Настоящее изобретение относится к способам изготовления пучка трубопроводов, в частности пучка трубопроводов для передачи компонентов топлива в космическом корабле. Кроме того, пучки трубопроводов также применяются в системах кондиционирования и жизнеобеспечения космических кораблей. Помимо космических кораблей, пучки трубопроводов (трубопроводная обвязка) применяются в авиационных двигателях, а также в промышленных двигателях в составе различных газотурбинных установок газотранспортного и энергетического назначения.
Известны способы, которые предполагают на основе электронной модели изделия (ЭМИ) проектирование схемы универсально-сборочного приспособления (УСП) со специальными элементами. При изготовлении пучков трубопроводов для космических кораблей после выпуска конструкторской документации (КД) специальные элементы изготавливаются, собирается схема УСП. Производится ее контроль с применением координатно-измерительной машины на соответствие ЭМИ и схемы УСП. Отдельные трубопроводы, полученные методом гибки на современном оборудовании с числовым программным управлением (ЧПУ) в соответствии с электронной моделью детали (ЭМД), устанавливаются в УСП с фиксацией законцовок в специальных элементах. После фиксации всех законцовок и трубопроводов производится сборка-спайка в пучок.
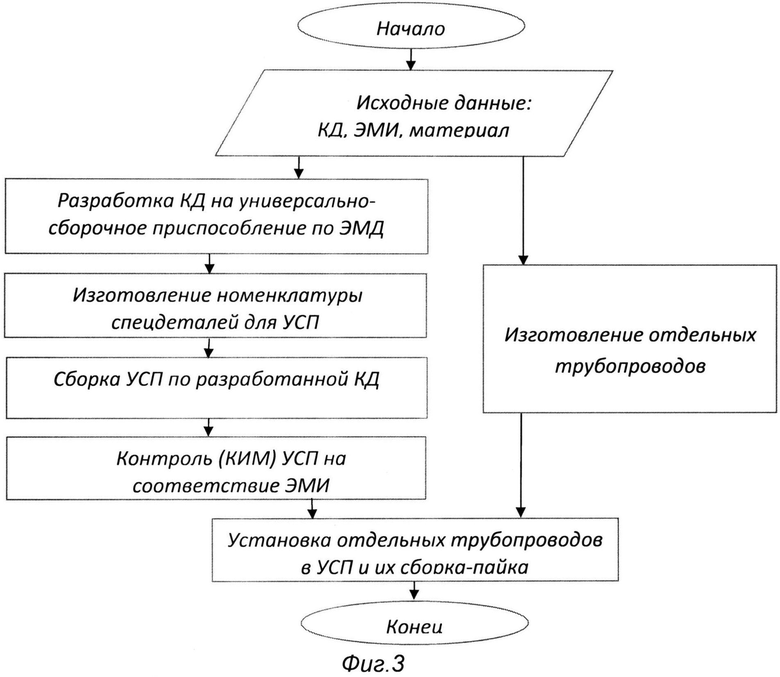
Аналогичным образом изготавливаются пучки трубопроводов для авиационных и промышленных двигателей в ОАО «Авиадвигатель», г.Пермь, что отражено на сайте . Данный способ был взят за прототип.Отдельные трубопроводы изготавливаются с помощью гибки на современном оборудовании с ЧПУ в соответствии с ЭМД, пучок трубопроводов (обвязка) имеет электронный макет, технология изготовления подразумевает применение стапелей (аналог УСП). Алгоритм способа показан на фиг.3. Недостатками описанных способов является трудоемкий процесс проектирования УСП с большим количеством специальных элементов и необходимость их дальнейшего изготовления.
Жесткие сроки на подготовку производства и изготовление космических кораблей и авиационных двигателей требуют использования эффективных организационно-технических решений с применением высокотехнологичных методов, трехмерного компьютерного моделирования и созданием твердых копий узлов и деталей ракетно-космической техники (РКТ).
Таким образом, задача настоящего изобретения заключается в предложении способа изготовления пучка трубопроводов для топливных систем космического корабля, который позволяет достичь требуемой высокой точности геометрических параметров расположения концов трубопроводов в соответствии с ЭМИ после их сборки-спайки, и который, кроме того, обеспечивает максимальную эффективность технологической подготовки и изготовления пучка трубопроводов.
