСК [измерения формы эндотермического пика, полуширины, изменения энтальпии плавления (ΔН)] и измерения прочности волокна, сопротивления плавлению при трении и величины водоудержания осуществляли вышеуказанными методами. Результаты представлены в таблице 3. Следует отметить, что полипропиленовое волокно, полученное в сравнительном примере 1, не имеет неровностей на поверхности.
Сравнительный пример 2. [Получение полипропиленового волокна (b-2)]
Что касается полипропиленовой предварительно вытянутой нити [полипропиленового волокна (b-2)], полученной в примере 1(2), то измерения ДСК [измерения формы эндотермического пика, полуширины, изменения энтальпии плавления (ΔН)] и измерения прочности волокна, сопротивления плавлению при трении и величины водоудержания осуществляли вышеуказанными методами. Результаты представлены в таблице 3. Следует отметить, что полипропиленовое волокно, полученное в сравнительном примере 2, не имеет неровностей на поверхности.
Сравнительный пример 3. [Получение полипропиленового волокна (b-3)]
(1) Полипропиленовое невытянутое волокно получали при использовании того же полипропилена, что использовали в примере 1(1) [“Y2000GV”, производимого Prime Polymer Co., Ltd., IPF=97%] в тех же условиях формования волокна из расплава, что и в примере 1(1), и наматывали на бобину.
(2) Полипропиленовые предварительно вытянутые нити, полученные в пункте (1), разматывали с бобины, вводили в сушильную печь, имеющую температуру 143°С, и осуществляли предварительную вытяжку в 6,9 раз в одну стадию с получением в результате полипропиленовой вытянутой нити (общая тонина волокна=42 дтекс/24 волокна) [полипропиленовое волокно (b-3)].
(3) Что касается полипропиленовой вытянутой нити [полипропиленового волокна (b-3)], полученной в пункте (2), то измерения ДСК [измерения формы эндотермического пика, полуширины и изменения энтальпии плавления (ΔН)] и измерения прочности волокна, сопротивления плавлению при трении, размеров поверхностных неровностей (среднего промежутка и средней высоты неровностей) и величины водоудержания осуществляли вышеуказанными методами. Результаты представлены в таблице 3.
Сравнительный пример 4. [Получение полипропиленового волокна (b-4)]
(1) Полипропиленовую невытянутую нить получали при использовании того же полипропилена, что использовали в примере 1(1) [“Y2000GV”, производимого Prime Polymer Co., Ltd., IPF=97%] в тех же условиях формования волокна из расплава, что и в примере 1(1), и наматывали на бобину.
(2) Полипропиленовые невытянутые нити, полученные в пункте (1), разматывали с бобины, вводили в ванну с горячей водой, имеющую температуру 90°С, и осуществляли предварительную вытяжку в 3,7 раз в одну стадию. Затем полученные нити последовательно вводили в сушильную печь, имеющую температуру 138°С, без наматывания для последующей вытяжки в 1,2 раза с получением в результате вытянутой нити, имеющей общую кратность вытяжки 4,4 раза (общая тонина волокна=65 дтекс/24 волокна) [полипропиленовое волокно (b-4)].
(3) Что касается полипропиленовой вытянутой нити [полипропиленового волокна (b-4)], полученной в пункте (2), то измерения ДСК [измерения формы эндотермического пика, полуширины и изменения энтальпии плавления (ΔН)] и измерения прочности волокна, сопротивления плавлению при трении, размеров поверхностных неровностей (среднего промежутка и средней высоты неровностей) и величины водоудержания осуществляли вышеуказанными методами. Результаты представлены в таблице 3.
Сравнительный пример 5. [Получение полипропиленового волокна (b-5)]
(1) Тот же полипропилен, что использовали в примере 1(1) [“Y2000GV”, производимого Prime Polymer Co., Ltd., IPF=97%], помещали в экструдер устройства для формования волокна из расплава и проводили формование из расплава при 270°С. Затем полученные нити отбирали в количестве 9,5 г/мин с фильеры [число отверстий (круглое отверстие: 24, диаметр отверстия: 0,2 мм], присоединенной к формующей головке и имеющей температуру 295°С, и сматывали со скоростью 1500 м/мин, в результате чего получали полипропиленовую невытянутую нить. Полипропиленовую невытянутую нить наматывали на бобину и хранили при комнатной температуре (общая тонина волокна полипропиленовой невытянутой нити=65 дтекс/24 волокна).
(2) Полипропиленовые предварительно вытянутые нити, полученные в пункте (1), разматывали с бобины, вводили в сушильную печь, имеющую температуру 130°С, и осуществляли вытяжку в 1,5 раз в одну стадию с получением в результате полипропиленовой вытянутой нити (общая тонина волокна=48 дтекс/24 волокна) [полипропиленовое волокно (b-5)].
(3) Что касается полипропиленовой вытянутой нити [полипропиленового волокна (b-5)], полученной в пункте (2), то измерения ДСК [измерения формы эндотермического пика, полуширины и изменения энтальпии плавления (ΔН)] и измерения прочности волокна, сопротивления плавлению при трении, размеров поверхностных неровностей (среднего промежутка и средней высоты неровностей) и величины водоудержания осуществляли вышеуказанными методами. Результаты представлены в таблице 4.
Сравнительный пример 6. [Получение полипропиленового волокна (b-6)]
(1) Тот же полипропилен, что использовали в примере 1(1) [“Y2000GV”, производимого Prime Polymer Co., Ltd., IPF=97%], помещали в экструдер устройства для формования волокна из расплава и проводили формование из расплава при 230°С. Затем полученные нити отбирали в количестве 20 г/мин с фильеры [число отверстий (круглое отверстие: 30, диаметр отверстия:0,8 мм], присоединенной к формующей головке и имеющей температуру 300°С, и сматывали со скоростью 300 м/мин, в результате чего получали полипропиленовую невытянутую нить. Полипропиленовую невытянутую нить наматывали на бобину и хранили при комнатной температуре (общая тонина волокна полипропиленовой невытянутой нити=535 дтекс/24 волокна).
(2) Полипропиленовые невытянутые нити, полученные в пункте (1), разматывали с бобины, а затем вытягивали в 3,7 раза в одну стадию с помощью нагретого вала, имеющего температуру 110°С, и получали в результате полипропиленовую вытянутую нить (общая тонина волокна=145 дтекс/24 волокна).
(3) Оба конца полипропиленовой вытянутой нити, полученной в пункте (2), фиксировали. После этого полипропиленовую вытянутую нить помещали в сушильный шкаф, имеющий температуру 165°С, на 30 минут для термической обработки, в результате чего получали полипропиленовую вытянутую нить [полипропиленовое волокно (b-6).
(4) Что касается полипропиленовой вытянутой нити [получение полипропиленового волокна (b-1)] (полипропиленового волокна), полученной в пункте (3), то измерения ДСК [измерения формы эндотермического пика, полуширины и изменения энтальпии плавления (ΔН)] и измерения прочности волокна, сопротивления плавлению при трении, размеров поверхностных неровностей (среднего промежутка и средней высоты неровностей) и величины водоудержания осуществляли вышеуказанными методами. Результаты представлены в таблице 4.
Сравнительный пример 7. [Получение полипропиленового волокна (b-7)]
(1) Полипропилен [“ZS1337A”, производимого Prime Polymer Co., Ltd., IPF=96%, MFR=20г/10 мин (230°С, нагрузка:2,16 кг)] помещали в экструдер устройства для формования волокна из расплава и проводили формование из расплава при 300°С. Затем полученные нити отбирали в количестве 22,3 г/мин с фильеры [число отверстий (круглое отверстие: 24, диаметр отверстия:0,2 мм], присоединенной к формующей головке и имеющей температуру 320°С, и сматывали со скоростью 600 м/мин, в результате чего получали полипропиленовую невытянутую нить. Полипропиленовую невытянутую нить наматывали на бобину и хранили при комнатной температуре (общая тонина волокна полипропиленовой невытянутой нити=304 дтекс/24 волокна).
(2) Полипропиленовые невытянутые нити, полученные в пункте (1), разматывали с бобины, осуществляли предварительную вытяжку в 1,5 раза в одну стадию с помощью нагретого вала, имеющего температуру 90°С, наматывали на бобину, а затем хранили при комнатной температуре (общая тонина волокна полипропиленовой предварительно вытянутой нити=203 дтекс/24 волокна, начальная температура теплопоглощения=150,8°С).
(3) Полипропиленовые предварительно вытянутые нити, полученные в пункте (2), разматывали с бобины, вводили в сушильную печь, имеющую температуру 138°С, и осуществляли вытяжку в 4,9 раз в одну стадию с получением в результате полипропиленовой вытянутой нити, имеющей общую кратность вытяжки 7,4 раза (общая тонина волокна=40,8 дтекс/24 волокна) [полипропиленовое волокно (b-7)].
(4) Что касается полипропиленовой вытянутой нити [полипропиленовое волокно (b-7)], полученной в пункте (3), то измерения ДСК [измерения формы эндотермического пика, полуширины и изменения энтальпии плавления (ΔН)] и измерения прочности волокна, сопротивления плавлению при трении, размеров поверхностных неровностей (среднего промежутка и средней высоты неровностей) и величины водоудержания осуществляли вышеуказанными методами. Результаты представлены в таблице 4.
Сравнительный пример 8. [Получение полипропиленового волокна (b-8)]
(1) Полипропилен [“Y2000GV”, производимого Prime Polymer Co., Ltd., IPF=97%, MFR=18г/10 мин. (230°С, нагрузка: 2,16 кг)] помещали в экструдер устройства для формования волокна из расплава и проводили формование из расплава при 255°С. Затем полученные нити снимали с фильеры в количестве 35,4 г/мин [число отверстий (круглое отверстие:24, диаметр отверстия:0,2 мм], присоединенной к формующей головке и имеющей температуру 260°С, и сматывали со скоростью 1500 м/мин, в результате чего получали полипропиленовую невытянутую нить. Полипропиленовую невытянутую нить наматывали на бобину и хранили при комнатной температуре (общая тонина волокна полипропиленовой невытянутой нити = 635 дтекс/24 волокна).
