Изобретение относится к средствам изготовления объемных деталей и конструкций, в частности к устройству для изготовления объемных деталей и конструкций в космическом пространстве.
Из уровня техники известны способы и устройства объемной (трехмерной, 3D) печати, в основе которых лежит принцип послойного создания (выращивания) твердой геометрической фигуры. К их числу относятся:
- способ стериолитографии, разработанный Чарльзом Халлом в 1986 году (см. патент на изобретение US 575330);
- способ лазерного спекания, запатентованный Карлом Декардом в 1989 году и получивший развитие в патентах немецкой фирмы EOS (см. публикацию WO 9629192, патенты на изобретения US 5908569, US 5876767 и т.д.) и соответствующем оборудовании, с помощью которого получается пластиковое (из полиамидов, металлической пресс-формы) или металлическое (технологией выжигания полистирольных моделей, непосредственным изготовлением, технологией литья с помощью литейных форм и стержней) изделие;
- струйный способ, предложенный Скоттом Крампом и получивший развитие во многих странах, в том числе и в России (см. патенты на изобретения RU 2333102, RU 2333101, RU 2321603, RU 2306397, RU 295439 и т.д.);
- разновидность струйного способа под названием PolyJet, разработанная фирмой Objet Geometries, насчитывающая порядка 40 изобретений (см. заявку на изобретение US 2009145357, публикации WO 2009013751, WO 2008142691, WO 2009125381 и т.д.).
В сфере космических технологий учеными НАСА из Langley Research Center, Hampton, разработаны способы и устройство «Sоlid freeform fabrication apparatus and metods» (см. патент США на изобретение №7,168,935, заявка от 01.08.2003 №10/637086, патентообладатель правительство США в лице руководителя НАСА) для создания объемной (трехмерной, 3D) печати в условиях космического пространства. Экспериментальное устройство должно отправиться на Международную космическую станцию (МКС) для тестирования.
Способ (Electron Beam Freeform Fabrication, EBF3) позволяет изготовить элементы конструкции МКС в космосе из сырья с помощью электронного луча. Способ EBF3 реализуется в контейнере (вакуумной камере), в котором пучок электронов фокусируется на источнике металла (проволоке или порошке), непрерывно подаваемого к лучу. Последний плавит металл над вращающейся поверхностью, укладывая его слоями в соответствии с 3D моделью объекта. Процесс продолжается до полного формирования объекта.
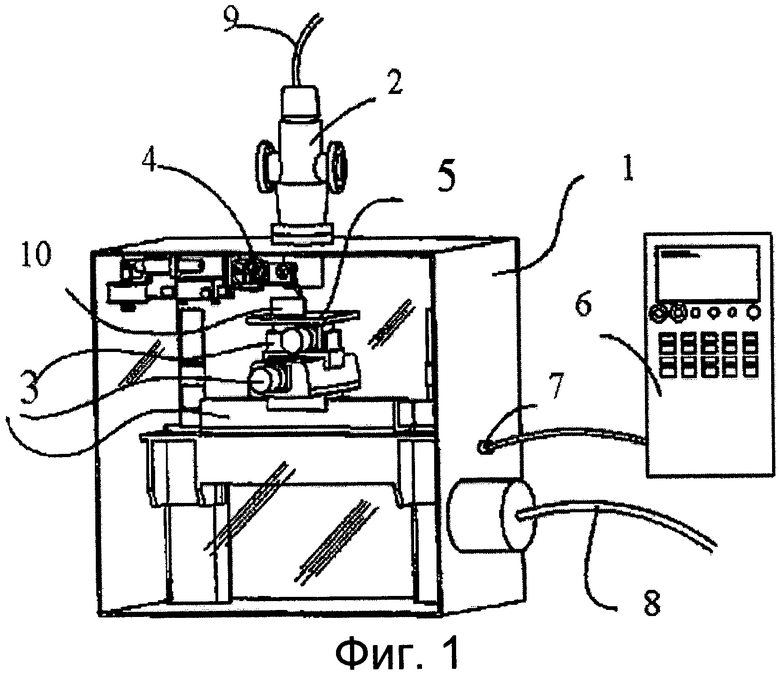
На Фиг.1 приведено устройство по патенту США №7,168,935, реализующее способ EBF3, и содержащее:
1 - контейнер (вакуумная камера), способный к поддержанию вакуумной окружающей среды;
2 - устройство формирования электронного луча;
3 - микроэлектродвигатели для перемещения платформы в соответствии с 3D моделью объекта;
4 - система подачи проволоки (порошка);
5 - подвижная платформа, на поверхности которой изготавливается трехмерный объект;
6 - компьютерная система, являющаяся частью устройства, в которой хранятся 3D модели объектов (база данных).