Сущность изобретения заключается в том, что в способе изготовления пучка трубопроводов на основе электронной модели, включающем размещение в универсально-сборочном приспособлении отдельных трубопроводов, изогнутых в соответствии с электронной моделью каждого трубопровода, ориентацию их относительно друг друга посредством элементов фиксации законцовок, фиксацию на опорной площадке универсально-сборочного приспособления и скрепление пучка трубопроводов на основе электронной модели пучка трубопроводов формируют ее материальную модель с помощью технологии лазерного спекания, устанавливают в универсально-сборочное приспособление, закрепляя на опорной площадке в месте соединения трубопроводов и осуществляют настройку элементов фиксации законцовок в требуемое положение по материальной модели, которые имеют три степени свободы, а после чего материальную модель извлекают из универсально-сборочного приспособления, а затем производят размещение в универсально-сборочном приспособлении отдельных трубопроводов, их закрепление с помощью элементов фиксации пространственного положения законцовок, ориентацию их относительно друг друга посредством элементов фиксации законцовок, фиксацию на опорной площадке универсально-сборочного приспособления и скрепление пучка трубопроводов.
Технический результат изобретения состоит в упрощении изготовления нового пучка трубопроводов, в частности с помощью материальной модели, выращенной с применением селективного лазерного спекания легко настраиваются поворотные элементы УСП для установки отдельных трубопроводов в соответствии с ЭМИ, а затем легко производится сборка и спайка отдельных трубопроводов в УСП.
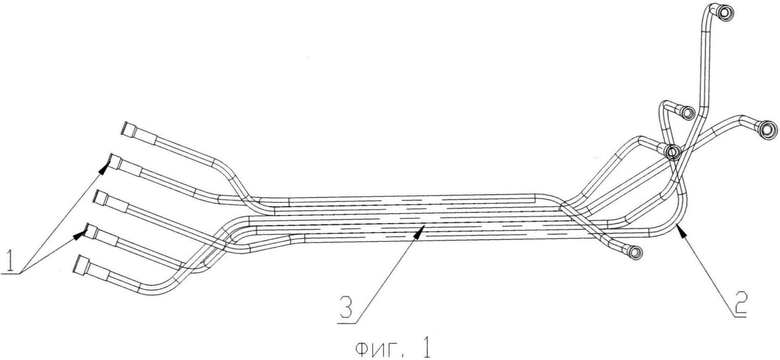
Сущность изобретения поясняется чертежами: на фиг.1 показан пучок трубопроводов;
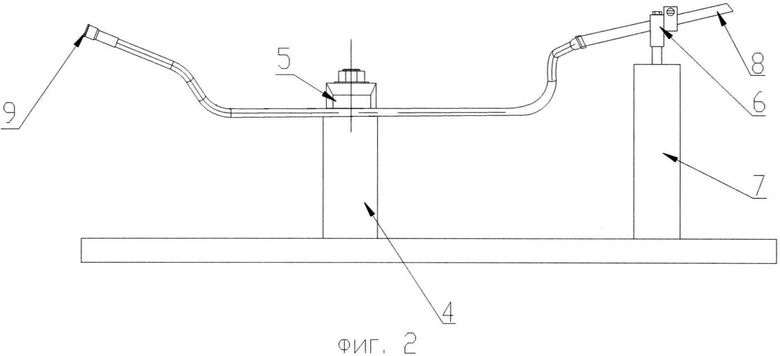
на фиг.2 показан элемент пучка трубопроводов, закрепленный на УСП;
на фиг.3 показан алгоритм изготовления «пучка» трубопроводов в ОАО «Авиадвигатель»;
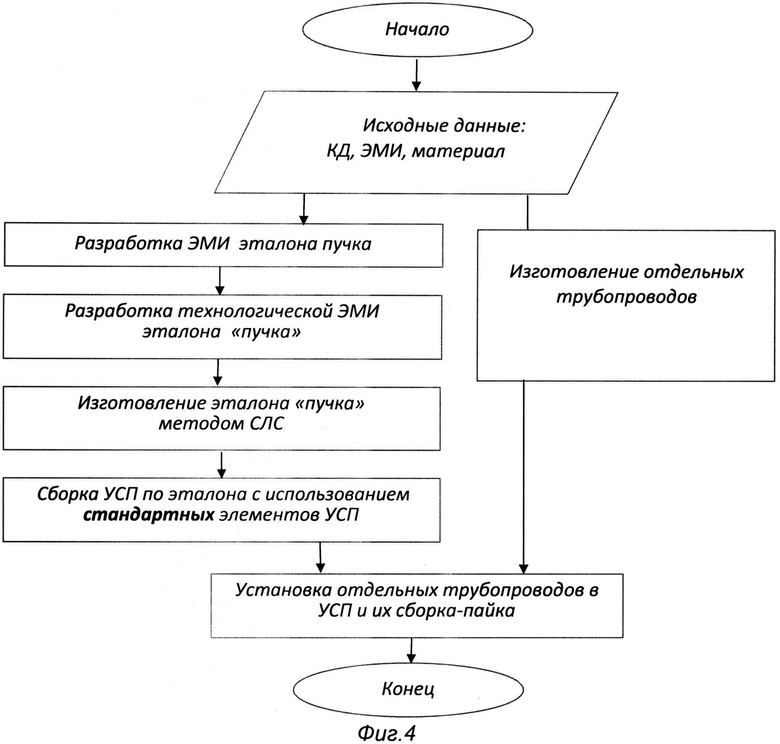
на фиг.4 показан алгоритм изготовления «пучка» трубопроводов по предложенной технологии;
на фиг.5 показана предложенная технология сборки «пучка» с применением метода СЛС: 1. ЭМИ→2. материальная модель→3. настройка УСП→4. готовый узел.
На фиг.1 показан пучок трубопроводов. Этот узел служит для передачи жидкостей и газов под давлением от одних устройств космического корабля к другим и изготавливается из алюминиевой или нержавеющей трубки с приваренными на краях законцовками 1. Законцовки 1 служат для присоединения пучка трубопроводов к двигателям и другим узлам космического корабля. Пучок трубопроводов состоит из отдельных трубопроводов 2, согнутых в пространстве определенным образом и затем собранных (спаянных) между собой в пучок в определенном месте - месте спайки 3 в заданном положении.