(2) Полипропиленовые невытянутые нити, полученные в пункте (1), разматывали с бобины, а затем осуществляли вытяжку в 11,5 раз в одну стадию в паровой ванне, имеющей температуру 145°С, с получением в результате полипропиленовой вытянутой нити (общая тонина волокна=55,2 дтекс/24 волокна) [полипропиленовое волокно (b-8)].
(3) Что касается полипропиленовой вытянутой нити [полипропиленового волокна (b-8)], полученной в пункте (2), то измерения ДСК [измерения формы эндотермического пика, полуширины и изменения энтальпии плавления (ΔН)] и измерения прочности волокна, сопротивления плавлению при трении, размеров поверхностных неровностей (среднего промежутка и средней высоты неровностей) и величины водоудержания осуществляли вышеуказанными методами. Результаты представлены в таблице 4.
Сравнительный пример 9. [Получение полипропиленового волокна (b-9)]
(1) Полипропиленовую невытянутую нить получали при использовании того же полипропилена, что использовали в примере 1(1) [“Y2000GV”, производимого Prime Polymer Co., Ltd., IPF=97%] в тех же условиях формования волокна из расплава, что и в примере 1(1), и наматывали на бобину.
(2) Полипропиленовые невытянутые нити, полученные в пункте (1), разматывали с бобины, а затем вводили в горячую водяную ванну, имеющую температуру 90°С, для осуществляли предварительной вытяжки в 3,7 раз в одну стадию. Затем полученную нить последовательно вводили в сушильную печь, имеющую температуру 172°С, без намотки для последующей вытяжки в 1,2 раза с получением в результате полипропиленовой вытянутой нити, имеющей общую кратность вытяжки 4,4 раза (общая тонина волокна=65 дтекс/24 волокна) [полипропиленовое волокно (b-9)].
(3) Полипропиленовая вытянутая нить (полипропиленовое волокно), полученное в пункте (2), имело много ворсинок, и, таким образом, она была не пригодна для использования. Поэтому измерений методом ДСК и измерений прочности волокна, сопротивления плавлению при трении, размеров поверхностных неровностей и величины водоудержания не проводили.
6
7
8
9
10
11
Оболочка:
98%
2) 2% усадка;
3) Ядро: полиэтилен (HJ490), компонент ядра:компонент оболочки=1:1 (отношение по массе).
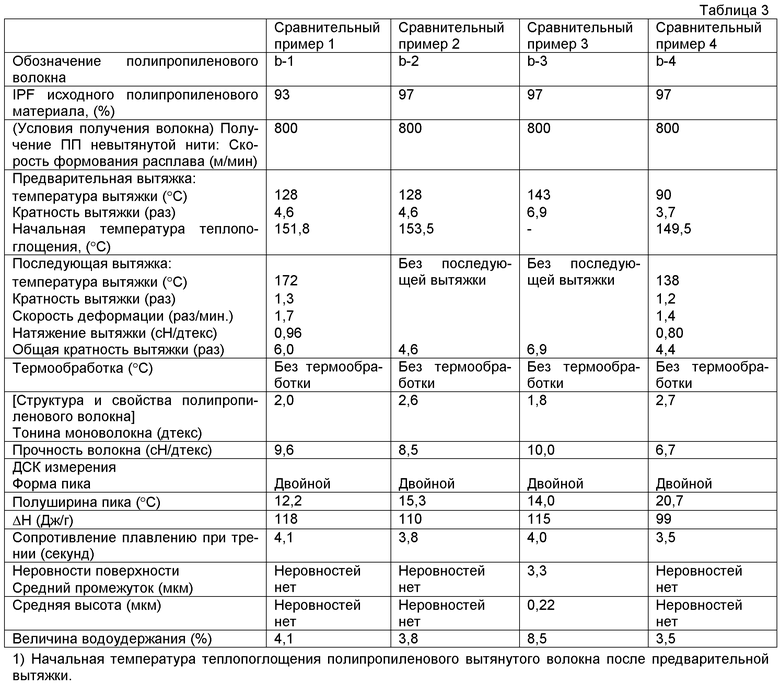
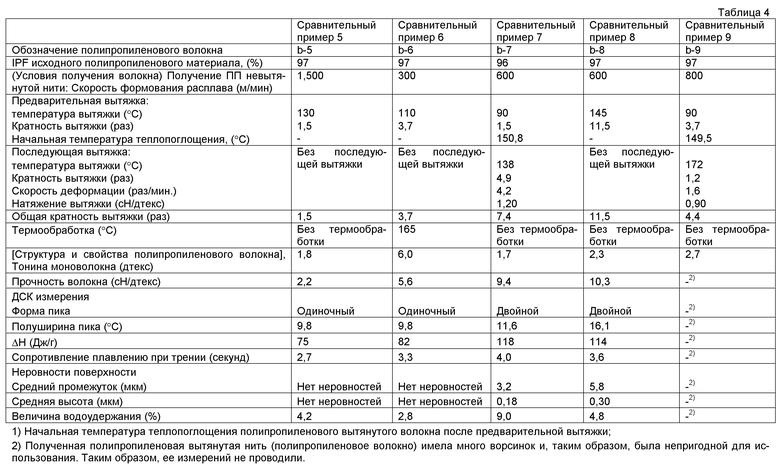
Как ясно из таблиц 1 и 2, приведенных выше, в примерах 1-10 полипропиленовое невытянутое волокно, которое было получено формованием из расплава полипропилена, имеющего IPF 94% или больше, а затем охлаждением полученного волокна с отверждением, подвергали предварительной вытяжке и последующей вытяжке в условиях, определенных в настоящем изобретении, с получением в результате этого полипропиленового волокна, имеющего тонину моноволокна 3 дтекс или ниже. В частности, предварительную вытяжку проводили при температуре от 120 до 150°С с кратностью вытяжки от 3 до 10 раз, а затем последующую вытяжку проводили с кратностью вытяжки от 1,2 до 3,0 раз в условиях воздействия температуры от 170 до 190°С, скорости деформации от 1,5 до 15 раз/мин и натяжении при вытяжке от 1,0 до 2,5 сН/дтекс с получением в результате полипропиленового волокна, имеющего тонину моноволокна 3 дтекс или ниже. Таким образом, может быть беспрепятственно получено полипропиленовое волокно, в котором форма эндотермического пика при измерении методом ДСК представляет форму одиночного пика с полушириной 10°С или ниже, изменением энтальпии плавления ΔН 125 Дж/г или больше, временем до начала плавления при трении от 6,8 до 8,0 секунд в опыте по определению сопротивления плавлению при трении, который показывает, что теплостойкость является превосходной, прочность волокна составляет 7 сН/дтекс или выше, на поверхности волокна образованы неровности, неровности, которые имеют средний промежуток от 6,5 до 20 мкм и среднюю высоту от 0,35 до 1 мкм, как результат присутствия чередующихся выступающих областей, имеющих большой диаметр, и не выступающих областей, имеющих малый диаметр, по оси волокна, и такую высокую величину величину водоудержания, как 10% или выше.
Кроме того, в примере 11 может быть легко получено полипропиленовое волокно (полипропиленовое волокно типа ядро-оболочка), которое имеет такую высокую прочность волокна, как 7 сН/дтекс или выше, неровности на поверхности, имеющие средний промежуток от 6,5 до 20 мкм и среднюю высоту от 0,35 до 1 мкм, как результат присутствия чередующихся выступающих областей, имеющих большой диаметр, и не выступающих областей, имеющих малый диаметр, по оси волокна, и такую большую величину водоудержания, как 10% или выше.
В отличие от этого, как ясно из таблиц 3 и 4, поскольку в сравнительных примерах 1-9 использованы условия, выходящие за объем притязаний, определенный в настоящем изобретении, полипропиленовые волокна, полученные в сравнительных примерах 1-9, не удовлетворяют всем высоким требованиям к прочности волокна, высокой теплостойкости и высокой величине водоудержания. Полипропиленовые волокна уступают, по меньшей мере, по одному из параметров, таких как прочность волокна, теплостойкость и величина водоудерждания, и большинство полипропиленовых волокон уступают по двум или нескольким из них.
[II] Гидравлическая композиция и гидравлический продукт
В следующих примерах 12 - 43 и сравнительных примерах 10-33 будут конкретно рассмотрены гидравлическая композиция и гидравлический продукт.
В следующих примерах 12-43 и сравнительных примерах 10-33 прочность на изгиб гидравлического продукта (шифера и строительного раствора) определяли методом, описанным ниже.
(II-1) Прочность на изгиб шифера
Прямоугольные куски для испытаний, имеющие ширину 25 мм и длину 80 мм, вырезали из формового шифера (шиферные формовые листы), полученные в следующих примерах или примерах получения. В случае, когда образцы для испытаний вырезали из шиферного формового листа, полученного отверждением в автоклаве, после того, как образец для испытаний помещали в воду, имеющую температуру 20°С, на 3 дня и только поверхностную воду промокали, осуществляли испытание на изгиб под нагрузкой в центре с использованием «Autograph AG5000-B» производства Shimadzu Corporation в качестве прибора для определения максимальной изгибающей нагрузки. В случае, когда образец для испытаний вырезали из шиферного формового листа, полученного естественным отверждением, после высушивания образца для испытаний при 40°С в течение 3 дней проводили испытание на изгиб под нагрузкой в центре с использованием прибора «Autograph AG5000-B» производства Shimadzu Corporation для определения максимальной изгибающей нагрузки. Затем рассчитывали максимальную прочность на изгиб по уравнению (2), показанному ниже.
В частности, при испытании на изгиб под действием нагрузки в центре вышеуказанный образец для испытаний закрепляли вблизи обоих концов двумя фиксаторами таким образом, чтобы расстояние между нижними опорными точками (участок изгиба) фиксаторов составляло 50 мм. В таком состоянии в центр образца для испытаний прилагали нагрузку в продольном направлении с помощью головки нагрузки (участок изгиба от центральной нагрузки=50 мм). Затем головку нагрузки постепенно снижали, увеличивая нагрузку на образец для испытаний, пока он не разрушался. Записывали максимальную изгибающую нагрузку (А) (единица: Н) на образец для испытаний в момент его разрушения и определяли максимальную прочность на изгиб по уравнению (2), представленному ниже.