На Фиг.1 представлены также следующие элементы конструкции:
7 - линии низкого напряжения, соединяющие компьютерную систему 6 с линиями низкого напряжения, находящимися внутри контейнера 1;
8 - отвод для создания вакуума в контейнере 1;
9 - силовой кабель высокого напряжения, предназначенный для электропитания электронного луча;
10 - трехмерный объект (3D объект), элемент конструкции.
Контейнер имеет прямолинейную форму. Кроме того, контейнер может
иметь эллипсоидальную или любую произвольную форму.
Часть колонки устройства формирования электронного луча вставлена в контейнер, чтобы сфокусировать луч и обеспечить подачу проволоки (порошка) 4 для изготовления трехмерного объекта 10.
Под действием сигналов, поступающих из компьютерной системы 6 в электромикродвигатели 3, обеспечивается свободное перемещение подвижной платформы 5 в пределах контейнера в соответствии с заданной программой изготовления объекта. Конструкцией предусмотрены также и монтажные кронштейны (не показаны), обеспечивающие надлежащую ориентацию электронного луча и системы подачи проволоки (порошка) 4 относительно нулевых координат электромикродвигателей 3. Трехмерный объект 10 образуется на поверхности перемещающейся платформы 5 путем последовательного преобразования исходного сырья (проволоки, порошка) в закрытой емкости, в которой создан вакуум.
Технология помимо чисто научных задач имеет коммерческую составляющую.
Однажды созданная виртуальная модель может воспроизводиться в любое заданное время, используя базу данных моделей объектов. Более того, поскольку укладка слоев сопровождается намного меньшим количеством отходов, чем обработка твердого блока материала на станках, технология EBF3 более экономична, по сравнению с традиционными технологиями производства.
К числу недостатков известного из уровня техники изобретения следует отнести возникновение рентгеновского излучения и радиации при больших мощностях пучка электронов. Для снижения уровня вредных излучений необходимо снижение мощности пучка электронов, что приводит к снижению производительности установки. Кроме этого необходимо обеспечить экранирование установки в МКС.
Технический результат предлагаемого изобретения заключается в расширении функциональных возможностей применения EBF3 технологии в космическом пространстве как внутри МКС, так и на ее внешней поверхности.
Технический результат достигается тем, что внутри МКС способ получения объемных материалов реализуется в разборном контейнере, в вакуумной среде. Причем после повышения давления в контейнере и устранения вакуумной среды из контейнера может быть изъята часть деталей для работы в космическом пространстве и установлено дополнительное оборудование, обеспечивающее реализацию EBF3 технологии в условиях открытого космоса. Это позволяет увеличить мощность пучка электронов при изготовлении деталей больших размеров или применения устройства в качестве сварочного аппарата для изготовленных элементов конструкции в космосе. EBF3 технология реализуется дистанционно космонавтом, находящимся на борту МКС, а оборудование размещено на внешней стороне МКС в космическом пространстве, причем пучок электронов не должен быть направлен в сторону МКС.
Блок-схема устройства для изготовления объемных деталей и конструкций в космическом пространстве (см. фиг.2) содержит следующие элементы.
2 - устройство формирования электронного луча;
3 - микроэлектродвигатели для перемещения платформы в соответствии с 3D моделью объекта;
4 - система подачи проволоки (порошка);
5 - подвижная платформа, взаимосвязанная с микроэлектродвигателями 3.
На платформе 5 размещены объемные детали и конструкции, изготавливаемые в космосе;
6 - компьютерная система, предназначенная для управления работой узлов и механизмов устройства на основе анализа 3D моделей. Сигналы от компьютерной системы поступают на дешифраторы команд, размещенные на микроэлектродвигателях, системе подачи проволоки, устройстве видеоконтроля, устройстве формирования электронного луча;
11 - обратная сторона верхней крышки контейнера;
12 - устройство видеоконтроля;
13 - проволока (порошок);
14 - первый пруток, трехмерный объект (3D объект);
15 - второй пруток, трехмерный объект (3D объект);
16 - сварное соединение (объемное соединение двух прутков) на основе 3 D технологии. Причем первый пруток 14, второй пруток 15 и сварное соединение 16 образуют объемную деталь в сборе;
17 - первая площадка, основание которой закреплено на внешней стороне МКС;
18 - вторая площадка, на которой закреплены микроэлектродвигатели 3, управляющие подвижной платформой 5;
19 - один из элементов соединения, например ферма, соединяющий первую и вторую площадки, и обеспечивающий жесткую конструкцию устройства.