Осуществление способа происходит следующим образом: на основе ЭМИ и других исходных данных разрабатывается ЭМИ материальной модели, при этом для повышения жесткости пучка трубки целиком заполняются, вводятся дополнительные перемычки между трубками. После этого на основе ЭМИ материальной модели разрабатывается технологическая модель эталона: модель переводится в формат.stl и тестируется на наличие ошибок. Далее выполняется «выращивание» и некоторые другие технологические переходы, необходимые для получения материальной модели методом селективного лазерного спекания. Погрешность получения материальной модели не превышает±0,1 мм. На следующем этапе материальная модель устанавливается в УСП (фиг.2): прямолинейный участок пучка трубопроводов в материальной модели, а в последующем место спайки 3 прижимается к элементу УСП 4 с помощью прижима 5, производится сборка УСП с установкой поворотных элементов 6 для каждой законцовки 1 пучка трубопроводов на стойки 7. Далее осуществляется настройка УСП: направляющие поворотных элементов 8 посредством базирования по внутренней цилиндрической поверхности законцовки 1 фиксируются в определенном положении, а буртик 9 на торце законцовки 1 позволяет зафиксировать ее вылет и соответственно положение трубопровода в пучке. После этого законцовки 1 отводятся в сторону, и пространственная модель снимается. В настроенное УСП, устанавливаются отдельные трубопроводы, и после фиксации производится скрепление в пучок трубопроводов. Изготовленный таким образом пучок трубопроводов имеет минимальную погрешность.
На фиг.4 представлен алгоритм изготовления «пучка» трубопроводов с использованием материальной модели, полученного методом селективного лазерного спекания. На фиг.5 представлены иллюстрации к основным этапам способа изготовления пучка трубопроводов:
1. ЭМИ пучка и другие исходные данные обрабатываются, создается технологическая ЭМИ.
2. В соответствии с ЭМИ пучка трубопроводов выращивается материальная модель.
3. Материальная модель устанавливается в УСП, производится его настройка с помощью стандартных плоских и поворотных элементов, далее материальная модель снимается.
4. В настроенное УСП устанавливаются отдельные трубопроводы и после фиксации производится их скрепление в пучок.