При расчете максимальной изгибающей нагрузки испытания проводили 5 раз на одном и том же шиферном формовом листе, а затем рассчитывали ее среднюю величину, определенную как максимальная изгибающая нагрузка.
Максимальная прочность на изгиб (Н/мм2)=1,5×А×В/(W×D2) (2)
В уравнении (2):
А=максимальная изгибающая нагрузка (Н);
В=участок изгиба от нагрузки в центре (мм);
W=ширина (мм) образца для испытаний; и
D=толщина (мм) образца для испытаний.
(ii) Затем, используя максимальную прочность при изгибе, определенную по представленному выше уравнению (2), определяли прочность при изгибе с поправкой, которую получали, стандартизируя объемную плотность шифера до 1,45, и используя показанное ниже уравнение (3) для определения прочности при изгибе с поправкой, как прочности при изгибе шифера.
Прочность при изгибе с поправкой (Н/мм2)=Максимальная прочность при изгибе (Н/мм2)×(1,45/С)2 (3).
В уравнении (3):
С=объемная плотность шифера (г/см3).
Следует отметить, что объемная плотность шифера (С) (г/см3) относится к величине, полученной делением массы [сухой массы (г)] образца для испытаний после сушки при 105°С в течение 12 часов на объем [толщина (см)×(ширина (см)×длина (см)] высушенного образца для испытаний. Образец для испытаний получали вырезанием из отвержденного шиферного формового листа вышеуказанным методом и отбором образцов для испытаний, имеющих одинаковый размер, как вышеуказанный размер.
(II-2) Прочность на изгиб строительного раствора
Прямоугольные образцы, имеющие ширину 50 мм и длину 180 мм, вырезали из формовых продуктов на основе строительного раствора (формовые пластины из строительного раствора), полученные в следующих примерах или примерах получения, и сушили при 40°С в течение 3 дней. После этого проводили испытание на изгиб под нагрузкой в центре и определяли максимальную изгибающую нагрузку с использованием того же устройства, что было использовано в пункте (II-1) («Autograph AG5000-B» производства Shimadzu Corporation). Затем рассчитывали максимальную прочность на изгиб по вышеприведенному уравнению (2).
В частности, при проведении испытания на изгиб под нагрузкой в центре вышеуказанные образцы для испытаний фиксировали вблизи обоих концов двумя фиксаторами таким образом, чтобы расстояние между нижними опорными точками (участок изгиба) фиксаторов составляло 150 мм. В таком состоянии нагрузку прикладывали в центр образца для испытаний в продольном направлении с помощью головки нагрузки (участок изгиба от центральной нагрузки=150 мм). Затем головку нагрузки постепенно снижали и считывали величину максимальной нагрузки при изгибе (А) (единица: Н) после разрастания начального растрескивания и определяли максимальную прочность при изгибе по вышеприведенному уравнению (2).
При расчете максимальной изгибающей нагрузки испытания проводили 5 раз на одном и том же формовом продукте на основе строительного раствора, а затем рассчитывали ее среднюю величину, определенную как максимальная изгибающая нагрузка.
Примеры 12-22 и сравнительные примеры 10-17
[Получение шифера естественного отверждения]
(1) Смешивали 95 частей по массе стандартного портландцемента (производимого Taiheiyo Cement Corporation), 3 части по массе отбеленной целлюлозной массы («cello fiber», производства OULTEK CORP.), 2 части по массе каждого из полипропиленовых короткомерных волокон, полученных нарезкой до длины волокна от 3 до 20 мм, каждого из полипропиленовых волокон (а-1)-(а-11), полученных в примерах 1-11, и каждого из полипропиленовых волокон (b-1)-(b-8), полученных в сравнительных примерах 1-8, и 3000 частей по массе воды. Смеси перемешивали при скорости вращения 300 об/мин или больше с получением в результате гидравлических композиций для шифера. Затем каждую из гидравлических композиций заливали на хлопчатобумажную ткань, затем жидкость пропитывала ткань, и получали листообразные изделия.
(2) Куски листообразных изделий, полученных в пункте (1), ламинировали, а затем ламинаты отжимали под прессом под давлением 45 кг/см2 и получали в результате формовые листы.
(3) Формовой лист, полученный в пункте (2), оборачивали полиэтиленовым листом, и осуществляли предварительное отверждение при 50°С в среде, насыщенной влагой, в течение 24 часов. Затем полученный материал отверждали в течение 13 дней при 20°С в среде, насыщенной влагой, и получали в результате отвержденный шиферный формовой продукт (шиферный формовой лист) (толщиной приблизительно 4,2 мм).
(4) Измеряли прочность при изгибе каждого шиферного формового листа, полученного в пункте (3), вышеописанным методом. Результаты измерений представлены в таблице 5.
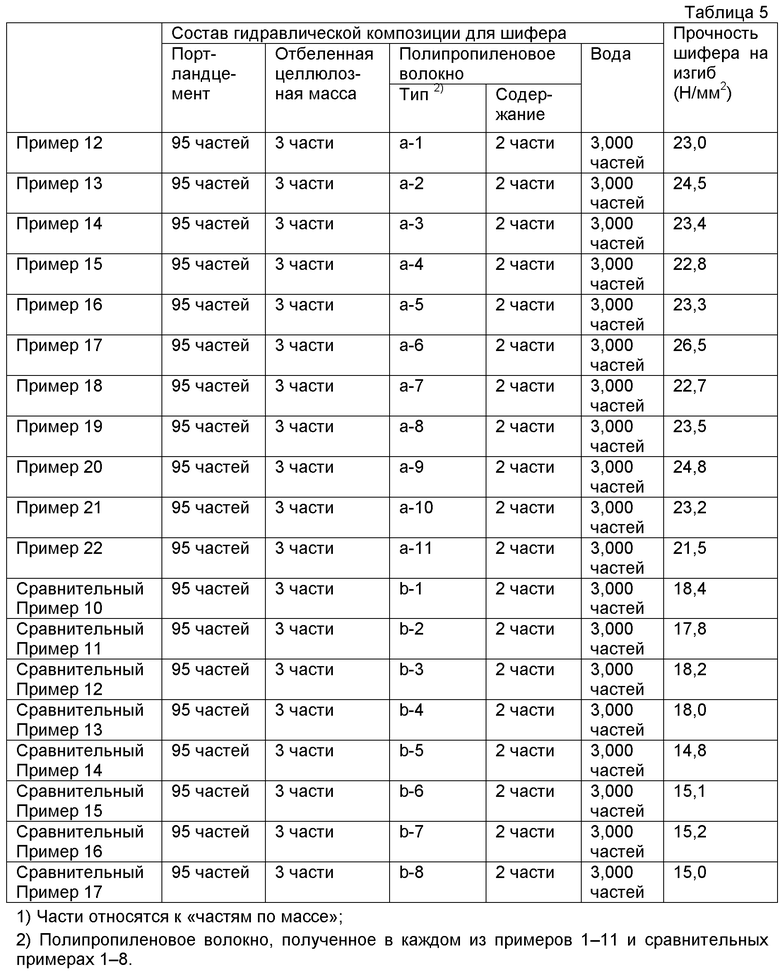
Как видно из таблицы 5, представленной выше, в примерах 12-22 гидравлические композиции для шифера были получены с использованием любого из полипропиленовых волокон (а-1)-(а-11), в которых содержался полипропилен, имеющий IPF 94% или больше, прочность волокна составляла 7 сН/дтекс или больше и свойства, измеренные методом ДСК, удовлетворяли требованиям, определенным в настоящем изобретении; в которых тонина моноволокна и параметры неровностей на поверхности волокна удовлетворяли требованиям, определенным в настоящем изобретении; или в которых параметры, измеренные методом ДСК, тонина моноволокна и параметры неровностей на поверхности волокна удовлетворяли требованиям, определенным в настоящем изобретении, теплостойкость и величина водоудержания были высокими, и совместимость с гидравлическим продуктом была отличной, и шиферные формовые продукты были получены из гидравлических композиций водного отверждения. Таким образом, могут быть получены шиферные формовые изделия с отличной прочностью на изгиб.
В отличие от этого, в сравнительных примерах 10-17 гидравлические композиции для шифера получали с использованием любого из полипропиленовых волокон (b-1)-(b-8), в которых и свойства, измеренные методом ДСК, и параметры неровностей на поверхности волокна лежали вне объема притязаний, определенного в настоящем изобретении, и каждое из которых имело недостаточную теплостойкость и совместимость в гидравлическим продуктом, и шиферные формовые изделия были получены отверждением водой гидравлических композиций. Таким образом, прочность на изгиб каждого из шиферных формовых продуктов, полученных в сравнительных примерах 10-17, была значительно ниже, по сравнению с этим же показателем для шиферных формовых продуктов, полученных в примерах 12-22.
Примеры 23-32 и сравнительные примеры 18-25
[Получение шифера автоклавного отверждения]
(1) Смешивали 57 частей по массе стандартного портландцемента (производимого Taiheio Cement Corporation), 38 частей по массе кремнеземного порошка (“#4000”, производимого Keiwa Rozai Co., 3 части по массе отбеленной целлюлозной массы («cello fiber», производимой PULTEK CORP.), 2 части по массе каждого из полипропиленовых короткомерных волокон, полученных нарезкой на отрезки волокна длиной от 3 до 20 мм, каждого из полипропиленовых волокон (а-1)-(а-10), полученных в примерах 1-10, и каждого из полипропиленовых волокон (b-1)-(b-8), полученных в сравнительных примерах 1-8, и 3000 частей по массе воды. Смеси перемешивали со скоростью 300 об/мин. И в результате получали гидравлические композиции для шифера. Затем каждую из гидравлических композиций заливали на хлопчатобумажную ткань, жидкость затем сливалась через нее при комнатной температуре с получением листообразных изделий.
(2) Куски листообразных изделий, полученных в пункте (1), ламинировали, а затем ламинаты отжимали под прессом под давлением 75 кг/см2 на прессе и получали в результате неотвержденные формовые листы.