На Фиг.2 не показаны следующие элементы, также используемые в работе:
7 - линии низкого напряжения, соединяющие компьютерную систему 6 с линиями низкого напряжения, находящимися внутри контейнера 1;
9 - силовой кабель высокого напряжения, предназначенный для электропитания электронного луча;
дешифраторы команд, размещенные на микроэлектродвигателях 3, системе подачи проволоки (порошка) 4, устройстве видеоконтроля 12, устройстве формирования электронного луча 2, которые дешифрируют команды управления, поступающие из компьютерной системы 6.
Кроме того, не используется вакуумное оборудование, например насосы, отвод 8 для создания вакуума в контейнере, а также нижняя стенка контейнера 1, используемые для изготовления 3D объектов на МКС.
Компьютерная система 6 размещена на МКС для обеспечения возможности космонавту управлять созданием объемного изделия. В компьютерной системе дополнительно содержатся модели объемного соединения (сварка) типовых объектов для создания конструкций в космосе.
Нижнее основание микроэлектродвигателей - 3 соединено с поверхностью второй площадки 18, соединенной элементами соединения, например фермами, с первой площадкой 17, основание которой соединено с внешней поверхностью МКС. Верхний микроэлектродвигатель 3 соединен с подвижной платформой 5.
Первая площадка 17 и вторая площадка 18 соединены между собой элементами соединения, например фермами, которые обеспечивают жесткую конструкцию устройства в космосе.
На обратной стороне верхней крышки контейнера 11, соединенной с элементами соединения - фермами 19, размещены: устройство формирования электронного луча 2, система подачи проволоки (порошка) 4 и устройство видеоконтроля 12, которые соединены с компьютером 6, соединенным с микроэлектродвигателями перемещения 3.
На подвижной площадке 5 могут быть изготовлены как отдельные элементы конструкции МКС, например пруток 14, 15, а также с помощью сварного соединения 16 может быть выполнено соединение этих прутков.
Устройство для изготовления объемных деталей и конструкций в космическом пространстве собирается на внешней поверхности МКС после завершения работы по изготовлению объемных объектов в вакуумной камере (герметичном контейнере) 10 (см. Фиг.1) внутри МКС. Отключают вакуумные насосы и постепенно заполняют герметичную камеру воздухом, содержащимся в МКС. После равенства давления внутри и снаружи камеры осуществляют ее разборку: вынимают микроэлектродвигатели 3 с подвижной платформой 5, и устанавливают их на второй площадке 18.
Первую площадку 17 устанавливают и закрепляют на внешней поверхности МКС, соединяют ее с фермами 19, к которым крепят вторую площадку 18 с установленными на ее поверхности микроэлектродвигателями 3 с подвижной площадкой 5.
Вторую площадку 18 соединяют с первой площадкой 17 с помощью ферм 19, обеспечивающих жесткое соединение узлов и механизмов. По одному из вариантов фермы соединяют первую площадку 17, вторую площадку 18 и верхнюю крышку контейнера 11 параллельно друг другу, а устройство видеоконтроля 12 размещено внутри МКС. Возможно использование метизных изделий различных размеров и назначений. Возможно также использование дополнительных микроэлектродвигателей, обеспечивающих перемещение второй площадки вдоль фермы. Дополнительные микроэлектродвигатели должны быть снабжены дешифраторами команд, поступающих от компьютерной системы 6.
Обратную сторону верхней крышки контейнера 11 размещают между первой площадкой 17 и подвижной площадкой 5 на расстоянии, обеспечивающем оптимальный технологический режим, и закрепляют на фермах 19. На поверхности верхней крышки контейнера 11 размещены система подачи проволоки (порошка) 4 с проволокой (порошком) 13, устройство формирования электронного луча 2, а также видеоконтрольное устройство 12.