Получается изготовленный в соответствии с ЭМИ пучок трубопроводов. Таким образом, упрощается технология изготовления пучка трубопроводов новой конфигурации.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЕРМЕННАЯ НЕРВЮРА КРЫЛА С КОМПОЗИЦИОННЫМИ СТОЙКАМИ | 2017 |
|
RU2661661C1 |
| СОТОВЫЙ ТЕПЛООБМЕННИК С ЗАКРУТКОЙ ПОТОКА | 2008 |
|
RU2386096C2 |
| МЕТЛА | 2012 |
|
RU2525069C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ДЕТАЛЕЙ И КОНСТРУКЦИЙ В КОСМИЧЕСКОМ ПРОСТРАНСТВЕ | 2010 |
|
RU2438939C2 |
| Способ изготовления или обслуживания космического аппарата на орбите и система космического производства для его осуществления | 2024 |
|
RU2837711C1 |
| УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2011 |
|
RU2477700C2 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ СБОРКИ КОСМИЧЕСКИХ АППАРАТОВ | 2024 |
|
RU2824224C1 |
| Устройство универсальное для изучения прочностных характеристик различных конструкций несъемных зубных протезов | 2019 |
|
RU2691515C1 |
| МНОГОКАНАЛЬНОЕ ОПТИКО-ЭЛЕКТРОННОЕ УСТРОЙСТВО КОРАБЕЛЬНОГО ЗЕНИТНОГО КОМПЛЕКСА ДЛЯ ОБНАРУЖЕНИЯ И СОПРОВОЖДЕНИЯ ВОЗДУШНЫХ И НАДВОДНЫХ ЦЕЛЕЙ (ВАРИАНТЫ) | 2008 |
|
RU2406056C2 |
| УСТРОЙСТВО НАПРАВЛЕННОЙ ТРАНСПОРТИРОВКИ СВЧ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ | 2009 |
|
RU2406188C1 |

Изобретение относится к способам изготовления пучка трубопроводов, в частности пучка трубопроводов для передачи компонентов топлива в космическом корабле. Технический результат изобретения состоит в упрощении изготовления нового пучка трубопроводов. На основе электронной модели пучка трубопроводов формируют ее материальную модель с помощью технологии лазерного спекания, устанавливают в универсально-сборочное приспособление, закрепляя на опорной площадке в месте соединения трубопроводов, и осуществляют настройку элементов фиксации законцовок в требуемое положение по материальной модели, которые имеют три степени свободы. После чего материальную модель извлекают из универсально-сборочного приспособления, а затем производят размещение в универсально-сборочном приспособлении отдельных трубопроводов, их закрепление с помощью элементов фиксации пространственного положения законцовок, ориентацию их относительно друг друга посредством элементов фиксации законцовок, фиксацию на опорной площадке универсально-сборочного приспособления и скрепление пучка трубопроводов. 5 ил.
Способ изготовления пучка трубопроводов на основе электронной модели, включающий размещение в универсально-сборочном приспособлении отдельных трубопроводов, изогнутых в соответствии с электронной моделью каждого трубопровода, ориентацию их относительно друг друга посредством элементов фиксации законцовок, фиксацию на опорной площадке универсально-сборочного приспособления и скрепление пучка трубопроводов, отличающийся тем, что на основе электронной модели пучка трубопроводов формируют ее материальную модель с помощью технологии лазерного спекания, устанавливают в универсально-сборочное приспособление, закрепляя на опорной площадке в месте соединения трубопроводов и осуществляют настройку элементов фиксации законцовок в требуемое положение по материальной модели, которые имеют три степени свободы, а после чего материальную модель извлекают из универсально-сборочного приспособления, а затем производят размещение в универсально-сборочном приспособлении отдельных трубопроводов, их закрепление с помощью элементов фиксации пространственного положения законцовок, ориентацию их относительно друг друга посредством элементов фиксации законцовок, фиксацию на опорной площадке универсально-сборочного приспособления и скрепление пучка трубопроводов.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДА | 2006 |
|
RU2413119C2 |
| RU 2003108229 А, 20.12.2004 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСТЕННЫХ СВАРНЫХ ТРУБ | 2003 |
|
RU2235616C1 |
| US 4161231 A1, 17.07.1979 | |||
| US 5302428 A1, 12.04.1994. | |||