(3) Неотвержденные формовые листы, полученные в пункте (2), оборачивали полиэтиленовым листом, и осуществляли предварительное отверждение при 50°С в среде, насыщенной влагой, в течение 24 часов. Затем полученный материал отверждали в автоклаве при температуре 170°С в течение 15 часов или при температуре 175°С в течение 15 часов и получали в результате отвержденные шиферные формовые продукты (шиферные формовые листы) (толщиной приблизительно 4,0 мм).
(4) Измеряли прочность на изгиб каждого шиферного формового листа, полученного в пункте (3), вышеописанным методом. Результаты измерений представлены в таблице 6.
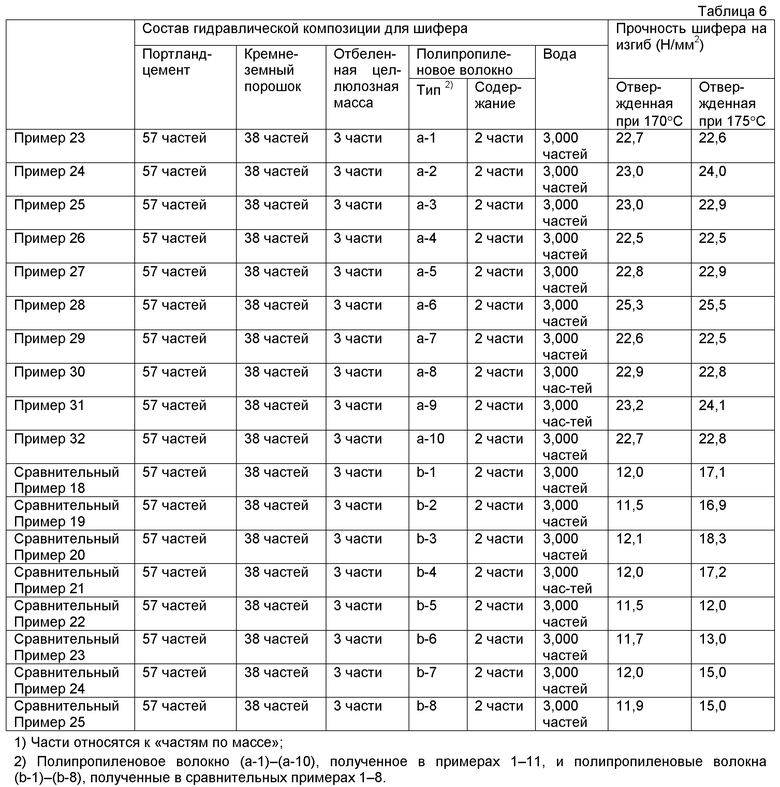
Как видно из таблицы 6, представленной выше, в примерах 23-32 гидравлические композиции для шифера были получены с использованием любого из полипропиленовых волокон (а-1)-(а-11), в которых содержался полипропилен, имеющий IPF 94% или больше, прочность волокна составляла 7 сН/дтекс или больше и свойства, измеренные методом ДСК, удовлетворяли требованиям, определенным в настоящем изобретении; теплостойкость была отличной, а параметры неровностей на поверхности волокна удовлетворяли требованиям, определенным в настоящем изобретении; величина водоудержания была высокой, и совместимость с гидравлическим продуктом была отличной, а гидравлические композиции отверждали в автоклаве при такой высокой температуре, как 170 или 175°С, в результате чего могут быть получены шиферные формовые продукты, которые были получены с отличной прочностью на изгиб за малое время отверждения.
В отличие от этого, в сравнительных примерах 18-25 гидравлические композиции для шифера получали с использованием любого из полипропиленовых волокон (b-1)-(b-8), в которых и свойства, измеренные методом ДСК, и параметры неровностей на поверхности волокна лежали вне объема притязаний, определенного в настоящем изобретении, и гидравлические композиции отверждали в автоклаве при такой высокой температуре, как 170 или 175°С. Однако полипропиленовые волокна (b-1)-(b-8), смешанные с гидравлическими композициями, имели недостаточную теплостойкость. Таким образом, прочность на изгиб каждого из шиферных формовых продуктов, полученных в сравнительных примерах 18-25 после отверждения в автоклаве, была значительно ниже, по сравнению с этим же показателем для шиферных формовых продуктов, полученных в примерах 23-32.
Примеры 33-43 и сравнительные примеры 26-33 [Получение строительной смеси]
(1) 68,7 частей по массе стандартного портландцемента (производимого Taiheiyo Cement Corporation), 30 частей по массе песка (кремнеземного песка № 7), 0,1 части по массе метилцеллюлозы («90SH-4000», производимой Shin-Etsu Chemical Co., Ltd.), 0,2 части по массе водоснижающега агента («Rheobuild SP-8N, производимый BASF Pozzolith Ltd.), 1 часть по массе каждого из полипропиленовых короткомерных волокон, полученных резкой на отрезки волокна длиной от 3 до 20 мм, каждого из полипропиленовых волокон (а-1)-(а-10), полученных в примерах 1-10, и каждого из полипропиленовых волокон (b-1)-(b-8), полученных в сравнительных примерах 1-8, и 31 частей по массе воды смешивали и месили на смесителе Hobart. Полученные смеси заливали в пресс-форму размером 10 мм×210 мм×215 мм и дегидратировали на прессе под давлением 20 кг/см2, в результате чего получали неотвержденные формовые продукты.
(2) Неотвержденные формовые продукты, полученные в пункте (1), оборачивали полиэтиленовым листом, и осуществляли предварительное отверждение при 50°С в среде, насыщенной влагой, в течение 24 часов. Затем полученный материал отверждали при 20°С в среде, насыщенной влагой, в течение 13 дней и получали в результате отвержденные влагой формовые продукты из строительного раствора (формовые пластины из строительного раствора).
3) Прочность каждой из формовых пластин из строительного раствора, полученных в пункте (2), измеряли вышеописанным методом. Результаты представлены в таблице 7.
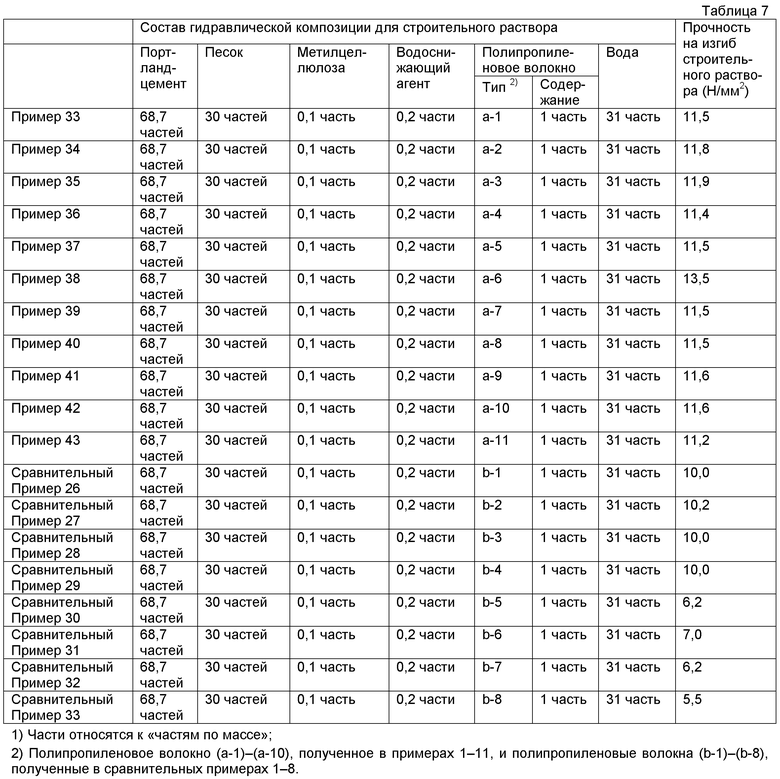
Как видно из таблицы 7, представленной выше, в примерах 33-43 гидравлические композиции строительных растворов были получены с использованием любого из полипропиленовых волокон (а-1)-(а-11) настоящего изобретения, в которых содержался полипропилен, имеющий IPF 94% или больше, прочность волокна составляла 7 сН/дтекс или больше и свойства, измеренные методом ДСК, удовлетворяли требованиям, определенным в настоящем изобретении; в которых тонина моноволокна и параметры неровностей на поверхности волокна удовлетворяли требованиям, определенным в настоящем изобретении; или в которых свойства, измеренные методом ДСК, тонина моноволокна и параметры неровностей на поверхности волокна удовлетворяли требованиям, определенным в настоящем изобретении, теплостойкость и величина водоудержания были высокими, а совместимость с гидравлическим продуктом была отличной, и формовые продукты на основе строительного раствора были получены из гидравлических композиций водного отверждения. Таким образом, могут быть получены формовые продукты на основе строительных растворов с отличной прочностью на изгиб.
В отличие от этого, в сравнительных примерах 26-33 гидравлические композиции строительных растворов получали с использованием любого из полипропиленовых волокон (b-1)-(b-8), в которых и свойства, измеренные методом ДСК, и параметры неровностей на поверхности волокна лежали вне объема притязаний, определенного в настоящем изобретении, и каждое из которых имело недостаточную теплостойкость и совместимость с гидравлическим продуктом, и формовые продукты из строительных растворов получали отверждением водой гидравлических композиций. Таким образом, прочность на изгиб каждого из формовых продуктов на основе строительных растворов, полученных в сравнительных примерах 28-33, была значительно ниже, по сравнению с этим же показателем для формовых продуктов на основе строительных растворов, полученных в примерах 33-43.
[III] Структура веревки
Структура веревки будет конкретно рассмотрена ниже в примерах 44-53 и сравнительных примерах 34-41.
В примерах 44-53 и сравнительных примерах 34-41, приведенных ниже, определяли модули Юнга полипропиленового волокна и число раз разрывов веревки от трения при кручении на шлифовальной машине описанными ниже методами.