В основе заявленного изобретения лежит принцип послойного создания (выращивания) твердой геометрической фигуры на основе использования пучка электронов, который фокусируется на источнике металла (проволоке или порошке), непрерывно подаваемого к лучу (пучку электронов) в условиях вакуума. Электронный пучок плавит металл над вращающейся поверхностью, укладывая его слоями в соответствии с 3D моделью объекта. Процесс продолжается до полного формирования объекта. Процесс 3D печати может осуществляться не только в вакуумной среде герметичного контейнера, установленного внутри МКС, но и на ее внешней поверхности. Космонавт с помощью видеоконтрольного устройства может осуществлять дистанционный контроль за осуществлением работы, при помощи светофильтров, вставленных в объектив видеоконтрольного устройства, следить за процессом изготовления (соединения) элементов конструкции МКС. Кроме того, информация об изготовленном объекте считывается в компьютерную систему, сравнивается с соответствующей моделью объекта, протоколируется и заносится в базу данных. В результате принимается решение о возможности использования изготовленного объекта или конструкции в МКС.
Некоторые детали летательных аппаратов, например самолетов, массой 130 кг изготавливаются из 2720 кг титановых заготовок. Предлагаемое изобретение позволит изготавливать аналогичные детали, используя 160 кг сырья, обеспечивая значительную экономию средств.
Будущие экипажи лунных или марсианских миссий получат возможность создавать на месте требуемые запасные части оборудования и инструменты. Преимущества здесь очевидны. Конечно, придется брать с собой металлическое сырье, но вероятно, что подходящий материал можно будет добывать из грунта планеты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ аддитивного сварочно-плавильного изготовления трёхмерных изделий и установка для его осуществления | 2017 |
|
RU2674588C2 |
| 3D ПРИНТЕР | 2018 |
|
RU2725465C2 |
| СПОСОБ 3D ПЕЧАТИ СЕКЦИОНИРОВАННОЙ ПРОВОЛОКОЙ | 2018 |
|
RU2691017C1 |
| Роботизированный комплекс для создания строительных элементов на космическом объекте | 2017 |
|
RU2670836C9 |
| Способ изготовления или обслуживания космического аппарата на орбите и система космического производства для его осуществления | 2024 |
|
RU2837711C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2491151C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2491152C1 |
| Способ послойного изготовления объемных изделий | 2019 |
|
RU2732252C1 |
| Способ послойного изготовления объемных изделий | 2019 |
|
RU2732271C1 |
| Способ послойного изготовления изделий из нескольких порошков и устройство для его осуществления | 2018 |
|
RU2685326C1 |
Изобретение относится к космической технологии, конкретнее - к технике объемной (3D) печати по принципу послойного наращивания твердой геометрической фигуры пучком электронов. Устройство м.