(III-1) Модуль Юнга полипропиленовой нити
Дублирование полипропиленового волокна (полипропиленовых невытянутых нитей) проводили для достижения тонины моноволокна 2000 дтекс. Полученное волокно скручивали со скоростью 70 т/м с получением полипропиленовой нити. Полученную полипропиленовую нить оставляли стоять в среде с температурой 20°С и относительной влажностью 65% в течение 3 дней для увлажнения, согласно стандарту JIS L 1013. После этого отбирали образцы определенной длины. Затем оба конца образца закрепляли таким образом, что длина между фиксаторами (длина образца для испытаний) составляла 200 мм. Затем образец растягивали с помощью прибора “Autograph AG5000-B”, производимый Shimadzu Corporation, при температуре среды 120°С и скорости растяжения 100 мм/мин. Измеряли напряжение при растяжении Р (Н), когда растяжимость составляла 1%, а затем определяли модуль Юнга (сН/дтекс) по уравнению (4), показанному ниже.
Среднюю величину модуля определяли как модуль Юнга при 120°С полипропиленовой нити на единицу дтекс:
Модуль Юнга нити (сН/дтекс)=Р×10000/Td, (4)
где
Р=Напряжение при растяжении (Н), когда растяжимость достигает 1%, и
Td=общая тонина волокна перед вытяжкой полипропиленовой нити=2000 дтекс.
(III-2) Число оборотов шлифовального устройства до разрывов веревки от трения при кручении с нагрузкой
Образец (веревку) погружали в воду при 20°С на 24 часа, а затем истирали под нагрузкой 10 кг со скоростью вращения шлифовального устройства 45 об/мин, как показано на фиг. 5. При этом шлифовальное устройство (изготовленное из углерода, диаметр=100 мм, размер абразивных частиц №46) вращалось со скоростью 45 об./мин, и воду подавали так, чтобы веревка не оставалась сухой, и происходило истирание веревки. Затем записывали число оборотов шлифовального устройства в момент разрыва веревки и определяли его как число оборотов (раз шлифовального устройства) до разрыва веревки от трения при кручении с нагрузкой.
Примеры 44-53 и сравнительные примеры 34-41
(1) Получение веревки, изготовленной из полипропиленового волокна
Каждое из полипропиленовых волокон (а-1)-(а-10) (полипропиленовых невытянутых нитей), полученных в примерах 1-10, и полипропиленовых волокон (b-1)-(b-8) (полипропиленовых вытянутых нитей), полученных в сравнительных примерах 1-8, удваивали с получением тонины волокна 1500 дтекс. Полученные волокна скручивали при 80 Т/м с получением пряди (сдвоенной нити). 4 первые пряди (сдвоенные нити) скручивали при 60 Т/м с получением второй пряди (сдвоенной нити). 25 вторых прядей (сдвоенных нитей) скручивали при 40 Т/м с получением третьей пряди (сдвоенной нити). Затем 3 первые пряди (сдвоенные нити) скручивали при 30 Т/м с получением веревки, изготовленной из полипропиленового волокна.
Полученную таким образом веревку, изготовленную из полипропиленового волокна, испытывали на число оборотов шлифовального устройства до разрыва веревки при трении с нагрузкой вышеописанным методом. Полученные результаты представлены в таблице 8.
(2) Измерение модулей Юнга полипропиленовых нитей
Каждое из полипропиленовых волокон (а-1)-(а-10) (полипропиленовых вытянутых нитей), полученных в примерах 1-10, и полипропиленовые волокна (b-1)-(b-8) (полипропиленовые вытянутые нити), полученные в сравнительных примерах 1-8, сдваивали с получением тонины волокна 2000 дтекс. Полученный продукт скручивали при 70 Т/м с получением полипропиленовой нити. Модуль Юнга при 120°С полипропиленовой нити определяли вышеописанным методом. Полученные результаты представлены в таблице 8.
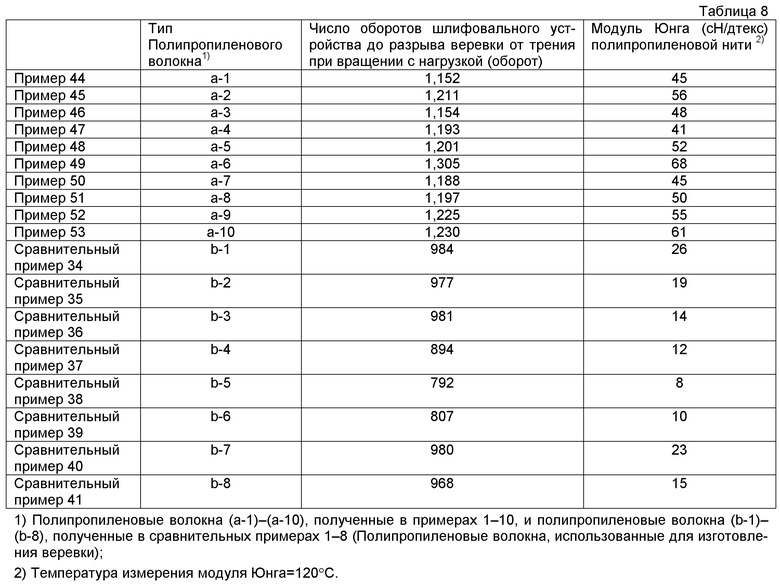
Как видно из таблицы 7, представленной выше, в примерах 44-53 веревки были получены с использованием любого из полипропиленовых волокон (а-1)-(а-10) настоящего изобретения, в которых содержался полипропилен, имеющий IPF 94% или больше, прочность волокна составляла 7 сН/дтекс или больше и свойства, измеренные методом ДСК, удовлетворяли требованиям, определенным в настоящем изобретении; в которых тонина моноволокна и параметры неровностей на поверхности волокна удовлетворяли требованиям, определенным в настоящем изобретении; или в которых свойства, измеренные методом ДСК, тонина моноволокна и параметры неровностей на поверхности волокна удовлетворяли требованиям, определенным в настоящем изобретении, теплостойкость была высокой, и имелись указанные неровности. Таким образом, веревки, полученные в примерах 44-53, каждая имеющая такое большое число оборотов до разрушения веревки при трении о вращательное шлифовальное устройство, как 1152-1305 оборотов, с меньшей вероятностью разорвутся из-за теплоты трения в момент трения, и обладают отличной теплостойкостью.
В отличие от этого, в сравнительных примерах 34-41 веревки получали с использованием любого из полипропиленовых волокон (b-1)-(b-8), в которых и свойства, измеренные методом ДСК, и параметры неровностей на поверхности волокна лежали вне объема притязаний, определенного в настоящем изобретении. Таким образом, веревки, полученные в сравнительных примерах 34-41, каждая характеризовалась числом оборотов до разрыва веревки при ее трении о вращающееся шлифовальное устройство от 792 до 984 оборотов, что приблизительно на 60-85% ниже числа оборотов до разрыва каждой из веревок примеров 44-53 при их трении о вращающееся шлифовальное устройство, уступали веревкам примеров 44-53 по теплостойкости и разрушались под действием теплоты трения на ранней стадии.
Кроме того, как видно из таблицы 8, в примерах 44-53 веревки были получены с использованием любого из полипропиленовых волокон (а-1)-(а-10), в которых содержался полипропилен настоящего изобретения, в которых содержался полипропилен, имеющий IPF 94% или больше, прочность волокна составляла 7 сН/дтекс или больше и свойства, измеренные методом ДСК, удовлетворяли требованиям, определенным в настоящем изобретении; в которых тонина моноволокна и параметры неровностей на поверхности волокна удовлетворяли требованиям, определенным в настоящем изобретении; или в которых свойства, измеренные методом ДСК, тонина моноволокна и параметры неровностей на поверхности волокна удовлетворяли требованиям, определенным в настоящем изобретении, теплостойкость была высокой, и имелись указанные неровности. Таким образом, полипропиленовые нити (пряди), полученные на ранней стадии процесса производства веревки, имели высокое значение модуля Юнга при 120°С 41-68 сН/дтекс; характеризовались меньшим растяжением при высокой температуре; были плотно скручены и имели отличные физико-механические свойства, такие как сопротивление растяжению и износостойкость, и, кроме того, теплостойкость.
В отличие от этого, в сравнительных примерах 34-41 веревки получали с использованием любого из полипропиленовых волокон (b-1)-(b-8), в которых и свойства, измеренные методом ДСК, и параметры неровностей на поверхности волокна лежали вне объема притязаний, определенного в настоящем изобретении. Таким образом, полипропиленовая нить (прядь), полученная на ранней стадии процесса производства веревки, имела модуль Юнга при 120°С от 8 до 26 сН/дтекс, что значительно ниже, чем у каждой из веревок примеров 44-53; сильно растягивалась при высокой температуре и имела недостаточные физико-механические свойства, такие как сопротивление растяжению и износостойкость и, кроме того, теплостойкость.
[IV] Листообразная структура из волокна
Листообразная структура из волокна будет подробно рассмотрена ниже в примерах 54-61 и сравнительных примерах 42-46.
В примерах 54-61 и сравнительных примерах 42-46, представленных ниже, осуществляли измерения величины водоудержания листообразной структуры из волокна и оценку технологических свойств при обработке в барабанной сушке, как описано ниже.
(IV-1) Величина водоудержания листообразной структуры из волокна (нетканого материала, полученного из полипропиленового волокна)
Брали 1 г листообразной структуры из волокна (нетканого материала, полученного из полипропиленового волокна), подсушивали при 105°С в течение 5 часов и измеряли его массу (М3). Вышеуказанный подсушенный образец погружали в 30 мл ионообменной воды и оставляли стоять при 20°С в течение 10 минут. После этого образец извлекали и помещали в настольную центрифугу (“H-27F”, производства KOKUSAN) без покрытия (без завертывания в другой материал). Затем проводили центробежное обезвоживание при температуре 20°С и скорости вращения 3000 об/мин в течение 5 минут. Измеряли массу (М4) образца в данный момент времени, а затем определяли величину (мас.%) водоудержания листообразной структуры из волокна по уравнению (5), показанному ниже.
Величина водоудержания (мас.%) листообразной структуры из волокна={[M4-M3/M3]}×100 (5)
(IV-2) Технологические свойства процесса обработки в сушильном барабане листообразной структуры из волокна
Технологические свойства процесса обработки в сушильном барабане листообразной структуры из волокна оценивали в соответствии со следующим критерием оценки.
[Критерий оценки технологических свойств процесса обработки в сушильном барабане]
Отличные: не наблюдается адгезии листа из полипропиленового волокна к поверхности барабана, свободно проходит через цилиндр, текстура после процесса сушки хорошая, не наблюдается снижения величины водоудержания.
Плохие: наблюдается прилипание листа из полипропиленового волокна к цилиндру, лист проходит через цилиндр с трудом, происходит снижение, например, величины водоудержания после обработки сушкой.
Примеры 54-61. [Получение листообразной структуры из волокна]
(1) Каждое их полипропиленовых волокон (а-1)-(а-3) и (а-5) (а-9), полученных в примерах 1-3 и 5-9, разрезали на отрезки длиной 51 мм с получением короткомерного волокна. Последовательно проводили кардование, гидросплетение, каландрование (температура 140°С) и барабанную сушку (температура 170°С, скорость переноса 50 см/секунда) с получением листообразной структуры из волокна (нетканого материла, полученного из полипропиленового волокна).
(2) Для листообразной структуры из волокна (нетканого материала, полученного из полипропиленовых волокон), полученной в пункте (1), измеряли или оценивали величину водоудержания и технологические свойства процесса барабанной сушки вышеописанными методами. Результаты представлены в таблице 9.
пример 42
Пример 43
Пример 44
Пример 45
Пример 46
Как видно из таблицы 9, в примерах 54-61 листообразные структуры из волокна (нетканых материалов, полученных из полипропиленовых волокон) были получены с использованием любого из полипропиленовых волокон (а-1)-(а-3) и (а-3)-(а-9) настоящего изобретения, в которых содержался полипропилен, имеющий IPF 94% или больше, прочность волокна составляла 7 сН/дтекс и тонина моноволокна и параметры неровностей на поверхности волокна удовлетворяли требованиям, определенным в настоящем изобретении; или в которых свойства, измеренные методом ДСК, удовлетворяли требованиям, определенным в настоящем изобретении; или в которых тонина моноволокна, параметры неровностей на поверхности волокна и свойства, измеренные методом ДСК, удовлетворяли требованиям, определенным в настоящем изобретении. Таким образом, листообразные структуры из волокна (нетканых материалов, полученных из полипропиленовых волокон), полученные в примерах 54-61, каждая имела такую высокую величину водоудержания, как 10,2-23,0 мас.%; отличную водоудерживающую способность и отличную теплостойкость; и благоприятные технологические свойства процесса барабанной сушки.
В отличие от этого, в сравнительных примерах 42-46 листообразные структуры из волокна получали с использованием любого из полипропиленовых волокон (b-1)-(b-3), (b-7) и (b-8), в которых и параметры неровностей на поверхности волокна, и свойства, измеренные методом ДСК, лежали вне объема притязаний, определенного в настоящем изобретении. Таким образом, каждая из листообразных структур из волокна (нетканых материалов, полученных из полипропиленовых волокон), полученных в сравнительных примерах 42-46, имела величины водоудержания от 3,5 до 8,0 мас.%, что значительно ниже, по сравнению с этими же величинами для листообразных структур из волокна (нетканых материалов, полученных из полипропиленовых волокон), полученных в примерах 54-61; имела плохую водоудерживающую способность; имела плохие технологические свойства процесса барабанной сушки; и, кроме того, значительно уступала по теплостойкости листообразным структурам из волокна (нетканым материалам, полученным из полипропиленовых волокон), полученным в примерах 54-61.
[V] Композиционный материал и формовой продукт, каждый содержащий полипропиленовое волокно
Композиционный материал и формовой продукт, каждый содержащий полипропиленовое волокно, будут конкретно описаны ниже в примерах 62-70 и сравнительных примерах 47-49.
В примерах 62-70 и сравнительных примерах 47-49, представленных ниже, измеряли различные физические свойства формового продукта, как описано ниже.
(V-1) Предел прочности при разрыве продукта, полученного литьем под давлением
Для каждого продукта, полученного литьем под давлением (образцов для испытаний, полученных литьем под давлением), полученных ниже в примерах 62-64 и сравнительном примере 47, измеряли предел прочности при растяжении согласно стандарту JIS K7160 (ISO 527-1).
(V-2) Ударная вязкость по Шарпи продукта, полученного литьем под давлением
Для каждого продукта, полученного литьем под давлением (образцов для испытаний, полученных литьем под давлением), полученных ниже в примерах 62-64 и сравнительном примере 47, измеряли ударную вязкость по Шарпи на образцах с надрезом согласно стандарту JIS 7111 (ISO 179-1).
(V-3) Предел прочности при растяжении формового продукта, полученного литьем под давлением
Образцы для испытаний в виде двусторонних лопаточек (№1) вырубали из листообразных формовых продуктов (толщиной 1 мм), полученных в примерах 65-67 и сравнительном примере 48, согласно стандарту JIS K6773, и измеряли предел прочности при растяжении для каждого их образцов в виде двусторонней лопаточки согласно стандарту JIS K6773.
(V-4) Модуль эластичности при изгибе и предел прочности при изгибе ламинированного формового продукта
Образцы для испытаний (длина×ширина×толщина=90 мм×15 мм×8 мм) вырубали из ламинированных формовых продуктов, полученных в примерах 68-70 и сравнительном примере 49, приведенных ниже, и проводили испытание методом трехточечного изгиба согласно стандарту JIS K7017 с определением модулей эластичности при изгибе и предела прочности при изгибе каждого из образцов для испытаний.
Примеры 62-64 и сравнительный пример 47 [получение композиционного материала (полиэтиленовой композиции) и продукта методом литья под давлением, содержащих короткомерное полипропиленовое волокно]
(1) Каждое из полипропиленовых волокон (а-1)-(а-3), полученных в примерах 1-3, и полипропиленовое волокно (b-2), полученное в сравнительном примере 2, нарезали на отрезки длиной 5 мм с получением короткомерных волокон. Каждое из полипропиленовых короткомерных волокон и смолу на основе полиэтилена низкой плотности (“NEO-ZEX 45200”, производимого Prime Polymer Co., Ltd., MFR=20г/10 мин) загружали в экструдер в массовом отношении смолы на основе полиэтилена низкой плотности и полипропиленового короткомерного волокна 90:10 и смешивали в расплаве при 160°С. После этого полученную композицию экструдировали и разрезали, в результате получали гранулы композиционного материала (композиции на основе полиэтилена низкой плотности), содержащего полипропиленовое короткомерное волокно в матрице, образованной полиэтиленом низкой плотности.
(2) Гранулят, полученный в пункте (1), перерабатывали литьем под давлением, используя электроприводную машину для литья под давлением (“EC75N II”, производимую Toshiba Machine Co., Ltd.), в условиях температуры плавления 165°С и температуры пресс-формы 30°C с получением в результате многоцелевых образцов для испытаний (продукт, полученный литьем под давлением) согласно стандарту JIS K7139 (ISO 3167).
(3) Образец для испытаний (продукт, полученный литьем под давлением), полученный в пункте (2), использовали для измерения предела прочности при растяжении и ударной вязкости по Шарпи вышеуказанными методами. Полученные результаты представлены в таблице 10.
волокна 1)
Как видно из таблицы 10, в примерах 62 - 64 были получены композиционные материалы, каждый из которых содержал короткомерное полипропиленовое волокно в матрице, образованной полиэтиленом низкой плотности, при использовании любого из полипропиленовых волокон (а-1)-(а-3) настоящего изобретения, в которых содержался полипропилен, имеющий IPF 94% или больше, прочность волокна составляла 7 сН/дтекс или больше, и свойства, измеренные методом ДСК, удовлетворяли требованиям, определенным в настоящем изобретении; в которых тонина моноволокна и параметры неровностей на поверхности волокна удовлетворяли требованиям, определенным в настоящем изобретении; или в которых свойства, измеренные методом ДСК, тонина моноволокна и параметры неровностей на поверхности волокна удовлетворяли требованиям, определенным в настоящем изобретении; теплостойкость которых была высокой, и были образованы данные неровности. Затем получали формовой продукт литьем под давлением при использовании каждого из композиционных материалов. Таким образом, формовые продукты, полученные в примерах 62-64, каждый имел высокий предел прочности при растяжении и высокую ударную вязкость по Шарпи, и каждый имел отличные механические свойства.
В отличие от этого, в сравнительном примере 47 получали композиционный материал, содержащий короткомерное волокно, образованное полипропиленовым волокно (b-2), у которого и свойства, измеренные методом ДСК, и параметры неровностей на поверхности волокна лежали вне объема притязаний, определенного в настоящем изобретении, в матрице, образованной полиэтиленом низкой плотности. Затем получали формовой продукт при использовании композиционного материала. Таким образом, формовой продукт, полученный в сравнительном примере 47, имеет предел прочности при растяжении и ударную вязкость по Шарпи, которые оба значительно ниже, по сравнению с этими показателями для формовых продуктов, полученных в примерах 62-64, и значительно уступает по механическим свойствам формовым продуктам примеров 62-64.
Примеры 65-67 и сравнительный пример 48 [получение композиционного материала (полиэтиленовой композиции) и листообразного формового продукта, каждый из которых содержит короткомерное полипропиленовое волокно]
(1) Каждое из полипропиленовых волокон (а-1)-(а-3), полученных в примерах 1-3, и полипропиленовое волокно (b-2), полученное в сравнительном примере 2, нарезали на отрезки длиной 5 мм с получением короткомерных волокон. Используя каждое из полипропиленовых короткомерных волокон, получали гранулы композиционного материала (композицию на основе полиэтилена низкой плотности), содержащего полипропиленовое короткомерное волокно в матрице, образованной полиэтиленом низкой плотности, полностью таким же образом, как в пункте (1) каждого из примеров 62-64.
(2) Гранулят, полученный в пункте (1), прессовали при температуре 150°С с получением в результате листообразного формового продукта толщиной 1 мм.
(3) Образец для испытаний в форме двусторонней лопаточки (№1) вырубали из листообразного формового продукта, полученного в пункте (2), согласно JIS K6773, и измеряли предел прочности при растяжении вышеуказанным методом. Полученные результаты представлены в таблице 11.