б. использовано на борту Международной космической станции (МКС). Сперва 3D-объекты формируют в вакуумной камере (контейнере) внутри МКС. Затем заполняют эту камеру воздухом и разбирают. На внешней поверхности МКС закрепляют первую площадку (17), соединяют ее фермами (19) со второй площадкой (18), где установлена подвижная площадка (5) с микроэлектродвигателями (3). На обратной стороне верхней крышки контейнера (11) размещают систему подачи проволоки (порошка) (4), а также устройства формирования электронного луча (2) и видеоконтроля (12). Все они соединены с компьютером (6), через который космонавт изнутри МКС управляет двигателями (3) перемещения площадки (5) и в целом - созданием объемного изделия. На подвижной площадке (5) могут быть изготовлены как отдельные элементы конструкции МКС, например, прутки (14, 15), так и с помощью сварки (16) - соединение этих прутков. Пучок электронов фокусируется на источнике металла (проволоке или порошке), непрерывно подаваемом к этому пучку, и плавит металл над вращающейся поверхностью, укладывая его слоями в соответствии с 3D-моделью объекта. Через светофильтры, вставленные в объектив видеоконтрольного устройства (12), можно следить за процессом изготовления элементов конструкции. Кроме того, информация об изготовленном объекте считывается в компьютерную систему, сравнивается с соответствующей моделью объекта, протоколируется и заносится в базу данных. Технический результат изобретения заключается в расширении функциональных возможностей применения 3D-печати для изготовления объемных объектов и конструкций МКС. 2 з.п. ф-лы, 2 ил.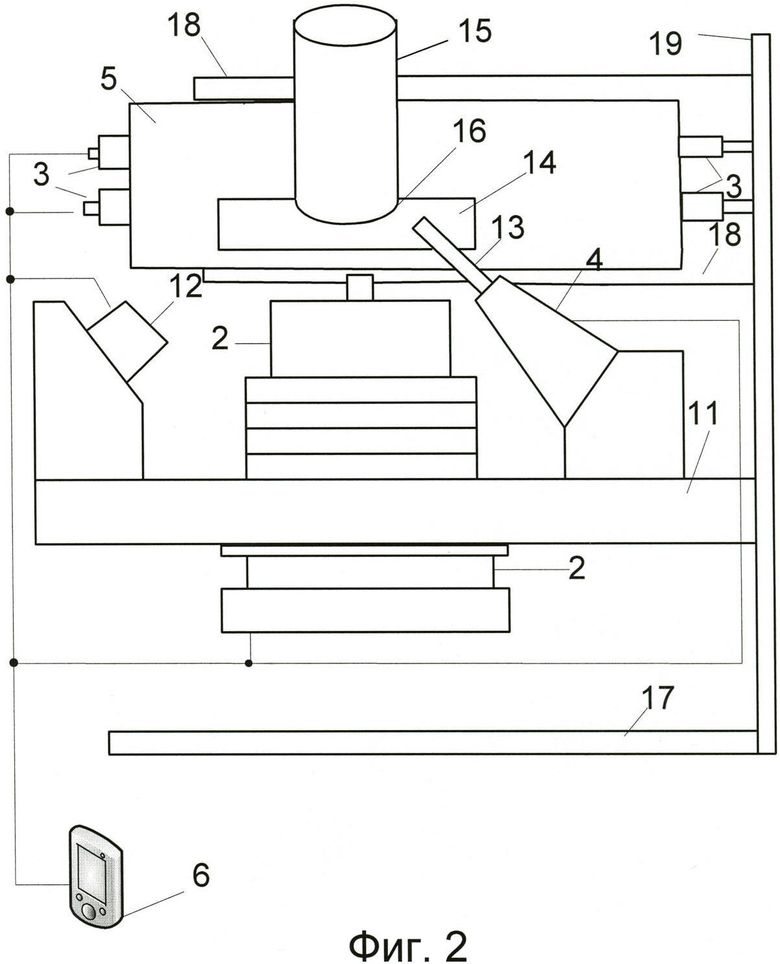
1. Устройство для изготовления объемных деталей и конструкций в космическом пространстве, содержащее устройство формирования электронного луча, микроэлектродвигатели, взаимосвязанные с подвижной платформой, на поверхности которой размещается изготавливаемый трехмерный объект, систему подачи проволоки, компьютерную систему, причем устройство для формирования электронного луча и система подачи проволоки размещены на обратной стороне верхней крышки контейнера, отличающееся тем, что в него введены первая площадка, закрепленная на внешней поверхности космической станции, вторая площадка и фермы, соединяющие первую площадку со второй площадкой, причем на обратной стороне верхней крышки контейнера дополнительно размещено видеоконтрольное устройство, а указанная крышка размещена между первой площадкой и второй площадкой на расстоянии, позволяющем обеспечить оптимальную работу устройства для подачи проволоки и устройства видеоконтроля, а также безопасную работу устройства для формирования электронного луча, при этом нижнее основание микроэлектродвигателей соединено с поверхностью второй площадки, направленной в сторону космической станции, а верхний микроэлектродвигатель соединен с подвижной платформой, причем устройство формирования электронного луча, система подачи проволоки, устройство видеоконтроля и микродвигатели соединены с компьютером.
2. Устройство по п.1, отличающееся тем, что указанные фермы соединяют первую площадку, вторую площадку и верхнюю крышку контейнера параллельно друг другу.
3. Устройство по п.1, отличающееся тем, что устройство видеоконтроля размещено внутри международной космической станции.
| US 7168935 А, 30.01.2007 | |||
| US 2009145357 A, 11.06.2009 | |||
| СПОСОБ ПОЛУЧЕНИЯ И УСТРОЙСТВО СОЛНЦЕЗАЩИТНОГО ОГРАЖДЕНИЯ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 2006 |
|
RU2306397C1 |
| СПОСОБ УПРАВЛЕНИЯ ОБЪЕКТАМИ С ПОМОЩЬЮ ГИБКОЙ СВЯЗИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2017659C1 |
| WO 2008142691 A2, 27.11.2008. | |||