Как видно из таблицы 11, в примерах 65-67 были получены композиционные материалы, каждый из которых содержал короткомерное полипропиленовое волокно в матрице, образованной полиэтиленом низкой плотности, при использовании любого из полипропиленовых волокон (а-1)-(а-3) настоящего изобретения, в которых содержался полипропилен, имеющий IPF 94% или больше, прочность волокна составляла 7 сН/дтекс или больше, и свойства, измеренные методом ДСК, удовлетворяли требованиям, определенным в настоящем изобретении; в которых тонина моноволокна и параметры неровностей на поверхности волокна удовлетворяли требованиям, определенным в настоящем изобретении; или в которых свойства, измеренные методом ДСК, тонина моноволокна и параметры неровностей на поверхности волокна удовлетворяли требованиям, определенным в настоящем изобретении; теплостойкость которых была высокой, и были образованы данные неровности. Затем получали листообразный формовой продукт литьем под давлением при использовании каждого из композиционных материалов. Таким образом, листообразные формовые продукты, полученные в примерах 65-67, каждый имел высокий предел прочности при растяжении, и каждый имел отличные механические свойства.
В отличие от этого, в сравнительном примере 48 получали композиционный материал, содержащий короткомерное волокно, образованное полипропиленовым волокном (b-2), у которого и свойства, измеренные методом ДСК, и параметры неровностей на поверхности волокна лежали вне объема притязаний, определенного в настоящем изобретении, в матрице, образованной полиэтиленом низкой плотности с использованием полипропиленового короткомерного волокна. Затем получали листообразный формовой продукт при использовании композиционного материала. Таким образом, листообразный формовой продукт, полученный в сравнительном примере 48, имеет предел прочности при растяжении значительно ниже, по сравнению с этими показателями для листообразных формовых продуктов, полученных в примерах 65-67, и значительно уступает по механическим свойствам листообразным формовым продуктам примеров 65-67.
Примеры 68-70 и сравнительный пример 49 [Получение композиционного материала и ламинированного формового продукта, каждый из которых содержит ткань из полипропиленового волокна]
(1) Полипропиленовые волокна (а-1)-(а-3), полученные в примерах 1-3, и полипропиленовое волокно (b-2), полученное в сравнительном примере 2, собирали в пучки с получением пряжи (многонитевой пряжи) толщиной приблизительно 1000 дтекс. Затем многонитевую пряжу использовали для получения гладкого текстильного материала, в котором плотность несущего каркаса ткани составляла 30 нитей/25,4 мм (основа) и 30 нитей/25,4 мм (уток).
(2) Гладкий текстильный материал, полученный в пункте (1), импрегнировали эпоксидной смолой [производимой Nagase Chemical Co., Ltd., основной компонент: DENATOOL XNR6708, отверждающий агент: DENATOOL XNH6708, основной компонент/отверждающий агент=100/33 (по массе)] с получением в результате импрегнированной эпоксидной смолой гладкой текстильной ткани [импрегнирующее количество эпоксидной смолы=58 мас.% (1,4 мас.% от гладкой текстильной ткани)]. 10 импрегнированных эпоксидной смолой гладких текстильных тканей данного типа ламинировали ручным способом. Ламинат сушили при 25°С в течение 16 часов. После этого полученный материал сушили при 60°С в течение 2 часов в сушильной конвекционной печи, а затем осуществляли термическое отверждение при 120°С в течение 3 часов. После этого полученный материал подвергали термическому отверждению при 160°С дополнительно в течение 1 часа. Таким образом, получали ламинированный формовой продукт толщиной 3 мм.
(3) Образец для испытаний вырубали из ламинированного формового продукта, полученного в пункте (2), и проводили испытание при трехточечном изгибе вышеуказанным методом и определяли в результате модули эластичности при изгибе и предел прочности при изгибе образцов для испытаний. Полученные результаты представлены в таблице 12.
Как видно из таблицы 12, в примерах 68-70 при использовании гладкого текстильного материала, полученного из любого из полипропиленовых волокон (а-1)-(а-3) настоящего изобретения, в которых содержался полипропилен, имеющий IPF 94% или больше, прочность волокна составляла 7 сН/дтекс или больше, и свойства, измеренные методом ДСК, удовлетворяли требованиям, определенным в настоящем изобретении; в которых тонина моноволокна и параметры неровностей на поверхности волокна удовлетворяли требованиям, определенным в настоящем изобретении; или в которых свойства, измеренные методом ДСК, тонина моноволокна и параметры неровностей на поверхности волокна удовлетворяли требованиям, определенным в настоящем изобретении; теплостойкость которых была высокой, и были образованы данные неровности, получали композиционные материалы, каждый из которых содержал гладкий текстильный материал из полипропиленового волокна, в эпоксидной смоле. Затем каждый из композиционных материалов отверждали с получением ламинированных формовых продуктов. Таким образом, ламинированные формовые продукты, полученные в примерах 68-70, имели высокий модуль эластичности при изгибе и предел прочности при изгибе и имели отличные механические свойства.
В отличие от этого, в сравнительном примере 49 с использованием гладкого текстильного материала, полученного из полипропиленового волокна (b-2), у которого и свойства, измеренные методом ДСК, и параметры неровностей на поверхности волокна лежали вне объема притязаний, определенного в настоящем изобретении, в матрице, получали композиционный материал, содержащий гладкий текстильный материал из полипропиленового волокна в матрице, образованной эпоксидной смолой. Затем получали ламинированный формовой продукт с использованием композиционного материала. Таким образом, ламинированный формовой продукт, полученный в сравнительном примере 49, имел модуль эластичности при изгибе и предел прочности при изгибе, которые оба были значительно ниже, по сравнению с этими показателями для ламинированных формовых продуктов, полученных в примерах 68-70, и значительно уступали по механическим свойствам ламинированным формовым продуктам, полученным в примерах 68-70.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Из полипропиленовых волокон (полипропиленовых волокон А-С) настоящего изобретения полипропиленовые волокна А и С каждое имеют такую высокую прочность волокна, как 7 сН/дтекс или больше и вышеуказанные конкретные свойства, измеренные методом ДСК, определенные в настоящем изобретении, и, таким образом, являются превосходными по теплостойкости.
Кроме того, из полипропиленовых волокон настоящего изобретения полипропиленовые волокна (полипропиленовое волокно В, полипропиленовое волокно С) настоящего изобретения каждое имеют вышеуказанные специфические неровности на поверхности волокна, определенные в настоящем изобретении, каждое имеет такую большую величину водоудержания, как 10% или больше, и отличный эффект закрепления за счет своей неровной поверхности.
Поэтому, каждое из полипропиленовых волокон настоящего изобретения, имеющее вышеуказанные превосходные свойства, является чрезвычайно эффективным армирующим материалом для затвердевающих в воде веществ и может быть эффективно использован в различных областях применения, примерами которых являются структура веревки, листообразные структуры из волокна и композиционный материал с органическим полимером.
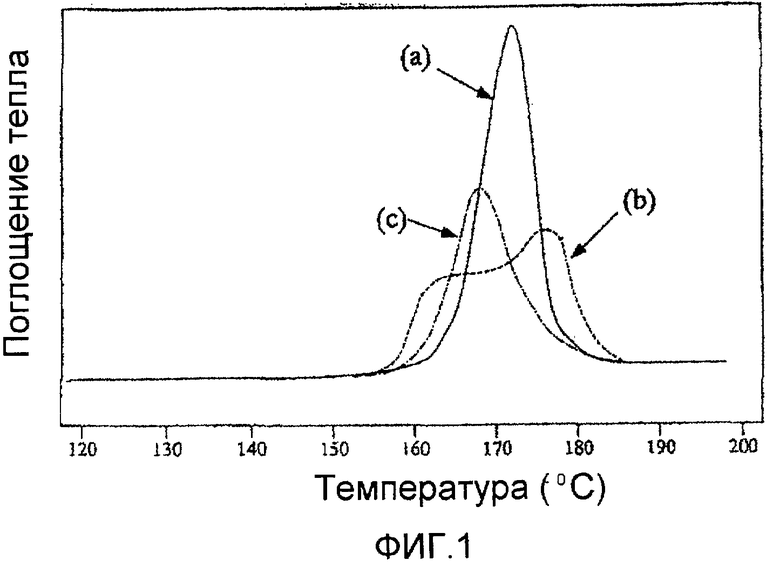
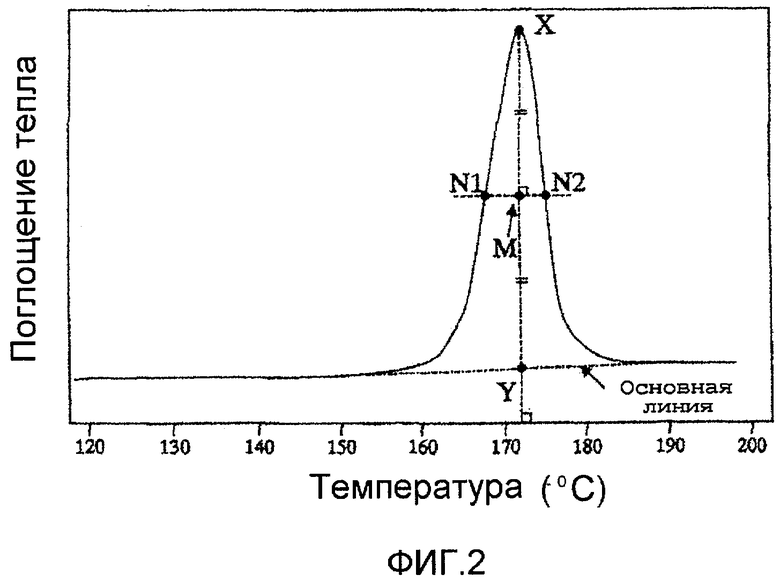
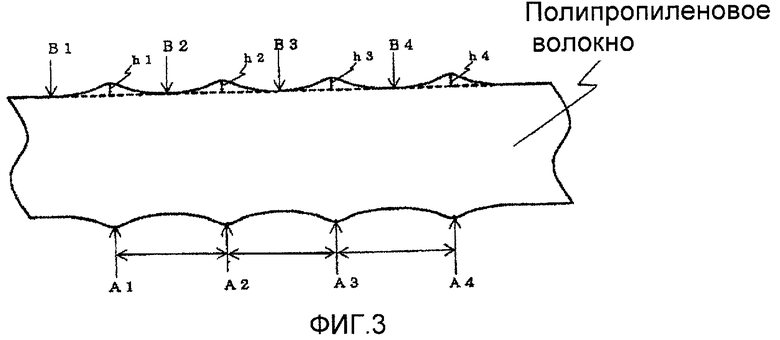
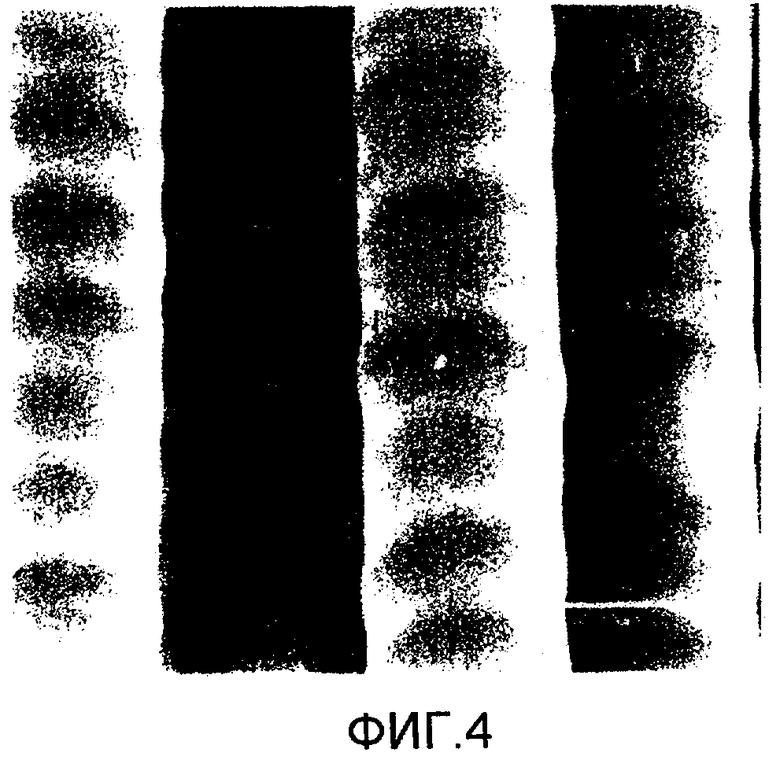
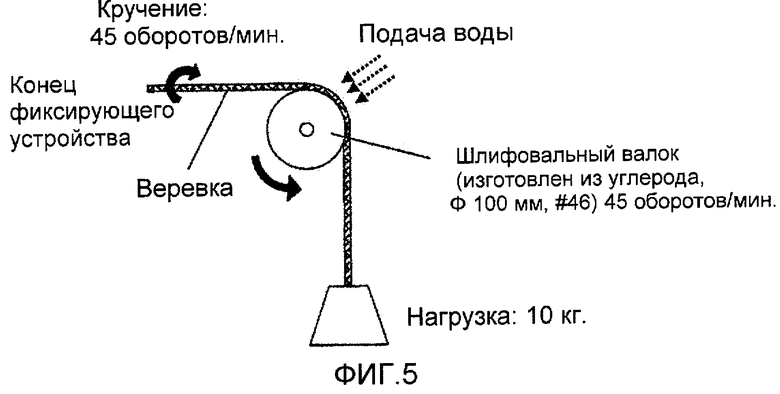
Изобретение относится к химической технологии волокнистых материалов и касается полипропиленовых волокон, способов их получения и применения. Полипропиленовое волокно (ПП) имеет прочность 7 сН/дтекс или больше; отвечает одному или обоим условиям, как то, (i) свойства, измеренные методом ДСК, где форма эндотермического пика на кривой ДСК является формой одиночного пика с полушириной 10°С или ниже, и изменение энтальпии плавления (ΔН) составляет 125 Дж/г и (ii) наличие неровностей, так что тонина моноволокна от 0,1 до 3 дтекс, а на поверхности образованы неровности, неровности, имеющие средний промежуток от 6,5 до 20 мкм и среднюю высоту от 0,35 до 1 мкм, как результат присутствия чередующихся выступающих областей, имеющих большой диаметр, и не выступающих областей, имеющих малый диаметр, по оси волокна. Способ получения ПП волокна заключается в предварительной вытяжке невытянутого ПП волокна, имеющего IPF 94% или больше, при 120-150°С с кратностью вытяжки от 3 до 10 раз, а затем последующей вытяжке при 170-190°С с кратностью вытяжки от 1,2 до 3,0 раз в условиях скорости деформации от 1,5 до 15 раз/мин и натяжения вытяжки от 1,0 до 2,5 сН/дтекс. Изобретение обеспечивает получение полипропиленового волокна, отличного по прочности, теплостойкости и водоудерживающим свойствам. 10 н. и 8 з.п. ф-лы, 5 ил., 12 табл., 70 пр.
1. Полипропиленовое волокно, включающее полипропилен, имеющий долю изотактических пентад (IPF) 94% или больше, в котором:
полипропиленовое волокно имеет прочность волокна 7 сН/дтекс или больше; и
форма эндотермического пика полипропиленового волокна, полученного методом дифференциальной сканирующей калориметрии (ДСК), является формой одиночного пика с полушириной 10°С или ниже, и изменение энтальпии плавления (ΔН) полипропиленового волокна, определенное методом ДСК, составляет 125 Дж/г или больше.
2. Полипропиленовое волокно, включающее полипропилен, имеющий долю изотактических пентад (IPF) 94% или больше, в котором:
полипропиленовое волокно имеет прочность волокна 7 сН/дтекс или больше;
полипропиленовое волокно имеет тонину моноволокна от 0,1 до 3 дтекс, и полипропиленовое волокно имеет на своей поверхности неровности, имеющие средний промежуток от 6,5 до 20 мкм и среднюю высоту от 0,35 до 1 мкм, как результат присутствия чередующихся выступающих областей, имеющих большой диаметр, и не выступающих областей, имеющих малый диаметр, по оси волокна.
3. Полипропиленовое волокно, включающее полипропилен, имеющий долю изотактических пентад (IPF) 94% или больше, в котором:
полипропиленовое волокно имеет прочность волокна 7 сН/дтекс или больше; и
полипропиленовое волокно имеет тонину моноволокна от 0,1 до 3 дтекс, форма эндотермического пика полипропиленового волокна, полученного методом дифференциальной сканирующей калориметрии (ДСК), является формой одиночного пика с полушириной 10°С или ниже, и изменение энтальпии плавления (ΔН) полипропиленового волокна, определенное методом ДСК, составляет 125 Дж/г или больше, и
полипропиленовое волокно имеет на своей поверхности неровности, имеющие средний промежуток от 6,5 до 20 мкм и среднюю высоту от 0,35 до 1 мкм, как результат присутствия чередующихся выступающих областей, имеющих большой диаметр, и не выступающих областей, имеющих малый диаметр, по оси волокна.
4. Полипропиленовое волокно по п.2 или 3, в котором: полипропиленовое волокно имеет величину водоудержания 10 мас.% или больше.
5. Способ получения полипропиленового волокна по любому из пп.1-4, в котором:
осуществляют формование из расплава полипропилена, имеющего долю изотактических пентад (IPF) 94% или больше;
охлаждают полученный продукт с его отверждением, так что образуется полипропиленовое невытянутое волокно;
осуществляют предварительную вытяжку полипропиленового невытянутого волокна при температуре от 120 до 150°С и кратностью вытяжки от 3 до 10 раз; и
осуществляют последующую вытяжку полученного волокна при кратности вытяжки от 1,2 до 3,0 раз в условиях температуры от 170 до 190°С, скорости деформации от 1,5 до 15 раз/мин и натяжении вытяжки от 1,0 до 2,5 сН/дтекс.
6. Способ получения по п.5, в котором общая кратность предварительной и последующей вытяжки составляет от 3,9 до 20 раз.
7. Способ получения по п.5 или 6, в котором произведение (А×В) скорости формования из расплава А (м/мин) в момент получения полипропиленового невытянутого волокна на общую кратность вытяжки В (раз) предварительной вытяжки и последующей вытяжки составляет от 3000 до 17000 (м·раз/мин).
8. Гидравлическая композиция, включающая полипропиленовое волокно по любому из пп.1-4.
9. Гидравлический продукт, образованный при использовании гидравлической композиции по п.8.
10. Гидравлический продукт по п.9, который включает формовой продукт.
11. Структура веревки, образованная при использовании полипропиленового волокна по любому из пп.1-4.
12. Листообразная структура из волокна, включающая полипропиленовое волокно по любому из пп.1-4.
13. Листообразная структура из волокна по п.12, в которой содержание полипропиленового волокна по любому из пп.1-4 составляет 50 мас.% или больше.
14. Листообразная структура из волокна по п.12 или 13, которая имеет величину водоудержания 10 мас.% или больше.
15. Композиционный материал, включающий полипропиленовое волокно по любому из пп.1-4 в матрице, состоящей из органического полимера.
16. Композиционный материал по п.15, в котором полипропиленовое волокно в матрице, состоящей из органического полимера, является короткомерным волокном, длинномерным волокном, имеет форму пучка, форму нитей, форму текстильного или трикотажного материала, форму нетканого материала или сетчатую форму.
17. Композиционный материал по п.15 или 16, в котором органический полимер составляет, по меньшей мере, один тип органического полимера, выбранного из термопластичной смолы, термореактивной смолы и каучукового полимера.
18. Формовой продукт, включающий композиционный материал по любому из пп.15-17.
| RU 2005105593 A, 20.07.2005 | |||
| БИОРАЗЛАГАЕМЫЕ СОПОЛИМЕРЫ, ПЛАСТМАССОВЫЕ И ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ БИОРАЗЛАГАЕМЫЕ СОПОЛИМЕРЫ | 1995 |
|
RU2144047C1 |
| JP 2002302825 A, 18.10.2002 | |||
| JP 2002266158 A, 18.09.2002 | |||
| WO 2006016499 A1, 16.02.2006 | |||
| WO 2004111098 A2, 23.12.2004 | |||
| NO 20065922 A, 23.02 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

